ESCUELA SUPERIOR DE INGENIERIA MECANICA y
ELECTRICA
UNIDAD PROFESIONAL" ADOLFO LOPEZ MATEOS"
TEMA DE TESIS
INGENIERO ELECTRICISTA
QUE PARA OBTENER EL TITULO DE
TESIS Y EXAMEN ORAL INDIVIDUAL
POR LA OPCION DE TITULACION
DEBERA(N) DESARROLLAR C. SIXTO FLORES MONTIEL
"PROCEDIMIENTO PARA LA REPARACIÓN DE TRANSFORMADORES DE 75 kVA TIPO POSTE"
DESARROLLAR UNA METODOLOGÍA DE REPARACIÓN DE LOS TRANSfORMADORES TIPO POSTE
ING.
MÉXICO D.F. A 6 DE SEPTIEMBRE DE 2012
ASESORES • INTRODUCC.JÓN
セ AGRADBCIMIENTOS
• GLOSARIO DE TÉRMINOS • MARCO CONCEPTUAL • DESARROLLO DIAGNOS1J1CO, • ANEXOS·
• ÍNDICE
• REFERENCIAS • GALERÍA . • CONCLUSIONES
M. EN C. JESÚS ALBERTO FLORES CRUZ
rti Ifl14
セ|N セ
||セ|oos
""/'1"",,
NNMMBBLセ
セcBL
セセセ
ZZセセセセセセGゥRM⦅_GNN セ t;; , oセ
<::: セ ]セ セ
SAR DAVID RAMÍREZ
8
セN。Z
... ./
セ
DEPARTAMENTO acadセ •"';#.-.¡¿
セ INGENIERÍA ELÉCTRICA "'..1 セN セヲGIJEFATURA DE
INGENIERlA ElECTRICA
$! !!
AGRADECIMIENTOS.
A mis Asesores.
En la elaboración de este trabajo se contó con la valiosa participación de todos y cada uno de las personas que intervienen en este proceso, así mismo del apoyo profesional del Ing. Cesar David Ramírez Ortíz y el M.C. Jesús Alberto Flores Cruz, para ellos mi mayor agradecimiento.
A mi esposa Liliana López Beltrán.
Te agradezco todo el apoyo que me has dado, quiero decirte que desde el día que llegaste a mi vida, así como hemos tenido fracasos han sido mayores los éxitos, los cuales han dejado huella en nuestras vidas. Este éxito que he logrado de ser Ingeniero Electricista no hubiese sido posible sin todo tu Amor y comprensión. Gracias por Ser Todo en Mi Vida.
A mis Hijos
A cada uno de mis Hijos, Susana, Daniel e Itzel; por todo el tiempo de total abandono en que los tuve. Espero compensarles todo su sacrificio con este éxito profesional, el cual no hubiera sido posible lograr si no los tuviera presentes en mi corazón y mi mente.
A mi madre Guadalupe Montiel Ampudia.
Te dedico este trabajo y este éxito profesional el cual no pude darte en vida, sé que donde estés te sentirás orgullosa de tu hijo.
A mi Padre Ángel Flores Montiel.
Te dedico este trabajo y este éxito profesional el cual no hubiera sido posible sin tus palabras de aliento día con día, sé que te sientes orgulloso de tu hijo.
A mis Hermanos y Hermanas.
A todos y cada uno de ustedes con quienes he compartido mi vida entera. Les agradezco por todo el apoyo que me brindan y han contribuido para que este trabajo se vea reflejado en el logro de mi carrera como Ingeniero Electricista.
Al Ing. Electricista Esteban Meléndez Lozano.
A la memoria de gran persona como lo fue Esteban, de quien siempre tuve palabras de aliento; y que considero fue un ejemplo a seguir. A él, dedico este éxito profesional y sé que donde esté, se sentirá orgulloso de su cuñado y compadre. Gracias por todo.
A mis profesores del Instituto Politécnico Nacional.
%! !!
Índice General
Página
AGRADECIMIENTOS!!!!!!!!!!!!!!!!!!!!!!!!!.!!!!!!!!!!.2
GLOSARIO DE TÉRMINOS
Prólogo!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!5
Objetivo!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!...6
Justificación!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!6
Introducción!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!6 MARCO CONCEPTUAL
Historia!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!7
Generalidades!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!9
Funcionamiento!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!...10
Tipos de Transformadores!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!.12
Aislamientos!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!.15 DESARROLLO DIAGNÓSTICO
Procedimiento para el Desensamble del Transformador en Reparación!!!!!!!!!!!!!!!..17
Desensamble del transformador!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!..17
Fabricación de Bobinas de Alta y Baja Tensión para el Transformador en Reparación!!!!!!!!!.28
Recuperación del Aluminio de la Bobina de Baja Tensión!!!!!!!!!!!!!!!!!!!!!...29
Limpieza de la Bobina de Baja Tensión!!!!!!!!!!!!!!!!!!!!!!!!!!!!!..30
Fabricación de la bobina de Baja Tensión!!!!!!!!!!!!!!!!!!!!!!!!!!!!..31
Fabricación de la bobina de Alta Tensión!!!!!!!!!!!!!!!!!!!!!!!!!!!!...34
Ensamble del Transformador!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!37
Prensado del Conjunto Núcleo Bobina Superior e Inferiormente!!!!!!!!!!!!!!!!!!!38
Flejado del Conjunto Núcleo Bobina!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!38
Instructivo para Realizar la Prueba de Relación de Transformación!!!!!!!!!!!!!!!!!..41
Prueba de Relación de Transformación con Equipo Trifásico!!!!!!!!!!!!!!!!!!!!.44
Procedimiento para la Conexión Interna del Transformador en Reparación!!!!!!!!!!!!!!47
Recuperación de Cambiadores (Derivadores de Voltaje) de Vástago Corto y Vástago Largo!!!..!!...55
Procedimiento para el Armado del Transformador en Reparación!!!!!!!!!!!!!!!!!!.59
Funcionamiento de los Hornos de Secado!!!!!!!!!!!!!!!!!!!!!!!!!!!!.61
Armado y Fijación de Boquillas de Baja Tensión!!!!!!!!!!!!!!!!!!!!!!!!!...64
Armado yFijación de las Boquillas de Alta Tensión!!!!!!!!!!!!!!!!!!!!!!!!..66
Instructivo para el Llenado del Transformador con Aceite Dieléctrico!!!!!!!!!!!!!!!!!68
Procedimiento para Realizar Pruebas Mecánicas y de Hermeticidad al Transformador reparado!!!!...70
Pruebas Mecánicas!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!.71
Procedimiento para Realizar Pruebas Electromecánicas al Transformador Reparado!!!!!!!!!..77
Prueba de la Rigidez Dieléctrica del Aceite Aislante !!!!!!!!!!!!!!!!!!!...!!!....78
Muestreo!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!...80
Determinación del Factor de Potencia y la Constante Dieléctrica!!!!!!!!!!!!!!!!!!..81
Determinación de la Tensión de Ruptura Dieléctrica!!!!!!!!!!!!!!!!!!!!!!!!81
"! !! Prueba de Corriente de Excitación!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!...83
Prueba de Potencial Aplicado!!!!!!!!!!.!!!!!!!!!!!!!!!!!!!!!!...88
ANEXOS!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!...95
ÍNDICEde Ecuaciones, Tablas, Figuras e Imágenes!!!!.!!!!!!!!!!!!!!!!!!.108
REFERENCIAS.!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!..111
GALERÍA!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!113
#! !!
PRÓLOGO
Aun con el avance de la tecnología que está dirigida a la industria eléctrica, surge la deficiencia de calidad. En especial en la construcción de transformadores los cuales son la base del buen funcionamiento de un sistema de distribución de energía, misma que está dirigida hacia las empresas, oficinas y casas habitación. Motivo por el cual se pretende dar a conocer el proceso de reparación de tal manera, que deje apreciar el trabajo manual y técnico de quienes forman parte del mismo.
