Control de Calidad en labores de Mantenimiento Mecánico de Bombas verticales y sumergibles del Area de Relaves de Unidad Minera Constancia – Hudbay Minerals
116
0
0
Texto completo
(2) DEDICATORIA A mis padres, hermana, amigos ya que siempre. estuvieron. ofreciéndome. todo. a su. mi apoyo. lado y. comprensión en el transcurso de mis logros profesionales. A. mis. maestros. por. todos. los. conocimientos transmitidos; y a todas las personas que pusieron su aporte para el desarrollo de este trabajo final de titulación..
(3) AGRADECIMIENTO La realización del presente estudio no habría sido posible sin el apoyo de distintas personas. Agradezco al Ing. Ronald Edén Torres Flores, quien se ha tomado el arduo trabajo de transmitirme sus diversos conocimientos, especialmente del campo y de los temas que corresponden a mi profesión..
(4) PRESENTACIÓN. Señor Decano de la Facultad de Ingeniería de Procesos, de la Universidad Nacional de San Agustín de Arequipa.. Señor director de la Escuela Profesional de Ingeniería Metalúrgica.. Señores Miembros del Jurado.. De acuerdo a las normas y disposiciones del Reglamento de Grados y Títulos de la Escuela Profesional de Ingeniería Metalúrgica, Facultad de Ingeniería de Procesos de la Universidad Nacional de San Agustín de Arequipa; es que pongo a su consideración la Tesis Titulada “CONTROL DE CALIDAD EN LABORES DE MANTENIMIENTO MECÁNICO DE BOMBAS VERTICALES Y SUMERGIBLES DEL AREA DE RELAVES DE UNIDAD MINERA CONSTANCIA – HUDBAY MINERALS”, que de ser aprobada me permitirá optar el Título Profesional de Ingeniero Metalúrgico.. AGUILAR FLORES YOSELINE PAOLA Bachiller en Ingeniería Metalúrgica.
(5) ÍNDICE CAPITULO I .................................................................................................................... 1 GENERALIDADES ......................................................................................................... 1 1.1.. Antecedentes ..................................................................................................... 1. 1.2.. Planteamiento del problema.............................................................................. 1. 1.3.. Justificación ...................................................................................................... 2. 1.4.. Objetivos ........................................................................................................... 2. 1.4.1. Objetivo general ................................................................................................ 2 1.4.2. Objetivos específicos ........................................................................................ 3 1.5.. Unidad minera constancia – HUDBAY MINERALS ...................................... 3. 1.6.. Ubicación del servicio ...................................................................................... 4. 1.7.. Contratista MAMPOWER PROFESSIONAL SERVICES S.A. ...................... 5. 1.7.1. Misión ........................................................................................................... 5 1.7.2. Visión ............................................................................................................ 5 1.7.3. Políticas ......................................................................................................... 6 1.7.3.1.. Política del sistema integrado de seguridad .......................................... 6. 1.7.3.2.. Política de derecho a negarse a realizar un trabajo inseguro ................ 6. 1.7.3.3.. Política de alcohol y drogas .................................................................. 7. 1.7.3.4.. Política de desarrollo sostenible ........................................................... 8. 1.7.3.5.. Organigrama general............................................................................. 9.
(6) CAPITULO II ................................................................................................................. 10 MARCO TEÓRICO ....................................................................................................... 10 2.1.. Reseña del mantenimiento .............................................................................. 10. 2.1.1. ¿Qué es el mantenimiento? ......................................................................... 10 2.1.2. Historia y evolución del mantenimiento ..................................................... 12 2.1.3. Actividades ligadas al mantenimiento ........................................................ 14 2.1.4. Áreas de acción del mantenimiento ............................................................ 15 2.1.5. Organización del mantenimiento ................................................................ 15 2.1.6. Tipos y niveles de mantenimiento .............................................................. 16 2.1.6.1.. Mantenimiento preventivo .................................................................. 17. 2.1.6.1.1. Ventajas, inconvenientes, aplicaciones........................................... 17 2.1.6.2.. Mantenimiento correctivo ................................................................... 18. 2.1.6.2.1. Ventajas, inconvenientes, aplicaciones........................................... 18 2.1.6.3.. Mantenimiento predictivo ................................................................... 18. 2.1.6.3.1. Ventajas, inconvenientes, aplicaciones........................................... 18 2.2.. Conceptos básicos de bombas......................................................................... 19. 2.2.1. Definición de bomba ................................................................................... 19 2.2.2. Tipos de bombas ......................................................................................... 20 2.2.3. Utilización del equipo de bombeo .............................................................. 20 2.2.4. Bombas sumergibles ................................................................................... 21.
(7) 2.2.5. Bombas verticales ....................................................................................... 21 CAPÍTULO III ................................................................................................................ 22 MANTENIMIENTO PREVENTIVO ............................................................................ 22 3.1.. Mantenimiento preventivo .............................................................................. 22. 3.1.1. Pasos para desarrollar un programa de mantenimiento preventivo. ........... 23 3.1.2. Responsable por el mantenimiento preventivo ........................................... 26 3.1.3. Métodos para prevención de fallas. ............................................................ 27 3.1.4. ¿Qué equipos se deben inspeccionar? ......................................................... 29 3.1.5. ¿Qué partes deben inspeccionarse? ............................................................. 30 3.1.6. Frecuencia de las inspecciones ................................................................... 31 3.1.7. Elementos del programa de mantenimiento preventivo. ............................ 33 CAPÍTULO IV ............................................................................................................... 35 CALIDAD EN EL MANTENIMIENTO ....................................................................... 35 4.1.. Introducción .................................................................................................... 35. 4.2.. Calidad de mantenimiento .............................................................................. 37. 4.3.. El mantenimiento con relación a las normas ISO serie 9000 ......................... 38. 4.4.. Sistema de seguridad y salud ocupacional ...................................................... 40. CAPITULO V ................................................................................................................. 42 GESTIÓN ECONÓMICA DEL MANTENIMIENTO .................................................. 42 5.1.. Introducción .................................................................................................... 42.
(8) 5.2.. Costos en mantenimiento ................................................................................ 44. 5.3.. Distribución de los costos ............................................................................... 48. CAPITULO VI ............................................................................................................... 50 EJECUCION DEL MANTENIMIENTO PREVENTIVO EN RELAVES – HUDBAY50 6.1.. Introducción .................................................................................................... 50. 6.1.1. Descripción del proceso y operación. ......................................................... 51 6.2.. Principales actividades para la implementación del plan de mantenimiento y. el control de la calidad ................................................................................................ 54 6.3.. Administración del plan .................................................................................. 54. 6.4.. Inventario de instalaciones.............................................................................. 55. 6.5.. Identificación de equipos ................................................................................ 56. 6.6.. Registro de las instalaciones ........................................................................... 57. 6.7.. Programa específico de mantenimiento .......................................................... 58. 6.7.1. Programa de mantenimiento de bombas del TMF ...................................... 58 6.7.2. Programa de mantenimiento de bombas del WRF ..................................... 59 6.7.3. Programa de mantenimiento de bombas sumergibles del MSP .................. 60 6.7.4. Programa de mantenimiento de bombas verticales del MSP ...................... 61 6.7.5. Programa de mantenimiento de bomba de poza de agua de procesos – planta .................................................................................................................... 62 6.7.6. Programa de mantenimiento de bomba de poza de sedimentación área de chancado – planta.................................................................................................... 63.
(9) 6.7.7. Programa de mantenimiento de bomba de poza de agua de contacto – planta. ................................................................................................................... 64 6.8.. Programa de mantenimiento de bombas ......................................................... 65. 6.8.1. Programa de mantenimiento de bombas del TMF ...................................... 65 6.8.2. Programa de mantenimiento de bombas del WRF ..................................... 66 6.8.3. Programa de mantenimiento de bombas sumergibles del MSP .................. 67 6.8.4. Programa de mantenimiento de bombas verticales del MSP ...................... 68 6.8.5. Programa de mantenimiento de bomba de poza de agua de procesos – planta. ................................................................................................................... 69 6.8.6. Programa de mantenimiento de bomba de poza de sedimentación Area de chancado. ................................................................................................................ 70 6.8.7. Programa de mantenimiento de bomba de poza de agua de contacto. ....... 71 6.9.. Control del programa ...................................................................................... 72. 6.10.. Procedimiento específico de montaje y desmontaje de bombas verticales en. barcazas. ...................................................................................................................... 72 6.10.1.. Personal requerido .................................................................................. 72. 6.10.2.. Equipos de protección personal .............................................................. 72. 6.10.3.. Equipo y herramientas ............................................................................ 73. 6.10.4.. Procedimiento ......................................................................................... 74. 6.10.4.1. Actividades preliminares. ................................................................... 74 6.10.4.2. Traslado en embarcación con motor fuera de borda en cuerpo de agua …………………………………………………………………………..74.
