Alternativas de obtención de etanol a partir de paja de caña
59
0
0
Texto completo
(2) Pensamiento. “Solo perdura y es para bien, la riqueza que se crea”. José Martí.
(3) Dedicatoria. A mis padres, por enseñarme lo que verdaderamente importa. A mi hermano, por su cariño..
(4) Agradecimientos. A mis padres por quererme y cuidarme tanto e impulsarme a seguir mis sueños, no importa lo difícil que sea el camino.A mi hermano por sus besitos deliciosos que me ayudaron a llegar hasta aquí. A mis tutoras Yeni y Leyanis, por ayudarme a realizar esta investigación, en especial a esta última por su apoyo y por las interminables charlas en el laboratorio. A mis compañeros de aula, a todos los quiero mucho y los llevaré por siempre en mi corazón A mis amigas por siempre: Alio, Dayo, Yami, Isis, la enana (Yaide), Yeni, Leyo, la Lise y Nailin por ayudarme cuando las necesité y por compartir tantos momentos inolvidables. A las chicas del A, porque industriales o químicas siempre lo que primero nos unió está en aquellos naranjales. Al colectivo de profesores de la Facultad, por aportar su granito de arena para que llegaramos a este día. A Nancy, la mamá de los pollitos, por ser ejemplo de educadora y siempre estar ahí cuando la necesité. A toda mi familia, porque aún sin saber bien que estudiaba, siempre estuvieron presentes. A aquellos que de una forma u otra me ayudaron, aconsejaron o simplemente me conocieron, Gracias..
(5) Resumen. Resumen En esta investigación se realiza un estudio de la obtención de etanol a partir de paja de caña. Esta materia prima es abundante en Cuba y carece de un uso extensivo. Para la obtención de etanol se somete primeramente a una reducción del tamaño de partícula hasta aproximadamente 1 cm. Luego se le realiza un pretratamiento por hidrólisis ácida diluida (HAD) bajo las siguientes condiciones: Temperatura 121°C, 45 minutos, 3% de H2SO4 (m/m) sobre fibra seca y relación sólido/líquido 1g/10mL con el objetivo de separar la hemicelulosa y desordenar la estructura polimérica. Después del pretratamiento se le realiza la hidrólisis enzimática usando la enzima CellicCtec2, bajo determinadas condiciones para lo cual se aplica un diseño factorial completo del tipo 22. La variable que resultó significativa para el rendimiento de ART después de la hidrólisis enzimática (g ART/100 g MPi) fue la carga de sólidos que en el rango estudiado el uso del menor nivel favorece el rendimiento de los ART, en este caso fue el 8% de sólidos pretratados. Tomando como base esta carga de sólidos pretratados, se evalúan tres alternativas de hidrólisis enzimática y fermentación: HFS, SSF y Presacarificación y posterior SSF. Para cada variante se utilizan diseños experimentales y se analizan estadísticamente las variables significativas, resultando significativa para la SSF y la presacarificación y posterior SSF la carga enzimática para los parámetros respuestas concentración y rendimiento de etanol (g etanol/100 g MPi). De las configuraciones estudiadas la presacarificación y posterior SSF resulta la estrategia de mayores valores de concentración de etanol (14,47 g/l). En base a los rendimientos de etanol alcanzados en las estrategias fermentativas se realiza un análisis técnico-económico preliminar de ellas, considerando solamente el costo de inversión y el costo total de producción, en los cuales se demuestra que la alternativa SSF presenta los menores costos de inversión y la presacarificación y posterior SSF el menor costo total de producción con respecto a las demás alternativas..
(6) Abstract. Abstract In this research, a study of the production of ethanol made from cane straw. This feedstock is abundant in Cuba and lacks extensive use. For ethanol production is first subjected to a reduction of particle size to about 1 cm. Then it takes a dilute acid hydrolysis pretreatment (HAD) under the following conditions: temperature 121 ° C, 45 minutes, 3% H2SO4 (m / m) on dry fiber and solid / liquid ratio 1g/10mL order to separate the hemicellulose and mess up the polymer structure. After she underwent pretreatment enzymatic hydrolysis using the enzyme CellicCtec2 under certain conditions for which a full factorial design type 22 applies. The significant variable for the performance of ART after enzymatic hydrolysis (g ART/100 g MPi) was solids loading in the range studied to use a lower level of performance advantages ART, in this case was the 8% solids pretreated. HFS, SSF and pre-saccharification and subsequent SSF: Based on this pretreated solids loading, three alternatives of enzymatic hydrolysis and fermentation are evaluated. For each experimental variant designs are used and are analyzed statistically significant variables, being significant for the SSF and SSF posterior presaccharification and enzymatic responses burden and performance parameters of ethanol concentration (g ethanol/100 g MPi). Configurations studied the pre-saccharification and subsequent SSF is the strategy of increasing ethanol concentration values (14.47 g / l). Based on the yields of ethanol fermentation strategies achieved in a preliminary technical and economic analysis of them is performed, considering only the cost of investment and total cost of production, which shows that the SSF alternative has the lowest cost of investment and subsequent pre-saccharification and SSF the lowest total cost of production compared to the other alternatives..
(7) Tabla de contenido. Tabla de Contenido Introducción ............................................................................................................................... 1 Capítulo 1 Revisión Bibliográfica................................................................................................ 4 1.1 Biomasa lignocelulósica. .................................................................................................. 4 1.1.1 Generalidades............................................................................................................ 4 1.1.2 Paja de caña de azúcar como biomasa lignocelulósica.............................................. 4 1.2 Etanol como producto líder............................................................................................... 5 1.2.1 Características del etanol........................................................................................... 5 1.2.2. Principales usos del alcohol etílico........................................................................ 6. 1.3 Tecnologías para la obtención de etanol a partir de biomasa lignocelulósica. .................. 6 1.3.1 Pretratamientos utilizados para el fraccionamiento del material lignocelulósico. ........ 7 1.3.1.1 Pretratamientos con Ácidos..................................................................................... 8 1.3.2 Hidrólisis Enzimática .................................................................................................. 9 1.3.3 Diferentes configuraciones de Hidrólisis enzimática y fermentación usadas. ............12 1.4 Fermentación ..................................................................................................................14 1.4.1 Fermentación alcohólica mediante Saccharomyces Cerevisiae. ...............................14 1.5 Co- productos del proceso de fraccionamiento de la biomasa. Principales usos. ............14 1.6 Algunas consideraciones sobre la obtención de etanol a partir de materiales lignocelulósicos. ....................................................................................................................15 Conclusiones parciales. .....................................................................................................17 Capítulo II. Evaluación de alternativas de hidrólisis enzimática y fermentación de la paja de caña..........................................................................................................................................18 2.1 Pretratamiento. Hidrólisis ácida diluida. ...........................................................................18 2.2 Factores que influyen en la hidrólisis enzimática de la paja de caña pretratada. .............19 2.2.1 Resultados y discusión del experimento. ..................................................................20 2.2.2 Resultados de la Hidrólisis y Fermentación Separadas (HFS). .................................23 2.3 Evaluación de otras configuraciones de hidrólisis enzimática y fermentación..................24 2.3.1 Factores que influyen en la sacarificación y fermentación simultáneas (SSF)...........24 2.3.1.1 Resultados y discusión del experimento.................................................................25 2.3.2 Factores que influyen en la Presacarificación y Fermentación. .................................27 2.5 Comparación de las diferentes alternativas. ....................................................................29 Conclusiones parciales: .....................................................................................................30.
(8) Tabla de contenido. Capítulo III. Análisis técnico - económico preliminar de las configuraciones estudiadas ...........31 3.1 Consideraciones para el análisis económico ...................................................................31 3.2. Selección del equipamiento ........................................................................................32. 3.1. Determinación del costo del equipamiento..................................................................33. Conclusiones Parciales......................................................................................................41 Conclusiones ............................................................................................................................42 Recomendaciones ....................................................................................................................43 Referencias Bibliográficas.........................................................................................................44 Anexos......................................................................................................................................48.
