México a
INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY
PRESENTE.-Por medio de la presente hago constar que soy autor y titular de la obra denominada"
, en los sucesivo LA OBRA, en virtud de lo cual autorizo a el Instituto Tecnológico y de Estudios Superiores de Monterrey (EL INSTITUTO) para que efectúe la divulgación, publicación, comunicación pública, distribución, distribución pública y reproducción, así como la digitalización de la misma, con fines académicos o propios al objeto de EL INSTITUTO, dentro del círculo de la comunidad del Tecnológico de Monterrey.
El Instituto se compromete a respetar en todo momento mi autoría y a otorgarme el crédito correspondiente en todas las actividades mencionadas anteriormente de la obra.
De la misma manera, manifiesto que el contenido académico, literario, la edición y en general cualquier parte de LA OBRA son de mi entera responsabilidad, por lo que deslindo a EL INSTITUTO por cualquier violación a los derechos de autor y/o propiedad intelectual y/o cualquier responsabilidad relacionada con la OBRA que cometa el suscrito frente a terceros.
Nombre y Firma AUTOR (A)
PGI-13.5-F-3 Formato Información y Carta Permiso. Tesis, Tesinas, Disertaciones Doctorales. Versión 5
IMVR: Robot Guiado por Visión en Tiempo Real en Celda
Flexible de ManufacturaEdición Única
Title
IMVR: Robot Guiado por Visión en Tiempo Real en Celda
Flexible de ManufacturaEdición Única
Authors
Víctor Hugo Suárez Corona
Affiliation
Tecnológico de Monterrey, Campus Monterrey
Issue Date
20090501
Item type
Tesis
Rights
Open Access
Downloaded
19Jan2017 00:22:35
IMVR: ROBOT GUIADO POR VISIÓN EN TIEMPO
REAL EN CELDA FLEXIBLE DE MANUFACTURA.
Por
Víctor Hugo Suárez Corona
Tesis
Presentada al Programa de Graduados de la Escuela de Ingeniería
y Arquitectura como requisito parcial para obtener el grado
académico de
Maestro en Ciencias
Especialidad en
Sistemas de Manufactura
TECNOLÓGICO
DE MONTERREY
Instituto Tecnológico y de Estudios Superiores
de Monterrey
Campus Monterrey
Instituto Tecnológico y de Estudios Superiores
de Monterrey
Campus Monterrey
Escuela de Ingeniería y Arquitectura
Programa de Graduados
Los miembros del comité de tesis recomendamos que la presente
tesis de Víctor Hugo Suarez Corona sea aceptada como requisito
parcial para obtener el grado académico de
Maestro en
Ciencias,
especialidad en:
Sistemas de Manufactura
Comité de tesis
Ing. Ricardo Jiménez González
Asesor de la tesis
Dr. Horacio Martínez Alfaro
Dr. Joaquín Acevedo
Director del programa de graduados
Mayo 2005
Cadena
Ing. Miguel de Jesús Ramírez
Sinodal
Dedicado a:
Mis padres Sonia y Amado por su incondicional apoyo,
consejos y amor, quienes son mi inspiración a seguir adelante
Mis hermanos Edgar y Amado de quienes he aprendido bastante y
siempre serán mis grandes amigos
Amigos que me han apoyado y enseñado a lo largo de esta
aventura.
Reconocimientos
A mi profesor y asesor Ing. Ricardo Jiménez por su gran apoyo, tiempo y
dedicación para la realización de esta tesis. Le estoy muy agradecido por la
confianza y fe depositada en mí.
Quiero agradecer a mis sinodales Dr. H. Martínez e Ing. M. de J. Ramírez por
su tiempo, interés y aportación a la tesis.
Agradezco al equipo de integración de celdas de manufactura del CIDyT,
ITESM campus Monterrey y a Irasema Cantú por permitir terminar mi
investigación en la celda de manufactura de TecMilenio.
Víctor Hugo Suárez Corona.
Instituto Tecnológico y de Estudios Superiores de Monterrey
IMVR: ROBOT GUIADO POR VISIÓN EN TIEMPO
REAL EN CELDA FLEXIBLE DE MANUFACTURA.
Víctor Hugo Suárez Corona, M.C.
Instituto Tecnológico y de Estudios Superiores de Monterrey, 2009
Asesor de la tesis Ing. Ricardo Jiménez González
Resumen
Dentro del contexto del uso de los sistemas de visión para la identificación y
seguimiento de objetos se encuentra también el trazo o planeación de
trayectorias en tiempo real. Con la variante de hacer las trayectorias con
desviaciones de tamaño pequeñas perceptibles por el sensor de visión y que
puedan ejecutarse por medio del brazo de robot.
El presente trabajo muestra una forma estructurada basada en las técnicas
de medición visual, transformación de coordenadas, herramientas de
posicionamiento e intercambio de datos, para desarrollar una metodología
que manipule un brazo de robot en tiempo real (IMVR) dentro de una celda
flexible de manufactura.
La metodología IMVR utiliza las bases de FROVIS (Cuevas, 2005) y en
capítulo 4 presento la metodología propia que integra un robot guiado por
visión con el fin de obtener puntos específicos por medio de imágenes que
definen un segmento de trayectoria del contorno de una pieza.
Contenido
1 Introducción 1 1.1 Antecedentes 1 1.2 Definición del problema 3 1.3 Objetivo y alcance de la investigación 4 2 Sistemas de visión robótica 7 2.1 Tecnología de los sistemas de visión 7 2.2 Ejemplos con sistemas de visión robot 7 2.3 Clasificación de los sistemas de visión 9 2.4 Componentes del sistema de visión 10 2.5 Sensores ópticos 10 2.5.1 Cámaras de visión 10 2.5.2 Cámaras CCD 11 2.6 Análisis y procesamiento de una imagen 11 2.6.1 Reducción de los datos de la imagen 11 2.6.2 Segmentación 11 2.6.3 Extracción de características 12 2.6.4 Reconocimiento del objeto 12 2.6.5 Método para la obtención de contornos 12 2.7 Sistemas de iluminación 13 2.8 Lente para cámara 16 2.9 Procesamiento de imágenes en tiempo real 17 2.9.1 Características de los sistemas en tiempo real 18 2.9.2 Los sistemas de tiempo real y sus requerimientos 18 3 Descripción del sistema de robot guiado por visión 19 3.1 Componentes del sistema robot guiado por visión 19 3.2 Integración de sistemas de visión-robot 20 3.2.1 Arquitectura de integración física 20 3.2.2 Arquitectura de comunicación entre sistemas 21 3.3 Elementos del sistema de visión 24 3.3.1 Sensor de visión 24 3.3.2 Iluminación y lente de sistema de visión 24 3.3.3 Ubicación de la cámara 25 3.4 Sistema de robot 25
3.4.1 Controlador del robot manipulador 25 3.4.2 Cinemática del robot 27 3.5 Entrenamiento 30 3.6 Procedimiento de calibración y transformación de coordenadas 30 4 Metodología de integración IMVR 33 4.1 Integración de los sistemas de visión robot 34 4.1.1 Integración física de sistemas de visión-robot 34 4.1.2 Estructura de comunicación controlador robot 35 4.1.3 Estructura de comunicación del sistema de visión 35 4.2 Modulo central 37 4.2.1 Metodología para obtención de trayectoria de por puntos 38 4.2.2 Algoritmo de comunicación 38 4.3 Interfaces de manipulación 41 4.4 Elección de componentes de sistemas de visión 41 4.4.1 Metodología para la elección del tipo de lente 41 4.4.2 Metodología para la elección de fuente y técnica de
iluminación para el sistema visión 42 4.5 Sistemas de calibración 43 4.5.1 Algoritmo de calibración para IMVR 43 5 Experimentación y resultados 47 5.1 Descripción de la tarea 47 5.2 Resultados de la metodología IMVR 47 5.2.1 Aplicación con cámara como actuador final del robot 53 5.2.2 Movimiento de brazo de robot 55 5.2.3 Resultados de calibración 57 5.3 Evaluación de IMVR 59 6 Conclusiones y recomendaciones 63 APÉNDICE 64 A1 Comparativa de fuentes de iluminación 64 A2 Interface principal del sistema 64 A3 Imágenes de la interface del sistema de visión y resultado activo empieza 65 Bibliografía 67
Lista de figuras
Figura 11 de ventas de robots industriales 20042005 1 Figura 12 Vista de un sistema de manufacturaflexible
...