(10) 6.10.4.3. Desmontaje de motor de bomba. ........................................................ 75 6.10.4.4. Desmontaje de bomba. ........................................................................ 76 6.10.4.5. Traslado de motor y/o bomba y otros elementos en barcaza auxiliar………………………………………………………………………….76 6.10.4.6. Montaje de motor y bomba. ................................................................ 77 6.10.5.. Restricciones ........................................................................................... 78. 6.11.. Implementación de documentos de trabajo .................................................... 78. 6.12.. Capacitación al personal de planeamiento y mantenimiento .......................... 85. 6.13.. Resumen de actividades de mantenimiento .................................................... 85. 6.14.. Cuadro anual de relación preventivo – correctivo. ......................................... 87. 6.15. Disponibilidad de equipos .................................................................................. 91 6.16.. Ejecución de mantenimiento área de mantenimiento ..................................... 96. CONCLUSIONES .......................................................................................................... 97 RECOMENDACIONES ................................................................................................. 98 BIBLIOGRAFIA.
(11) LISTA DE FIGURAS Figura 1: Ubicación de la unidad minera constancia. ....................................................... 4 Figura 2: Organigrama General de la empresa Manpower – 2018. .................................. 9 Figura 3: Avance del mantenimiento industrial por generaciones. ................................ 13 Figura 4: Tipos de mantenimientos. ............................................................................... 16 Figura 5: Reparación general basada en el tiempo. ........................................................ 28 Figura 6: Mantenimiento basado en las condiciones ...................................................... 29 Figura 7: Frecuencia óptima de las inspecciones............................................................ 32 Figura 8: Costos de las fallas. ......................................................................................... 36 Figura 9: Relación entre producción, calidad y mantenimiento. .................................... 37 Figura 10: La norma ISO 9001:2000. ............................................................................. 39 Figura 11: Evolución del mantenimiento........................................................................ 44 Figura 12: Costos en mantenimiento. ............................................................................. 45 Figura 13: Curvas de costo del mantenimiento con relación al tiempo. ......................... 47 Figura 14: Distribución de los costos en el mantenimiento. ........................................... 48 Figura 15: Flowsheet de aguas y relave. ......................................................................... 51 Figura 16: Descripción general de Bomba vertical. ....................................................... 52 Figura 17: Descripción general de Bomba vertical. ....................................................... 53 Figura 18: Registro de orden de trabajo de mantenimiento (OT). .................................. 80 Figura 19: Capacitación realizada por supervisión de mantenimiento MANPOWER. .. 85.
(12) LISTA DE TABLAS Tabla 1: Requisitos básicos para el adecuado control de costos en un departamento de mantenimiento. ............................................................................................................... 49 Tabla 2: Cuadro de actividades para la implementación del plan de mantenimiento y el control de la calidad. ....................................................................................................... 54 Tabla 3: Lista de Bombas sumergibles y verticales – HUDBAY................................... 55 Tabla 4: Identificación de Bombas sumergibles y verticales – HUDBAY. ................... 56 Tabla 5: Registros de historial de mantenimiento de Bombas........................................ 79 Tabla 6: : Hoja de inspección de Bomba Vertical. ......................................................... 81 Tabla 7: Hoja de inspección de Bomba Sumergible. ...................................................... 82 Tabla 8: ANEXO 1 Registro de datos accionados mecánicamente. ............................... 83 Tabla 9: ANEXO 2 Registro de datos accionados mecánicamente. ............................... 84 Tabla 10: Cuadro de mantenimiento 2016. .................................................................... 86 Tabla 11: Cuadro de mantenimiento 2017 ...................................................................... 86 Tabla 12: Cuadro de mantenimiento 2018 ...................................................................... 87 Tabla 13: Disponibilidad de bombas 2016. .................................................................... 91 Tabla 14: Disponibilidad de bombas 2017. .................................................................... 92 Tabla 15: Disponibilidad de bombas 2018. .................................................................... 93 Tabla 16: Ejecución de Programa de mantenimiento. .................................................... 96.
(13) LISTA DE GRAFICOS Grafico 1: Mantenimiento de Bombas del WRF. ........................................................... 88 Grafico 2: Mantenimiento de Bombas del TMF. ............................................................ 88 Grafico 3: Mantenimiento de Bombas del MSP. ............................................................ 89 Grafico 4: Mantenimiento de Bombas de Planta. ........................................................... 90 Grafico 5: Disponibilidad de Bombas del WRF. ............................................................ 94 Grafico 6: Disponibilidad de Bombas del TMF. ............................................................ 94 Grafico 7: Disponibilidad de Bombas del MSP............................................................. 95 Grafico 8: Disponibilidad de Bombas de Planta. ............................................................ 95.
(14) INDICE DE ACRÓNIMOS Y TERMINOS 1. TMF: Tailings Management Facility (Facilidad de manejo de relaves). Tiene como función ser la presa de relaves. 2. WRF: Waste Rock Facility (Planta de residuos de roca). Tiene como función ser una poza de contención. 3. MSP: Main Sediment Pond (Poza principal de sedimentos). Tiene como función Poza de sedimentos de aguas fluvial. 4. TPD: Tonelada por día. 5. PU: Pumb (bomba). 6. MBR: Mantenimiento basado en el riesgo. 7. AECC: Asociación española para el control de la calidad. 8. DIA: Diámetro 9. RPM: Revoluciones por minuto. 10. HH: Horas hombre. 11. OVERHAUL: Mantenimiento integral del equipo. 12. ROTOR: Es el componente que gira (rota) en una máquina eléctrica, sea ésta un motor o un generador eléctrico. Junto con su contraparte fija, el estator, forma el conjunto fundamental para la transmisión de potencia en motores y máquinas eléctricas en general. 13. ESTATOR: El estator es la parte fija de una máquina rotativa y uno de los dos elementos fundamentales para la transmisión de potencia (en el caso de motores eléctricos) o corriente eléctrica (en el caso de los generadores eléctricos), siendo el otro su contraparte móvil, el rotor. El término aplica principalmente a la construcción de máquinas eléctricas y dependiendo de la configuración de la máquina. 14. ESTOPA: Forro para ejes giratorios. Consistentes en un anillo de sección generalmente rectangular que, colocado en un alojamiento apropiado, se adapta perfectamente, por deformación elástica, a las superficies en movimiento relativo, garantizando su estanquidad. 15. HOROMETRO: Un Horómetro es un dispositivo que registra el número de horas en que un motor o un equipo, generalmente eléctrico o mecánico ha funcionado desde la última vez que se ha inicializado el dispositivo. Estos dispositivos son utilizados para controlar las intervenciones de mantenimiento preventivo de los equipos..
(15) RESUMEN El presente trabajo describe la implementación y seguimiento del programa de mantenimiento preventivo de las bombas verticales y sumergibles del área de relaves que intervienen en el proceso de producción de la Unidad Minera Constancia – HUDBAY. La implementación del programa de mantenimiento preventivo en Unidad Minera Constancia – HUDBAY, tiene como objetivo realizar el aseguramiento de la calidad del servicio de mantenimiento mecanico a las bombas verticales y sumergibles del área de relaves con el propósito de garantizar la disponibilidad y operatividad de los equipos, de una manera eficiente y segura. Se realizó en primer lugar el diagnostico de la funcion del mantenimiento en la Unidad Minera Constancia realizando un estudio cuidadoso de la información entregada para la prestación del servicio de Mantenimiento de bombas verticales y sumergibles instalados en la Zona de Relaves. Posteriormente se elaboro el modelo para la administración del mantenimiento en la empresa. Este modelo cuenta con un sistema que permite llevar el mantenimiento de una manera organizada y controlada. Durante el desarrollo de la implementación se recolecto información de los registros históricos, inventarios, codificación de los equipos y seguidamente se determino el índice de criticidad de los equipos. Con base a la información recolectada se diseño el programa de mantenimiento preventivo que esta conformado por el mantenimiento preventivo 1, mantenimiento preventivo 2, monitoreo de condición 1 y overhaul. El resultado que se obtiene, es el desarrollo de un Programa de Mantenimiento Preventivo, que garantice la confiabilidad de los equipos o seguridad de funcionamiento, y por supuesto el aumento de la capacidad de los equipos para funcionar en un instante determinado y aumentar la capacidad de operar sin producir daños materiales como laborales.. PALABRAS. CLAVES:. Calidad,. Mantenimiento,. Preventivo,. Implementación, Bombas Verticales, Bombas Sumergibles.. Disponibilidad,.
