Modelado y simulación del funcionamiento de la fresadora tipo A 16 de Nicolás Correa S A con Catia
234
0
0
Texto completo
(2)
(3) RESUMEN El presente trabajo de fin de grado consiste en modelar y simular una fresadora con el software comercial Catia v5. Dicho trabajo se divide claramente en dos partes. En la primera se describirán las máquinas fresadoras y se explicará su funcionamiento y como han ido evolucionando hasta nuestros días, así como la implantación en las mismas de Control Numérico Computarizado (CNC). En particular, la máquina objeto de estudio será una fresadora de 3 ejes de bancada fija equipada con CNC. Es el modelo A-16 de la marca Nicolás Correa S.A. La segunda parte se centra en el modelado y la simulación de la máquina mediante varios módulos del software Catia V5. Destacan principalmente NC Machine Tool Builder y NC Machine Tool Simulation. Una vez modelada la máquina se simularán varios procesos de fabricación y se solventarán los posibles problemas que tuvieran lugar.. PALABRAS CLAVE CATIA, FRESADORA, CNC, MODELADO, SIMULACIÓN..
(4)
(5) ÍNDICE GENERAL Capítulo 1. INTRODUCCIÓN ...................................................................................................... 1 1.1-INTRODUCCIÓN ........................................................................................................ 1 1.2-OBJETIVOS ................................................................................................................ 2 1.3-ESTRUCTURA DEL TRABAJO ....................................................................................... 2 1.4-CONTENIDO ADICIONAL ............................................................................................ 3 Capítulo 2. DESARROLLO HISTÓRICO DE LA FABRICACIÓN ....................................................... 5 2.1 CONTROL NUMÉRICO COMPUTARIZADO ................................................................... 7 2.1.1-Lenguaje APT................................................................................................ 9 2.1.2-Lenguaje ISO .............................................................................................. 10 2.1.3-Lenguaje Heidenhain .................................................................................. 11 Capítulo 3. MÁQUINAS FRESADORAS ..................................................................................... 13 3.1-ESTRUCTURA DE UNA FRESADORA .......................................................................... 13 3.2-TIPOS DE FRESADORAS............................................................................................ 14 3.2.1-Fresadoras horizontales y verticales ........................................................... 14 3.2.2-Fresadoras de 3, 4 y 5 ejes .......................................................................... 15 3.3-SISTEMAS DE TRANSMISIÓN.................................................................................... 17 3.3.1-Motores de transmisión ............................................................................. 17 3.3.2-Husillo de bolas .......................................................................................... 18 3.3.3-Control de desplazamientos ....................................................................... 19 3.4-ACCESORIOS COMPLEMENTARIOS .......................................................................... 20 3.4.1-Portaherramientas ..................................................................................... 20 3.4.2-Sistemas de sujeción .................................................................................. 20 3.4.3-Mecanismo divisor ..................................................................................... 21 3.5-HERRAMIENTAS DE CORTE Y LUBRICACIÓN ............................................................. 22 3.5.1-Fresas......................................................................................................... 22 3.5.2-Lubricación ................................................................................................. 23 3.6-FUNDAMENTOS DEL MECANIZADO ......................................................................... 23 3.7-COMPONENTES DE SISTEMAS CNC .......................................................................... 26 3.7.1-Unidad Central de Procesos ........................................................................ 26 3.7.2-Periféricos de entrada ................................................................................ 26 3.7.3-Unidad de almacenamiento de datos ......................................................... 27 3.7.4-Periféricos de salida ................................................................................... 27 3.8-SISTEMAS DE COORDENADAS ................................................................................. 27 Capítulo 4. FRESADORA CORREA A-16.................................................................................... 29 Capítulo 5. SISTEMAS CAD/CAM ............................................................................................ 31 5.1-SISTEMAS CAD ........................................................................................................ 32 5.2-SISTEMAS CAM ....................................................................................................... 33 5.3-CATIA ...................................................................................................................... 33.
(6) Capítulo 6. MÓDULOS DE SIMULACIÓN DE MECANIZADO EN CATIA V5 ................................. 35 6.1-MÓDULO NC MACHINE TOOL BUILDER ................................................................... 35 6.1.1-Machine Building........................................................................................ 36 6.1.2-Component Management .......................................................................... 48 6.1.3-Import Delmia D5 Component .................................................................... 49 6.1.4-Device Attributes........................................................................................ 50 6.1.5-Jog Mechanism........................................................................................... 54 6.1.6-Frames of Interest ...................................................................................... 55 6.2-MÓDULO NC MACHINE TOOL SIMULATION ............................................................. 56 6.2.1-Simulation .................................................................................................. 57 6.2.2-Simulation Analysis Tools ........................................................................... 60 6.2.3-Machine Management ............................................................................... 67 6.2.4-Positioning Tools ........................................................................................ 70 6.2.5-Activity Management ................................................................................. 71 Capítulo 7. MODELADO EN CATIA V5 ..................................................................................... 73 7.1-CUERPO PRINCIPAL ................................................................................................. 76 7.2-MESA ...................................................................................................................... 77 7.3-PORTA-CARNERO .................................................................................................... 77 7.4-CARNERO ................................................................................................................ 78 7.5-PUERTAS ................................................................................................................. 79 7.6-BRAZO Y PANEL DE CONTROL .................................................................................. 80 7.7-SISTEMAS DE SUJECIÓN........................................................................................... 80 7.8-ENSAMBLE .............................................................................................................. 82 Capítulo 8. SIMULACIÓN ........................................................................................................ 85 8.1-CREACIÓN DE FRESADORA ...................................................................................... 85 8.1.1-Creación Máquina ...................................................................................... 85 8.1.2-Creación Mecanismo secundario ................................................................ 88 8.1.3-Configuración fresadora ............................................................................. 89 8.2-SIMULACIÓN DE MECANIZADO ............................................................................... 92 8.2.1-Aplicación Práctica 1................................................................................... 96 8.2.2-Aplicación Práctica 2................................................................................. 102 8.2.3-Aplicación Práctica 3................................................................................. 107 Capítulo 9. CONCLUSIONES Y MEJORA ................................................................................. 117 9.1-CONCLUSIONES ..................................................................................................... 117 9.2-MEJORAS FUTURAS ............................................................................................... 118 BIBLIOGRAFÍA....................................................................................................................... 119 ANEXOS ................................................................................................................................ 123.
(7) ÍNDICE DE FIGURAS Figura 2.1: Arco de violín ......................................................................................................... 5 Figura 2.2: Mandrinadora de John Wilkinson ........................................................................... 5 Figura 2.3: Fresadora de Eli Whitney ....................................................................................... 6 Figura 2.4: Fresadora Brown&Sharpe ....................................................................................... 7 Figura 2.5: Fresadora Cincinnati .............................................................................................. 7 Figura 2.6: Estructura Lenguaje ISO ........................................................................................ 10 Figura 3.1: Ejemplo componentes de fresadora...................................................................... 14 Figura 3.2: Fresadora de 3 ejes .............................................................................................. 15 Figura 3.3: Fresadora de 4 ejes .............................................................................................. 16 Figura 3.4: Fresadora de 5 ejes .............................................................................................. 17 Figura 3.5: Husillo de bolas .................................................................................................... 18 Figura 3.6a: Control directo ................................................................................................... 19 Figura 3.6b: Control indirecto................................................................................................. 19 Figura 3.7: Portaherramientas ISO 50 ..................................................................................... 20 Figura 3.8a: Plato divisor sencillo .......................................................................................... 21 Figura 3.8b: Plato divisor universal ......................................................................................... 21 Figura 3.9a: Fresas enterizas .................................................................................................. 23 Figura 3.9b: Fresas de plaquitas ............................................................................................ 23 Figura 3.10a: Fresado en concordancia .................................................................................. 24 Figura 3.10b: Fresado en contraposición ............................................................................... 24 Figura 3.11: Compensación de la geometría de la herramienta .............................................. 28 Figura 4.1: Zero máquina ....................................................................................................... 30 Figura 4.2: Fresadora Correa A-16 ......................................................................................... 30 Figura 5.1: Esquema en sistemas CAD/CAM .......................................................................... 31 Figura 6.1: Módulo NC Machine Tool Builder ......................................................................... 35 Figura 6.2: Revolute Joint ...................................................................................................... 38 Figura 6.3: Ejemplo Revolute Joint ......................................................................................... 39 Figura 6.4: Prismatic Joint ...................................................................................................... 39 Figura 6.5: Ejemplo Prismatic Joint ......................................................................................... 40 Figura 6.6: Cylindrical Joint .................................................................................................... 40 Figura 6.7: Ejemplo Cylindrical Joint ...................................................................................... 41 Figura 6.8: Spherical Joint ...................................................................................................... 41 Figura 6.9: Ejemplo Spherical Joint ......................................................................................... 42 Figura 6.10: Planar Joint ........................................................................................................ 42 Figura 6.11: Ejemplo Planar Joint .......................................................................................... 43 Figura 6.12: Rigid Joint .......................................................................................................... 43 Figura 6.13: Point Curve Joint ................................................................................................ 44 Figura 6.14: Ejemplo Point Curve Joint .................................................................................. 44 Figura 6.15: Slide Point Joint ................................................................................................. 44 Figura 6.16: Ejemplo Slide Point Joint .................................................................................... 45 Figura 6.17: Roll Curve Joint .................................................................................................. 45 Figura 6.18: Ejemplo Roll Curve Joint ..................................................................................... 46 Figura 6.19: Point Surface Joint ............................................................................................. 46 Figura 6.20: Ejemplo Point Surface Joint ................................................................................ 46 Figura 6.21: Universal Joint ................................................................................................... 47 Figura 6.22: Ejemplo Universal Joint ...................................................................................... 47 Figura 6.23: Joint from Axis ................................................................................................... 48.
