Instituto Tecnológico y de Estudios Superiores de Monterrey
Campus Monterrey
Monterrey, Nuevo León a
Lic. Arturo Azuara Flores:
Director de Asesoría Legal del Sistema
Por medio de la presente hago constar que soy autor y titular de la obra titulada"
", en los sucesivo LA OBRA, en virtud de lo cual autorizo a el Instituto Tecnológico y de Estudios Superiores de Monterrey (EL INSTITUTO) para que efectúe la divulgación, publicación, comunicación pública, distribución y reproducción, así como la digitalización de la misma, con fines académicos o propios al objeto de EL INSTITUTO.
El Instituto se compromete a respetar en todo momento mi autoría y a otorgarme el crédito correspondiente en todas las actividades mencionadas anteriormente de la obra.
De la misma manera, desligo de toda responsabilidad a EL INSTITUTO por cualquier violación a los derechos de autor y propiedad intelectual que cometa el suscrito frente a terceros.
Nombre y Firma AUTOR (A)
Modelación del Acabado Superficial en Procesos de
Mecanizado-Edición Única
Title Modelación del Acabado Superficial en Procesos de Mecanizado-Edición Única
Authors Sheyla Yael Aguilar Martínez
Affiliation ITESM-Campus Monterrey
Issue Date 2006-05-01
Item type Tesis
Rights Open Access
Downloaded 19-Jan-2017 11:14:56
INSTITUTO TECNOL ´OGICO Y DE ESTUDIOS SUPERIORES
DE MONTERREY
CAMPUS MONTERREY
DIVISI ´ON DE INGENIER´IA Y ARQUITECTURA PROGRAMA DE GRADUADOS EN INGENIER´IA
MODELACI ´ON DEL ACABADO SUPERFICIAL EN PROCESOS DE MECANIZADO
TESIS
PRESENTADA COMO REQUISITO PARCIAL PARA OBTENER EL GRADO ACADEMICO DE:
MAESTRO EN CIENCIAS CON ESPECIALIDAD EN AUTOMATIZACI ´ON
POR:
SHEYLA YAEL AGUILAR MART´INEZ
CAMPUS MONTERREY
DIVISI ´ON DE INGENIER´IA Y ARQUITECTURA PROGRAMA DE GRADUADOS EN INGENIER´IA
Los miembros del Comit´e de Tesis recomendamos que el presente proyecto de tesis presentado por la Ing. Shey-la Yael AguiShey-lar Mart´ınez sea aceptado como requisito parcial para obtener el grado acad´emico de:
Maestro en Ciencias con
Especialidad en Automatizaci´on
Comit´e de Tesis:
————————————————– Dr. Rub´en Morales Men´endez
Asesor
————————————————– ————————————————–
Dr. Ciro A. Rodr´ıguez Gonz´alez M.C. Federico Guedea Elizalde
Sinodal Sinodal
Aprobado:
————————————————– Dr. Federico Viramontes Brown Dr. del Programa de Graduados en Ingenier´ıa
Dedicatoria
A mis padres, Magdalena y Arturo Aguilar,
les dedico este trabajo, por que en él van muchos días
en los que, aunque lejos, con su apoyo y su amor me
dieron las fuerzas necesarias para seguir adelante.
A Dios por darme la oportunidad de vivir y
aprender de cada uno de los días que transcurrieron
para ver terminada una meta más en mi vida.
Los obst´aculos son esas cosas que las personas ven cuando dejan de mirar sus metas.
A mis pap´as les agradezco infinitamente todo el amor y el cari˜no que me dieron, por que con ello hicieron que se minimizara el tiempo de aquellos d´ıas tan largos en los que los extra˜naba y hubiese querido estar con ustedes.
A mis hermanas Gabby y Yozunne y a mi cu˜nado Enrique Garc´ıa por estar siempre al pendi-ente de mi, por darme ´animos y apoyo en todo momento. Sisis !! Muchas gracias!!!
A mi asesor Dr. Ruben Morales, por el apoyo y orientaci´on que me brind´o durante el desar-rollo de este trabajo.
A mis sinodales, Dr. Ciro Rodr´ıguez y M.C Federico Guedea por sus consejos y asesor´ıas. En especial al Dr. Ciro por el apoyo y orientaci´on a lo largo del desarrollo de los experimentos realizados en este proyecto.
A mis compa˜neros M.C. Antonio Vallejo y M.C. Vicente Abellan, por ayudarme y compartir conmigo muchas desveladas durante la experimentaci´on de este trabajo.
A mis amigos de Ju´arez, que siempre estuvieron conmigo. A Carlos Corpus, Consuelo Garc´ıa, Lizbeth Sanchez, Edgar Mendez, Jorge Nieto, Francisco Franco y Kerene Villalba, por que a pe-sar de la lejan´ıa, siempre los sent´ı cerca, por apoyarme y estar conmigo en las buenas y en las malas. Friends!! Los quiero mucho!!
A mis roomates Roberto Rodr´ıguez y Andres Valverde. A la MAT. A Juan Pelcanstre, Sa´ul Montes de Oca, Pedro Ju´arez, Pedro Carstensen, Ant´on Aguilar, Gilberto Reynoso, Gilberto Gonz´alez, a ustedes en especial, Mil Garcias!! por brindarme su ayuda y apoyo, por compartir conmigo esta gran experiencia que fue la maestr´ıa.
Resumen
El siguiente trabajo presenta un modelo que pronostica las irregularidades
microgeom´etricas que sufre una pieza de acero al ser careada en un centro de
maquinado, el cual fue instrumentado con el fin de obtener par´ametros que
pud-iesen influir en el acabado superficial. El modelo fue seleccionado en base al
an´alisis de m´etodos estad´ısticos e inteligencia artificial.
Se hizo una investigaci´on sobre los trabajos que se han realizado en los ´ultimos
a˜nos referentes a modelaci´on de acabado superficial, en el cual se puede observar
que la mayor´ıa de las investigaciones son basadas en procesos de torneado m´as
que en fresado, as´ı como que las variables m´as significativas son velocidad de
corte y avance por diente.
Se efectu´o la instrumentaci´on del centro de maquinado en donde se
practi-caron los experimentos con el fin de obtener los par´ametros de velocidad de
corte (Vc), avance por diente (fz), vibraci´on (V), porcentaje de carga (L) y
des-gaste de herramienta (VB), dejando constante en 0.5 mm la profundidad de corte
(
a
p).
De acuerdo a un dise˜no de experimentos factorial completo, se realizaron una
serie de pruebas en donde, por medio de los par´ametros considerados como m´as
influyentes, se tomaron medidas de rugosidad (Ra). Para estas mediciones se
uti-liz´o un rugosimetro Mitutoyo Surftest SJ-201P. El material maquinado fue acero
al carb´on 1045 con dureza de 52.5 en la escala de Rockwell y medidas de 8 1/2”x
2 1/2”x 2 1/2”.
utilizaron dos estructuras, lineal y exponencial, las cuales fueron evaluadas
uti-lizando las variables antes descritas y, por medio de un an´alisis ANOVA y del
error cuadr´atico promedio, se obtuvo un modelo tanto para la estructura lineal
como exponencial.
La red neuronal se realiz´o con una estructura, de m´aximo 5 neuronas de
en-trada, representadas por las variables fz, Vc, V, L y VB , una sola capa oculta,
con 6 neuronas, y una neurona de salida simulando el acabado superficial (Ra).
Tanto las neuronas de entrada como las de la capa oculta fueron variadas, y al
analizar los resultados obtenidos en la neurona de salida, se seleccion´o la red con
el m´ınimo error cuadr´atico promedio.
Los modelos de regresi´on m´ultiple y de redes neuronales fueron comparados
y evaluados entre s´ı, para determinar el mejor comportamiento tanto en
mod-elaci´on como en predicci´on, resultando ser la red neuronal con 4 neuronas en la
entrada (fz, Vc, V y VB), 6 neuronas en la capa oculta y 1 en la salida, la de
mejor desempe˜no en ambos casos. Obteniendo as´ı un modelo que determina con
gran precisi´on el acabado superficial, cuando se realiza un careado en un centro
de mecanizado Huron X10 con una herramienta End mill F 511 con di´ametro de
63 mm.
En las operaciones de maquinado intervienen infinidad de fen´omenos que
de-terminan el acabado superficial por lo que posiblemente al tomar en cuenta otros
par´ametros dentro del maquinado se puede mejorar considerablemente el error
cuadr´atico promedio obtenido en los modelos, logrando as´ı una amplia ´area de
oportunidad para continuar esta investigaci´on.
