Monterrey, Nuevo León a 28 de Junio de 2004
Lic. Arturo Azuara Flores:
Director de Asesoría Legal del Sistema Sistema Tecnológico de Monterrey Monterrey, N.L., México
Por medio de la presente hago constar que soy autor y titular de la obra titulada
"Logística de Sub-Productos", en los sucesivo LA OBRA, en virtud de lo cual autorizo a el Instituto Tecnológico y de Estudios Superiores de Monterrey (EL INSTITUTO) para que efectúe la divulgación, publicación, comunicación pública, distribución y reproducción, así como la digitalización de la misma, con fines académicos o propios al objeto de EL INSTITUTO.
El Instituto se compromete a respetar en todo momento mi autoría y a otorgarme e I crédito correspondiente en todas las actividades mencionadas anteriormente de la obra. De la misma manera, desligo de toda responsabilidad a EL INSTITUTO por cualquier violación a los derechos de autor y propiedad intelectual que cometa el suscrito frente a terceros.
Heriberto Martín Lozano Carranza
Logística de Sub-Productos
Title Logística de Sub-Productos Authors Lozano Carranza, Heriberto M. Affiliation ITESM
Abstract En los tiempos actuales, la principal estrategia de las empresas es la de mantenerse dentro de un marco
competitivo, el cual les da la oportunidad de sobrevivir en el entorno en el que se encuentran. Un enfoque
fundamental es mantener su crecimiento en tiempos futuros. Para conseguir el crecimiento, las organizaciones que integran la empresa deben de adquirir nuevos
paradigmas que les ayuden a romper las barreras que impiden crecer. Hoy en día, el adoptar nuevos paradigmas que ayuden a innovar es la Única forma de mantener la supervivencia del negocio. Una de las actividades más antiguas dentro de las operaciones de manufactura es la distribución de la planta y el manejo de materiales. Al menos así lo ha sido por muchos años. Son actividades que se interrelacionan con el diseño del arreglo de los
elementos físicos de una serie de actividades que
componen la operación de la planta. Sin embargo, en años recientes, la Ingeniería Industrial ha estado ampliando su visión en bÚsqueda de la mejora de métodos de diseño de plantas industriales. A pesar de tener iniciativas como e-commerce, integración de la cadena de suministro,
respuesta rápida o entregas justo a tiempo, la interconexión entre el punto de manufactura y el consumidor no está bien coordinado como para eliminar por completo la existencia de almacenes. En el futuro el principal objetivo en la administración de almacenes es el buscar mejorar su eficiencia, alinear su operación con la estrategia del negocio adaptándola al muy cambiante entorno en el que hoy vivimos.
Discipline Ingeniería y Ciencias Aplicadas / Engineering & Applied Sciences
Item type Tesis
???pdf.cover.sheet .thesis.degree.nam e???
Maestría en Dirección para la Manufactura
???pdf.cover.sheet .dc.contributor.adv isor???
Dr. Alberto Rodríguez Rodríguez
???pdf.cover.sheet .thesis.degree.disci pline???
???pdf.cover.sheet .thesis.degree.prog ram???
Campus Monterrey
Rights Open Access
Downloaded 18-Jan-2017 09:02:37
INSTITUTO TECNOLOGICO Y DE ESTUDIOS
SUPERIORES DE MONTERREY
CAMPUS MONTERREY
ESCUELA DE GRADUADOS EN ADMINISTRACIÓN Y DIRECCIÓN DE EMPRESAS
TECNOLOGICO
DE MONTERREY
LOGÍSTICA DE SUBPRODUCTOS
TESIS
PRESENTADA COMO REQUISITO PARCIAL PARA OBTENER EL GRADO ACEDÉMICO DE: MAESTRO EN DIRECCIÓN PARA LA MANUFACTURA
POR:
Heriberto Martín Lozano Carranza
INSTITUTO TECNOLÓGICO Y DE ESTUDIOS
SUPERIORES DE MONTERREY
CAMPUS MONTERREY
ESCUELA DE GRADUADOS EN ADMINISTRACIÓN Y DIRECCIÓN DE
EMPRESAS
Los miembros del comité de tesis recomendamos que el presente proyecto de tesis
presentado por Heriberto Martín Lozano Carranza, sea aceptado como requisito
parcial para obtener el grado académico de Maestro en Dirección para la
Manufactura.
Dr. Alberto Rodríguez Rodríguez
Asesor Académico
Ing. Felipe Quintanilla Flores
Sinodal
Ing. José Lu
Aprobado
Dr. Nicolás J. Hendrichs
Sinodal
Director Académico del Programa LFM
Maestría en Dirección para la Manufactura
Dedicatoria
A Dios, que me ha dado la salud y sabiduría para poder terminar esta etapa de mi
vida la cual llenó de experiencias y conocimientos.
A mi esposa:
Marina
Por su gran apoyo y confianza en mi para la terminación de esta tan importante etapa de mi vida.
A mis hijos:
Alejandro y Ximena
Por su comprensión e inspiración para continuar hasta el final de éste proyecto.
"La inteligencia consiste no sólo en el conocimiento, sino también en la destreza de aplicarlos conocimientos en la práctica."
Agradecimientos
A Dios:
Por haberme apoyado dándome la salud y entendimiento necesarios para no desfallecer durante mis estudios y dedicación en este proyecto.
A mi madre:
Por sus consejos y apoyos los cuales me dieron ánimo para el cumplimiento de mis metas.
A mis padres políticos:
Por su comprensión y apoyo tanto para mi persona como para mi familia.
A mis hermanos:
Por el ánimo y reconocimiento que me dieron por haber decidido enfrentar éste reto.
A mis compañeros de la Maestría:
Por su participación y colaboración en el transcurso de éste proyecto.
A mi asesor:
Dr. Alberto Rodríguez Rodríguez
Por el tiempo dedicado a enriquecer mis conocimientos en el análisis y resultados de este trabajo.
A mis sinodales:
Ing. José Luis Valdés Valdés e Ing. Felipe Quintanilla Flores
Agradecimiento Especial
Es mi profundo deseo el agradecer al Lie. Osear Maldonado Charles, Director General de IMSA-MEX, S.A. (División APM), por haber puesto su confianza en mi persona dándome la oportunidad de llevar a cabo esta maestría como parte de mi desarrollo personal.
Un profundo y especial agradecimiento al Ing. Carlos Ibarra Tamez, Director de Operaciones, por su apoyo, consejos, recomendaciones y ánimo ofrecidos, los cuales representaron un papel muy importante para llegar a la meta trazada desde el inicio de este programa de postgrado.
Tabla de Contenido
Pag.
1 Introducción
1.1 Antecedentes 1 1.2 Problemática General 2 1.2.1 Objetivo 2 1.2.2 Detalle de la Problemática 2
2 Revisión Bibliográfica
2.1 Logística 3 2.2 Administración de Almacenes 3 2.3 Manejo de Materiales 5 2.4 Productividad de Almacenes 7 2.5 Costos de Almacenes y Logística 8 2.6 Justificación de Compra de Equipo para Manejo de Materiales 8 2.7 Ubicación de Almacenes 9
3 Análisis de Sistuación Actual
3.1 Evaluación 11 3.2 Conclusiones de la Evaluación 14
4 Metodología
4.1 Selección de la Ubicación de Almacenes 15 4.2 Análisis Producto (Q) y Cantidad (Q) 15 4.3 Significado e Interpretación de la Gráfica "P-Q" 16 4.4 Flujo de Materiales 17 4.5 Evaluación y Propuesta del Proceso de Pop - Coil Lámina Caliente 19 4.6 Evaluación y Propuesta del Proceso de Pop - Coil Lámina Fría 22 4.7 Evaluación y Propuesta del Proceso de Pop - Coil Lámina Cruda 25 4.8 Manejo de Materiales 28
5 Discusión de Resultados
5.1 Análisis de Resultados 31
6 Propuesta de Valor 32
7 Conclusiones 36
Pag.