2Figura 44 Estructura de protocolos de comunicación para sistema de visión Cognex 36
Figura 4-5 Configuración de protocolos de comunicación con sensor de visión cognex. 36
Figura 46 Mapa conceptual entre los scripts (Background y Foreground) y el modulo principal de control 37 Figura 47 Diagrama de la metodología obtención de trayectoria por puntos 38 Figura 48 Algoritmo de comunicación IMVR 40 Figura 49 Plantilla de ejecución de programa robot 41 Figura 410 Secuencia para elección del lente apropiado 42 Figura 411 Secuencia de elección fuente y tipo de iluminación 43 Figura 412 Plantilla de calibración cuadros 10 x 10 mm 43 Figura 413 Diagrama de secuencia de calibración 44 Figura 414 Rangos de calibración para resultado de calibración 45 Figura 51 Caseta de inspección celda de manufactura CIDyT 49 Figura 52 Sistema de inspección, cámara Siemens VS725 con iluminación de halógeno...50 Figura 53 Sistema de inspección, cámara Siemens VS725 con iluminación de halógeno.... 50 Figura 54 Imagen de pieza cuadrada metálica resaltando borde derecho 50 Figura 55 Gráfica comparativa de medición de pieza 51 Figura 56 Gráfica de tiempos de conexión módulorobot 52 Figura 57 Gráfica de tiempos de conexión módulocámara 53 Figura 58 Ubicación de cámara como efector final de robot en celda de manufactura 53
Figura 5-9 Aplicación de cámara montada en robot 54
Figura 510 Muestra de piezas: Izquierda brillosa, en medio ideal, derecha oscura 54 Figura 511 Relación de velocidad lineal y nivel aceptable 56 Figura 512 Cámara en robot y plantilla de calibración 57 Figura 513 Resultado de calibración cámara en robot 57 Figura 514 Gráfica de proporción pixelmilímetro 58 Figura 515 Exactitud de la aplicación 58 Figura 516 Robot con sistema de visión "Eye in Hand" 60 Figura 517 Imagen de suejeción a herramental 60 Figura 518 Secuencia de imágenes obtenidas por el sistema de visión 61
Lista de tablas
Tabla 1 Ventajas, desventajas y aplicaciones de técnicas de iluminación (Castro J. M., 2009).15 Tabla 2 Cálculos de parámetros de lente 17 Tabla 3 Principales características de controlador de robot 26 Tabla 4 Requerimientos de hardware para SDK 26 Tabla 5 Características principales de los tipos descripts 37 Tabla 6 Características de pieza a inspeccionar 48 Tabla 7 Consideraciones para elección de lente, tipo y fuente de iluminación 48 Tabla 8 Principales características de los sistemas de visión 49 Tabla 9 Comparativa de fuentes de iluminación 51 Tabla 10 Resultados de inspección a pieza 55 Tabla 11 Opciones de velocidad 55 Tabla 12 Niveles de velocidad predeterminados 56
Capitulo 1
Introducción
Los sistemas de visión están siendo cada vez más aplicados tanto en la industria como fuera de ella, específicamente los sistemas de manufactura flexible han alcanzado una muy buena aceptación por el gran desempeño y robustez con que cuentan los sensores y sistemas de visión industrial o dispositivos que "ven". Esto ha logrado dar mayor autonomía a las celdas robotizadas donde el brazo de robot pudiera seguir trayectorias específicas sobre el objeto. La figura 11 muestra el incremento de ventas en robots en E.U. fuente Robotics industries Association, Ann Arbor Mi. www.roboticsonline.com.
Figura 1-1 de ventas de robots industriales 2004-2005.
1.1 Antecedentes
En la historia de la automatización industrial encontramos etapas de constantes innovaciones tecnológicas. Esto se debe a que las técnicas de automatización están muy ligadas a los sucesos económicos mundiales y la cada vez más dura competencia del posicionamiento en el mercado por parte de las compañías que manufacturan robots y sistemas de visión industriales.
Figura 1-2 Vista de un sistema de manufactura flexible
Los sistemas de visión (cualquier otro nombre que incluya visión computacional y visión artificial) son tecnologías de sensores con muchas aplicaciones potenciales en procesos industriales. Al inicio de esta tecnología las aplicaciones iban dirigidas a la inspección; sin embargo, el desarrollo de la tecnología en sistemas de visión ha logrado que esta obtenga un importante desempeño en las aplicaciones actuales y futuras para los robots, tanto industriales como para otras áreas (Borangiu, 2007).
Los sistemas de visión (SV), que están diseñados para aplicaciones en sistemas de manufactura robotizada presentan dos importantes vertientes los cuales limitan la influencia de los SV en la comunidad manufacturera: el primero de estos es la necesidad de relacionar el SV con un bajo costo y la segunda es la de relacionar la rapidez del tiempo de respuesta para un robot o un aplicación manufacturera.
Los sistemas son utilizados para desempeñar tareas como la selección de partes que son transportadas de cierta forma, la identificación y una limitada inspección. Estas capacidades son empleadas selectivamente en aplicaciones para reducir el costo de piezas y el montaje de herramentales.
El campo de la visión computacional es una de las áreas comerciales con mayor crecimiento desde el primer lector OCR industrial que creara la empresa conocida como Cognex; el "DataMan" que para poder procesar un carácter le tomo 90 segundos.(Shillman, 2007). Ahora hablar de "reducción en tiempo de procesamiento", es sinónimo de años de investigación y perfeccionamiento de los sistemas de visión.
Uno de los desarrolladores de aplicaciones con robots guiados con visión, explica el problema de transferir los datos de un sistema a otro, que lograron resolverlo utilizando la interface de Ethernet y así disminuir el tiempo de respuesta del sistema (Maloney, 2007).
1.2 Definición del problema
[image:16.612.229.385.467.624.2]La necesidad de alcanzar cada vez mayor productividad y menor variabilidad en la calidad de los productos, han obligado la atención de la industria a adoptar el uso de sistemas de visión en aplicaciones de inspección y guiado de trayectoria para los robots tales como: inspección y seguimiento de soldaduras, aplicación de adhesivos (KUKA, 2007), cortes con láser, aplicación y unión de piezas(Reis Robotics, 2008), a continuación se muestran 2 ilustraciones de ejemplos reales en procesos de soldadura figura 13 y aplicación de adhesivos figura 14.
Figura 1-3 Celda de soldadura con fijador de pieza. Celda campus hidalgo
Los procesos donde se requiere seguir una trayectoria sobre un objeto predeterminado se limita a ejecutar programas preestablecidos, además la aplicación depende directamente de la posición y orientación del objeto en el cual se trabaja.