´Indice general
1. Introducci´on 1
1.1. Objetivo de la Investigaci´on . . . 1
1.2. Acabado Superficial . . . 1
1.3. Descripci´on del Problema . . . 3
1.4. Trabajos Relacionados . . . 3
1.5. Contribuciones . . . 4
1.6. Contenido . . . 5
2. Estado del Arte 6 2.1. Teor´ıa del Maquinado . . . 6
2.2. Investigaciones Experimentales yDise˜nos de Experimentos . . . 7
2.3. Inteligencia Artificial . . . 8
3. Metodolog´ıa 11 3.1. Regresi´on M´ultiple . . . 11
3.1.1. An´alisis de Varianza . . . 13
3.2. Redes Neuronales Artificiales . . . 16
3.2.1. Algoritmo de Retropropagaci´on . . . 17
3.2.2. Validaci´on . . . 19
4. Experimentaci´on 21 4.1. Centro de Maquinado y Herramienta . . . 21
4.2. Sistema de monitoreo y medici´on . . . 21
4.3. Variables Monitoreadas . . . 22
4.4. Dise˜no de experimentos . . . 26
4.5. Resultados Experimentales . . . 31
5.1.2. Redes Neuronales Artificiales . . . 45
5.2. Validaci´on . . . 48
5.3. Comparaci´on . . . 48
6. Conclusiones 51 6.1. Contribuciones . . . 51
6.2. Trabajo Futuro . . . 52
A. Intrumentaci´on 56 A.1. Centro de mecanizado y Herramental . . . 56
A.1.1. Centro de mecanizado . . . 56
A.1.2. Herramienta de corte . . . 56
A.2. Sistema de medici´on . . . 56
A.2.1. Rugos´ımetro . . . 56
A.2.2. Microscopio estereosc´opico . . . 58
A.3. Adquisici´on de datos . . . 58
A.3.1. Sensor IMI . . . 58
A.3.2. Acondicionador 480C02 . . . 59
A.3.3. CompuScope 1602 . . . 59
A.3.4. Tarjeta de comunicaciones Profibus . . . 60
B. Dise ˜no de experimentos 61 B.1. Evaluaci´on de posici´on del aceler´ometro . . . 61
C. An´alisis de Desgaste de Herramienta 66 C.1. Determinaci´on del desgaste de la herramienta . . . 66
C.2. Microscopio esterosc´opico . . . 67
C.3. An´alisis . . . 68
D. Resultados 71 D.1. Experimentaci´on . . . 71
E. An´alisis de Regresi´on M ´ultiple 76 E.1. Estructura lineal . . . 76
E.2. Estructura exponencial . . . 80
F. Validaci´on de los modelos obtenidos 81
G. Art´ıculos Publicados 84
1.1. Medici´on de Ra en una determinada longitud de una pieza . . . 2
1.2. Variables que intervienen en el acabado superficial . . . 4
3.1. Red Neuronal Artificial . . . 17
3.2. Retropropagaci´on . . . 18
4.1. CNC HURON KX10 Y Herramienta de corte . . . 22
4.2. Adquisici´on de se˜nal de vibraci´on . . . 23
4.3. Pantalla de HMI . . . 24
4.4. Sensor IMI621B41 . . . 25
4.5. Medidor de rugosidad superficial. . . 26
4.6. Diagrama de Flujo . . . 27
4.7. Se˜nales de vibraci´on y carga. . . 28
4.8. Se˜nal de la carga del husillo. . . 28
4.9. Diagrama de flujo del m´etodo de experimentaci´on . . . 30
4.10. Desgaste de Herramienta . . . 30
4.11. Respuesta de Ra con valores de Vc = 100 m/min . . . 31
4.12. Respuesta de Ra con valores de Vc = 200 m/min . . . 32
4.13. Respuesta de V con valores de Vc = 100 m/min . . . 32
4.14. Respuesta de V con valores de Vc = 200 m/min . . . 33
5.1. Desempe˜no del modelo 1 de Regresi´on M´ultiple. . . 39
5.2. Desempe˜no del modelo 1 para valores de Vc = 100 m/min y Vc = 200 m/min. . . 39
5.3. Desempe˜no del modelo 2 de Regresi´on M´ultiple. . . 41
5.4. Desempe˜no del modelo 2 para valores de Vc = 100 m/min y Vc = 200 m/min. . . 42
5.5. Desempe˜no de la Estructura lineal de Regresi´on M´ultiple con respecto a Vc. . . . 43
5.6. Desempe˜no de la Estructura exponencial de Regresi´on M´ultiple con respecto a Vc. 44 5.7. Estructura de RNA a seguir . . . 45
5.8. Gr´afica de la RNA seleccionada . . . 47
5.9. Modelo de regresi´on lineal con 75 % - 25 % . . . 49
5.10. Modelo de regresi´on lineal con respecto a Vc. con 75 % - 25 % . . . 50
5.11. Modelo de RNA con 75 % - 25 % de los datos . . . 50
A.1. M´aquina herramienta Hur´on KX10 . . . 57
A.2. Herramienta de corte. Fresadora para escuadrar F511. . . 57
A.3. Rugos´ımetro Mitutoyo Surftest SJ-2O1P . . . 57
A.4. Microscopio estereosc´opico Olympus . . . 58
A.5. Aceler´ometro IMI-621B41 . . . 58
A.6. Acondicionador de se˜nal. . . 59
A.7. Tarjeta de adquisici´on de datos, CompuScope 1602 . . . 59
A.8. Tarjeta de comunicaciones Profibus CP5512. . . 60
B.1. Grafica comparativa de vibraci´on en los ejesx,yyz . . . 61
B.2. Se˜nal de vibraci´on en eje X . . . 63
B.3. Se˜nal de vibraci´on en eje Y . . . 64
B.4. Se˜nal de vibraci´on en eje Z . . . 65
C.1. Medici´on del flanco del inserto. . . 67
C.2. Tres tipos de desgaste . . . 67
C.3. Nombres de las partes de un inserto. . . 68
C.4. Graficas comparativas. DesgasteV B, vibraci´onV y rugosidadRa. . . 69
C.5. Tipos de desgaste. . . 70
C.6. Desgaste de Herramienta . . . 70
1.1. Clasificaci´on de acabado superficial . . . 3
2.1. Trabajos relacionados . . . 10
3.1. Tabla de ANOVA . . . 14
4.1. Factores variables . . . 29
5.1. Modelos experimentales de regresi´on m´ultiple, para el modelo 1. . . 36
5.2. Modelos experimentales de regresi´on m´ultiple, para el modelo 2. . . 36
5.3. Tabla de Correlaci´on para la ecuaci´on #3 de la estructura lineal. . . 37
5.4. Tabla de Correlaci´on para la ecuaci´on #6 de la estructura lineal . . . 38
5.5. Tabla de Correlaci´on para la ecuaci´on #1 de la estructura exponencial. . . 40
5.6. Tabla de Correlaci´on para la ecuaci´on #2 de la estructura exponencial . . . 40
5.7. Modelos experimentales de Regresi´on M´ultiple . . . 42
5.8. Estructuras de RNA . . . 46
5.9. Comparaci´on de errores cuadr´aticos de las 3 Estructuras . . . 49
D.1. Resultados de los Experimentos . . . 72
D.2. Resultados de los Experimentos... Continuaci´on... . . 73
D.3. Resultados de los Experimentos... Continuaci´on... . . 74
D.4. Resultados de los Experimentos... Continuaci´on... . . 75
E.1. Tabla de Correlaci´on para la ecuaci´on #2 de la estructura lineal. . . 76
E.2. Tabla de Correlaci´on para la ecuaci´on #3 de la estructura lineal. . . 77
E.3. Tabla de Correlaci´on para la ecuaci´on #5 de la estructura lineal. . . 77
E.4. Tabla de Correlaci´on para la ecuaci´on #6 de la estructura lineal. . . 78
E.5. Tabla de Correlaci´on. Estructura lineal con Vc = 100 m/min . . . 78
E.6. Tabla de Correlaci´on. Estructura lineal con Vc = 200 m/min . . . 79
E.7. Tabla de Correlaci´on. Estructura exponencial con Vc = 100 m/min . . . 80
E.8. Tabla de Correlaci´on. Estructura exponencial con Vc = 200 m/min . . . 80
F.1. Validaci´on para modelo de Regresi´on lineal. . . 81
F.2. Validaci´on para modelo de regresi´on lineal con respecto a Vc. . . 82
F.3. Validaci´on para modelo de RNA. . . 83
S´ımbolo
Definici´on
Unidades
Ra
Acabado superficial
(
µm
)
f
Velocidad de avance
(mm/min)
S
Velocidad de husillo
(RPM)
a
pProfundidad de corte
(mm)
fz
Avance por diente
(mm/filo)
Vc
Velocidad de corte
(m/min)
Vc
Vibraci´on
(m/
s
2)
L
Carga en husillo
( %)
t
Tiempo de mecanizado
(seg)
VB
Desgaste de herramienta
(
µm
)
Rt
M´axima altura de pico a valle
(
µm
)
Rsk
´Angulo de desviaci´on
(
◦
)
DD
Tolerancia dimensional
(
µm
)
VAPR
Promedio de vibraci´on/revoluci´on
(V)
Cap´ıtulo 1
Introducci´on
D´ıa con d´ıa, las exigencias de calidad han ido aumentando considerablemente provocando un desarrollo impresionante en la mejora de los sistemas de manufactura. Principalmente en los sectores automotriz y aeron´autico, el acabado superficial juega un papel crucial como medida de calidad del producto, hasta ahora, la inspecci´on de acabado superficial se ha venido haciendo fuera de l´ınea, por medio de instrumentos de medici´on de rugosidad, ya que no se tiene otra forma de medir durante el proceso de fabricaci´on. Esto conlleva a que no se tenga el tiempo suficiente para detectar cualquier falla que se presente en el proceso, provocando grandes p´erdidas por no cumplir con las especificaciones del cliente. Por ello se necesitan diversos modelos predictivos que permitan, por medio del monitoreo de variables alternas dentro del proceso de mecanizado, como velocidad de corte, velocidad del husillo, profundidad de corte, etc., obtener informaci´on que puedan predecir el acabado superficial real en l´ınea.