(9) Introducción. INTRODUCCIÓN Actualmente la demanda de etanol en Cuba es superior a las posibilidades de suministro, y la materia prima tradicionalmente empleada, la miel final de caña cada día es más cotizada debido al incremento de las producciones biotecnológicas. Resulta, por tanto, de vital importancia incrementar los niveles de producción a fin de satisfacer dicha demanda (Fernández, 2010). El aumento de la producción de alcohol etílico en el mundo se ha perfeccionado desarrollo de nuevas tecnologías que permiten obtener bioetanol a partir de. con el. residuos de. madera, paja de caña, bagazo, desechos sólidos y de otros materiales que presenten celulosa y hemicelulosa disponible, permitiendo revalorizar los desechos de varias industrias para convertirlos en materia prima aprovechable en la obtención de este producto. La caña de azúcar es uno de los principales cultivos en Cuba, por lo que su procesamiento da lugar a gran cantidad de residuos después de la cosecha, incluida la paja de caña de azúcar. Se han realizado pocos esfuerzos para utilizar la paja de caña como sustrato para la obtención de bioetanol. La paja de caña de azúcar tiene un alto potencial como materia prima para la obtención de este producto por vía fermentativa, debido a su abundancia en los campos cubanos. Sin embargo, el uso completo de este material es limitado, porque la mayoría se deja en el campo o se quema en los centros de acopio. La paja de la caña de azúcar, así como otros tipos de biomasa, se compone de celulosa, hemicelulosas, lignina, y pequeñas cantidades de sustancias extractivas y sales minerales. Para obtener el bioetanol, la hidrólisis enzimática es crucial para la conversión de los polisacáridos en azúcares simples como glucosa (Viñals y col., 2012). Existen varios métodos de pretratamientos con el fin de facilitar la hidrólisis enzimática de la celulosa. Los procesos de pretratamiento están dirigidos a romper el complejo de celulosahemicelulosa-lignina, y constituye un importante paso tecnológico en el fraccionamiento de materiales lignocelulósicos. Estos métodos pueden ser clasificados en cuatro categorías: físico, químico, biológico y combinado (Sun Y, 2002). Los pretratamientos químicos han recibido mayor atención porque los pretratamientos físicos son relativamente ineficientes, y los pretratamientos combinados raramente han mejorado la digestibilidad cuando son comparados con tratamientos simples.. 1.
(10) Introducción. La hidrólisis ácida diluida es un pretratamiento químico que permite que los rendimientos en la hidrólisis de celulosa aumenten con respecto a los rendimientos teóricos a valores mayores al 90% (Domínguez y col., 2012). La principal ventaja del pretratamiento es el menor consumo de ácido disminuyendo las afectaciones al equipamiento por corrosión (Larsson y col. 1999). Se logran rendimientos aceptables en glucosa, sin tener que utilizar temperaturas muy elevadas. Debido a las condiciones suaves de este pretratamiento no se generan gran cantidad de compuestos que puedan inhibir la actuación de los microorganismos en la etapa de fermentación Las dificultades para hidrolizar por vía enzimática los materiales lignocelulósicos están relacionadas, por un lado, con la baja actividad específica de las enzimas de las que se dispone en la actualidad y por tanto con la necesidad de un elevado consumo de las mismas durante el proceso. A pesar de ello, la hidrólisis enzimática de residuos celulósicos es uno de los caminos más prometedores (Lynd y col. 2002). Utilizando la levadura Sacharomyces cerevisiae. se analizan diferentes configuraciones de. hidrólisis enzimática y fermentación, como por ejemplo: la Sacarificación y Fermentación Simultáneas (SSF) que permite un aumento de la velocidad de la hidrólisis (Ghose, 1984). La Presacarificación, es un híbrido entre la variante HFS y la SSF. Dado este escenario, se plantea el siguiente problema científico:. Problema Científico La necesidad de utilización de la paja de caña como sustrato para la fermentación como vía para incrementar la disponibilidad de materias primas para la obtención de etanol.. Hipótesis Es posible obtener rendimientos aceptables de etanol a partir de paja de caña como sustrato.. Objetivo General Establecer las condiciones de cada configuración de hidrólisis enzimática y fermentación de la paja de caña pretratada con hidrólisis ácida diluida (HAD) utilizando la enzima CellicCTec 2 y la levadura Saccharomyces cereviseae.. Objetivos Específicos 2.
(11) Introducción. Seleccionar una alternativa de pretratamiento sobre la paja de caña con hidrólisis ácida diluida. Establecer la influencia de determinados factores sobre la hidrólisis enzimática de la paja de caña a través de la HAD aplicando diseño experimental. Determinar la influencia de algunos factores sobre las diferentes configuraciones de hidrólisis enzimática y fermentación. Estimar la factibilidad técnico económico preliminar de la obtención de etanol a partir de paja de caña.. 3.
(12) Capítulo I Marco Teórico Referencial. Capítulo 1 Marco Teórico Referencial 1.1 Biomasa lignocelulósica. 1.1.1 Generalidades Los materiales lignocelulósicos están constituidos por tres componentes fundamentales: los polisacáridos, la lignina y otras sustancias que no forman parte de la pared celular. El componente polisacárido comprende carbohidratos de alto peso molecular, celulosa y hemicelulosa, que representan entre el 60-80% del total de los materiales lignocelulósicos. La lignina, representa del 20-35%, es un polímero tridimensional de unidades de fenilpropano, 6 unidas por enlaces éter (C-O-C) y carbono-carbono (C-C), siendo los primeros mayoritarios (Sjöström, 1993). Entre las otras sustancias que no forman parte de la pared celular, que representan del 4-10% del peso seco de la madera, existe gran variedad de compuestos orgánicos, grasas, ceras, alcaloides, proteínas, fenoles simples y complejos, azúcares simples, pectinas, mucílagos, gomas, resinas, terpenos, etc. La formulación exacta depende del tipo de residuo, tanto en su composición química como en sus proporciones; incluso, dentro del mismo tipo se encuentra variaciones notables en función de la edad, estado de crecimiento u otros factores. 1.1.2 Paja de caña de azúcar como biomasa lignocelulósica. En la actualidad debe considerarse que si bien se ha trabajado intensamente en la temática de la obtención de etanol de mieles de caña de azúcar y de mezcla de mieles con jugos pobres del proceso de fabricación de azúcar crudo (De la Cruz et al, 2000; De la Cruz, 2001; Mesa et al, 2006), también se ha hecho en aspectos concernientes a la producción de etanol de bagazo de caña de azúcar (Fouad Sarrouh et al, 2006; Ley et al, 2006; Oliva et al,2006; Mesa et al (a), 2010; Mesa et al (b), 2010) siendo incipientes los trabajos concernientes al empleo de la paja de caña como materia prima para la obtención de etanol (Mesa et al(c), 2010; Mesa et al (b), 2011; Mesa et al (c), 2011) por lo que se ha considerado profundizar en los estudios sobre la obtención de etanol empleando paja de caña de azúcar como una alternativa de utilización de los residuos cañeros como fuente de biocombustibles de manera integral o vinculada a otras fuentes tradicionales. La obtención de bioetanol a partir de biomasa lignocelulósica está adquiriendo cada vez más relevancia debido a que es una materia prima de bajo costo, amplia disponibilidad, alto contenido de azúcar y que no compite con los alimentos (Alzate et al., 2004). Sin embargo,. 4.
(13) Capítulo I Marco Teórico Referencial. para convertir los carbohidratos en etanol, es preciso transformar la estructura polimérica en azúcares sencillos, que son los compuestos que los microorganismos utilizan en la fermentación. En su estado natural, la fracción celulósica es resistente a la acción enzimática, por lo que los procesos de degradación de la celulosa que ocurren en la naturaleza son lentos. Esto hace necesario un pretratamiento de esta biomasa que altere su estructura, facilitando la acción de las enzimas celulolíticas (Mesa, 2010). De esta manera, según (Alzate et al., 2004) los pasos básicos de la conversión de biomasa a bioetanol son: 1. Recolección de biomasa. 2. Pretratamiento de la biomasa, consiste en su conversión hacia sustancias adecuadas para la fermentación (azúcares fermentables). Este paso constituye la mayor diferencia entre los procesos disponibles para la producción de bioetanol, ya que varía de acuerdo con la naturaleza del material usado. 3. Hidrólisis de la biomasa pretratada, es una reacción heterogénea consistente en el desplazamiento de las glucanasas desde el seno de la fase acuosa hasta la superficie del sustrato, adsorción en ella y posterior reacción, produciendo cadenas más cortas de celulosa y celobiosa. 4. Fermentación, consiste en una secuencia de reacciones donde se libera energía y se obtiene etanol y dióxido de carbono a partir de azúcares por medio de la acción de un biocatalizador (microorganismos como levaduras y bacterias). 5. Separación, procesamiento del producto de la fermentación para la obtención de etanol grado carburante y otros subproductos; generalmente este paso utiliza como operación de separación la destilación. A estas etapas básicas para la producción de etanol carburante debe adicionarse una última de tratamiento de residuos, tema que sólo hasta hoy ha ganado una verdadera importancia con las tendencias mundiales de producción limpia (Jacobsen y Wyman, 2000). 1.2 Etanol como producto líder. 1.2.1 Características del etanol. El término alcohol utilizado se refiere al alcohol etílico de fórmula C2H5OH, conocido también como etanol, metil carbinol o alcohol de caña o de granos. Es un líquido incoloro, transparente, volátil, de olor etéreo, sabor picante y miscible en agua y diferentes líquidos orgánicos. Se emplea en la industria destilado con diferentes grados de pureza según su destino. Normalmente se comercializa en forma hidratada (de 95 a 96 %) o anhidra (mayor 5.
