Casa
abierta al tiempo
UNIVERSIDAD AUTONOMA METROPOLITANA UNIDAD IZTAPALAPA
/División de Ciencias B6sicas e Ingeniería
Departamento de Ingeniería de Procesos e Hidraúlica
&Fabricación de un Adhesivo a partir de Poliestireno Recuperado"
Alumnos
/María Cristina Santos Villegas Matrícula: 9431 8620
José
AntonioSolís
Mejía Matrícula: 89228288Para la obtención del grado de
, .
/Licenciatura en Ingeniería Química
Asesor
José
Angel Escobar Hernández.INTRODUCCI~N
1.
ESTIRENO1
.I
HISTORIA1.2
ESTRUCTURA DEL ESTIRENO1.3
PROPIEDADES DEL ESTIRENOI
.4
CLASIFICACI~N1.5
DESCRIPC16N DEL PROCESO DE OBTENCldN DE ESTIRENOI
.6
PRODUCCldN DE POLiMEROSDE ESTIRENO
2 2 5 9 9 8
2.
POLIESTIRENO EXPANSIBLE ( EPS )2.1
ESTRUCTURA2.2
PRODUCCI~N2.2.1
MATERIAS PRIMAS2.2.2
AGENTE EXPANSOR2.2.3
PROCESO DE EXPANSI6N2.3
PROPIEDADES2.3.1
RADIACTIVIDAD-
2.3.2
RESISTENCIA AL FUEGO Y COMBUST16N2.3.3
HIGIENE INDUSTRIAL2.3.4
MANEJO DE LA ESPUMA DE POLIESTIRENO2.3.5
APLICACIONES3.
RECICLADO3.1
HISTORIA DEL RECICLADO3.2
RAZONES PARA RECICLAR3.2.
I ECOLOG~A3.2.2
ECONOMíA3.2.3
ESCASEZ3.3 FUENTES DE DESPERDICIOS PLÁSTICOS 3.4 VARIABLES QUE INTERVIENEN
EN EL RECICLADO
3.5 ESTUDIO DE MERCADO
3.5.1 MERCADO DE DESPERDICIO PLÁSTICOS 3.6 CAPACIDAD INSTALADA
3.7 IMPORTACI~N 3.8 EXPORTACI~N 3.9 CONSUMO APARENTE
3.9.1 SEGMENTACION DEL CONSUMO POR SECTORES 3.9.2 PARTlClPACldN Y TENDENCIA POR APLlCACldN 3.10 DISTRIBUC16N GEOGRÁFICA DEL CONSUMO
3.1 1 EMPRESAS PRODUCTORAS 3.12 PROYECTOS Y PERSPECTIVAS
4
4. ADHESIVOS 4.1 HISTORIA
4.2 ADHESIóN, ADHERENCIA,
COHESldN Y COHERENCIA
4.2.1 TEORíAS DE LA ADHESION 4.2.2 TEORíA MECÁNICA
4.2.3 TEORíA DE ADSORC16N 4.2.4 TEORíA
ELECTROSTATICA
4.2.5 TEORíA DE LA DlFUSldN4.2.6 TEORíA DE LA CAPA LíMITE DÉBIL 4.3 ENERGíA SUPERFICIAL, HUMECTACION 4.4 ESTADO SUPERFICIAL
4.5 ESPESOR
4.6 REQUERIMIENTOS PARA UNA BUENA UNION 4.6.1 LIMPIEZA
4.6.2 HUMECTACI~N
4.6.5 DISEÑO DE LA UNION
4.7 PROCESO DE CURADO
4.8 POLíMEROS, CARACTERkTICAS
4.9 ADHESIVOS TERMOPLÁSTICOS
4.10 UNION DE PLÁSTICOS
4.1 1 DISEÑO Y RESISTENCIA DE LA UNION ADHESIVA
4.12 COMPORTAMIENTO DE LA UNION FRENTE A LOS ESFUERZOS
4.13 FACTORES INFLUYENTES EN
LA
RESISTENCIA DE UNION
4.14 VENTAJAS
4.15 LIMITACIONES
4.15.1 DISEÑO DE LA JUNTA
4.15.2 PREPARACldN DE LA SUPERFICIE
4.15.3 TEMPERATURA
4.1 5.4 DURABILIDAD
4.16.5 ESPECIFICACIONES, CALIDAD Y PREPARACION
4.17 RESULTADOS EXPERIMENTALES
5 PLANEACldN DE LA PLANTA
5.1 INVESTIGACION Y DESARROLLO
5.2 EVALUACldN ECONOMICA PRELIMINAR
5.3 EVALUACIONES ECONOMICAS
5.4 SELECCldN DE LOS MATERIALES DE CONSTRUCCt6N 5.5 EVALUACION PRELIMINAR
56 CONSTRUCCldN DE LA PLANTA
5.7 ADMINISTRACION DEL PROYECTO 5.8 UBICACION DE LA PLANTA
51 52 53 54 56 57 62 63 66 66 61 67 67 67 69 77 77 77 78 78 78 79 79
A. GENERALIDADES 81
1 Funci6n de la planta
2 Tipo de proceso
B. CAPACIDAD, RENDIMIENTO Y FLEXIBILIDAD 81 1 Factor de servicio
2 Capacidad y rendimiento 3 Flexibilidad
4 Ampliaciones futuras
C. ESPECIFICACIONES DE LAS
ALIMENTACIONES DE PROCESO
D. ESPECIFICACIONES DE LOS PRODUCTOS
E. CONDICIONES DE ALlMENTACldN
1 Condiciones en Límite de Baterías
2
Elementos de seguridadF. CONDICIONES DE LOS PRODUCTOS G. DESECHOS
H. CORRIENTES DE SALIDA
I. SERVICIOS AUXILIARES
1 2 3 4 5 6 7 8 9 10 11 12 13 14 Vapor Condensados
Agua de enfriamiento Agua de servicios Agua potable
Agua contra incendio Agua de proceso Aire de instrumentos Aire de proceso
Distribución de áreas y equipos Alumbrado
Sistema de tierras Misceláneos Desfogue
J. SISTEMAS DE SEGURIDAD
1 Sistemas contra incendio 2 Protección de personal 3 Sistema de aspersión
2 Tormentas 3 Vientos 4 Humedad
5
Atmósfera6 Altura sobre el nivel del mar del lugar
L. LOCALIZACION DE LA PLANTA
M. ENTORNO GEOGRÁFICO
1 Hidrografía 2 Orografía
3 Clasificación y uso de suelo 4 Flora y fauna
N. MARCO ECONOMICO
1 Actividades económicas 2 Salud
3 Vivienda
4 Servicios públicos 5 Vías de comunicación 6 Recursos energéticos 7 Distribución de la planta
5.1 Comunicaciones y transportes
O. BASES DE DISEÑO PARA TUBERíAS P. BASES DE DISEÑO PARA INSTRUMENTOS Q. BASES DE DISEÑO PARA EQUIPO
R. CONSIDERACIONES DE SEGURIDAD 7. CAPACIDAD DE LA PLANTA
8. COSTO TOTAL DE LA PLANTA 8.1 COSTOS DE PRODUCCldN 8.1 . I MATERIA PRIMA
8.1.2 TRANSPORTE 8.1.4 SALARIOS
8.2 VIABILIDAD DEL PROYECTO APENDICES 89 89 90 94 94 95 97 1 o1 1 o1 102 102 103 103 1 04
>
DIAGRAMAS DE TUBERíA E INSTRUMENTACION DEL EQUIPO.>
DIAGRAMA DE TUBERíA E INSTRUMENTACION DEL PROCESO.P
DIAGRAMAS DE FLUJO DEL PROCESO.>
ANALISIS HAZOP PARA LOS TANQUE DE ALMACENAMIENTO DE>
DlSTRlBUClON DE LA PLANTA.>
ORGANIGRAMA DELA
EMPRESA.P
BIBLIOGRAFíA>
DIAGRAMAS DE FLUJO DEL PROCESO.>
ANALISIS HAZOP PARA LOS TANQUE DE ALMACENAMIENTO DE>
DlSTRlBUClON DE LA PLANTA.>
ORGANIGRAMA DE LA EMPRESA.LlQUlDOS VOLATILES.