1.1.
Objetivo de la Investigaci´on
La siguiente investigaci´on es parte del proyecto de reconfiguraci´on de un centro de maquina-do, establecido por la c´atedra de Mecatr´onica en el ITESM campus Monterrey. En donde el objetivo principal del presente es obtener un modelo, lo suficientemente robusto para modelar y predecir en l´ınea el acabado superficial (Ra) de una pieza careada. Para ello se deben conocer los
diferentes m´etodos que se pueden utilizar para el monitoreo de se˜nales y/o par´ametros alternos con el fin de determinar la variable de inter´es, en este caso el acabado superficial (Ra). Se
imple-mentaron m´etodos estad´ısticos como regresi´on lineal y m´etodos t´ıpicos de inteligencia artificial como redes neuronales artificiales para realizar la modelaci´on y predicci´on deRa.
1.2.
Acabado Superficial
El acabado superficial (Ra) en una pieza maquinada, esta definida como el valor absoluto del
promedio aritm´etico de la desviaci´on (Yi) registradas en una cierta longitud de prueba. La figura
se obtienen el promedio de la sumatoria de las alturas (Yi) y (ln) es la longitud de la evaluaci´on,
es decir la longitud por el n´umero de veces que se realiza el promedio. En la ecuaci´on (1.1) se expresa la forma de obtenerRa.
Ra = 1
N N
X
i=1
|Yi| (1.1)
donde
Yi es la altura de cada uno de los picos generados en la superficie de la pieza y
N es el n´umero deYi registrados.
l
Yi
Longitud de la evaluación (
l
n) =n xl
Figura 1.1: Medici´on de Ra en una determinada longitud de una pieza
Existen diferentes tipos de acabados superficiales, la Tabla 1.1 [L´opezet al., 2003] muestra la clasificaci´on (enµm) de estos.
Las mediciones de Ra, principalmente en ´areas de la industria automotriz y aeroespacial,
deben ser muy precisas y con tolerancias muy peque˜nas (se considera est´andares de ±0.0005”
y ± 0.0002”m [Miles, 1998]), por ello es muy importante contar con la maquinaria adecuada
as´ı como cuidar los factores alternos de los cuales depende el acabado superficial.
El mecanizado de alta velocidad (HSM1) puede producir piezas con un acabado superficial
deseable ya que es capaz de moverse con gran precisi´on a velocidades del orden de decenas
1. INTRODUCCION´ 3
Tabla 1.1: Clasificaci´on de acabado superficial
Clase Rugosidad, Clase Rugosidad,
Raµm Raµm
Espejo 0.1 Semifino 3.2
Pulido 0.2 Medio 6.3
Ground 0.4 Semirugos 12.5
Terso 0.8 Rugoso 25
Fino 1.6 Limpio 50
de miles de mil´ımetros por minuto, y con elevadas velocidades de giro en su husillo principal (30.000-60.000 rpm) [Alique and Haber, 2004].
El HSM consiste en un mayor n´umero de cortes a altas velocidades, minimizando as´ı la pro-ducci´on de viruta, otra caracter´ıstica importante son las peque˜nas profundidades de corte, lo que provoca menos calor generado en el corte y por lo tanto la posibilidad de elevar las velocidades dr´asticamente [Field, 2002].
Como se dijo anteriormente existen otros factores de los cuales depende elRacomo son
ve-locidad de avance (f), velocidad de husillo (S) y profundidad de corte (ap) [Louet al., 1998] por
mencionar algunos, sin embargo, al integrar variables como la vibraci´on permite estimaciones m´as precisas [Abouelatta and M´adl, 2001],[Ozel and Karpat, 2005],[Saglam and Unuvar, 2003], [Tsaiet al., 1999].
En la figura 1.2 se muestra un diagrama de pescado con las variables com´unmente utilizadas en el an´alisis de laRaclasificadas en tres grupos: variables de la m´aquina, de la herramienta y de la pieza.
1.3.
Descripci´on del Problema
Debido a que el acabado superficial no puede ser medido en l´ınea, ni se puede tener un control durante el proceso, es que se tiene la necesidad de obtener un modelo predicitivo que pueda de-tectar la existencia de alg´un cambio o anomal´ıa en las piezas maquinadas. Esto se puede realizar por medio del monitoreo de factores alternos que influyan en el acabado superficial.
1.4.
Trabajos Relacionados
Ra
Variables de la Herramienta Variables de la
Máquina
Variables de la Pieza de Trabajo
Desgaste Geometría
Diámetro Vibración
Número de dientes Material
Velocidad de corte Velocidad
de avance
Velocidad de husillo Profundidad
de corte
Material Dureza
Geometría
Figura 1.2: Variables m´as comunes que intervienen en el acabado superficial, clasificadas en 3 grupos: variables de la m´aquina, de la herramienta y de la pieza.
En el presente trabajo se realizar´a una investigaci´on enfocada a la obtenci´on de un modelo predictivo probado en un centro de mecanizado de fresado en donde se consideran 5 par´ametros: los tres par´ametros antes mencionados como m´as significat´ıvos (f,Syap) peroSyf
representa-dos por el avance por diente (f z) y velocidad de corte (V c), ya que estos par´ametros tiene mayor influencia en la parte geom´etrica de laRa. Adicionalmente la vibraci´on (V) y carga que ejerce el husillo sobre la pieza (L), para determinar si existe alguna relaci´on significativa con el acabado superficial. Tambi´en se incluy´o el tiempo de maquinado (t) y el desgaste de la herramienta de corte(V B).
1.5.
Contribuciones
Esta investigaci´on logr´o determinar los par´ametros m´as influyentes en el acabado superficial de una pieza de acero 1045, con una dureza promedio 52.5 en la escala de Rockwell B, maquina-da en un centro de fresado de alta velocimaquina-dad con una herramienta de corte KOMET con di´ametro de 63mm y 5 insertos.
1. INTRODUCCION´ 5
Se realizaron m´as de 100 experimentos registrando, para cada combinaci´on de las variables avance por diente (f z), velocidad de corte (V c) y profundidad de corte(ap); el tiempo de
mecan-izado (t), vibraci´on (V) y desgaste de la herramienta(V B). Obteniendo con esto una base de
datos que pueda facilitar o ahorrar la experimentaci´on en pr´oximas investigaciones similares a este tema.
1.6.
Contenido
En el cap´ıtulo dos se da un breve panorama de los trabajos de modelaci´on de acabado su-perficial realizados en los ´ultimos a˜nos dividiendo los m´etodos de modelaci´on en tres: teor´ıa de maquinado, investigaci´on experimental y dise˜no de experimentos, y por ´ultimo, inteligencia artificial.
En el cap´ıtulo tres se introducen a los conceptos b´asicos para realizar y validar los m´etodos tanto de regresi´on m´ultiple como de redes neuronales.
El cap´ıtulo cuatro describe las caracter´ısticas de las herramientas utilizadas en la experi-mentaci´on, se explica el sistema de instrumentaci´on que se instal´o en el centro de maquinado, los par´ametros a monitorear y el dise˜no de experimentos que se defini´o para la adquisici´on de datos. Por ´ultimo se dan a conocer los resultados obtenidos de los experimentos realizados.
La modelaci´on de los datos y sus resultados son expresados en el cap´ıtulo cinco, en donde tambi´en se realiza un an´alisis de los modelos propuestos, seleccionando el modelo de mejor desempe˜no de cada estructura, finalizando con una discusi´on con respecto a la capacidad de las tres estructuras de modelaci´on y de predicci´on, esto a base de entrenar o modelar las estructuras con el 75 % de los datos y probar con el 25 % restantes.
Estado del Arte
Existen varias investigaciones en donde se han empleado diferentes m´etodos matem´aticos que permiten obtener un modelo predictivo del acabado superficial (Ra).
[Benardos and Vosniakos, 2003] realiza una amplia investigaci´on en donde clasifica en cuatro los m´etodos de modelar elRa: M´etodos basados en la teor´ıa del maquinado, m´etodos basados en
investigaciones experimentales, m´etodos basados en dise˜nos de experimentos y m´etodos basa-dos en inteligencia artificial, concluyendo que tobasa-dos estos tienen ventajas y desventajas cuando se comparan entre ellos, pero dada la tendencia a obtener modelos que predigan en l´ınea, los m´etodos tipicos de aplicaci´on en inteligencia artificial resultan los m´as indicados.
La siguiente revisi´on de estado del arte sigue la l´ınea de [Benardos and Vosniakos, 2003], para clasificar los m´etodos investigados solo que se tomaran los m´etodos de investigaci´on experimen-tal y de dise˜no de experimentos como una sola clasificaci´on ya que en la mayor´ıa de los casos se complementan, por lo tanto se tendr´an tres ´areas: M´etodos basados en la teor´ıa del maquinado, en investigaciones experimentales y dise˜nos de experimentos, y en inteligencia artificial.