(14) Capítulo I Marco Teórico Referencial. de 99 % de volumen). El uso fundamental ha sido como sustituto de la gasolina debido a que sus mezclas aumentan el octanaje de forma adicional. Adicionalmente la sustitución total de la gasolina por alcohol permite reducir en los gases de escape el monóxido de carbono y óxido de nitrógeno, los cuales son altamente nocivos. Principales características: Punto de ebullición. 78.3 0C. Punto de congelación -114.10C Calor de combustión. 1372Kj/mol. Calor evaporación. 304 cal/g. 1.2.2. Principales usos del alcohol etílico.. . Sustituto de la gasolina.. . Como materia prima para la obtención de acetaldehído. (Ruta Alcoquímica). . Antiséptico.. . Solvente.. . Agente preservante y precipitante.. . Disolvente de nitrocelulosa.. . Gomas.. . Resinol.. . Jabón.. . Aceites esenciales.. . Drogas.. . Ceras.. . Bebidas alcohólicas. 1.3 Tecnologías para la obtención de etanol a partir de biomasa lignocelulósica. Cualquiera que sea el diseño conceptual específico que se adopte, todos incluyen una serie de etapas imprescindibles: el pre-acondicionamiento de la materia prima, el pre-tratamiento de la misma, la hidrólisis de los polímeros constitutivos, la fermentación y la destilación .. 6.
(15) Capítulo I Marco Teórico Referencial. Figura 1.3: Obtención de etanol a partir de residuos lignocelulósicos por diferentes vías. 1.3.1 Pretratamientos utilizados para el fraccionamiento del material lignocelulósico. Para convertir los carbohidratos en etanol, es preciso transformar la estructura polimérica en azúcares sencillos, que son los compuestos que los microorganismos utilizan en la fermentación. Sin embargo, en su estado natural, la fracción celulósica es resistente a la acción enzimática, por lo que los procesos de degradación de la celulosa que ocurren en la naturaleza son lentos. Esto hace necesario un pretratamiento de esta biomasa que altere su estructura, facilitando la acción de las enzimas celulolíticas. Los factores que afectan la susceptibilidad al ataque enzimático incluyen la cristalinidad de la celulosa, la protección que ejerce tanto la hemicelulosa como la lignina y, en menor medida, la superficie accesible de la celulosa y el grado de acetilación de la hemicelulosa (Hsu y col., 1996). La tecnología ideal de pretratamiento debe cumplir los siguientes requerimientos (Sun y Cheng, 2002): aumentar la formación de azúcares o la habilidad de formar azúcares, minimizar la degradación o pérdidas de carbohidratos. 7.
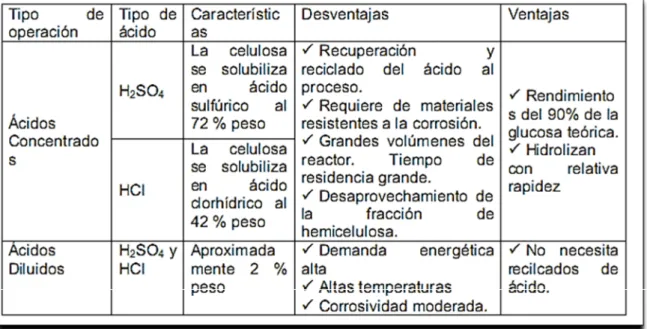
(16) Capítulo I Marco Teórico Referencial. impedir la formación de coproductos colaterales inhibitorios para los procesos de hidrólisis y fermentación subsecuentes ser efectivo económicamente. El pretratamiento en este proceso es una parte esencial para el éxito económico de todo el sistema, debido a que puede representar hasta un tercio del costo de todo el proceso. Además a través del mismo se elimina la hemicelulosa, que es la primera capa de protección vegetal para poder acceder a la celulosa interior del material lignocelulósico (Jacobsen y Wyman, 2000). Con la aplicación del pretratamiento se consigue además remover total o parcialmente la hemicelulosa; y en algunas ocasiones, reducir el tamaño de las partículas del material (Gong y col., 1999). Es necesario destacar que no todos los pretratamientos logran obtener en el mismo tiempo y en el mismo grado los dos aspectos anteriormente mencionados. Los pretratamientos pueden clasificarse, según su naturaleza, en: físicos, químicos, biológicos o combinados. No se considera como pretratamiento la reducción mecánica del tamaño del residuo lignocelulósico, si bien esta favorece la hidrólisis posterior, a la vez que reduce la cristalinidad de la celulosa (Sun y Cheng, 2002). Son pretratamientos físicos aquellos que no incluyen la aplicación de compuestos químicos, como por ejemplo la irradiación, pirólisis, explosión con vapor o hidrotermólisis (autohidrólisis). Entre los pretratamientos químicos se incluyen los tratamientos con ácidos, álcalis, disolventes o amoníaco. 1.3.1.1 Pretratamientos con Ácidos. Los pretratamientos clásicos implican el uso de soluciones de ácido sulfúrico diluido, usualmente al 5 % con rendimientos del 100 % a 160 oC, o concentrado, al 77 % a más baja temperatura, con lo que se logra por hidrólisis ácida, la formación de azúcares. Con los pretratamientos que usan ácidos, además de la hidrólisis, ocurren reacciones de condensación y eliminación que llevan a la formación de sustancias tóxicas para la levadura como el hidroximetilfurfural. No obstante se han propuesto pretratamientos con hidrólisis ácida parcial para la obtención de azúcares, por ejemplo, el pino (Loblolly pine) fue sometido a hidrólisis ácida del 75 % de conversión en madera en azucares fermentables, el resto del material degradado se llevó a hidrólisis enzimática alcanzando un 95 % de conversión global. En el proceso de hidrolisis no enzimática ELA (Extremely Low Acid), se emplea alta temperatura (205oC) y concentraciones de ácido sulfúrico de 0.07 % en los cuales se alcanza una conversión de celulosa del 90 % a glucosa. Este método, debido a la baja concentración de ácido, se minimiza la formación de agentes tóxicos para la levadura, sin embargo, como se 8.
(17) Capítulo I Marco Teórico Referencial. puede notar, se requiere alta temperatura y presión. (Arenas, 2010). A pesar de los inconvenientes descritos arriba, el pretratamiento con ácido sulfúrico aún cuenta con especial atención por ser sencillo. El conocimiento rotundo de sus características termodinámicas y cinéticas sigue siendo material de estudio. En la tabla 1.3 se realiza una comparación entre los dos tipos de hidrólisis ácidas más difundidas en la industria. Tabla 1.3 Comparación entre Hidrólisis ácida con ácidos concentrados y diluidos.. 1.3.2 Hidrólisis Enzimática En la hidrólisis enzimática de la celulosa incide directamente la capacidad de algunos microorganismos, fundamentalmente hongos y bacterias, de producir enzimas extracelulares capaces de liberar, a partir de las cadenas celulósicas, las moléculas de D-glucosa que las constituyen. Estas moléculas pueden ser posteriormente utilizadas como tales o como sustratos para la producción, por microorganismos específicos, de diferentes compuestos orgánicos como acetona, butanol, etanol, etc., o bien para la obtención de las proteínas constitutivas de dichos microorganismos. Las principales dificultades para hidrolizar por vía enzimática los materiales lignocelulósicos están relacionadas, por un lado, con la baja actividad específica de las enzimas de las que se dispone en la actualidad y por tanto con la necesidad de un elevado consumo de las mismas durante el proceso, y por otro, con la propia estructura de los sustratos lignocelulósicos nativos. A pesar de ello, la hidrólisis enzimática de residuos celulósicos es uno de los caminos más prometedores (Lynd y col. 2002). El alto coste de las enzimas celulolíticas es uno de los 9.