Laboratorio de Procesos v Diseno
RESUMEN
En este proyecto se realizó un estudio para la fabricación de un adhesivo en base a poliestireno expansible proveniente de los scraps (material de desecho que se genera durante la producción de piezas moldeadas) así como de material de
empaque postconsumo; mediante disolución con solventes tales como Tolueno, Xileno y MetiI etil cetona. Se experimentó hasta llegar a la formulación idónea para unir materiales como madera, cartón y papel cascarón.
Se disefió tanto el proceso como las condiciones de proceso y el equipo necesario para la elaboración del adhesivo. Se realizó conjuntamente un estudió de mercado del EPS y de adhesivos base solvente, así como un análisis de costos y factibilidad del proyecto.
ABSTRACT
In this proyect, with the disolution in organics solvents such as Toluene, Xilene and Metiletil ketone a study was made for the fabrication of an adhesive based on expandable polystyrene from scraps ( waste material that is generated during the production of foamed pieces ) and post-costumer packing materials. Experiments were realized until reaching the ideal formulation to join materials such as wood, carton and materials for arquitecture.
AGRADECIMIENTOS
En este momento vienen a mi mente muchas personas a las que tengo que agradecer el que por fin halla terminado este trabajo, sin embargo, faltarían espacios.
En vez de eso mencionaré a quienes desinteresadamente estuvieron a mi lado en
los
momentos más difíciles. A mi Madre y a mi Padre( Alejandra y Armando ... mejores amigos
y
los
más pacientes del mundo A mis hermanas( Gabriela, Teresa y Rocio )...mis incondicionales cómplices A mis futuros suegros
( Severino y Herminia ... salvavidas preferidos A mi futura esposa
( Sara Rosa )... ... mi mejor regalo, mi inspiración y
A mis compañeros
( T
-
040 et AI ... fansdueña de mi corazón
A mis Maestros
( J. M. Zamora, J.A de
los
Reyes HIT. Viveros GI H. Torres V )...mis ejemplos a seguir A mi compañera de Proyecto
( Ma Cristina Santos V. ... apoyo, mi mejor amiga
A la vida y con
lo
que con ella viene,y a ti, como te llames
SENOR
Laboratorio de Procesos Y Diseno
INTRODUCCI~N.
¿ Alguna vez ha intentado pegar con resisto1 “5000” una maqueta hecha de poliestireno expandido ( unicel ), y le ha ocurrido que ésta no sólo no pega, sino que además se llena de agujeros ? ¿ O ha unido el espejo retrovisor al parabrisas de su auto usando un pegamento instantáneo, sólo para que al día siguiente, mientras usted zigzaguea entre el pesado tráfico y el calor de la ciudad, el espejo caiga de nuevo rompiéndose con el golpe?. Eso ocurre por usar adhesivos
inadecuados. Aunque muchos son multiusos y sirven para una gran variedad de materiales, puede ser que alguno de ellos no peguen bien, o que se vean afectados por ciertos factores como la humedad, los rayos ultravioleta, la temperatura excesiva o el movimiento. Entonces hay que elegir el adecuado para
los materiales que se quieren unir.
Los pegamentos se pueden separar en tres grandes grupos: los húmedos, los de contacto y los de reacción. Con los primeros la unión se hace en húmedo, esto es, se aplica el producto y las piezas a pegar se unen inmediatamente. Los de contacto, una vez aplicados, hay que dejarlos secar de cinco a veinte minutos
antes de hacer la unión. Y los de reacción ( p. ejemplo, los epóxicos ) llevan a cabo una reacción química.
Normalmente, los húmedos y los de contacto contienen solventes químicos o
agua como vehículo o aglutinante. Se le llama solvente al elemento capaz de amalgamar todas las sustancias de un pegamento, dándoles una consistencia líquida ( o fresca, en el caso de la barra adhesiva, que es sólida ) y permitiendo que cuando se utilice el adhesivo y se evapore el solvente, el producto se endurezca totalmente. Cuando esto ocurre, se dice que el adhesivo secó.
En cambio, cuando un pegamento pasa de su estado líquido al sólido mediante una reacción química, sin evaporación de solventes, entonces se dice que “curó”. El curado tiene la ventaja de que todo el adhesivo se aprovecha al máximo, pues no hay pérdida de sus componentes por evaporación. Un ejemplo de esta
Por otra parte, la creciente necesidad de estructuras más ligeras conlleva tecnologías de ensamblado entre materiales diversos, tradicionales o nuevos, a
los cuales es difícil, o prácticamente imposible, aplicar las técnicas tradicionales de soldadura, remachado o atornillado. El adhesivo, como elemento de unión, es parte integrante de nuestra época. Se hace difícil, hoy en día, encontrar productos que no estén, de algún modo, vinculados en alguna de las fases de producción
o
comercialización, con los adhesivos, si no
lo
ha estado en su manufacturación, loha estado en el empaquetado,
o
en el transporte, almacenamiento, o tal vez en ladistribución.
El desarrollo de nuevos adhesivos con carácter específico, adecuados a la demanda industrial, ha sido posible gracias al avance espectacular que ha tenido la industria química en el campo de la obtención de resinas sintéticas, que unen a sus características propias, las de poder emplearse en la adhesión de diferentes materiales, con resultados excelentes.
La industria de los adhesivos utiliza la tecnología del latex que se desarrolló durante la Segunda Guerra Mundial. Todavía se usan muchos polímeros
naturales, pero casi cada plástico nuevo y hule de origen a un adhesivo. El
desarrollo de los "superpegamentos" basados en cianoacrilatos es un caso atípico en el que los materiales que se usan como adhesivos, no tuvieron una aplicación previa como plásticos o recubrimientos.
Laboratorio de Procesos v Disello
mueble, electricidad y electrónica, etc., siendo, actualmente, la solución para los
nuevos materiales Compuestos y las estructuras tipo Sandwich, de aplicación en diversos campos industriales, especialmente en la industria aeronáutica y
aerospacial.
El aspecto ambiental de este proyecto.- En los últimos años, a nivel mundial se ha generalizado el cuidado del medio ambiente y de recursos naturales.
Los
plásticos se enfrentan a uno de los retos más importantes desde su introducción en el mercado, ya que sus ventajas como la resistencia a la degradación y su economía con respecto a otros materiales están siendo cuestionadas por suimpacto ambiental.
El interés por reciclar plásticos tiene como beneficios el mejoramiento ecológico y la generación de nuevas industrias que pueden resolver los problemas de contaminación, aunado a la obtención de utilidades económicas. Actualmente las normas ecológicas se han reestructurado siendo más estrictas para el control de
los desechos plásticos, el reciclado de plásticos contribuye a la ecología, ya que ayuda a resolver el problema de los desperdicios plásticos, se ahorra el 88% de la energía que se requiere para producirlos a partir de petroquímicos y conserva los
1. ESTIRENO
l. I HISTORIA
En 1839 Simon, un farmacéutico Berlinés lleva a cabo la destilación del storax ( líquido derivado de la corteza del árbol " liguarnbar orientalis " ) obteniendo un
líquido muy reactivo al que llama ESTRENO. Más adelante observó la transformación del líquido transparente semejante al agua, en una masa viscosa y
traslúcida. Posteriormente en 1845 los químicos
J.
Blyth y A.W. Hofmann,basándose en los datos anteriores, llevaron al estireno a temperaturas altas y con ello obtuvieron productos sólidos parecidos al vidrio.
En 1868 Berthelot descubrió la primera obtención sintética del estireno, a partir de la eliminación de dos hidrógenos de la molécula de etilbenceno. En la actualidad esta ruta continúa siendo la base de la síntesis de estireno.
Consecutivamente en Alemania y Estados Unidos se trabajó para lograr la síntesis técnica y la realización industrial de la polimerización, destacando en
1920 los estudios de Staudinger sobre la polimerización de estireno y las propiedades del polímero.
Con base en esos estudios, para 1930 la compañía BASF entonces como
Frabenindustrie A.G., inicia la producción industrial del Poliestireno instalando una planta para producir 100 tonlaño.