2.1.
Teor´ıa del Maquinado
Este m´etodo se enfoca al an´alisis de la geometr´ıa, estructura o formaci´on de viruta que se genera al maquinar una pieza, por medio de modelos que puedan simular un perfil de la superficie maquinada, implement´andolos por medio de algoritmos computacionales.
Dentro de esta clasificaci´on, se encuentra la investigaci´on realizada por [Leeet al., 2001] en donde realiza un algoritmo para simular la superficie maquinada, por medio de se˜nales de acel-eraci´on argumentando que la vibraci´on es causada por la velocidad de husillo provocando una inexactitud en la geometr´ıa de la superficie maquinada. Este algoritmo se realiz´o en t´erminos de las condiciones de corte y la geometr´ıa en la pieza de trabajo al ser maquinada.
[L´opezet al., 2003] demuestra la influencia de la velocidad de avance sobre la calidad super-ficial por medio de un an´alisis y caracterizaci´on de la huella de la herramienta, la cual se realiza por medio del espectro de frecuencias. Se utiliza el m´etodo de transformada de Fourier
2. ESTADO DELARTE 7
do los valores de alta frecuencia considerados los que determinan la rugosidad del material al ser maquinado, siendo posible encontrar el valor de rugosidad ´optimo bajo las condiciones de corte utilizadas. Al emplear la transformada de Fourier en forma inversa se calcularon los valores con los que la superficie fue maquinada a partir de su an´alisis de rugosidad.
2.2.
Investigaciones Experimentales y
Dise ˜nos de Experimentos
El m´etodo de investigaci´on se refiere al an´alisis de par´ametros o factores que se piensa tiene relaci´on con el acabado superficial y por medio de m´etodos experimentales, como regresiones m´ultiples, generar modelos de predicci´on. Mientras que los dise˜nos de experimentos son m´etodos creados para la recolecci´on y an´alisis de datos con ´optimos resultados, el m´etodo de Taguchi es un ejemplo de esta clasificaci´on.
Entre los trabajos investigados con estas caracter´ısticas, se encuentra [Louet al., 1998] el cual define como variables independientes: velocidad de husillo, velocidad de avance, profundidad de corte, para la predicci´on del acabado superficial. Usando regresi´on m´ultiple, desarrolla un modelo predictivo en una fresadora. En donde concluye que la variable m´as significativa es la velocidad de husillo. El modelo de regresi´on obtuvo un porcentaje de desviaci´on del 9.7 %.
Usando esta misma t´ecnica, [Abouelatta and M´adl, 2001] obtuvo un modelo con regresi´on lineal en un torno. Realiz´o cuatro modelos para predecir los par´ametros de rugosidad:Ra, Rt
yRsk, (rugosidad promedio, m´axima altura de pico a valle y ´angulo de desviaci´on, respectiva-mente). Las variables dependientes fueron la aceleraci´on en direcci´on del avance y en direcci´on radial, y las variables independientes la velocidad de giro, velocidad de avance, profundidad de corte, radio de la nar´ız de la herramienta, largo saliente de la herramienta, ´angulo de aproxi-maci´on, largo de la pieza y di´ametro de la pieza. Los mejores modelos de predicci´on fueron aquellos dependientes de los par´ametros de corte y de las vibraciones de la herramienta a com-paraci´on de los que solo contemplaban los par´ametros de corte.
[Vernon and Ozel, 2003] realiz´o un trabajo similar al anterior pero en torneado duro, el cual es un proceso para maquinar piezas de alta dureza sin utilizar refrigerante lo cual refleja su ventaja en los costos de operaci´on. Las variables que utiliza las divide en tres grupos: variables de la herramienta, variables de la pieza de trabajo y variables de la m´aquina. Utiliza el m´etodo de Taguchi para reducir en forma considerable el n´umero de experimentos.
[Villasenor, 2005] utiliza el m´etodo de regresi´on lineal para obtener dos modelos de predic-ci´on. Obteniendo como factores dependientes al acabado superficial (Ra) y a la vibraci´on (Ac-cRes) y como factores independientes: velocidad de husillo (S), profundidad de corte (ap), avance
depen-diente. Los experimentos fueron realizados en un centro de maquinado realizando un proceso de fresado perif´erico en tres diferentes tipos de materiales: aluminio 6061, 7075 y acero 1045. Con-cluyendo que el factor predominante en el acabado superficial fue la velocidad de husillo, y en el caso del aluminio 6061 la iteraci´on entre la velocidad de husillo y la profundidad de corte resulta significativa. No as´ı para los otros modelos generados. A dem´as que, al comparar la Ra medida con la Ra te´orica se puede ver que cuando se incluye la vibraci´on como factor independiente, los valores de Ra resultan ser 3 o 4 veces m´as grandes que el modelo te´orico.
2.3.
Inteligencia Artificial
Los m´etodos t´ıpicos de aplicaciones en inteligencia artificial son una alternativa para re-alizar modelos en los cuales se requiere predecir de manera muy precisa. Las Redes Neuronales (RN A), l´ogica difusa y algoritmos gen´eticos (GAs) son ejemplo de este tipo de m´etodos en donde la toma de decisiones se realiza de manera inteligente, por medio del aprendizaje y en-trenamiento. A continuaci´on se muestran algunos trabajos investigados en los cuales utilizan el m´etodo deRAN para realizar la predicci´on del acabado superficial (Ra).
[Azouzi and Guillot, 1997] analiza los diferentes factores que afectan al acabado superficial
Ray la tolerancia dimensional DD en un fresado. Hace un an´alisis de los sensores y su
cor-relaci´on con elRay DDpara as´ı seleccionar 3 par´ametros de corte; velocidad de husillo (S),
velocidad de avance (f), profundidad de corte (ap) y 4 condiciones del procesos (refrigerante,
di´ametro de la pieza, desgaste de la herramienta y propiedades de los materiales), de los cuales se obtuvieron las se˜nales por medio de aceler´ometros, dinam´ometros piezoel´ectricos de 3 com-ponentes, sensores de proximidad, capacitivo y transductores de emisi´on ac´ustica. Aunado a la t´ecnica de fusi´on de sensores, se utilizaron t´ecnicas como redes neuronales y herramientas es-tad´ısticas para obtener una se˜nal resultante deRayDDm´as certera, las variables de entrada son
velocidad de avance, profundidad de corte, fuerza en el avance y fuerza radial.
[Tsaiet al., 1999] realiza una revisi´on de investigaci´on en fresado. Explica porque el sen-sor ac´ustico no es recomendable. Desarrolla un modelo en base de redes neuronales, utilizando el m´etodo de aprendizaje de retropropagaci´on, en donde las entradas a analizar son velocidad de husillo, velocidad de corte, profundidad de corte y porcentaje de vibraci´on por revoluciones (V AP R). Compara modelos de regresi´on m´ultiple y redes neuronales, en donde las redes neu-ronales resultan ser m´as eficientes en predicci´on.
[Chang-Xue and Xian-Feng, 2002] realiza una comparaci´on entre redes neuronales y regre-si´on lineal en un torno, las variables independientes est´an definidas como dureza, alimentaci´on, radio de la nariz de la herramienta, profundidad de corte, velocidad de corte. Utiliza un dise˜no factorial de25. Concluye que tanto la red neuronal como el modelo de regresi´on lineal son
2. ESTADO DELARTE 9
[Benardos and Vosniakos, 2002] Utiliza un modelo de RNA por medio de un dise˜no de exper-imentos en un proceso de fresado. El modelo seleccionado tiene las variables de velocidad por diente, profundidad de corte, condiciones de la herramienta. Concluyendo que la RNA puede se muy exacto incluso cuando se utiliza para maquinados complejos como aleaciones de aluminio. [Saglam and Unuvar, 2003] obtiene un modelo de acabado superficial (Ra) y desgaste de her-ramienta (V B) utilizando la t´ecnica de redes neuronales para monitorear las condiciones del flanco de la herramienta. Emplea un m´etodo estad´ıstico para la definici´on de los sensores en el proceso en l´ınea. El modelo toma en cuenta vibraci´on, velocidad de avance, profundidad de corte y dos tipos de fuerza (velocidad de fuerza y fuerza axial). Dise˜na el experimento usando arreglos ortogonales para reducir el n´umero de pruebas. La red neuronal que utiliz´o tiene como respuesta en el desgaste de herramienta un porcentaje de error del 23 % entre 30 y 40µm, mientras que el
acabado superficial tiene un porcentaje de error estimado de 23 % entre 5 y 30µm.
[Lee and Chen, 2003], monitorea la vibraci´on al efectuarse el movimiento de la herramienta de corte y de la pieza de trabajo. Predice la rugosidad superficial en el torneado por medio de una red neuronal. Explica que el modelo de RNA es relativamente m´as econ´omico y eficiente en la predicci´on de acabado superficial en el procesos de torneado, compara los sistem´as sensoriales a base de visi´on y sonido con los aceler´ometros y sensores de proximidad se˜nalando que estos ´ultimos detectan se˜nales m´as confiables. Concluyendo que este modelo es lo suficientemente econ´omico para la implementaci´on en industrias manufactureras.