1.3 Objetivo y alcance de la investigación.
Justificación
La utilización de los robots manipuladores en la industria se ha incrementado en los últimos años y están siendo usados en nuevas aplicaciones industriales. Los robot han tenido menos impacto en aplicaciones donde el ambiente de trabajo y el posicionamiento de la pieza no puede ser controlada con precisión, la limitación se debe principalmente a la falta de capacidad en los sensores.
Sobre esta aplicación se tiene poca información debido a que estos desarrollos están dirigidos por empresas cuyos fines son el de lograr integrar la visión al control del robot y hacer suyo el conocimiento para su venta. Por tanto el costo por el sistema como un conjunto eleva el precio del robot (Reis Robotics, 2008), (Meta Vision Systems, 2008),
Objetivo
El principal objetivo de la investigación es desarrollar un sistema con las bases de FROVIS (Cuevas, 2005) y gestionar una metodología que integre un robot manipulador con un método de visión por medio de una interfaz lo suficientemente robusta que pueda ser fácilmente adaptada en celdas de manufactura, aplicable con sistemas de visión y controladores de robot que cumplan con los requisitos. La figura 15 muestra la funcionalidad básica de esta metodología.
Figura 1-5 Esquema general de la metodología de integración
Alcances y limitaciones
La integración de robot manipulador con un sistema de visión mediante la metodología IMVR constara de lo siguiente:
• Modelo de integración física de cámara montada en robot.
• Arquitectura de integración a la comunicación de los equipos visiónrobot. • Procedimiento de calibración del sistema visiónrobot.
• Descomposición de datos obtenidos de la inspección y envió hacía controlador de robot.
Las limitaciones para este trabajo son: (1) La metodología está sujeta al paquete computacional del sistema de visión. (2) No se consideran algoritmos de control para ejes de robot. (3) Se considera solo el análisis de las trayectorias en 2 dimensiones. (4) El modelo de integración de los sistemas queda sujeto a los protocolos de comunicación entre ellos. (5) La obtención de la trayectoria quedara sujeta a las limitaciones de procesamiento del error del programa.
Los algoritmos de visión estéreo, procesamiento de puntos por métodos numéricos no serán discutidos en la presente investigación.
CAPITULO 2
Sistemas de visión robótica.
2.1 Tecnología de los sistemas de visión.
Si bien las investigaciones con sistemas de visión empezaron en los setentas (Adigüzel, 2007), en los últimos 10 años, la tecnología para los sistemas de visión ha ganado un gran terreno, haciendo de las maquinas con visión una herramienta con alto valor por ser consideradas como maquinas con retroalimentación en tiempo real ya sea para localizar y seguir la costura de la soldadura, buscar y definir el inicio de una aplicación, unir y ensamblar o inspeccionar. Mientras que los sistemas de visión no son propiamente una nueva tecnología, estos sistemas de visión no han sido ampliamente aceptados en los estados unidos debido a su alto costo y su complejidad.
Hay dos grandes categorías en cuanto a sistemas de visión se refiere: 2 dimensiones (eje X, eje Y) y de 3 dimensiones (eje X, eje Y y eje Z). Describir el sistema bidimensional es considerar solo los ejes en un plano, mientras que el tridimensional es hablar del plano con profundidad.
2.2 Ejemplos con sistemas de visión robot.
La soldadura industrial robotizada es la aplicación más popular en el mercado de los robots industriales. En efecto, una cantidad enorme de productos requiere la aplicación de soldadura en sus procesos de ensamblado. La industria automotriz es probablemente la que requiere de este proceso, sin embargo la industria manufacturera como por ejemplo la soldadura de tuberías y contenedores, están optando por esta tecnología.
Figura 2-1 Sistemas de visión para el seguimiento de costuras (Servo-Robot Inc., 2008)
En cuanto a la aplicación de adhesivos o selladores, se encuentra un conjunto de robots KUKA guiados por visión en la industria automotriz, donde una cámara reconoce la estructura por medio de la captura de la imagen y posteriormente los robots realizan el seguimiento de los puntos a cubrir.
Figura 2-2 Aplicación de sellador guiado por visión (KUKA Industrial Robots, 2007)
Otro ejemplo de la integración de los sistemas de visiónrobot se muestra en la figura siguiente, donde Fanuc utiliza este sistema para hacer un seguimiento de las piezas en un transportador para posteriormente obtener la posición en los planos X, Y, capturándolos y colocándolos en una sola posición.
2.3 Clasificación de los sistemas de visión.
Dentro de todas las aplicaciones de paletizado, corte, unir, pegar, soldar y manipular con robots, cuando el sistema robotizado así lo requiere se complementa con puestos de visión artificial.
Los sistemas de visión artificial integrados en células robotizadas se utilizan con gran éxito para las siguientes utilidades:
1. MEDICIÓN: Mide las dimensiones de una pieza, sus diámetros, la planitud de superficies, niveles.
Figura 2-4 Referencia de medición (Castro J., 2009)
2. INSPECCIÓN: Detecta la presenciaausencia de piezas en ensamblaje, realiza la orientación de piezas, las inspecciones de defectos superficiales, la comprobación de la fecha en un lote de productos o su caducidad, los defectos en la superficie en productos producidos de forma continua. Aquí el robot manipulador se desempeña como un actuador. La respuesta del sistema de visión es dada en dos estados o salidas "Pass" o "Fail" esta nomenclatura se da por parte del programa computacional, de acuerdo a esto el robot o actuador realiza una acción sobre el producto, comúnmente en la salida de fallo, es decir lo desecha o lo separa.
Figura 25 Presencia de tapa en pieza
[image:22.612.218.395.232.346.2]clasificación de la parte, paletizado, toma de la pieza orientada al azar de la banda transportadora.
Figura 2-6 Identificación y reconocimiento de coordenadas x, y.
4. SEGUIMIENTO: El más complejo de estas aplicaciones es la de guiado o también llamada "servoing" y control navegacional, donde el sistema de visión dirige la acción del robot o del dispositivo basado en entradas visuales (robotica, 2008).
Dentro de las aplicaciones industriales están las de posicionado de partes, captura de partes en movimiento, ensamblado, y seguimiento continuo de trayectoria de costura en soldadura con arco.
2.4 Componentes del sistema de visión.
Los sistemas de visión se refieren al censado de los datos de visión y su interpretación por una computadora (Sedas, 2008). Los sistemas de visión típicos consisten de una cámara, el hardware de digitalización, computadora, hardware y software para comunicarlos entre ellos. Para la operación de estos sistemas existen tres funciones básicas:
Detección y digitalización de datos de imagen: Estas funciones implican la entrada de datos de visión por medio de una cámara enfocada en la escena de interés.
Análisis y procesamiento de la imagen: para realizar esta tarea, el sistema de visión debe capacitarse con frecuencia. En este proceso se obtiene información sobre los objetos de prototipos y se almacenan como modelos de computadora.
Aplicación: Las aplicaciones actuales de la visón de maquina en la robótica incluyen la inspección, identificación de piezas, localización y orientación.