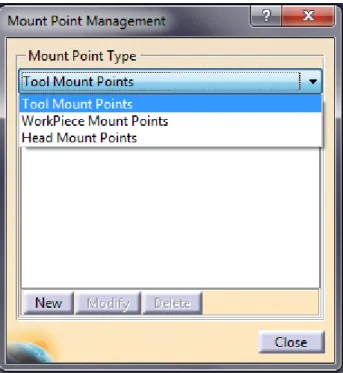
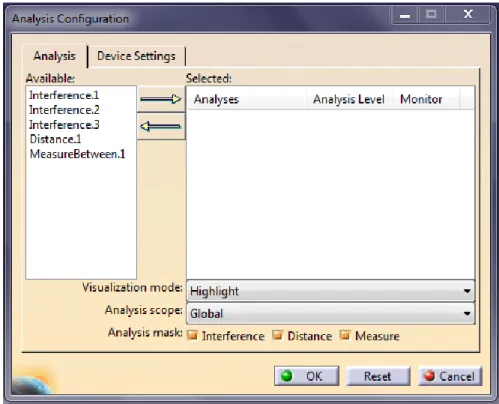
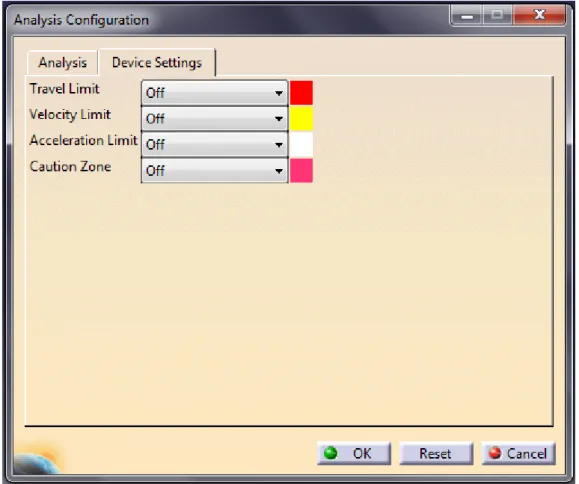
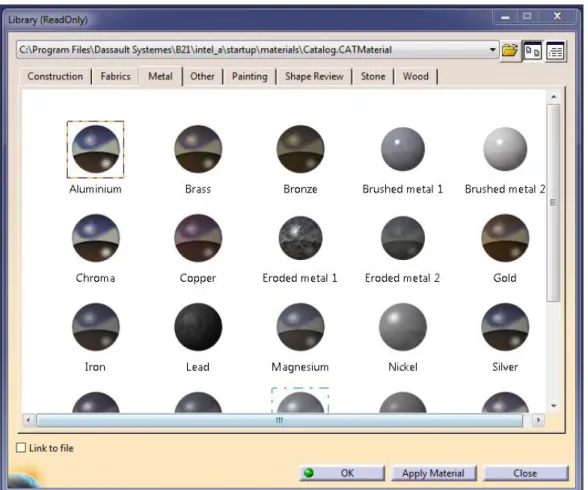
(8) Figura 6.24: Opciones Delmia D5 ........................................................................................... Figura 6.25: Importar componentes Delmia D5 ..................................................................... Figura 6.26: Mechanism Properties ....................................................................................... Figura 6.27: Travel Limits ...................................................................................................... Figura 6.28: Mount Point Management ................................................................................. Figura 6.29: Speed/Acceleration Limits .................................................................................. Figura 6.30: Jog ..................................................................................................................... Figura 6.31: Módulo NC Machine Tool Simulation .................................................................. Figura 6.32: Opciones de Mecanizado ................................................................................... Figura 6.33: Process Simulation ............................................................................................. Figura 6.34: Visualization Options ......................................................................................... Figura 6.35: Análisis de material ............................................................................................ Figura 6.36: Analysis Configuration/Analysis ......................................................................... Figura 6.37: Analysis Configuration/Device Settings .............................................................. Figura 6.38: Analysis Status ................................................................................................... Figura 6.39: Check Clash ........................................................................................................ Figura 6.40: Distance Analysis ............................................................................................... Figura 6.41: Band Analysis ..................................................................................................... Figura 6.42: Data ReadOut .................................................................................................... Figura 6.43: Defaults Clash Options ........................................................................................ Figura 6.44: Fault List ............................................................................................................ Figura 6.45: Modify Tool Path ............................................................................................... Figura 6.46: Jog a device ....................................................................................................... Figura 6.47: WorkPiece Auto Mount ...................................................................................... Figura 7.1: Paleta Render ...................................................................................................... Figura 7.2: Librerías de materiales.......................................................................................... Figura 7.3: Lanzar Apply Sticker ............................................................................................. Figura 7.4: Ventana Sticker .................................................................................................... Figura 7.5: Cuerpo Principal .................................................................................................. Figura 7.6: Mesa .................................................................................................................... Figura 7.7: Portacarnero ........................................................................................................ Figura 7.8a: Carnero .............................................................................................................. Figura 7.8b: Portaherramientas ISO 50 .................................................................................. Figura 7.9: Puertas ................................................................................................................ Figura 7.10: Brazo y panel de control .................................................................................... Figura 7.11a: Mordaza .......................................................................................................... Figura 7.11b: Bridas de sujeción ............................................................................................ Figura 7.12: Posición Cero del Carnero y Portacarnero .......................................................... Figura 7.13a: Fresadora Modelada Completa ........................................................................ Figura 7.13b: Fresadora Real ................................................................................................. Figura 8.1: Ejemplo de restricción ......................................................................................... Figura 8.2: Constraints Ejes de la fresadora ............................................................................ Figura 8.3: Lanzar comando Assembly Conversion ................................................................. Figura 8.4: Assembly Conversion ........................................................................................... Figura 8.5: Árbol Mecanismo Fresadora ................................................................................. Figura 8.6 .............................................................................................................................. Figura 8.7: Constraints Mecanismo Secundario ..................................................................... Figura 8.8: Ejemplo creación par cinemático ......................................................................... Figura 8.9: Árbol Mecanismo Secundario .............................................................................. Figura 8.10: Axis names .......................................................................................................... 49 50 51 52 53 53 54 56 57 58 58 59 60 62 63 63 64 65 66 66 67 68 69 71 73 74 75 75 76 77 78 78 79 79 80 81 81 82 83 83 85 86 86 86 87 87 88 88 89 89.