[Ozel and Karpat, 2005], compara modelos de regresi´on m´ultiple y redes neuronales para un torno. Utiliza como variables de entrada el radio de la geometr´ıa de la herramienta, vibraci´on, velocidad y largo de la pieza, para obtener un modelo de predicci´on tanto para elRacomo para
desgaste del flanco de la herramienta (V B). El modelo en base a retroalimentaci´on de redes neuronales fue el mejor.
En la Tabla 2.1 se muestra un resumen de los trabajos que han realizado modelos de predicci´on en procesos de fresado. En la primer columna se muestra el material con el que se trabajo. La segunda columna clasifica el tipo de fresado (careado o perif´erico). El nombre del autor y el a˜no en que se raliz´o la investigaci´on se presenta en la tercer columna, seguido por los diferentes par´ametros que utiliz´o cada uno de ellos en sus modelos (Entradas). La columna con el nombre de Salidas muestra el par´ametro de respuesta de cada autor. Por ´ultimo se especifica el m´etodo que se utiliz´o en cada caso.
O D E L A R T E 10 Ta bla 2.1 :C ua dr o co m pa ra tiv o de in ve sti ga cio ne s so br e ac ab ad o su pe rfi cia le n pr oc es os de fre sa do
S f ap V ae fz VB Cutting
fluid Vc L Ra V VB RM RNA Simulación Taguchi
M.S Lou,1998
Y.H. Tsai,1999 Villaseñor,2005 careado P.G. Benardos, 2002
Ki Young Lee, 2001
Villaseñor,2005 H. Saglam, 2003
S. Aguilar, 2006
Métodos
Entradas Salidas
Material Herramienta Autor
Cap´ıtulo 3
Metodolog´ıa
Los m´etodos matem´aticos son muy utilizados en predicciones de acabado superficial, sobre todo en tornado y fresado. En este cap´ıtulo se describir´an los dos m´etodos empleados en esta investigaci´on: regresi´on m´ultiple (RM) y redes neuronales artificiales (RNA), ambos son muy utilizados por su eficiencia en procesos altamente no lineales.
Aunque solo se us´o un sensor f´ısico (aceler´ometro IMI) la conexi´on al PLC nos evit´o el implementar sensores para medir la velocidad de husillo, velocidad de avance y profundidad de corte, siendo esto lo equivalente a tener los sensores, como en muchos trabajos lo muestran.
3.1.
Regresi´on M ´ultiple
El modelo de regresi´on m´ultiple es un tipo de ecuaci´on matem´atica utilizada cuando se pre-tende predecir una respuesta en funci´on de un conjunto amplio de factores [Box and E. P, c1988]. En este caso se analizar´a la correlaci´on que existe entre una serie de factores independientes con el acabado superficial de una pieza. A continuaci´on se muestran los pasos a seguir para realizar una regresi´on m´ultiple.
1. Examinar la correlaci´on entre los factores independientes.
2. Examinar la posibilidad de que la relaci´on entre el factor de respuesta y cada uno de los factores independientes sean o no lineal. Si esto ocurre, se puede transformar tanto el factor de respuesta como los independientes. Tambi´en es necesario buscar datos at´ıpicos.
3. Ajustar el modelo de regresi´on y comprobar si se verifican las condiciones necesarias: los errores se distribuyen normalmente, con media cero, tienen varianza constante y son inde-pendientes. Para esto utiliza:
Gr´afico de residuos frente a valores ajustados. Gr´afico de residuos frente a factores explicativos. Gr´afica de probabilidad normal de los residuos.
Si alguna de estas condiciones no se satisface se debe considerar el transformar la variable respuesta y regresar al paso 2.
4. Una forma de seleccionar los factores independientes significativos es:
a) Utilizar la tabla que da los valores delt−testpara cada factor independientes.
b) Si ning´unp−valor es mayor de 0.05, entonces todas los factores independientes son significativos y se ha terminado el proceso de selecci´on.
c) Si hay por lo menos un factor cuyop−valores mayor de 0.05, de entre ellos, eliminar aquel factor cuyop−valores el m´as alto y volver al paso a). Continuar hasta que todos losp−valoressean mayores que 0.05.
5. Interpretaci´on del modelo de regresi´on:
Interpretaci´on de los coeficientes: Por cada unidad que se incremente el factor indepen-dientexjse predice un incremento en la variable respuesta enbj unidades, manteniendo
los otros factores constantes.
Predicci´on: Para predecir la variable respuesta dado un valor de cada uno de los factores independientes, sustituye los valores de los factores independientes en la ecuaci´on de regresi´on para obtener el valor dey.
Intervalos de confianza para los coeficientes:bj ±tn−p+1X
p
V ar(bj).
R2: es el porcentaje de la variaci´on en la variable respuesta que es explicado por la
regresi´on sobre los factores independientes,R2
= SumaDeCuadradosEntreGruposSumaDeCuadradosT otal . Existen diferentes tipos de estructuras, para fines de este trabajo se analizar´an dos tipos.
Estructura lineal, la cual se encuentra dada por la siguiente ecuaci´on:
Rai = b0+b1V ci+b2f zi+b3api +b4Vi+b5Li+b5V cif zi+. . .
+b23V cif ziapiVi+· · ·+b24V cif ziapiViLi+ǫi (3.1)
yEstructura exponencial, la cual se expresa de la siguiente forma:
Rai =α(V ci)ϑ(f zi)ς(api)τ(Vi)γ(Li)δ+ǫi (3.2)
donde los factores independientes corresponden a la velocidad del husillo (V c), velocidad de avance (f z), profundidad de corte (ap), vibraci´on (V) y la carga que ejerce el husillo (L). El
factor dependiente es el acabado superficial (Ra). El coeficienteb0 es la ordenada al origen del
plano de regresi´on, este no tiene interpretaci´on f´ısica a menos que el intervalo de datos deV c=
3. METODOLOG´IA 13
Los coeficientes deb1 ab25indican el cambio esperado de la respuestaRapor cambio unitario
de los factoresV c,f z,ap,V,Le interacciones, seg´un sea el caso [Montgomeryet al., 2002].
El ajuste de los par´ametros para ambos modelos se realiz´o por el m´etodo est´andar de m´ınimos cuadrados, el cual esta dado, en su forma matricial, por la ecuaci´on (3.3).
ˆb= [XTX]−1XTY (3.3)
donde:
ˆ
b= son los valores obtenidos para cada uno de los coeficientesbi. X= se compone por los valores de los par´ametrosV c,f z,ap,V,L Y= es la matriz de respuesta compuesta por los valores deRamedidos.
Este m´etodo trata de obtener el m´ınimo error de laRamodelada para que sea lo mas parecido
a laRamedida. El error es obtenido por medio de la ecuaci´on (3.4)
e=Ra−Raˆ (3.4)
en donde:Raˆ = los valores deRamodelada
3.1.1. An´alisis de Varianza
La validaci´on de la regresi´on se realiz´o por medio de un An´alisis de Varianza (ANOVA) 1.
Este m´etodo presupone que las varianzas de los grupos son iguales y que los residuos o errores son aleatorios, independientes e id´enticamente distribuidos siguiendo una ley normal con media cero y varianzaσconstante. La hip´otesis nula de la prueba ANOVA de un factor es:
H0: Las medias de losngrupos son todas iguales.
H1: Al menos una de las medias es diferente.
Esta prueba se basa en la comparaci´on de las sumas de cuadrados medios debidos a la vari-abilidad entre grupos y la debida a la varivari-abilidad intra-grupos (dentro de los grupos). Ambas sumas son estimaciones independientes de la variabilidad global, de manera que, si el cociente entre la primera y la segunda es grande, se tendr´a mayor probabilidad de rechazar la hip´otesis nula. En la Tabla 3.1 se muestra la ANOVA en donde se indica cada uno de los t´erminos usados para la validaci´on de la prueba.
Los c´alculos correspondientes para el llenado de la tabla son los siguientes:
Tabla 3.1: Tabla de ANOVA
Fuente GDL Suma de Cuadrados Cuadrado medio F de Fisher Pr>F
Modelo GLE SCE CME F P
Residuos GLD SCD CMD
Total GLT SCT
Grados de libertad: Este n´umero indica cuantos t´erminos independientes de informaci´on
involucrados en los n n´umeros independientes Y1, Y2, ...Yn se necesitan para obtener la suma
de cuadrados (Yi representa el valor observado). Por ejemplo la suma de cuadrados total o
alrededor de la media (GLT) necesita (n-1) t´erminos independientes. Para los grados de lib-ertad entre grupos (GLE) y dentro de los grupos (GLD) se calculan de la siguiente manera [Montgomeryet al., 2002]:
GLE= 1 (3.5)
GLD =n−2 (3.6)
GLT =n−1 (3.7)
Suma de Cuadrados:La suma de cuadrados entre grupos SCE, la suma de cuadrados dentro
de grupos SDE y la suma de cuadrados total SCT se calculan del siguiente modo:
SCE=
N
X
i=1
ˆ
Yi−Y¯
2
(3.8)
SCD=
n
X
i=1
Yi−Yˆi
2
(3.9)
SCT =
n
X
i=1
Yi−Y¯
2
(3.10)
Debido a que lasYi son factores aleatorios, cualquier funci´on de ellos ser´a tambi´en aleatorio;
ejemplo de ello son las funciones de los Cuadrados medios:El cuadrado medio entre grupos
(CME) y el cuadrado medio dentro de grupos (CMD) con sus ecuaciones:
CM E = SCE
3. METODOLOG´IA 15
CM D = SCD
GLD (3.12)
Para obtener elvalor del estad´ıstico de contrasteF para realizar la prueba ANOVA se utiliza
la formula (3.13)
F = CM E
CM D (3.13)
La cual sigue una distribuci´on F con 1 y n-2 grados de libertad para probar la hip´otesis nulaH0. Si H0 se cumple o no se rechaza significa que la variable predictora no influye en la
variabilidad deY. El Valor calculado para la estad´ısiticaF, denotado porFc, a partir de los datos
de la muestra, se compara con el valor te´orico de la distribuci´onF, denotado porFteorico, con un
grado de libertad en el numerador (grados de libertad de la regresi´on) y n-2 grados de libertad en el denominador (grados de libertad del error). Si El valor deFc > F teoricose rechaza la
hip´otesis nula [Montgomeryet al., 2002].