(16) ABSTRACT. The present work describes the implementation and monitoring of the preventive maintenance program of vertical and submersible pumps of the tailings area involved in the production process of the Constance Mining Unit – HUDBAY. Implementation of the preventive maintenance program in Unit Mining Constance – HUDBAY, has as objective to carry out the assurance of the quality of the service of maintenance Mechacanico to the vertical and submersible pumps of the area of tailings in order to guarantee the availability and operativity of the equipments, in an efficient and safe way. First of all the diagnosis of the operation of the maintenance in the Mining Unit Constance by conducting a careful study of the information delivered for the service of Maintenance of vertical and submersible pumps installed in the tailings zone. Subsequently, the model for the administration of maintenance in the company was developed. This model has a system that allows maintenance to be carried out in an organized and controlled way. collected from the historical records, inventories, coding of the equipment and then the critical index of the equipment was determined. Based on the information collected, the preventive maintenance program is designed, consisting of preventive maintenance 1, preventive maintenance 2, condition 1 monitoring and overhaul. The result is the development of a Preventive Maintenance Program, which guarantees the reliability of the equipment or safety of operation, and of course increasing the ability of equipment to operate at a given moment and increase the ability to operate without causing material damage such as labor.. KEY WORDS: Quality, Maintenance, Preventive, Availability, Implementation, Vertical Pumps, Submersible Pumps..
(17)
(18) CAPITULO I GENERALIDADES 1.1. Antecedentes Las empresas están compuestas por diversos elementos como los equipos, las instalaciones y edificaciones por medio de los cuales se pueden fabricar productos u ofrecer servicios. Con el tiempo estos elementos van sufriendo una serie de degradaciones, algunas causadas por el hombre y otras por el mismo ambiente; estas degradaciones afectan la disponibilidad de los equipos, afectan negativamente la productividad, incrementan los costos de mantenimiento y ponen a su vez en un riesgo mayor la seguridad de los mismos trabajadores, de esta manera las empresas no cumplen con los objetivos por los cuales fue establecida la organización. Por eso todos los equipos y herramientas necesitan un uso adecuado y mantenimientos permanentes que incrementen la vida útil de los mismos, para así poder cumplir con determinados parámetros que van a llevar a un producto o servicio de calidad. 1.2. Planteamiento del problema El área de relaves de la Minera Constancia – Hudbay desde el inicio de sus Operaciones. no contaba con personal mecánico directo ni indirecto para la. realización del mantenimiento de sus bombas ni equipos, por lo cual optan por 1.
(19) contratar una primera empresa que se haga cargo del mantenimiento, la cual tuvo problemas para poder establecer los objetivos, principalmente en el tema de seguridad y calidad, por lo cual se cambia de empresa contratando a Manpower para la ejecución del servicio, con dos objetivos principales poner operativos los equipos que dieran problemas durante la producción y también la ejecución del plan de mantenimiento mecánico con calidad y seguridad.. 1.3. Justificación Realizar un estudio cuidadoso de la información entregada por parte de Hudbay para la prestación del servicio de Mantenimiento de Equipos Instalados en la Zona de Relaves. Realizar el control de calidad de los diferentes trabajos realizados a los equipos y establecer el programa de mantenimiento del área de relaves. Por lo expuesto consideramos que nuestra propuesta en competitividad asegura la calidad y el cumplimiento del servicio de acuerdo a lo requerido por la operación.. 1.4. Objetivos. 1.4.1. Objetivo general Realizar el aseguramiento de la calidad del servicio prestado e implementación de un programa de mantenimiento preventivo a las bombas verticales y sumergibles del área de relaves. Así mismo prevenir y controlar los riesgos asociados al servicio prestado, cumpliendo y respetando los procedimientos y estándares de seguridad, manteniendo la calidad de nuestro trabajo, garantizando el funcionamiento regular de las instalaciones y servicios, ofreciendo un ambiente de trabajo seguro, saludable y libre de lesiones por lo cual desarrollaremos planes y acciones destinadas a la identificación de peligros, evaluación y control de riesgos en todas nuestras actividades. 2.
(20) 1.4.2. Objetivos específicos a). Realizar una gestión con respecto a la prevención y mantenimiento de las bombas verticales y sumergibles del área de relaves, evitando el envejecimiento prematuro de los equipos que forman parte de las instalaciones y disminuir la gravedad de los fallos que no se lleguen a evitar.. b). Mejorar o prolongar la vida útil de las bombas verticales y sumergibles del área de relaves, para la prevención de incidentes y accidentes, aumentando la seguridad de los trabajadores.. c). Evitar detenciones inútiles o paradas de las bombas verticales y sumergibles del área de relaves.. 1.5. Unidad minera constancia – HUDBAY MINERALS La empresa Hudbay Minerals S.A.C. el año 2011 adquirió Norsemont Mining Inc. y su proyecto “Constancia de pórfidos de cobre”. Ubicada en los distritos de Chamaca y Livitaca, provincia de Chumbivilcas, región Cusco siendo el metal principal: cobre y secundarios: molibdeno y plata. El 8 de agosto del año 2012, el Directorio de Hudbay aprobó una inversión de USD 1,500 millones para financiar el desarrollo y la construcción de su proyecto Constancia en el Perú. En el tercer trimestre de 2013, con un avance sustancial de la ingeniería de detalle, el Directorio aprobó un estimado revisado del costo de capital para el proyecto de USD 1,700 millones. La planta de procesamiento en Constancia está diseñada para procesar un rendimiento nominal de 81,900 tpd de mineral y un rendimiento anual promedio de 29 millones de toneladas al año del tajo abierto Constancia. Los productos principales de la planta concentradora son el concentrado de cobre y el concentrado de molibdeno.. 3.
(21) 1.6. Ubicación del servicio Hudbay Perú S.A.C., ubicada en la sierra Sur del Perú, en el departamento del Cusco, Provincia y Distrito de Chumbivilcas, a 4500 m.s.n.m y a una distancia de 256 km de la ciudad del Cusco, 343 km de la ciudad de Arequipa y 480 km del Puerto de Matarani.. Figura 1: Ubicación de la unidad minera constancia. (Fuente: Google earth).. . Propiedad: 100% propia. . Metales principales: Cobre. . Metales secundarios: Molibdeno.. . Tipo de extracción considerado: Tajo abierto. . Producción diaria de mineral 80k tpd. . Costo en efectivo por libra de Cu3 US$1.25/lb 4.
(22) . Capital de mantenimiento anual medio US$47 millones. . Vida de la mina 22 años. 1.7. Contratista MAMPOWER PROFESSIONAL SERVICES S.A. La empresa MAMPOWER PROFESSIONAL SERVICES S.A. cuenta con el recurso humano calificado y comprometido además de los equipos para poder realizar el servicio solicitado, uno de los principales pilares de la empresa es el reclutamiento y selección de personal de mano de obre calificada. En el año 2015 la empresa ingresa al sector Minero, realizando sus primeras operaciones en la Unidad Minera Constancia – HUDBAY MINERALS, bajo el concepto de servicios de mantenimiento preventivo y correctivo de equipos del área de relaves, este ingreso nos ayudó a mejorar nuestros estándares y buscar mayor eficiencia en el desarrollo de nuestras actividades. Actualmente Manpower busca afianzarse en el rubro minero para ello está buscando obtener acreditaciones que demuestren la forma cómo desarrollamos nuestros proyectos y logramos nuestros objetivos planteados. 1.7.1. Misión “Somos una empresa especializada en gestión humana brindando servicios de reclutamiento de personal permanente, temporal o contratado; la evaluación y selección de profesionales; capacitación; reinserción laboral; tercerización y consultoría.” 1.7.2. Visión “Liderar la creación y provisión de servicios y soluciones innovadoras de capital humano que permitan a nuestros clientes triunfar en el cambiante mundo del trabajo.”. 5.