Durante la 2a Guerra Mundial se realizaron injertos de estireno en el Polibutadieno, obteniéndose un hule sintético para sustituir al caucho natural debido a su escasez.
Después de 1945 Estados Unidos, inició la producción de nuevos plásticos de estireno.
Partiendo de la modificación del Poliestireno con Polibutadieno se obtuvo un Poliestireno con mayor resistencia al impacto. En 1948, las mezclas de copolímeros de estireno / acrilonitrilo con estireno / butadieno generaron como resultado el ABS.
Laboratorio de Procesos y Diseno
resistencia al impacto, como los copolimeros de injerto para la metalización y los modificadores a la luz ultravioleta y a la intemperie. En 1969 el
Acrilonitrilo-Estireno-Acrilato (ASA) y en 1976 el Acrilonitrilo-Elastómero-Etil-
Propil Estireno ( AIEPMIS).
Los últimos desarrollos son los copolimeros Estireno-Butadieno-Estireno (SBS) en bloque, SBS super alto impacto y SBS de gran transparencia y las mezclas de polimeros tipo Poliestireno/Poliolefinas que presentan gran resistencia al intemperismo. El desarrollo del Poliestireno ha formado un grupo de plásticos denominados, familia de Polimeros de Estireno, en los que se incluyen :
Poliestireno Cristal o de Uso General (
ps
)Poliestireno Grado Impacto ( P S - I )
Poliestireno Expansible ( EPS
1
Estireno / Acrilonitrilo ( SAN )
Copolimero en Bloque de Estireno / Butadieno / Estireno ( SBS ) Acrilonitrilo
-
Butadieno-
Estireno ( ABS ) AleacionesSe caracterizan por poseer la estructura del estireno en su composición.
Los polimeros de estireno son de gran relevancia en el mercado, ocupan el cuarto lugar del consumo, y ello se debe a su abundante variedad de aplicaciones debidas a sus propiedades y fácil moldeo.
1.2 ESTRUCTURA DEL ESTIRENO
El estireno también llamado vinilbenceno, feniletileno, estirol o estiroleno, tiene una estructura que puede representarse como :
1.3 PROPIEDADES DEL ESTIRENO
Es
un líquido transparente, muy reactivo, de olor dulce y apariencia aceitosa, insoluble en agua, con punto de ebullición de 145' C.Se autopolimeriza en presencia de oxígeno, cuando es expuesto a la luz o al calentarse, e incluso a temperatura ambiente, por tal razón, se almacena con la adición de inhibidores.
I .4 CLASIFICACI~N
La siguiente clasificación se utiliza comúnmente en la industria y esth basada en
los monómeros contenidos en la estructura de los polimeros de estireno.
Los plásticos que están formados de un mismo monbmero son homopolímeros,
los que contienen dos clases de monómeros en su estructura son copolímeros,
los que contienen tres tipos de monómeros son terpolímeros y los que se obtienen al combinar polímeros miscibles entre sí, aleaciones.
HOMOPOLIMEROS
-
Poliestireno Cristal ( PS ) Uso General-
Alto flujo-
Flujo medio-
Resistencia a la temperatura-
Poliestireno Expansible ( EPS ) COPOLiMEROS-
Poliestireno Grado Impacto-
Medio impacto-
Alto impacto-
Super alto impacto-
Copolímero en Bloque Estireno / Butadieno / Estireno-
Estireno-
Acrilonitrilo ( SAN )TERPOLiMEROS
Laboratorio de Procesos Y Diseno
ALEACIONES
-
ABSIPC-
ABS1 PVC-
ABSIASA1.5 DESCRIPCIóN DEL PROCESO DE OBTENCIóN DE ESTIRENO
Para obtener el monómero de estireno, que es la materia prima básica de
los
polimeros de estireno, se deber partir del etileno y del benceno, los cuales se obtienen de la refinación del petróleo.AI reaccionar el etileno con el benceno, se origina etilbenceno.
@
+
H 2 C = C H 2 AlClBENCENO ETILENO ETILBENCENO
Una vez que se tiene el etilbenceno, por deshidrogenación catalítica se obtiene el estireno.
6 - 6
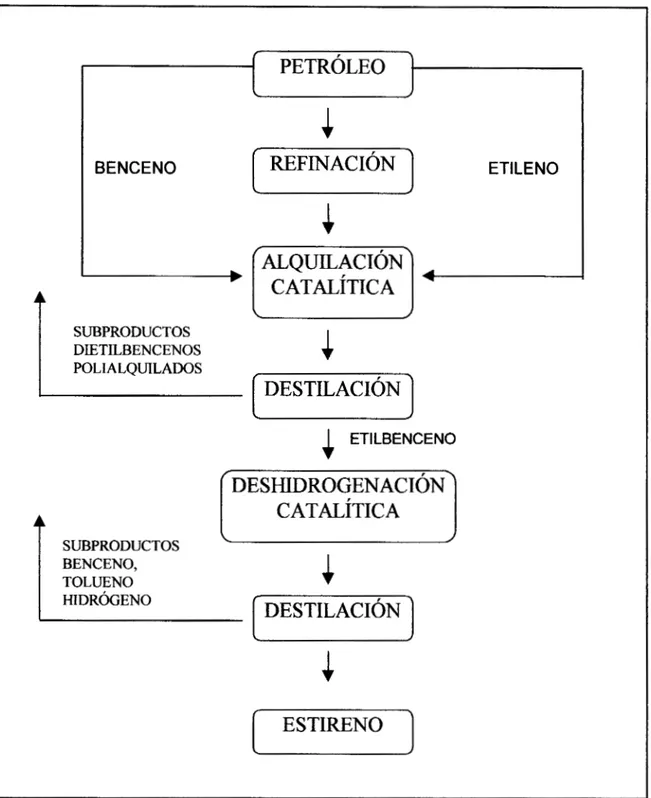
600 "C + H 2En México, Petróleos Mexicanos ( PEMEX ) obtiene el estireno mediante el proceso que se muestra en la Figura :
t
PETR~LEO
BENCENO
REFINACI~N
1
ETILENOALQUILACI~N
CATALÍTICA
SUBPRODUCTOS DLETILBENCENOS POLIALQUILADOS
4
ETILBENCENOI
DESHIDROGENACI~N
1
CATALÍTICA
SUBPRODUCTOS BENCENO, TOLUENO
\ 1
~~
Laboratorio de Procesos Y Diselio
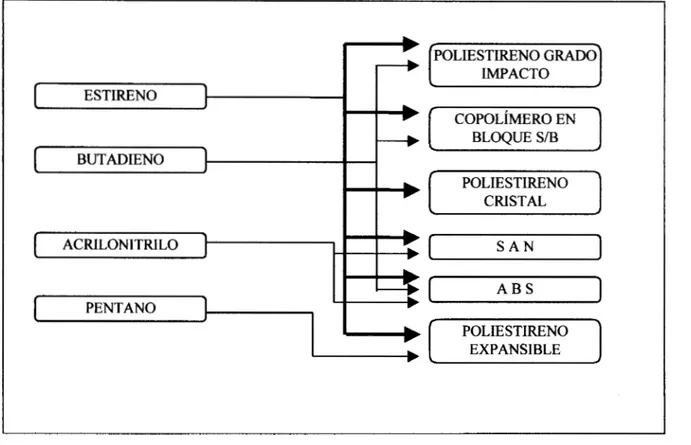
1.6 PRODUCCIóN DE POLiMEROS DE ESTIRENO
El grupo de los homopolímeros integrado principalmente por Poliestireno Cristal y Poliestireno Expansible, se obtienen por la polimerización del monómero de estireno, pero para el segundo se agrega un agente neumatógeno o expansor. Dentro del grupo de los copolímeros se encuentra el Poliestireno Impacto, que es un poliestireno modificado con un elastómero, generalmente butadieno. Este se puede obtener por reacción o por una mezcla de polimeros compuestos por
Poliestireno y Polibutadieno. El grado de resistencia al impacto está en función del contenido de butadieno.
El SAN también es un copolímero, básicamente es un Poliestireno modificado con acrilonitrilo que presenta mejor resistencia mecánica y química.