El Proceso de Reparación de Transformadores Tipo Poste se basa en conceptos teóricos básicos, sistemáticos y normativos con enfoque de aplicación práctica donde se puede apreciar de forma simple su desarrollo. Todos los pasos de dicho proceso están debidamente ilustrados de tal forma que se pueda distinguir con facilidad cada uno de los aspectos tratados en la siguiente tesis.
&! !!
OBJETIVO
Desarrollar una metodología de reparación de los transformadores de 75 kVA tipo poste. Con la finalidad de contar con un procedimiento que dentro de los márgenes y normatividad vigentes sea detallado y posible de implementar, protegiendo y salvaguardando la integridad física de las personas que forman parte de este. Además de conservar la calidad en el desarrollo, de los materiales y mano de obra.
JUSTIFICACIÓN
La reparación de transformadores de distribución tipo poste es necesaria en gran parte de las ocasiones pues la operación correcta de estas máquinas es parte fundamental del sistema de distribución eléctrica de nuestro país. Siendo que mantienen el correcto fluido de energía en todos los servicios de tipo industrial o doméstico, este último es quien conforma el porcentaje más alto de todos los usuarios interconectados.
El mantener en óptimas condiciones estas máquinas, ya sea con la reparación parcial o en ocasiones total, son la justificación de la presente tesis. La cual se basa en un aprendizaje teórico-práctico en el manejo de herramientas aparatos de medición así como de los transformadores mismos sin poner en riesgo la vida humana.
INTRODUCCIÓN
Dentro del ámbito de la generación de la energía eléctrica, es importante saber el funcionamiento de los generadores, el comportamiento de la energía al ser transmitida y que los transformadores (elevadores o reductores) son parte fundamental en la operación y buen funcionamiento en un sistema eléctrico de distribución, así mismo para que la energía consumible sea la adecuada. En el caso de los transformadores de distribución tipo poste es necesario que el ingeniero electricista cuente con los conocimientos necesarios, no solo sobre las características y funcionamiento de estas máquinas sino también de los tipos de materiales y sus características, herramientas (eléctricas y manuales) además de las normas correspondientes.
En la actualidad aun existiendo información acerca de los transformadores, se realizó la labor de reunir esta información teórico-práctica, en una forma básica, esperando mostrar con la mayor la facilidad su aplicación dentro del procedimiento de reparación.
'! !!
Marco Conceptual.
Historia.
Primeros Pasos: Los Experimentos con Bobinas e Inducción.
El fenómeno de inducción electromagnética en el que se basa el funcionamiento del transformador fue descubierto por Michael Faraday en 1831, se basa fundamentalmente en que cualquier variación de flujo magnético que atraviesa un circuito cerrado genera una corriente inducida, y en que la corriente inducida sólo permanece mientras se produce el cambio de flujo magnético.
La primera "bobina de inducción" se crea para ver el uso ancho (respecto a material en espiras) fueron inventadas por el Rev. Nicholas Callan (College de Maynooth, Irlanda en 1836), uno de los primeros investigadores en darse cuenta de que cuanto más se convierte el secundario, en relación con el bobinado primario, es más grande el aumento de la FEM.
Entre la década de 1830 y la década de 1870, los esfuerzos para construir mejores bobinas de inducción, en su mayoría a prueba y error, reveló lentamente los principios básicos de los transformadores. Un diseño práctico y eficaz no apareció hasta la década de 1880, pero dentro de un decenio, el transformador jugaría un papel decisivo en la “Guerra de Corrientes”, y en los sistemas de distribución de corriente alterna un triunfo sobre sus homólogos de corriente continua, además de una posición dominante que mantienen desde entonces.
En 1876, el ingeniero ruso Pavel Yablochkov inventó un sistema de iluminación basado en un conjunto de bobinas de inducción en el que el bobinado primario se conectaba a una fuente de corriente alterna y los devanados secundarios podían conectarse a varias “velas eléctricas” (lámparas de arco)(1), de su propio diseño. Las bobinas utilizadas en el sistema se comportaban como transformadores primitivos. La patente alegó que el sistema podría, “proporcionar suministro por separado a varios puntos de iluminación con diferentes intensidades luminosas procedentes de una sola fuente de energía eléctrica”.
(1)
Las primeras farolas eléctricas empleadas, eran del tipo arco eléctrico, inicialmente las velas eléctricas, velas Jablochoff o velas Yablochkov desarrolladas por el ruso Pavel Yablochkov en 1875. Se trataban de lámparas de arco eléctrico con electrodos de carbón que empleaban corriente alterna, que garantizaba que los electrodos ardieran de forma regular. Las velas Yablochkov fueron usadas por primera vez para alumbrar los grandes almacenes Grand Magazine de Louvre, en París en los años 1880. Poco después fueron instaladas de forma experimental en el puente Holborn Viaduct y la calle Thames Embankment de Londres. Más de 4000 de estas lámparas estaban en uso en 1881, aunque por entonces ya se habían desarrollado mejoras en las lámparas de arco diferencial por parte de Friedrich von Hefner-Alteneck de la empresa alemana Siemens & Halske. En los Estados Unidos fue rápida la adopción del alumbrado de arco. En 1890 había instaladas alrededor de 130000.
(! !!
En 1883, se realizaron más de cincuenta instalaciones para dicho fin (iluminación eléctrica). Ofreciendo un sistema que constaba de dos lámparas incandescentes y de arco, generadores y otros accesorios.
En 1882, Lucien Gaulard y John Dixon Gibbs expusieron por primera vez un dispositivo con un núcleo de hierro llamado "generador secundario" en Londres, luego vendió la idea a la compañía Westinghouse de Estados Unidos.
También fue expuesto en Turín, Italia en 1884, donde fue adaptado para el sistema de alumbrado eléctrico.
El Nacimiento del Primer Transformador.
Entre 1884 y 1885, los ingenieros húngaros Zipernowsky, Bláthy y Deri de la compañía Ganz crearon en Budapest el modelo “ZBD” de transformador de corriente alterna, basado en un diseño de Gaulard y Gibbs (Gaulard y Gibbs sólo diseñaron un modelo de núcleo abierto). Descubrieron la fórmula matemática de los transformadores (Ecuación 1):
!"
!"
!
!"
!"
Ecuación 1. Primer Fórmula Matemática de los Transformadores.
Dónde:
Vs es el voltaje en el secundario.
Ns es el número de espiras en el secundario. Vp y Np corresponden al primario.
Su solicitud de patente hizo el primer uso de la palabra "transformador", una palabra que había sido acuñada por Bláthy Otto.
En 1885, George Westinghouse compró las patentes del ZBD y las de Gaulard y Gibbs. Él le encomendó a William Stanley la construcción de un transformador de tipo ZBD para uso comercial.
Este diseño se utilizó por primera vez comercialmente en 1886.
Información de Interés.
)! !!
pueblos, formando parte importante en esta industria el transformador. El aparato que aquí se describe es una aplicación, entre tantas, derivada de la inicial bobina de Ruhmkorff o carrete de Ruhmkorff, que consistía en dos bobinas concéntricas. A una bobina, llamada primario, se le aplicaba una corriente continua proveniente de una batería, conmutada por medio de un ruptor (2) movido por el magnetismo generado en un núcleo de hierro central por la propia energía de la batería. El campo magnético así creado variaba al compás(3) de las interrupciones, y en el otro bobinado, llamado secundario y con mucho más espiras, se inducía una corriente de escaso valor pero con una fuerza eléctrica capaz de saltar entre las puntas de un Chispómetro(4) conectado a sus extremos.
También da origen a las antiguas bobinas de ignición del automóvil Ford T, que poseía una por cada bujía, comandadas por un distribuidor que mandaba la corriente a través de cada una de las bobinas en la secuencia correcta.