(9) Figura 8.11: Home position viewer ........................................................................................ 90 Figura 8.12: Travel Limits ...................................................................................................... 90 Figura 8.13: Speed and Acceleration Limits ............................................................................ 91 Figura 8.14a: Zero Herramienta ............................................................................................. 91 Figura 8.14b: Zero Máquina .................................................................................................. 91 Figura 8.15: Árbol PPR ........................................................................................................... 92 Figura 8.16: Part Operation ................................................................................................... 93 Figura 8.17: Selección Máquina ............................................................................................. 94 Figura 8.18: Machine Editor .................................................................................................. 94 Figura 8.19: Pieza 1 ................................................................................................................ 96 Figura 8.20: Simulación Pieza 1 ............................................................................................. 97 Figura 8.21: Interferencia 1 .................................................................................................... 98 Figura 8.22: Choque Carnero/Pieza 1 .................................................................................... 99 Figura 8.23: Stock Analysis .................................................................................................... 99 Figura 8.24: Choques Herramientas/Pieza 1 ........................................................................ 100 Figura 8.25: Choques Corregidos ......................................................................................... 100 Figura 8.26: Remaining Material/Gouge .............................................................................. 101 Figura 8.27: Analysis ............................................................................................................ 101 Figura 8.28: Pieza 2 ............................................................................................................. 102 Figura 8.29: Simulación Pieza 2 ........................................................................................... 103 Figura 8.30: Colisión Portaherramientas/Pieza 3 ................................................................. 104 Figura 8.31: Distancia Mínima Broca/Mesa ......................................................................... 105 Figura 8.32: Choques Herramientas/Pieza 2 ........................................................................ 106 Figura 8.33: Pieza 3 .............................................................................................................. 107 Figura 8.34: Mecanizado Fase 1 ........................................................................................... 108 Figura 8.35a: Choques Herramienta/Pieza 3 ........................................................................ 109 Figura 8.35b: Choques Corregidos ....................................................................................... 109 Figura 8.36: Sobra Material Fase 1 ....................................................................................... 109 Figura 8.37: Salvado Pieza Fase 1 ........................................................................................ 110 Figura 8.38: Mecanizado Fase 2 ........................................................................................... 111 Figura 8.39: Mecanizado Fase 3 ........................................................................................... 112 Figura 8.40a: Colisión Herramienta/Mordaza ...................................................................... 112 Figura 8.40b: Colisión Portaherramientas/Pieza 3 ............................................................... 112 Figura 8.41a: Choques Herramienta/Pieza 3 ........................................................................ 113 Figura 8.41b: Choques Corregidos ....................................................................................... 113 Figura 8.42: Error en el mecanizado .................................................................................... 114 Figura 8.43: Mecanizado Fase 4 ........................................................................................... 115.
(10) ÍNDICE DE TABLAS Tabla 3.1: Valores de la fuerza específica de corte ................................................................. 26 Tabla 8.1: Valores límite de recorridos .................................................................................. 87 Tabla 8.2: Potencia Mecanizado 1 ....................................................................................... 102 Tabla 8.3: Potencia Mecanizado 2 ....................................................................................... 107 Tabla 8.4: Potencia Fase 1 .................................................................................................... 110 Tabla 8.5: Potencia Fase 2 .................................................................................................... 110 Tabla 8.6: Potencia Fase 3 .................................................................................................... 114 Tabla 8.7: Potencia Fase 4 ................................................................................................... 116 Tabla I.1: Funciones G ......................................................................................................... 125 Tabla I.2: Funciones M ........................................................................................................ 125.
(11) Modelado y Simulación de Fresadora A-16. Capítulo 1. INTRODUCCIÓN 1.1-INTRODUCCIÓN “Recuerda que el tiempo es dinero”1. El tiempo es un recurso más, y como tal hay que explotarlo al máximo. No se puede manipular, ni almacenar, es finito y perecedero y solo puede ser consumido. Es importante en el día a día en cualquier actividad pero aún lo es más si tu viabilidad depende de él. Para ser competitivo es esencial responder a las necesidades del mercado rápidamente, lo cual implica aprovechar el tiempo. El objetivo fundamental es la disminución del tiempo desde el conocimiento de la necesidad hasta la comercialización de la misma. Para ello se acuña el término Ingeniería Concurrente, con el que producción y proceso se diseñan de forma paralela para conseguir una mayor eficiencia con la participación de todos los departamentos implicados. El principio fundamental es el trabajo en equipo. De este modo las modificaciones y correcciones se hacen en la fase del diseño, lo cual conlleva una reducción considerable de costo y de tiempo total. En términos de fabricación se dispone de unas herramientas muy potentes, el Control Numérico Computarizado (CNC) y los sistemas de Diseño Asistido por Computadora (CAD) y Fabricación Asistida por Computadora (CAM). A través de algún software, utilizado como sistema CAD/CAM, se pueden diseñar productos y sus procesos de manufactura. Mediante este sistema es posible realizar las simulaciones de los respectivos procesos de fabricación y generación de códigos CNC (APT, ISO, Heidenhain…) pudiendo solventar posibles errores en el transcurso del proceso. El problema principal es la poca información de cómo llevar a cabo la anterior tarea. Se busca una mayor fidelidad en la simulación de mecanizado y la generación de códigos CNC para su posterior implantación en una fresadora universal.. 1. Frase de Benjamin Franklin en su obra “Consejos a un joven comerciante” (1748).. Página 1.
(12) Modelado y Simulación de Fresadora A-16. 1.2-OBJETIVOS Los objetivos de este trabajo son varios: . Realizar el modelado de la fresadora Correa A-16 con el software Catia V5.. . Adentrarse un poco más en el software Catia v5, el cual es muy importante a nivel industrial. Gracias a la impartición de varias asignaturas a lo largo de la carrera, se han utilizado varios módulos básicos de diseño y fabricación, pero si se quiere seguir especializando en Catia habrá que conocer más módulos. Más en concreto se pretende conocer los módulos de simulación de mecanizado. A partir de estos módulos se hará mucho más realista la simulación de la fabricación, en la que se llevarán a cabo varias aplicaciones prácticas.. . Conocer el funcionamiento de una fresadora universal y su relación con el control numérico computarizado.. . Por último se espera que este escrito sirva como recurso de carácter pedagógico.. 1.3-ESTRUCTURA DEL TRABAJO Este trabajo está dividido en varios capítulos, en los cuales la información se aporta progresivamente para una mayor comprensión del mismo. En el texto se introducen gran cantidad de imágenes necesarias para el entendimiento del mismo, haciendo muy visual el trabajo. El capítulo 2 básicamente describe cómo ha ido evolucionando la fabricación desde la prehistoria hasta el presente, analizando los hitos más importantes. También se describen los lenguajes de control numérico. El capítulo 3 se centra en la descripción de una máquina de fabricación en concreto: Las fresadoras. El capítulo 4 se describen las principales características de la fresadora a estudio: Correa A-16 El capítulo 5 sirve de nexo de unión entre el software y el hardware, es decir entre los sistemas CAD/CAM y la máquina fresadora.. Página 2.
(13) Modelado y Simulación de Fresadora A-16 En los siguientes capítulos se ahonda en el software Catia v5. En concreto en el capítulo 6 se describen minuciosamente todas las posibilidades de los módulos de simulación de fabricación: NC Machine Tool Builder y NC Machine Tool Simulation. En el capítulo 7 se muestra el modelado de la fresadora componente por componente y su ensamble total. Por último en el capítulo 8 se utilizarán los conocimientos obtenidos en el capítulo 6 y los archivos del capítulo 7 para crear la fresadora y su posterior simulación con varios ejercicios prácticos. Al final del trabajo se desarrollan la conclusión y los anexos.. 1.4-CONTENIDO ADICIONAL Además del presente escrito, se adjuntan: . Archivos de Catia utilizados. Imágenes renderizadas de cada componente y piezas. Vídeos de las simulaciones. Planos de las piezas. Archivos exportados en los análisis. Programas CNC generados.. Página 3.
(14) Modelado y Simulación de Fresadora A-16. Página 4.
(15) Modelado y Simulación de Fresadora A-16. Capítulo 2. DESARROLLO HISTÓRICO DE LA FABRICACIÓN Desde la prehistoria, el ser humano ha necesitado herramientas para fabricar útiles que le ayudaran a avanzar como civilización. Cuando éramos tan “jóvenes”, la única manera de fabricar algo era con nuestras propias manos, utilizando como herramientas huesos, piedras… La primera máquina medianamente sofisticada fue el llamado Arco de violín, un utensilio formado por un arco y una cuerda que enrollada en un elemento afilado, aplicaba una rotación alternativa y hacía las veces de taladro. En la figura 3.1 se muestra un Arco de Violín en un bajorrelieve egipcio de año 2700 AC.. Fig. 2.1: Arco de violín [1]. Este tipo de máquina se usa prácticamente hasta nuestros días, aunque de un modo muy residual, apenas evolucionando su diseño y funcionamiento. Muchos siglos después, en la Baja Edad Media, se inventa el torno de pedal accionado con el pie, el cual daba libertad a la hora de trabajar. Leonardo Da Vinci desarrolló esta idea pero sus diseños no se pudieron llevar a cabo por falta de medios. El siguiente avance fue implementar en las máquinas el mecanismo biela-manivela ayudado de volante de inercia.. Fig. 2.2: Mandrinadora de John Wilkinson 1775 [2]. Con la aparición de la máquina de vapor (James Watt, 1765) se necesita mecanizar pistones con razonables tolerancias. Hasta ahora se fabricaban cilindros para cañones, que no requerían unas altas tolerancias. James Watt encargó a John Wilkinson una máquina que consiguiera tal hito para que la máquina de vapor fuera válida para usos industriales. John Wilkinson lo consiguió. Página 5.