(23) 1.7.3. Políticas. 1.7.3.1.. Política del sistema integrado de seguridad. En MANPOWER PROFESSIONAL SERVICES S.A. nos dedicamos a la creación y provisión de servicios y soluciones innovadoras de Capital Humano, que permitan a nuestros clientes triunfar en el cambiante mundo del trabajo. Bajo el enfoque de “Powering the future of work” buscamos:. 1. La constante transformación de nuestros procesos apoyándonos en: El desarrollo tecnológico. La integración de nuestras marcas: Manpower, Manpower Group Solutions y Experis. El desarrollo cultural y de nuestra gente. 2. Brindar las mejores condiciones de trabajo mediante: . La protección y seguridad de todos nuestros colaboradores integrando la prevención de lesiones, enfermedades o incidentes relacionados con el trabajo.. . El cumplimiento de requisitos legales en seguridad y salud ocupacional y otros que suscriban la organización.. 3. La mejora continua que tiene como resultado: El crecimiento e innovación. La eficiencia y productividad. La fidelización y satisfacción de nuestros clientes, asociados y candidatos.. 1.7.3.2.. Política de derecho a negarse a realizar un trabajo inseguro. MANPOWER PROFESSIONAL SERVICES S.A como empresa dedicada a la creación y provisión de servicios y soluciones innovadoras de Capital 6.
(24) Humano, que permitan a nuestros clientes triunfar en el cambiante mundo del trabajo. Con el objetivo de minimizar la probabilidad de ocurrencia de accidentes de trabajo y enfermedades ocupacionales, somos conscientes del cuidado en materia de Seguridad y Salud en el Trabajo de nuestros colaboradores, por lo tanto; se hace de conocimiento y cumplimiento lo siguiente: . Los trabajadores están en el derecho de negarse a realizar una actividad, cuyo análisis constituya un riesgo alto o intolerable, exponiéndolos a daños con consecuencia de lesiones y/o enfermedades de trabajo.. . Es derecho de todo trabajador retirarse de cualquier lugar o zona de trabajo al detectar un peligro de alto riesgo que atente contra su seguridad y salud, dando aviso a su jefe inmediato para establecer controles que aseguren que las condiciones sean corregidas. No podrán reanudar las labores hasta que el riesgo sea insignificante o baja.. . En caso de que el trabajador considere que no ha sido debidamente informado de los riesgos y requiera mayor orientación en materia de seguridad para realizar sus labores, podrá negarse a realizar el trabajo hasta que los riesgos hayan sido informados.. 1.7.3.3.. Política de alcohol y drogas. MANPOWER PROFESSIONAL SERVICES S.A como empresa dedicada a la creación y provisión de servicios y soluciones innovadoras de Capital Humano, que permitan a nuestros clientes triunfar en el cambiante mundo del trabajo. Es consiente que el consumo habitual de alcohol y drogas puede ocasionar un impacto negativo a tu salud y seguridad en el lugar de trabajo; provocando riesgos tanto para el trabajador afectado como para sus compañeros o terceros. Por tal motivo, mientras el trabajador este realizando sus funciones para la empresa o cliente destacado, se considera necesario el cumplimiento de los siguientes compromisos: . Ningún trabajador deberá ingresar bajo los efectos del alcohol o drogas a sus puestos de trabajo, cuando se detecte que este laborando en esas 7.
(25) condiciones; se deberá seguir las normas y procedimientos internos para ser retirado del área de trabajo. . Se llevará a cabo inspecciones no anunciadas de alcohol y drogas en las instalaciones de la empresa o clientes, así mismo; cuando se detecte al trabajador en aparente consumo; se podrá requerir que se sometan a pruebas o exámenes médicos. El resultado positivo de la prueba o la negativa a someterse a una prueba de alcohol y drogas, será motivo de sanciones disciplinarias dispuestas en el reglamento interno de trabajo.. 1.7.3.4.. Política de desarrollo sostenible. MANPOWER PROFESSIONAL SERVICES S.A como empresa dedicada a la creación y provisión de servicios y soluciones innovadoras de Capital Humano, que permitan a nuestros clientes triunfar en el cambiante mundo del trabajo. Es consciente de que nuestras actividades pueden causar un impacto en las comunidades donde nuestros clientes se encuentran presentes. Por lo tanto, tenemos el compromiso de promover la sostenibilidad integrando aspectos sociales, económicos y ambientales en nuestro modelo de gestión, el cual tiene como objetivo el comprometerse a: . Actuar con respeto frente a las instituciones, autoridades, cultura y costumbres locales; manteniendo una relación propicia con la población.. . Garantizar y promover el derecho de todo ciudadano a participar en la definición de políticas y en la adopción de las normas relativas al medio ambiente, la ecología y los recursos naturales.. . Fomentar preferentemente el empleo local, brindando las oportunidades de capacitación requeridas.. . Cumplimiento de los requisitos legales aplicables, así como otros requisitos que la empresa suscriba, y superación de los mismos en la medida posible.. . El manejo de la mejora continúa para la prevención de los accidentes y enfermedades laborales. 8.
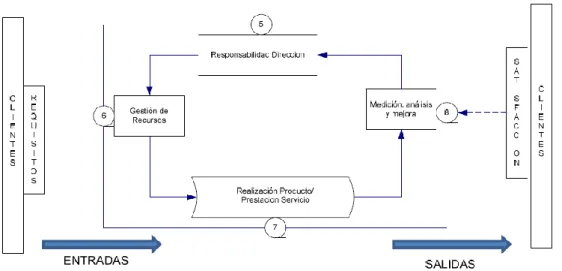
(26) 1.7.3.5. Organigrama general. Figura 2: Organigrama General de la empresa Manpower – 2018. (Fuente: Manual de Funciones Manpower Professional Services S.A.) 9.
(27) CAPITULO II MARCO TEÓRICO 2.1. Reseña del mantenimiento. 2.1.1. ¿Qué es el mantenimiento?. Se considera que mantenimiento es la serie de trabajos que deben ejecutarse en algún equipo o planta, a fin de conservar el servicio para el que fue diseñado. La naturaleza es infatigable en la creación; a cada instante nacen seres, asombrosas máquinas vivientes, que deben ser mantenidas para que no perezcan; en este caso las mismas máquinas atienden su propio mantenimiento al proveerse de alimento, bebida, abrigo, etc. Para seguir subsistiendo. En lo que respecta a los equipos diseñados por el hombre, hasta la fecha no se tienen los avances considerables en este aspecto, pues, aunque existen artefactos que hacen la mayor parte del mantenimiento a otros equipos de producción, en realidad hay personas que integran el equipo de mantenimiento. El servicio es lo importante y no la maquinaria que lo proporciona. Por lo tanto, se deben equilibrar en las labores de mantenimiento los factores esenciales siguientes: . Calidad económica del servicio.. . Duración adecuada del equipo. 10.
(28) . Costos mínimos de mantenimiento.. En ese sentido se puede decir que el mantenimiento es el conjunto de acciones necesarias para conservar o restablecer un sistema en un estado que permita garantizar su funcionamiento a un coste mínimo. Conforme con la anterior definición se deducen distintas actividades: Prevenir y/o corregir averías. Cuantificar y/o evaluar el estado de las instalaciones. Aspecto económico (costes).. El mantenimiento también está reaccionando ante nuevas expectativas. Estas incluyen una mayor importancia a los aspectos de seguridad y del medio ambiente, un conocimiento creciente de la conexión existente entre el mantenimiento y la calidad del producto, un aumento de la presión ejercida para conseguir una alta disponibilidad de la maquinaria al mismo tiempo que se contienen los costes. Los cambios están poniendo a prueba el límite, las actitudes y conocimientos del personal en todas las ramas de la industria.. El objetivo final del mantenimiento se puede sintetizar en los siguientes puntos: Evitar, reducir y reparar fallos de los bienes. Si un fallo no se puede evitar, disminuir sus efectos negativos. Hacer que las máquinas no fallen de forma incontrolada (prevenir los fallos permite programar la parada de reparación). Incrementar la seguridad. Conservar los bienes en condiciones seguras y productivas. Reducir el estrés de los operarios en las líneas de producción. Reducir costes. En este sentido puede indicarse que el mantenimiento es de forma general un servicio rentable, entendiendo por ello que sus costes son inferiores a las pérdidas posibles por la no actuación. Optimizar la utilización de los recursos. Disminuir las pérdidas de producción (lucro cesante por la “no producción”). 11.