(18) Capítulo I Marco Teórico Referencial. factores que influyen negativamente para hacer competitivo el proceso de obtención de etanol a partir de residuos lignocelulósicos, frente a los procesos basados en materias primas ricas en almidón (Balat 2009). El proceso de hidrólisis mediante utilización de enzimas se lleva a cabo mediante un complejo enzimático formado principalmente por: -. Endoglucanasas. 1,4-β-D glucan glucanohidrolasas, que actúan hidrolizando uniones internas de la molécula de celulosa.. -. Exoglucanasas. En general 1,4-β-D glucan celobiohidrolasas, que actúan presumiblemente sobre los extremos de la cadena de celulosa, liberando moléculas de celobiosa y D-glucosa.. -. β-glucosidasas. Muestran gran actividad sobre oligómeros solubles de bajo peso molecular.. En adición a los tres grupos principales de enzimas celulasas, existen también un número de enzimas auxiliares que atacan la hemicelulosa, tales como glucuronidasas, acetilesterasas, xilanasas, ß-xilosidasas, galactomannanasas y glucomannanasas.Durante la hidrólisis enzimática, la celulosa es degradada por las celulasas a azúcares reductores que pueden ser fermentados por levaduras o bacterias a etanol. Los factores que afectan la hidrólisis enzimática de la celulosa incluyen sustratos, actividad de las celulasas y las condiciones de reacción (temperatura, pH y otros factores) (Bhat, 2001). Para aumentar la producción y la velocidad de la hidrólisis enzimática, las investigaciones han sido encausadas en la optimización del proceso de hidrólisis y en el aumento de la actividad de las celulasas.En la actualidad se unen enzimas en forma de cocteles enzimáticos que tienen varias actividades .Un ejemplo es la Cellic CTec2, creada por la empresa Novozym, utilizada en esta investigación y aún muy nueva en el mercado. La susceptibilidad de los sustratos celulósicos a las celulasas depende de las características estructurales de los sustratos incluyendo la cristalinidad de la celulosa, el grado de polimerización de la celulosa, el área superficial y el contenido de hemicelulosa y lignina. La lignina interfiere con la hidrólisis por bloqueo del acceso de las celulasas a la celulosa y por enlazarse irreversiblemente a las enzimas hidrolíticas. La eliminación de la lignina puede aumentar sustancialmente la velocidad de hidrólisis (Mosier y col., 2005).En determinados estudios también se ha demostrado que la eliminación de la hemicelulosa influye más que la de lignina (Mesa, 2010).. 10.
(19) Capítulo I Marco Teórico Referencial. La hidrólisis enzimática de la celulosa consiste en tres pasos: absorción de las enzimas celulasas en la superficie de la celulosa, la degradación de la celulosa a azúcares fermentables y la desorción de las celulasas. La actividad de las celulasas decrece durante la hidrólisis. La adición de surfactantes durante la hidrólisis es capaz de modificar las propiedades de superficie de la celulosa y minimizar el enlazamiento irreversible de la celulasa a la celulosa (Wu y col., 1998). Otro problema que es necesario resolver es la eliminación (o prevención de formación por condiciones suaves en el proceso de fraccionamiento) de los productos inhibitorios a partir de la fracción lignina y de la hemicelulosa. Estos compuestos inhiben la subsecuente fermentación a etanol, reduciendo la efectividad del proceso e incrementando los costos de producción (Martín C, 2002). Dada la naturaleza insoluble del sustrato, la hidrólisis es una reacción heterogénea consistente en el desplazamiento de las glucanasas desde el seno de la fase acuosa hasta la superficie del sustrato, adsorción en ella y posterior reacción, produciendo cadenas más cortas de celulosa y celobiosa. Esta última pasará a la disolución y aquí es hidrolizada por la β-1,4-glucosidasa. En consecuencia, los factores a considerar en cualquier estudio cinético de la hidrólisis enzimática incluyen: la naturaleza y producción de las celulasas, la naturaleza del sustrato, las interacciones enzima-sustrato y el efecto de inhibición que podría existir por parte de los productos, del sustrato o de otras sustancias presentes en el medio (García M y col 2006). La mayoría de los microorganismos productores de celulasas también son productores, aunque en menor grado, de hemicelulasas. La compleja estructura de las hemicelulosas requiere un gran número de enzimas hasta su completa degradación. Es más, casi se necesita un sistema específico para cada tipo de unión y sustituyente (Garcia M. 2007b). La degradación enzimática de la hemicelulosa resulta complicada, ya no sólo por la complejidad de la estructura lignocelulósica, sino también debido a las propiedades de las enzimas hemicelulasas. Para una completa hidrólisis de la hemicelulosa se requiere la acción coordinada de diversas enzimas que presentan requerimientos específicos para unirse a sus dianas. Además de degradar las hemicelulosas, las hemicelulasas favorecen la hidrólisis de la celulosa aumentando la accesibilidad del sistema celulolítico a las fibras de celulosa (Berlin y col., 2005). La hidrólisis enzimática presenta, al menos, tres ventajas potenciales frente a los procesos catalizados por ácidos: mayores rendimientos de azúcares debido a que es un proceso muy específico, menores costes de equipamiento debido a que se realizan a presión atmosférica y 11.
(20) Capítulo I Marco Teórico Referencial. bajas temperaturas y no existe producción de sustancias tóxicas como consecuencia de la degradación de los azúcares que pudieran comprometer la fermentación posterior (Mesa ,2010). 1.3.3 Diferentes configuraciones de Hidrólisis enzimática y fermentación usadas. La hidrólisis y la fermentación (HFS) ofrece la ventaja que al realizarse por separado ambas etapas pueden realizarse bajo sus condiciones óptimas de temperatura.. La hidrólisis. enzimática se realiza a la temperatura óptima de la enzima (alrededor de 50°C) mientras que la fermentación se realiza a la temperatura óptima del microoganismo productor de etanol (3032°C). Otra ventaja que supone realizar ambas etapas por separado, es la posibilidad de reciclar las células (Olsson y col., 2005). Como limitación, existe inhibición de las celulasas por el producto final (glucosa), que disminuye el rendimiento del proceso.. Como posibles. soluciones a este problema, podrían aplicarse técnicas como la ultrafiltración para retirar la glucosa, o bien emplear sistemas celulolíticos con actividades β-glucosidasas más altas o la adición de dicha enzima. Los métodos de ultrafiltración son demasiado caros para aplicarlos a nivel industrial, además de que las enzimas pueden inactivarse en la membrana. Por otro lado, aunque la adición de β-glucosidasas lograría evitar el efecto inhibidor de la celobiosa que es mayor que en el caso de la glucosa, supone un gasto adicional. Además, la temperatura de la hidrólisis enzimática durante largos períodos de tiempo puede afectar a la estabilidad y actividad de las enzimas (Curreli y col 2002). Un esquema alternativo a la hidrólisis y fermentación secuenciales consiste en la sacarificación y fermentación simultáneas (SSF) del residuo. En el proceso SSF, el material pretratado se somete en un único reactor a la acción de las enzimas hidrolíticas y del microorganismo etanologénico, con lo que se elimina el problema de inhibición por producto final, por ello es posible obtener mayores rendimientos y tasas de sacarificación que si se realiza la hidrólisis y la fermentación por separado; además, la utilización de un único fermentador representa una simplificación del proceso global, con lo que se reducen los costes de inversión (Ballesteros y col. 2004). Como desventaja, en los procesos de SSF es necesario que la sacarificación y la fermentación sean compatibles y tengan similar pH, concentración óptima de sustrato y temperatura, lo que hace aconsejable utilizar levaduras termotolerantes, ya que la temperatura óptima de sacarificación se encuentra entre 45 y 50 ºC, superior en general, a la temperatura óptima de fermentación, además de la dificultad de la recuperación de las levaduras empleadas en la fermentación.. 12.