Tambi´en es posible tomar la decisi´on con elP-valor. Este valor es calculado una vez tomada
la muestra, obteni´endose valores cr´ıticos para cada muestra. Puede ser interpretado como un nivel m´ınimo de importancia [Miller and Freund, 1997] , tomando en cuenta que, a niveles de importancia iguales o superiores de P-valor o que el P-valor sea menor que α2, entonces se rechazar´a la hip´otesis nula.
Elcoeficiente de determinaci´on (R2) mide la proporci´on de la variabilidad total explicada
por el modelo de regresi´on planteado, o la proporci´on del total que es debida a la regresi´on. Se obtiene por medio de la ecuaci´on (3.14)
R2 = SCE
SCT (3.14)
Se espera que esta proporci´on sea alta y solo una peque˜na parte sea debido al error. La inter-pretaci´on depende del n´umero de datos:
Si el n´umero de datos es elevado, el coeficiente se disminuye.
Si el n´umero de datos es poco, el coeficiente se aumenta.
El coeficiente de determinaci´on ajustado (R2
aj), es un ajuste del coeficiente de
determi-naci´on por el tama˜no de muestrancomo el n´umero de par´ametros del modelok.R2
aj siempre es
menor queR2. Este coeficiente es obtenido mediante la ecuaci´on (3.15).
Raj2 = 1− n−1
n−(k+ 1) 1−R
2
(3.15)
3.2.
Redes Neuronales Artificiales
Dentro de las t´ecnicas de Inteligencia Artificial se encuentran las Redes Neuronales Artifi-ciales (RNA) las cuales son estructuras usadas para imitar el cerebro humano. Esta estructura de la RNA usa muchos procesos simples interconectados mediante conexiones variantes tam-bien llamados pesos (W). La imitaci´on es el aprendizaje y la capacidad de generalizaci´on. El aprendizaje es llevado a cabo por medio de la variaci´on apropiada de los pesos los cuales se van ajustando hasta acerca los valores a los valores de salida propuesta. El aprendizaje y las ca-pacidades de generalizaci´on permiten a una red neuronal estar entrenada [Urbietaet al., 1999]. El entrenamiento se lleva acabo a travez de series repetidas de lecturas. Cada secuencia a trav´es de la serie de entrenamiento entera se le llama ciclo. La exactitud de los resultados puede ser muy alta. La red neuronal es capaz de encontrar siempre una respuesta de salida (no se cicla eternamente), a´un cuando ´esta no sea la soluci´on correcta [Smith, 1994].
Existen los modelos supervisados y no supervisados. Los modelos supervisados realizan su aprendizaje ajustando progresivamente las conexiones de acuerdo al criterio de minimizaci´on de la diferencia entre el valor de salida real y el valor generado por el sistema, para el ajuste de los pesos de las conexiones.
Existen los grupos basados-en-decisi´on y los basados-en-aproximaci´on-optimizaci´on
[Hopfield and Tank, 1985]. Este ´ultimo implica reglas de aprendizaje basadas en alguna funci´on de optimizaci´on, en donde se requiere que la salida sea exacta o aproximada al resultado correc-to con ciercorrec-to margen de error [Freeman and Skapura, 1991]. El algoritmo de retropropagaci´on pertenece a este grupo.
La aplicaci´on de las RNAs en sistemas de monitoreo de procesos en l´ınea ha sido de gran inter´es ya que estas tienen una gran capacidad de aprendizaje reduciendo los errores, obteniendo as´ı un valor muy aproximado al deseado, sobre todo en procesos no lineales.
3. METODOLOG´IA 17 1 2 3 4 5 1 2 n-1 n 1 2 m-1 m 1 Vc fz ap V L Velocidad de corte Avance por diente Profundidad de corte Vibración Carga de Husillo Acabado superficial Salida Capa Oculta-2 Capa Oculta-1 Entrada Ra
Figura 3.1: Estructura b´asica de una Red Neuronal Artificial, con 5 neuronas en la capa de entrada, dos capas ocultas connymn´umero de neuronas y 1 neurona en la capa de salida
3.2.1. Algoritmo de Retropropagaci´on
El m´etodo de retropropagaci´on es un algoritmo de aprendizaje el cual es capaz de resolver complejas funciones de mapeo y reconocimiento de patrones [Freeman and Skapura, 1991], su forma de aprendizaje se basa en la regla delta. [Smith, 1994] describe este metodo con el sigu-iente pseudo-algoritmo:
1. Entrada de un vector A (sea V c,f z,ap, V oL) a la red y obtener la salida Oi mediante el
proceso siguiente: De acuerdo a la figura 3.2 y suponiendo que la dimensi´on de la capa intermedia es p y la de salida m. Las unidades de entrada distribuyen entonces los datos hacia la capa intermedia, y esta, a su vez, hacia la capa de salida.
La entrada neta hacia cada unidad intermedia esta dada por la ecuaci´on (3.16):
Redhpj =
n
X
i
MjihApi+Ujh (3.16)
Donde:
n= n´umero de neuronas de la capa de entrada. h= p unidades de la capa intermedia.
5
n
1
A1
An
A1
An An
A1 F (Red )
Redh h hi
RedhF (Red )h hO
Figura 3.2: Retropropagaci´on, esquema estructural.
Uh
j= Umbral, el cual en un principio toman valores aleatorios que se consideren apropiados
[Kung, 1993].
Se asume que la funci´on F es la funci´on de activaci´on (generalmente sigmoide o del tipo
F(X) = X/(X2
+c)1/2
)de la entrada neta a cada unidad de la capa intermedia, de forma que:
ipj =Fjh Redhpj
(3.17)
la ecuaci´on (3.17) representa la salida de cada una de las p unidades procesadoras de la capa intermedia. Nuevamente, la entrada neta para cada unidad de salida est´a dada por la ecuaci´on (3.18)
Redopk =
l
X
j
Mkjo ipj+Uko (3.18)
Y su funci´on de activaci´on es (3.19)
Opk =Fko Redopk
(3.19)
donde:
Opk= salida del sistema de cada una de las”m”unidades de salida de la red.
2. Comparar la salidaOi con el valor deseadoBi y obtener el error entre ´estos, de acuerdo a
3. METODOLOG´IA 19
Ep =
1 2
m
X
k
δpk2 (3.20)
δpk(Bpk−Opk) (3.21)
donde:
Bpk= valor deseado de la salida
Opk= salida del sistema
3. Determinar la direcci´on (+,-) del cambio en los pesos.
4. Obtener la cantidad de cambio en los pesos por medio de las reglas de ajuste, determinada por la ecuaci´on (3.22).
Mkjo (t+ 1) =Mkjo (t) +ηδopkipj (3.22)
donde:
η= coeficiente de aceleraci´on, y
δpko =δpkOpk(1−Opk) (3.23)
5. Repetir 1) hasta que el error para cada uno de los vectores de entrenamiento sea m´ınimo (o todos los ejemplos hallan sido entrenados).
El m´etodo de retropropagaci´on ha sido muy satisfactorio en muchas aplicaciones industriales adem´as de ser de f´acil implementaci´on.
3.2.2. Validaci´on
El grado de exactitud y predicci´on de una red neuronal depende tanto del n´umero de neu-ronas, de capas ocultas y de la funci´on de activaci´on, como de la forma de entrenarla. Existen softwares comerciales que ayudan al dise˜no y entrenamiento de las redes neuronales. En este caso se utiliz´o el software Matlab 6. El m´etodo de aprendizaje fue el retropropagaci´on.
La funci´on de activaci´on que se utiliz´o es la tangente hiperb´olica, la cual calcula la salida de una capa de acuerdo a su entrada neta, ecuaci´on (3.24). Esta funci´on es una buena compensaci´on para las RNA en donde lo importante es la velocidad con la cual se obtiene los resultados y no la forma exacta de la funci´on de transferencia.
f(x) = (1−e−x)·(1 +e−x)−1 (3.24)
Cap´ıtulo 4
Experimentaci´on
La planeaci´on de la experimentaci´on debe ser muy cuidadosa, ya que de ella depende el obtener los valores de los par´ametros m´as significativos para calcular un modelo aceptable. A continuaci´on se describen tanto las caracter´ısticas del herramental, los an´alisis realizados para determinar las variables a monitorear y la posici´on del aceler´ometro, as´ı como el dise˜no de ex-perimentos implementado. Por ´ultimo se describen los resultados obtenidos en los exex-perimentos generados. Los Ap´endices A, B,C,D complementan esta informaci´on.