(16) Modelado y Simulación de Fresadora A-16 en 1775, obteniendo tolerancias del orden de escasos milímetros para diámetros superiores a 1800 milímetros. Ya, prestando especial atención a las fresadoras, la primera fresadora moderna es la máquina inventada por Eli Whitney (1765-1825) en 1818 en Estados Unidos. El objetivo era agilizar la fabricación de fusiles ante el temor de una futura guerra de EEUU con Francia. Anteriormente se hacían a mano con lo que las piezas variaban mucho de unas a otras, imposibilitando el intercambio de las mismas entre diferentes fusiles. Lo que Eli Whitney hizo, fue crear una plantilla y a partir de ella ir fabricando las piezas de los fusiles a su imagen. Pero hasta entonces no se podía cortar el metal con un patrón por lo que ideó una máquina para ello. El mecanismo consistía básicamente en un engranaje afilado que al girar iba golpeando y cortando el metal Fig. 2.3: Fresadora de Eli Whitney 1818 según el patrón [3] preestablecido. A medida que pasaban los años se iban creando máquinas más sofisticadas pero no fue hasta el año 1861 en el que se dio un gran paso hacia adelante. Brown&Sharpe creó la primera fresadora con plato divisor, disponiendo de desplazamientos longitudinal, transversal y vertical (ejes X, Y y Z). En términos de fabricación, esta máquina herramienta era capaz de fabricar engranajes rectos y helicoidales. A finales de siglo se empieza a desarrollar la producción de máquinas de fresado, coincidiendo con la floreciente industria automovilística, que demandaba piezas de acero templado con un gran nivel de acabado. Otra circunstancia que favoreció la evolución de las máquinas fresadoras fue el descubrimiento del carburo de silicio (SiC) en 1891 por Edward Goodrich Acheson. Dicho compuesto, con sus características mecánicas (dureza cercana al diamante), haría aumentar considerablemente potencias y velocidades de corte, mejorando sensiblemente el acabado superficial y disminuyendo tiempos de mecanizado. En el año 1884, la empresa The Cincinnati Milling Machine Company, creó una fresadora universal que poseía un carnero cilíndrico y desplazamiento axial.. Página 6.
(17) Modelado y Simulación de Fresadora A-16. Fig. 2.4: Fresadora Brown&Sharpe 1861 [3]. Fig. 2.5: Fresadora Cincinnati 1884 [4]. En los años posteriores se desarrollaría la arquitectura de las máquinas que, prácticamente es la misma que las que se utilizan hoy en día.. 2.1 CONTROL NUMÉRICO COMPUTARIZADO Poco a poco se empieza a automatizar el mecanismo de las máquinas herramienta gracias a los motores eléctricos, hidráulicos y neumáticos. El siguiente paso en el desarrollo de las fresadoras, llegaría en la década de 1940. Más exactamente en 1947, momento en el cual John T. Parsons inventa el Control Numérico (CN) con el apoyo del Massachusetts Institute of Technologie (MIT), cuya finalidad era fresar superficies complejas en 3D para la industria aerodinámica. La información se ingresaba en la máquina mediante tarjetas perforadas codificadas en código binario. Estos mecanismos se utilizaban anteriormente para producir telares de gran dificultad. La arquitectura de las primeras máquinas de control numérico era prácticamente la misma que la de las fresadoras convencionales, ya que se iban adaptando a partir de unas para llegar a las otras. A partir de la década de 1970 se desarrolla la microelectrónica y ya se le puede llamar Control. Página 7.
(18) Modelado y Simulación de Fresadora A-16 Numérico Computarizado (CNC) ya que ahora se dispone de computadoras que controlan la máquina. A medida que las computadoras y los microprocesadores son fabricados con un coste menor y de un tamaño considerablemente menor, el uso del CNC se ha extendido a todo tipo de maquinaria: tornos, fresadoras, corte láser, impresoras 3D… En los últimos años aparecen los llamados centros de mecanizado, en los que se pueden realizar multitud de mecanizados automatizados. Las principales ventajas de la implantación de CNC en las máquinas son: . Mejora de precisión y calidad Uniformidad en la producción Aumento de máquina/operario Optimización de productividad Posibilidad de fabricación compleja Abaratamiento de costes. También conlleva una serie de desventajas como: . Elevado coste de maquinaria Costes elevados de mantenimiento Alta cualificación del operario Necesidad de grandes volúmenes de producción para amortizar. Para transmitir las órdenes, es necesario un lenguaje de comunicación entre el sistema CAM (software) y la máquina (hardware), que será un lenguaje de programación. Dicho lenguaje se puede programar mediante sistema CAM, en computador o manualmente. Se suele programar una línea por cada trayectoria en la cual se describen coordenadas, velocidades de corte y avance, velocidad de husillo, funciones auxiliares… Los datos son guardados en archivos de texto en formato ASCII. Cuando el código NC es generado por el programa CAM, suele ser de alto nivel (la máquina no lo comprende). Para convertir estos datos a datos legibles para la máquina se necesita un post-procesador. El post-procesador es el vínculo directo entre el sistema CAM y la máquina CNC, por lo tanto una parte vital en el mecanizado. Hay varios tipos de lenguajes, con estructuras similares entre sí. Los más utilizados son los lenguajes APT, ISO y Heidenhain.. Página 8.
(19) Modelado y Simulación de Fresadora A-16. 2.1.1-Lenguaje APT Considerado como el primer lenguaje de programación que podía realizar varios tipos de mecanizados, interpolaciones… y predecesor de los actuales. Existe antes de que cualquier sistema CAD/CAM (como se define en la actualidad) existiera. Se desarrolló en la década de 1950 por el MIT paralelamente a la creación de la primera fresadora con CN, siendo su período de auge la década de 1970. Los métodos APT (Automatically Programmed Tool) no se adaptan bien a los procesos actuales y se le suele considerar obsoleto. Es un sistema en el que definen una serie de líneas, arcos y puntos que definen la geometría de la pieza. Estas características se utilizan para generar un archivo con la ubicación del punto de corte (CL File). Es un lenguaje de alto nivel, llamado así porque una máquina elemental no lo podría interpretar. El hecho de que el lenguaje APT no sea específico de ninguna máquina en concreto implica que se necesitará un post-procesado para su implementación en la misma. La estructura se divide en Instrucciones Tecnológicas al comienzo de la instrucción y a continuación en diferente línea las Instrucciones Geométricas correspondientes. Un ejemplo sencillo sería: FEDRAT/ 1000.0000,MMPM SPINDL/ 70.0000,RPM,CLW GOTO / 100.00000, 2.50000, 30.00000 RAPID GOTO / 120.00000, 150.00000, 350.00000 “Ordena a la herramienta que se desplace desde las coordenadas actuales hasta las coordenadas X=100mm, Y=2.5mm y Z=30mm, a una velocidad de avance de 1000 mm/min y una velocidad de mandrino de 70 rpm en sentido de las agujas del reloj. A continuación ordena que se desplace hasta las coordenadas X=120mm, Y=150mm y Z=350mm con posicionamiento rápido”.. Página 9.
(20) Modelado y Simulación de Fresadora A-16. 2.1.2-Lenguaje ISO Es el lenguaje estándar normalizado para el CNC. Al igual que el lenguaje APT se le llama lenguaje de alto nivel. Éste descompone las trayectorias en rectas y arcos de circunferencia, siendo evidente que para un nivel de dificultad alto es un sistema poco eficaz. En sus secuencias o bloques se codifican las operaciones que el CNC deberá interpretar. Éstas suelen ir numeradas de 5 en 5 e incluso de 10 en 10, que es como se hacía con las antiguas tarjetas perforadas por si había que añadir alguna línea. El límite máximo de números de bloques es 9999. La estructura de cada línea sería la mostrada en la figura 2.6, pudiendo contener alguna o varias de las sentencias, pero siempre manteniendo el orden.. Fig. 2.6: Estructura Lenguaje ISO [5] En un mismo bloque se pueden utilizar todas las funciones G que se requieran y en cualquier orden excepto G20,…, G32, G50, G52, G53/59, G72, G73, G74, G92, las cuales deben ser programadas una por cada bloque. Los sistemas CAM normalmente aplican solo 4 funciones, G00, G01, G02 y G03, aunque eventualmente pueden generar ciclos fijos de taladrado, roscado, alesado..., y generar programas con compensaciones de herramienta. Las funciones M producen acciones adicionales en la máquina. Estas funciones pueden programarse hasta 7 en un mismo bloque pero nunca comparten. Página 10.