8 Bibliografía
8.1 Libros 38 8.2 Ligas de Internet 39
9 Anexos
Lista de Figuras
1 2 3 4 5 6 7 8 9 10 11 12 13 14
Relación de Cantidad de Almacenes y Costo Total de Logística Diagrama de Flujo del Proceso
Ruta de Pop - Coil Lámina Caliente Ruta de Pop - Coil Lámina Fría Ruta de Pop - Coil Lámina Cruda
Relación Cantidad Generada vs. Tipo de Producto (Piezas / Mes). Diagrama general de flujo de Pop-Coils (Actual)
Flujos de proceso para PC LC (Actual vs. Propuesta) Ruta de Pop - Coil Lámina Caliente (PC LC) Propuesta Flujos de proceso para PC LFR (Actual vs. Propuesta) Flujos de procesos para PC LFC (Actual vs. Propuesta) Diagrama General de Flujo de Procesos (Propuesta)
Relación Cantidad de Montacargas vs. Absorción de Equipo Análisis de Costos - Cantidad - Absorción
Lista de Tablas
1
2
3
4
5
6
7
8
9
10
11
12
13
14
Resumen Proceso Actual de Sub - Productos (Pop-Coil)
Distribución de sub-productos por procesos, rutas y cantidades
Lenguaje de señalización del flujo de proceso
Requerimientos de almacén Pop -Coil Lámina Caliente (PCLC)
Requerimientos de Almacén Pop-Coil Lámina Fría (PCLFR)
Operación actual del almacén de Pop-Coil Lámina Cruda (PC LFC)
Operación propuesta del almacén Pop-Coil Lámina Cruda (PC LFC)
Evaluación Situación Actual del Equipo de Manejo vs. Propuesta
Propuesta con Nueva Ubicación de Almacenes y 2 Montacargas
Comparativa de Costos (Actual vs. Propuesta)
Comparativa de Eficiencia y Costo (Actual vs. Propuesta)
Análisis de Inversión de Equipo vs. Renta Optimizada
Relación de Flujo de Inversión vs. Costo por Renta Optimizada
Relación de Beneficios de Propuestas
12
17
18
20
23
25
26
28
29
30
31
32
33
Resumen
En los tiempos actuales, la principal estrategia de las empresas es la de mantenerse dentro de un marco competitivo, el cual les da la oportunidad de sobrevivir en el entorno en el que se encuentran. Un enfoque fundamental es mantener su crecimiento en tiempos futuros.
Para conseguir el crecimiento, las organizaciones que integran la empresa deben de adquirir nuevos paradigmas que les ayuden a romper las barreras que impiden crecer. Hoy en día, el adoptar nuevos paradigmas que ayuden a innovar es la única forma de mantener la supervivencia del negocio.
Una de las actividades más antiguas dentro de las operaciones de manufactura es la distribución de la planta y el manejo de materiales. Al menos así lo ha sido por muchos años. Son actividades que se interrelacionan con el diseño del arreglo de los elementos físicos de una serie de actividades que componen la operación de la planta.
Sin embargo, en años recientes, la Ingeniería Industrial ha estado ampliando su visión en búsqueda de la mejora de métodos de diseño de plantas industriales.
1 Introducción
1.1 Antecedentes
La Maestría en Dirección para la Manufactura (MDM) se basa en el programa de Líderes para la manufactura (LFM), y como requisito para graduarse, el alumno se integra a un proyecto en proceso en una empresa anfitriona y cuente con un equipo de trabajo definido, con la finalidad de aportar ideas de solución a la problemática establecida y de esta manera enriquecer dicho proyecto mediante la aplicación de las herramientas y habilidades adquiridas durante la maestría.
La participación del alumno en el proyecto se lleva a cabo a través de una estancia industrial en la empresa anfitriona, el cual lo desarrolla en un lapso de tiempo de tres meses. En mi caso particular, el proyecto se llevó a cabo en la empresa IMSA-MEX, S.A. (División APM), que en lo sucesivo la llamaremos APM.
En APM la plataforma básica de crecimiento es la de aumentar la capacidad de producción de sus procesos de manufactura. Este plan de crecimiento contempla el asegurar tener la capacidad logística para el desplazamiento de sus productos.
Los procesos de manufactura tienen por naturaleza un nivel de desempeño, a este concepto se le conoce como rendimiento y por consecuencia tienen un nivel de merma o desperdicio, el cual en caso de APM no lo recicla y por tanto se ve en la necesidad de desplazarlo a través de su venta como un sub-producto.
Es obvio esperar que al aumentar el nivel de producción se incremente el nivel de generación de sub-productos que por su necesidad de desplazamiento puede crear una barrera para alcanzar una operación eficiente de la planta productiva si no se cuenta con un proceso logístico óptimo para desplazarlo.
1.2 Problemática General
Actualmente se cuenta con un proceso logístico para el desplazamiento de sub-productos, el cual por su complejidad debido a que los puntos de generación están distribuidos en los diferentes procesos, esta necesitado de acciones de mejora que ayuden a hacerlo más eficiente, en búsqueda de adecuarlo a los nuevos retos que demanda la estrategia de crecimiento de la empresa.
1.2.1 Objetivo
La finalidad de este proyecto es desarrollar un método que ayude a mejorar el proceso logístico de sub-productos actual, para adecuarlo y apoyar la estrategia de incremento de la capacidad de producción, evitando restricciones que afecten la continuidad de la operación de los procesos de manufactura.
1.2.2 Detalle de la Problemática
• Se tienen asignados espacios no planeados para el acomodo de subproductos. • Las áreas asignadas a contenedores no son de fácil acceso para su traslado
hacia afuera de las líneas de producción.
• Debido a los proyectos en fase de construcción, actualmente se hacen grandes recorridos para poder desplazar los materiales.
• Existen áreas nuevas de producción que requieren el servicio de desalojo de materiales.
• Los almacenes actuales presentan problemas de eficiencia debido a falta de una mejor administración.
Que es el Pop-Coil
• Sobrante de diferentes procesos de laminación de productos planos de acero. • Es una condición inherente a los procesos de tipo "batch".
2 Revisión Bibliográfica
2.1 Logística
El concepto de logística tiene sus raíces en un contexto militar, nace de la necesidad de establecer métodos para controlar y coordinar flujo de materiales y equipos.
En la actualidad, este concepto se ha aplicado a operaciones de negocios de bienes y servicios y se ha definido como:
• "El proceso de planear, implementar y controlar el flujo y almacenaje de materias
primas, inventarios de productos en proceso y terminados e información relacionada desde el punto de origen hasta el punto de consumo, con el propósito de satisfacer los requerimientos de los clientes."
Council ofLogistics Management
El tener un sistema de logística integrado da una ventaja competitiva para la organización la cual resulta de una orientación a mercado y eficiencias operativas de tiempo y espacio, lo cual tiene como consecuencia un incremento en la satisfacción del cliente (Stock & Lambert 2001). Es un elemento clave para la búsqueda de incrementar la rentabilidad y competitividad.
2.2 Administración de almacenes
Los almacenes juegan un rol importante en la estrategia de la logística integrada ya que establecen una relación muy fuerte entre los elementos que participan en la cadena de suministro. Su función principal es la de guardar el producto hasta que este es requerido por el cliente, tanto interno como externo, ayuda a suavizar las fluctuaciones de la oferta y la demanda y por tanto afecta al servicio al cliente, los niveles de inventario y el éxito de la venta del producto (Bloomber & Lemay 2002).
Un almacén puede tener también una función de amortiguamiento, por ejemplo, cuando la demanda excede el suministro de material, el almacén puede acelerar el movimiento del producto hacia el cliente y de esta manera se hace más eficiente en su operación cumpliendo con un servicio oportuno, por el contrario, cuando el suministro excede a la demanda, su función se basa en tener resguardado al producto hasta que este es solicitado por el cliente.
Cada almacén tiene sus propios problemas, pero para planearlo se necesitan decisiones básicas, un proceso de planeación puede ayudar a hacer un mejor uso del espacio existente.
Dentro del costo total de la logística integrada, el costo del almacén es el segundo en el orden de importancia después del costo de transporte y representa el 10% del costo total (Bloomber & Lemay 2002), debido a estas situaciones, es sumamente importante el buscar la manera de cómo mantenerlo operando eficientemente.
Desde un punto de vista de la logística integrada, el almacén es "un mal necesario", sin embargo permite ganar economías de escala al soportar corridas largas de producción, situaciones inmersas en un mercado donde los pronósticos de ventas y programas de producción no se cumplen a la perfección, si así lo fuera, entonces la necesidad de inventarios no existiría y por tanto el requerimiento de almacenes se desvanece.
Algunos de los argumentos que soportan la existencia de almacenes son:
1.- Ayuda a obtener reducciones en costos de transporte por su capacidad de mover materiales en grandes volúmenes.
2.- Mantener a la empresa como fuente de proveeduría confiable.
3.- Absorber cambios en las fluctuaciones de las condiciones de mercado.
El almacén también puede funcionar como un sitio donde se mezclan diferentes tipos de productos, cuando el cliente requiere una variedad de productos en su orden, estos pueden ser movidos y enviados en forma mezclada en el mismo lote o carga. Este tipo de flexibilidades dan mayor eficiencia a la operación del almacén y por consecuencia menor costo operativo.
El rol principal del almacén es de proveer servicio al cliente, puede ayudar a completar rápido la orden del cliente, estas pueden ser solicitadas al almacén en lugar de hacerlo a la fuente de manufactura, el resultado es mayor satisfacción de clientes y por consiguiente mayor nivel de ventas.
