Estrategias para Implementar Conceptos de Administración de Invetarios para el Control y Mejora de la Confiabilidad Edición Única
134
0
0
Texto completo
(2) INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY CAMPUS MONTERREY DIVISIÓN DE INGENIERÍA Y ARQUITECTURA PROGRAMA DE GRADUADOS EN INGENIERÍA. TECNOLÓGICO DE MONTERREY ESTRATEGÍAS PARA IMPLANTAR CONCEPTOS DE ADMINISTRACIÓN DE INVENTARIOS PARA EL CONTROL Y MEJORA DE LA CONFIABILIDAD. TESIS PRESENTADA COMO REQUISITO PARCIAL PARA OBTENER EL GRADO ACADÉMICO DE: MAESTRO EN CIENCIAS CON ESPECIALIDAD EN SISTEMAS DE CALIDAD Y PRODUCTIVIDAD POR:. DANIEL DIAZ PADILLA. MONTERREY, N.. L.. DICIEMBRE DE 2003.
(3) INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY CAMPUS MONTERREY DIVISIÓN DE INGENIERÍA PROGRAMA DE GRADUADOS EN INGENIERÍA. TECNOLÓGICO DE MONTERREY. ESTRATEGIAS PARA IMPLANTAR CONCEPTOS DE ADMINISTRACIÓN DE INVENTARIOS PARA EL CONTROL Y MEJORA DE LA CONFIABILIDAD. TESIS PRESENTADA COMO REQUISITO PARCIAL PARA OBTENER GRADO ACADÉMICO DE:. MAESTRÍA EN CIENCIAS ESPECIALIDAD EN PRODUCTIVIDAD Y CALIDAD. POR:. DANIEL DÍAZ PADILLA. MONTERREY, N.L.. DICIEMBRE 10, 2003.
(4) 1—2. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY CAMPUS MONTERREY DIVISIÓN DE INGENIERÍA PROGRAMA DE GRADUADOS EN INGENIERÍA. Los miembros del comité de tesis recomendamos que el presente proyecto de tesis presentado por el Ing, Daniel Díaz Padilla sea aceptado como requisito parcial para obtener el grado académico de Maestro en Ciencias con especialidad en: CALIDAD Y PRODUCTIVIDAD. Comité de Tesis:. Ing. Juan José Hinojosa Cavazos. Ing. Julián Juárez Ríos Sinodal. Dr. Francisco Román Ángel Bello Acosta Sinodal. Aprobado:. Dr. Federico Viramontes Brown Director del Programa de Graduados en Ingeniería Diciembre 2003. 08/12/2003. 1—2.
(5) 1 —3. índice... Capítulo 1 Introducción 1.1 Antecedentes 1.2 Descripción del problema 1.3 Objetivos de la Investigación Capítulo 2 Administración de inventarios 2.1 Marco teórico 2.2 Sistema Transaccional ERP 2.2.1 Sistema Transaccional Utilizado 2.2.2 Sistema de Administración Avanzada de Almacenes (WMS) Capítulo 3 Análisis de Administración Avanzada de Almacenes e Inventarios (WMS) 3.1 Diagrama de Flujo para la propuesta de mejora de la confiabilidad de Inventarios 3.2 Método de medición de la Confiabilidad 3.2.1 Cálculo de Confiabilidad de Inventarios con el (+/-2%) 3.2.2 Cálculo de Confiabilidad Método de Promedios (Benchmarking) 3.3 Análisis de Situación Actual 3.3.1 Resultados históricos de la confiabilidad de inventarios 3.3.2 Conducir Inventario Físico Inicial (AS IS) 3.3.3 Diagrama de Flujo de la situación actual 3.4 Análisis de los Factores Críticos 3.4.1 Ishikawa de los factores críticos 3.4.2 Análisis de las causas de Impacto vs. WMS 3.5 Conclusiones del Análisis 3.5.1 Diagnóstico Final 3.5.2 Propuesta de Solución 3.5.3 Análisis de Brechas Capítulo 4 Control de la confiabilidad 4.1 Control para factores críticos 4.1.1 Control de localizaciones transitorias 4.1.1.1 Control de localizaciones de recibo 4.1.1.2 Control de localizaciones para embarque 4.1.2 Control de localizaciones con más de un artículo 4.1.3 Control de localizaciones con alta rotación-Proceso de Recuentos Cíclicos 4.2 Metodología Propuesta a la Solución 4.3 Interacción de la metodología con el WMS 4.4 Validación de la Información de la Metodología Propuesta (Cruz de Malta) 4.5 Visión Compartida del área de Distribución 4.1.4 Sistema de Acciones Correctivas y Preventivas Capítulo 5 Implementación de la Metodología Propuesta 5.1 Planeación de la implementación 5.2 Seguimiento a la implementación 5.3 Conducir El Inventario Físico Final (Mejora) 5.4 Comprobar los resultados obtenidos Capítulo 6 Medición de desempeño 6.1 Establecimiento de los indicadores de desempeño 6.1.1 Medición de desempeño de localizaciones transitorias 6.1.2 Medición de desempeño de las localizaciones con un solo producto 6.1.3 Medición de desempeño de los Recuentos Cíclicos 6.2 Seguimiento a los indicadores de desempeño 6.3 Interacción con el Sistema de Aseguramiento de Calidad Capítulo 7 Conclusiones y Recomendaciones Anexos Anexo 1. Procedimiento Diarios de Recuentos Cíclicos Anexo 2. Hoja de Verificación del Coordinador de Localizaciones Anexo 3. Formato de Acciones Correctivas y preventivas Anexo 4. Hoja de Verificación de Operadores de WMS. 05/12/2003. 1—4 1—4 1—5 1—10 2—11 2—11 2—15 2—15 2—16 3—24 3—24 3—28 3—28 3—29 3—30 3—30 3—31 3—48 3—50 3—51 3—65 3—67 3—67 3—68 3—69 4—72 4—72 4—72 4—72 4—79 4—82 4—88 4—92 4—95 4—95 4—98 4—99 5—101 5—101 5—103 5—104 5—107 6—109 6—109 6—109 6—112 6—118 6—120 6—123 7—124 7—125 7—125 7—127 7—128 7—129. 1—3.
(6) Capítulo 1 Introducción. 1.1 Antecedentes. /. La satisfacción de los clientes, no es tan sólo entregar producto con la calidad, precio en un tiempo reducido. Los mercados exigen más que esto. En el siglo XXI, el reto para las empresas, será lograr la lealtad de los clientes, mediante la satisfacción del cliente, que es más que el tradicional servicio al cliente. "La satisfacción del cliente, significa que la compañía intenta diferenciar sus productos, manteniendo la lealtad de los clientes, mejorando la rentabilidad, y empezando con la selección de los proveedores. En otras palabras, es un proceso continuo, es un proceso de valor agregado de exceder los requerimientos de las expectativas de los clientes" [Tompkins 93]. Aún en la actualidad, lograr los niveles de satisfacción del cliente, se contradice con algunos indicadores financieros, y operativos. La flexibilidad y la excelencia operativa, será la única solución a este dilema. Los inventarios desde la perspectiva de los financieros, deberán estar a un nivel tendiendo a cero, desde el punto de vista de mercadotecnia deberán existir toda la gama de variaciones de los productos en el volumen, que permitan entregar inmediatamente, los productos a los clientes. Desde la perspectiva de la manufactura entre menos variedad mejor niveles de productividad, eliminando o reduciendo los cambios de producción. La manufactura de clase mundial, manufactura esbelta, la tecnología de flujo de demanda, son estrategias o métodos que apoyan a la flexibilidad y a la excelencia operativa, desvaneciendo los problemas que existían entre los departamentos funcionales. Las compañías que han adoptado este tipo de manufacturas, han podido conjuntar mediante indicadores de desempeño, los intereses individuales, que parecían ser difíciles o casi imposibles de conciliar. 05/12/2003. 1—4.
(7) La empresa, en la que se centra este proyecto, está transformando la organización de una cultura de servicio al cliente a la de satisfacción al cliente. En la etapa de transición, está enfrentando, problemas internos como; resistencia al cambio y paradigmas, y también externos como; una fiera. competencia,. debida a la. globalización. Su estrategia hacia el cambio, la está apoyando en crear una organización centrada en el cliente, introduciendo iniciativas como la del comercio electrónico. Y en paralelo, se han encadenado una serie de estrategias, que ¡mpactan en la manufactura de los productos, y en la logística de la cadena de suministro.. 1.2 Descripción del problema.. Si nos centramos en la problemática de la logística en la cadena de suministro, se desprende un proyecto que es primordial: asegurar que la cantidad de productos que se muestra en el sistema transaccional sea igual a la cantidad de productos que se encuentran físicamente, de ello depende la correcta toma de decisiones para las estrategias de "¿Qué producir?" y esto es a su vez información de entrada, para: •. La planeación y programación de Producción.. •. Comprometer fechas de entrega a Pedidos de los Clientes.. Contar con la cantidad de inventario adecuado, en el momento y lugar indicado, es necesario para el mejoramiento del nivel de servicio de la cadena de suministro. Esta investigación se centra en determinar las estrategias para implantar conceptos de administración de inventarios para el control y mejora de la confiabilídad de los mismos, La compañía donde se realizó la investigación esta siendo afectada como se mencionó anteriormente, por la globalización: su participación del mercado, se ve amenazada por los productos asiáticos, principalmente por precio. Por razones de confidencialidad, se reserva el nombre de esta empresa.. 05/12/2003. 1—5.