(2)
Ruptor. m. Dispositivo electromagnético o mecánico que cierra y abre sucesivamente un circuito eléctrico. || 2.
Dispositivo que, al funcionar, produce la chispa en la bujía de un motor de explosión. (3)
Compás. Movimiento en cierto tiempo que hace un cuerpo cuando deja un lugar para ocupar otro (4)
Chispómetro. Equipo que mide la rigidez dieléctrica del aceite, dispone de una vasija con dos electrodos sumergidos en aceite, se va elevando la tensión a velocidad constante hasta que se produce la ruptura.
Generalidades.
Se denomina transformador a una máquina eléctrica que permite aumentar o disminuir la tensión en un circuito eléctrico de corriente alterna, manteniendo la frecuencia. La potencia que ingresa al equipo, en el caso de un transformador ideal, esto es, sin pérdidas, es igual a la que se obtiene a la salida. Las máquinas reales presentan un pequeño porcentaje de pérdidas, dependiendo de su construcción, diseño, tamaño, etc.
Los transformadores son dispositivos basados en el fenómeno de la inducción electromagnética y están constituidos, en su forma más simple, por dos bobinas devanadas sobre un núcleo cerrado de hierro dulce o hierro silicio. Las bobinas o devanados se denominan primarios y secundarios según correspondan a la entrada o salida del sistema en cuestión, respectivamente. También existen transformadores con más devanados; en este caso, puede existir un devanado "terciario", de menor tensión que el secundario.
La distribución de la energía eléctrica se realiza a base de transformadores de voltaje, a causa de ello, tiene que emplearse corriente alterna (C.A), pues la corriente continua (C.C), no obstante que suele ser mucho más ventajosa para ciertas aplicaciones, esta resulta no ser muy susceptible de transformaciones sencillas de voltaje.
*+! !
Debido a que las plantas generadoras se encuentran lejos de los centros de consumo, además de necesitar líneas de distribución se requiere un sistema de transformación pues en conjunto con estas líneas se encargan de reducir paulatinamente el voltaje a un valor apropiado para su utilización y hacer llegar la energía hasta el sitio preciso de requerimiento.
Dentro del recorrido de estas líneas existen y son parte fundamental los transformadores de distribución tipo poste, los cuales se colocan de acuerdo a su capacidad, por áreas de consumo.
Importancia.
El transformador es una máquina estática empleada para transferir la energía eléctrica de un circuito de corriente alterna a otro, sin variar la frecuencia. Esta transferencia va acompañada habitualmente, pero no siempre, de un cambio de tensión. Un transformador puede recibir energía y entregarla a una tensión más elevada, en cuyo caso se llama transformador elevador, o puede entregarla a una tensión más baja, en cuyo caso es un transformador reductor. En el caso de que la energía suministrada tenga la misma tensión que la recibida, el transformador se dice que tiene una relación de transformación igual a la unidad.
Los transformadores por ser estáticos, no contienen elementos giratorios, por lo tanto, requieren de poca supervisión y escasos gastos de mantenimiento. El costo de los transformadores por kilovoltamper (kVA) es bajo, comparado con el de otros aparatos, y su rendimiento es superior. Al carecer de dientes, ranuras y demás elementos giratorios, y que sus arrollamientos pueden estar sumergidos en aceite, no es difícil lograr un buen aislamiento para el manejo de altas tensiones.
Estas características favorables hacen que el transformador sea un elemento de gran utilidad. Como puede transformar una tensión baja en otra más elevada o viceversa, y de una manera económica, a él se debe en gran escala la extensa difusión que ha alcanzado la corriente alterna de la cual se depende en la actualidad en gran parte del mundo.
Funcionamiento.
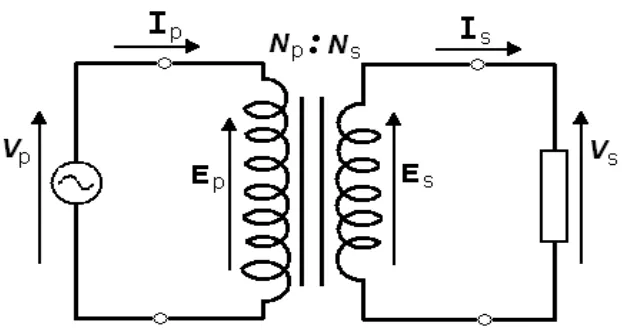
Si se aplica una fuerza electromotriz alterna en el devanado primario, las variaciones de intensidad y sentido de la corriente alterna crearán un campo magnético variable dependiendo de la frecuencia de la corriente. Este campo magnético variable originará, por inducción electromagnética, la aparición de una fuerza electromotriz en los extremos del devanado secundario.
En la Figura 1, se muestra la relación entre la fuerza electromotriz inductora (Ep), aplicada
al devanado primario y la fuerza electromotriz inducida (Es), obtenida en el secundario,
**! !
Figura 1. Representación Esquemática del Transformador.
!"
!"
!
!"
!"
Ecuación 2. Representación Matemática de la FEM.
La relación de transformación (m) del voltaje entre el bobinado primario y el secundario depende de los números de vueltas que tenga cada uno. Si el número de vueltas del secundario es el triple del primario, en el secundario habrá el triple de tensión para ello es aplicable la Ecuación 3, y se muestra gráficamente en la Figura 2. De la cual se deriva la Ecuación 4.
!"
!"
!
!"
!"
!
!
[image:12.612.158.469.491.656.2]Ecuación 3. Fórmula Matemática de la Relación de Transformación.
Figura 2. Representación Gráfica de la Relación de Transformación.
*$! !
!"
!"
!
!"
!"
!
!"
!"
Ecuación 4. Derivada de la relación de Transformación.
Así, si el número de espiras (vueltas) del secundario es 100 veces mayor que el del primario, al aplicar una tensión alterna de 230 volts en el primario, se obtienen 23000 volts en el secundario (una relación 100 veces superior, como lo es la relación de espiras). A la relación entre el número de vueltas o espiras del primario y las del secundario se le llama relación de vueltas del transformador o relación de transformación.
Esta particularidad se utiliza en la red de transporte de energía eléctrica: al poder efectuar el transporte a altas tensiones se disminuyen las pérdidas por el efecto Joule y se minimiza el costo de los conductores.
Ahora bien, como la potencia aplicada en el primario, en caso de un transformador ideal, debe ser igual a la obtenida en el secundario, el producto por la intensidad (potencia) debe ser constante, con lo que en el caso del ejemplo, si la intensidad circulante por el primario es de 10 amperes, la del secundario será de solo 0,1 amperes (una centésima parte).
Tipos de Transformadores. Según sus Aplicaciones.
Transformador Elevador / Reductor De Tensión.
Son empleados en las subestaciones de la red de transporte de energía eléctrica, con el fin de disminuir las pérdidas por efecto Joule. Debido a la resistencia de los conductores, conviene transportar la energía eléctrica a tensiones elevadas, lo que origina la necesidad de reducir nuevamente dichas tensiones para adaptarlas a las de utilización.
Transformador de Alimentación.
Pueden tener una o varias bobinas secundarias y proporcionan las tensiones necesarias para el funcionamiento del equipo. A veces se incorporan fusibles que cortan su circuito primario cuando el transformador alcanza una temperatura excesiva, evitando que éste se queme, con la emisión de humos y gases que conlleva el riesgo de incendio. Estos fusibles no suelen ser reemplazables, por no ser de uso común en el mercado. Sin embargo los transformadores pueden ser reparados y adaptados para continuar con el trabajo para el cual fueron construidos.
*%! !
Transformador Trifásico.