Existen 3 componentes básicos que participan en los almacenes; espacio, equipo y personal.
El espacio permite el almacenaje del producto cuando existe una desigualdad entre la demanda y el suministro afecta no solo al diseño del almacén sino también al sistema integrado de logística.
Cuando la demanda por espacio de almacén aumenta, el costo del espacio aumenta debido a que se compite por ese espacio y en consecuencia el costo del producto aumenta.
El personal es considerado el componente más crítico del almacén, tanto el espacio como el equipo no son suficientes si el personal que lo maneja y administra no es competente.
2.3 Manejo de Materiales
Dependiendo del tipo de industria, el manejo de materiales puede constituir del 30 al 70% del costo de manufactura (Bloomber & Lemay 2002). Por esto este proceso debe ser tomado en cuenta para hacerlo más eficiente. Algunos síntomas que dan a conocer un manejo de materiales deficiente son:
1.- Sobre manejo de materiales 2.- Demasiada mano de obra. 3.- Exceso de mermas de producto. 4.- Ineficiencia en el flujo de materiales. 5.- Falta de estandarización.
6.- Falta de orden y limpieza.
El primer elemento a considerar en el manejo de materiales es el movimiento de productos a través de las instalaciones. Un movimiento eficiente ayuda a tener mejor control en los costos y servicio al cliente.
El segundo elemento es el tiempo, los productos deben estar disponibles cuando son necesitados en los diferentes puntos o áreas del proceso.
El tercer elemento es la cantidad, los productos deben moverse en la correcta cantidad a como estos son necesitados.
Un último elemento es el espacio, el sistema de manejo de materiales debe ser usado de manera eficiente en el área disponible a ser almacenado. Los sistemas de manejo de materiales pueden ser de tipo manual, mecanizado y automatizado.
El tipo de sistema a utilizar depende de la estructura física de la instalación. Otra dependencia que se tiene es el tipo y cantidad de equipo requerido.
La especificación del equipo depende de 3 elementos básicos.
1.- Que.- Tipo de material a ser manejado, tamaño, forma y características de manejo. 2.- Donde.- Este elemento se refiere a lo que esta involucrado en la ruta del producto en las instalaciones.( Tipos y limitaciones de movimientos, limitaciones de edificios, etc). 3.- Cuando.- El material debe estar en el lugar correcto en el tiempo correcto.
Relacionando estos 3 elementos, tenemos:
Una característica del sistema manual del sistema de manejo de materiales es su alto nivel de mano de obra requerida, entre sus equipos típicos están:
1.- Estantes móviles 2.- Tarimas
3.- Plataforma
4.- Transportadores por gravedad
Los sistemas manuales tienen bajo rendimiento, debido a la falta de velocidad en el manejo, por tal razón, muchas empresas han evolucionado de los sistemas manuales a los mecanizados para incrementar su eficiencia operativa.
El tipo de sistema de manejo más usado es el mecanizado, este remplaza las actividades manuales por movimientos mecánicos, como son:
1.- Montacargas 2.- Grúas
3.- Transportadores a ruedas
El montacargas es el tipo de equipo de manejo más utilizado y se considera la columna vertebral del sistema de manejo de materiales del tipo mecanizado (Bloomberg & Lemay 2002).
La herramienta más importante para observar y controlar el uso del montacargas es la medición del tiempo. Mientras que algunos usuarios creen que el propósito del medir el tiempo del motor es mostrar cuando el equipo necesita mantenimiento, tiene un propósito aún más importante: medir la cantidad de tiempo en el que el montacargas se utiliza realmente (Ackerman & Nieto 2000). La medición puede revelar un uso desequilibrado de los montacargas, y a veces se puede rastrear falta de uso en relación con una disciplina deficiente.
Mientras la mejor manera de determinar el uso es el medidor del tiempo, estos medidores no son un indicativo preciso del tiempo que se dedica cada montacargas a una función determinada. Por la razón antes descrita, algunos usuarios han adoptado un método práctico con respecto a que el límite útil para el uso de un montacargas es un 75% del tiempo en un turno de 8 hrs.
El concepto de la distancia a recorrer en el manejo de materiales dentro de las instalaciones esta determinada por dos factores básicos: (1) la distancia total a recorrer desde los puntos de generación hasta cada uno de los almacenes, (2) el retorno del equipo a las áreas de almacenamiento y procesos de generación (Mulcahy, D. 1998).
2.4 Productividad de almacenes
Un objetivo importante en el proceso de manejo de materiales es hacerlo lo más eficiente posible, y un indicador que puede ser utilizado es el de medir su nivel de productividad.
Para esto, se pueden considerar criterios de medición como son: índice de mano de obra, índice de utilización de equipo, índice de utilización de espacio de almacén, y el índice de movimiento / operación (Ackerman & Nieto 2000).
El índice de mano de obra (IMO) está relacionado entre el número de personas asignadas al proceso de manejo de materiales y el total de personas en las actividades de operación.
IMO = Personal asignado al proceso de manejo de materiales Total de personas en las actividades de operación
El índice de utilización de equipo (IUE) se calcula tomado en cuenta una capacidad teórica, esta capacidad considera el equipo completamente cargado y si esta en movimiento.
IUE = Productos o peso movidos por unidad de tiempo (hr) Capacidad teórica
El índice de utilización de espacio almacén (IUA) se basa en la relación entre el número de metros cúbicos ocupados de almacén y el número total de metros cúbicos totales disponibles de almacén.
IUA= Metros cúbicos de espacio ocupado Metros cúbicos totales disponibles
El índice de movimiento / operación (IMOP) se refiere a la eficiencia total del proceso de manejo de materiales. Altos índices de movimiento / operación significan que existen oportunidades de mejora, como por ejemplo, reduciendo la cantidad de movimientos o buscando esquemas de movimientos mecanizados.
IMOP = Número de movimientos
El tipo de indicador a utilizar depende de las características y objetivos que se persiguen en el análisis de cada tipo de almacén, el investigador debe identificar cual de ellos es el óptimo a utilizar.
2.5 Costos de almacenamiento
La productividad de un almacén no es evidente por si mismo, el hacer más eficiente su operación esta en base a una efectiva planeación y programación de sus actividades, ya que las operaciones planeadas y programadas son inherentemente más productivas que las no planeadas, y por consecuencia menor es su costo (Ackerman & Nieto 2000).
En la operación de almacenamiento existen 3 tipos de costos; los costos de bienes en reposo, los costos de bienes en movimiento y los costos laborales.
Los costos de bienes en reposo son aquellos que se ocasionan aún si los productos almacenados nunca se tienen que mover, mientras que los costos de bienes en movimiento se generan solo cuando se mueve el material.
Los costos laborales son aquellos costos fijos debidos a sueldos y salarios del personal asignado a la operación del almacén.
La suma de los 3 tipos de costos representa el costo total de almacenamiento.
2.6 Justificación de compra del equipo
Para justificar la compra o adquisición del equipo de manejo es importante no solo considerar su precio, sino el costo total que se tendría por su operación (Ackerman & Nieto 2000), como por ejemplo; el costo de mantenimiento de un montacargas puede ser mayor a lo largo de su vida útil que el precio pagado por el equipo.
Se recomienda analizar 3 riesgos comunes para la toma de decisión de compra de equipo;
1.- El ambiente del negocio pueda cambiar
2.- Las situaciones de operación puedan cambiar
3.- Los cálculos del proyecto pueden estar equivocados
Si representa cualquiera de estos factores, entonces puede desaparecer la necesidad de equipo.
Se recomienda analizar cada costo relacionado a la propiedad del nuevo bien y asegurarse que la relación causa - efecto que se describa sea lo más exacta posible.
2.7 Ubicación de almacenes
El almacén juega un rol importante como parte integral de todo sistema logístico. Es una liga entre el productor y el consumidor y su función es la de almacenar productos entre el punto de origen y el punto de consumo y provee información a la administración de la condición y disposición de los bienes almacenados (Stock & Lambert 2001).
Determinar el tamaño y número de almacenes son decisiones interrelacionadas y tienen una relación inversa; cuando el número de almacenes aumenta, el tamaño promedio de cada almacén disminuye. La tendencia general es el tener una menor cantidad de almacenes pero de mayor tamaño, lo cual provoca tener menor cantidad de movimientos y el uso de espacio es más eficiente a menor costo. Fig. 1 (Stock & Lambert 2001).
Costo Total
I
ü
Costo Inventario
Costo Almacén
Costo Transporte
Cantidad de Almacenes
Fig. 1
[image:24.614.129.463.275.566.2]Un elemento fundamental a tomar en cuenta después de conocer el concepto del almacén, es el de designar en que lugar ubicarlo y para esto existen tres razones comunes para considerar el por que de ubicar un nuevo almacén.