2.5 Sensores ópticos.
2.5.1 Cámaras de visión.
sensores basados en dispositivos de acoplamiento de carga (CCD) o de inyección de carga (CID). 2.5.2 Cámaras CCD. El CCD es un dispositivo de transferencia de carga en el que el acceso se realiza a través de los vecinos, de forma secuencial, similar a un registro de desplazamiento. Debido a la existencia de un canal físico de comunicación entre elementos vecinos para la lectura de información, el principal inconveniente se produce cuando existe un punto luminoso muy fuerte que satura los fotodiodos, efecto que se produce por el canal de comunicación entre pixeles vecinos. La resolución de la imagen está determinada por el estándar que se utilice para digitalizar las imágenes. Los dos estándares más usados son el CCIR (usado en Europa) y el RS 170 (Usado en América). En la actualidad los sistemas de visión tienen integrado los sensores también llamados "softsensors", estos sensores virtuales ayudan a realizar las tareas de identificación, inspección, reconocimiento, también se obtiene características de forma, figura, es decir cualquier dato medible en una imagen.
2.6 Análisis y procesamiento de una imagen.
Para el uso de la imagen almacenada en aplicaciones industriales, se debe programar la computadora para que opere sobre la imagen almacenada de forma digital. Esta es una tarea importante considerando la gran cantidad de datos que se deben analizar. Esta cantidad de datos va a depender directamente de la resolución del sistema de visión, en vista de la inmensa cantidad de datos que se desean procesar en un tiempo muy corto se emplean técnicas de reducción de la magnitud del problema del procesamiento de la imagen(Delgado, Villaseñor, & Zúñiga, 2007). Las técnicas son: Reducción de datos de la imagen. • Segmentación. • Extracción de características. • Reconocimiento del objeto.
2.6.1 Reducción de los datos de la imagen.
Es la función del área, si tomamos D=0, asumiendo no negatividad en la escala de grises, obtenemos
H
(
P
)
dP = área de imagen
2.6.3 Extracción de características.
En las aplicaciones de sistemas de visión, con frecuencia es necesario distinguir un objeto de otro. Esto se realiza mediante las características que caracterizan unívocamente al objeto. Entre algunas características que pueden utilizarse son el área, diámetro y perímetro. Existen cuatro operaciones algebraicas(Castleman, 1996) para el procesamiento de imágenes que son:
C
(x,y) = A(x,y)+ B(x,y)
C
(x,y) = A(x,y) B(x,y)
C
(x,y) = A(x,y)x B(x,y)
C
(x,y) = A(x,y)/ B(x,y)
Donde A(x, y) y B(x, y) son las entradas de la imagen y C(x, y) es la salida de la imagen. La realización de combinaciones de este tipo produce ecuaciones algebraicas complejas que son de las cuales se extraen las particularidades de cada una de las piezas que se tengan para ejecutar.
2.6.4 Reconocimiento del objeto.
El próximo paso en el procesamiento de los datos de la imagen es identificar el objeto que la imagen representa. Este problema de identificación se resuelve utilizando la información sobre las características extraídas mencionadas en los apartados anteriores.
2.6.5 Método para la obtención de contornos.
Para la obtención de ciertas características de la pieza una herramienta que puede ayudar a discriminar los datos que se pueden obtener de una imagen.
Siguiendo el trabajo de(Motta & Arraes, 2008), existen varias técnicas disponibles para extraer las orillas de una imagen este método propone el uso de "image spatial gradient"
[Ex, Ey]T para encontrar esquinas calculadas en dos direcciones ortogonales. Una esquina
es extraída por el eigenvalor más pequeño de una matriz de rigidez C, calculada de su vecina Q (2N + 1 * 2N + 1), en coordenadas de imagen (pixeles), de un punto p definido
Siguiendo las bases de este algoritmo se puede establecer la metodología de obtención de trayectoria por medio de coordenadas X, Y.
2.7 Sistemas de iluminación.
La iluminación es un factor que hay que tener en cuenta en todo proceso de sensorizacion en visión artificial. Debemos recordar que las cámaras son dispositivos que permiten captar información luminosa procedente de una zona que se quiere analizar e interpretar. Así una buena iluminación de la escena permite simplificar en gran medida los procesamientos que hay que realizar sobre imágenes obtenidas mediante cámaras, por ejemplo aumentando contrastes o eliminando sombras no deseadas.
No se insertó la figura en este espacio
Figura 2-7 Efecto de Iluminación frontal
En robótica industrial es importante mencionar los siguientes tipos de iluminación más utilizados:
Direcciona: Es aquella en la que la luz incide directamente sobre un objeto, desde el foco de
iluminación. En este tipo de iluminación es frecuente que la cámara pueda captar componentes especulares o difusas del haz luminoso reflejado. Se emplea principalmente, en localización y reconocimiento de piezas e inspección de superficies.
Contraluz: Se conoce con este nombre porque el objeto se sitúa entre la cámara y el foco
luminoso. Se caracteriza porque la imagen resultante presenta alto nivel de contraste entre objeto y fondo, facilitando la segmentación. Las principales aplicaciones son la localización y análisis dimensional de piezas.
Difusa: La luz incide sobre el objeto desde diversas direcciones uniformemente distribuidas.
Se emplea en las mismas aplicaciones que la iluminación direccional, pero cuando los objetos poseen superficies suaves o producen brillos no deseados.
Estructurada: Se basa en la proyección de patrones de luz en una escena. Los patrones de luz
ayudar a localizar un objeto en el espacio mediante el análisis de patrones de luz
proyectados sobre él y observados en las imágenes captadas de este.
A continuación se muestran ejemplos de técnicas.
Tabla 1 Ventajas, desventajas y aplicaciones de técnicas de iluminación(Castro J.. M., 2009).
Técnicas de iluminación Nombre Dark field Back light Iluminación estructurada Direct front lighting Diffused light Collimated light Diffuse front lighting Ventajas
muestra la superficie en detalle sobre partes con
poco contraste
Provee un máximo contraste entre la pieza y el fondo. Simplifica la imagen por mostrar la silueta de la
pieza
Método económico para obtener mediciones tanto
de la altura como profundidad de la pieza. Muestra el perfil de la pieza
con muy poco contraste
Cubre fácilmente la pieza y es muy practica de ajustar. Iluminación directa provee
un máximo contrate en la imagen
La iluminación difusa es suave, tiene menos probabilidades de causar reflejos y sombras. Abarca más área s i n necesidad de crear puntos calientes.
Intensifica al ilumianción y mantiene una alta salida de
la fuente
Provee una iluminación suave desde todas direcciones. Buena para
minimizar las sombras.
Desventajas No es recomendable para superficies que absorben la luz o enaplicaciones con altos requerimientos La superficie de la pieza se pierde. El
objeto sobre fijadores es complicado resaltar
el efecto Los láser son caros y
deben ser manejados muy cuidadosamente. No
son buenos para las superficies que absorben la luz o en
aplicaciones con altos requerimientos de precisión Piezas tridimencionales prorvocan sombras
con luz puntual. Iluminación directa
causa refleción especular en piezas
brillosas. Los difusores tienen
baja intensidad luminosa, la cual es
crítica cuando se utilizan fuentes de
baja intensidad, como LED's.
Esta iluminaciones más probable que cause puntos negros
sobre superficies brillantes
tiende a decrecer el contraste ligeramente
Aplicaciones
Piezas con poco contraste (gris-gris, metal-metal), piezas metálicas brillantes
Muy utilizado en la mediciones de piezas y dimensionamiento, también
en la definición de perforaciones
Medición continua de características específica,
rebordes, orillas. Determinación de altura de piezas por la penetración de
la luz mediante la observación de la de forrmación de la pieza.
Muy bajos contrsates.
Amximiza el contraste en imágenes de bajo contrate.
Strobes pueden ser empleados para congelar la
imagen de piezas en movimiento.
lluminación en un eje, en iluminación directa de
piezas brillosas.