[image:14.612.181.441.170.337.2]Tienen tres bobinados en su primario y tres en su secundario. Como se muestra en la Figura 3. Pueden adoptar forma de estrella (Y con hilo de neutro o no, o delta !). Las combinaciones entre ellas son: !-!, !-Y, Y-! y Y-Y. Hay que tener en cuenta que aún con relaciones 1:1, al pasar de ! a Y o viceversa, las tensiones varían.
Figura 3. Diagrama de Conexión de un Transformador Trifásico (Estrella-Delta)
Según su Construcción.
Transformador de Grano Orientado.
El núcleo está formado por una chapa de hierro de grano orientado, enrollada sobre sí misma, siempre en el mismo sentido, en lugar de las láminas de hierro dulce separadas habituales. Presenta pérdidas muy reducidas pero es caro. La chapa de hierro de grano orientado puede ser también utilizada en transformadores orientados (chapa en E), reduciendo sus pérdidas (Imagen 1).
Imagen 1. Transformador de Grano Orientado.
[image:14.612.212.413.502.669.2]*"! !
En general desde el punto de vista de su aplicación y diseño, los transformadores pueden ser monofásicos y trifásicos. Dependiendo de su construcción, existen básicamente dos tipos de núcleos de hierro:
• Tipo pedestal (Imagen 2)
• Tipo acorazado
Imagen 2. Transformador Tipo Pedestal de núcleo laminado mostrando el borde de las laminaciones en la parte superior de la unidad.
Estos difieren uno de otro en la manera de alojamiento de las bobinas. Eléctricamente no existe mucha diferencia de construcción. En ambos las bobinas se colocan en forma concéntrica, estando la de baja tensión (secundario) más cercana al núcleo por razones de aislamiento y la de alta tensión (primario) en la parte externa.
El diseño y construcción del núcleo de tipo acorazado ofrece la ventaja de proporcionar un mejor soporte mecánico y de permitir mejor sujeción de las bobinas.
Los núcleos se pueden construir de laminaciones cortadas de rollos de acero. Teniendo una aleación de 3% de silicio y 97% de hierro aproximadamente, de aquí la denominación de Acero al Silicio. El contenido de silicio reduce las pérdidas de magnetización, en particular la parte correspondiente a las denominadas pérdidas por histéresis. Esta aleación hace el material quebradizo, lo cual trae como consecuencia algunos problemas de manufactura, por lo que hay un límite práctico en el contenido de silicio. La mayoría de los materiales son rolados en frío y ofrecen la facilidad de que el grano se oriente.
*#! !
Aislamientos.
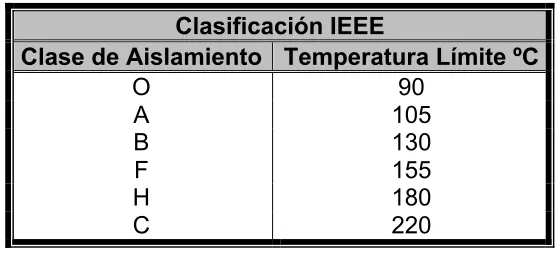
Como la mayoría de las maquinas eléctricas, la vida útil de los transformadores dependen del comportamiento de sus aislamientos para las condiciones normales de operación. Por esta razón, las asociaciones de fabricantes de equipo eléctrico y las normas nacionales e internacionales han designado algunos materiales usados como aislantes. Para un transformador son básicamente aceite y papel aislante de altas características de rigidez dieléctrica; además, aunque en menor proporción, se utilizan los materiales como la madera, el vidrio, la porcelana el silicón y otros. En la Tabla 1 se muestra la clasificación de los aislamientos y su límite de temperatura de acuerdo al Instituto de Ingenieros en Electricidad y Electrónica (IEEE).
Clasificación IEEE
Clase de Aislamiento Temperatura Límite ºC
O 90
A 105
B 130
F 155
H 180
[image:16.612.172.452.236.364.2]C 220
Tabla 1. Clasificación de Aislamientos
En lo que se refiere al aislamiento, propiamente dicho se tienen los siguientes tipos:
1. Aislamiento entre espiras.
2. Aislamiento entre capas de espiras.
3. Aislamiento entre bobinas. 4. Aislamiento entre devanados. 5. Aislamiento respecto a tierra.
El aislamiento entre bobinas y el asilamiento respecto a tierra, constituyen el aislamiento principal, que tiene extraordinaria importancia en los transformadores de alta tensión. El aislamiento entre capas está formado generalmente por dos capas de papel, que deben alargarse de forma que rodeen las espiras externas.
*&! !
Tabla 2. Propiedades de papeles aislantes más comúnmente utilizados.
*'! !
Desarrollo Diagnóstico.
Procedimiento para el Desensamble del Transformador en Reparación.
Antes de llevar a cabo este procedimiento, existen algunas pruebas básicas que dictaminan el tipo de reparación al que será sometido el transformador. Las cuales son:
o Prueba de Relación de Transformación. Determina la relación de las espiras del
lado primario con respecto al lado secundario. Si los valores no fueran los correctos, puede ser originado por ruptura de espiras por arco eléctrico (regularmente en espiras del primario).
o Prueba de la Rigidez Dieléctrica del Aceite Aislante. Determina el grado de
humedad y poca resistencia al arco eléctrico.
o Prueba de Aislamiento. Determina los Niveles de resistencia del aislamiento que
pueden ser originados humedad o perforaciones por arco eléctrico.
o Revisión Visual. Esta no menos importante pues por medio de ella también se
determinan fallas en otros componentes del transformador.
Definiciones.
! TR= Transformador de distribución.
! AT= Baja Tensión.
! CNB= Conjunto Núcleo Bobina.
! Taps= Puntas de derivación de voltaje.
Desensamble del Transformador.
La herramienta y material que se utiliza para este proceso es la siguiente:
• Llave perico de 8 y 10 pulgadas.
• Llaves de diferentes medidas (1/4,1/2,7/16,11/16,3/4 de pulgada) pueden ser mixtas,
españolas o matracas.
• Pistola neumática.
• Tijeras para corte de lámina.
• Cizalla manual de 24 pulgadas.
• Desarmadores de caja de 7/16 de pulgada, además de 9 y 10 milímetros. • Guantes protectores de lona.
• Eslingas de carga.
• Grúa viajera con control a piso.
Procedimiento.
El Procedimiento que a continuación se describe, se ilustra en las imágenes correspondientes.
" Se recibe el transformador para desensamblar (siendo depositado por un
*(! !
captación de aceite dieléctrico usado. En este sitio se realizaran las pruebas eléctricas pertinentes (además de visuales) y se dictaminara el tipo de reparación al cual será sometido (Menor (5), Parcial (6) o Mayor (7)) el manejo del transformador se efectúa con grúa viajera (Imagen 3).
" Se le retiran los conectores Clema (cabeza y conector de alta tensión) para su reutilización, previo mantenimiento o baja (Imagen 4).
" Por medio de la combinación de válvula de drenaje y válvula de muestreo (parte componente del tanque contenedor) y después de realizar las pruebas a el aceite dieléctrico se procede a retirarlo siendo depositado en la fosa de captación (Imagen 5).
" Se retira la tornillería de la tapa principal para su reutilización, previo mantenimiento o baja (Imagen 6).
" Después de haber retirado la tornillería, se procede a levantar la tapa principal (la
cual se retirara en su totalidad) para remover (internamente) las guías que conectan el A.T. (Imagen 7).
" Ahora internamente se desconectan las guías de B.T. de las boquillas (Imagen 8).
" Se retiran en su totalidad las boquillas de B.T. para su reutilización, previo mantenimiento o baja (Imagen 9).
" Para retirar el CNB del tanque, se remueven los tornillos de sujeción de la parte interna para poder ser colocado en la mesa de trabajo del desensamblador (Imágenes 10, 11 y 12).