(21) Modelado y Simulación de Fresadora A-16 bloque con funciones G. En el ANEXO I se muestran las principales funciones G (instrucciones de movimiento) y M (funciones auxiliares sin movimiento). Un sencillo ejemplo de un bloque sería: N5 G03 X33.65 Z102.68 F40 S5000 “Ordena a la herramienta que vaya desde las coordenadas actuales hasta las coordenadas X=33,65mm y Z=102,91mm, conservando la coordenada Y, mediante interpolación circular en sentido anti-horario a una velocidad de avance de 40 mm/min y una velocidad de mandrino de 5000 rpm”. Es un lenguaje fácilmente legible, pero presenta problemas al implantar trayectorias complejas, por lo que prácticamente cada fabricante utiliza su propio lenguaje.. 2.1.3-Lenguaje Heidenhain También llamado lenguaje conversacional. Hay varios tipos de lenguajes Heidenhain, tales como: TNC-320, TNC-355, TNC-530, TNC-630… Es mucho más intuitivo sobre todo en la programación manual. Los números de bloques normalmente van de 1 en 1 hasta un límite de 9999 que, de sobrepasarse, comienza desde 0 nuevamente. Es muy similar al lenguaje ISO pero le añade nuevos subprogramas específicos que facilitan el desarrollo de funciones complejas o repetitivas, por lo que se necesita un post-procesador para traducir de un lenguaje a otro (lenguaje de bajo nivel). Algunos ejemplos de estos subprogramas son 2: . 2. Active Chatter Control: Esta opción reduce la tendencia a las vibraciones y con ello permite obtener unos mayores rendimientos. Adaptative Feed Control: Esta opción regula el avance en función de la situación del mecanizado. Fresado trocoidal: Función para el mecanizado de desbaste de ranuras y cajeras que preserva la herramienta y la máquina. Tool Center Point Management: se encarga de realizar un guiado óptimo de la herramienta y evita daños en el contorno. Advanced Dynamic Prediction: amplía el cálculo previo del perfil de avance máximo admisible, existente hasta ahora, y de este modo permite un guiado optimizado del movimiento para obtener superficies limpias y contornos perfectos.. Información obtenida de diferentes catálogos de http://www.heidenhain.es/. Página 11.
(22) Modelado y Simulación de Fresadora A-16 Un ejemplo sencillo de lenguaje Heidenhain sería: 1 TOOL CALL 1 Z S600 2 L X+5. Y+10. Z-70. FMAX M03 3 L Y+100. F1200. “Ordena a la herramienta 1 que vaya desde las coordenadas actuales hasta las coordenadas X=5mm, Y=10mm y Z=-70mm, con posicionamiento rápido y una velocidad de mandrino de 600 rpm en sentido de las agujas del reloj. A continuación ordena que se desplace hasta la coordenada Y=100mm (manteniendo las otras dos constantes) con velocidad de avance 1200 mm/min”.. Página 12.
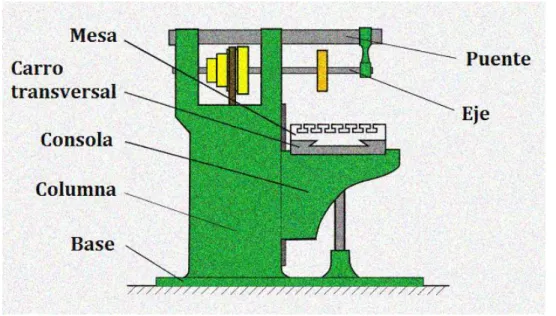
(23) Modelado y Simulación de Fresadora A-16. Capítulo 3. MÁQUINAS FRESADORAS Una fresadora es una máquina herramienta que realiza mecanizados en superficies por arranque de viruta mediante la rotación de una herramienta (fresa, broca, escariador…) compuesta por uno o varios filos de corte. El arranque de viruta se produce cuando, debido al movimiento relativo entre herramienta y pieza, coinciden en el espacio. Como consecuencia de una mayor dureza de los filos de corte se produce el desprendimiento del material del tocho de partida. Puede mecanizar desde aceros hasta plásticos, pasando por maderas etc… Son capaces de realizar mecanizados muy variados y altamente productivos debido a la implantación del CNC y la mejora continua del material de las herramientas de fresado.. 3.1-ESTRUCTURA DE UNA FRESADORA La estructura de las fresadoras suele ser similar, compuestas principalmente por carnero, porta-carnero, mesa, cuerpo principal (compuesto por columna y consola) y cuadro de mandos o palancas manuales. El cuerpo principal permite la fijación de la fresadora al suelo y aporta rigidez. La parte vertical se le suele llamar columna, la cual posee unas guías para el desplazamiento vertical del portacarnero (eje Z). Si la fresadora es de torreta, el eje Z se corresponde al desplazamiento de la consola. La mesa está apoyada sobre la consola, y se desplaza longitudinalmente (eje X) en el plano horizontal de contacto a través de un mecanismo de husillo de bolas (ver apartado 3.3). La mesa sirve para fijar la pieza a través de mordazas o sujeciones varias. Sobre el portacarnero desplaza el carnero transversalmente (eje Y), si fuera fresadora de torreta este movimiento lo llevaría a cabo la mesa. En el cabezal del carnero se sitúa el portaherramientas, que es donde se fija la herramienta y se transmite el par del husillo principal a la misma. Por último se necesita un cuadro de mandos o palancas manuales para la manipulación de la máquina y creación de operaciones de mecanizado. A modo de ejemplo, en la figura 3.1 se pueden apreciar los componentes de una fresadora horizontal de 3 ejes.. Página 13.
(24) Modelado y Simulación de Fresadora A-16. Fig. 3.1: Ejemplo componentes de fresadora. 3.2-TIPOS DE FRESADORAS Hay varios tipos de fresadoras y pueden clasificarse según sus características. A continuación se describirán las más usuales, las cuales pueden tener o no implantados sistemas CNC.. 3.2.1-Fresadoras horizontales y verticales 3.2.1.1-Fresadoras horizontales El eje del husillo está en posición horizontal, por tanto la herramienta se mueve de lado a lado. Realizan fresado tangencial, utilizando fresas cilíndricas dispuestas en el eje del husillo. 3.2.1.2-Fresadoras verticales El eje del husillo está en posición vertical, por tanto la herramienta se mueve de arriba abajo y viceversa. Realizan fresado frontal, montando la fresa en el eje del husillo. Así mismo se dividen en dos: . Fresadoras de bancada fija: En ellas la mesa se desplaza longitudinal y transversalmente, dejando los movimientos verticales al carnero. También se pueden encontrar fresadoras que el movimiento transversal lo realiza el carnero.. Página 14.
(25) Modelado y Simulación de Fresadora A-16 . Fresadoras de torreta: En las que el mandrino permanece estacionario en todo momento, mientras que la mesa se desplaza a través del espacio en las 3 dimensiones.. . 3.2.1.3-Fresadoras Universales Posee un cabezal vertical universal llamado Huré, que transmite el movimiento del husillo tanto en horizontal como en vertical, obteniendo las ventajas de fresadoras horizontales y verticales, dependiendo da la tarea a realizar.. 3.2.2-Fresadoras de 3, 4 y 5 ejes 3.2.2.1-Fresadora de tres ejes Son las máquinas fresadoras más comunes. Se pueden controlar el movimiento en los tres ejes cartesianos: X, Y y Z. Se utilizan normalmente para mecanizar cajeados exteriores con ángulo positivo.. Fig. 3.2: Fresadora de 3 ejes [6]. Página 15.