Mejorar la forma de los bordes, mediciones de alta
exactitud, proyecciones de una imagen sobre la superficie. Recomendable
también cuando al fuente debe estar a una distancia desde el objeto para evitar
collisiones con partes móviles.
Piezas metálicas o brillosas. Piezas tridimencionales donde las sombras llegan a
2.8 Lente para cámara.
El sistema de visión no estaría completo sin un elemento que le permita obtener de manera clara y precisa la forma del objeto a inspeccionar, es decir, la calidad de la captura de la imagen se verá reflejada en los resultados que arrojen los sensores internos del sistema de visión. Como cualquier otro dispositivo de captura de imágenes es necesario utilizar un "lente", el cual deberá ser apropiado a la aplicación y tamaño de la pieza.
El propósito de una lente de cámara es transmitir rayos de luz en la cámara y enfocarlos para formar una imagen intensa sobre la película o en este caso el CCD(Castro J. M., 2009) Existen diferentes tipos de lentes en el mercado, sin embargo en el ambiente industrial se solo se manejan un cierto tipo de lentes como:
Wide angle: la distancia focal es menor a la estándar de 5mm., con amplia profundidad de campo y longitud focal reducida.
Telephoto: Distancia focal mayor que el estándar, profundidad de campo mínima y amplía los objetos distantes.
Zoom: Rango de la longitud focal de 3570 mm.
Macro: Tamaño de imagen igual al tamaño del objeto (1:1)
Telecentric: no presenta distorsión perspectiva.
Figura 2-9 Elementos que describen el tipo de lente(Cognex visión system, 2009)
En la figura anterior se muestran los elementos que describen el tipo de lente, es decir, la combinación entre ellos detalla la lente a utilizar. A continuación se hace una breve descripción de cada uno de ellos.
FOV. (Field of view).-Es el campo o área de visión que se desea abarcar con la cámara. Para calcular el campo de visión se emplea la siguiente ecuación:
Donde:
D: Mínima distancia focal
F: Distancia focal
WD (Working distance). Es la distancia entre el FOV y la lente.
F.- Distancia focal. Dada en milímetros. Entre mayor sea esta distancia mayor será la capacidad de la lente percibir objetos distantes.
Spacer (espaciador).- este elemento se coloca entre la lente y cámara.
La tabla siguiente sirve para calcular los factores anteriores según el formato del lente
Tabla 2 Cálculos de parámetros de lente
1/3" Formato
H = (4.3 * D) / F
V = (3.2 * D) / F
F = (4.3 * D) / H
F = (3.2 * D) / V
1/2" Formato
H = (6.4 * D) / F
V = (4.8 * D) / F
F = (6.4 * D) / H
F = (4.8 * D) / V
2/3" Formato
H = (8.8 * D) / F
V = (6,4 * D) / F
F = (8.8 * D) / H
F = (6.4 * D) / V
H = Distancia horizontal del campo de visión en mm V = Altura vertical del campo de visión en milímetros D = Distancia al objeto en milímetros F = Longitud focal del lente en mm. En este trabajo no se consideran los filtros ya que no forman parte del desarrollo de la aplicación.
2.9 Procesamiento de imágenes en tiempo real.
su resultado. Si las restricciones de tiempo no son respetadas el sistema se dice que ha fallado." Por lo tanto, es esencial que las restricciones de tiempo en los sistemas sean cumplidas. El garantizar el comportamiento en el tiempo requerido necesita que el sistema sea predecible. Es también deseable que el sistema obtenga un alto grado de utilización a la vez que cumple con los requerimientos de tiempo Esta definición nos lleva a tomar ciertas consideraciones sobre los elementos utilizados en nuestro sistema de tiempo real. Este punto deja claro que parámetros considerar para la adquisición de la cámara y el procesador de imágenes.
2.9.1 Características de los sistemas en tiempo real.
Determinismo: El determinismo es una cualidad clave en los sistemas de tiempo real. Es la capacidad de determinar con una alta probabilidad, cuanto es el tiempo que se toma una tarea en iniciarse. Esto es importante porque los sistemas de tiempo real necesitan que ciertas tareas se ejecuten antes de que otras puedan iniciar. Esta característica se refiere al tiempo que tarda el sistema antes de responder a una interrupción. Este dato es importante saberlo porque casi todas las peticiones de interrupción se generan por eventos externos al sistema, así que es importante determinar el tiempo que tardara el sistema en aceptar esta petición de servicio. Responsividad: Se enfoca en el tiempo que se tarda una tarea en ejecutarse una vez que la interrupción ha sido atendida. Los aspectos a los que se enfoca son: (1). La cantidad de tiempo que se lleva el iniciar la ejecución de una interrupción. (2). La cantidad de tiempo que se necesita para realizar las tareas que pidió la interrupción.
Usuarios controladores: En estos sistemas, el usuario (los procesos que corren en el sistema)
tiene un control mucho más amplio del sistema. (1).E1 proceso es capaz de especificar su prioridad. (2). El proceso es capaz de especificar el manejo de memoria que requiere (que parte estará en caché y que parte en memoria swap y que algoritmos de memoria swap usar)
2.9.2 Los sistemas de tiempo real y sus requerimientos.
CAPITULO 3
Descripción del sistema de robot guiado por visión
Cuando los robots son empleados en producción para realizar tareas con procesos de soldadura, aplicación de adhesivos, unión y ensamble entre otros, los usuarios esperan mejoras masivas en términos de flexibilidad, productividad y calidad.
Esto no llega a ser una tarea fácil, desde la cantidad considerable de parámetros de puesta a punto y el trabajo de programación que es necesario para garantizar el desempeño de los robots como se espera con la debida calidad. Este proceso es un consumo de tiempo y requiere grandes habilidades del personal, lo cual requiere tomar al robot un largo periodo para ajustar los parámetros que requiere el proceso para obtener buenos resultados, esto se traduce en un elevado costo de tiempo muerto del robot y tiempo de programación el cual debe ser considerado. Si tomamos en cuenta que los términos disponibilidad y agilidad en la manufactura moderna (Pires N., 2006).
3.1 Componentes del sistema robot guiado por visión.
Los robots manipuladores son esencialmente controlados por dispositivos de posición que reciben comandos que agrupados y ejecutados en secuencia generan una trayectoria para el fin que se desea con el brazo del robot. En aplicaciones como las mencionadas anteriormente es necesario empezar desde una trayectoria, es decir, desde un modelo de una pieza para tener los medios de corregirlo en tiempo real, en función de los resultados observados del proceso de las aplicaciones
En el modelo Propuesto por (Pires N. , 2006), seguimiento e inspección de soldadura, se toma la arquitectura de control y la base del seguimiento ya que nuestro sistema será en dos dimensiones.
Figura 3-1 Diagrama de componentes de sistema
3.2 Integración de sistemas de visión-robot.
3.2.1 Arquitectura de integración física.
Del diagrama de componentes del sistema se observa la influencia de FROVIS (Cuevas, 2005), utilizando la parte referente a la integración física como se muestra en la figura siguiente.
Figura 3-2 Arquitectura de integración física
3.2.2 Arquitectura de comunicación entre sistemas.
Las dos características más importantes a considerar para la arquitectura del sistema son la robustez y la secuencia de comunicación (Cuevas, 2005)(Skilligent Inc., 2009). Teniendo en cuenta que la interface de manipulación coordinara la configuración del sistema de visión y al mismo tiempo el controlador del robot, se dice que funcionara como un cliente, y por ende los dos sistemas funcionaran como sus servidores. La arquitectura básica de comunicación de todo el sistema se muestra en la figura 33:
Figura 3-3 Arquitectura de comunicación entre sistemas
Para conjuntar los dos sistemas, se tiene como primera función para el modulo de control el mandar a llamar al comando de comunicación tanto para el sistema de visión como al controlador del robot. La ejecución de esta función depende de las características de comunicación que cada tecnología posee, descritas anteriormente. Sin embargo, esto no altera la configuración del protocolo de comunicación.