(21) Capítulo I Marco Teórico Referencial. En esta configuración del proceso, los azúcares reductores producidos en la sacarificación son simultáneamente fermentados a etanol, lo cual reduce grandemente la inhibición del producto por la hidrólisis enzimática. Comparando los procesos de hidrólisis enzimática y fermentación en dos etapas (HFS) con los de Sacarificación y Fermentación Simultánea (SSF), se presenta, de acuerdo con los resultados alcanzados por otros autores, que la SSF tiene como ventajas: a) incremento de la velocidad de hidrólisis por conversión de azúcares que inhiben la actividad de las celulasas; b) menor requerimiento de enzimas; c) altos rendimientos del producto; d) menores requerimientos de condiciones estériles puesto que la glucosa es eliminada inmediatamente y el etanol es producido en un tiempo del proceso más corto y e) menos volumen de reactor. Sin embargo, aún quedan por resolver algunas desventajas técnicas del método. La fundamental está referida a la necesidad de trabajar a una temperatura de compromiso intermedia entre las óptimas para la sacarificación (50°C) y para la fermentación (30°C). El etanol puede provocar también inhibición de la actividad de la celulasa en el proceso SSF y con ello perjudicarse los resultados de este procesos. Se han encontrado, pérdidas en celulasas 9%, 36% y 64% de su actividad original a concentraciones de etanol de 9, 35 y 60 g/l, respectivamente, a 38°C durante el proceso SSF (Wu y Lee, 1998). Esta operación a temperaturas subóptimas para la hidrólisis enzimática, resulta en el requerimiento de grandes volúmenes de fermentador para alcanzar tiempos de residencia adecuados, lo que indudablemente incide desfavorablemente en los valores inversionistas y los costos productivos (García M, 2007).. Por otro lado, el empleo de estas temperaturas. subóptimas minimizaría la desactivación térmica del sistema celulolítico a lo largo del proceso. Otra de las ventajas que ofrece el proceso de SSF es que, al evitar la acumulación de los productos de hidrólisis (glucosa y celobiosa), permite el empleo de mayores concentraciones de sustrato, necesarias para alcanzar un porcentaje de etanol superior al 4% v/v, que haría económicamente viable la producción de etanol a partir de biomasa lignocelulósica. Otra alternativa que se ha desarrollado es la denominada presacarificación, en la cual se añaden las levaduras para la fermentación, no al inicio de la hidrólisis enzimática, sino transcurrido un tiempo previamente determinado de hidrólisis enzimática (Mesa, 2010). Esta configuración tiene como ventaja que permite estudiar la etapa de hidrólisis y SSF a la temperatura adecuada para cada una.. 13.
(22) Capítulo I Marco Teórico Referencial. 1.4 Fermentación 1.4.1 Fermentación alcohólica mediante Saccharomyces Cerevisiae. La fermentación alcohólica en los términos más simples es la conversión de azúcar en alcohol y gas carbónico mediante la acción de levadura. Las levaduras son los microorganismos más utilizados en la producción de etanol por la vía fermentativa, debido a que producen un mejor proceso de separación después de la fermentación, además producen un contenido de toxinas muy inferior a otros microorganismos (Ojeda 2005). Existen variedades de especies capaces de producir fermentación alcohólica como son las levaduras; entre las que se encuentran Torulopsis, Candida, ciertas especies Mucor y algunas bacterias, sin embargo, la más utilizada es la Saccharomyces. La especie Saccharomyces cerevisiae es el principal microorganismo utilizado para la produccion de etanol en el mundo. Su importancia radica gracias a su capacidad de generar dióxido de carbono y etanol durante el proceso de fermentación, además de su rápido crecimiento, facilidad con que se replican los cultivos y por la dispersión de la célula. (www.quimica.es) 1.5 Co- productos del proceso de fraccionamiento de la biomasa. Principales usos. Los principales co-productos se relacionan a continuación: Lignina, Furfural y Sólido hidrolizado. Estos co-productos se emplean para la elaboración de productos químicos. En este aspecto, los usos potenciales pueden discriminarse según la siguiente clasificación: (Cunningham R. y López, 1994). a) Fracción celulósica: en su estado polimérico natural, como fibra en la industria papelera; derivados modificados o regenerados: rayón, celofán, acetato de celulosa, coésteres (acetato propionato de celulosa, acetato - butirato de celulosa), etil celulosa hidroxietilcelulosa, carboximetilcelulosa; etc.9 b) Fracción lignina: como macromolécula en dispersantes, estabilizantes de emulsiones, agentes complejantes, precipitantes, coagulantes, etc. como macromolécula en resinas termoestables, refuerzos de caucho, antioxidante en formulaciones de polímeros compuestos; como matriz para operaciones de adsorción, desorción o liberación controlada, intercambio iónico; mediante carbonización o pirólisis a carbón activado, fibras y espumas de carbón; mediante fragmentación a unidades moleculares más reducidas como intermediario de síntesis químicas; como combustible directo; etc. c) Fracción hemicelulósica: hidrólisis a pentosas y posterior procesamiento a furfural, ácido levulínico, polímeros, etc. procesamiento biológico de los residuos de pulpado de la madera para producir alimentos para ganado; aditivos incrementadores de la resistencia mecánica del papel; etc. 14.
(23) Capítulo I Marco Teórico Referencial. 1.6 Algunas consideraciones sobre la obtención de etanol a partir de materiales lignocelulósicos. En los numerosos trabajos publicados sobre tecnologías de producción de bioetanol a partir de biomasa lignocelulósica se han tenido en cuenta aspectos como la disponibilidad de las materias primas, el costo de las operaciones, el impacto ambiental derivado de las mismas; pero se hace necesaria la evaluación integral de las diferentes alternativas con vistas a seleccionar aquellas que ofrezcan mayores posibilidades de aplicación. Para ello es fundamental en un primer momento la identificación de las alternativas disponibles, dadas específicamente por la materia prima que utilizan, tomando en consideración los factores técnicos, económicos y ambientales de las mismas de forma tal que se garantice el logro de una tecnología que tribute a una mejor economía en los procesos involucrados. La identificación de las principales barreras que limitan las variantes que se han señalado anteriormente permite la proyección de estrategias de investigación en ese sentido, donde se intenta resolver las mismas. El aspecto económico es un factor clave en el desarrollo de las tecnologías de obtención de etanol de lignocelulósico, ya que el costo de producción del etanol depende principalmente del precio de la materia prima, que como hemos visto, con la utilización de biomasas residuales (de segunda generación) se disminuye este costo (González, 2006). Pero al utilizar estos materiales se incrementa la complejidad tecnológica y está limitado por los siguientes factores: -. La barrera de la lignina y la hemicelulosa. La utilización microbiana o enzimática de los materiales lignocelulósicos requiere previamente la ruptura de la barrera de lignina y la influencia de la hemicelulosa. Esto significa realizar algún tipo de pretratamiento, físico, químico o biológico. También dificulta el ataque biológico, la cristalinidad y el área superficial de la celulosa. -. Costo de enzimas hidrolíticas.. Para disponer del carbono presente en la celulosa y hemicelulosa, se requiere, después del pretratamiento, hidrolizar estos compuestos a glucosa y pentosas. Algunos estudios relevan que el costo de las celulosas puede representar hasta un 60% del costo total de producción de azúcares fermentables a partir de recursos celulósicos. -. Grado de utilización del recurso.. En los procesos estudiados y desarrollados hasta la fecha se considera principalmente la utilización de la fracción celulósica, habiendo un uso incompleto, de poco valor agregado a los otros constituyentes del recurso (pentosas, proteínas, resinas, lignina). Particularmente esta. 15.
(24) Capítulo I Marco Teórico Referencial. última tiene usos potenciales de alto valor en formulación de adhesivos y lubricantes entre otros (Mesa, 2007). -. El consumo de agua.. El proceso de obtención de etanol a partir de residuos lignocelulósicos requiere el manejo de grandes volúmenes de agua. La etapa de hidrólisis enzimática se identifica como la de mayor consumo, teniendo en cuenta que el agua es aproximadamente el 80% en volumen de esta etapa del proceso. El agua es un recurso limitado en muchos países, por lo que se deben buscar alternativas que logren reducir el consumo de agua. Además, se plantea que la próxima crisis mundial no será por el petróleo sino por el agua, debido a la escasez que se prevé en los años siguientes. -. El consumo de energía. El mayor consumo de energía en el proceso tiene lugar en las siguientes etapas: molienda, calentamiento del material a la temperatura de reacción y la destilación. Con relación a la etapa de hidrólisis es posible identificar los siguientes parámetros claves que inciden en la economía del proceso: Rendimiento de azúcares fermentables por materia prima inicial, Concentración de azúcares fermentables, tiempo de reacción y tamaño de partículas requerido. Un alto rendimiento reduce el costo de la materia prima y del catalizador. Altos rendimientos y bajos tiempos de reacción reducen el tamaño del hidrolizador y por lo tanto la inversión de capital. El tamaño de los equipos y el consumo de energía en etapas posteriores del proceso son inversamente proporcionales a la concentración de azúcares, especialmente las etapas de destilación y de tratamiento de efluentes (González, 2006). Todos estos aspectos son muy esenciales a la hora de planificar una investigación desde el laboratorio. Los residuos lignocelulósicos provenientes de la caña de azúcar (bagazo y paja de caña) ambos presentan potencialidades como materias primas para la producción de etanol. No obstante, ha sido el bagazo de caña el más estudiado con este objetivo. En los últimos 5 años, la base de datos Elsevier publicó 87 trabajos relativos al uso de estos dos materiales lignocelulósicos para obtener etanol, utilizando las palabras claves: bioethanol, pretreatment, sugarcane bagasse o sugarcane straw/leave. La figura 1.4 muestra la relación entre estas dos materias primas para la obtención de etanol.. 16.