Otro polímero es el copolímero en bloque de Estireno
-
Butadieno-
Estireno; presenta un contenido mayor de butadieno, que el del Poliestireno Grado Impacto, además de una estructura molecular distinta, y por lo tanto, mayor resistencia al impacto.El tercer grupo está formado por los terpolímeros ABS y ASA. El
Acrilonitrilo
-
Butadieno-
Estireno ( ABS ) es un Poliestireno modificado que presenta buenas propiedades mecánicas y elevada resistencia al impacto. Se fabrica principalmente por polimerización de injerto o mezclas de polímeros a partir de Estireno-
Acrilonitrilo, Butadieno-
Acrilonitrilo y Estireno-
Butadieno. El Acrilonitrilo-
Estireno-
Acrilato ( ASA ), presenta propiedades semejantes al ABS, su estabilidad a la intemperie y al envejecimiento son excelentes, se obtiene por la modificación de estireno-
acrilonitrilo con una base dispersa de ácido acrílico.El cuarto grupo se conforma por Aleaciones que tratan de combinar las
I
ESTIRENO1
IMPACTO
BLOQUE S/B
CRISTAL
A B S
EXPANSIBLE
Laboratorio de Procesos Y Diseno
2. POLIESTIRENO EXPANSIBLE ( EPS )
Varios procesos se utilizan para producir los poliestirenos disponibles hoy en día. Uno de los procesos comerciales más antiguos fue la polimerización en suspensión para PS cristal y suspensión másica de IPS. El monómero de estireno fue agitado con un volumen aproximadamente igual de agua más surfactantes para romper el estireno en gotas que pueden eventualmente polimerizarse en perlas firmes. Se añaden iniciadores para acelerar y finalizar la reacción y las
perlas finales son entonces extruídas en pelets.
El EPS usa el mismo proceso general pero incorpora un agente expansor
(típicamente pentano) durante un proceso de remojado con el resultado de perlas impregnadas.
El poliestireno es un material plástico de bajo peso, compuesto de átomos de hidrógeno y carbono, derivado del petróleo y de los subproductos del gas natural. El poliestireno se usa principalmente como aislante o aligerante en la industria de la construcción por su baja conductividad térmica y como material de embalaje por su ligereza y excelente poder amortiguador de impactos entre otras muchas aplicaciones.
El StyroporB (nombre comercial del poliestireno expansible), se suministra en forma de pequeñas perlas, siendo el material expandido o espuma de poliestireno expansible el formado por la fusión de esas partículas individua1es.El poliestireno expansible se produce por una polimerización , cuyo producto es una mezcla de perlas que contienen el agente expansor. El diámetro de las perlas varía entre
0.2 y 3.0 mm. Estas perlas se dividen en fracciones de diferentes tamaños de acuerdo a su aplicación específica.
TIPO P
F
PR
FR
APLICACI~N
Material estándar
Placas y cuerpos moldeados Material autoextinguible Placas y cuerpos moldeados de
acuerdo a las Normas ASTM E-84 C- 578 y UL-214
Material estándar para moldeo en
máquinas con sistemas de vacío Material autoextinguible para moldeo en máquinas con sistemas de vacío.
Tabla 1. Clasificación de Poliestireno Expansible.
2.1 ESTRUCTURA
El poliestireno Expansible tiene la misma estructura química que el PS Cristal y
contiene pentano como agente neumatógeno o expansor. La concentración de &te varía de 3 a 7 %, es decir, 7 kg por cada
100
kg de estireno.2.2 PRODUCCI~N
2.2.1 MATERIAS PRIMAS
El poliestireno expansible (EPS) se obtiene por la polimerización del estireno y
Laboratorio de Procesos Y Diseno
2.2.2 AGENTE EXPANSOR
El agente neumatógeno
o
expansor empleado en el poliestireno expansible es el pentano, quinto alcano en la serie de las parafinas. Los alcanos sencillos no están considerados, ya que en la naturaleza se descomponen de forma tan rapida y continua como se forman en las fuentes naturales.En la atmósfera, el pentano se descompone rápidamente por una reacción
fotoquímica. Su vida media ( tiempo durante el cual su concentración baja
a
la mitad del valor original ) es del orden de 10 a 15 horas.Con el tiempo los productos de descomposición del pentano son absorbidos por el agua y la tierra, transformándose en dióxido de carbono, agua y productos que sirven para el metabolismo de plantas, bacterias y otros microorganismos.
2.2.3 PROCESO DE EXPANSIóN
El moldeo de poliestireno expansible ( EPS ) es un proceso que consiste de tres pasos en donde primero requiere la pre-expansión de las perlas de EPS y un pre-esponjado. El pre-esponjado permite el intercambio de aire con los agentes y el agua, los pre-esponjados son transferidos a un cofre de vapor y finalmente el moldeado. Las densidades de EPS pueden variar de menos de 1 a más de 6 Ib/ft3.
Pre-expansión de la perla.
Reposo de las partículas pre-expandidas. Expansión y moldeo.
Durante estas tres etapas, se libera el pentano y trazas de estireno. Su concentración depende de las instalaciones con que se cuente y de las propiedades deseadas del producto.
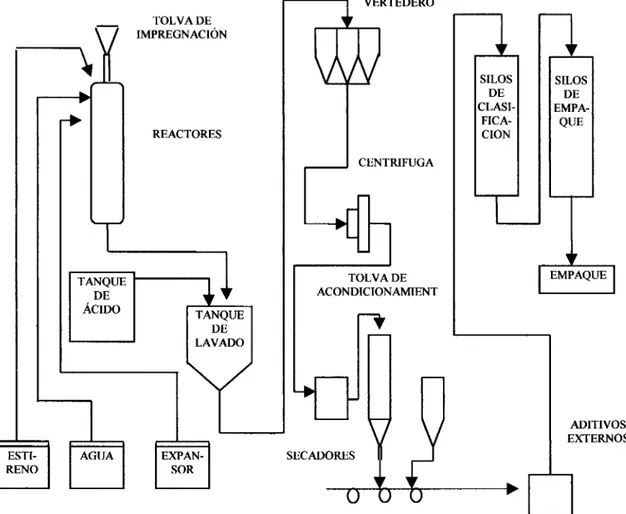
Se utiliza el proceso de polimerización en suspensión en el cual, el estireno se mezcla con agua formando pequefias gotas suspendidas en la fase acuosa, al avanzar la polimerización, se obtienen perlas de Poliestireno que son
Posteriormente por medio de centrifugado o filtración se separan de la fase acuosa, se secan y a través de cribadoras, se seleccionan las perlas en diferentes tamaños de acuerdo a su aplicación final para acondicionarlas con lubricantes externos antes de su envase. Las perlas contienen en su estructura interna el agente neumatógeno ( expansor ) n-pentano.
AI aplicar calor a las perlas se provoca que el Poliestireno se reblandezca y crezca de tamaño. El grado de expansión puede ser controlado para obtener desde dos hasta 60 veces el volumen original de la perla. La capacidad de crecimiento es la característica principal en la elaboración de piezas moldeadas, existiendo diferentes grados de acuerdo al porcentaje de retenido en malla ( 6-16,
0-20,
16-30, 25-40,40-45 ).Este producto, después de agregarle el agente neumatógeno, tiene una durabilidad de tres meses, ya que éste se evapora perdiendo su efecto.
Pre-expansión
Debido a que el material contiene un agente expansor en su estructura interna, el poliestireno expansible aumenta su volumen en presencia de vapor de agua saturado y seco.
El equipo donde se lleva a cabo esta operación recibe el nombre de pre- expansor, donde se logra una expansión libre a una temperatura que varía entre
Laboratorio de Procesos Y Diseno
Reposo Intermedio
Después de la pre-expansión, el material se transporta neumáticamente a silos, para reposar. Ahí mismo, el material se seca y el aire penetra en las perlas pre- expandidas, para lograr una estabilidad térmica y estructural. La duración del reposo depende de la densidad aparente y del tamaño de las perlas pre- expandidas, variando de minutos a días.