(29) Alargar la vida de los equipos.. Son misiones de mantenimiento: La vigilancia permanente y/o periódica. Las acciones preventivas. Las acciones correctivas (reparaciones). El reemplazamiento de maquinaria.. 2.1.2. Historia y evolución del mantenimiento. Desde el principio de la humanidad, hasta finales del siglo XVII, las funciones de preservación y mantenimiento no tuvieron un gran desarrollo debido a la menor importancia que tenía la máquina con respecto a la mano de obra, ya que hasta 1880 el 90% del trabajo lo realizaba el hombre y la máquina solo hacía el 10%. La conservación que se proporcionaba a los recursos de las empresas era solo mantenimiento correctivo (las máquinas solo se reparaban en caso de paro o falla importante). Así pues, nuestro gran problema es que no hemos captado el cambio que la historia nos marca y seguimos llamando equivocadamente mantenimiento a una labor que tiene dos facetas: la de preservar la maquinaria y la de mantener la calidad del producto que ésta proporciona. En cualquier caso, podemos distinguir cuatro generaciones en la evolución del concepto de mantenimiento: 1ª Generación: La más larga, desde la revolución industrial hasta después de la 2ª Guerra Mundial, aunque todavía impera en muchas industrias. El Mantenimiento se ocupa sólo de arreglar las averías. Es el Mantenimiento Correctivo.. 2ª Generación: Entre la 2ª Guerra Mundial y finales de los años 70 se descubre la relación entre edad de los equipos y probabilidad de fallo. Se comienza a hacer sustituciones preventivas. Es el Mantenimiento Preventivo.. 12.
(30) 3ª Generación: Surge a principios de los años 80. Se empieza a realizar estudios CAUSA-EFECTO para averiguar el origen de los problemas. Es el Mantenimiento Predictivo o detección precoz de síntomas incipientes para actuar antes de que las consecuencias sean inadmisibles. Se comienza a hacer partícipe a Producción en las tareas de detección de fallos.. 4ª Generación: Aparece en los primeros años 90. El Mantenimiento se contempla como una parte del concepto de Calidad Total: "Mediante una adecuada gestión del mantenimiento es posible aumentar la disponibilidad al tiempo que se reducen los costos. Es el Mantenimiento Basado en el Riesgo (MBR): Se concibe el mantenimiento como un proceso de la empresa al que contribuyen también otros departamentos. Se identifica el mantenimiento como fuente de beneficios, frente al antiguo concepto de mantenimiento como "mal necesario". La posibilidad de que una máquina falle y las consecuencias asociadas para la empresa es un riesgo que hay que gestionar, teniendo como objetivo la disponibilidad necesaria en cada caso al mínimo coste.. Figura 3: Avance del mantenimiento industrial por generaciones.. Se requiere un cambio de mentalidad en las personas y se utilizan herramientas como: Ingeniería del Riesgo (Determinar consecuencias de fallos que son aceptables o no). 13.
(31) Análisis de Fiabilidad (Identificar tareas preventivas factibles y rentables). Mejora de la Mantenibilidad (Reducir tiempos y costes de mantenimiento).. 2.1.3. Actividades ligadas al mantenimiento. El mantenimiento, es una rama de la tecnología que pretende rectificar o corregir un fallo o restablecer condiciones de operación normalizadas. Sin embargo, en su denominación moderna se amplía el concepto dando una idea de relevancia según el entorno o la importancia que este servicio tiene dentro de los procesos de producción. Así, las actividades ligadas a un servicio de mantenimiento se pueden dividir en: . Técnicas / Operativas: Se actúa sobre el equipo en alguna forma.. . Administrativas / de control: Se diseñan programas o sistemas de control y seguimiento, control de la calidad de las piezas y suministros, duración de recambios, tiempos de deterioro, etc.. . De gestión: Evaluación de costes, informes, planificaciones, alcance del preventivo, control de actuaciones, toma de decisiones, etc. En general todas las empresas realizan las actividades anteriores, aunque en empresas pequeñas estas tareas pueden estar asignadas a una única persona. En tal caso, puede existir una normativa de actuación protocolizada, aunque muchas veces queda a su criterio particular.. Por otra parte, indicar que mantenimiento y seguridad van íntimamente ligados, y los aspectos de seguridad en relación con las personas suelen estar normalizados, protocolizados o sometidos a obligaciones y restricciones de tipo legal que son de obligado cumplimiento para el servicio de mantenimiento.. 14.
(32) 2.1.4. Áreas de acción del mantenimiento De lo dicho hasta aquí se deducen las tareas de las que un servicio de mantenimiento, según el contexto, puede ser responsable: -. Mantenimiento de equipos.. -. Realización de mejoras técnicas.. -. Colaboración en las nuevas instalaciones: especificación, recepción y puesta en marcha.. -. Recuperación y nacionalización de repuestos.. -. Ayudas a fabricación (cambios de formato, proceso, etc.).. -. Aprovisionamiento de útiles y herramientas, repuestos y servicios (subcontratación).. -. Participar y Promover la mejora continua y la formación del personal.. -. Mantener la Seguridad de las instalaciones a un nivel de riesgo aceptable.. -. Mantenimientos generales (Jardinería, limpiezas, vehículos, etc.).. 2.1.5. Organización del mantenimiento Antes de entrar en otros detalles concretos del mantenimiento abordaremos dos aspectos que afectan a la estructuración del mantenimiento: -. Dependencia Jerárquica.. -. Centralización/Descentralización.. a) Dependencia Jerárquica. En cuanto a su dependencia jerárquica es posible encontrarnos con departamentos dependientes de la dirección y al mismo nivel que fabricación o, integrados en la producción para facilitar la comunicación, colaboración e integración.. b) Centralización/Descentralización Nos referimos a la posibilidad de una estructura piramidal, con dependencia de una sola cabeza para toda la organización ó, por el contrario, la existencia de diversos departamentos de mantenimiento establecidos por plantas productivas ó cualquier otro criterio geográfico. Del análisis de las ventajas e inconvenientes de 15.
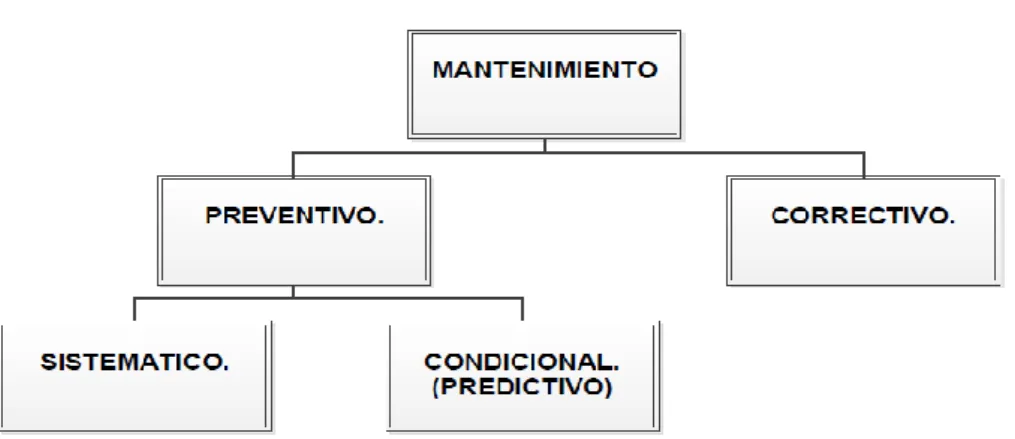
(33) cada tipo de organización se deduce que la organización ideal es la "Centralización Jerárquica junto a una descentralización geográfica". La Centralización Jerárquica proporciona las siguientes ventajas: Optimización de Medios. Mejor dominio de los Costos. Procedimientos Homogéneos. Seguimiento de Máquinas y Averías más homogéneo. Mejor Gestión del personal.. Mientras que la Descentralización Geográfica aportaría éstas otras ventajas: . Delegación de responsabilidad a los jefes de áreas.. . Mejora de relaciones con producción.. . Más eficacia y rapidez en la ejecución de trabajos.. . Mejor comunicación e integración de equipos polivalentes.. 2.1.6. Tipos y niveles de mantenimiento Los distintos tipos de Mantenimiento que hasta ahora hemos comentado quedan resumidos:. Figura 4: Tipos de mantenimientos.. 16.
(34) El Mantenimiento Correctivo, efectuado después del fallo, para reparar averías. El Mantenimiento Preventivo, efectuado con intención de reducir la probabilidad de fallo, del que existen dos modalidades: El Mantenimiento Preventivo Sistemático, efectuado a intervalos regulares de tiempo, según un programa establecido y teniendo en cuenta la criticidad de cada máquina y la existencia ó no de reserva. El. Mantenimiento. Preventivo. Condicional. o. según. condición,. subordinado a un acontecimiento predeterminado. El Mantenimiento Predictivo, que más que un tipo de mantenimiento, se refiere a las técnicas de detección precoz de síntomas para ordenar la intervención antes de la aparición del fallo.. 2.1.6.1.Mantenimiento preventivo. 2.1.6.1.1. Ventajas, inconvenientes, aplicaciones. a) Ventajas . Importante reducción de paradas imprevistas en equipos.. . Solo es adecuado cuando, por la naturaleza del equipo, existe una cierta relación entre probabilidad de fallos y duración de vida.. b) Inconvenientes . No se aprovecha la vida útil completa del equipo.. . Aumenta el gasto y disminuye la disponibilidad si no se elige convenientemente la frecuencia de las acciones preventivas.. c) Aplicaciones . Equipos de naturaleza mecánica o electromecánica sometidos a desgaste seguro.. . Equipos cuya relación fallo-duración de vida es bien conocida.. 17.