(8) 1—6. Los canales a los que llegan sus productos son: •. Mayoristas. •. Autoservicios. •. Ventas al detalle. •. Exportación. La contabilidad o exactitud de los inventarios, que se encuentra actualmente en 6065%, le esta quitando puntos de participación del mercado, ya que no le ha permitido mejorar su nivel de servicio o el porcentaje de entregas a tiempo. Además del % bajo de nivel de servicio, cuenta con alto nivel de Inventarios indeseados, el cual es producto, de producir lo que no se necesita o se deja de producir lo que realmente el mercado demanda. Cuenta con cuatro centros de distribución en México y uno en EDA. Dos de los centros almacenan los productos que son producidos. a. la. orden. del. cliente. (Fabricación a la Orden -MTO, "Make To Order"-), y son embarcados una vez que son producidos. El 60% de la fabricación de la compañía se hace bajo una orden (MTO). Figura 1.1 Operador leyendo una localización. El restante 40%, lo fabrica para guardarlo en Inventario y surtirlo tan pronto y se reciba un pedido (Fabricación para Inventario -MTS, "Make To Stock"-) y estos productos son almacenados en los restantes tres centros de distribución, aunque solo uno de ellos, que es "IC" almacena el 90% del total de estos productos y también de la mezcla. Este almacén esta compuesto de productos terminados (SKU's), y de productos en proceso (Productos que requieren de un proceso adicional de ensamble para ser considerados SKU's).. 06/12/2003. 1—6.
(9) 1—7. Durante los últimos cuatro años, este almacén que es el principal y más estratégico de sus centros de distribución, ha mostrado un nivel de confiabilidad de 55-60%. Lo cual provoca constante insatisfacción de los clientes por los pedidos que no se pueden embarcar, porque no se encuentran los productos en el almacén, en el momento que se requieren para completar un pedido. Los inventarios han rebasado la capacidad del almacén, por lo que se requiere de hacer uso de espacios de la planta que no fueron diseñados para abastecimiento. "No hace mucho cuando el nivel de servicio a los clientes, era asegurado, manteniendo altos inventarios. Ahora la alta tecnología de los cambios y los márgenes de rentabilidad pequeños provocan que esta estrategia sea no económica - literalmente forzó a las compañías a tener controles estrictos necesarios para trabajar con niveles bajos de inventarios." [Hopp & Spearman 96] Como iniciativa de mejoramiento a este almacén, no solo basta en pensar bajar los inventarios, sino también tener los productos correctos, cuando el mercado los solicite. Se han realizado actividades que han fallado en su objetivo de mejorar este indicador, y que han afectado fuertemente, creando una barrera ante cualquier iniciativa que se relacione con esto. Se desarrolló en el año 2001, una iniciativa que trajo de la mano la implementación de un proyecto: "Sistema de Administración de Inventarios Avanzado", con equipo de radiofrecuencia, y sistema de código de barras, el cual generó un efecto contrario, agravando el problema. "El crecimiento se puede dar con o sin el desarrollo, y el desarrollo, se puede dar con o sin el crecimiento. Las restricciones en el crecimiento de un sistema, son encontradas principalmente en su ambiente, pero la restricción principal en el desarrollo del sistema, se encuentra dentro del sistema mismo. Por lo tanto, los limites principales para crecer son externos y aquellos para el desarrollo, son internos." Ackoff [Gharajedaghi 95]. 05/12/2003. 1—7.
(10) Una característica especial, debido a la tecnología de punta de este sistema, es la utilización de código de barras y del equipo de radiofrecuencia; para usarlos se requiere de entrenamiento especializado y una alta concientización de la ejecución de las transacciones. Debido a que el operador realiza las transacciones en línea, esta actividad debe ser en forma eficiente y efectiva, y nos llevará al punto de partida para mejorar el nivel de confiabilidad y de servicio. Este tipo de sistemas requiere que la información sea procesada y actualizada en línea. Este trabajo se enfoca en el centro de distribución "IC" por su alto grado de dificultad para lograr la confiabilidad. Los motivos que afectan, saltan a la vista, y son: el área extensa y limitada, la gran cantidad de productos distintos que aloja y los diferentes mercados a los que atienden. Los demás centros de distribución, atienden a canales muy definidos y los productos son muy centrados a los mercados que atienden y normalmente son embarcados sin almacenar, se fabrican bajo pedido, lo que representa que sus productos tienen un alto nivel de rotación. En "IC" se reciben y se surten la mayoría de los productos a los diferentes canales y mercados, incluyendo el de exportaciones. Cuenta con 52,000 mts2, con dos secciones, 19 bodegas, 2700 localizaciones aproximadamente y 7200 diferentes combinaciones producto/localización.. Figura 1.2 Plano elevado del Almacén "ICT. 05/12/2003. 1—8.
(11) 1—9. No se cuenta con estantes, ni conveyors, por lo que las localizaciones son a piso, y se utilizan tarimas, para el manejo y almacenamiento de los productos. Como equipo de manejo de materiales son usados montacargas, para almacenamiento, recolección y reabastecimiento del producto. El centro de distribución esta dividido en dos secciones, la sección 1, cuenta principalmente con productos que tienen alto movimiento, y la sección 4, las de menor movimiento. Este centro de distribución cuenta con 75 colaboradores sindicalizados y 9 empleados. En la sección 1, se cuenta con 18 andenes de embarques, y en la sección 4, con 12 andenes, que son usados para recibir productos y en ocasiones muy contadas para el embarque. De los embarques, el 80% se entregan sin tarimas, y las cajas son estibadas directo al piso de la caja de camión, y pueden surtirse pedidos con una caja como cantidad mínima, el 20% restante se entrega en tarimas. Los canales a los que atienden son; autoservicios, tiendas de ventas a detalle, mayoristas, exportación, y una de sus tareas es resurtir los centros de distribución foráneos y las tiendas de fabrica. Principales Destinos. Los. clientes. del. canal mayorista se localizan alrededor de la república, las exportaciones. son. enviadas. por. Nuevo. Laredo. y. Tampico.. Los. clientes. más. importantes. de. Figura 1.3 Destinos a los que se embarcan los productos de "IC" venta a detalle, se. localizan en Celaya, Guadalajara y San Luis Potosí.. 05/12/2003. 1—9.
(12) 1—10. Por lo que los principales destinos de este centro de distribución son: Ciudad de México, Celaya, Guadalajara y San Luis, para el mercado nacional. En la figura 1.3 se muestra la gráfica de los destinos. 1.3 Objetivos de la Investigación.. Integrar una metodología que le permita al sistema de administración de los almacenes mejorar radicalmente el nivel de confiabilidad de inventarios para: •. Reducir o nivelar los inventarios de producto terminado y de proceso. •. Incrementar el nivel de servicio de los clientes.. 05/12/2003. 1 — 10.
(13) ?—1. Capítulo 2 Administración de inventarios 2.1. Marco teórico.. En el capitulo anterior se presento una descripción breve de la situación en la cual algunas compañías enfrentan problemas en el manejo y control de sus inventarios y de los efectos que acarrean con sus clientes, y también del gran interés que existe por parte de la industria por superar estas anomalías. En este tema se analizan los conceptos de administración de inventarios, así como conceptos adicionales que son utilizados en este trabajo, y se presentan con la idea de introducirnos en ellos y comentar la relación que guardan con el presente documento. Sistema Transaccional. Sistema por el cual se integra la información de todos los departamentos de la compañía y residen en un servidor de cómputo, conectando las operaciones en línea y asegurando que la información sea solo una a lo largo de la organización. El sistema transaccional es requerido a través del proceso de inventarios y de la administración avanzada de los inventarios. En la compañía donde se realizo el proyecto, utiliza el sistema transaccional tipo ERP. Confiabilidad de Inventarios. Esta investigación tiene como objeto primordial la mejora de la confiabilidad de los inventarios. Una breve descripción de este concepto es: la certeza medida en porcentaje, de contar físicamente con los productos en la cantidad y localización que el sistema de inventarios refleja. La confiabilidad se logra con un estricto control de los movimientos de producto, los cuales deben de ser registrados en el momento de ser ejecutados en el sistema transaccional. La capacitación y el nivel de compromiso de los participantes en las transacciones son elementos clave para la efectividad de estas actividades.. 05/12/2003. 2—11.