Moldeo
Los moldes se llenan completamente con las perlas pre-expandidas y reposadas, calentándose a una temperatura de entre 100 y 120
"C
con vapor saturado. En la operación, las perlas pre-expandidas se reblandecen y nuevamente se expanden uniéndose entre sí al encontrarse en un espacio cerrado.El ciclo de moldeo consta de tres pasos: llenado del molde, calentamiento y
enfriamiento. El tiempo en que se lleva a cabo la operación, depende de la temperatura del vapor de agua, densidad y espesor de la pieza moldeada, principalmente.
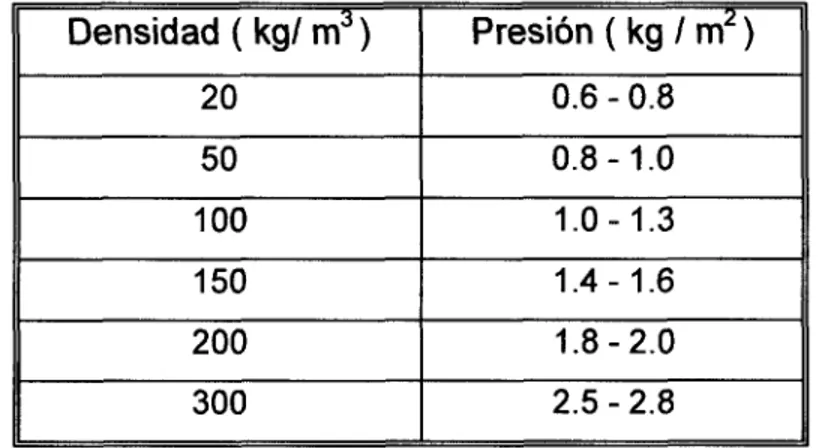
El moldeo y la densidad determinan el grado de fusión de las perlas pre- expandidas, y son las variables responsables de la mayoría de las propiedades del EPS.
Densidad ( kg/ m3) Presión ( kg I m') 0.6
-
0.8 0.8-
1.0II
1 O0 1.0-
1.3I
150 1.4 - 1.6
I
200
2.5
-
2.8 3001.8
-
2.0IMPREGNACIÓN TOLVA DE
-
ESTI- RENO
T
REACTORES
E
ÁCID01
c
TANQUE LAVADO
VERTEDERO
CENTRIFUGA
TOLVA DE ACONDICIONAMIENT
SILOS CLASI. FICA-
I
~
SILOS
e
EMPAQUEl
ÁREA DE CRlBADORAS
Figura 4. Proceso para la obtención de Poliestireno Expansible
2.3 PROPIEDADES
Es un material dúctil y resistente a temperaturas bajo cero, pero a temperaturas elevadas, aproximadamente a 88' C, pierde sus propiedades.
Debido a ello, y a su baja conductividad térmica, se utiliza como aislante a bajas temperaturas. Posee poder de amortiguamiento, es decir, permite absorber la energía producida por golpes y vibraciones. Flota en el agua y es completamente inerte a los metales. Resiste a la mayoría de
los
ácidos, soluciones alcalinas yLaboratorio de Procesos v Diseno
intemperie y no es tóxico, sin embargo, no es resistente a solventes orgánicos, como tampoco a los aceites minerales.
Debido a su estructura celular presenta valores bajos de transmisión de vapor y de absorción de agua. Es combustible, y por lo tanto no debe ser expuesto a la flama u otra fuente de ignición, sin embargo, existen grados especiales donde se emplean retardantes a la flama. Es resistente a los microorganismos y cuenta con buenas propiedades de aislamiento acústico.
Algunas de sus propiedades son :
Densidad Aparente 0.6 kg/m3 a 1.7 kg/m3 Absorción de Agua 0.4 a 0.8 % Vol.
( sumergido 8 días ) Composición Poliestireno
Agente Expansor
93
-
97 % 3 - 7 %Tabla 3. Propiedades del poliestireno.
2.3.1 RADIACTIVIDAD.
No se ha detectado la emisión de rayos alfa, beta y gama, ni de radón en estudios realizados con espumas de poliestireno expansible.
2.3.2 RESISTENCIA AL FUEGO Y COMBUSTIÓN
Tanto el poliestireno expansible como los productos de espuma de poliestireno expansible, son inflamables. Los gases emitidos durante su combustión no
cenizas, comparado con 25 kg de ceniza que se generan al quemarse 100 kg de una mezcla de residuos sólidos.
La EPA (Enviromental Protection Agency), de los Estados Unidos no considera a las cenizas producto de la combustión, como un residuo peligroso pudiendo ser manejadas de la misma forma que los desechos municipales. El poliestireno expansible y sus espumas pueden quemarse a temperaturas de alrededor de
1500 "C en incineradores.
Las espumas de poliestireno resultan convenientes para el proceso de combustión, ya que este material tiene un poder calorífico como combustible de más de 9444 cal/gr, que resulta ventajoso al compararlo con otros combustibles como el carbón de Wyoming con 5000 callgr y el aceite combustible residual con
11 600 cal/gr.
Por su alto poder calorífico el poliestireno ayuda a incinerar desecho municipal y a mantener temperaturas altas, que son necesarias para una incineración segura. En el caso de un incendio en el que se vean afectados los productos de poliestireno expansible, no existen riesgos para el medio ambiente provocados por humos tóxicos, ni contaminación del agua. Los humos desprendidos al quemar el poliestireno expansible, son similares a los que emite la madera en el mismo caso. Los productos de poliestireno expansible de tipo F son autoextinguibles. Contienen un agente que reduce considerablemente la inflamabilidad y propagación de la llama, lo que los hace materiales ideales para ser utilizados en la industria de la construcción.
2.3.3 HIGIENE INDUSTRIAL
El poliestireno expansible y sus espumas han sido producidos por décadas . En todo este tiempo no se han recibido reportes de efectos dañinos para la salud, que pudieran estar relacionados con este material
.
El poliestireno expansible y los productos de espuma de poliestireno expansible, son materiales neutros, insolubles en agua y que no desprenden sustancias
Laboratorio de Procesos Y Diseno
descompuestos por microorganismos y no tienen valor nutritivo para el desarrollo de hongos y bacterias. Tampoco sirven de nutrientes para los seres humanos o animales y la lluvia ácida, la tierra fertilizada con fosfatos, etc., no tiene ningún efectos sobre ellos.
En el caso de ingesti6n de las espumas de poliestireno expansible, pasan por el estómago y el tracto digestivo, siendo eliminados sin sufrir ningún cambio químico.
2.3.4 MANEJO DE LA ESPUMA DE POLIESTIRENO
Se pueden emitir a la atmósfera trazas de estireno y agente expansor residual, de bloques o cuerpos moldeados recién fabricados. Un estudio realizado con placas para aislamiento instaladas en un cuarto, ha demostrado que la emisión de estireno en el aire circundante no puede ser mayor que el detectado después de un gran período de almacenamiento. Asimismo la emisión del agente expansorcesa con el tiempo.
2.3.5 APLICACIONES
El poliestireno expansible ( EPS ) ha sido usado para fabricar una amplia gama de artículos desde vasos hasta material aislante en casas. Las propiedades (tales como densidad y resistencia a la compresión) de la espuma dependen del tamaño de la celda y la distribución de celdas, cada una de las cuales es controlada por la distribución, porcentaje y volatilidad del agente incorporado (agentes típicos son pentano e isopentano). El EPS retardante de flama es usado en hidrocarburos hidrogenados y es ampliamente usado para aislante de edificios y construcción. ESAN (SAN expansible) ha sido usado en flotadores y otras
aplicaciones que exigen resistencia a la gasolina.
El EPS es uno de
los
termoplásticos más versátiles, de estructura rígida celular, contiene hasta un 98 % de aire encapsulado, que imparte bajo peso y resistencia. Se utiliza en la industria de la construcción, como aligerante y aislante, enEste material es fácil de colorear e imprimir. Los empaques se diseñan para amoldarse perfectamente a la forma del producto, variando la densidad, espesor de pared y número de refuerzos.