(35) 2.1.6.2.Mantenimiento correctivo. 2.1.6.2.1. Ventajas, inconvenientes, aplicaciones a) Ventajas . No se requiere una gran infraestructura técnica ni elevada capacidad de análisis.. . Máximo aprovechamiento de la vida útil de los equipos.. b) Inconvenientes . Las averías se presentan de forma imprevista lo que origina trastornos a la producción.. . Riesgo de fallos de elementos difíciles de adquirir, lo que implica la necesidad de un “stock” de repuestos importante.. . Baja calidad del mantenimiento como consecuencia del poco tiempo disponible para reparar.. c) Aplicaciones . Cuando el coste total de las paradas ocasionadas sea menor que el coste total de las acciones preventivas.. . Esto sólo se da en sistemas secundarios cuya avería no afectan de forma importante a la producción.. . Estadísticamente resulta ser el aplicado en mayor proporción en la mayoría de las industrias.. 2.1.6.3.Mantenimiento predictivo. 2.1.6.3.1. Ventajas, inconvenientes, aplicaciones. a) Ventajas . Determinación óptima del tiempo para realizar el mantenimiento preventivo. 18.
(36) . Ejecución sin interrumpir el funcionamiento normal de equipos e instalaciones.. . Mejora el conocimiento y el control del estado de los equipos.. b) Inconvenientes . Requiere personal mejor formado e instrumentación de análisis costosa.. . No es viable una monitorización de todos los parámetros funcionales significativos, por lo que pueden presentarse averías no detectadas por el programa de vigilancia.. . Se pueden presentar averías en el intervalo de tiempo comprendido entre dos medidas consecutivas.. c) Aplicaciones. 2.2.. . Maquinaria rotativa.. . Motores eléctricos.. . Equipos estáticos.. . Equipos eléctricos. . Instrumentación.. Conceptos básicos de bombas.. 2.2.1. Definición de bomba Es un dispositivo empleado para elevar el agua u otro líquido, puesto que son herramientas que agregan carga al flujo y añaden energía a los líquidos, intercambiando energía a través del movimiento de los álabes. Una bomba no desarrolla ninguna energía propia. Simplemente transfiere la fuerza de una fuente de energía, para poner en movimiento un líquido. Por ejemplo, un motor eléctrico puede imprimir energía a una bomba para utilizar el agua ya sea por conducción directa o por almacenamiento. 19.
(37) 2.2.2. Tipos de bombas Los tipos de bombas comúnmente utilizados para la entrega de fluido pueden clasificarse de la siguiente forma: a. Desplazamiento positivo: Rotatorias De engranajes De paleta De tornillo De cavidad progresiva De lóbulo o álabe Reciprocantes De pistón De inmersión De diafragma. b. Cinéticas o De flujo axial (centrífuga) De flujo axial (de impulsor) De flujo mixto. c. De propulsión o tipo ejecutor. 2.2.3. Utilización del equipo de bombeo Las bombas de agua dentro de un hogar o en la industria cumplen dos finalidades; la primera es la de extracción de agua desde un pozo hasta una cisterna, y la segunda la circulación del agua dentro del sistema de distribución. Para la extracción de agua de los pozos se utilizan bombas sumergibles, y para la distribución dentro de la red se utilizan bombas centrífugas o hidroneumáticas.. 20.
(38) 2.2.4. Bombas sumergibles Se le conoce como bomba sumergible al tipo de bomba utilizada para extraer agua de pozos mecánicos; la bomba sumergible tiene como característica que se encuentra debajo del nivel del agua dentro del pozo. Tiene un motor eléctrico sellado que está conectado por medio de cables especiales resistentes al agua; normalmente, posee varios impulsores conectados en serie al motor y tiene un flujo axial. Las bombas sumergibles y de cárcamo tipo turbina se utilizan en aplicaciones de pozo profundo, sistemas de riego, sistemas contra incendio, abastecimiento de agua potable a municipios e industrias en general.. 2.2.5. Bombas verticales Las bombas con eje de giro en posición vertical tienen, casi siempre, el motor a un nivel superior al de la bomba, por lo que es posible, al contrario que en las horizontales, que la bomba trabaje rodeada por el líquido a bombear, estando, sin embargo, el motor por encima de éste.. 21.
(39) CAPÍTULO III MANTENIMIENTO PREVENTIVO 3.1. Mantenimiento preventivo El mantenimiento preventivo es la ejecución de un sistema de inspecciones periódicas programadas racionalmente sobre el activo fijo de la planta y sus equipos con el fin de detectar condiciones y estados inadecuados de esos elementos que puedan ocasionar circunstancialmente paros en la producción o deterioro grave de máquinas, equipos o instalaciones, y realizar en forma permanente el cuidado de mantenimiento adecuado de la planta para evitar tales condiciones, mediante la ejecución de ajustes o reparaciones, mientras las fallas potenciales están en estado inicial de desarrollo. El objetivo del mantenimiento preventivo es aumentar al máximo la disponibilidad y confiabilidad del equipo llevando acabo un mantenimiento planeado, basado en las inspecciones planificadas y programadas de los posibles puntos a fallar. Una buena organización de mantenimiento que aplica el sistema preventivo obtiene los siguientes beneficios: . Seguridad. Las obras e instalaciones sujetas a mantenimiento preventivo operan en mejores condiciones de seguridad puesto que se conoce mejor su estado físico y condiciones de funcionamiento u operación.. 22.
(40) . Vida útil. Una instalación sujeta a mantenimiento preventivo tiene una vida útil mucho mayor que la que tendría con un sistema de mantenimiento correctivo.. . Costo de reparaciones. Es posible reducir el costo de reparaciones si se utiliza el mantenimiento preventivo en lugar del correctivo.. . Inventarios. Es posible reducir el costo de inventarios empleando el sistema de mantenimiento preventivo, puesto que se determina en forma más precisa los materiales de mayor consumo y se puede prever su uso en el tiempo.. . Carga de trabajo. La carga de trabajo para el personal de mantenimiento preventivo es más uniforme que en un sistema de mantenimiento correctivo, por lo que se puede reducir al minimizar las emergencias.. . Aplicabilidad. Mientras más complejas sean las instalaciones y más confiabilidad se requiera, mayor será la necesidad del mantenimiento preventivo.. En resumen y considerando los costos directos e indirectos a mediano y largo plazo, se estima que una sana combinación de mantenimientos correctivo y preventivo puede reducir los costos en 40 a 50%. Hay que recordar que entre los costos indirectos están: pérdida de prestigio por incumplimiento de programas de producción y entregas, primas por accidentes, litigios y desmandas, desmotivación a la calidad y productividad.. 3.1.1. Pasos para desarrollar un programa de mantenimiento preventivo. Cualquier buen Ingeniero pueda establecer un programa de mantenimiento preventivo con el fin de conservar la planta y equipo a mínimo costo, pero debe aprender desde el principio, a examinar los efectos de todas las fases del programa sobre los costos de manufactura. El programa de mantenimiento preventivo debe ser hecho sobre medidas: medido y cortado para satisfacer los requerimientos individuales. La razón es clara: no hay 23.
(41) dos plantas idénticas en tamaño, edad, localización, equipo y servicios; difieren en organización, políticas de operación; personal. Los problemas de mantenimiento preventivo son diferentes, así como los problemas del mantenimiento y no responden al mismo tratamiento. Esto no quiere decir que no haya parecido entre dos sistemas de mantenimiento preventivo. Lo hay, pero se encuentra en objetivo y principios básicos, no en la Ingeniería y el papeleo. EL papeleo o los sistemas que se apliquen son importantes, pero puede costar más de lo que de debiera si es de la clase errada. En general, para iniciar el establecimiento de un programa de mantenimiento preventivo se pueden tener en cuenta los siguientes pasos:. a. Administración del plan. El primer paso en el desarrollo de un programa completo de mantenimiento preventivo consiste en reunir una fuerza de trabajo que inicie y ejecute el plan. Se designará a una sola persona como jefe de la fuerza de trabajo, además de que es esencial el compromiso de la dirección para el cumplimiento exitoso del plan. Después de anunciar el plan y formar la organización necesaria para el mismo, la fuerza de trabajo deberá emprender la tarea de conformar el programa.. b. Inventario de las instalaciones. El inventario de las instalaciones es una lista de todas las instalaciones, incluyendo todas las piezas, de un sitio. Se elabora con fines de identificación. Se deberá elaborar una hoja de inventario de todo el equipo que muestre la identificación de éste, la descripción de la instalación, su ubicación, tipo y prioridad (importancia).. c. Identificación del equipo. Es esencial desarrollar un sistema mediante el cual se identifique de manera única a cada equipo de la planta. Se deberá establecer un sistema de códigos que ayude en este proceso de identificación. El código deberá indicar la ubicación, tipo y número de máquina. 24.