(14) 2—12. Recuentos Cíclicos. La mejor práctica para mejorar los niveles de confiabilidad son los recuentos cíclicos en donde la verificación de inventarios es continua a lo largo de todo el año, este mecanismo, cuando es aplicado en forma adecuada, llega a sustituir o eliminar los inventarios físicos anuales, que normalmente son programados para contar todos los productos de los almacenes en una fecha predeterminada, esto es una disposición fiscal que tiende a realizarse en el final del año. Las características de los recuentos cíclicos son: 1) Que los problemas sean identificados y corregidos a tiempo. Esto es con la finalidad de corregir las diferencia entre el sistema y el físico. 2) Analizar las causas de las diferencias y buscarles solución para que no se vuelvan a presentar. 3) Uso de personal específicamente capacitado para realizar estos recuentos cíclicos. Esto reduce también las incidencias de que los errores sean provocados por el mismo recuento cíclico. Los recuentos cíclicos por sus antecedentes son una opción viable que debe ser considerada como una posible solución al problema de confiabilidad de inventarios en esta investigación. Los recuentos cíclicos son programados sobre la base de su importancia, nivel de rotación, o costo. Algunos de los artículos, se cuentan con mayor frecuencia que otros a lo largo del año, esto se realiza para dar mayor énfasis en los productos que así lo ameritan. El número de veces que un artículo es contado anualmente se llama frecuencia del conteo. Se determina y se incrementa proporcionalmente al valor del artículo y al número de transacciones que este realiza (índice de error). Para determinar la frecuencia de conteo se utilizan varios métodos, de los cuales los más comunes son el ABC, por zona y de métodos de auditorias por localización: 05/12/2003. 2—12.
(15) 2—13. Método ABC., En este los inventarios son clasificados según el sistema ABC, en donde comúnmente la clasificación es sobre la base de la frecuencia de movimiento o de rotación. Por ejemplo los clasificados "A" se contaran una vez al mes, los de clasificación "B" serán contados una vez al trimestre y así los de "C" se contarán una vez al semestre. En base a este análisis se establece una agenda programada de conteo. Este método se adecúa perfectamente en las localizaciones fijas que se cuentan en el almacén "IC" y nos van a ser útiles para poner mayor atención a los productos que tienen mayor movimiento y que la posibilidad de falla es mayor. En el avance de este documento se profundizará más en el tema. Método por Zona. Este tipo de método requiere que los artículos sean agrupados por zonas para hacer más eficiente el conteo. Este sistema es utilizado cuando los inventarios utilizan una localización mixta, o cuando el producto en proceso es inventariado en transito. Algunos ejemplos son los inventarios que se encuentran en las áreas de recibos pendientes por darles entrada y las zonas de embarques de producto listo para ser cargado al camión son áreas que son comunes en la mayoría de las empresas. Fabricar a la orden (Make to Order) MTO. Significa que el productor no empieza a fabricar un artículo hasta que recibe una orden de pedido del cliente. El producto final es usualmente fabricado sobre la base de un estándar, pero puede incluir diseños o componentes que el cliente pide en especial. Los tiempos que se invierten en el diseño del artículo, son superiores al de la fabricación, ya que es factible que se tengan inventarios de producto en proceso o productos por procesar. Fabricar para inventario (Make to Stock). MTS Significa que el proveedor fabrica los productos y vende de inventarios de producto terminado. El tiempo de entrega es corto. El cliente tiene mínima participación en el diseño del producto, se basa en catálogos.. 05/12/2003. 2—K.
(16) 2—14. Gráfica de Precontrol Este gráfico es utilizado para controlar estadísticamente los defectos que se presentan en los procesos, utiliza los límites de especificación y los divide en zonas, verde, amarilla y roja, para mostrar las condiciones del proceso, es altamente sensitivo a las variaciones especiales que presentan los procesos, saliendo de la zona verde o de precontrol, en estos casos. Debido a su gran versatilidad esta herramienta es útil para controlar algunos indicadores que se consideran indeseables y que se busca reducir a su mínima expresión o eliminar el nivel de desempeño... Gráfica Ü. Este gráfico sirve para controlar los defectos que existen por unidad. Por ejemplo, una unidad puede ser un ensamble completo, como un automóvil, en donde al hacer una inspección, se contabilizan los defectos que se encontraron en el automóvil. Gráfica de control estadístico por atributos (p-np) Este gráfico al igual que las de precontrol se utiliza para controlar estadísticamente los defectos que se presentan en los procesos, utiliza límites de control para mostrar las condiciones del proceso y es altamente sensitivo a las variaciones especiales que presentan los procesos, saliendo de control en estos casos. Maneja reglas de tendencias que sirven para interpretar la gráfica e inferir si el proceso esta dentro o fuera de control. Debido a su gran versatilidad esta herramienta es útil para controlar algunos indicadores que se consideran indeseable y que se busca reducir a su mínima expresión o eliminar el nivel de desempeño, a medida que se disminuyen se recalculan los límites de control para fomentar la mejora continua. Los 7 Mudas. "Muda es cualquier actividad que absorbe recursos y no les agrega valor a los clientes. Los siete mudas son: 1) Errores que requieren retrabajos, 2) Producir productos que generan inventarios de productos no necesarios, 3) Pasos de proceso que no son requeridos, 4) Movimiento de empleados, 5) Transportación sin ningún propósito, 6). 05/12/2003. 2—14.
(17) 2—15. Grupo de gente esperando productos de la operación anterior, 7) Productos y servicios que no cumplen con los requisitos del cliente."[Womack & Jones, 15] Una necesidad de cualquier proyecto de mejora, debe de considerar estos, para que las soluciones propuestas lo consideren y apuntalar la mejora en prácticas de valor agregado. 2.2. Sistema Transaccional ERP.. En un almacén hay una cantidad abundante de información disponible, sin embargo no se tiene a la mano. Para medir la confiabilidad de inventarios y el nivel de servicio a clientes se necesita la información en una base da datos que continuamente se debe de actualizar. La información esencial que se debe de identificar, recabar y monitorear es la siguiente: •. Número de productos (SKUs). •. Cantidad de inventarios de cada producto.. •. El volumen en como se procesa (ordenes, líneas, tarimas, unidades, etc.).. •. Tiempos de ciclo (ordenes de proceso, devoluciones, y correcciones).. •. El personal.. •. Promedio de daños.. •. Promedio de almacenamiento.. •. Errores de almacenaje.. Es aquí donde entran los sistemas transaccionales y el que hacemos mención es el ERP, el cual se definirá con mayor profundidad en el siguiente punto. 2.2.1 Sistema Transaccional Utilizado. La compañía cuenta con un sistema ERP (Enterprise Resource Planning), que es una solución de software orientada a cubrir las necesidades de sistemas de información empresariales tomando para ello la visión de procesos de negocio de una organización. 642030 05/12/2003. 2—15.
(18) 2—16. y tratando de integrar estrechamente todas las funciones e información de la compañía. El concepto de ERP fue creado por Gartner Group para identificar la siguiente generación de sistemas de manufactura (MRP II), cuyas soluciones están basadas en una arquitectura cliente/servidor. El. sistema. JDEdwards,. ERP. utilizado. versión. 7.3. es. "Word. Software", el cual ha sido utilizado desde 1997. En el módulo en que se centra el trabajo, es el de ventas y distribución, ya que en él se encuentran los elementos Figura 2.1 Módulos Principales del ERP. de. inventarios. y. almacenes.. 2.2.2 Sistema de Administración Avanzada de Almacenes (WMS) Aunque se contaba con una integración completa del ERP, el mismo no apoyaba en forma directa la mejora de la confiabilidad de inventarios, por lo que en el año 2000, se tuvo la iniciativa de implementar un sistema que fuera capaz de apoyar la mejora de confiabilidad de inventarios, por lo que la opción elegida fue el Warehouse Management System o Sistema de Administración Avanzada de Almacenes (WMS) que es componente también del JDE 7,3 "Word Software". El WMS se autorizó por la Dirección General con el objetivo de: "Agilizar los tiempos de servicio de almacén y reducir costos de administración de los mismos e incrementar la exactitud de Inventarios". [Presentación del Proyecto WMS, Almacén "IC" Pag. 2, Nov. 2000]. En la tabla 2.1 se enlistan los problemas a los que se enfrentaba la administración de este almacén, y la razón por la que se veía en WMS la solución a los mismos.. 06/12/2003. 2—16.