Con el EPS es posible proteger desde una delicada porcelana hasta una pesada caja fuerte. Algunas de las industrias que emplean el empaque de EPS son : la automotriz, farmacéutica, cosméticos, cristales, maquinaria, electrónica, vinos y
licores, y todas aquellas que empacan sus productos, para protegerlos contra golpes durante su manejo, obteniendo una reducción considerable en los costos de mano de obra, fletes y mermas.
Se usa en la producción de artículos para contener productos alimenticios, por la gran variedad de ventajas que ofrece, ya que el material no promueve
la
formación de bacterias u hongos, además de su bajo costo, versatilidad, sanidady eficiencia en el consumo de energía.
De acuerdo a las consideraciones del organismo oficial de
los
Estados Unidos la “Food and Drug Administration (FDA)”, el poliestireno no modificado, puedeemplearse en forma segura como componente de artículos que tengan contacto con los alimentos (Code Federal Regulations 177.1640). Asimismo, permite el uso de la espuma de poliestireno para empacar alimentos, usando como agentes neumatógenos el pentano o isopentano (1 78.3010).
Por otra parte, con EPS se pueden envasar y proteger bebidas frías, calientes, heladas y una gran variedad de alimentos.
El incremento de envases moldeados con EPS en la industria y uso doméstico, es prueba de su gran utilidad.
También se fabrican cajas para frutas, pescados y mariscos, que proporcionan ventajas sobre empaques tradicionales de madera y cartón porque pesan hasta un 60% menos, no generan la creación de moho u hongos, no absorben agua, no pierden su forma y favorecen su transporte.
Laboratorio de Procesos Y Diseno
Este mercado utiliza productos de baja densidad con propiedades
autoextinguibles (Norma U.L.- 723 Aprobación R-9767 ), es de fácil manejo, presenta casi nula absorción de agua ayudando al fraguado de concreto y
manteniendo el calor de hidratación.
Todas las propiedades del EPS se aplican perfectamente de una o varias formas en los siguientes mercados:
EDIFICACI~N
-
Losa reticular-
Plafones-
Muros divisorios-
Fachadas-
Ductos de aire acondicionadoVlVl E N DA
-
Sistema de losas-
Sistemas integrales ( muro-
losa )-
Sistemas de aislamientoESPECIALIDADES INDUSTRIALES
-
Frigoríficos-
Concreto aligerado-
Aislamiento de tuberías-
Aislamiento de techosCUERPOS MOLDEADOS
-
Empaque comercial, industrial y agrícola - Artículos decorativosENVASES
-
Vasos térmicos desechablesOtra aplicación importante en empaque es la perla expandida para protección. Se
moldean en forma de estrellas, cacahuates o " S ", las cuales sirven para rellenar
Laboratorio de Procesos v Diseno
3.
RECICLADOEn los últimos años, a nivel mundial se ha generalizado el cuidado del medio ambiente y de recursos naturales. Los plásticos se enfrentan a uno de los retos más importantes desde su introducción en el mercado, ya que sus ventajas como la resistencia a la degradación y su economía con respecto a otros materiales están siendo cuestionadas por su impacto ambiental. El interés por reciclar plásticos tiene como beneficios el mejoramiento ecológico y la generación de nuevas industrias que pueden resolver los problemas de contaminación, aunado a la obtención de utilidades económicas.
3.1 HISTORIA DEL RECICLADO
Aunque no se cuenta con documentos sobre cómo y cuándo comenzó el reciclado de plásticos, probablemente en los inicios del desarrollo de la industria los
transformadores empezaron a reciclar las piezas defectuosas que producían durante el proceso de producción y posteriormente determinaron que
mezclándolas en determinados porcentajes con el material virgen podrían obtener partes moldeadas de buena calidad.
En el año de 1970, inicia el desarrollo del reciclado de plásticos debido a que su precio comenzó a aumentar y, posteriormente, al desabasto de materiales como consecuencia del embargo petrolero y del incremento en el precio del petróleo. Esta combinación de circunstancias propició el desarrollo de tecnologías de recuperación que atenderían las necesidades de los consumidores para solucionar el problema de desabasto.
Con el objetivo de encontrar soluciones para los desechos plásticos, se han desarrollado diversas investigaciones que incluyen métodos físicos y químicos.
Los métodos físicos consisten en sistemas para lavado y separación, molienda, fusión y granulado.
Los métodos químicos no han prosperado fuera del laboratorio, como el proceso de pirólisis para poder aprovechar el poder calorífico de los materiales plásticos o
plásticos, como el PET y el Acrílico, y obtener sus materias primas originales. Cuando se analizó el costo energético y productivo desde la extracción del crudo hasta su transformación final, se obtuvieron datos poco favorables para hacer de la incineración la solución que eliminara el desecho municipal plástico, creándose otras tecnologías que permitieran transformarlo en unmaterial de vida útil secundaria.
Considerando las ventajas de los métodos físicos, nace el reciclado de materias plásticas, que cobra gran importancia en los años ~ O ’ S , donde surgen mercados y
aplicaciones como una opción de negocio.
En los go’s, se desarrollaron Centros de Acopio, en donde se recolectan sistemáticamente los diferentes materiales para facilitar su transformación posterior.
Los desperdicios plásticos se vuelven a integrar a un ciclo, industrial o comercial, convirtiéndose en materias primas a través de procesos cada vez más especializados.
La escasez de materias primas que presenta la Industria del Plástico provocará el desarrollo tecnológico del reciclado.
Reciclar significa “La circulación de materiales dentro de un sistema cerrado con el propósito de optimizar recursos, disminuir la generación de desecho municipal,
propiciar la separación de desperdicios y reintroducir los mismos al sistema
productivo para generar attículos úfiles al hombre”.
3.2 RAZONES PARA RECICLAR
Los factores más importantes para reciclar plásticos son :
Laboratorio de Procesos v Diseno
3.2.1 ECOLOGIA
Actualmente las normas ecológicas se han reestructurado siendo más estrictas para el control de los desechos plásticos, el reciclado de plásticos contribuye a la ecología, ya que ayuda a resolver el problema de los desperdicios plásticos, se ahorra hasta el 88% de la energía que se requiere para producirlos a partir de petroquímicos y conserva los recursos naturales al reutilizar los productos del petróleo.
3.2.2 ECONOMíA
La generación de desperdicios es inevitable en la industria de transformación de plásticos, por lo que para no crear una pérdida económica las empresas reciclan
las mermas combinándolas con material virgen. Estas mezclas ayudan a reducir el costo del producto, que de acuerdo a los porcentajes que se utilicen de regranulado, se disminuyen los costos, siempre y cuando no se afectan las características del artículo fabricado.
El precio del material reciclado es menor que el virgen, con lo que el costo del producto se reduce y puede competir en el mercado.
3.2.3 ESCASEZ
La industria de la transformación de plásticos ha crecido considerablemente y atravesado por varias crisis de materiales. Estos dos factores propician la
escasez y desabasto de materias primas que origina buscar otras fuentes de abasto como los plásticos reciclados.
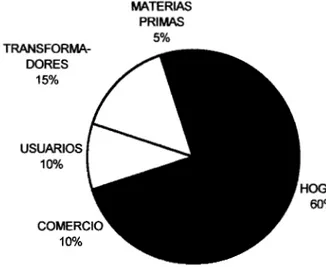
3.3 FUENTES DE DESPERDICIOS PLÁSTICOS
Los plásticos generan desperdicios desde la obtención de materias primas, transformación hasta su consumo final. Las fuentes generadoras de dichos
desperdicios son: Hogar
Industrias Usuarias Transformadores
Fabricantes de materia prima
Hogar.- Los desperdicios plásticos generados por una familia son películas de
empaque, botellas y envases de bebidas, detergentes líquidos, aceites, shampoos y otros artículos desechables que generan el 60 % del total.
Comercio.- Contribuye con el 10% de los desperdicios, en este rubro se integran: tiendas, supermercados (desechan películas termoencogibles, utilizadas en el embalaje de cajas, así como empaques de poliestireno expansible, utilizado en
frutas, verduras y protección de aparatos domésticos), cines, restaurantes y centros comerciales en general.