" Retirar toda sujeción de hilo o cinchos que retienen el material aislante (cartón Presspan, fibra de vidrio u otros) (Imagen 13) en algunas partes del CNB, Este material deberá resguardarse en el área de confinamiento temporal de residuos peligrosos.
" Realizado lo anterior, se corta con la cizalla manual, el cierre (regularmente es solera de aluminio) de conexión estrella (B.T.) para en su momento retirar cada una de las fases constituida por una bobina o pierna (Imagen 14).
" Se retiran cada una de las conexiones (Taps) cortándolas del cambiador de
derivaciones, esto se realiza en cada una de las fases (Imagen 15).
" Se retiran los derivadores y el tablero, para su reutilización, mantenimiento preventivo o baja (Imagen 16).
" Habiendo realizado los pasos anteriores, quedara únicamente el CNB. Al cual se
le retirara el fleje pavonado que sirve de soporte en conjunto con sus tapas superior e inferior, esto para poder desacoplar las bobinas de A.T. y B.T. (Imágenes 17 y 18).
" Se retirara la base superior e inferior (las cuales conforman la prensa) que soportan
las bobinas de A.T. y B.T. (Imagen 19)
" Se removerá el material aislante de entre prensa y CNB (Imagen 20). El material retirado por ser residuo, se deberá resguardar en el área de confinamiento temporal de residuos peligrosos. De esta manera se termina el procedimiento de desensamble del transformador y el conjunto núcleo bobina.
(5)
Reparación Menor. Lavado de tanque, lavado de CNB, Cambio de aceite, Cambio de empaques. (6)
Reparación Parcial. Cambio de una bobina (regularmente de AT) Lavado de tanque, lavado de CNB, Cambio de aceite, Cambio de empaques, Cambio de una Boquilla de BT o AT.
(7)
*)! !
Imagen 3. Manejo del Transformador con Grúa Viajera.
$+! !
Imagen 5. Drenaje del Aceite Dieléctrico.
$*! !
Imagen 7. Remoción de Guías de Alta Tensión.
$$! !
Imagen 9. Remoción de Guías de Baja Tensión.
$%! !
Imagen 11. Retiro de Conjunto Núcleo Bobina del Tanque contenedor.
$"! !
Imagen 13. Retiro de Hilos, Cinchos y Material Aislante.
$#! !
Imagen 15. Corte de las Derivaciones para Retirar los Cambiadores.
$&! !
Imagen 17. Corte del Fleje de Sujeción.
$'! !
Imagen 19. Remoción de La Prensa.
$(! !
Fabricación de Bobinas de Alta y Baja Tensión para el Transformador en Reparación.
Una vez dictaminado el tipo de reparación al que será sometido el transformador por medio de las pruebas realizadas y el desensamble del mismo, se procederá con la fabricación de la bobina correspondiente, utilizando materiales nuevos o de recuperación según sea el caso.
Propósito.
Definir la metodología para la fabricación de bobinas instaladas en los transformadores de 75kVA tipo poste.
Alcance.
El presente procedimiento aplica a la sección de fabricación de bobinas para los transformadores de distribución en reparación.
Referencias.
Este procedimiento está basado en las normas:
NMX-J-116-ANCE (Transformadores de Distribución Tipo Poste y Tipo Subestación-Especificaciones) (Consultar la Norma en Vigencia).
NMX-J-169-ANCE (Transformadores y Autotransformadores de Distribución y Potencia - Métodos de Prueba) (Consultar la Norma en Vigencia).
NMX-J-525-ANCE (Productos Eléctricos-Transformadores-Transformadores de Distribución Reparados-Especificaciones y Pruebas) (Consultar la Norma en Vigencia).
Especificación CFE k-0000-14 (Transformadores de Distribución Reparados Especificación) (Consultar la Norma en Vigencia).
Definiciones.
! TR= Transformador de distribución.
! A.T.= Alta Tensión.
! B.T.= Baja Tensión.
! CNB= Conjunto Núcleo Bobina.
$)! !
Recuperación del Aluminio de la Bobina de Baja Tensión.
Para la recuperación del aluminio de la bobina de baja tensión, se procede de la manera que se describe a continuación la cual se ilustra en la Figura 4.
" De la bobina en mal estado, se identifica la bobina de baja tensión a recuperar.
" Se retirara del interior lo que se llama casquillo el cual está fabricado de cartón Presspan, lo que facilitara la extracción del laminado del aluminio (material suave que permite su manejo).
" Se localiza el extremo interior de la bobina de baja tensión y arrollándola (con cuidado para no maltratarla demasiado), se despegara en su totalidad del devanado de AT (regularmente dañado) permitiendo sacarla del interior de la bobina.
" Se procede a extender el laminado sobre el piso, conformándola ligeramente y retirando manualmente el papel aislante, los residuos que no logran despegarse en el momento, se retiraran después.
[image:30.612.91.539.336.689.2]" Se arrolla nuevamente y se deposita en un contenedor especial con agua en el cual reposara para su posterior limpieza con las herramientas adecuadas.
%+! !
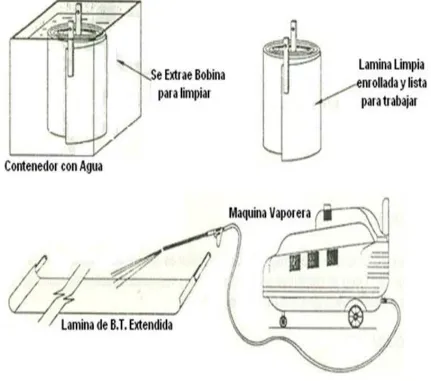
Limpieza de la Bobina de Baja Tensión.
La limpieza del laminado de aluminio (llamada bobina de baja tensión) se efectúa de la manera aquí descrita y siguiendo las indicaciones, y se ilustran con la Figura 5 y la Imagen 21:
" El laminado (BT) se extrae del contenedor con agua donde reposo para que su limpieza sea más rápida.
" Se extiende sobre el piso procurando se mantenga completamente plana.
" Se aplica agua a presión con una máquina Vaporera (ver Anexos), dirigiendo el chorro hacia la lámina de aluminio, con el fin de retirar los residuos del aislamiento.
" Este procedimiento se lleva a cabo por ambos lados del laminado de aluminio.
" Se retiraran los residuos de agua con alguna tela absorbente y dejando secar a la
intemperie.
" Se arrolla nuevamente la lámina de aluminio (BT) y se envía al área destinada para
[image:31.612.96.527.314.695.2]la fabricación de bobinas de baja tensión.
%*! !
Imagen 21. Limpieza de Bobina de Baja Tensión.
Fabricación de la bobina de Baja Tensión.
Para la fabricación de la bobina de Baja Tensión, además de contar con una máquina bobinadora (ver Galería de Imágenes), se utiliza el siguiente material:
• Papel Kraft del 0.010” cortado a la medida con anterioridad (ver Presspan en Anexos).
• Cartón Comprimido Presspan cortado en forma y medida con anterioridad (ver Anexos).
• Pegamento blanco 850 (marca comercial).
• Cinta adhesiva dieléctrica (marca comercial).
• Cinta adhesiva Masking Tape (marca comercial).
• Papel Crepe cortado en forma y medida con anterioridad (ver Anexos).
• Forma de madera de medida especifica de acuerdo al modelo de bobina a fabricar.
• Mazo con tapas de acetato o de neopreno.
• Herramientas (llaves pericos o inglesa) con las cuales se fija la forma en la bobinadora
El Procedimiento que a continuación se describe, se ilustra en la Figura 6 y en las imágenes 22 y 23.
" Se coloca la forma de madera en la bobinadora, la cual se sujeta con placas de acero de ambos lados y la tuerca correspondiente al árbol rotatorio de la máquina.