(19) 2—17. PROBLEMÁTICA. COMO TRABAJA WMS. Confiabilidad de Inventarios NO Adecuada. Warehouse es una herramienta que te indica exactamente en que ubicaciones se realizarán las operaciones en base a tus requerimientos de movimientos, por to cual, en conjunto con equipo de Radio Frecuencia (RF) te asegura realizar tales movimientos, sin error de operación. * Obviamente cualquier movimiento manual no registrado dentro de JDE afecta directamente esta problemática.. No se cuenta con un orden de almacenamiento en base a características del producto (rotación, temporadas, etc) y de almacén.. * Nos apoyaremos en reportes de cálculo de rotación de inventarios para definir grupos de artículos cercanos al área de embarque. No se conoce la capacidad física disponible ni su ubicación. WMS lo proporciona en forma natural al definir tus ubicaciones físicas y sus capacidades, pues administra las entradas y salidas de tas mismas, además de proveer una Consulta en Línea para visualizar tos porcentajes de utilización de las totalizaciones.. Existen movimientos internos NO registrados dentro de tocalizationes.. El módulo de WMS en cualquier momento debe coincidir con el módulo de inventarios, por to que se podrá identificar en que artícuto-tocalizactón se encuentra la diferencia. * Este problema es meramente de carácter operactonal, ningún sistema puede controlarlo.. No se tienen identificados los artículos no conformes, to que ocasiona problemas en embarques.. Mediante el módulo de WMS se podrá evitar la salida de artículos ubicados dentro de localizadones NO asignadas por sugerencias de Piddng (las ubicaciones o artículos no conformes se eliminan del proceso de picking). * Vía Radio Frecuencia (RF) se validan las salidas de las ubicaciones correspondientes no podiendo embarcar productos en revisión o no conformes.. No se cuenta con una herramienta para determinar d tiempo de obsolescencia dd producto.. Este punto NO es cubierto por el módulo de WMS. •Paralelamente se contará con un reporte de Rotación de Inventarios para determinar el tiempo en el que no se han movido tos productos.. Tabla 2.1 Antecedentes y Justificación original de la propuesta para el WMS en el 2000, [Presentación Del Proyecto WMS, Almacén "IC" Pag. 2, Nov. 2000]. El sistema es un modulo adicional perteneciente a Distribución al igual que el de inventarios y almacenes. Se decidió introducirlo en el Almacén "IC", por ser este el que más afectaba a la estrategia, para la compañía. El Sistema de Administración Avanzada de Almacenes (WMS), no realiza ningún movimiento que afecte a los inventarios, solo los trasfiere de una localización a otra. El sistema de administración de inventarios (SAI) es el sistema que hace las transacciones de cargos y descargos de las existencias de los productos. La conexión que tiene el sistema de WMS con los demás sistemas, es vital para su funcionamiento, el módulo de inventarios, compras, ventas y manufactura, son requeridos para las entradas y salidas del almacén. El WMS esta enlazado con los sistemas de manufactura, compras, inventarios y ventas, por lo que le da solución integral, refiriéndonos en el manejo de la información, todos ellos están completamente instalados y en operación... En la figura 2.2 se muestra la interacción del WMS con los módulos de JDE.. 05/12/2003. 2—17.
(20) 2—18. MFG System. PurchaseO.. *. Waretíouse Managmertt System. ínventory System Figura 2.2 Interacción del WMS con los módulos del JDE. Este sistema puede intercambiar información con los siguientes sistemas de JDE: •. Administración de Ordenes de Ventas.. •. Administración de Inventarios.. •. Administración de Compras. •. Control de Plantas. •. Administración de Configuraciones. •. Planeación de Necesidades. •. Planificación de Ubicaciones Empresariales.. [JDEdwards, Págs. 1-1 y 2) 2.2.2.1 Estructura General y Objetivo Del Sistema WMS. Se divide el sistema en tres grandes operaciones, Almacenamiento (putaway), recolección (picking), operaciones de reabastecimiento (replenishment).. 05/12/2003. 2—18.
(21) 2—19. Operaciones requeridas para ingresar al almacén el inventario a recibir por las diferentes vías : Traspasos Externos, Ordenes de Trabajo de PT, Ordenes de Compra.. Operaciones requeridas por el área de embarques para la venta de producto o salidas de inventarios a otras plantas o consumo de productos en proceso. Operaciones requeridas para realizar las transacciones actuales de inventarios y operaciones internas dentro de almacén que no tienen asociados requerimientos externos al almacén (planta,demanda del diente, compras,etc). Figura 2.3 Operaciones del WMS. El sistema de administración avanzada de almacenes, sugiere al operador del almacén mediante asignaciones o tareas, que producto mover, el lugar origen y destino del movimiento que es requerido. realizar, que tipo de operación es necesario. (Almacenamiento, Recolección o Reabastecimiento) dentro del sistema de distribución, y su objetivo en si, es minimizar los costos y maximizar el servicio a clientes. Para llegar a este objetivo, es importante contar con lo siguiente: •. Oportuno servicio a cliente.. •. Base de datos de los productos y localizaciones para que se puedan encontrar correcta y rápidamente.. •. Minimizar el esfuerzo físico total, lo cual reduce el costo de los movimientos del producto fuera y dentro de su almacenamiento.. Los costos que se generan en un almacén se dividen en costos de capital y costos de operación. En donde los costos de capital se aplican al espacio y al equipo de manejo de materiales y/o productos dentro del almacén. El espacio necesario depende de las cantidades pico que se van a almacenar, los métodos de almacenaje y la necesidad de espacios auxiliares para pasillos, muelles, oficinas, etc.. 05/12/2002. 2— 19.
(22) 2—20. La mayoría de los costos de operación son los laborales, y la productividad laboral se mide por la cantidad de unidades (por ejemplo, tarimas) que un operador transporta diariamente. Esto depende del tipo de maquinaria usado, la localización y la accesibilidad del inventario, el lay-out del almacén y lac tareas de recolección que el sistema genere. El WMS sugiere las tareas mediante un optimizador de distancias y de espacios, lo cual reduce los tiempos de búsqueda de los productos y los recorridos de los montacargas sin producto o lo que se le conoce como carga falsa. 2.2.2.2 Funciones del WMS. El sistema de administración avanzada de almacenes controla varios aspectos de las operaciones del almacén, desde el recibo y almacenaje de artículos hasta la recolección y el embarque de los mismos. Se puede diseñar el almacén para aprovechar el máximo espacio disponible,. el tiempo de los colaboradores y. requerimientos de la mercancía que almacena. Con la base de datos incorporada al WMS, permite saber exactamente el lugar donde se encuentra cada cosa y la cantidad exacta que tiene en existencia. Esto permite tener un flujo constante de mercancía y ofrece la ventaja de poder entregar mercancía a los clientes rápida y eficientemente, algunas de las funciones más importantes son. •. Reglas definidas por el usuario de prioridades del movimiento de existencias. •. Parámetros definidos por el usuario de los artículos y ubicación para controlar el movimiento de inventarios. •. Ubicaciones fijas y aleatorias para movimientos más eficientes.. •. Capacidad de revisar el contenido del almacén hasta con nueve niveles de detalle.. •. Almacenaje, surtido y reabastecimiento manual o automático de existencias. [JDEdwards, Págs. 1-1 y 2). 05/12/2003. 2—20.
(23) 2—21. La administración de un almacén envuelve un proceso de varias actividades y la realización efectiva de estas depende la eficiente operación del almacén. Estas actividades son las siguientes: 1. Recibo de producto. Un almacén o centro de distribución recibe materiales o productos de sus proveedores, ya sean internos o externos, lo cual significa que el almacén debe de: a. Cotejar los materiales contra una orden o una factura. b. Verificar las cantidades entrantes. c. Inspección de calidad. d. Dar de alta en el sistema para generar tareas de localización. 2. Identificar los productos por medio de SKU, número corto y cantidad recibida. 3. Despachar a sus localizaciones de almacenamiento. 4. Almacenar los productos (Put Away). Los productos son almacenados hasta que son requeridos para ser ensamblados o para su embarque. 5. Movimientos internos, o traspasos entre bodegas. La ubicación de los inventarios para que estos sean accesibles, establece la plataforma para garantizar un embarque oportuno a los clientes. 6. Reabastecimiento. (Replenishment).. Las. operaciones. internas,. para. la. optimización de los movimientos, generando puntos de reorden, para mantener inventarios de productos de alta rotación, cercanos a su punto de uso o retiro de inventarios. 7. Recolección (Picking). Los artículos requeridos de la bodega son recolectados por tareas de recolección para su embarque. 8. Aseguramiento del envío. Se audita los productos que van a ser embarcados. 9. Despacho del envío. Se embarcan los productos en el transporte adecuado junto con la papelería de envío requerida. 10. Base de datos. Se alimenta la información en una base de datos, en este caso en el WMS, para tener un registro de la cantidad de cada artículo que se recibe, se embarca y se encuentra en bodega. La complejidad de estas actividades depende de la cantidad de SKUs que se manejan, las unidades de cada SKU y la cantidad de órdenes que se reciben. Para maximizar la 05/12/2003. 2—21.