1.- Es necesario volver a ubicar una operación de un almacén existente
2.- El negocio se esta expandiendo y debemos mover el inventario a un nuevo mercado. 3.- Se necesita más espacio de almacenamiento para acomodar el creciente inventario.
Dependiendo cual sea el impulsor para buscar un nuevo almacén, la búsqueda del sitio puede tomar formas diferentes, dependiendo de las necesidades particulares de la operación y el flujo de materiales.
La selección del sitio es un arte así como una ciencia. Las decisiones por lo general involucran prioridades de peso, determinar que características son las más críticas, y entonces utilizar un proceso de eliminación. Ya que cada ubicación tiene tanto ventajas como desventajas, la selección final de un sitio involucra invariablemente varios compromisos (Ackerman & Nieto 2000).
3 Análisis de Situación Actual
3.1 Evaluación
Para la evaluación del sistema actual de manejo de sub - productos se tomaron en cuenta los elementos descritos en el método para la planeación sistemática de la
distribución (Muther, R. 1973), y de acuerdo al flujo de procesos representado en la Fig.
2.
Proceso
m
*
Sub-Producto
> • » " ' • ' ••''*",
k
Almacén
> Temporal J
n
DestinoProceso p _Sup_-pjrqducto_ rEquipo_de Manejo Almacén
Materia Prima/PN
Laminación Caliente
Temple Caliente
Decapado
Laminación Frío
Lavado/ Recocido
Temple Frío
Tensio Nivelado
Corte a Cintas
Puntas y Finales
Coil Box / Placa
Rollo Serpentín
Pop Coil
Puntas y Finales
Desorille
Cintas Sobrantes
Puntas y Finales
Desorille
Contenedor -Provedor/Cliente
Grúa Viajera Montacargas Montacargas Grúa Viajera
Montacargas Grúa Viajera
Grúa Viajera Contenedor
Contenedor
Montacargas Grúa Viajera
Contenedor -Proveedor/Cliente
Contenedor -Proveedor/Cliente
Área de contenedores
Almacén de Coil Box v Recobre
Almacén Pop Coil Ote.
Almacén Pop Coil Pte.
Área de contenedores
Almacén AIV
Área de contenedores
Fig. 2
Diagrama de Flujo del Proceso
[image:26.613.75.544.203.646.2]Siguiendo el flujo del proceso se identificaron 8 áreas de generación de sub -productos, las cuales están representadas en la Tabla 1.
1.- Producto ( sub - producto), ( P ) 2.- Cantidad, (Q)
3.- Tiempo, (T)
4.- Equipo de Manejo, (S) 5.- Rutas, (R)
6.- Distancia recorrida
[image:27.614.70.554.251.430.2]7.- Almacén y espacio de almacenaje.
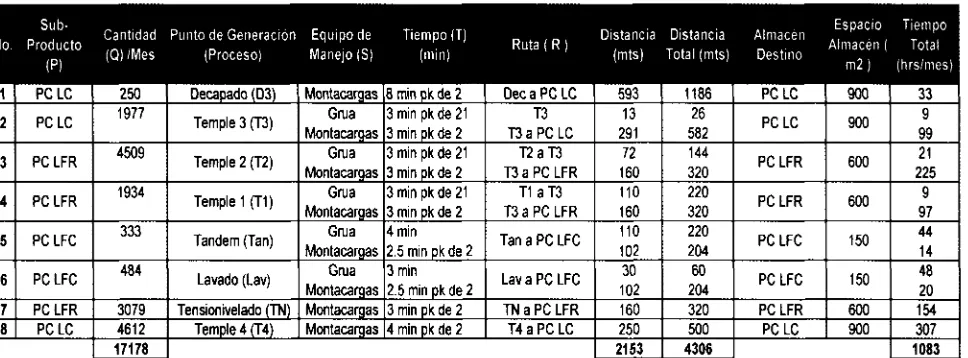
Tabla 1
Resumen Proceso Actual de Sub - Productos (Pop-Coil)
Sub-No. Producto
(P)
Cantidad Punto de Generación Equipo de
(Q)IMes (Proceso) Manejo (S) Tiempo (T) Distancia Distancia Almacén(mts) Total (mts) Destino
1 2 3 4 5 6 7 8 PCLC PCLC PCLFR PCLFR PCLFC PCLFC PCLFR PCLC 250 1977 4509 1934 333 484 3079 4612 17178 Decapado(D3) Temple 3 (T3)
Temple 2 (T2)
Temple 1 (TI)
Tándem (Tan)
Lavado (Lav) Tensionivelado (TN)
Temple 4 (T4)
Montacargas Grúa Montacargas Grúa Montacargas Grúa Montacargas Grúa Montacargas Grúa Montacargas Montacargas Montacargas
8 min pk de 2 3 min pk de 21 3 min pk de 2 3 min pk de 21 3 min pk de 2 3 min pk de 21 3 min pk de 2 4 min 2.5 min pk de 2 3 min 2.5 min pk de 2 3 min pk de 2 4 min pk de 2
Dec a PC LC T3 T3 a PC LC
T2aT3 T3 a PC LFR
T1aT3 T3 a PC LFR Tan a PC LFC
Lav a PCLFC TN a PC LFR T4 a PC LC
593 13 291 72 160 110 160 110 102 30 102 160 250 2153 1186 26 582 144 320 220 320 220 204 60 204 320 500 4306 PCLC PCLC PCLFR PCLFR PCLFC PCLFC PCLFR PCLC 900 900 600 600 150 150 600 900 33 9 99 21 225 9 97 44 14 48 20 154 307 1083
Nota: (1) La distancia total incluye el recorrido de retorno, (2) El tiempo total incluye el retorno del equipo al punto de generación
El equipo de manejo utilizado para este sistema se describe a continuación;
• 2 Montacargas (Rentados) con capacidad de 8,000 Ibs. C/U para el manejo de pop - coils.
• 1 Montacargas (Rentado) con capacidad de 15,000 Ibs. Para el manejo de la cinta sobrante y pop - coils.
• La muestra tomada indica que se necesitan 1,083 horas / mes para mover la cantidad de pop- coils generada en 4, 306 mts. de distancia total.
Para los casos donde se utiliza grúas, se refiere a grúas utilizadas para el manejo de rollos de acero, las cuales se utilizan por la incomodidad de hacer llegar un montacargas al área de generación, complementando el movimiento de materiales con los montacargas.
Para llevar a cabo la evaluación se denominaron 3 diferentes rutas de pop - coil , Ruta de Pop - Coil Lámina Caliente, Ruta de Pop- Coil Lámina Fría y Ruta de Pop - Coil Lámina Cruda, los cuales se representan a continuación;
Fig. 3
Ruta de Pop - Coil de Lámina Caliente
En esta distribución podemos observar que el pop - coil generado en el área de Decapado es el que recorre mayor distancia, sin embargo es una de las dos áreas que genera menor cantidad, por otro lado, el proceso Temple 4 (T4) es el que genera la mayor cantidad de pop - coil.
Temple 1 I ¡Temple 2 I <»~[ÍÜ
Fig. 4
Ruta de Pop - Coil Lámina Fría
[image:28.616.78.538.100.365.2] [image:28.616.75.536.434.671.2]Para este caso, observamos que a similar al caso de Decapado (D1), los sub-productos generados tanto el Temple 1 (T1) y Temple 2 (T2) tienen las rutas más largas en su desplazamiento hasta su almacén destino, sin embargo, son de los procesos que generan una cantidad importante de pop - coils.
I L ^ ? ! I Lavado
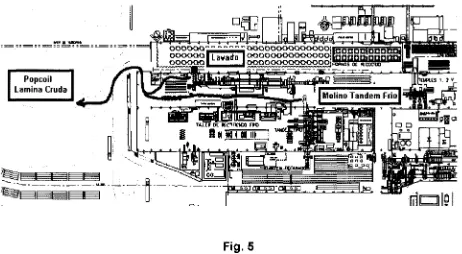
Fig. 5
Ruta de Pop - Coil Lámina Cruda
Tanto el proceso de Lavado (Lav) como el Molino Tándem Frío (Tan) son los que generan la menor cantidad de pop - coils, sin embargo, su almacén destino es un área de acceso a lugares destinados a otras funciones, por lo tanto, es fundamental que su tiempo de estancia sea lo más corto posible para evitar acumulación excesiva que pueda afectar dichas operaciones.
3.2 Conclusión de la Evaluación
De acuerdo a la evaluación del sistema logístico actual, las áreas de oportunidad importantes a considerar se basan en (1) ubicación y operación de almacenes y (2) el manejo de materiales. El presente trabajo establece un análisis de estos conceptos y su propuesta de mejora.