Una vez establecidos los protocolos de comunicación, el modulo de control ejecutara las funciones de conexión al robot y la cámara, esperando la respuesta. Al recibir la respuesta, el modulo de control envía al robot a la posición de "home" (posición cercana al punto de inicio de la aplicación), y espera la confirmación, posteriormente envía el comando de toma de imagen (inspección), que a su vez ordena a la cámara realizar la captura de la imagen y el reconocimiento de los sensores programados para obtener una serie de valores de cada uno de las coordenadas en pixeles y por medio de un sistema de transformación de coordenadas a coordenadas base genera las nuevas posiciones que determinaran la trayectoria a seguir, una vez almacenado cada uno de los registros se envía ducha información procesada al modulo de control, para realizar la lectura de esos registros almacenados en la memoria de la cámara, así el modulo de control generara la planeación del nuevo movimiento a realizar por parte del controlador del robot.
Al llegar a esta parte se ha generado un ciclo, donde el modulo de control espera la confirmación de que el robot a llegado al último punto indicado, y de nueva cuenta el modulo de control pedirá otra captura de imagen y datos para continuar con el movimiento.
Cabe mencionar que se ha dispuesto de una distancia entre la cámara y el efector final, con el fin de no saturar al sistema y el controlador del robot pueda seguir con la secuencia de posiciones que le será enviada en fracciones de segundo.
Para visualizar la integración se muestra un diagrama de secuencia que mantendrá la comunicación de los sistemas, y dará soporte a las tareas de cada uno de los elementos involucrados.
3.3 Elementos del sistema de visión
Uno de los factores que han propiciado el auge de los sistemas de control visual ha sido el desarrollo de nuevos sistemas de visión. Estos nuevos sistemas han impulsado a que se utilice cada vez más la información visual, debido a la disminución de retardos de captura y procesamiento, lo que a su vez ha permitido el desarrollo de sistemas basados en distintas arquitecturas.
3.3.1 Sensor de visión.
Muchas investigaciones han sido realizadas en el área de sensado por maquinas de visión, esta tecnología está siendo cada vez más utilizada en robots industriales por el gran apoyo que da al desempeño de sus tareas. Los tipos de sensor disponible para este uso son el CCD y CMOS, no hay una regla o una considerable ventaja para utilizar uno u otro ya que las comparativas hechas por investigaciones no dan un sensor como favorito(Litwiller, 2001) el sensor estará sujeto de acuerdo a la selección que se haga de la cámara
Figura 3-6 Sensor CCD
3.3.2 Iluminación y lente de sistema de visión.
Los elementos complementarios como se describió en el capítulo 2, son el lente y el sistema de iluminación. La elección de estos dependerá de una serie de pasos que involucran las características del sistema de visión y la caracterización de los objetos de la imagen a inspeccionar. En la figura 37 se muestra un diagrama de los componentes del sistema de visión.
3.3.3 Ubicación de la cámara
[image:38.612.113.499.157.374.2]Existen dos formas de colocación de la cámara, la primera montada en el fin de brazo también llamada "eye in hand" (Torres, Pomares, Gil, Puente, & Aracil, 2002), y la segunda externa fija en algún punto.
Figura 3-8 a) Configuración de cámara montada en el robot b) Configuración cámara externa (Torres, 2002).
En la figura 38 a, se representa la ubicación del sistema de coordenadas utilizados en un sistema de control visual con una cámara colocada en el extremo del robot, E, y el de la cámara en figura 38 b C, ETc es conocida y fija durante el desarrollo de la tarea
3.4 Sistema de robot
3.4.1 Controlador del robot manipulador.
Tabla 3 Principales características de controlador de robot
Controlador Robot Repetitibilidad
Controlador Conectividad
Velocidad máxima
±0.06 mm (±0.002")
Alto desempeño con Windows Ethernet estándar
EtherNet/IP Eje S 170% Eje L 170% Eje U 175% Eje R 355% Eje B 345% Eje T 525%
El controlador posee unas características importantes que permiten la integración, estas características son:
El controlador está provisto de una tarjeta de comunicación con puerto Ethernet la cual es utilizada para la transmisión de datos entre el controlador y el modulo de control.
La comunicación entre el controlador y el modulo de control se realiza por medio de un software SDK, el cual contiene los protocolos de comunicación, obtención y envío de datos necesarios para realizar el correcto funcionamiento. Los requerimientos para correr el software se muestran en la siguiente tabla.
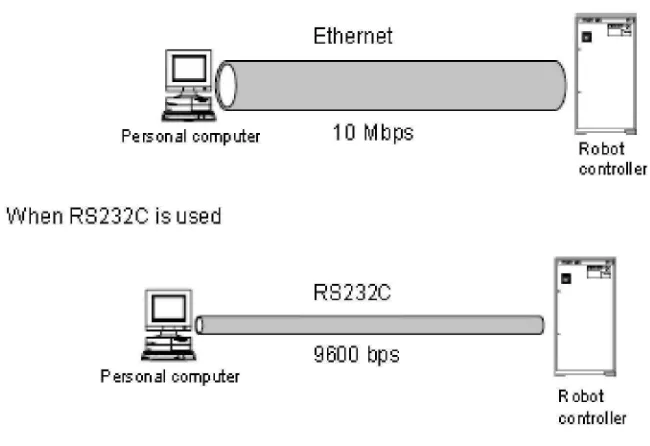
Figura 3-9 Velocidad de transmisión
Se destaca el puerto de comunicación vía Ethernet por la alta velocidad de transmisión como se puede apreciar en la figura 39.
3.4.2 Cinemática del robot
Tomando como referencia el centroide de un objeto con respecto a un sistema de coordenadas, es expresado como un punto en tres dimensiones denotado por M =
[X, Y,Z, 1]T. Esta posición primero se obtiene por el sistema de visión en 2D como un punto
definido por m = [u,v]Ta través de una imagen vista perpendicular al plano y
posteriormente se complementa con el resultado de dos imágenes laterales. Una vez que la posición ha sido convertida a coordenadas base de robot es enviada como M = [X, Y, Z]T al
Figura 3-10 Cuadro de coordenadas en sistema visión-robot
Los cuadros mostrados en la figura 310 se describen a continuación:
Marco de robot: es usualmente localizado en el centro de la base de robot y es referenciado a
las coordenadas mundo utilizadas por los controladores de robot. Los ejes x,y son paralelos
al piso.
Marco cámara: este cuadro es ligado a la cámara como una localización virtual de punta de
alfiler y los ejes u, v, son paralelos al plano de piso y no necesariamente corresponden a los
ejes x,y del robot.
Marco de plano de superficie: se define como el plano en el cual descansa la pieza. El origen de este marco es expresado en referencia al marco de robot en archivos de configuración del robot.
Marco de efector final: este marco es referenciado al punto central de herramienta (TCP).