(24) productividad y minimizar los costos, la administración de almacenes debe de poner énfasis en lo siguiente: 1. Maximizar el espacio. Como se ha mencionado el mayor costo de capital es por el espacio utilizado. Mas sin embargo, no se reduce al espacio de piso, sino se debe de mejorar en el uso del cubicaje o espacio cúbico utilizado en la estiba del material o los productos. 2. El eficiente uso de la mano de obra y del equipo de manejo de materiales. El equipo de manejo de materiales representa el segundo mayor costo de capital y la mano de obra el primer mayor costo de operación. La selección de la mejor combinación entre mano de obra y equipo maximizará la productividad de las operaciones. Se requiere de un buen sistema de acomodo de las locaciones y layout para facilitar el acceso y la identificación de los SKUs. 2.2.2.3 Elementos Del WMS. El sistema de administración avanzada de almacenes (WMS) combina la tecnología de radio frecuencia con el código de barras. Esto nos permite garantizar la confiabilidad del inventario y asegurar el embarque a tiempo, obteniendo el producto y cantidad correcta desde la localización correcta. Los elementos del WMS son: 1. Equipo de radiofrecuencia El sistema cuenta con 19 equipos de radiofrecuencia, que son utilizados para escanear las etiquetas de los palléis y las localizaciones que son identificadas con códigos de barras. Con ellos se elimina el error humano al evitar el uso de captura manual. Los equipos permiten hacer las operaciones en línea, por lo que la información de las transacciones esta en tiempo real.. 05/12/2003. 2—22.
(25) 2—23. 2. Código de Barras. Se utiliza el código de barras para identificar cada tarima de producto, mediante esta identificación de tarima, permite que con el equipo de radiofrecuencia, se realice la transacción en línea. Eliminando con esto la necesidad de teclear el número de SKU. 3. Localizacíones de Producto. Todo producto, independientemente si es a nivel SKU o tarima, debe ser perfectamente localizable según los parámetros que dicta el sistema (WMS). Así también debe de asegurarse su preservación a través del seguimiento estricto de los parámetros o niveles de estiba especificados tanto de calidad como de empaque. La ubicación de los artículos debe de ser alineada de acuerdo a las estrategias de servicio, a los requerimientos de embarque de los clientes y a la capacidad de almacenaje y embarque del centro de distribución.. 05/12/2003. 2—23.
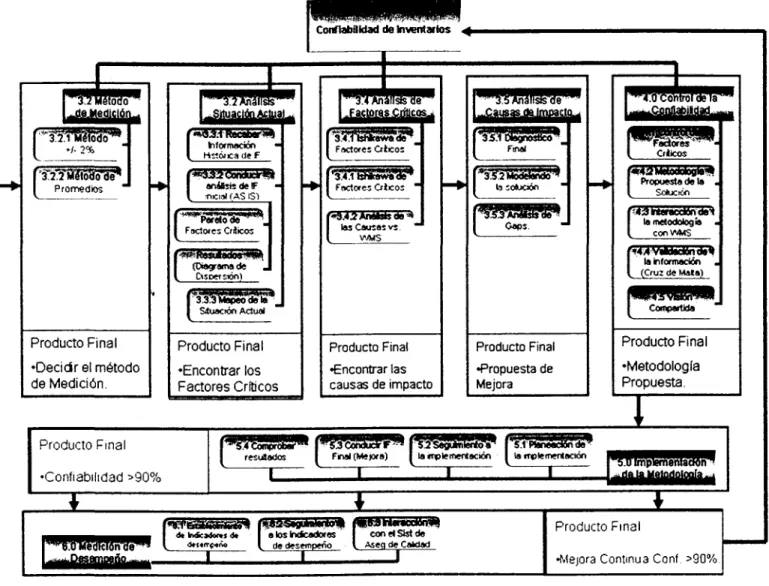
(26) Capítulo 3 Análisis de Administración Avanzada de Almacenes e Inventarios (WMS). Este capitulo lo enfocaremos al análisis de la información de inventarios generada en el Almacén "IC", para ello se han desarrollado siete pasos que han sido propuestos con el objetivo de encontrar las causas que impactan a nuestro indicador de desempeño. Estos pasos serán mostrados a continuación. 3.1. Diagrama de Flujo para la propuesta de mejora de la confiabilidad de Inventarios. El diagrama de flujo en la figura 3.1 muestra la propuesta de mejora, está diseñado para mostrar la forma en que analizaremos las variables que forman parte en la administración de almacenes. A continuación describiremos estas 7 etapas: •. Método de medición. En esta etapa, se analizan los métodos más comunes para la medición de la confiabilidad y se identifica, cual es el que mejor se adapta a la empresa. o Al final de esta etapa se establece el método de medición a utilizar.. •. Análisis de situación actual. Se necesita contar con un claro entendimiento de la situación que se presenta en la empresa, también explotar la información para entender los factores que afectan al indicador de desempeño. En este paso estudiaremos los procesos, y haremos un diagrama de flujo de los mismos, esto nos ayuda en forma gráfica entender mejor la problemática. o. El producto de esta etapa es contar con una lista de factores críticos que están afectando la confiabilidad de los inventarios.. •. Análisis de los factores críticos. Al contar con los factores críticos, la tarea en esta etapa es analizar las causas que le afectan, e impiden que el desempeño sea el esperado. Una vez encontrados los factores que contribuyen con la baja acertivídad, se buscarán las herramientas de solución, tales como las 7 herramientas básicas o algunas más avanzadas que sean requeridas para controlarlos, reducirlos o eliminarlos.. 05/12/2003. 3—24.
(27) 3—25. o El entregable de esta etapa es encontrar las causas de impacto que afectan a los factores críticos. •. Análisis de las causas de impacto. Este paso es el más trascendental de todos los anteriores, ya que en este, encontramos ¡as causas principales que afectan. Con estas causas podemos empezar a presentar propuestas de solución, así con ellas definir el método o técnica adecuada para la solución. o. El producto de esta etapa es identificar las características que requieren sean controladas, así como los mecanismos de control de la confiabilidad de inventarios.. •. Control de la confiabilidad. En este paso se presenta una metodología propuesta, para la solución de la confiabilidad. También en ella se definen las herramientas a usar para lograr el control y las interacciones que tendrá con el WMS.. o •. El entregable es la metodología propuesta.. Implementación de la metodología. En la parte de implementación de propuestas de mejora, esta lo más relevante de cualquier investigación, sin embargo es necesario, conocer los pasos anteriores, tales como el conocimiento de los factores críticos y sus causas de impacto, esto para ser asertivos en la propuesta y poderla implementar en forma efectiva... o Al terminar la implementación debemos contar con la mejora del indicador de desempeño que se planteo en el arranque del proyecto.. •. Medición de desempeño. Una vez alcanzado la meta, se establecen los indicadores de proceso que apoyen a mantener el nivel de confiabilidad de inventarios y el procedimiento de control y mejora continua. o. Mejora continua del indicador de desempeño.. En la figura 3.1, se muestra el diagrama de flujo, en él, se puede apreciar el ciclo continuo de mejora. Al concretar los siete pasos, se continúa el análisis apoyado por la retroalimentación realizando un ciclo completo, ya que se espera que la confiabilidad sea continuamente mejorada. En cada ciclo del diagrama de flujo, se identifican los. 05/12/2003. 3—25.
(28) factores y causas que afectan, cada vez con menor impacto, dependiendo del nivel de confiabilidad esperado y que se puede mejorar sin ayuda de inversiones tecnológicas. Para este trabajo sólo mostraremos un ciclo completo con detalle para que sirva como guía, en la aplicación de esta herramienta que se muestra a continuación:. 05/12/2003. 3—26.
(29) Diagrama de Flujo para la propuesta de mejora de la Confiabilidad de Inventarios. (. «K3.3.1 RecaíwW frilocmación • Hítóica di F. puf.. Propuesta de 1». L!. anASsrsdeF ncial I AS IS1 I. Factores Críticos. I. la metodología conWMS. las Causas vs. WMS. I la información I (Cria de Mata). (Diagrama d« Osoersiónl. WWWRSHw I. Síuación Actual. Compartida. Producto Final. Producto Final. Producto Final. Producto Final. Producto Final. •Decidr el método de Medición.. •Encontrar los Factores Críticos. •Encontrar las causas de impacto. •Propuesta de Mejora. •Metodología Propuesta.. Producto Final •Confiabilidad >90%. r^TOSSRBW^ I. de desempeño. con rt Sis* de Aseg de CaMad. I^^D8Sgrnwñ^^^__. Producto Final •Mejora Continua Conf. >90%. Figura 3.1 Diagrama de Flujo. IF - Inventario Físico.. AS IS - Como esta el proceso o procedimiento..