[image:29.615.65.527.137.391.2]Anexo 4.- Análisis de Flujos de Inversión para Compra de Equipo
1.- ESTADO DE RESULTADOS PROYECTO: Montacargas
FECHA: 27-Abr-04
CONCEPTOS UNOS
Ptsos/ton B E N E F I C I O S ; ; : : : . ; : M u » , FLUJOS
I U I ALHkNbl-KJUS
Pasos Pesos V**ot ANO 0 ANO 1 ANO 2 ANO 3 ANO 4 ANO 5 ANO 6 ANO 7 ANO 8 ANO 9 AÑO 10 0 0 -874.179 0 —»«,!«( -175.541 0 -175.541 0 -1/fc.MI -175.541 0 -1 fl>J>41 -175,541 0 -1 fli,b41 -17S.541 0 -lfl>,641 -914.840 0 -175.541 0 -1/s.MI -175,541 0 -1 /b,Ml -175.541 0 COSTOS VARIABLES C. VARIABLE
COSTO TOTAL VARIABLE COSTOS FUOS MANTTO. DEPRECIACIÓN COStD TOTAL HJOS
Pasos Pasos Pasos 0 i 0.0096 Pasos Pasos Pasos ¡ •
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 ó 0 0 0 0
: •. . o . : .•
0 0 0
¡UTILIDAD BRUTA I -«74,179 j -175,541 | -178.841 | -175.641 | -175.641 -176.541 | -914,840 | -175.541 | -175.641 [ -176,541
GASTOS DE ADMON Y VBHTK
(874.179) 100.0% (175.541)100.0%
(175,541) 100.0%
(175.541) 100.0% (175.541)100.0%
(175.541) 100.0%
(914.940) 100.0% (175.541)100.0%
(175,541) 100.0%
(175,541) 100.0% FINANCIEROS
ÚTIL. ANTES DE I.S.R. Y PT.U -874.179 -175.841 -175.541 -175.541 -175.541 -175,541 -176.541
I.S.R. Y P.T.U.
UTHJOADNETA Pwoil -874,179
100.0% r 175.541
100.0% .175.541 .175.541100.0% -175.541
1000% -r75.541 -914.840 -f75,54t100.0% -175,541100.0% -175.5M100.0%
5 Discusión de Resultados
5.1 Análisis de Resultados
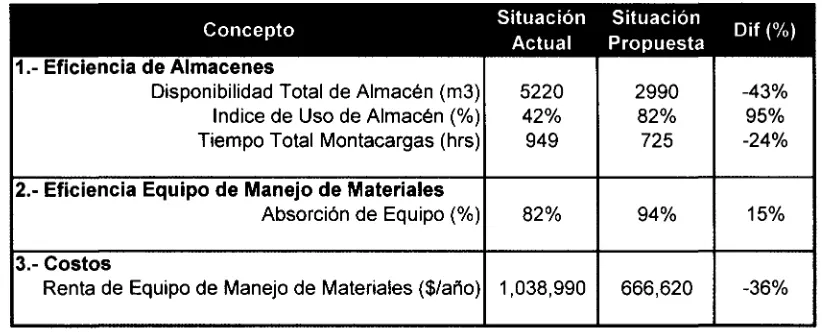
[image:31.612.101.512.251.417.2]Como resultado de la aplicación de la metodología utilizada para el análisis, evaluación y propuesta de mejora al Sistema Logístico de Sub - Productos, se obtienen beneficios en eficiencia y costo, los cuales se representan como propuesta en el comparativo vs. la situación actual de acuerdo a la Tabla 11.
Tabla 11
Comparativa de Eficiencia y Costo Actual vs. Propuesta
_ . Situación Situación ntl0/y
Concepto A . , t Dif %
Actual Propuesta
1.- Eficiencia de Almacenes
Disponibilidad Total de Almacén (rr>3) índice de Uso de Almacén (%) Tiempo Total Montacargas (hrs)
2.- Eficiencia Equipo de Manejo de Materiales
Absorción de Equipo (%)
3.- Costos
Renta de Equipo de Manejo de Materiales ($/año)
5220 42%
949
82%
1,038,990
2990 82% 725
94%
666,620
-43% 95% -24%
15%
-36%
Es importante recalcar que los beneficios en eficiencia obtenidos se generan sin considerar ningún tipo de inversión. En lo que respecta al personal, se aprovecharía el recurso disponible por reducir de una flotilla de 3 a 2 montacargas en otro tipo de actividades.
El reducir la disponibilidad de almacén tiene como consecuencia una mayor eficiencia por área requerida de almacén, ya que se incrementa la cantidad de piezas por unidad de área.
La absorción en el uso del equipo de manejo de materiales se incrementa debido a que se reduce la cantidad de montacargas, ya que al tomar en cuenta la nueva distribución y operación de los almacenes y decidir continuar con la misma cantidad de unidades, se tendría una absorción menor (62%) a la mínima recomendada (75%).
6 Propuesta de Valor
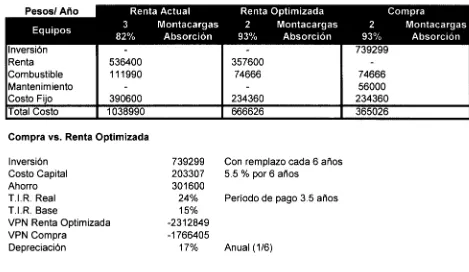
En lo que respecta a los beneficios en costos, es importante considerar si la estrategia es continuar con el esquema de renta o evaluar la posibilidad de inversión de equipo, para lo cual se efectuó un análisis de inversión de acuerdo al criterio interno de APM. (Tabla 12). Los cálculos están representados en los Anexos 3 y 5.
[image:32.612.78.547.249.521.2]VPN = Suma de Fluios 1$). ÍO a n Años) x M / M + Mn )
Tabla 12
Análisis de Inversión de Equipo vs. Renta Optimizada Pesos / Año
Pesos/ Año
Equipos
Renta Actual Montacargas
Absorción
Renta Optimizada 2 Montacargas 93% Absorción
Compra
2 Montacargas 93% Absorción Inversión
Renta Combustible Mantenimiento Costo Fijo Total Costo
-536400 111990
-390600 1038990
-357600
74666 -234360 666626
739299 -74666 56000 234360 365026
Compra vs. Renta Optimizada
Inversión Costo Capital Ahorro T.I.R. Real T.I.R. Base
VPN Renta Optimizada VPN Compra
Depreciación
739299 203307 301600 24% 15% -2312849 -1766405
17%
Con remplazo cada 6 años 5.5 % por 6 años
Período de pago 3.5 años
Anual (1/6)
De acuerdo a la evaluación, la compra de equipo representa el menor costo, con un período de pago relativamente corto (3.5 años), si el reemplazo del equipo se establece cada 6 años, entonces se tendría una ventaja por la disminución en flujo efectivo por la inversión por 2.5 años y el equipo solo refleja un gasto operativo durante este tiempo (Combustible, Mantenimiento, y Mano de Obra). Otro concepto interesante es el Valor Presente Neto, el cual en el caso de la compra se refleja en un menor flujo de acuerdo al método de calculo de VPN utilizado por APM (Ver anexos No.3 y 5).
Tabla 13
Relación de Flujo de Inversión vs. Costo por Renta Optimizada Cifras en Pesos
Flujo por Inversión + Gastos Gastos
Total
Renta Optimizada
Ahorro
Costo / 6 Años
2138110 1067701 3205811
3999756
-793945
Por 3.5 años Por 2.5 años
Costo / Año
534302
666626
-132324
La evaluación de la inversión de equipo de manejo refleja que se tendría un beneficio económico con respecto a la opción de la renta ya optimizada. En consecuencia, se obtendría una reducción adicional en costos con respecto a la situación actual.
Tabla 14
Relación de Beneficios de Propuestas Cifras en Pesos
Concepto SituaciónActual
Costo ($/Año) 1038990
Propuesta Renta Optimizada
666620
Propuesta Compra
-36% 534302 -49%
De acuerdo al análisis efectuado, la recomendación es la de comprar equipo para manejo de materiales, ya que representa un ahorro de un 49% con respecto a la situación actual.