" Se coloca lo que llamaremos casquillo (corte de cartón Presspan con las medidas
%$! !
cuando se empalmen no levante mucho) en ambas puntas al cual se le aplica pegamento en la pestaña exterior poniendo una pesa y dejando secar por unos minutos.
" Se colocan los aislamientos de papel crepe en las cuatro esquinas del casquillo, los
cuales son cortados a la medida adecuada (sobresalientes) pues servirán para cerrar la bobina al término del conformado.
" Se coloca la lámina de aluminio junto con el rollo de papel Kraft en el tensor dispuesto al frente de la bobinadora. Para comenzar el bobinado se sujetan individualmente con Masking ambas puntas, tanto el aluminio como el papel.
" Ahora, al comenzar el devanado (de lámina de aluminio), la primera espira tendrá
que ser realizada con muchos cuidados conformándola con el mazo.
" Al término del devanado (las espiras correspondientes) se dispone de una cantidad
de vueltas de papel Kraft sobre estas, cuya función es la de aislar el devanado de B.T. con el de A.T. (el cual está dispuesto encima del primero).
[image:33.612.95.529.347.701.2]" Antes de retirar la bobina de B.T. de la máquina, se llevan a cabo los cierres (jalando el papel crepe y fijándolo con pegamento blanco), como termino se arrollaran algunas vueltas más de papel Kraft el cual también se sella con pegamento blanco. Se etiqueta con los datos correspondientes y se manda al bobinador de A.T.
%%! !
Imagen 22. Forma de madera.
%"! !
Fabricación de la bobina de Alta Tensión.
Para la fabricación de la bobina de Alta Tensión, además de contar con una máquina bobinadora, se utiliza el siguiente material:
• Alambre Magneto (calibre designado de acuerdo al modelo a fabricar).
• Papel Kraft del 0.010” (cortado a la medida con anterioridad).
• Cartón Comprimido Presspan (cortado en forma y medida con anterioridad).
• Aislante tubular de fibra de vidrio (en rollo).
• Pegamento blanco 850 (marca comercial).
• Cinta adhesiva dieléctrica (Diurex).
• Cinta adhesiva Masking Tape (marca comercial).
• Papel Crepe en forma de tubo (llamados chilillos) y otros cortes con medida específica (ver Galería).
• Forma de madera de medida específica (ver Galería) en la cual se montara la bobina de baja tensión y se fabricara la bobina de alta tensión correspondiente.
Procedimiento.
El Procedimiento que a continuación se describe, se ilustra con la Figura 7 y las imágenes 24, 25 y 26.
" Se coloca en la máquina bobinadora, la forma de madera con la bobina de B.T. montada (fabricada anteriormente). El procedimiento de sujeción de este conjunto es de manera similar descrita en la fabricación de la bobina de BT.
" Se coloca el alambre magneto de manera correcta en el tensor (parte constitutiva
de la máquina bobinadora) para comenzar el embobinado.
" Se toma el papel Kraft se sujeta encima de la bobina de BT colocando dos capas.
" Se introduce un trozo de aislante tubular de fibra de vidrio al alambre magneto y un
tubo de papel crepe (chilillo), dejando una cantidad suficiente de alambre (el cual forma el inicio del primer paquete de AT).
" Hecho lo anterior se comienza el devanado de alambre, colocando papel Kraft entre capas. Además se colocaran cortes de cartón Presspan llamados rieles (ver Galería) con cierta distancia de separación en los costados (llamados cabezales) los cuales forman la parte frontal y trasera. Que además de darle forma a la bobina sirven para dejar circular el aceite dieléctrico que se utiliza como aislante. También se colocaran tiras completas formadas con rieles llamadas carrilleras (que tiene la misma función que los cabezales).
" Cada cierta cantidad de espiras de alambre, se procederá de la misma manera que
en el comienzo de la bobina. Esto conforma cada uno de los TAPS de entrada y la derivación de salida, mismos que serán identificados con el número correspondiente 8, 6, 5, 4, 3, 2, 1, 7 (en este orden).
%#! !
anteriormente (ver Galería). El más ancho será para cerrar la bobina (como se muestra) y que además, ya en función la pestaña delantera y trasera sirven para evitar los brincos de corriente entre bobinas.
" Se retira la bobina de AT, ya terminada de la maquina bobinadora.
" Se coloca la etiqueta con los datos correspondientes de fabricación.
" Este es el término del procedimiento de fabricación de las bobinas de Baja y Alta
[image:36.612.117.519.184.405.2]Tensión. Utilizadas en los transformadores en reparación.
Figura 7. Fabricación de Bobina de Alta Tensión.
%&! !
Imagen 25. Termino de Alambre Devanado.
%'! !
Ensamble del Transformador.
Ya teniendo las bobinas fabricadas correspondientes se procederá con el ensamble del conjunto Núcleo Bobina (CNB). Para esto se requiere del material, herramienta y equipo descrito a continuación.
La herramienta, material y equipo que se utiliza para este proceso es la siguiente:
• Probador de Relación de Transformación (TTR(8) o DTR(9))
• Mazo con tapas de acetato o de neopreno (Mazo de goma).
• Fleje pavonado de " pulgada. • Grapas sujetadoras para fleje.
• Cartón comprimido Presspan.
• Tijeras para corte de lámina.
• Cizalla manual de 24 pulgadas.
• Flejadora “ponchadora” para grapas sujetadoras de fleje.
• Desarmadores planos de 20 pulgadas.
• Guantes protectores de lona.
• Eslingas de carga.
• Grúa viajera con control a piso.
Procedimiento.
Para llevar a cabo este Procedimiento es importante la identificación del sentido de flujo de las bobinas (previamente construidas). Esto es, se le hacen las pruebas más comunes de relación de transformación con un aparato llamado TTR o DTR el cual nos determina el inicio y final de la misma. Las pruebas antes mencionadas se detallaran después de describir el proceso que concierne.
El Procedimiento que a continuación se describe, se ilustra con las figuras correspondientes.
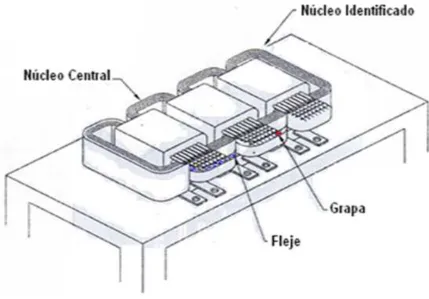
Identificación, colocación de aislamientos y ensamble del Conjunto Núcleo Bobina (CNB).
" Se verifica (visualmente) cada una de las bobinas que no se encuentren
golpeadas, deformadas o fisuradas (en sus aislantes y devanados).
" Se solicitan aislamientos (previamente cortados a la medida específica).
" Previa identificación de las bobinas en su parte de AT y BT se colocan en forma vertical sobre la mesa de trabajo y se alinean como se muestra en la Figura 8.
" Se colocan los aislamientos entre la bobinas, exterior lado izquierdo, entre bobina
izquierda y central. Interior, entre bobina central y derecha. Exterior lado derecho, parte inferior interna de las bobinas izquierda central y derecha. Así se alinean inmediatamente como se muestra en la Figura 9.
" Se identifican los núcleos correspondientes a ensamblar, respetando su sentido de
%(! !
" Se coloca el núcleo central izquierdo aprisionando las bobinas izquierda y central cuidando que sus aislantes previamente colocados no salgan de su lugar esto se muestra en la Figura 10.
" Se coloca fleje y grapa alrededor del núcleo (contrario al cierre del mismo) para ser
la presión correcta. Totalmente ensamblado lo aprisiona con la Flejadora y se asegura con la “ponchadora” la grapa, cortando y retirando el exceso del fleje como se muestra en la Figura 10.
" Esta operación se repite para: el núcleo centro derecho (bobina central y derecha),
núcleo izquierdo (bobina izquierda), núcleo derecho (bobina derecha) como se muestra en la Figura 10.