(25) Capítulo I Marco Teórico Referencial. paja de caña bgazo de caña. Fig. 1.4 Utilización de la paja de caña y el bagazo como materias primas para la producción de etanol. Como se puede observar la paja de caña hasta el momento no ha sido extensamente estudiada, por lo que se refuerza la importancia de este trabajo. La etapa más estudiada ha sido el pretratamiento y su influencia sobre la hidrólisis enzimática y la fermentación. Dentro de los pretratamientos estudiados está la hidrólisis ácida diluida, alcalino, explosión con vapor y la molienda.. Conclusiones parciales. 1. La paja de caña es una materia prima abundante y con potencialidades para su utilización en el proceso de obtención de etanol, sin embargo existen pocos estudios con este fin en relación al bagazo de caña. 2. La HAD es un proceso utilizado ampliamente como pretratamiento de los materiales lignocelulósicos para la obtención de etanol. 3. El uso de cocteles enzimáticos en la etapa de hidrólisis enzimática incrementa los rendimientos de azucares que van a la fermentación. 4. La SSF y presacarificacion previa a la SSF son configuraciones del proceso de obtención de etanol a partir de materiales lignocelulósicos con ventajas desde el punto de vista de la integración de los procesos y económicas.. 17.
(26) Capítulo II. Evaluación de alternativas de hidrólisis enzimática y fermentación de la paja de caña.. Capítulo II. Evaluación de alternativas de hidrólisis enzimática y fermentación de la paja de caña. La materia prima empleada en esta investigación es la paja de la caña de azúcar. Luego del corte de la caña, esta queda en el campo, una pequeña parte se utiliza como combustible para calderas pero, el resto es dejado como residuo. En este capítulo se propone determinar los factores influyentes en las etapas que se llevan a cabo en el proceso de obtención de etanol a partir de este residuo lignocelulósico. Las principales etapas del proceso son: pretratamiento, a través de la hidrólisis ácida diluida, hidrólisis enzimática y fermentación con la levadura Sacharomyces cerevisiae. La figura 2.1 muestra un diagrama de bloque de las principales etapas del proceso desarrollado en el laboratorio y las diferentes configuraciones de hidrólisis y fermentación analizadas.. Figura 2.1 Diagrama de bloques del proceso, con las alternativas de hidrólisis enzimática y fermentación analizadas. 2.1 Pretratamiento. Hidrólisis ácida diluida. 18.
(27) Capítulo II. Evaluación de alternativas de hidrólisis enzimática y fermentación de la paja de caña.. La fracción celulósica en su estado natural resiste la acción de las enzimas por lo que para alterar su estructura y hacer el material más susceptible para la etapa de hidrólisis enzimática es necesario un pretratamiento. Según (Arenas, 2010) la hidrólisis ácida diluida como pretratamiento presenta como ventajas que es un método sencillo, de corrosividad moderada además, debido a la baja concentración, se minimiza la formación de agentes tóxicos para la levadura. Antes de pasar a la etapa de pretratamiento, en el laboratorio la paja de caña es liberada de materias extrañas y cortada manualmente hasta un tamaño de partícula de aproximadamente 1 cm .Se le determina la humedad, resultando ser de 8.65±0,75 %. La composición de la paja de caña es como sigue, glucano: 33.22±0.98%, xilano: 21.76±1.03%, galactano: 0.90±0.04%, arabinano: 2.91±0.09%, lignina: 13,57±1.06%, cenizas: 2,59±0.4% y extractivos: 17,85±1.0%. Esta composición coincide con lo reportado por otros autores para esta materia prima. Da Silva. y colaboradores, (Da Silva y col. 2010) muestran resultados muy similares: glucano: 33.6 ± 0.86%, xilano: 25.5 ± 0.59%, arabinano: 3.4 ± 0.15 %, lignina y otros: 31.8%. Para realizar el pretratamiento de Hidrólisis ácida diluida, se escogió la siguiente condición: 121°C, 45 minutos y 3% m/m sobre fibra seca. Esta condición fue escogida ya que en trabajos previos de investigadores de la facultad de Química y Farmacia, se trabajó en este pretratamiento para el bagazo de la caña de azúcar y la mejor condición fue la seleccionada en este trabajo, y por lo tanto se tomó esta condición como punto de partida para el estudio de la hidrólisis enzimática y fermentación de la paja de caña. Además, Jutakanoke y colaboradores (Jutakanoke, 2012) pretrataron la paja de caña bajo condiciones similares (Temperatura, 121°C, 30 minutos y variando la concentración de ácido sulfúrico entre 1 y 2 % m/v). La recuperación de sólidos en el pretratamiento fue de 87.8%. 2.2 Factores que influyen en la hidrólisis enzimática de la paja de caña pretratada. La hidrólisis enzimática es un proceso catalizado por un grupo de enzimas denominadas genéricamente celulasas, que son en realidad, una mezcla de distintas actividades enzimáticas cuya acción conjunta produce la degradación de la celulosa. Para el pretratamiento enzimático de la materia prima se utiliza un complejo de enzimas tipo NOVOZYMES Cellic®CTec2 VCN10005 compuesta por celulasas y xilanasas. Se utilizó el buffer acetato a pH 4.8.El pretratamiento de la paja se realizó en frascos de 100 ml conteniendo 25 ml de mezcla, fueron incubadas a 150 rpm, 50°C, y se tomaron muestras cada 24 horas para el análisis de azúcares reductores por el método del ácido 3,5 dinitrosalicílico (3,5 DNS). 19.
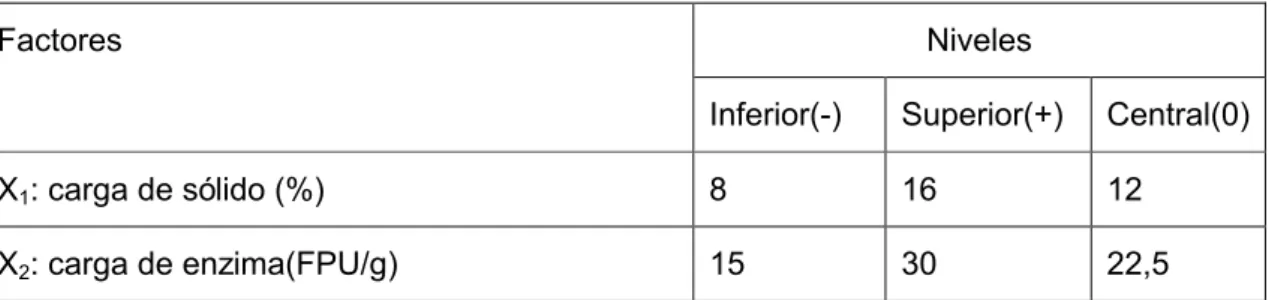
(28) Capítulo II. Evaluación de alternativas de hidrólisis enzimática y fermentación de la paja de caña.. El análisis de los parámetros respuestas se realizó con las muestras obtenidas a las 72 horas de comienzo de la hidrólisis enzimática. Primeramente se realizó un diseño de experimentos del tipo 22 con puntos centrales. Este diseño experimental permite la selección de factores para determinar cuál de ellos tiene un efecto significativo sobre las respuestas seleccionadas. Las variables y niveles son listadas en la tabla 2.1. Tabla 2.1. Factores y niveles de las variables en el diseño experimental 22 con puntos centrales Factores. Niveles Inferior(-). Superior(+). Central(0). X1: carga de sólido (%). 8. 16. 12. X2: carga de enzima(FPU/g). 15. 30. 22,5. Los resultados fueron procesados en STATGRAPHIC CENTURION XV. Los parámetros respuestas analizados fueron Y1 (Concentración de ART), Y2 (g de ART/100 g de Materia Prima inicial) después de la hidrólisis enzimática. La concentración de ART fue determinada a través del método espectrofotométrico del 3,5 DNS. 2.2.1 Resultados y discusión del experimento. En la tabla 2.2 se muestra la matriz del diseño y los valores obtenidos de los parámetros respuestas. Tabla 2.2. Matriz experimental y resultados del diseño.. 20.