[image:33.612.152.473.367.446.2]Otro método de analizar la justificación de compra de equipo es evaluando el VPN como costo y considerando la inversión, (Ballou 1999). La ecuación para determinarlo es dada por:
V P N = I + C ( ( l + i )n/ i ( l + i )n)
-Donde;
VPN = Valor Presente Neto I = Inversión
C = Costos Operativos Anuales i = Taza Interna de Retorno (TIR) n = Vida de Uso (Años)
Sn = Valor de Recuperación (Ahorros)
Caso 1.- Renta Optimizada
Situación Actual (Costos) = 1, 038,990 Inversión Inicial = 0
Vida de Uso = 6
Costos Operativos = 666,626
Valor de Recuperación = 372,364 (Diferencia vs. Situación Actual) Taza Interna de Retorno = 0.24
Sustituyendo de acuerdo a fórmula;
VPN = 0 + 666,626 ( ( 1 + 0.24)6 / 0.24( 1 + 0.24)6 ) - ( 372,364 / (1 + 0.24)6 )
VPN = 2, 778,882-102,438
VPN = 2. 676.444
Caso 2.- Compra de Equipo
Situación Actual (Costos) = 1,038, 990 Inversión Inicial = 739,299
Vida de Uso = 6
Costos Operativos = 365,026 Costo de Capital = 33,884
Valor de Recuperación = 501,941 (Diferencia vs. Situación Actual) Taza Interna de Retorno = 0.24
Sustituyendo en ecuación;
VPN = 739,299 + 398,910 ( ( 1 + 0.24)6 / 0.24 ( 1 + 0.24)6 ) - ( 501,941 / (1 + 0.24)6 ) VPN = 739,299 + 1, 662,656 - 138,085
VPN = 2.263,870
De acuerdo al análisis efectuado el VPN de la compra de equipo es menor en un 18.2% que el VPN de la renta, por tanto, tendría un menor costo, siendo así, se recomienda la opción de compra.
En resumen, podemos confirmar que tanto el método de evaluación de justificación de compra basado en Ahorros como el basado en costos operativos nos recomiendan efectuar la compra del equipo de manejo de materiales.
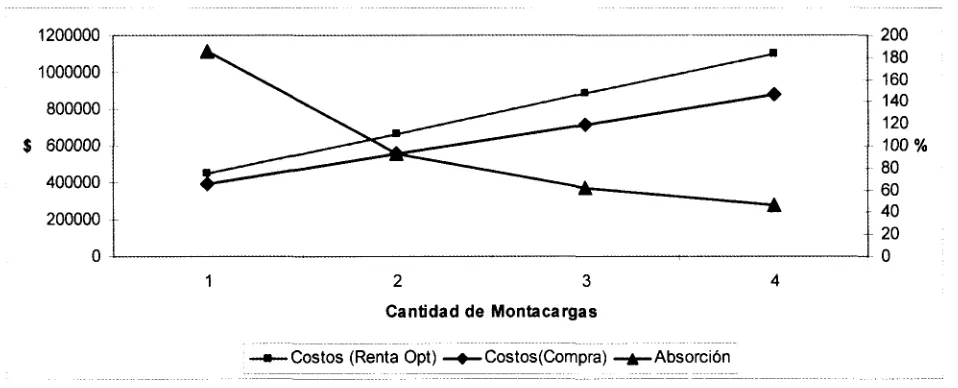
Tomando como referencia la absorción del uso del equipo y los costos por renta optimizada y compra (Fig. 14) , la cantidad de montacargas recomendada es de 2 unidades, por tener la más alta absorción para la optimización del sistema de manejo de materiales, así como la decisión de comprar el equipo, ya que representa el menor costo en referencia con la renta. (Nota: En la Fig. 14 se representa una absorción de 186% para una unidad, sin embargo, no es representativo por no ser factible.)
2 3 Cantidad de Montacargas
[image:35.613.66.545.279.473.2]Costos (Renta Opt) —•— Costos(Compra) —*— Absorción
Fig. 14
Análisis de Costos - Cantidad - Absorción
7 Conclusiones
La metodología utilizada para mejorar sistema logístico de sub - productos arroja como resultado un beneficio en la eficiencia y costo del sistema actual de manejo de materiales, este beneficio contempla 2 etapas fundamentales.
La primera etapa considera:
• El mejoramiento de la eficiencia por reducción de tiempo de movimientos, pasando de 949 hrs / mes a 725 hrs / mes, lo que representa un 24%.
• La cantidad de equipo a utilizar se reduce de 3 montacargas a 2, y en consecuencia su absorción aumenta de un 82% a 94%, lo que representa un 15% de incremento.
• Estas acciones reflejan una reducción en costos por renta del equipo, pasando de $ 1,038,990 pesos a $ 666,626 pesos, lo cual representa un 36%.
• El requerimiento de espacio de almacenes se reduce en un 43%, pasando de 5,220 m3 a 2,990 m3 lo cual incrementa el índice de uso de almacén, de 42% a 82% y en consecuencia mayor cantidad de piezas por unidad de área.
La segunda etapa considera una propuesta de valor con referencia a la primera etapa, esta consideración incluye un análisis de propuesta de inversión de equipo de manejo de materiales y esta definida mediante una justificación financiera que se basa en el cálculo del Valor Presente Neto (VPN), y se visualiza tomando en cuenta 2 perspectivas, que son:
• Evaluando la justificación con referencia en ahorros. Para la opción de renta optimizada se obtiene un VPN de $ -2,312,824, mientras que para la compra de equipo es de $ -1,766405. En este caso, la compra de equipo tiene un menor flujo de inversión, en consecuencia, recomienda la compra del equipo de manejo de materiales.
• Evaluando la justificación con referencia en costos. Para la opción de renta optimizada se obtiene un VPN de $ 2,676,444, mientras que para la opción de compra de equipo es de $ 2,263,870. Para este caso la compra de equipo tiene un menor costo.
• El costo de la operación se reduce de $ 1,038,990 pesos a $ 534,302 pesos, lo que representa un 49%.
Analizando las evaluaciones tanto en referencia en ahorros con menor flujo de inversión como en costos, podemos llegar a la conclusión de recomendar la compra del equipo de manejo de materiales mediante una estrategia de inversión financiera.
7.1 Otras Aplicaciones
Esta metodología puede ser aplicada en el análisis de diferentes tipos de sistemas de manejo de materiales y almacenes, y su aplicación puede ser dinámica dependiendo el tipo de material y equipo a utilizar para su movimiento, como por ejemplo en la administración de carga, descarga y almacenamiento de materiales en puertos marítimos, este tipo de actividades comprende una amplia variedad de productos en forma y tamaño, lo cual se tiene que evaluar por tipo y cantidad.
7.2 Investigación Futura
Un área de oportunidad que tendría este sistema en el futuro, una vez implementado, es considerar el mejoramiento de su eficiencia mediante la investigación y análisis de la sincronización del flujo de materiales teniendo como objetivo una mejor secuenciación de movimientos, mediante procesos de modelación y simulación.
Otra investigación que puede tomarse en cuenta es considerar el uso de sistemas automatizados, ya que en este caso particular los almacenes están situados en áreas fijas, así como los puntos de generación del producto. Una consideración a tomar en cuenta es eliminar el uso de montacargas y en su lugar incluir equipos de manejo de materiales como transportadores de banda o cadena, el uso de contenedores como almacenes y el uso de equipo robotizado para carga y/o descarga de materiales.
Otro tipo de investigación esta relacionada con la búsqueda de esquemas de arrendamientos de equipo de manejo de materiales y analizar sus ventajas y desventajas con respecto a la compra o inversión, donde se aplican conceptos de rentas fijas y variables con opción a compra del equipo o devolución.
8 Bibliografía
8.1 Libros
1. Bloomber, David & Lemay, Stephen. 2002 Logistics.Prentice Hall.
2. Frazelle, Edward (2001).World - Class Warehousing and Meterial
Handling.McGraw-Hill. USA.
3. American Society of Mechanicals Engineers (2n Ed). Materials Handling
Handbook. John Wiley & Sons
4. Roberson, James (1994). Logistics Handbook. The Free Press. USA
5. Murphy, Paul & Wood, Donald (1996).Contemporary Logistics Management.
McGraw-Hill.USA
6. Bowersox, Donald (2002). Supply Chain Logistics Management. McGraw-Hill.
USA
7. Apple, James (1977). Plant Layout and Material Handling. Krieser Publishing Co.
USA
8. Ackerman, Ken & Nieto, Alejandro. (2000) Almacenamiento Productivo:
Herramienta de Logística Internacional. Ackerman Publications. Columbis, Oh. E.U.A.
9. Muther, Richard. 1973 Systematic Layout Planning. Cahners Publishing Co.
10. Jaime Treviño / Adrián Vázquez. "Tesis de Ingeniería de Planta'MTESM.
Monterrey, México Septiembre de 1980
'\'\.Heizer, Jay & Render, Barry. (2001) Dirección de la Producción, Sexta Edición.
Prentice Hall, Madrid, España.
*\2.Ballou, Ronald. (1999) Business Logistics Management. Prentice Hall, New
Jersey, USA. Prentice Hall.