Prensado del Conjunto Núcleo Bobina Superior e Inferiormente.
" Solicitar los aislamientos correspondientes (previamente cortados a la medida
especifica) para colocar entre prensa y Conjunto Núcleo Bobina.
" Colocar la prensa superior (esta lleva la base donde se colocan los derivadores de
voltaje) e inferior según corresponda encima de la mesa de trabajo como se muestra en la Figura 11.
" Se coloca el aislamiento a la prensa inferior. En su extremo inferior, por ser la parte que entrara primero (entra inclinada). Ahora se le coloca el aislamiento en su extremo superior enderezando la prensa. Si es necesario se terminara de introducir con unos golpes del mazo de goma pues los aislamientos también sirven como relleno para evitar movimientos de la prensa en el Conjunto Núcleo Bobina (CNB) como se muestra en la Figura 11.
" Para la colocación de los aislamientos a la prensa superior se repite la operación anterior. Primero su extremo inferior por ser la parte primera en entrar, consecuentemente se le coloca el aislamiento en su extremo superior como se muestra en la Figura 11.
Flejado del Conjunto Núcleo Bobina.
Después de haber colocado las prensas superior e inferior al CNB como se describió, se procede de la manera siguiente:
" Se alinean las prensas de manera tal que los orificios que contienen coincidan entre sí como se muestra en la Figura 12.
" Se colocan los aislamientos (cortados a la medida con anterioridad)
correspondientes en cada uno de los orificios tanto superiores como inferiores mostrado en la Figura 12.
" Se introduce el fleje por los orificios de las prensas que sujetaran el CNB traspasando de lado a lado como se muestra en la Figura 12.
" Con la Flejadora y el mazo de goma se va conformando de manera que no tenga
movimiento alguno el CNB.
" Se asegura la grapa para el fleje (puesta con anterioridad) con la “ponchadora” y se
%)! !
" Todos los pasos anteriores se repiten para cada uno de los lados restantes del CNB y quedando así asegurado en su totalidad, mostrado en la Figura 12.
[image:40.612.101.527.156.397.2]Este es el término del procedimiento del ensamblado del CNB que es utilizado en la reparación de los transformadores de distribución.
Figura 8. Identificación de Bobinas.
[image:40.612.92.531.427.695.2]"+! !
[image:41.612.93.529.392.689.2]Figura 10. Identificación de Núcleo y Flejado.
"*! !
Figura 12. Alineación y Flejado del Conjunto Núcleo Bobina.
Instructivo para Realizar la Prueba de Relación de Transformación.
Objetivo principal: Obtener la relación de transformación. Esta se basa en la relación de vueltas en el devanado primario (AT) y secundario (BT).
La herramienta, material y equipo que se utiliza para este Procedimiento es la siguiente:
• Bobinas sin ensamblar, Conjunto Núcleo Bobina o Transformador Reparado según sea el caso.
• Probador de Relación de Transformación (TTR ó DTR)
Definición.
Relación de transformación: se define como la razón que existe entre los Amper-Espiras del lado primario con respecto al lado secundario.
"$! !
(8)
TTR. Equipo que consta de instrumentos como amperímetro de excitación el cual censara la corriente que demanda el transformador bajo prueba, también con un Voltmetro de excitación, carátula indicadora donde nos muestra valores mínimos y máximos válidos para establecer los resultados de la prueba. Las puntas de conexión deben de contar con marcas de polaridad; dos son rojas y dos de color negro, unas se emplean en la baja tensión (BT) y las otras en la alta tensión (AT) normalmente este equipo es monofásico como se muestra en la Figura 13. La secuencia de la polaridad la escoge el probador.
Dentro de las tensiones normalizadas y en especial en el área central del país (Distrito Federal y Área Metropolitana), la línea más común es la de 23000V; y la tensión de alimentación a la carga en conexión trifásica es de 220/127V.
Ejemplo de cómo obtener la relación de transformación:
1) Ver datos del transformador (en placa de datos).
2) Ver la cantidad de posiciones en los derivadores (cambiadores). Regularmente son cinco posiciones (o pasos), en las marcas que aquí se hace referencia.
3) Tomar en consideración que en cada posición se tiene un valor de voltaje (de alta tensión) que se desea obtener.
4) Verificar el voltaje de baja tensión (B.T.).
5) Una vez considerado los datos de placa se puede obtener el resultado a través de la Ecuación 5:
!"#$%&'!!"!!"#$!!"#$%ó!
!"#$%&'!!"!!"#"!!"#$%ó! !!"#$%&'#(%)'! Ecuación 5.
!!"!"!!!!!!!!
!"#!!!!!!!! !!"#!!"#!!"#$%!!!!!"#$%&'
Ecuación 5. Relación de Transformación (ejemplo numérico).
A esta relación nominal:
! Si le aumentamos el 0.5% que se tiene de tolerancia obtenemos 177.450
! Si le reducimos el 0.5% que se tiene de tolerancia obtenemos 175.684
"%! !
Figura 13. Conexión del TTR.
(9)
DTR. Es un probador de relación de transformación basada en un microprocesador, trifásico, automático y de tipo portátil. Está diseñado para la medición en campo de: relación de vueltas, polaridad de los devanados y corriente de excitación de transformadores monofásicos, trifásicos, de potencial (TP’s) y de corriente (TC’s). Se provee con cables de conexión monofásicos y trifásicos (H & X).
Los transformadores trifásicos son probados sin cambiar los cables de prueba para cada fase examinada.
Mide la relación de transformación aplicando un voltaje de prueba a través del devanado Primario (H) y después detecta el voltaje inducido en el devanado Secundario (X). En virtud de que no existe carga en los devanados durante la prueba, la relación de voltajes medidos es virtualmente la misma que la relación de vueltas. Además de la medición de relación, la polaridad del devanado y la corriente de excitación (en mili-amperes).
""! !
Nombre del Cable de Prueba
Terminales del Transformador
Color de la
Pinza Identificación
Cables Monofásicos H H Rojo H1, H2
Cables Monofásicos X X Negro X1, X2
Cables Trifásicos H H Rojo H0, H1, H2, H3
[image:45.612.74.553.72.162.2]Cables Trifásicos X X Negro X0, X1, X2, X3
Tabla 3. Cables de Prueba.
ADVERTENCIA DE SEGURIDAD Y PRECAUCIÓN
# Todos los transformadores bajo prueba deberán de estar fuera de servicio y completamente aislados.
# No realizar procedimientos de prueba o servicio a menos que otra persona también este presente y sea capaz de prestar ayuda.
# Debido al riesgo extra de introducir peligros adicionales desconocidos, no instalar, sustituir partes o realizar ninguna modificación no autorizada a cualquier de las unidades de prueba.
Prueba de Relación de Transformación con Equipo Trifásico.
" Se realizan las conexiones indicadas dependiendo del equipo a utilizar como se muestra en las Imágenes 27, 28 y 29).
" Se coloca el cambiador de derivaciones en el TAP #1.
" Se realiza en cada uno de las posiciones de TAP indicadas en la placa de datos del
transformador.
" Se registran los valores obtenidos y se verifica que sean satisfactorios o no, conforme a criterios de aceptación. Se maneja un prontuario de valores en la Tabla 4 para mayor facilidad de cálculo.
Nota: Estas pruebas como se mencionó, se pueden realizar a Bobinas sin ensamblar, Conjunto Núcleo Bobina o Transformador Reparado según sea el caso.
"#!
Imagen 27. Equipo de medición DTR.
1.- Realizar las conexiones para prueba en fase “A”, “B”, “C” simultáneamente de alta tensión (AT), conectar las líneas primarias del aparato de medición a las fases “A”, “B”, “C” del transformador con identificación de (H) en cada una de ellas.
Imagen 28. Conexión de Prueba Fases en AT.