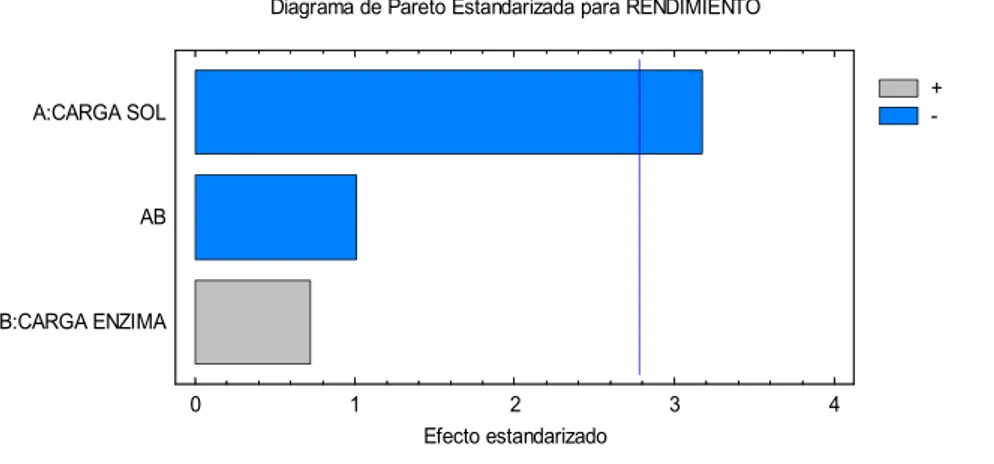
(29) Capítulo II. Evaluación de alternativas de hidrólisis enzimática y fermentación de la paja de caña.. Exp.. Variables. Respuestas. experimentales X1. X2. Concentración ART. Rendimiento(g de glucosa/100g. ( g/L). de MP0). 1. +. -. 57,07. 29. 2. +. +. 53,48. 31. 3. -. +. 53,39. 58. 4. -. -. 43,11. 46. 5. 0. 0. 42,98. 31,1. 6. 0. 0. 39,07. 28. 7. 0. 0. 49,35. 35. 8. 0. 0. 55,48. 40. Para cada uno de los parámetros respuesta se obtuvieron modelos, los cuales se muestran a continuación: c (ART) g/l = 49,24 + 3,51*X1 + 1,67*X2 - 3,46*X1*X 2. Ec(2.1). g de glucosa/100 g de MPI = 37,26 - 11,0*X1 + 2,5*X2 - 3,5*X1*X2. Ec(2.2). Diagrama de Pareto Estandarizada para ART. + -. A:CARGA SOL. AB. B:CARGA ENZIMA. 0. 0,5. 1. 1,5 2 Efecto estandarizado. 2,5. 3. A 21.
(30) Capítulo II. Evaluación de alternativas de hidrólisis enzimática y fermentación de la paja de caña.. Diagrama de Pareto Estandarizada para RENDIMIENTO. + -. A:CARGA SOL. AB. B:CARGA ENZIMA. 0. 1. 2 Efecto estandarizado. 3. 4. B Figura 2.2. Gráfico de Pareto para parámetro respuesta Concentración de ART, g/L (A) y g de ART/100 gramos de MP Inicial (B) En la figura 2.2 se muestran los gráficos de Pareto donde se observa la incidencia de las variables independientes analizadas sobre cada parámetro respuesta (concentración de ART y rendimiento de ART por 100 gramos de materia prima inicial). La variable significativa en el rango estudiado para el parámetro respuesta g de glucosa/100 g de MP inicial, fue la carga de sólido. Al aumentar la cantidad de sólido en la hidrólisis enzimática disminuye el rendimiento y viceversa. Esto puede estar dado porque al ser mayor la carga de sólido, es más difícil hidrolizar todo el material (Mesa, L., 2010) Se destaca que la carga enzimática no resultó ser una variable significativa en los niveles analizados. Resultados similares fueron obtenidos por otros autores al estudiar el efecto de la concentración de celulasa (Celluclast CCN y Novozym TN 188) en la hidrólisis de un 2% (p/v) de chopo pretratado hidrotérmicamente no observaron grandes diferencias en los % de conversión cuando utilizaron concentraciones entre 15 y 25 FPU/g de celulosa. Resultados similares fueron obtenidos por García M y colaboradores (García M., 2007), (Mesa, L., 2010). En el caso del parámetro respuesta concentración de ART (g/l) no hubo variables significativas en el rango estudiado De acuerdo a los resultados obtenidos, se verifica el modelo de la hidrólisis enzimática con las condiciones experimentales 8% (m/v) de sólido pretratado y 30 FPU/ g de sólido pretratado y 8% de sólido y 15 FPU/g de sólido pretratado.. 22.
(31) Capítulo II. Evaluación de alternativas de hidrólisis enzimática y fermentación de la paja de caña.. La tabla 2.3 muestra los resultados de verificación del modelo de concentración de ART (g/L), donde se observa que el modelo predice adecuadamente el comportamiento de la hidrólisis enzimática bajo las condiciones estudiadas. Tabla 2.3 Resultados de la verificación del modelo de concentración de ART, g/L en la hidrólisis enzimática. Experimento. Valor observado Valor predicho. 8%, 30 FPU/g. 51,77. 50,86. 8%, 15 FPU/g. 41,45. 40,6. Luego de completada la hidrólisis enzimática, la tecnología subsiguiente requerida para la fermentación a etanol, no difiere básicamente de la aplicable a otras soluciones de azúcares, excepto en algún detalle cuando la etapa hidrolítica ha generado agentes inhibidores. 2.2.2 Resultados de la Hidrólisis y Fermentación Separadas (HFS). De acuerdo a los resultados anteriores en cuanto a la concentración de ART en el hidrolizado, se utilizó la condición 8% de sólidos y 30 FPU/g de sustrato pretratado, como medio rico en ART para la fermentación con Saccharomyces cereviceae. Las condiciones de la fermentación fueron las siguientes: 4% de inóculo de levadura ,5 g/l de extracto de levadura, 2 g/l de NH4Cl, 1 g/l de KH2PO4, 0,3 g/l de MgSO4*7H2O y El preinóculo se conformó con los mismos componentes de la fermentación y además se le agregaron 15 g/l de glucosa. Los valores de concentración de etanol y de rendimiento en base a 100 g de MP inicial obtenidos, se muestran en la tabla 2.3 Tabla 2.3 Valores de concentración de ART, de concentración de etanol y de rendimiento en base a 100 g de MP inicial obtenidos en la HFS Exp. 1. X1. 30. C(etanol)x. Rendimiento. 48h. 48h. 12,67±0,52. 13,78±0,59 23. x.
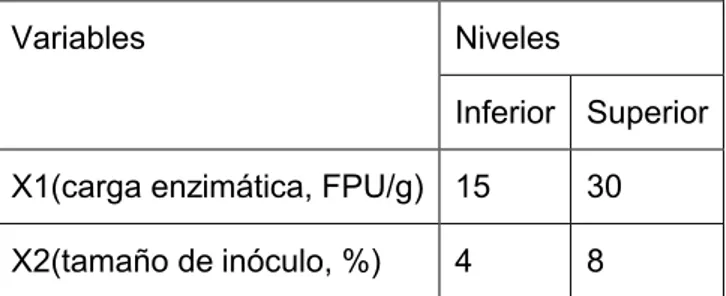
(32) Capítulo II. Evaluación de alternativas de hidrólisis enzimática y fermentación de la paja de caña.. La concentración de etanol fue determinada usando un cromatógrafo de gases Pye Unicam serie 304. Las condiciones de determinación fueron las siguientes: temperatura del horno de la columna 80°C, temperatura del horno del inyector 200°C, temperatura del horno del detector 200°C, flujo de N2 0.8 lb/pl2, flujo de hidrógeno 15 lb/pl2 y flujo de aire 12 lb/pl2.. 2.3 Evaluación de otras configuraciones de hidrólisis enzimática y fermentación. 2.3.1 Factores que influyen en la sacarificación y fermentación simultáneas (SSF) Aún quedan por resolver algunas desventajas técnicas de este método, la fundamental está referida a la necesidad de trabajar a una temperatura de compromiso intermedia entre las óptimas para la sacarificación (50°C) y para la fermentación (30°C) En el caso de esta etapa la fermentación fue realizada en erlenmeyers de 250 ml conteniendo 25 ml de medio de fermentación en 1M buffer acetato (pH 4.8) a 35 °C en un agitador rotatorio a 150 rpm por 48 horas. Para este estudio se utilizó un diseño factorial completo del tipo 22 con réplicas. Las variables analizadas fueron la carga enzimática y el tamaño de inóculo. La carga de sólido se mantuvo en un valor del 8% debido a los resultados mostrados en el acápite 2.2. Las muestras fueron tomadas cada 24 horas durante 2 días. Los parámetros respuesta considerados fueron concentración de etanol (Y1, g/l) y el rendimiento (Y2,g de etanol/100 g de materia prima inicial). La concentración de etanol fue determinada de la forma descrita en el acápite 2.2.2. En la tabla 2.5 se muestran las variables y los niveles analizados en este estudio. Tabla 2.5 Variables y sus niveles empleados en el estudio de la SSF a través de un diseño 22 Variables. Niveles Inferior Superior. X1(carga enzimática, FPU/g) 15. 30. X2(tamaño de inóculo, %). 8. 24. 4.