(26) Modelado y Simulación de Fresadora A-16 3.2.2.2-Fresadora de cuatro ejes. Este tipo de fresadora puede acceder a situaciones más complejas que las fresadoras de 3 ejes. Se añaden un nuevo eje a los tres anteriores, que corresponde al giro de la pieza. Se les llama ejes X, Y, Z y B. El eje rotativo angular B está asociado al eje Y, ya que gira en torno a este. Se emplean para mecanizar superficies con patrón cilíndrico.. Fig. 3.3: Fresadora de 4 ejes [6]. 3.2.2.3-Fresadora de cinco ejes. Estas fresadoras pueden mecanizar a través de ángulos de aproximación muy complejos. Son las más sofisticadas y se utilizan para mecanizar geometrías complejas. Además de los cuatro ejes anteriores existe otro eje que suele ser perpendicular al eje de giro B. A estos ejes se les suele llamar X, Y, Z, A y B. El eje rotativo angular A está asociado al eje X, ya que gira en torno a este. Pueden ser de diferentes configuraciones pero la más usual es la mostrada en la figura 3.4.. Página 16.
(27) Modelado y Simulación de Fresadora A-16. Fig. 3.4: Fresadora de 5 ejes [6]. 3.3-SISTEMAS DE TRANSMISIÓN Los desplazamientos relativos del sistema herramienta-pieza se originan a través del movimiento de cada uno de los ejes que dispone la máquina. Para producirlos es necesario un sistema de transmisión. El movimiento rotacional generado por los motores de transmisión se convierte en longitudinal a través del mecanismo husillo de bolas (también se utilizan cadenas y correas pero en mucha menor medida).. 3.3.1-Motores de transmisión Para realizar los movimientos automáticos de los ejes se utilizan varios motores eléctricos. Estos motores son de corriente continua, ofreciendo una gran variedad de velocidades y aceleraciones variando el voltaje. Además de realizar el movimiento tienen que poder desplazarse y mantener la posición indicada por el ordenador además de poseer gran rapidez y gran resistencia a los esfuerzos provocados en los procesos de fabricación. Es indispensable que produzcan movimientos regulares y estables y que tengan gran capacidad par motor a diferentes velocidades. Se suelen utilizar dos tipos de motores, los motores Paso-a-Paso y los servomotores o motores encoder. La diferencia entre ambos radica en la capacidad de par motor y las velocidades máximas de cada uno de ellos, siendo. Página 17.
(28) Modelado y Simulación de Fresadora A-16 mayor en los servomotores. Debido a esto son los más utilizados a pesar de ser más caros. Cabe destacar que para el movimiento del husillo principal se pueden utilizar tanto motores de corriente alterna (se puede modificar el par motor variando el voltaje y la velocidad variando la frecuencia pero no controlar la posición) como de corriente continua.. 3.3.2-Husillo de bolas Partiendo de los movimientos rotativos de los motores, se necesita convertirlos en movimiento lineal para lograr los desplazamientos de los componentes de las máquinas fresadoras. Hay varias opciones para llevar a cabo este procedimiento, pero el más utilizado es el mecanismo husillo de bolas. Éste contiene un grupo de bolas a modo de rodamientos que están en recirculación constante transmitiendo los esfuerzos del husillo a la mesa. Cuando una bola llega al final de su recorrido, es conducida otra vez hacia el inicio de la hilera para volver a circular indefinidamente hasta que se pare el movimiento rotativo del motor o se cambie el sentido del mismo (figura 3.5). El rozamiento bola-husillo es despreciable y se necesita una pequeña precarga para eliminar un posible juego transversal. Los tornillos son fabricados con perfil semicircular, completando con la tuerca el círculo que contiene a las bolas. A través del giro del motor y por ende del husillo, se desplaza la tuerca (acoplada a la mesa de trabajo) longitudinalmente. Es posible acoplar 2 husillos de bolas perpendicularmente el uno del otro para controlar el movimiento a Fig. 3.5: Husillo de bolas través de un plano. A veces se acoplan incluso 3 husillos de bolas completando así los 3 movimientos principales con un solo mecanismo. Estos mecanismos disponen de embragues para desacoplar la transmisión en caso de choques imprevistos.. Página 18.
(29) Modelado y Simulación de Fresadora A-16. 3.3.3-Control de desplazamientos El procedimiento antes visto a veces no es perfecto y es necesario comprobar permanentemente que las posiciones sean exactamente las deseadas. Esa imperfección ocasional puede deberse a juegos, choques, falta de engrase… Para realizar esas medidas se utilizan principalmente 2 sistemas de control de posición: directo e indirecto. Ambos se basan en conteo de escalas de medida en los componentes que se desplazan, a través de resolver ópticos, transformando esta información en señales eléctricas para su posterior procesamiento en la CPU. La diferencia entre uno y otro es que en el directo se miden desplazamientos directamente del componente y en el indirecto se miden respecto a la rotación del sinfín. A continuación se muestran ambos sistemas (figuras 3.6a y 3.6b):. Fig. 3.6a: Control directo. Fig. 3.6b: Control indirecto. Página 19.
(30) Modelado y Simulación de Fresadora A-16. 3.4-ACCESORIOS COMPLEMENTARIOS 3.4.1-Portaherramientas Los portaherramientas sirven, como su propio nombre indica de sujeción de la herramienta (fresa) y transmitirle el movimiento giratorio desde el husillo principal. La forma cónica superior (conicidad ISO) encaja en el husillo y en la parte inferior se encaja la herramienta mediante rosca o presión. A veces para conseguir un ajuste óptimo se necesitan soportes y adaptadores para fijar herramienta y portaherramienta. Las fresadoras CNC para lograr una automatización completa, a veces disponen de sistemas de cambio de herramientas automáticos. Esto se hace mediante carruseles, tambores giratorios o sistemas de cadena. En la figura 3.7 se muestra un ejemplo de portaherramientas, en este caso corresponde a un portaherramientas ISO 50.. Fig. 3.7: Portaherramientas ISO 50 [6]. 3.4.2-Sistemas de sujeción Es indispensable la unión del sistema pieza/mesa, para conseguir un movimiento solidario. Las presiones de amarre no deben dañar la pieza, pero en fresado estas presiones no suelen ser críticas. Es importante disminuir el tiempo de montaje y desmontaje para minimizar tiempos muertos que provocan pérdida de productividad. Algunas máquinas destinadas a producciones en serie pueden efectuar esta tarea automáticamente, ya sea a través de alimentadores integrados o robots externos.. Página 20.
(31) Modelado y Simulación de Fresadora A-16 Se suele utilizar mordazas o cualquier otro sistema de sujeción, tales como sistemas de bridas, utillajes… situados de tal forma que no impidan el trabajo del mandrino. La fijación a la mesa puede ser mediante tornillería (aprovechando las ranuras en T de la mesa) o incluso mediante dispositivos magnéticos.. 3.4.3-Mecanismo divisor Este mecanismo es un accesorio que tiene como objetivo sujetar el tocho y permite realizar operaciones de mecanizado de revolución. Las posibilidades de fabricación gracias a los mecanismos divisores son: ruedas dentadas, cuadrados y hexágonos, árboles de chavetas múltiples, fresas, escariadores, ranuras en espiral… La pieza se acopla al plato divisor mediante mordaza de tres garras normalmente, con ayuda de un contrapunto si hiciera falta. Cuando se mecanizan piezas demasiado esbeltas se utilizan soportes para que la flecha debida a la flexión no sea excesiva. Los mecanismos divisores pueden ser normalmente de dos tipos, divisor sencillo (figura 3.8a) y divisor universal (figura 3.8b). En los primeros el giro se hace manualmente y en los segundos el husillo del divisor está conectado con el husillo que mueve la mesa, relacionando así los movimientos longitudinal y rotacional. A continuación se muestran ambos:. Fig. 3.8a: Plato divisor sencillo [7]. Fig. 3.8b: Plato divisor universal [8]. Página 21.