Industria Usuaria.- Las industrias de cosméticos, alimentos y productos de
limpieza, generan una cantidad importante de desechos plásticos derivados del empaque de sus materias primas, así como de los desperdicios generados en las líneas de envasado, contribuyendo con un 10 % del total de desperdicios. Estos desperdicios se contaminan por los productos que contienen y su reciclaje se complica.
Transformadores.- En la industria transformadora no es posible evitar desperdicios. Su cantidad depende de los procesos utilizados, la eficiencia equipo y del tipo de plástico que se maneje.
los
del
Laboratorio de Procesos Y Diseilo
defectuosas es más fácil su recuperación ya que se pueden partir y moler posteriormente.
En el proceso de soplado también existe material de desperdicio de arranque y de purga, presenta una problemática parecida al proceso de extrusión y las piezas defectuosas se tratan de igual forma.
En termoformado, únicamente existe recorte de material, que es fácil de procesar
y manejar para su recuperación. Estos desperdicios, excepto las purgas, son posibles de reciclar moliéndolos en equipos convencionales y mezclándolos con material virgen, en niveles desde 10 hasta 70% cuando la pieza moldeada no requiere de propiedades especiales.
Es común observar que los desechos se utilicen en la misma empresa para
productos de menor calidad, ya que la industria transformadora aporta un 15 % del total de desperdicios. Existen productos que no aceptan material reciclado, por lo que este se vende a empresas que lo procesan y lo comercializan como remolidos.
FUENTES DE DESPERDICIOS PLÁSTICOS.
TI
MATERIAS PRIMAS
5%
USFORMA-
USUARIOS 10%
4
COMERCIO
v
1 0%ioGAR
60%
Figura 5. Fuentes de desperdicios plásticos
3.4 VARIABLES QUE INTERVIENEN EN EL RECICLADO
El reciclado de plásticos no presenta una tarea fácil, sobre todo por que no existe una cultura en plásticos como ecológica, sin embargo, en paises desarrollados como Alemania , Japón y Estados Unidos, se observa una gran oportunidad de negocio en éI, México y América Latina están en la primera etapa del reciclado, por lo que su factibilidad radica básicamente en cuatro aspectos:
J Abasto
J Liquidez
J Tecnología
J Mercado
Laboratorio de Procesos v Diseno
gran volumen, por lo que se debe disponer de espacio suficiente en el local donde se resguardarán, además de contar con la cantidad adecuada a la tecnología que se utilice.
La liquidez es necesaria para que el abasto del material no sea suspendido, el
2 2 5 9 9 8
cual puede provenir del post-consumo o de desperdicios industriales.Existen empresarios que se han intentado el reciclado de plásticos sin tecnología, sin lograr prosperar por que los gastos de producción se elevan. Si se pretende un negocio rentable en el reciclado de plástico, se debe invertir en tecnología de vanguardia donde se puedan controlar los diferentes lotes de materiales de acuerdo al abasto y producción que se maneje para su comercialización.
El mercado es un aspecto importante para propiciar el éxito del negocio, se debe tener un producto en cantidad y calidad, así como aprovechar
los
nuevos avances en extrusiones.Como ejemplo podemos citar el sistema para la recuperación de “compact-disc”, procedentes de desechos industriales y CD que no se vendieron, en el cual, se someten a una molienda especial y, posteriormente, se tratan con una solución acuosa que elimina el barniz y la capa de aluminio colocada por deposición catódica.
De las operaciones de lavado y secado, se obtiene un material molido con un material degranulado definido y homogéneo que es utilizado para fabricar la señalización en carreteras.
La industria del calzado consume un gran porcentaje de poliestireno reciclado para fabricar tacones, también se utiliza para ganchos de ropa, accesorios de oficina y aislamientos térmicos.
La recuperación y reciclado de materiales se debe hacer bajo un sistema que incluya:
Legislación
Legislación.- Se deben actualizar todas las normas y leyes existentes sobre
recolección, aprovechamiento y eliminación de desechos municipales urbanos, para adecuadas a las existentes en países desarrollados. Por ejemplo, en México se propone la privatización en la recolección de desechos municipales.
Informar y motivar a la población.- Mediante la utilización de todos los medios educativos de comunicación y publicitarios, se debe conseguir la comprensión y colaboración de toda la población, para aprender a clasificar y separar los
diferentes desperdicios. Actuar.-
Instalando centros de acopio y recolección diferenciada. Crear empresas especializadas en reciclado de materiales. Controlar los tiraderos a cielo abierto.
Instalar plantas incineradoras, exclusivamente para desechos no reciclables y de control sanitario.
3.5 ESTUDIO DE MERCADO
3.5.1 MERCADO DE DESPERDICIO PLÁSTICOS
Laboratorio de Procesos v Disello
TRANSPORTE AGR[cOLAP%
2%
r,.m*.,,r
T L T L InUNl
INDUSTRIAL 6%% %HESIMSB% dDlco ,%
CONSlRUCCldN 17%
iNVASE 37%
CONSUMO 20%
Figura 6. Generación de desperdicios plásticos, incluyendo productos importados
La principal fuente de desperdicios plásticos es el hogar con 60 %, donde se incluyen envases y diversos productos de postconsumo; con un 30 % el sector industrial ocupa el segundo lugar con productos defectuosos, coladas y purgas de
los productores y transformadores plásticos, además de envases y productos postconsumo de la industria en general; el sector comercial contribuye con
el
10
% restante de desperdicios plásticos, como se puede observar en la figura 8.TOTAL: 1'600,OOO Ton
Los productos transformados en México, sumados a los importados, pueden ser de larga vida como aparatos electrodomésticos, muebles o partes automotrices, y de corta vida como aquellos cuya duración de uso es mínima, como las bolsas para supermercado y todos los diferentes envases y empaques.
Los productos de corta vida, equivalentes al 54% del consumo, se convierten rápidamente en desechos que terminan en los desechos municipales.
AI final del ciclo, todos los productos plásticos son desperdicios, pero algunos como las carcazas de teléfonos y computadoras, pertenecientes al rubro de larga vida, tardarán más en contribuir a la cantidad de desechos.
3.6 CAPACIDAD INSTALADA
Actualmente se cuenta con una capacidad instalada de 182, O00 toneladas por año , incrementada en 87.6% durante la presente década
.
Sta capacidad se encuentra distribuida entre nueve empresas, ubicadas en la región central del país: Zona Centro 40%, Distrito Federal y Estado de México 29%, Veracruz 26 % y el 55 Nuevo León.
La producción de poliestireno ha registrada altibajos significativos durante el período 1981
-
1989. La tasa de crecimiento anual de 1985 a 1989 fué del 7%, siempre ajustándose a la demanda interna y a partir de 1987 con lasexportaciones importantes de los excedentes. Cabe señalar la estabilización en la producción durante los últimos tres años principalmente debida al ñato crecimiento en la demanda interna ocasionada directa e indirectamente por la apertura comercial que trae con sigo un incremento en las importaciones de resina y productos elaborados.
3.7 IMPORTACI~N
Las importaciones hasta 1986 no fueron significativas. Sin embargo se observa
Laboratorio de Procesos v Diseño
Los
principales tipos de poliestirenos que se importaron fueron Perla dePoliestireno Expansible, Copolímeros y en menor grado en Poliestireno, Medio y Alto Impacto.
3.8 EXPORTACI~N
A partir de 1987 se inicio una adecuada política de exportación de los diferentes tipos de poliestireno principalmente por industrias Resistol, S.A. de C.V. y en segundo termino de acuerdo a su capacidad instalada por Poliestireno y Derivados, S.A. y Polioles S.A.
Las exportaciones realizadas en 1989 representaron el 29 % de la producción nacional, lo que da idea de la necesidad de producir en forma adecuada la
transformación de esta resina nacionalmente y en su caso exportar productos de aplicación final.
3.9 CONSUMO APARENTE
El consumo aparente nacional ha mostrado un comportamiento inestable durante la década presente. Anteriormente durante el período de 1976 a 1981 este creció a una tasa anual del 16.5%, en los momentos más duros de la crisis (1982
-
1984) el consumo disminuyó drásticamente el 21.4% en el paso de tres años. Sinembargo partir de 1985 hasta 1989 el consumo interno se ha recuperado aunque en forma más conservadora, creciendo durante dicho período a una tasa del 2.3% anual.