Marco de pieza: Está ligado a la pieza y sus ejes x, y son paralelos a los ejes de marco del
Figura 3-11 Transformación marco de cámara a marco de pieza
Uno de los objetivos del desarrollo es la conversión de puntos de coordenadas de cámara a coordenadas de pieza. Los marcos de coordenadas en diferentes planos están relacionados por matrices de rotación y traslación. La transformación Tcp (transformación de cámara
pieza) es derivada de examinar la figura 25. Tomando en cuenta que el plano de la imagen y el plano de la pieza son paralelos, hay solo un ángulo de rotación, 9. Considerando la rotación sin la traslación nos lleva a la matriz de rotación Rcp y se define como:
Ahora como se observa el vector Pcp relaciona la traslación en los ejes (x, y, z) requeridos
para colocar el marco de coordenadas de la cámara sobre el cuadro de coordenadas de la pieza. Este vector une el origen del marco de la pieza con el origen del marco de la cámara. La trasformación homogénea de 4x4 se forma combinando la matriz de rotación con la de traslación como se muestra en la siguiente ecuación:
3.5 Entrenamiento
El entrenamiento o enseñanza de este proceso fuera de línea es la parte fundamental para que el sistema de visión identifique la pieza y sus características. La información de identificación de la pieza es utilizada por el modulo central para determinar las geometrías que nos interesan de la pieza. El numero de muestras dependerá de las características a analizar (áreas, formas, esquinas, etc.) y serán definidas por el usuario. Los principales componentes son involucrados en la caracterización y descripción, el modulo central abre o crea la configuración del archivo con los parámetros de caracterización. La caracterización de parámetros es: número de objetos, número de muestras, nombre de los programas que el robot tomara para realizar la posición de inspección de comienzo y fin. El modulo central inicializa los parámetros de acuerdo a los valores de la caracterización de los parámetros del archivo. Posteriormente el modulo central (MC) pedirá la comunicación con el control del robot (CR) y a su vez con la cámara usando los parámetros de comunicación guardados en cada configuración de la interface. Una vez hecho esto el MC ordenara al CR posicionar al robot a la zona de "Home" y al mismo tiempo el MC manda a realizar una toma del objeto y se analizan y calcularan los datos encontrados. El proceso se repetirá hasta que el numero de muestras y objetos a caracterizar, indicados por el usuario hayan sido completadas. Una vez que el sistema de visión ha obtenido las características del objeto, estas son enviadas al MC siguiendo el protocolo de comunicación y el cual requiere la información para ser enviada en forma de cadena de valores calculados y posteriormente convertidos a datos de tipo flotante, es aquí donde se realiza el tratamiento de datos. Una manera de ver gráficamente la realización del proceso de preparación de la obtención de caracterización del objeto y modulo de control se muestra en la figura 312.3.6 Procedimiento de calibración y transformación de coordenadas.
Figura 3-14 Preparación de cámara para calibración
Una vez realizado lo anterior dentro del paquete computacional de la cámara, adquirimos una imagen y seleccionamos al menos 5 puntos de intersección distribuidos en la plantilla y obtener las coordenadas del centro de cada punto en el marco de coordenadas de la cámara (pixeles), para cada punto se debe conocer su posición con respecto al marco del robot (mrn).
CAPITULO 4
Metodología de integración IMVR
En este capítulo se muestra el desarrollo e implementación de la metodología interface de manipulación visión robot. La tarea desarrollada por el método es el seguimiento de un segmento del borde de una pieza en tiempo real. Se asume que el contorno de la pieza no sufre cambios de profundidad.
La interface de manipulación que integra el sistema de visión y el robot industrial está programada en Visual Basic y corre en una computadora personal a 1.5 GHz y provista con puertos de comunicación necesarios para la comunicación con la cámara y el controlador del robot
Esta metodología tiene por objetivo conjuntar el sistema de visión y sistema de manipulación de brazo de robot en una celda de manufactura a través de un interface de control.
Para tal estrategia tomo como base el modelo FROVIS (A Flexible Robot Visión System) desarrollada por (Cuevas, 2005) referente a la integración física de los componentes y parte de la secuencia de la aplicación, este seguimiento mantiene la comunicación e intercambio de datos por serial, el área de mejora es hacer la integración por vía Ethernet que es la que se maneja en el desarrollo del trabajo
Para la interface de comunicación se toma parte del concepto de la API de (Skilligent Inc., 2009) y se desarrolla sobre una plataforma de programación Visual Basic con evidentes cambios y la implementación del algoritmo de programación propio para guiar al brazo de robot en celda de manufactura en tiempo real.
Figura 4-1 Diagrama de Metodología IMVR
4.1 Integración de los sistemas de visión robot.
4.1.1 Integración física de sistemas de visión-robot
[image:47.612.139.479.75.361.2]El prototipo de integración física del sistema fue configurado utilizando el controlador de robot Motoman y robot industrial SSF2000 con un sensor CCD InSight 1100 Cognex. Las conexiones físicas son presentadas en la figura 42.
4.1.2 Estructura de comunicación controlador robot.
La estructura de comunicación del controlador de robot hacia la PC se debe realizar siguiendo los protocolos de comunicación que poseen dichos equipos. El controlador de robot Motoman usa el protocolo TCP/IP (Transmission Control Protocol) que provee al usuario un conjunto de servicios para controlar y monitorear robots Motoman(147324l, 2007) permitiendo el acceso a funciones, variables y programas. La interface consiste en SDK (Software Development Kit) el cual permite el acceso por medio de un "Host" conectado a los sistemas del robot por vía remota Ethernet. SDK maneja un protocolo que puede ser usado para llamar funciones de un sistema desde otro dispositivo conectado. La figura 31 ofrece un panorama de esta estructura. El controlador de robot debe ser configurado como servidor mientras que la PC es configurada como cliente con las bases del modelo lógico de integración FRO VIS (Cuevas, 2005). El servicio de petición sigue el protocolo de MotoCom SDK y requiere parámetros los cuales son configurados siguiendo la estructura de datos descrita en el manual de referencia(147324l, 2007).
Cuando el módulo central hace una petición de comunicación con el controlador de motoman el TCP es creado como cliente con la dirección IP del controlador. Los parámetros de configuración requerida para controladores Motoman son:
• Dirección IP
• Puerto de comunicación
Figura 4-3 Estructura de protocolos requeridos para controladores Motoman
4.1.3 Estructura de comunicación del sistema de visión
Figura 4-4 Estructura de protocolos de comunicación para sistema de visión Cognex
Al igual que el robot, la comunicación del sensor de visión se configura desde el modulo central por medio del socket y soporta diferentes protocolos estándar de comunicación, el elegido es TCP/IP ya descrito anteriormente.
Con el sensor de visión Cognex a diferencia de FROVIS (Cuevas, 2005), la estructura es más ligera y de fácil configuración ya que no maneja scripts para manipulación y envío de datos, pues se basa en funciones configurables de acuerdo a la descripción del dispositivo como se muestra en figura 45.
Figura 4-5 Configuración de protocolos de comunicación con sensor de visión cognex
Los Scripts mencionados son: "Background" y" Foreground", ambos scripts tienen acceso a los registros de memoria del sistema (ver figura 34), los cuales son considerados como
variables locales y permiten el intercambio de información de cualquier tipo entre scripts FROVIS(Cuevas, 2005).
[image:50.612.128.489.174.548.2]Una forma detallada y específica para describir estos tipos de scripts se muestra en la tabla de abajo.