(42) d. Registro de las instalaciones. El registro de las instalaciones es un archivo (electrónico o en papel) que contiene los detalles técnicos acerca de los equipos incluidos en el plan de mantenimiento. Estos datos son los primeros que deben alimentarse al sistema de información de mantenimiento. El registro del equipo (partida) debe incluir el número de identificación, ubicación, tipo de equipo, fabricante, fecha de fabricación, número de serie, especificaciones, tamaño, capacidad, velocidad, peso, energía de servicio, detalles de conexiones, detalles de cimiento, dimensiones generales, tolerancias, número de plano de referencia, número de referencia para los manuales de servicio, intercambiabilidad con otras unidades, etc.. e. Programa específico de mantenimiento. Debe elaborarse un programa específico de mantenimiento para cada pieza de equipo dentro del programa general. El programa es una lista completa de las tareas de mantenimiento que se van a realizar en el equipo. El programa incluye el nombre y número de identificación del equipo, su ubicación, número de referencia del programa, lista detallada de las tareas que se llevarán a cabo (inspecciones, mantenimiento preventivo, reemplazos), frecuencia de cada tarea, tipo de técnicos requeridos para realizar la tarea, tiempo para cada tarea, herramientas especiales que se necesitan, materiales necesarios y detalles acerca de cualquier arreglo de mantenimiento por contrato.. f. Especificaciones del trabajo. La especificación del trabajo es un documento que describe el procedimiento para cada tarea. Su intención es proporcionar los detalles de cada tarea en el programa de mantenimiento. La especificación del trabajo deberá indicar el número de identificación de la pieza (equipo), ubicación de la misma, referencia del programa de mantenimiento, número de referencia de especificación del trabajo, frecuencia del trabajo, tipo de 25.
(43) técnicos requeridos para el trabajo, detalles de la tarea, componentes que se van a reemplazar, herramientas y equipos especiales necesarios, planos de referencia, y manuales y procedimientos de seguridad a seguir.. g. Programa de mantenimiento. El programa de mantenimiento es una lista donde se asignan las tareas de mantenimiento a períodos de tiempo específicos. Cuando se ejecuta el programa de mantenimiento, debe realizarse mucha coordinación a fin de balancear la carga de trabajo y cumplir con los requerimientos de producción. Esta es la etapa en donde se programa de mantenimiento preventivo entra en ejecución.. h. Control del programa. El programa de mantenimiento preventivo debe ejecutarse según se ha planeado. Es esencial una vigilancia estrecha para observar cualquier desviación con respecto al programa.. 3.1.2. Responsable por el mantenimiento preventivo En las circunstancias modernas actuales la continua introducción de equipos mecánicos de servicios, de maquinaria perfeccionada y de nuevos métodos de fabricación se agregan continuamente a las tareas del mantenimiento. La elección de la maquinaria de producción es principalmente de la incumbencia del Departamento de Producción, pero a menudo se consulta al Ingeniero de Mantenimiento sobre la instalación, las necesidades de fuerza motriz y servicio y sobre las especificaciones que afectan el mantenimiento.. Para que los costos de mantenimiento sean mínimos, es preciso que se aplique un criterio de ingeniería competente tanto en la elección de la maquinaria como en la disposición de la misma y en el desarrollo de herramientas eficientes y buenas prácticas de mantenimiento. El Ingeniero debe tener en cuenta para el éxito del programa de mantenimiento: el tamaño de la planta, la capacidad de los inspectores, mecánicos y ayudantes, 26.
(44) adecuada ayuda de oficina y las condiciones presentes de la fábrica y su equipo. 3.1.3. Métodos para prevención de fallas. La pregunta más crítica en el mantenimiento preventivo es: ¿Qué tarea o serie de tareas deben realizarse para impedir una falla? Obviamente, si entendemos el mecanismo de la falla real del equipo, podemos decidir qué tareas son lógicas para impedir la falla y cuáles no son pertinentes.. Si el mecanismo dominante de falla se basa en el tiempo o se debe al desgaste, es decir, si la probabilidad de la falla aumenta gradualmente con el tiempo, la edad o el uso, entonces las tareas de mantenimiento tienen que basarse en el tiempo. Si, por otra parte, la probabilidad de una falla es constante independientemente del tiempo, la edad o el uso, y existe una degradación gradual desde el principio de la falla, entonces las tareas de mantenimiento pueden basarse en las condiciones. Las tareas basadas en el tiempo se justifican si un restablecimiento o un reemplazo periódicos de componentes restablecen el equipo al estado en que pueda realizar las funciones para las que fue creado. Las tareas basadas en las condiciones, justificadas cuando se desconoce el enfoque de prevención de fallas, se centran en la medición de un parámetro que indique un deterioro o una degradación en el rendimiento funcional del equipo. Las mediciones y las inspecciones mismas pueden programarse regularmente, pero no las tareas de restauración. Estas mediciones pueden relacionarse directamente con la operación de la máquina, como la vibración, la temperatura durante el funcionamiento, el amperaje requerido, los contaminantes en el aceite de lubricación o el nivel del ruido, o puede ser una medida sustituta de la operación de la máquina, como la calidad del producto, sus dimensiones, patrones de desgaste o composición. Si se consideran los rodamientos, por ejemplo, sólo un pequeño porcentaje de éstos fallan realmente durante el servicio y, de hecho, por lo general duran más tiempo que el equipo donde se instalan.. La mayoría de las fallas de los rodamientos ocurren debido a una lubricación deficiente o inadecuada, a contaminantes sólidos o líquidos que entran en el 27.
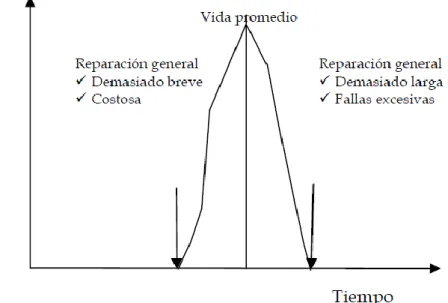
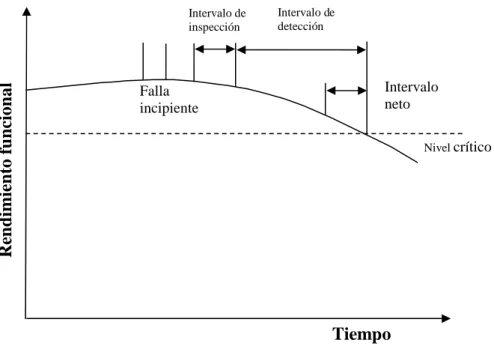
(45) rodamiento, o a un. inadecuado manejo o montaje. Cuando los rodamientos se. manejan, se montan, se alinean, se sellan y se lubrican correctamente y se mantienen fuera de temperaturas extremas, su modo predominante de falla es la fatiga (envejecimiento). Por lo tanto, el mantenimiento preventivo sin intrusión con base en las condiciones es la elección lógica para el monitoreo de los rodamientos.. El mantenimiento basado en el tiempo (por ejemplo, reparaciones generales) es técnicamente factible si la pieza tiene una vida promedio identificable. La mayoría de las piezas sobreviven dicha edad y la acción restablece la condición de la pieza a su función deseada. El mantenimiento basado en las condiciones es técnicamente factible si es posible detectar condiciones o funcionamiento degradado, si existe un intervalo de inspección práctico, y si el intervalo de tempo (desde la inspección a la falla funcional) es suficientemente grande para permitir acciones correctivas o reparaciones. Las figuras 5 y 6 muestran cuándo se debe emplear el mantenimiento basado en el tiempo o el mantenimiento basado en las condiciones.. Figura 5: Reparación general basada en el tiempo. (Fuente: Mantenimiento Mecánico de Equipos).. 28.