13.Stock, James & Lambert, Douglas. (2001) Strategic Logistics Management, Fourth
Edition. New York, USA. McGraw-Hill.
14. Mulcahy, David (1998). Materials Handling Handbook (Cap 2 Pag. 2.8 - 2.9).
McGraw-Hill , E.U.A
8.2 Ligas Internet
1. Durbin, Donald {n.d.).Perspectives on Materials Handling Practice, Material
Handling Industry. Extraído Enero 22, 2004. vwvw.mhia.org/bs/pdf/75002.pdf
2. Administración de Inventarios (n.d.). Extraído Enero 23, 2004. www.gestiopolis.com/recursos/documentos/fulldocs/fin/adminven.htmtflll
3. Fucci, Tomás (1999). Administración de inventarios: caso práctico. Universidad Nacional de Lujan. Argentina. Extraído Enero 23, 2004. http://www.unlu.edu.ar/~ope20156/pdf/lnventarios.pdf
4. Instituto Tecnológico La Paz. Principios del Manejo de Materiales (N.D.). Extraído
Marzo, 1o, 2004 de:
http://www.itlp.edu.mx/publica/tutoriales/produccion1/tema3 4.htm
5. Wood, Leslie (2002). Planning a Warehouse, Material Handling Management Magazine. Extraído Marzo 23, 2004 de: http://www.lwassoc.com/planning%20a%20warehouse.htm
6. Andel, Tom (n.d.). Don't buy a liñ truck. Logistictoday Magazine. Extraído Marzo 31, 2004 de: http://www.logisticstoday.com/ASP/viewArticle.asp?strArticleld=50103
7. Bodegraven, V. A. ( n.d.). Implementing Materials Handling System-Advertising
Disaster. Logistictoday Magazine. Extraído Marzo 31, 2004 de:
http://www.logisticstodav.com/ASP/viewArticle.asp?strArt¡cleld=31927
8. Baamon, Benita & Chen, Victoria (1998). Períormability - Based Flete Sizing in a
Material Handling System. Extraído Mayo 15, 2004 de:
http://facultv.washington.edu/benita/paper04.pdf
9. Glossary Of Terms. (n.d.).Material Handling System. Extraído Mayo 15, 2004 de: http://www.bmhcorp.com/bmhcorp/education/glossary/
10. Texas A & M Industrial Engineering (2003). Facility Location, Layout and Material
Handling. Extraído Mayo 15, 2004 de:
http://tamcam.tamu.edu/courses/inen416/Handouts/lntro.pdf
9 Anexos
Anexo 1- Comparativa de Flujos (Renta Optimizada vs. Compra de Equipo de Manejo).
Opción Renta Optimizada
I.-ESTADODEREBUITADOB FECHA: CONCEPTOS FLUJOB TOT-Al BENERCIOB UNDB PCíosdon
V Pian "
• • P i n o • 0 0 D "•Y. ANO 1 .490,340 D 490,340 ANO 3 480,340 0 480,340 ANO 3 480,340 0 480,340 -ANO 4 •480240 0 '480240 ' ANO 6 -480,840 0 -480,840 • ANO fl 480,840 B 480:340 • ANO 7 480,340 D ' 480^340-ANO 3 480,340 0 •480,340' ANO B -480,340 0 • -480,340' ANO 10 480,840 D •488,340
D Q B T Q : B V K F J K B L - E B : : - : : - : : ' G V A H A B L E
COBTOTOTAkVARIABLE • • • • O B T C - B F I J O B : • : • : • : • : • : • ; • ; • : •
MANTTO. DEPRECIACIÓN
OQBTQTQTJUflJQV.V.V.
1*015
• ftafl •
ftnc rtaic
.' nam. • . . . .
• • o • •
DID*
0 . ' . 0 . .
0
. . B • •
0 0
.VD'.'.
0
• • D • •
0
. ' . " 0 ' . ' . '
\~*
1
• • Q • .
0 0 . ' . ' D'.'.'
0
. . fl . .
0 0 . V . D V . "
0
. - O - .
0 0 ' . • . 0 . • . •
r^—i
. -o- •
0 0 V.D.V
0
• n - •
D
0 . . 0 . .
0
• p - • •
0 0 . . 0 . . .
0
• • [ > • •
B 0
\'.JL\\
HÍTUHiAtL BRUTA • [-•430,340
OABTOBOEADMONYVBITA
O.A.F.I. R.
RNANOEROB
ÚTIL. ANTEE DEI.aR YP.T.U.
laRYP.T.U. UTllí DAD'NETA' FfCDC PPOH: • to'oi't' (480,340) 100.0% •490,340 100.0% • •4tfmS40l.4dn.84D-(480,340) 100.0% D 480,340 •ÍDO.0%' (480,341) 100.0% 480,340 48d,S¡UI' iodB% 0 (480,340) tO.0% 0 -480^40 • 110.0%' 480,34T (480,340) 100.0% -48D.340 • ÍBÓ.0% (480,340) 100.0% 480,340 100:0%
48tf.34fl \
(480,340) 1000%
480,340
4 ^ 3 4 0 .
2.- FLUJOS DE EFECTIVO PROYECTO Monteaos FECHA: 4 CONCEPTOS INVERSIONES OTROS INGRESOS
IIVERSIOKS CAP. DE TRAIAJO
TOTAL
RECUPERACIÓN CAP. TRAIAIO
TOTAL
RECUPERACIÓN ACTIVOS FUOS
TOTAL UTILIDAD NETA DEPREDACIÓN TOTAL FE DI FACTOR RENDIMIENTO
F.E.O.I. VALOR ACTUAL
Anexo 4.- Análisis de Flujos de Inversión para Compra de Equipo
1.- ESTADO DE RESULTADOS PROYECTO: Montacargas
FECHA: 27-Abr-04
CONCEPTOS UNOS
Ptsos/ton B E N E F I C I O S ; ; : : : . ; : M u » , FLUJOS
I U I ALHkNbl-KJUS
Pasos Pesos V**ot ANO 0 ANO 1 ANO 2 ANO 3 ANO 4 ANO 5 ANO 6 ANO 7 ANO 8 ANO 9 AÑO 10 0 0 -874.179 0 —»«,!«( -175.541 0 -175.541 0 -1/fc.MI -175.541 0 -1 fl>J>41 -175,541 0 -1 fli,b41 -17S.541 0 -lfl>,641 -914.840 0 -175.541 0 -1/s.MI -175,541 0 -1 /b,Ml -175.541 0 COSTOS VARIABLES C. VARIABLE
COSTO TOTAL VARIABLE COSTOS FUOS MANTTO. DEPRECIACIÓN COStD TOTAL HJOS
Pasos Pasos Pasos 0 i 0.0096 Pasos Pasos Pasos ¡ •
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 ó 0 0 0 0
: •. . o . : .•
0 0 0
¡UTILIDAD BRUTA I -«74,179 j -175,541 | -178.841 | -175.641 | -175.641 -176.541 | -914,840 | -175.541 | -175.641 [ -176,541
GASTOS DE ADMON Y VBHTK
(874.179) 100.0% (175.541)100.0%
(175,541) 100.0%
(175.541) 100.0% (175.541)100.0%
(175.541) 100.0%
(914.940) 100.0% (175.541)100.0%
(175,541) 100.0%
(175,541) 100.0% FINANCIEROS
ÚTIL. ANTES DE I.S.R. Y PT.U -874.179 -175.841 -175.541 -175.541 -175.541 -175,541 -176.541
I.S.R. Y P.T.U.