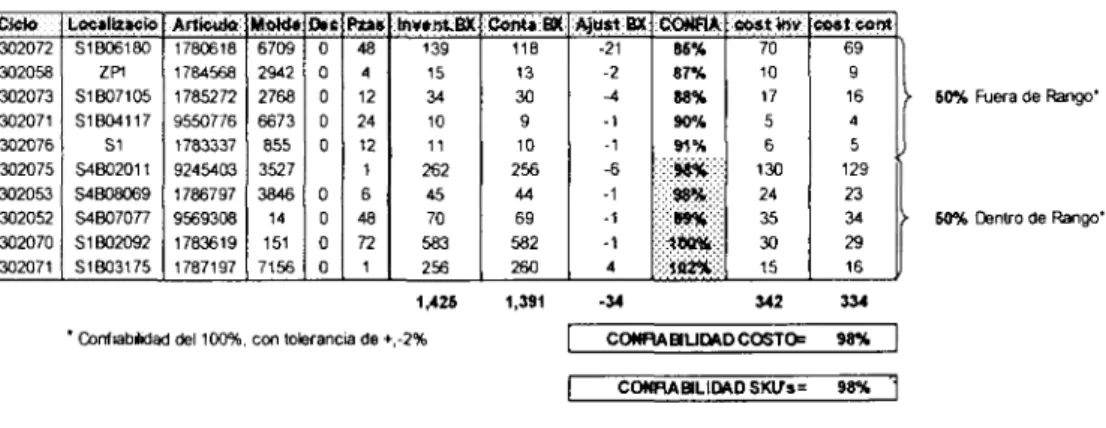
(30) 3.2. Método de medición de la Confiabilidad.. La confiabilidad de Inventarios es el resultado de la comparación de los inventarios físicos o cíclicos contra el inventario que el sistema transaccional refleja, en la mayoría de las empresas se le llama teórico. 3.2.1 Cálculo de Confiabilidad de Inventarios con el (+1-2%) La confiabilidad o exactitud de los inventarios, tiene como objeto obtener en forma objetiva, un indicador donde nos muestre el nivel en que podemos comprometer los inventarios, asignarles un pedido de los clientes, así como incrementar la seguridad en la integridad del capital de trabajo. Se mide la confiabilidad por el número de conteos, donde la combinación de localización/producto, es una línea o registro. La combinación localización/producto existe debido a que en una localización puede haber diferentes productos. Aunque idealmente esperaríamos que el resultado de comparar el físico contra el teórico debiera ser 100%, realmente se establece en la mayoría de las empresas un límite de tolerancia. El método usado en esta empresa es de +/- 2%, el cual representa el nivel para aceptar un registro como confiable o el límite de tolerancia, considerando como base el 100%. Para identificar si el registro es confiable, se compara el valor del inventario en el sistema contra el inventario físico de la localización, y si la diferencia se encuentra en un rango de 98% a 102%, se considera como registro o fila correcta. El total de filas o renglones correctos dividido entre el gran total de combinaciones localización/producto, es el nivel o porcentaje de confiabilidad. Este método es estricto, ya que, si el porcentaje no se encuentra dentro del +/-2% en automático considera la localización como cero porciento, descartando la fila o registro a ser considerado como fila correcta. A continuación se muestra un ejemplo:. 2-28.
(31) 3—29. Tabla 3.1 Ejemplo del Cálculo del método de la confiabilidad al +/- 2 %. Como podemos apreciar en el ejemplo los últimos cinco registros están dentro del +/2%, del total de 10 registros. La confiabilidad al +1-2% es igual a 5/10 registros, por lo tanto es 50%. En el mismo ejemplo se puede apreciar que la confiabilidad a nivel costo, 334/342 es del 98% y a nivel total de productos es de 1391/1425, es igual a 98%. En este ejemplo se puede apreciar lo riguroso de la medición. Ya que si los productos no están en su localización que el sistema muestra, aún que se encuentre en el almacén, la confiabilidad es castigada. Siendo el problema en este caso, la operatividad baja que se tiene, por buscar productos no encontrados en la localización, que repercute en retrabajos o tiempos perdidos. 3.2.2 Cálculo de Confiabilidad Método de Promedios (Benchmarking) Este método es menos estricto y es usado por compañías similares a la del estudio y también pertenecen a la misma industria, este método aumenta aproximadamente de un 8 a un 10% la confiabilidad, cuando existe un nivel de 50-60% en el método de +/2%, a medida que aumenta en este, se van igualando los porcentajes. La razón de esta diferencia es debida a que el método de promedios, promedia el resultado obtenido de comparar el inventario físico vs. el sistema, ya que no tiene límites de aceptación, siempre y cuando este dentro de cero al 100 porciento, y este por el proceso de ir promediando, le da un incremento al valor total. Aún que es más estricto el método +/-. 05/12/2003. 3—29.
(32) 3—30. 2%, por razones de la estrategia orientada a la satisfacción a clientes, se establece el método del +/- 2% como el método oficial a medir.. INV EN SISTEMA. INV FÍSICO. PORCENTAJE DE CONFIABILIDAD. 1-. Si. i_. Si. 1-. A. - B > 100% A. A-B. A - B. 0%. 0%. Confiabilidad Total = Promedio de las confiabilidades Figura 3.2 Ejemplo del Cálculo del método de promedios Para calcular la confiabilidad se realizo un programa en Excel que es externo del sistema transaccional (JDE), ya que el cálculo no se obtiene directamente del sistema. Dentro de la herramienta de cálculo se considera adicionar el cálculo de la confiabilidad mediante el método de promedios (Benchmark), con la idea de referenciar ambos métodos. 3.3. Análisis de Situación Actual.. 3.3.1 Resultados históricos de la confiabilidad de inventarios.. Actualmente el nivel de confiabilidad de inventarios en el almacén "IC" es de 58%, el cual significa que solo el 58% de las líneas de localización/producto están dentro de 100 +/- 2%. Como se muestra en la tabla 3.2. En esta tabla se pueden apreciar los resultados históricos de la compañía en estudio, se resaltan los resultados de la confiabilidad de la planta "IC" ya que esta, impacta en. 05/12/2003. 3—30.
(33) forma considerable a la confiabilidad de la compañía en general. La confiabilidad de los inventarios de "IC" es del 58%, en el mes de Feb/Mar'02, este nivel de confiabilidad, se ha comportado bajo, durante toda la estadística obtenida de tres años. INVENTARIOS FÍSICOS SEMESTRALES Sefc&isfcíifií:;: 2¿d&$éttt8&: MfíMmMs ^;3éiw:0fc: Feb Mar 02. Almacén Almacén M Confiabilidad Almacén C Confiabilidad Almacén IC Confiabilidad Almacén LX Confiabilidad Total Confiabilidad. ÜHHi mimmm 89.4%. 94.5%. 98.6%. 85.0%. 92.8%. 95.2%. 98.0%. 87.0%. 91.0%. 84.0%. 87.3%. 89.3%. 94.0%. 97.6%. 58.3%. 22.2%. 40.6%. 69.8%. 36.2%. 67.4%. 58.0%. 82.6%. 43.4%. 87.9%. 91.7%. 98.0%. 76.7%. 68.4%. 78.1%. 56.0%. 73.2%. 49.2%. 73.0%. 65.7%. Tabla 3.2 Comportamiento Histórico de los Inventarios. El proyecto de implementación del WMS iniciado en el 2000, como ya se ha comentado no ha sido la solución por si sola a la mejora en la confiabilidad de inventarios, La Dirección General después de esperar por 15 meses la mejoría, planteó la necesidad de re estructurar el proyecto original, para encontrar las áreas de oportunidad e impactar en la mejora esperada al inicio del proyecto. Este trabajo de tesis, surge de esta iniciativa.. 3.3.2. Conducir Inventario Físico Inicial (AS IS).. Para poder hacer un análisis detallado y lo más preciso posible, se realizo un inventario físico, al cual le llamaremos inicial, los objetivos de realizar el inventario son: •. Identificar la situación actual desde el punto de vista de confiabilidad de inventarios,. •. Utilizar el WMS, con la confiabilidad en el nivel más alto posible. o. El monitoreo requerido para evaluar el WMS, se requiere iniciarlo con un nivel de confiabilidad arriba del 95%. Para levantar la confiabilidad del 58% a 95%, es necesario un inventario físico, ya que al terminarlo, se. 05/12/2003. 3—31.
(34) -> ^ "") j>—j2. actualizan los conteos verificados, y se reemplazan los datos del físico en el sistema transaccional, siendo la confiabilidad en ese instante de tiempo del 100%.. La preparación y ejecución del inventario físico se siguió de acuerdo al proceso, recomendado por [J.R. Tony Arnold, 317]: Se consideran tres factores para la buena preparación de un inventario físico; Orden y Acomodo, Identificación y Entrenamiento: Acomodo y Orden: Los inventarios deberán ser separados, de tal forma que las partes iguales estén concentradas, para un fácil conteo. Algunas veces estas pueden ser precontadas y contenidas mediante listones o áreas claramente identificadas como "contadas". Identificación: Las partes deberán estar claramente identificadas y etiquetadas con su número de parte, esto deberá estar antes de que el inventario sea tomado. Entrenamiento: Aquellos que van a estar en el proceso del levantamiento del inventario, deberán estar propiamente entrenados e instruidos en la toma del inventario. Proceso: Tomar el inventario físico consiste en cuatro etapas: 1. Contar los artículos y registrar el conteo. 2. Verificar el primer conteo mediante un recontó. 3. Cuando la verificación es terminada, se concentra la información para ser analizada. 4. Se reconcilia los registros del inventario para encontrar las diferencias que existan entre el sistema y el físico. Se hace una confirmación de lo que realmente esta en Inventario. Se realiza un análisis tipo pareto del 80/20 de las diferencias y deberán ser checadas inmediatamente las de mayor impacto.. 05/12/2003. 3—32.