(46) Rendimiento funcional. Intervalo de inspección. Intervalo de detección. Falla incipiente. Intervalo neto Nivel crítico. Tiempo Figura 6: Mantenimiento basado en las condiciones. (Fuente: Mantenimiento mecánico de equipos).. Debido a que los equipos complejos y sus componentes tendrán varias causas posibles de falla, es necesario desarrollar una serie de acciones de mantenimiento preventivo algunas basadas en condiciones y otras basadas en el tiempo para el mismo equipo, y consolidar éstas en un Programa de Mantenimiento Preventivo. El programa tendrá tareas agrupadas por periodicidad (es decir, diaria, semanal o anualmente, por horas de operación, por ciclos, etc.) y agrupadas por oficio (es decir, mecánico, electricista, operador, técnico, etc.). 3.1.4. ¿Qué equipos se deben inspeccionar? Esto depende principalmente de las condiciones especiales de cada planta. Como regla general un buen programa de mantenimiento preventivo debe incluir la mayor parte de las instalaciones físicas de la planta. Para llegar a una decisión sobre el particular, se debe hacer un análisis global y tomar como guías las respuestas que se dan a las siguientes preguntas: . ¿Es un equipo vital? Si su falla causa una pérdida de producción mayor 29.
(47) a una vería costosa o daños al personal, se justifica incluirlo en el programa de mantenimiento preventivo. . ¿Hay equipos de emergencia o reemplazo en caso de falla? Es posible poner en operación otro equipo para satisfacer la demanda de producción. En tal caso la necesidad de incluir tales equipos en el programa de mantenimiento preventivo depende de otros factores, tales como costo de la reparación o el valor del equipo.. . ¿El costo del mantenimiento preventivo es mayor que el costo de la parada de los equipos y los costos de reparaciones y reemplazo? Si el valor de parar una maquinaria para reparar o corregir una falla repetitiva no es menor que el costo total de la reparación, es difícil certificar la utilización del mantenimiento preventivo.. . ¿La vida normal del equipo de mantenimiento preventivo excede las necesidades de producción? Si el equipo ha de ser obsoleto antes de que se arruine por completo, el Mantenimiento Preventivo puede ser un gasto innecesario.. En el caso de equipo que no sea de operación la decisión de incluirlo en el programa de mantenimiento preventivo puede guiarse por la siguiente consideración: Si la falta de mantenimiento o ajuste de un equipo va a producir, en caso de una falla, daños personales o a otros equipos o problemas en la producción, debe considerarse seriamente la posibilidad de incluirlo en el programa de mantenimiento preventivo. Para poder determinar que equipos se deben incluir, es indispensable saber con qué maquinaria contamos, así que el primer paso a tomar es el de efectuar un inventario de toda la maquinaria.. 3.1.5. ¿Qué partes deben inspeccionarse? Una vez decidido que equipo va a incluirse en el programa de mantenimiento preventivo, el paso siguiente es determinar que partes de cada equipo necesitan atención. En este estudio es donde se logra compaginar la teoría y la práctica del mantenimiento preventivo. 30.
(48) Las partes de cada equipo que se deben inspeccionar se determinan mediante integración de la siguiente información: . Recomendaciones de los fabricantes.. . Manuales de servicio emitidos para cada equipo.. . Experiencia del personal de mantenimiento en general.. . Listas de recomendaciones suministrados por los mecánicos que ajustan regularmente los equipos; ellos pueden localizar una parte susceptible de desgaste o de perder ajuste bajo las condiciones locales, que no habían sido consideradas por el fabricante.. . Los registros históricos.. 3.1.6. Frecuencia de las inspecciones. La decisión de cuán a menudo se debe inspeccionar probablemente tiene la mayor incidencia en los costos y ahorros de un Programa de Mantenimiento Preventivo. El exceso de inspección es un gasto innecesario y la falta de inspección resulta en más paradas de emergencia y reemplazo prematuros de repuestos y piezas. Un buen balance es necesario para obtener óptimos ahorros. El primer paso para establecer y medir el mejor ciclo de frecuencia es un análisis de Ingeniería de su equipo desde los siguientes puntos de vista: . Edad, condiciones y valores. Los equipos más viejos y en pobres condiciones necesitan servicios más frecuentes. Si los equipos están listos para ser dados de baja o serán obsoletos en breve tiempo, será más barato inspeccionar una base de la armadura en general y no en la totalidad de las partes.. . Severidad del servicio. Aplicaciones más severas de equipo idéntico requieren ciclos más cortos.. . Requerimiento de seguridad. Equipos con un alto potencial de riesgo de accidentes requieren frecuencias altas de inspección.. 31.
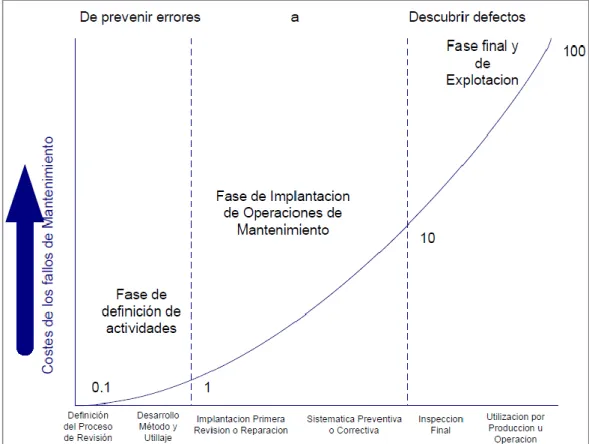
(49) . Horas de operación. Muchas casas constructoras sugieren ciclos de frecuencia basados en días de ocho horas de trabajo; otras se basan en el uso (tal como en el millaje). A veces se usan las dos bases, poniendo en práctica la que se cumpla primero.. . Susceptibilidad de averías. Si le equipo está sujeto a vibraciones, sobrecargas o abusos, este debe someterse a revisiones frecuentes del estado o condición de funcionamiento.. . Susceptibilidad de desgaste. ¿Cuál es la exposición al mugre, fricción, fatigas, esfuerzos o corrosión? ¿Cuál es el tiempo de vida esperado?. . Susceptibilidad a perder ajuste. Si las tolerancias dadas por la casa constructora son muy precisas, es necesario acortar los ciclos de inspección. También se evalúa que tanto afectará el mal ajuste o desalineamiento la calidad del producto.. Figura 7: Frecuencia óptima de las inspecciones. (Fuente: Mantenimiento mecánico de equipos).. De la figura 7 podemos apreciar que el nivel económico óptimo puede ser el tener una cierta cantidad de tiempo de parada de producción el cual estará dado al analizar el costo de mantenimiento contra el costo de paradas: de la consideración de estos costos y su suma se puede también establecer el nivel de mantenimiento que dará el máximo retorno económico. 32.
Figure



+7


Documento similar
El presente trabajo describe la elaboración e implementación del programa de mantenimiento preventivo para las máquinas y equipos que intervienen en los procesos realizados
constantemente. Y realizar cuadros comparativos de los resultados del programa.. INSTITUTO TECNOLOGICO DE TUXTLA GUTIERREZ Página 55 PROGRAMA DE MANTENIMIETO PREVENTIVO Y
Se desarrollaron las siguientes propuestas de mejora del área de producción: Programa de mantenimiento preventivo, gestión de recursos humanos y gestión de
La implementación de la tesis tiene como objetivo la elaboración e implementación del programa de Sistema de Gestión de Mantenimiento Preventivo en función a la criticidad,
IMPLEMENTACIÓN DEL MANTENIMIENTO PREVENTIVO PARA EQUIPOS DE BOMBEO CENTRÍFUGOS EN UNA.. ESTACIÓN DE PRODUCCIÓN DE LA UNIDAD DE EXPLOTACIÓN PETROLERA - LOTE
DISEÑO DEL PLAN DE MANTENIMIENTO PREVENTIVO EN LA EMPRESA MINERA YANACOCHA PARA INCREMENTAR LA VIDA ÚTIL DEL TORNAMESA DE LA MOTONIVELADORA 24H, CAJAMARCA 2017.. Grajeda Carcausto
“PROPUESTA DE IMPLEMENTACIÓN DE UN SISTEMA DE GESTIÓN DE ENERGÍA BAJO LA NORMA ISO 50001, PARA LA REDUCCIÓN DE COSTOS EN.. TALLER DE MANTENIMIENTO MECÁNICO DE UNA
Cada reporte de mantenimiento preventivo deberá estar firmado con el visto bueno del responsable de la unidad administrativa o usuario del equipo cuando el servicio esté