UTHJOADNETA Pwoil -874,179
100.0% r 175.541
100.0% .175.541 .175.541100.0% -175.541
1000% -r75.541 -914.840 -f75,54t100.0% -175,541100.0% -175.5M100.0%
Anexo 5 - Valor Presente Neto (VPN) para Compra de Equipo de Manejo
2 - FLUJOS DE EFECTIVO
PROYECTO: Montacargas FECHA:27 de Abril 2004
CONCEPTOS
INVERSIONES
OTROS INGRESOS
INVERSIONES CAP DE TRABAJO TOTAL
RECUPERACIÓN CAP TRABAJO TOTAL
RECUPERACIÓN ACTIVOS FIJOS TOTAL UTILIDAD NETA DEPRECIACIÓN TOTAL F.E.D.I. FACTOR RENDIMIENTO
FE DI VALOR ACTUAL
FE D 1 ACUMULADO
UNDS Pesos 0 Pesos TI R INVERSIÓN VPN 0 (1.766.405) ANO 0 0 Í'ÍÍÍMÍ:ÜÍÍ 0 0 0 0 0 100 0 0 -769538E+82 16% ANO 1 0 0 : ;:: : » ; s ; ;
0 0 -874.179 0 -874.179 087 -760.166 -760.166 ANO 2 0 0
i i í SU4 i i 0 0 -175.541 0 -175.541 0.76 -132.736 -892.890 ANO 3 0 0 t : . ; 9 : ; N
0 0 -176.541 0 -175.541 066 -116.421 -1.008.312 ARO 4 0 0 : s Í 5 * ; : i ¡ : ¡
0 0 -176.541 0 -175.541 0.57 -100.366 -1.108.678 ANO 5 0 0
:.:Hsl«• 3 h
0 0 50 -175.641 0 -176.491 0 50 -87.260 -1.196.928 ANO 6 0 0
i ::: $: :: : i
0 0 0 -175.641 0 -175.541 0.43 -76.891 -1.271.820 ANO 7 0 0 ! 5 ' 'Qi í í i
0 0 0 914.840 0 -914.840 038 -343.922 -1.616.742 ANO 8 0 0 0 0 0 -176.541 0 -175.541 033 -67.385 -1.673.127 ANO 9 0 0 :• i:-:: 0:i i-i:
Anexo 6 .- Análisis de la Tasa Interna de Retorno de la Inversión (TIR)
1 - ESTADO DE RESULTADOS PROYECTO: MonUeargu FECHA: O9-Jun-O4 CONCEPTOS UNDS PesosAon BENEFICIOS Mton Ahorro* 1V1 « L tfCNKI-luua
Potos Poso* KOSO* ANO 0 ANO 1 AÑO 2 ANO 3 AÑO 4 AÑO 5 AÑO 6 AÑO 7 ANO 9 AÑO 9 AÑO 10 0 0 325.960 0 82b,U6U 325,960 0 325.960 0 S S . W U j «<D,aov
325.960 0
« A M V 325.960 0 325.960 0 325.960 0 325.960 0 325.960 0 325.960 0 COSTOS VARMBLES C. VARIABLE
COSTO TOTAL VARIABLE
COSTOS FUOS .: . •:• . : MANTTO.
DEPRECIAOON
COSTO TOTAL RMJS
Po*o* Poso* Po*o* Po*o* Pasos Poso* 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
• o • 0.0096 0 -123.217 -123.217 0 -123.217 -123.217 0 -123,217 -123.217 0 -123.217 -123,21? 0 -123.217 -123.217 0 -123,217 -123s217 0 -123.217 -123.217 0 -123.217 -123,217 0 -123.217 -1Í3.217 0 -123.217 -1»Z»7
202.744 [ 292.7U I: 202.7W | 202.744 [202,744 | 202.744 | 202.74* j 202744 [ 202.744 í 202.7J4
GASTOS DE ADMON Y VENTA Potos
202.744 62.2% 202.744 62.2% 202.744 62.2% 202.744 62.2% 202.744 62.2% 202.744 62.2% 202.744 62.2% 202.744 62.2% 202.744 62.2% 202.744 62.2% FINANCIEROS
ÚTIL. ANTES DE I.S.R. Y P.T.U 202.744 202.744 202.744 202.744 202,744 202.744 202.744 202.744
I.S.R. Y P.T.U. -86.152 -85.152 -85.152 -85.152 -85.162 -85.152 -85.152 -85.152 -86.152 -85.152
UTUJADNETA Pesos j 117.591
j 36.1% 117.591 38.HE 117.591 36.1% 117.501 36.1% 117.591 38.1*
117.591 I 117.591 36.1% j 36.1%
117.591 36.1% 117.591 3*.1% 117.591 3Í.H6
2 - FLUJOS DE EFECTIVO
PROYECTO. Montacargas FECHA:27 de Abrí 2004
CONCEPTOS
NVFRSIONF.S TOTAL INVERSIONES OTROS INGRESOS INVERSIONES CAP DE TRABAJO TOTAL
RECUPERACIÓN CAP TRABAJO TOTAL
RECUPERACIÓN ACTIVOS FIJOS TOTAL
UTILIDAD NETA DEPRECIACIÓN TOTAL r t o í
FACTOR RENDIMIENTO F E D I VALOR ACTUAL F E D 1 ACUMULADO
UNDS
Pesos
0 Pesos
T I R |
INVERSIÓN
Suma de Flujos a Valor presente dada la TI R
ANO 0 739.299
" ^mm -• •
0 0 0 0 -J39.290 1 00 739 299 -739.299 -769638E>82 24% -739.299 739 299 ANO 1 0 0 . ' . • : : « : : : • : • 0 0 11Í.691 123.217 240.808 081 194.064 194064 ASO 2 0 0 0 0 117.691 123.217 240.808 066 166.393 360.467 ASO 3 0 0 0 0 117.1.91 123.217 240.808 062 126.036 476.492 ARO 4 0 0 .:.«. : • • 0 0 11 (.691 123.217 240.808 0.42 101.670 678 061 AN~O 5 0 0 o : 0 0 117.691 123.217 ?40.808 0 34 81.864 669.916 ARO 6 739.?99 0 -739.299 0 0 147.880 117.691 123.217 -350 631 0 27 -96.049 563 866 ANO 7 0 0 : ::.O " :.
0 0 0 117.691 123.217 240.808 022 63.160 617.026 ANO 8 0 0 •~ : : e ; . : :•:
Anexo 7 - Análisis Detallado de Costos (Pesos Por Año)
Cantidad Absorción (%) Costo Renta Costo
Combustible Costo Fijo Costo Total
1
2
3
4
186*
93
62
47
178800
357600
536400
715200
37330
74660
111990
149320
390600
234360
390600
546840
606730
666620
1038990
1411360
* No se considera para la toma de decisión por ser no factible técnicamente
Costo Renta x Unidad x año $ 178800
Costo de Combustible x unidad x año $ 37330 Costo Fijo x Unidad x año $ 390600
Actualmente se tienen a 5 Personas con 217 pesos diarios cada una de costo
Montacargas Personal Costo Fijo Por Año
2 3
4
3 5
7
234360 390600
546840
Anexo 8 - Relación Costo - Cantidad de Montacargas - Absorción
Data
Fixed cost Variable cost
Volume(optional)
Costos (Renta Opt) 234360 216133
2
Costos(Compra) 234360 160825.5
Resulte
Breakeven points
Costos (Renta Opt) vs. Costos(Compra)
Volume analysis @2 units
Total cost
Units
0 234360$
Graph
Units
Costos (Renta Opt) Costos(Compra) $ 666,626 $ 556,011
Costos (Renta Opt) Costos(Compra) Absorción 234360
450493 666626 882759 1098892
234360 395186 556011 716837 877662
0 186 93 62 47
2 3 Cantidad de Montacargas
-Costos (Renta Opt) •Costos(Compra) -Absorción
200
LFM
Maestría en Dirección para la Manufactura (MDM)
TESIS
Logística de Sub - Productos
Asesor: Dr. Alberto Rodríguez Rodríguez Sinodales: htg. José Luis Valdes Valdés
Ing. Felipe Quhtanllla ñores
Contenido
Antecedentes Problemática Situación Actual Metodología
- Selección de la Ubicación de Almacenes
- Evaluación y Propuestas de Procesos de Sub-Productos • Pop - Coil Lámina Caliente
• Pop - Coil Lámina Fria • Pop - Coil Lámina Cruda - Equipo de Manejo de Materiales Resultados
Propuesta de Valor Conclusiones Futuras Investigaciones
Antecedentes
Proyecto implementado en IMSA-MEX.S.A (División APM), empresa del ramo siderúrgico (Fabricación de rollos de lámina de acero)
Empresa procesadora de acero, no fabricante.
Los procesos generan desperdicios, entre los cuales hay sobrantes de rollos.
Sobrantes que se venden como sub-productos (Pop-Coils). Plataforma de crecimiento de capacidad de producción, lo que representa aumento en la generación.
Necesidad de asegurar el desplazamiento del sub-producto sin crear una barrera para alcanzar una operación eficiente de la planta productiva.
Se cuenta con un esquema de renta de equipo de manejo de materiales (Montacargas).
IMSA-MEX, S.A. (División APM)
Sub - Producto (Pop - Coil) Problemática
Que e s ?
• Sobrante de diferentes procesos de laminación de productos planos de acero.
• Es una condición inherente a los procesos de tipo "batch".
• Se caracterizan por ser puntas y finales del rollo de lámina de acero.
Espacios de almacenamiento no planeados Áreas asignadas a contenedores con difícil acceso Grandes recorridos desde el punto de generación Procesos nuevos en arranque de operaciones Almacenes actuales deficientes por falta de mejor administración
Objetivo:
- Desarrollar una propuesta que ayude a mejorar el proceso actual de logística de sub-productos (Pop-Coil), adecuarlo a la estrategia de crecimiento de la capacidad de producción y que no afecte la continuidad de la operación.