4.1.
Centro de Maquinado y Herramienta
Centro de Maquinado:Las pruebas experimentales fueron realizadas en un centro de
mecan-izado de alta velocidad Huron KX10 de tres ejes. Con las siguientes caracter´ısticas: Capacidad de motor de 20 Kw, un PLC Siemens 840D. Tipo de mecanizado de Alta velocidad (hasta 30 m/min).
Herramienta de Corte:La herramienta utilizada fu´e un cortador KOMET con di´ametro de
63 mm y ´angulo de90o, de 5 insertos, 11 mm de largo y 3/16”de grueso y ´angulo de 11o. De
acuerdo a las especificaciones de la herramienta al trabajarse con acero, los par´ametros de avance por diente (f z) son de 0,08 a 0,35 mm y la velocidad de corte (V c) de 100 a 180 m/min.
En la figura 4.1 se muestra, de lado izquierdo, el centro de mecanizado Huron XK10 y de lado derecho, se muestra la herramienta KOMET utilizada en los experimentos. El ap´endice A muestra m´as a detalle las caracter´ısticas de ambos.
4.2.
Sistema de monitoreo y medici´on
Se realiz´o un monitoreo en l´ınea de la vibraci´on y la carga que ejerce el husillo sobre la pieza de trabajo. Esta ´ultima es capturada denro del controlador de la m´aquina y es transmitida a una PC por medio de una tarjeta de comunicaci´on SIEMENS la cual cuenta con una velocidad de transmisi´on de 9.6 Kb/s a 12 Mbits/s, conexi´on PC-Card tipo II (CardBus 32 bits) y tensi´on de
Figura 4.1: Lado izquierdo: Centro de mecanizado de alta velocidad HURON KX10. Lado derecho: Herramienta de corte KOMET de di´ametro de 63mm y 5 insertos de 11 mm
alimentaci´on de 3.0 V a 3.6 V DC. La se˜nal de vibraci´on monitoreada es procesada a trav´es de la tarjeta CompuScope de 16 bit, 2.5 MS/s, despu´es de pasar por un acondicionador de ganancia unitaria y respuesta a frecuencias desde 0.05Hz hasta 500KHz. La instrumentaci´on final para la adquisici´on de datos se muestra en la Figura 4.2
Tanto la tarjeta SIEMENS como la CompuScope son manejadas con LabVIEW, en la Figura 4.3 se puede observar la pantalla de Interfaz Hombre-Maquina (HMI1), en la cual se tienen dos
pantallas donde se monitorean la carga del husillo (Gr´afica superior) y la vibraci´on (Gr´afica infe-rior) guardando los datos en las direcciones indicadas en los campos con los nombres de “Fichero de Posici´on y Vibraci´on” y “Fichero de Load” ubicados en la parte inferior de la pantalla. Las especificaciones tanto de las tarjetas como del acondicionador se pueden consultar en el ap´endice A.
4.3.
Variables Monitoreadas
Como se mencion´o previamente, los par´ametros a considerar son velocidad de corte (V c),
avance por diente (f z), profundidad de corte (ap), vibraci´on (V) y carga (L), de estos dos ´ultimos
se tom´o el RMS (ra´ız media cuadr´atica) de la se˜nal. Los tres restantes (V c,f z,ap) son
par´amet-ros proporcionados directamente al centro de maquinado en funci´on de las caracter´ısticas de la herramienta, pieza y centro de maquinado. La velocidad de corte define las RPM del maquina-do por medio de la ecuaci´on (4.1) y el avance por diente, por su parte, define la velocidad de avance por medio de la ecuaci´on (4.2). Ambos par´ametros son determinados con respecto a las
4. EXPERIMENTACION´ 23
Acelerómetro Medición de vibración
Acondicionador de señal 480C02
CompuScope 1602
Interface Labview Labview
Vibración (V) y Carga (L) Medición de Carga
Centro de maquinado de fresado con un PLC siemens 840D con Sistema de arquitectura abierta
Profibus
Siemens CP5512
Sistema de Comunicación
Figura 4.2: Diagrama de instrumentaci´on para la adquisici´on de la se˜nal de vibraci´on
especificaciones de la herramienta antes mencionada.
S = V c∗1000
π∗D (4.1)
donde:
V c= velocidad de corte (m/min),
D= di´ametro de la herramienta(mm),
f =z∗f z∗S (4.2)
donde
f = velocidad de avance (mm/min)
f z= valor del avance por diente de la herramienta (mm),
S= velocidad de husillo (rpm),
4. EXPERIMENTACION´ 25
Para los valores deV cse tom´o, el valor m´ınimo y un valor m´as alto del propuesto en las
es-pecificaciones de la herramienta, esto con el fin de ver el comportamiento del acabado superficial al someterlo a una velocidad mayor a la sugerida. Por lo tanto los valores fueron de 100 m/min y 200 m/min. Con respecto af z, se tomaron 3 valores: 0.08 mm, 0.12 mm y 0.16 mm.
Los dos par´ametros restantes son la vibraci´on (V) y la carga (L). La vibraci´on fue tomada por medio de un aceler´ometro IMI621B41 de 100 mV/g de sensibilidad. En la Figura 4.4 se muestra, en la izquierda, el aceler´ometro ubicado en el ejeyde la pieza de trabajo. La figura de lado derecho muestra un acercamiento de este mismo aceler´ometro, ver especificaciones en el Ap´endice A.
Figura 4.4: Sensor IMI621B41. Lado izquierdo: muestra el aceler´ometro posicionado en el ejey de la pieza a maquinar, esto es, en contra de la direcci´on de corte Lado derecho: acercamiento del aceler´ometro colocado en la pieza de trabajo
Para determinar la posici´on del aceler´ometro se realizaron diferentes pruebas de maquinado colocando el aceler´ometro en los 3 ejes. Se analiz´o el espectro de frecuencia para cada prueba concluyendo que la se˜nal m´as significativa es la que se obtiene en el ejeyde la base de la pieza
a maquinar, este an´alisis puede consultarse en el Ap´endice B.
La carga del husillo (L) es tomada directamente del PLC de la maquina Huron, por medio de la tarjeta de comunicaci´on Profibus CP5512, y se refiere al porcentaje de potencia el´ectrica que ejerce la maquina sobre la pieza al realizar el maquinado.
El acabado superficial Rafu´e medido fuera de l´ınea, con un rugosimetro Mitutoyo Surftest
SJ-201P, el cual se muestra en Ap´endice A Figura A.3. Se tomaron tres puntos de muestra a lo largo y centro de la pieza de acero. En el ejey, la distancia de cada una de las pruebas (ℓ) es de
2.5 mm tomando 5 muestras por cadaℓ, ver Figura 1.1.
4.4.
Dise ˜no de experimentos
El dise˜no de experimentos se realiz´o tomando en cuenta las caracter´ısticas y especificaciones tanto de la herramienta como de los insertos, para poder obtener los valores ´optimos deV c,f zy
aP.
La vibraci´on analizada fue la ejercida entre la herramienta al hacer contacto con la pieza de trabajo, obteniendo el espectro de frecuencia en cada una de las pruebas. Estas fueron segmen-tadas analizando, por una parte los datos correspondientes al maquinado cuando los 5 insertos de la herramienta se encuentran haciendo contacto con la pieza, por otro lado solo la parte del maquinado correspondiente a la secci´on en donde se toman las mediciones de acabado superfi-cial, esto fue determinado de acuerdo a la posici´on y desplazamiento del husillo. La Figura 4.6 se muestra un diagrama de flujo del programa que se realiz´o para obtener estos datos. Por medio del m´etodo de periodograma, se obtuvo el valor medio cuadr´atico (RMS) as´ı como el valor promedio de la se˜nal. En la Figura 4.7 se muestran las gr´aficas de la respuesta de vibraci´on (V) y de la carga del husillo (L), tanto para toda la pieza como para el tramo en donde se analiza la rugosidad (Ra). En la Figura 4.8 se muestra la respuesta de la vibraci´on al realizar el an´alisis de FFT, para toda la pieza y la parte en donde se mide la Ra.
Figura 4.5: Medidor de rugosidad superficial.
4. EXPERIMENTACION´ 27
−250 −200 −150 −100 −50 0 −100 −50 0 50 100
Acelerómetro con respecto al avance herramienta
Posición herramienta (mm)
aceler
ó
metr
o (m/s
2 )
−140 −120 −100 −80 −60 −40 −100
−50 0 50 100
Análisis potencia espectral vibración. RMS 8.99361 Media 6.93409
Posición herramienta (mm)
aceleró
metr
o (m/s
2)
−2500 −200 −150 −100 −50 0 10
20 30
Carga husillo con respecto al avance herramienta
Posición herramienta (mm)
Carga (%)
−140 −120 −100 −80 −60 −40 15
20 25
Análisis potencia carga husillo. RMS 20.5549 Media 20.4346
Posición herramienta (mm)
Carga (%)
a) b)
c) d)
Figura 4.7: a) muestra la se˜nal de vibraci´on completa, b) muestra solo el segmento de la se˜nal de vibraci´on a analizar. c) muestra la se˜nal completa de carga, d) muestra solo el segmento de la se˜nal de carga a analizar.