(35) -N. -» ">. J. JJ. Se tiene el antecedente, de que los inventarios físicos, se realizan elaborando un solo conteo y la verificación vs. el sistema. Una vez obtenido los resultados lo más relevante esta en la información que queremos obtener de él. A continuación se menciona algunas preguntas que requeriremos contestarnos para poder definir nuestro proyecto. La CONFIABILIDAD que esta baja Ocurre DONDE... Se presenta CUANDO... QUE TANTO ocurre y... SE SABE POR... Al final de este capitulo debemos de tener nuestra declaración del problema, contestando cada una de las interrogantes de nuestra investigación, y que nos de un panorama más claro de lo que esperamos obtener de esta investigación. 3.3.2.1. Estratificación de los resultados del inventario físico inicial.. Empecemos por estudiar en donde se presenta la baja confiabilidad, por lo que haremos un análisis de estratificación, buscando la información de las diferentes combinaciones que se pueden dar en este almacén; localizaciones, bodegas, tipo de inventario, numero de registros por localización, etc... A continuación se muestran estas combinaciones: •. Confiabilidad por bodegas. Es importante estratificar las bodegas que tienen baja confiabilidad, para ver sus características y poder tomar decisiones en función de las mismas.. •. Confiabilidad por tipo de localización. El almacén se divide en diferentes tipos de localizaciones, las de recibo, almacenamiento y embarques. Analizaremos sus procesos y buscaremos las causas que los impactan.. •. Confiabilidad por tipo de inventario. La compañía clasifica los inventarios por tipos, al igual que las bodegas se busca encontrar si la confiabilidad va en función de esta característica.. 05/12/2003. 3—33.
(36) -V. "> A. j>—j>4. •. Confiabilidad por número de productos en una localización. Se tiene la percepción del equipo de trabajo que las localizaciones con alto número de productos, les ocasiona problemas, por lo que se considero analizarlo como una variable más.. Existe una gran cantidad de información de los inventarios pasados, sin embargo sabemos que por los métodos utilizados anteriormente nos podrían introducir ruido en los análisis, por lo que se decidió realizar uno, con el claro entendimiento que este trae consigo un grado de error, que si consideramos que se hace doble conteo y verificación de los resultados físicos vs. el sistema transaccional, se puede despreciar y considerarlo nuestro punto de partida para el análisis. Los resultados son los siguientes. Concepto Porcentaje del Monto Contado ($) vs Teórico Cantidad de cajas contadas Cantidad de cajas teóricas Porcentaje del total cajas contadas vs teórico Lineas dentro del ±2% Lineas totales (registros/producto) Confiabilidad de Inventarios ±2% Confiabilidad Método de Promedios. Cantidades f. % ;. 99.31%. 1,149,711 1,157,313 99.34% 3,975 7,512 53% 62%. Tabla 3.3 Resultados del Inventario Físico Inicial. El resultado de la confiabilidad obtenida en este inventario físico fue del 53% al +/- 2%. De acuerdo a los reportes de los inventarios totalizados del almacén "IC", el monto total en pesos que el sistema transaccional refleja es del 99.31% vs. los inventarios físicos registrados, en este caso por confidencialidad no se muestran los montos en pesos. Y referente al total de piezas es del 99.34%. Con esta información se puede hacer la primera conclusión: Los productos en piezas y pesos en los totales se encuentran en todo el almacén dentro del 99.31-99.34%, pero no en la localización especifica que en sistema transaccional refleja.. 05/12/2003. 3—34.
(37) -» ••> c j—j5. Con este resultado se confirma el nivel con el que ha trabajado este almacén, en los últimos tres años. El proceso de estratificación tiene fuertes ventajas, ya que nos orienta a enfocar las acciones, en donde estas son requeridas. Confiabilidad por Bodegas y Tipo de Localización. Se tabularon los resultados de este inventario físico, y se manejaron los niveles de confiabilidad obtenidos en forma de fronteras. Las fronteras fueron elegidas para encontrar aquellas bodegas en donde la situación es crítica y requiere un plan de acción diferente a aquellas en la que la confiabilidad este en niveles aceptables, las fronteras son; de 0-40% de confiabilidad inaceptable, de 40 a 60% mala, de 60 a 80%, regular, y arriba de 80% aceptable. Para poder interpretar los resultados, veamos la forma en que las bodegas son codificadas: Las bodegas transitorias se codifican con dos a tres caracteres, por ejemplo: "P1, S1, ZP1..." Las bodegas fijas se codifican en forma diferente y en ellas se utilizan 8 caracteres, los cuales se representan en la siguiente figura:. xx xxx xxx Sección S1 S4. Localización Cosecutiva. 001 Bodega. 002 003. 01 02 03 04 Etc.... Figura 3.3 Codificación de las localizaciones fijas. En la tabla 3.4 se muestran las bodegas fijas solo con los cinco primeros caracteres para facilitar el análisis, por ejemplo: S1B01, esta pertenece a la sección 1, Bodega 01.. 05/12/2003. 3—35.
(38) 3—36. A continuación veremos los resultados obtenidos. Abr-02. CONCLUSIONES. O - 40%. |P1,S1,S14, S3, S4.ZP1, |ZO1,ZE4. - Todas son localizaciones transitorias o de paso... 40 - 60%. IS1B01.S1B02, S1B08,. - Son localizaciones con artículos de catálogo, y que tienen alto movimiento. Localizaciones con alto numero de artículos por localización - son localizaciones de mayor capacidad con relativa variedad de productos. 60 - 80%. >80%. |S4B01,S4B02,S2, S4. S1B03.S1B04, S1B05, S1B06, SIB07, S1B09, S4B03, S4B04, S4B05, S4B08 S4B06, S4B07, S4B09,. -Son localizacíones con artículos de lento movimiento.. Tabla 3.4 Confiabilidad por rangos. La columna del rango de la tabla 3.4 muestra el porcentaje de confiabilidad, y muestra la forma en que resultó la confiabilidad de cada bodega. Algo que marca una constante es que las bodegas "S's", P's y Z's (paso o transitorias) en su mayoría, son las bodegas o localizaciones que tienen el nivel más bajo. Le sigue el nivel de 40-60% en este rango están las bodegas que cuentan con los productos que tienen alta cantidad de rotación y también algunas de ellas tienen alta cantidad de productos que se alojan en una sola localización, y esto es hasta cierto punto entendible ya que existen gran variedad de productos que cada uno de ellos genera un registro de conteo a ser verificado. Los dos niveles posteriores que son de 60 a 80% y de 80 a 100%, nos dedicaremos de ellos más adelante en la investigación.. 06/12/2003. 3—36.
(39) 3—37. Localízaciones Transitorias o de Concentración. Haciendo una investigación de las localizaciones transitorias, se encontró que son localizaciones usadas para controlar los productos que entran por recepción, concentración para la siguiente operación o inventario en proceso, inspección de calidad y concentraciones para embarque. Su utilización es como la de una estación, que es consumida a medida que la operación o proceso siguiente la requiere, también son utilizadas, para contener los productos que no pueden ser localizados en el almacén por falta de espacio. Existen tres tipos de almacenes transitorios, en esta compañía: A) Recepción de producto terminado y proceso. A este almacén los productos son enviados mediante camiones de las plantas de producción, por cuestiones de carga de trabajo, solamente las tarimas son bajadas de los camiones y colocadas en la localización temporal, en espera de asignárseles, una localización. B) Recepción de productos ensamblados, en la misma planta. Existe un área asignada para el ensamblaje de productos terminados, que se ensamblan de acuerdo a la selección del cliente. Cuando la producción ha sido terminada, se envía a un área transitoria, donde se entrega la producción al área del almacén, y esta localización sólo es utilizada para la entrega y recepción de productos ensamblados. C) Preparación para embarque de productos terminados o ensamblados. Una vez que se recibe una orden de embarque, los productos se transfieren a una localización transitoria para concentrar la carga y realizar la facturación. A continuación se muestra un pareto donde gráficamente se ve el efecto con el que contribuyen estas localizaciones en la confiabilidad, ya desglosadas por el tipo de localización correspondiente.. 05/12/2003. 3—37.
(40) 3—38. Confiabiiidad de Localizaciones Inventario Abril 2002. Estanterías Recepción de Plantas Concentración para embarque Recepción de N Ensamble S1 Localiza Fija S4 Localiza Fija 0%. 10%. 20%. 30%. 40%. 50%. 60%. 70%. % de confiabilidad Figura 3.4 Pareto por tipo de localización. Datos del IF Tomado en abril 2002. El porcentaje de contribución que tienen las localizaciones transitorias en la confiabilidad es de un 11%, ya que si no consideráramos estas, la confiabilidad sería. de 64%. . En la tabla siguiente se puede apreciar los valores obtenidos por cada tipo de localización, por las dos secciones de bodegas fijas y las transitorias. Tipo de local Definición de Localizaciones Sum of - Sum of + Sum of OK Grand Total % Conf S4 S4 Localiza Fija 295 430 1343 2068 65% S1 S1 Localiza Fija 779 3799 63% 629 2391 Z Recepción de Ensamble 384 27% 153 126 105 917 s Concentración para embarque 542 235 15% 140 p 334 Recepción de Plantas 11% 46 38 L 250 L 0 10 0% Estanterías 10 0 Grand Total «H? <l$tó *8ü 1*** Sin Localizaciones Transitorias 924 1209 3734 5867 64% Tabla 3.5 Resultados de Inventarío físico por bodegas. 05/12/2003. ">. o o. j—jo.