(32) Modelado y Simulación de Fresadora A-16. 3.5-HERRAMIENTAS DE CORTE Y LUBRICACIÓN Se pueden utilizar varias herramientas para realizar un proceso de mecanizado. Las herramientas más utilizadas son las fresas, pero también se utilizan a menudo brocas para taladrar y escariadores. A continuación se describirán las fresas, ya que son específicas a este tipo de máquinas.. 3.5.1-Fresas Son las herramientas más importantes en el fresado. Son piezas giratorias que a medida que avanzan van arrancando el material de la pieza a mecanizar. Construidas normalmente en acero rápido con los filos entallados sobre el cuerpo de la herramienta (figura 3.9a). Este tipo de fresa es reafilable. Se suelen utilizar en CNC las de pequeños diámetros y en mayor medida en mecanizado de alta velocidad3. Cuando la fresa tiene un tamaño considerable se suele construir el cuerpo principal en acero de construcción, montando plaquitas de corte en los extremos (figura 3.9b). Estas plaquitas pueden intercambiarse por otras nuevas a causa de desgaste o rotura. El número de plaquitas por fresa y la forma son variadas, dependiendo del proceso que se vaya a llevar a cabo. Cuanto mayor sea la dureza del material del filo de corte mayor será la velocidad de corte, pero menor será la velocidad de avance. El material del que están construidas debe poseer unas características adecuadas ya que trabajará en situaciones extremas: . Dureza en caliente Tenacidad y resistencia al impacto Resistencia al impacto térmico Resistencia al desgaste Estabilidad química y neutralidad. Los materiales más utilizados son: . Aceros Rápidos Aleaciones de cobalto fundido Carburos (tungsteno, titanio, niobio…) Cerámicas con base alúmina. 3. El Mecanizado de Alta Velocidad consiste en la optimización del mecanizado con las posibilidades existentes limitado por la pieza/material a mecanizar y las herramientasmáquinas (CAD/CAM-CNC) disponibles. Esto puede suponer mecanizar a velocidades de corte entre 5 y 10 veces superiores a las que se utilizan de manera convencional para cada material. [9]. Página 22.
(33) Modelado y Simulación de Fresadora A-16 . Nitruro de Boro cúbico Cerámicos con base de nitruro de Silicio Diamante…. Fig. 3.9a: Fresas enterizas [10]. Fig. 3.9b: Fresas de plaquitas [11]. 3.5.2-Lubricación Para la lubricación se utilizan varios tipos de fluidos (taladrina, agua, gasoil…). Se utiliza principalmente para evacuar la viruta y para refrigerar las superficies de contacto, aumentando así la vida útil de la herramienta y mejorando la calidad superficial de la pieza. Pero también sirve para reducir esfuerzos y minimizar gasto de energía y proteger de la corrosión ambiental. La inyección del lubricante puede ser externa o interna a la herramienta. A veces el uso de lubricación es contraproducente debido a choque térmico, fatiga térmica…. 3.6-FUNDAMENTOS DEL MECANIZADO A parte de fresado frontal y transversal, los principales métodos de fresado son el fresado en concordancia y el fresado en contraposición [12]. El fresado en concordancia ocurre cuando el sentido de giro de la fresa y el sentido de avance del material coinciden. Se producen vibraciones y marcas en la superficie de la pieza (figura 3.10a).. Página 23.
(34) Modelado y Simulación de Fresadora A-16 El fresado en contraposición se produce cuando el sentido de giro de la fresa y el avance del material se oponen. Se producen pocas muescas y el acabado es el mejor posible pero se requiere más potencia que el fresado en concordancia (figura 3.10b).. Fig. 3.10a: Fresado en concordancia. Fig. 3.10b: Fresado en contraposición. Es importante tener en cuenta diferentes parámetros de corte en el proceso de fresado, ya que para cada material o proceso suelen variar mucho los valores de dichos parámetros. Los fabricantes de herramientas suelen dar unos valores recomendados. Algunos de estos parámetros son: . Velocidad de corte: Es la velocidad a la que la viruta es arrancada por la herramienta de corte (velocidad tangencial de un punto situado sobre el perímetro de la herramienta). Está relacionada con el material a mecanizar. Una velocidad de corte excesiva produce desgaste de la herramienta, deformación plástica del filo de corte y pérdida de calidad. Por el contrario, una velocidad de corte insuficiente provoca formación de filo recrecido en la herramienta, incorrecta formación de la viruta y baja productividad. Se mide en m/min. 𝑉𝑐 =. 𝜋·𝐷·𝑛 1000. 3.1). 𝐷: 𝑑𝑖á𝑚𝑒𝑡𝑟𝑜 𝑑𝑒 𝑙𝑎 𝑓𝑟𝑒𝑠𝑎 [𝑚𝑚] 𝑛: 𝑣𝑒𝑙𝑜𝑐𝑖𝑑𝑎𝑑 𝑎𝑛𝑔𝑢𝑙𝑎𝑟 𝑑𝑒 𝑙𝑎 ℎ𝑒𝑟𝑟𝑎𝑚𝑖𝑒𝑛𝑡𝑎 [𝑟𝑝𝑚]. . Velocidad de avance: Es la velocidad relativa entre la pieza y la herramienta. Está relacionada con las características de la herramienta con la que se mecaniza. Un fresado con velocidad de avance elevada da lugar a virutas cortas y una duración de la herramienta alta, aunque. Página 24.
(35) Modelado y Simulación de Fresadora A-16 aumenta la rugosidad superficial y deteriora la herramienta. En cambio, una velocidad de avance baja da lugar a la formación de virutas más largas, minimizando la duración de la herramienta. Se mide en mm/rev. 𝑉𝑎 = 𝑓𝑧 · 𝑛 · 𝑍𝑛. 3.2). 𝑓𝑧 : 𝑎𝑣𝑎𝑛𝑐𝑒 𝑝𝑜𝑟 𝑑𝑖𝑒𝑛𝑡𝑒 [𝑚𝑚/𝑑𝑖𝑒𝑛𝑡𝑒] 𝑛: 𝑣𝑒𝑙𝑜𝑐𝑖𝑑𝑎𝑑 𝑎𝑛𝑔𝑢𝑙𝑎𝑟 𝑑𝑒 𝑙𝑎 ℎ𝑒𝑟𝑟𝑎𝑚𝑖𝑒𝑛𝑡𝑎 [𝑟𝑝𝑚] 𝑍𝑛 : 𝑛ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑑𝑖𝑒𝑛𝑡𝑒𝑠. . Profundidad de corte axial y radial: son la distancia entre la superficie de la pieza antes y después del mecanizado (𝑎𝑝 ) y la anchura del corte (𝑎𝑒 ) respectivamente. Se miden en mm.. . Rugosidad: define el acabado superficial de la pieza mecanizada. Se mide en micras. La fórmula que lo describe es la siguiente: 𝑅=. 𝑓𝑧 2 · 1000 4·𝐷. 3.3). 𝐷: 𝐷𝑖á𝑚𝑒𝑡𝑟𝑜 𝑑𝑒 𝑙𝑎 𝑓𝑟𝑒𝑠𝑎 [𝑚𝑚] 𝑓𝑧 : 𝑎𝑣𝑎𝑛𝑐𝑒 𝑝𝑜𝑟 𝑑𝑖𝑒𝑛𝑡𝑒 [𝑚𝑚/𝑑𝑖𝑒𝑛𝑡𝑒]. . Potencia de corte: es un valor orientativo, que ayuda a calcular la potencia neta y así garantizar que la máquina pueda manejar la fresa y la operación. Se mide en kW. [11]. 𝑃𝑐 =. 𝑎𝑝 · 𝑎𝑒 · 𝑉𝑐 · 𝑘𝑐 ƞ · 60 · 106. 3.4). 𝑘𝑐 : 𝑓𝑢𝑒𝑟𝑧𝑎 𝑒𝑠𝑝𝑒𝑐í𝑓𝑖𝑐𝑎 𝑑𝑒 𝑐𝑜𝑟𝑡𝑒 [𝑁/𝑚𝑚2 ] ƞ: 𝑟𝑒𝑛𝑑𝑖𝑚𝑖𝑒𝑛𝑡𝑜 𝑑𝑒 𝑙𝑎 𝑚á𝑞𝑢𝑖𝑛𝑎 El rendimiento varía normalmente entre 0.7-0.85 y la fuerza específica de corte viene dada por la tabla 3.1.. Página 25.
(36) Modelado y Simulación de Fresadora A-16. Tabla 3.1: Valores de la fuerza específica de corte (Tungaloy). 3.7-COMPONENTES DE SISTEMAS CNC Los componentes en una máquina CNC suelen variar dependiendo de la máquina, pero los más básicos son: unidad central de procesos, periféricos de entrada, unidad de almacenamiento de datos y periféricos de salida. A continuación se describen cada uno de ellos brevemente.. 3.7.1-Unidad Central de Procesos La unidad central de proceso (CPU) de la máquina es el corazón del sistema. Un sistema CNC será tan potente como lo sea su CPU. Sus principales tareas son las de calcular y gestionar datos en el procesamiento de los mismos. Controla accionamientos rotativos de los motores, por tanto los movimientos de los ejes; la velocidad del mandrino; puesta en marcha de la taladrina… A través de la información recibida por los sistemas de control de posición, la CPU puede corregir los desplazamientos si fuera necesario. En definitiva la CPU es la encargada de controlar el funcionamiento del sistema CNC.. 3.7.2-Periféricos de entrada Como su propio nombre indica, se encarga de introducir datos en el sistema o dar la posibilidad de introducirlos. Los principales componentes son el cuadro de mandos, conexión con ordenador, conexión vía red y diferentes sensores de la máquina. Los datos se envían a la CPU para un posterior procesamiento.. Página 26.