Tabla 5 Características principales de los tipos de scripts
Script
Background
Foreground
Nivel de sesempeño
Nivel de sistema
Nivel de Producto
Ejecución de toma de Imagen Al inicio de sistema, manual o cuando reclve
una señal externa
Al llamar al producto que lo contiene
Modo de ejecución
Continuo o en modo Individual Continuo Dependencia de Inspecciones Independiente Dependiente
Figura 4-6 Mapa conceptual entre los scripts (Background y Foreground) y el modulo principal de control
4.2 Modulo central
El módulo central, es un algoritmo de programación que almacenara y ejecutara las tareas de
central se almacenan los algoritmos requeridos para realizar el objetivo de obtención de características de imagen
4.2.1 Metodología para obtención de trayectoria de por puntos.
Paso 1. Conocer la región de inspección de la pieza. Esta área de trazado de líneas debe abarcar el borde de la pieza con un margen mínimo de 5mm. En sentido perpendicular a la dirección de inspección.
Paso 2. Está región debe estar iluminada con la fuente que se ha elegido anteriormente
Paso 3. Dividir la región de inspección en una base de 10 unidades utilizando líneas perpendiculares al borde de pieza. Para conocer rápidamente la referencia y por ser más práctico dividir esta distancia por 10 y conocer el avance de cada punto +/ un error 10 milímetros se establecen como base, por lo cual cada punto debe incrementarse en 1 mm.
Paso 4. Dentro del "software" elegir un filtro que produzca una escala de grises capaz de resaltar la orilla en cuestión.
Paso 5. Utilizar las herramientas disponibles del paquete computacional del sistema de visión para percibir el cambio de contraste a lo largo de cada línea ajustando y encadenarlo a una función de obtención de coordenadas X, Y.
Región Vertical /10 = (XlX0), (Yl Y0) nos da la ubicación en coordenadas en pixel
Paso 6. Contando con la calibración realizada al inicio de este capítulo, establecemos una referencia de la relación existente entre pixel mm obtenida de la tabla 7. Podemos establecer las nuevas coordenadas en milímetros.
Esta serie de puntos nos da la trayectoria a seguir, si queremos tener un movimiento del brazo de robot más suave podemos dar un tratamiento por medio de métodos numéricos explicado en el capítulo 3 y así obtener la nueva trayectoria. Esta serie de pasos se visualiza en la figura 35.
4.2.2 Algoritmo de comunicación
La secuencia de algoritmos necesarios para realizar las comunicaciones entre el módulo y los sistemas de visiónrobot son los siguientes:
Para conjuntar los dos sistemas en la interface se tiene como primera función aplicar el siguiente algoritmo.
1. Habilitar la función para hacer la petición de abrir comunicación para las direcciones de la red local establecidas una al robot y otra al sistema de visión. 2. Aceptar la apertura de comunicación por parte del sistema de visión y enviar
confirmación.
3. Aceptar la apertura de comunicación de la tarjeta de comunicación del robot y enviar confirmación
4. Interface de Manipulación escuchar las confirmaciones de los envíos de petición de apertura de comunicación en forma numérica o esperar tiempo límite para aceptar comunicación.
5. Si es positiva la confirmación seguir con el siguiente paso, en caso contrario desplegar un mensaje de "Error en la comunicación"
6. Activar la modalidad online del sistema de visión para el envío de datos sucesivos 7. Activar la función de actualización de datos de posición cada 0.5 segundos
8. Realizar la primera tarea del robot definida como ir a posición segura y esperar siguiente tarea.
9. Descomposición de los datos recibidos por el sistema de visión y asignación en direcciones de lectura
10. Envío de datos individuales al controlador del robot. 11. Confirmación de culminación de tarea por parte del robot
12. Repetición de paso 9 al 11 hasta terminar la secuencia de pasos o no obtener resultados del dispositivo de visión.
13. Envió de tarea ir a posición inicial a robot. 14. Esperar nueva orden de interface.
4.3 Interfaces de manipulación
[image:54.612.138.478.151.405.2]Las interfaces de manipulación son pantallas cargadas de funciones para usuario que permiten configurar, realizar peticiones, conocer el estatus del sistema y realizar tareas preestablecidas. La interface principal corre dentro del modulo central y es parte de la programación. En la figura 49 se muestra la interface principal.
Figura 4-9 Plantilla de ejecución de programa robot
4.4 Elección de componentes de sistemas de visión.
La selección de los componentes utilizados fue de acuerdo a la disponibilidad de los equipos que cumplieran con los requerimientos mínimos del sistema (capítulo 3) y la viabilidad del uso industrial de dicho componente como se verá en el capítulo 5.
4.4.1 Metodología para la elección del tipo de lente.
Una vez definido el concepto de las características importantes que describen un lente para un sistema de visión robot, podemos seguir una serie de pasos que nos determinan el tipo más adecuado de lente para nuestra aplicación.
1. El primer paso es establecer la exactitud de los resultados esperados de la imagen: rangos de tolerancias (milímetros, decimas de milímetros, etc.)
2. Establecer el área del campo de visión (largo y ancho de la imagen) mejor conocido como FOV.
3. Establecer la distancia de trabajo o WD.
Figura 4-10 Secuencia para elección del lente apropiado
4.4.2 Metodología para la elección de fuente y técnica de iluminación para el sistema visión.
Esta serie de pasos a seguir permite elegir un tipo específico de iluminación y una técnica de aplicación para lograr una imagen óptima. Se debe considerar las principales características de la pieza a inspeccionar. Los pasos son:
1. Determinar el tipo de superficie (lisa, áspera, brillosa, opaca...)
2. Determinar la forma de la superficie (plana o presenta una forma tridimensional
3, Es susceptible a la luz (refleja la luz, la absorbe, la dispersa...)
4. Es susceptible al paso del tiempo (se oscurece, sufre oxidación, contracción...)
5. Que característica se desea resaltar (borde, una orilla, toda la superficie...)
6. Una vez definidos loa puntos anteriores se consulta la tabla 1 para comprobar la técnica de iluminación aplicable a nuestro tipo de pieza.
7. El siguiente paso es la elección de la fuente de iluminación, es decir qué tipo de "Luz" nos brinda la mejor opción de resaltar la característica de la pieza que deseamos a analizar.
Los tipos más comunes utilizados según (Castro J., 2009) son:
• Halógeno. Fuente de luz directa con gas inerte • Incandescente. Fuente de luz directa con vacio parcial
• Fluorescente. Fuente de luz difusa con filamentos para iniciar a brillar
• Láser. Fuente de luz estructurada con amplificación de luz por estimulación de emisiones de radiación.
• LED. (LightEmitting Diode)
• Xenón flash. Tubo de vidrio con gas Xenón
9. Por último es necesario realizar pruebas con adquisición de imágenes a fin de observar si la técnica y fuente de iluminación es la idónea para nuestra aplicación.
Figura 4-11 Secuencia de elección fuente y tipo de iluminación
4.5 Sistemas de calibración
Apoyado en el manual de Spectation(A5E0026823204, 2007) se realiza un procedimiento de calibración aplicado al sistema de visión cognex. Estableciendo que en términos de homogeneidad de imagen, no requiere varias poses de calibración ya que la distorción radial se desprecia y con ayuda del siguiente algoritmo de calibración que ayuda a disminuir los errores producidos por la distorción donde la calibración del plano y transformación de coordenadas en pixeles a base para el robot esta implicito.
4.5.1 Algoritmo de calibración para IMVR
Apoyado en el manual de Spectation(A5E0026823204, 2007) se realiza un procedimiento de calibración aplicado al sistema de visión cognex. Estableciendo que en términos de homogeneidad de imagen, no requiere varias poses de calibración ya que la distorción radial se desprecia y con ayuda del siguiente algoritmo de calibración que ayuda a disminuir los errores producidos por la distorción donde la calibración del plano y transformación de coordenadas en pixeles a base para el robot esta implicito.