(41) -39. El 11% de confiabilidad es directo, por lo que es necesario que consideremos la oportunidad perdida de que una localización fija obtenga un buen nivel de confiabilidad, esto debido al producto que se encuentre en una localización transitoria, por lo que esta situación produce un efecto doble. Así que considerando la confiabilidad perdida, más la oportunidad de que se mejoren las localizaciones fijas, la confiabilidad total que las transitorias tienen en el almacén es de aproximadamente 22%. Como se mencionó anteriormente el almacén cuenta con dos secciones la sección I y la sección 4. El numero total de registros o combinaciones Localización/Producto es de 7512, en la tabla se muestran los registros que cumplen con la tolerancia de +/- 2%. La columna de "sum of -", es la suma de registros con las deferencias abajo del 98% y "sum of +" es la suma de registros con las diferencias arriba del 102% y la columna de "Sum of OK" son las variaciones que están dentro del +/- 2%. Después de nuestro proceso de análisis encontramos que requerimos ahondar en este tipo de localizaciones. Localizacíones Fijas. Estas localizaciones son aquellas que cuentan con una identificación dentro del almacén y sirve para alojar al producto en forma oficial. Esto quiere decir que hay una localización especifica y que esta parametrizada en forma en que el producto se consume, si es de alta rotación se localiza cerca del área de embarque y si es de baja rotación esta más retirado del área de despacho, a excepción del producto que se localiza en las bodegas de S4B01 y S4B02, que se encuentra relativamente retirado del área de embarque, estas son utilizadas para alojar los productos que son importados y que tienen una alta demanda, y gran cantidad de productos por localización. Considerando ahora, solo las localizaciones fijas, los resultados por el número de bodegas que entran en el rango que se establece en la Tabla 3.5a, son las siguientes:. 05/12/2003. 3—39.
(42) 3—40. Tabla 3.5a Resultado de confiabilidad de bodegas fijas.. Si no existieran localizaciones transitorias, la confiabilidad de las bodegas fijas oscilaría entre 63 y 64%, más la probabilidad de que los productos que están en las transitorias podrían apoyar a mejorar la confiabilidad de las localizaciones fijas, Como se podrá apreciar en esta tabla, los resultados de las bodegas arriba del 80% son solo tres, representando solo el 17% del total de las bodegas. Estas tres localizaciones con de bajo nivel de movimientos, y que a su vez están muy retirados del área de embarque. En la Figura 3.5 se muestra el lay-out del almacén, en él podemos apreciar la forma en que se le da prioridad a la operación del almacenamiento de los productos en función a su nivel de actividad. Es importante resaltar que este es el principio de acomodo, sin embargo por cuestiones de niveles picos de inventarios, el producto es alojado en función de la disponibilidad de espacios lo más cercano a su área asignada. La flecha muestra en forma gráfica, la forma en que son acomodados los inventarios de menor a mayor rotación, y la forma en que los inventarios tienen que ser transportados al área de embarques.. 06/12/2003. 3—40.
(43) 3—41. (-) Rotación. (+) Rota Figura 3.5 Lay-Out del almacén IC. Almacenes con productos de bajo o lento movimiento. Estos corresponden a las localizaciones que no arrojan movimientos en el transcurso del tiempo por lo que la probabilidad de falla es nula. Realmente estas localizaciones no le agregan valor al negocio, ya que los productos no tienen actividad en las ventas o fueron producidos sin demanda aparente. Aunque para efectos de este trabajo ayudan para mejorar la confiabilidad de los inventarios, los consideraremos como indeseables, vistos con el enfoque de negocios.. 05/12/2003. 3—41.
(44) 3—42. Confiabilidad por tipo de inventario. Tipos de inventario para los productos.. ) Los productos son clasificados por los tipos de inventario, esto significa que cada SKU, tiene su correspondiente tipo de producto. El objetivo de esta clasificación le permite a la organización tomar decisiones estratégicas, en función a nivel de inventarios que se requiere tener para dar un nivel de servicio establecido, al cliente. La clasificación es como sigue: LBE. La estrategia de este tipo de inventario, es contar con 45 días de inventario, y poder dar un servicio del 99%. Este es surtido de inventarios (SDI) BL. La estrategia de este tipo de inventario, es fabricar corridas mínimas y conservar el inventario, mientras es demandado. Si no hay inventario se ofrece en 60 días. Este es surtido bajo pedido y surtido de inventarios (SBP y SDI). PROMOCIONES. La estrategia es hacer inventario mediante campañas, de colores, promocionales, acontecimientos extraordinarios, etc... Se produce de inventario de acuerdo al plan de Mercadotecnía. Este es surtido bajo Campaña (SBC) y SDI. ESPECIALES. La estrategia es solo producir bajo pedido, en teoría no debería de existir inventario de este tipo de inventario. Este es surtido bajo pedido y de inventario (SBP y SDI).. FUERA DE LÍNEA. No se produce más, solo se promueve para terminar con los inventarios. Este es surtido de Inventario (SDI). Las estrategias son mostradas en la tabla 3.6:. 05/12/2003. 3^2.
(45) Tipo de surtimiento. Tipo de Inventario LBE. LB. SBP. Máximo a 60 tifas Sin. SDI. Inventar» fcíayof i) la«a< a 3 itías eo». PRO. ESP. FL. igual a 30 Días y sin. Excede* t&fiOdías LisoxDec. flísyor» igualas SBC. Tabla 3.6 Estrategia de surtimiento [Política de Servicio, Págs. 7]. Los resultados por tipo de inventario, no mostró algo relevante a ser considerado, en general se puede comentar que a medida que la rotación es alta y el volumen alto, la confiabilidad es baja. En la tabla 3.7 se muestran los resultados. INVFIS ABRIL 2002 Descripción de Tipo de Inventario BÁSICOS LINEA NUEVO FUERA DE LINEA ESPECIALES ESPECIALES PARA JV ESPECIALES RETAIL BÁSICOS LINEA PROMOCIONALES LINEA BÁSICA ESTRATÉGICA PROYECTO CHALLENGE COMPONENTES NO A LA VENTA ESPECIALES FOOD SERVICE ARTÍCULOS OUTSOURCING ESPECIAL INDUSTRIAL JV. Tipo de Inventario BL FL ESP ESP ESP BL PRO LBE. Subtipo de Inventario BLN FL ESP ELB ERT BL PRO LBE. ESP. CHL. FL ESP LBE ESP. COM EFS OUT EIN IGrand Total. Características Confiabilidad de Rotación 75.0% Baja 63.9% Baja 64.9% Media 56.3% Media 52.9% Media 52.7% Media 50.5% Alta Media 45.1% Alta Media 44.4% Alta 40.0% Alta 26.7% Alta 20.0% Alta 0.0% Alta 52.9%. Volumen Rotación Bajo Bajo Medio 6, 7 Medio Medio _6¡ Medio Alto 5 Alto 9' Alto 9 Alto 52 37 Alto Alto 26 Alto 24 Alto 59. Tabla 3.7 Resultados por tipo de inventario.. Por ejemplo: Los productos de "Básico línea nuevo". Son productos que se están promocionando para su venta y son productos que su desplazamiento y nivel de. 05/12/2003.
Figure
+7




Documento similar
Lo más característico es la aparición de feldespatos alcalinos y alcalino térreos de tamaño centimétrico y cristales alotriomorfos de cuarzo, a menudo en agregados policristalinos,
scheme with correction has been proven as accurate as the second order scheme, a double simulation with the standard anisotropic model with
Así, en primer lugar, se realizó un aná- lisis de textos con objeto de contrastar la primera parte.de la hipótesis; después se pasaron cuestionarios a alumnos: el pri- mero,
La solución que se ha planteado, es que el paso o bien se hiciese exclusivamente por el adarve de la muralla, o que una escalera diese acceso por la RM evitando la estancia (De
Imparte docencia en el Grado en Historia del Arte (Universidad de Málaga) en las asignaturas: Poéticas del arte español de los siglos XX y XXI, Picasso y el arte español del
Entendemos que el enfoque que hay actualmente en cuanto a donaciones es dirigido a investigaciones para la enfermedad del cáncer de mama y ayuda a fundaciones, pero ninguno
Que en la reumon de la Comisión de Gestión Interna, Delegada del Consejo Social, celebrada el día 17 de marzo de 2011 , con quórum bastante para deliberar y
Cuando trabaje en una tabla, haga clic donde desee agregar una fila o columna y, a continuación, haga clic en el signo más.La lectura es más fácil, también, en la nueva vista