2.- Por el lado de baja tensión (BT) se conecta la línea secundaria del aparato con la identificación (X) a cada una de las terminales del transformador con identificación de X0, X1, X2, X3 respectivamente.
Imagen 29. Conexión de Prueba Fases en BT.
"&! !
Relación de Transformación y su tolerancia: De acuerdo a lo establecido en la NOM-J-116, incluyendo la tolerancia de ±0.5% en todas las derivaciones.
VALORES DE PRUEBAS ELÉCTRICAS RELACIÓN DE TRANSFORMACIÓN
Voltajes Relación Nominal Tolerancia Voltajes Relación Nominal Tolerancia
-0.5% +0.5% -0.5% +0.5%
24150* 190.157 189.207 191.108 20571.5 161.980 161.170 162.790 24003 189.000 188.055 189.945 20000 157.480 156.693 158.268
23575* 185.630 184.702 186.558 19500 153.543 152.776 154.311 23442 184.583 183.660 185.506 19428 152.976 152.211 153.741 23431.5 184.500 183.578 185.423 19000 149.606 148.858 150.354 23400 184.252 183.331 185.173 18857 148.480 147.738 149.223
23000* 181.102 180.197 182.008 18500 145.669 144.941 146.398 22900 180.315 179.413 181.217 18285 143.976 143.256 144.696 22870 180.079 179.178 180.979 13860 109.134 108.588 109.680 22860 180.000 179.100 180.900 13530 106.535 106.003 107.068
22425* 176.575 175.692 177.458 13200 103.937 103.417 104.457 22424 176.567 175.684 177.450 12870 101.339 100.832 101.845 22400 176.379 175.496 177.260 12540 98.740 98.246 99.234 22298 175.575 174.697 176.453 12510 98.504 98.011 98.996 22288 175.496 174.619 176.374 12210 96.142 95.661 96.622 21900 172.441 171.579 173.303 6930 54.567 54.294 54.840
[image:47.612.115.512.113.510.2]21850* 172.047 171.187 172.907 6900 54.331 54.059 54.602 21727 171.079 170.223 171.934 6765 53.268 53.001 53.534 21717 171.000 170.145 171.855 6600 51.969 51.709 52.228 21500 169.291 168.445 170.138 6435 50.669 50.416 50.923 21400 168.504 167.661 169.346 6300 49.606 49.358 49.854 21155 166.575 165.742 167.408 6270 49.370 49.123 49.617 21143 166.480 165.648 167.313 6150 48.071 47.831 48.311 20700 162.992 162.177 163.807 6000 47.244 47.008 47.480 20572 161.984 161.174 162.794 5700 44.882 44.657 45.106
Tabla 4. Prontuario con Tolerancias.
"'! !
Procedimiento para la Conexión Interna del Transformador en Reparación.
Propósito.
Definir la metodología para llevar a cabo el proceso de la conexión interna de los transformadores de 75 kVA tipo poste.
Alcance.
El presente procedimiento aplica a la sección de Conexiones para los Transformadores de Distribución reparados.
Referencias.
Este procedimiento está basado en las normas:
NMX-J-116-ANCE (Transformadores de Distribución Tipo Poste y Tipo Subestación-Especificaciones) (Consultar la Norma en Vigencia).
NMX-J-169-ANCE (Transformadores y Autotransformadores de Distribución y Potencia - Métodos de Prueba) (Consultar la Norma en Vigencia).
NMX-J-525-ANCE (Productos Eléctricos-Transformadores-Transformadores de Distribución Reparados-Especificaciones y Pruebas) (Consultar la Norma en Vigencia).
Especificación CFE k-0000-14 (Transformadores de Distribución Reparados Especificación) (Consultar la Norma en Vigencia).
Definiciones.
! TR= Transformador de distribución.
! A.T.= Alta Tensión.
! B.T.= Baja Tensión.
! CNB= Núcleo Bobina.
"(! !
Dentro de la reparación de los transformadores de 75 kVA tipo poste, además de que se dictamina, se desensambla, se fabrican bobinas y se ensambla (todo esto con sus respectivas pruebas) no es menos importante la conexión del CNB.
Para la conexión de las derivaciones de voltaje se requiere de diferentes materiales, herramienta y equipo que se describe a continuación.
• Llave perico de 8 y 10 pulgadas.
• Llaves de diferentes medidas (1/4, 1/2, 7/16, 11/16, 3/4 de pulgada, 9mm, 10mm)
pueden ser mixtas o matracas.
• Tijeras para corte de lámina.
• Cizalla manual de 24 pulgadas.
• Desarmadores de caja de 7/16 de pulgada, además de 9 y 10 milímetros. • Eslingas de carga.
• Grúa viajera con control a piso.
• Cautín para soldar de 300W.
• Rollo de soldadura de estaño 50/50 de 3mm de Diámetro, con centro de pasta.
• Hilo cáñamo de algodón.
• Cuchillo tipo zapatero.
• Pinzas de corte transversal #8.
• Pinzas de punta #8
• Pinzas de punta tipo pico de pato #8.
• Extensión Eléctrica de 10mts.
• Pinzas de Electricista #10.
• Franela
• Brocha #6.
• Pinza ponchadora o pela-cable.
• Taladro de " de pulgada con brocas de #, ", 3/16, 1/8 de pulgada y otras. • Dobladora manual.
• Cartón Presspan (cortado con anterioridad).
• Aislante tubular de fibra de vidrio diferentes medidas.
• Papel Crepe (cortado y conformado a la medida con anterioridad 30cm, 60cm, 120cm).
• Pegamento blanco 850 (marca comercial).
• Mazo con tapas de acetato o de neopreno.
• Pinzas de presión Vice-Grip.
• Arco para segueta y segueta de 18 dientes x pulgada.
• Conectores a tope para 14-16.
• Zapatas de ojillo desnudo de # de pulgada para 14-16
• Derivadores de voltaje de 5 pasos. De vástago corto, mediano o largo (nuevos o recuperados, para este último se muestra el procedimiento más adelante).
• Tornillería de diferentes medidas.
• Flexometro de 3m.
")! !
Procedimiento.
El Procedimiento que a continuación se describe, se ilustra en las Figuras e Imágenes correspondientes.
" Con la grúa viajera se monta el CNB y se deja encima del banco de trabajo.
" Se toma una madera (cortada con anterioridad a la medida requerida) la cual se sujeta por medio de tuercas y arandelas a los dos birlos que contiene la prensa superior.
" Se barrena (se le hacen perforaciones) con la broca para los birlos sujetadores además de los barrenos para poder fijar los derivadores de voltaje (sean soldables o con zapata mismos que pueden ser Nuevos o Recuperados, para este último preparados con anterioridad).
" Se toma una hoja de cartón Presspan de 3/16 de pulgada (cortada con anterioridad
a la medida que correspondiente) se le hacen los dobleces necesarios para dejarlo conformado, pues servirá de aislante entre los derivadores y la prensa misma. Este cartón también llevara las perforaciones para sujetar a los derivadores.
" Se procede a fijar la madera, el cartón y los derivadores.
[image:50.612.104.522.417.599.2]Como ya sabemos por ser transformadores trifásicos contienen tres bobinas que conforman el CNB, cada una de estas bobinas tienen numerados sus TAPS del 1 al 6, el 7 y 8 son los que forman entrada y salida respectivamente. El 7 y 8 servirán para conformar el cierre Delta, pues como sabemos este tipo de transformadores tiene la conexión Delta (Primario), Estrella (secundario) Figura 14.
Figura 14. Diagrama de Conexión Delta Estrella.
" Se coloca una franela encima del cartón de modo tal que cubra también las bobinas en su parte superior pues en el proceder de conexión se producen residuos que pueden dañar el funcionamiento del transformador.
" Cada uno de los TAPS, se desenrolla (el bobinador los deja enrollados por facilidad