(37) Modelado y Simulación de Fresadora A-16. 3.7.3-Unidad de almacenamiento de datos Es el componente en el que se almacena la información. Puede formar parte de la máquina CNC (disco duro normal) o ser externo (la información se guarda en un ordenador externo). También es posible hacer este proceso mediante un sistema de red.. 3.7.4-Periféricos de salida Son los elementos del sistema que se encargan de recibir la información suministrada por la CPU. Los principales periféricos de salida son el monitor (por el cual se visualiza toda la información del proceso), conexiones con ordenador y conexiones vía red.. 3.8-SISTEMAS DE COORDENADAS Es imperativo tener un sistema de coordenadas fijo para un correcto posicionamiento de la herramienta. Por tanto es imprescindible tener un origen de coordenadas. En las máquinas fresadoras se trabaja en 3D, así que se necesitarán ejes cartesianos. El origen de coordenadas en cada máquina lo impone el fabricante, y se le suele llamar Zero Máquina, es decir, en ese punto el control marcaría unas coordenadas (0,0,0). Se le denota con la letra M y es el punto de referencia del resto de sistemas de coordenadas, ya sean absolutas o incrementales. También se debe referenciar un sistema de coordenadas local de la pieza respecto de los ejes globales. Su origen se le llama Zero Pieza y se le denota con la letra W. Es único para el diseño de cada pieza de trabajo y para introducirlo en el sistema se utilizan palpadores que registran la posición que se quiera como Zero Pieza. Queda un último punto de referencia importante, es el punto Zero Herramienta. Para poder realizar mecanizados precisos es necesario definir este punto teniendo en cuenta las medidas de cada herramienta. Se le denota con la letra N. Este punto se sitúa en la parte inferior del husillo en el centro del eje de rotación y es imposible modificarlo. Por tanto por cada herramienta nueva habrá que referenciar respecto de ese punto la longitud y el diámetro a la punta de la herramienta (Tool Center Point). Estos datos quedan guardados en el sistema y son llamados cada vez que se introduzca una herramienta diferente.. Página 27.
(38) Modelado y Simulación de Fresadora A-16. Fig. 3.11: Compensación de la geometría de la herramienta [13]. Página 28.
(39) Modelado y Simulación de Fresadora A-16. Capítulo 4. FRESADORA CORREA A-16 La fresadora objeto de estudio será el modelo A-16 del fabricante Nicolás Correa SA, del año 1989 con número de serie 9682303. Es una máquina fresadora universal de 3 ejes con bancada fija equipada con CNC. El cabezal dispone de doble mandrino, accionados por un motor de corriente continua. La gama de velocidades del husillo principal se sitúan entre 25 y 3250 rpm con una potencia máxima de mandrino de 12 KW (19 KW brutos), con una tensión de 380V a 50Hz. Las distintas velocidades del mandrino se consiguen mediante una caja de velocidades situada en el interior del carnero. Los cambios de velocidades se realizan automáticamente mediante un sistema hidráulico mandado por el CNC. Está provista de tres desplazamientos (tres ejes) accionados automáticamente por motores de corriente continua, acoplados a husillos de bolas. La selección de movimientos se efectúa desde el CNC, mediante los pulsadores correspondientes situados en la botonera, o con el CNC programando dicho movimiento mediante las funciones F. El movimiento vertical esta compensado hidráulicamente mediante un acumulador hinchado con nitrógeno. Este movimiento está provisto de un freno de seguridad, que es accionado al quedar la máquina sin tensión, o al producirse pérdida de presión en el circuito de compensación. El control numérico del que utiliza es Heidenhain TNC-355. Los avances de máquina son de entre 5 y 5000 mm/min para avances de trabajo y un máximo de 8000 mm/min para avances rápidos. En cuanto a las limitaciones en los recorridos de los ejes se sitúan en 1800 mm en el recorrido longitudinal (eje X) y 800 mm tanto en el recorrido transversal (eje Y), como en el vertical (eje Z). La mesa posee unas dimensiones de 2000x630mm con seis ranuras en forma de T invertida de 18 mm a una distancia de 80 mm. El peso máximo sobre mesa es de 3000 kg siendo 7500 kg el peso total de la máquina. Las dimensiones totales de la máquina son 4920x2714x2417mm. El punto Zero Máquina se sitúa en el eje de simetría doble de la mesa y en contacto con la misma (figura 4.1).. Página 29.
(40) Modelado y Simulación de Fresadora A-16. Fig. 4.1: Zero Máquina En la figura 4.2 se muestra el aspecto de la fresadora Correa A-16. El modelo de la imagen mostrada no es exactamente igual del que hay en la Escuela de Ingenierías Industriales de Valladolid, ya que a éste último se le añadieron unas puertas correderas para proteger de desprendimientos de viruta y unos canalones para reciclar la taladrina.. Fig. 4.2: Fresadora Correa A-16. Página 30.
(41) Modelado y Simulación de Fresadora A-16. Capítulo 5. SISTEMAS CAD/CAM En este breve capítulo se describirá la relación entre la ingeniería de producción y los sistemas computarizados. En la actualidad, sería impensable concebir la ingeniería sin los sistemas CAD/CAM, debido al nivel de competitividad en el mercado. Las principales ventajas de utilizar estos sistemas son: reducción de costes, minimización de tiempos, posibilidad de fabricación muy compleja y maximización de calidad superficial. La asistencia y ayuda del ordenador en el entorno de ingeniería de producción recibe el nombre de Diseño y Fabricación Asistidos por Ordenador (CAD/CAM). La utilización de estos sistemas implica el uso de tecnología computacional en las tareas de diseño y manufactura. Los sistemas CAM son inherentes a los sistemas CAD, debido a que se requiere una pieza modelada para llevar a cabo el proceso de fabricación. Para los sistemas CAM es fundamental tener constituida la geometría de la pieza para establecer las trayectorias de la máquina herramienta y realizar programas de control numérico que después se implementan en la fresadora, la cual procesará la información y ejecutará el proceso de fabricación. Tanto el sistema CAD como el sistema CAM se utilizarán en este trabajo, implementados ambos en el software Catia V5. En la figura 5.1 se puede ver el esquema de un sistema CAD/CAM:. Fig. 5.1: Esquema en sistemas CAD/CAM [14]. Página 31.
Figure
![Fig. 2.5: Fresadora Cincinnati 1884 [4]](https://thumb-us.123doks.com/thumbv2/123dok_es/2879304.548661/17.892.150.766.128.579/fig-fresadora-cincinnati.webp)

![Fig. 5.1: Esquema en sistemas CAD/CAM [14]](https://thumb-us.123doks.com/thumbv2/123dok_es/2879304.548661/41.892.171.764.715.1070/fig-esquema-en-sistemas-cad-cam.webp)
+7

Documento similar
Para recibir todos los números de referencia en un solo correo electrónico, es necesario que las solicitudes estén cumplimentadas y sean todos los datos válidos, incluido el
Para ello, trabajaremos con una colección de cartas redactadas desde allí, impresa en Évora en 1598 y otros documentos jesuitas: el Sumario de las cosas de Japón (1583),
entorno algoritmo.
Habiendo organizado un movimiento revolucionario en Valencia a principios de 1929 y persistido en las reuniones conspirativo-constitucionalistas desde entonces —cierto que a aquellas
Las manifestaciones musicales y su organización institucional a lo largo de los siglos XVI al XVIII son aspectos poco conocidos de la cultura alicantina. Analizar el alcance y
Con el presente estudio se definió el impacto de una rotación con maíz, sobre los principales índices ecológicos de las poblaciones de la mesofauna del suelo, y en el índice
En este sentido, puede defenderse que, si la Administración está habilitada normativamente para actuar en una determinada materia mediante actuaciones formales, ejerciendo
En la parte central de la línea, entre los planes de gobierno o dirección política, en el extremo izquierdo, y los planes reguladores del uso del suelo (urbanísticos y