3.9.1 SEGMENTACIóN DEL CONSUMO POR SECTORES
Los diversos tipos de poliestireno son utilizados en una gran variedad de aplicaciones, dentro de los sectores principales se encuentran: envase,
electrodomésticos, construcción, empaque, artículos para el hogar y recreación. En el sector de envase aplica para vasos desechables, tazas, charolas y
contenedores para rollos fotográficos, artículos de uso personal y cosméticos. Dentro de las aplicaciones en electrodomésticos se utiliza para partes y carcazas de licuadora, ventiladores, paneles de refrigeradores, gabinetes de televisores y
radios.
En el ramo de la construcción los paneles de poliestireno expansible son utilizados en plafones y paredes por sus características de aislante térmico y
acústico.
En el área del empaque, las placas de espuma de poliestireno extrusadas se emplean para carnes frutas y verduras, huevo y diversos alimentos procesados. Por su parte la película de poliestireno biaxial se usa para brindar presentación a las charolas para contener cárnicos y verduras.
En la gráfica siguiente se presenta la segmentación del consumo en 1989.
3.9.2 PARTICIPACIóN Y TENDENCIA POR APLICACIóN
Como se mencionó anteriormente el 76% del consumo nacional se encuentra en tres sectores Envase y Empaque, Electrodomésticos y Construcción.
Los sectores que continuarán con una tendencia de crecimiento positiva ganando una menor participación dentro del consumo global de esta resina serán el de Envases desechables y Electrodomésticos. Este último a traves del crecimiento esperado en el área de refrigeración.
Otro sector que incrementará en forma moderada su crecimiento es el de construcción, sujeto directamente a la insipiente renovación de la economía nacional.
Por su parte, sectores que muestran una tendencia negativa y la cual continuará en el corto plazo son: el de artículos de oficina, recreación y las aplicaciones en el ramo automotriz.
Laboratorio de Procesos Y Diseno
3.10 DlSTRlBUClÓN GEOGRÁFICA DEL CONSUMO
El 88% del consumo nacional de poliestirenos es transformado en la región central del país, destacando Distrito Federal y Zona Metropolitana, Bajío y Jalisco.
3.1 1 EMPRESAS PRODUCTORAS
En México existen nueve empresas fabricantes de poliestirenos, siendo el mayor productor Industrias Resistol, S.A., otras de las empresas importantes por su
capacidad instalada son Poliestireno y Derivados, S.A. de C.V., Productos de Estireno, S.A. de C.V., Nacional de Resinas, S.A. y Polioles, S.A.
En el listado se indican las empresas productoras y el tipo de Poliestireno fabricado.
LOCALIZACIoN
G I
Hidalgo
E
Nuevo León
TIPO DE PS
Veracruz, Tlaxcala G I
Guanajuato G I Nuevo León G I
Edo. de México E G
Tlaxcala G I
Edo. de Mex.
E G I
Altamira, Tamps..
E G I
Nuevo León
E G I
Edo. De Mex.
I
=
Alto y Medio ImpactoE = Expansible G = Uso general.
3.12 PROYECTOS Y PERSPECTIVAS
La demanda interna como se señalo anteriormente muestra un crecimiento moderado. El desarrollo de los Mercados está sujeto directamente al comportamiento del sector de construcción, electrodomésticos y principalmente al envase y empaque. Los tres sectores en su conjunto se estima no incrementen
en forma importante su crecimiento debido a la situación de la economía nacional por lo menos hasta 1992. Razón por la cual se consideras que el crecimiento de la demanda interna durante el periodo 1990 -1992 sea máximo del 3% anual. La sobreproducción continuará canalizándose hacia los mercados de exportación durante dicho período. Las principales empresas que cuentan con proyectos
para aumentar la capacidad de Poliestireno en el orden de las 55 O00 toneladas
-
año en su conjunto son:
Aislantes y Acústicos de Monterrey, S.A.
Corporación Productora y Distribuidora de Equipos, S.A. de C.V. Polioles, S.A.
Productos Sesi. S.A de C.V.
Laboratorio de Procesos Y Disefio
4. ADHESIVOS
4.1 HISTORIA
El adhesivo como elemento de unión, forma parte integral de esta moderna época tecnológica que vivimos, sin embargo, un breve repaso a la historia, es más que suficiente para mostrarnos que se trata de una de las técnicas más antiguas que el hombre ha empleado.
Los adhesivos no fueron considerados seriamente como agentes de unión en el mundo industrial, hasta que la industria aeronáutica promocionó su uso en
aplicaciones estructurales, primordialmente por pura necesidad.
El empleo de los adhesivos no es fenómeno del siglo X X , ya en los tiempos antiguos, hay manifestaciones de su uso. Por ejemplo, esculturas en Tebas que datan de hace 3300 años, describen el encolado de delgadas piezas de chapeado en un tablón de madera;
los
egipcios, empleaban adhesivos de caseína,almidones y azúcares para unir las hojas de papiro; los romanos, aplicaban láminas de oro sobre papel, empleando como adhesivo la clara de huevo; documentos chinos que datan del año I000 a. de
J.C.,
hablan del uso de sustancias obtenidas de la boca del esturión para su empleo, como colas aplicables en la construcción de barcos.Si nos acercamos más a nuestra época, aparece, a finales del siglo XVII, en Holanda la primera planta industrial para la producción de colas animales; en el siglo XVIII, en Inglaterra se obtiene la primera patente para la fabricación de colas de pescado, y ya finalizando este siglo, se patenta el uso del caucho natural como adhesivo.
4.2 ADHESIóN, ADHERENCIA, COHESIóN Y COHERENCIA
se oponen a la separación de diferentes cuerpos materiales ( Figura 5 ).
El concepto de “cohesión” se refiere a la unión entre las moléculas de un mismo cuerpo, definiéndose como “la acción de las fuerzas que se oponen a la
separación de las moléculas de un cuerpo homogéneo”, mientras que la ”coherencia” se define como la acción de las fuerzas que se oponen a la
separación de las moléculas de un cuerpo heterogéneo.
Adherencia
Cohesión
Adhesidn
I I I
Cohesión
I
Sistema disperso de A en BFigura 8. Adhesión, adherencia, cohesión y coherencia. Diagrama explicativo.
Es por tanto importante no confundir los términos, adhesión y cohesión. La cohesión como la adhesión se definen por las relaciones existentes entre las moléculas, (moléculas de un mismo cuerpo para la cohesión) y moléculas pertenecientes a diferentes cuerpos para la adhesión. Por ejemplo, si tomamos dos pedazos de caucho natural y los amasamos forman un cuerpo Único y
Laboratorio de Procesos v Diseflo
hablaremos, por tanto, de "cohesión" de la masa, mientras que si esos dos
pedazos los aplicamos uno contra otro el concepto cambia, tratándose ahora de "adhesión".
2 2 5 9 9 8
4.2.1 TEORíAS DE LA ADHESIóN
Varias teorías intentan describir el fenómeno de la adhesión. Ninguna teoría simple explica la adhesión en forma general. Sin embargo, el conocimiento de las teorías de adhesión pueden ayudar a entender los requerimientos básicos para una buena unión.
4.2.2 TEORíA
MECANICA
La superficie de un material sólido nunca se encuentra totalmente lisa, ya que a nivel microscopico está formada de valles y picos. De acuerdo a la teoría mecánica de adhesión, el adhesivo debe penetrar las cavidades sobre la superficie y desplazar el aire atrapado en la interfase.
4.2.3 TEORíA DE ADSORCIÓN
La teoría de la adsorción establece que la adhesión es resultado del contacto molecular entre dos materiales y las fuerzas superficiales que las cuales desarrolla. El proceso de establecer contacto intimo entre el adhesivo y el adherente es conocido como humectación.
Para un adhesivo que moja una superficie sólida, el adhesivo debe tener una tensión superficial menor que la tensión superficial crítica del sólido. Muchos adhesivos orgánicos, mojan fácilmente sólidos metálicos, pero muchos sustratos sólidos orgánicos tienen tensiones superficiales menores que las de los
adhesivos comunes.