0 0.5 1 1.5 2 2.5 x 104 0
0.5 1 1.5 2
Análisis PSD. Espectro hasta 20KHz
frecuencia (Hz)
Densidad de potencia espectral
0 50 100 150 200 250 300 350 400 450 500 0
0.01 0.02 0.03
Análisis PSD. Espectro hasta 500Hz. Frecuencias de corte
frecuencia (Hz)
Densidad de potencia espectral
4. EXPERIMENTACION´ 29
Los valores de los par´ametros def zyV cse presentan en la Tabla 4.1. El valor deaP se
man-tuvo constante en 0.5 mm. Los valores tanto de vibraci´on como de la carga del husillo fueron medidos en cada una de las combinaciones resultantes del dise˜no factorial completo que se uti-liz´o para el desarrollo de los experimentos, en donde las combinaciones de los niveles de los factores son 3 paraf zy 2 paraV c, obteniendo as´ı 6 experimentos a realizar.
Tabla 4.1: Factores variables
Nivel Avance por diente (mm) Velocidad de corte (m/min)
1 0.12 200
2 0.16 100
3 0.24
Se realizaron 30 pasadas consecutivas para cada combinacion de factores, provocando con esto un desgaste significativo en la herramienta, el cual fue medido al finalizar las 30 pasadas. Para ver el an´alisis del desgaste as´ı como los cambios que esto provoca en el acabado superficial, consultar ap´endice C.
Despu´es de las 30 pasadas, se realizaron 3 pruebas m´as midiendo, en cada una de ellas, elRa, LyV. Este ´ultimo fue medido en una posici´on diferente para cada muestra tomada, es decir, en el
primer maquinado y se midi´oVx, en el segundo maquinado se midi´oVyy en el tercer maquinado
se midi´oVz. Despu´es se volvieron a realizar 30 maquinados consecutivos.
Este procedimiento se repiti´o 7 veces para cada combinaci´on obtenida en el dise˜no de exper-imentos, este procedimiento se puede ver graficamente en la figura 4.9.
En total se realizaron 126 experimentos. En la Figura 4.10 se puede visualizar el desgaste generado en un inserto despu´es de haber maquinado todo el conjunto de pruebas con par´ametros def z= 0.12 mm,V c= 200 mm/min yap = 0.5 mm.
Los 126 experimentos se realizaron de acuerdo al planteamiento mencionado en el punto anterior. En cada uno de los maquinados se midi´o la rugosidad en tres puntos y se sac´o un promedio de ellos. La vibraci´on (V) y la carga del husillo (L) fueron capturadas, en cada una de
las pruebas. De la vibraci´on ejercida al hacer contacto la herramienta con la pieza se registraron 50, 000 muestras por segundo.
Figura 4.9: Diagrama de flujo del m´etodo de experimentaci´on
VB
4. EXPERIMENTACION´ 31
4.5.
Resultados Experimentales
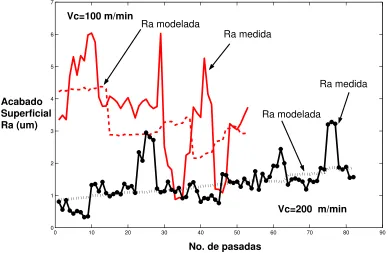
En el ap´endice D en la tabla D.1 se pueden consultar los resultados de los experimentos, en la cual se incluye, tambi´en, las mediciones de desgaste de la herramienta realizadas cada 30 maquinados, as´ı como el tiempo en cada una de las pruebas. A continuaci´on se muestra el comportamiento de Ra con respecto al n´umero de maquinados, en la figura 4.11 se puede ver que la rugosidad aumenta cuando Vc = 100 m/min. Teniendo mejores acabados con Vc = 200 m/min y m´as constantes sobre la media(ver figura 4.12). esto es para todos los valores de fz.
Vc =100
0.00 1.00 2.00 3.00 4.00 5.00 6.00 7.00
1 5 9 13 17 21 25 29 33 37 41 45 49 53
No. pasadas
A
c
a
b
a
d
o
s
u
p
e
rfi
c
ia
l
R
a
(u
m
)
Ramed promedio
fz = 0.24mm
fz= 0.16mm fz= 0.12 mm
m/min
Figura 4.11: Respuesta de Ra con respecto al n´umero de pasadas, en donde se puede ver la variaci´on que existe entre Ra y su promedio en cada valor de fz, cuando Vc = 100 m/min
Vc = 200 m/min 0.00 0.50 1.00 1.50 2.00 2.50 3.00 3.50
1 7 13 19 25 31 37 43 49 55 61 67 73 79
No. de pasadas
A c a b a d o s u p e rfi c ia l R a (u m ) Ramed Promedio fz=0.24 mm
fz= 0.16 mm fz=0.12 mm
Figura 4.12: Respuesta de Ra con respecto al n´umero de pasadas, en donde se puede ver la variaci´on que existe entre Ra y su promedio en cada valor de fz, cuando Vc = 200 m/min
Vc = 100 m/min
0.0 2.0 4.0 6.0 8.0 10.0
1 5 9 13 17 21 25 29 33 37 41 45 49 53
No. de Pasadas
Vi b ra c ió n V (m /s e g ²) Vibración Promedio
fz = 0.24 mm
fz = 0.16 mm
fz = 0.12 mm
4. EXPERIMENTACION´ 33
Vc = 200 m/min
0.00 2.00 4.00 6.00 8.00 10.00
1 7 13 19 25 31 37 43 49 55 61 67 73 79
No. de Pasadas
Vi
b
ra
c
ió
n
V
(m
/s
e
g
²)
Vibración Promedio
fz = 0.24 mm fz = 0.16 mm
fz = 0.12 mm
Resultados
A continuaci´on se presentan la aplicaci´on de los m´etodos de modelaci´on mencionados en el cap´ıtulo 3 a los resultados obtenidos en el cap´ıtulo 4. En donde, para ser realizada la modelaci´on tanto para las regresiones m´ultiples como para las RNA, los datos fueron normalizados, para las RNA los valores de Ra fueron mapeados de -1 a 1.
En el caso de las regresiones, se hicieron interacciones hasta de orden 5, tambi´en se deci-di´o dividir los datos con respecto a la variable Vc ya que el rango de esta era muy amplio. Para los modelos de RNA se utilizaron estructuras simples, con una sola capa oculta.
Por ´ultimo se presenta una comparaci´on entre los modelos de regresi´on m´ultiple y RNA obtenidos, tanto para modelaci´on como para predicci´on, este ´ultimo se realiz´o al obtener los modelos con el 75 % de los datos, seleccionados aleatoriamente, y probandolos con el 25 % restante, esto se realiz´o 10 veces para cada modelo.
5.1.
An´alisis y tratamiento de los datos
Una vez obtenidos los resultados se realiz´o el an´alisis siguiendo los modelos matem´aticos mencionados en el cap´ıtulo 3. En el caso de las regresiones m´ultiples, los datos fueron normal-izados por medio de la ecuaci´on (5.1)
Xn =
X−X¯ σx
(5.1)
donde
Xn= es el valor normalizado
¯
X= Media
σx= Varianza
5. RESULTADOS 35
Para las redes neuronales los datos de salida fueron mapeados de -1 a 1 de acuerdo a la ecuaci´on (5.2).
Xm =
2∗(X−Xmin) Xmax−Xmin
−1 (5.2)
donde
Xm = es el valor mapeado de -1 a 1,
Xmin = es el valor m´ınimo de la variable X,
Xmax = es el valor m´aximo de la variable X.
5.1.1. Regresi´on M ´ultiple
La regresi´on se realiz´o con los datos de entrada llamados datos independientes (valores de
V c,f z,ap,V y/o Carga (L)) y los datos de salida llamados datos dependientes (valores deRa),
se gener´o una tabla de regresi´on en conjunto con un an´alisis ANOVA.
De acuerdo a las ecuaci´ones generales (3.1) y (3.2) se tomaron de 1 a 5 variables en el modelo, as´ı como interacciones de orden 2 a orden 5. En las tablas 5.1 y 5.2 se presentan los resultados obtenidos de los modelos de regresi´on generados tanto para la estructura lineal, ecuaci´on (3.1), como para la estructura exponencial, ecuaci´on (3.2), respectivamente. En donde, para ambos casos, la primer columna muestra la ecuaci´on general con los par´ametros considerados en las regresiones, la segunda columna presenta el porcentaje deR2
aj(coeficiente de determinaci´on de ajuste), la ´ultima columna muestra el valor del error cuadr´atico promedio 1
n
P
e2 con unidades
µm2 por muestra. Se pretende obtener el m´ınimo valor de error en el modelo con el menor
n´umero de par´ametros, as´ı como un alto valor deR2