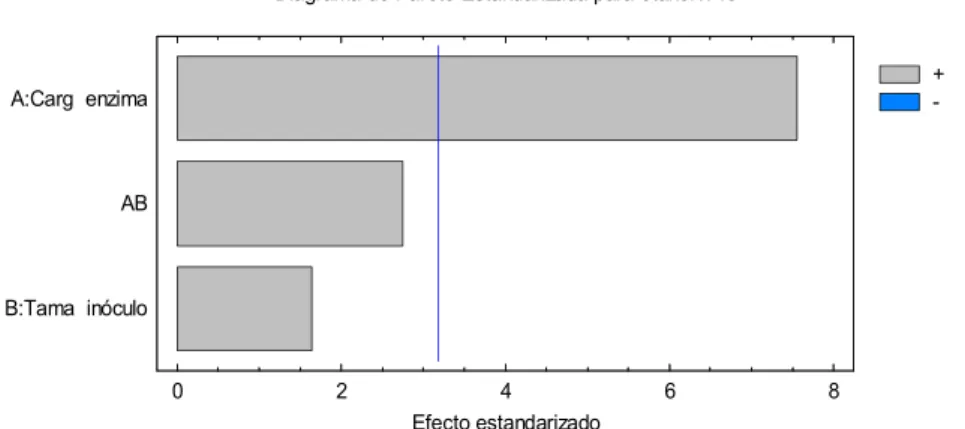
(33) Capítulo II. Evaluación de alternativas de hidrólisis enzimática y fermentación de la paja de caña.. 2.3.1.1 Resultados y discusión del experimento. En la tabla 2.6 se muestra la matriz de los resultados de la SSF procesados en el Statgraphics Centurion XV. La tabla 2.6 muestra los resultados obtenidos de la SSF a las 48 horas. Se puede observar que las concentraciones de etanol están entre los valores 7 g/L hasta 13 g/L. El mayor rendimiento obtenido correspondió al experimento 1, donde se utiliza la mayor carga enzimática y tamaño de inóculo. Tabla 2.6 Matriz experimental de SSF y valores de los parámetros de respuesta Exp. Variables. Concentración. de Rendimiento (g/100 g. independientes. etanol (g/l). de MP inicial). X1. X2. 1. +. +. 12,86±1,5. 13,99±1,6. 2. -. +. 7,43±0,2. 8,02±0,17. 3. -. -. 8,02±0,6. 8,72±0,67. 4. +. -. 10,55±0,9. 11,47±0,99. De acuerdo al procesamiento estadístico de estos resultados, se obtiene que para los parámetros respuestas concentración y rendimiento de etanol, la carga enzimática resultó ser la variable significativa. Según los modelos (ec.2.3, ec.2.4) el mayor nivel usado de carga enzimática es el que beneficia el proceso de obtención de etanol. El tamaño de inóculo no tiene significación estadística en el rango estudiado.. 25.
(34) Capítulo II. Evaluación de alternativas de hidrólisis enzimática y fermentación de la paja de caña.. Diagrama de Pareto Estandarizada para etanol x 48. + -. A:Carg enzima. AB. B:Tama inóculo. 0. 2. 4 Efecto estandarizado. 6. 8. A. Diagrama de Pareto Estandarizada para rend x48. + -. A:Carg enzimática. AB. B:Tama inóculo. 0. 2. 4 Efecto estandarizado. 6. 8. B Figura 2.3 Gráfico de Pareto para parámetro respuesta concentración de etanol g/l (A) y g de etanol/100 gramos de MP Inicial (B) c (etanol), g/l= 9,71 + 1,99X1 + 0,43X2 + 0,72X1X2. Ec (2.3). g de etanol/100 MPinicial= 10,5525 + 2,1775X1 + 0,455X2 + 0,805X1X2. Ec (2.4). Siendo el valor máximo obtenido en las condiciones experimentales de 12,86 g/L de etanol y un rendimiento de etanol por 100 gramos de paja inicial de 13.99 g de etanol/100 gramos de paja. Este resultado es superior al obtenido para otras materias primas pretratadas como la paja de cebada, a una mezcla al 10% de sólido y el rendimiento fue 13.3 g de etanol/100 gramos de paja (García M, 2007). Se debe tener en cuenta que en este trabajo con la paja de caña la concentración de sólidos fue del 8%. En este estudio los resultados mostraron que el proceso 26.
(35) Capítulo II. Evaluación de alternativas de hidrólisis enzimática y fermentación de la paja de caña.. mejoraba cuando se utiliza el nivel superior de carga enzimática. Los resultados con el nivel inferior de carga enzimática se podrían mejorar si se deja el proceso por tiempos mayores, pero se necesitaría la realización de un análisis técnico económico de la implicación de aumentar los tiempos de este proceso. Linde y colaboradores (Linde M. y col. 2008) demostraron un rendimiento de etanol mayor (82% del teórico) en la SSF de paja de trigo explosionada al cabo de 120 horas, correspondiendo a 15.5 g/L de etanol. Las condiciones a las que se realizó el estudio fue 5% de concentración de sólidos y 20 FPU/g de sustrato. 2.3.2 Factores que influyen en la Presacarificación y Fermentación. La Presacarificación consiste en permitir la hidrólisis enzimática por separado de la fermentación por un número de horas, y luego inocular el microorganismo para evitar la temprana inhibición de la celulasa; por este motivo es necesario estudiar el tiempo en el cual debe inocularse el microorganismo fermentador. A estos efectos. se realizó el estudio de. 3. presacarificación mediante un diseño factorial completo del tipo 2 con puntos centrales. Los parámetros respuestas analizados en este experimento fueron la concentración de etanol (Y1) g/l y los g de etanol /100 g de paja inicial (Y2) En la tabla 2.7 se muestran las variables y niveles utilizados en este estudio Tabla 2.7. Variables y niveles en el experimento 23 en el estudio Presacarificación Niveles. Variables X1: Tiempo al que se inocula el microorganismo, h X2: Carga enzimática, FPU/g de sustrato X3: Tamaño de inóculo, %. Inferior Superior Central 12 24 18 15 30 22,5 4 8 6. En la tabla 2.8 se muestra la matriz experimental y los resultados obtenidos a las 48 horas de inoculada la levadura Tabla 2.8 Matriz experimental y resultados obtenidos en el experimento 23 Variables Exp. X1. Respuestas. X2 X3. Concentración. Rendimiento, g /100 g de. de etanol, g/L. MP inicial. 1. -. -. +. 11,64. 12,66. 2. -. +. +. 11,18. 12,16. 3. +. +. +. 13,89. 15,11. 27.
(36) Capítulo II. Evaluación de alternativas de hidrólisis enzimática y fermentación de la paja de caña.. 4. -. +. -. 10,89. 11,84. 5. -. -. -. 9,65. 10,49. 6. +. -. +. 8,45. 9,19. 7. +. -. -. 8,59. 9,34. 8. +. +. -. 14,47. 15,74. 9. 0. 0. 0. 11,5. 12,51. 10. 0. 0. 0. 10. 10,88. 11. 0. 0. 0. 10. 10,88. De los resultados del experimento se llegaron a expresiones del efecto de las variables en los parámetros de respuesta obtenidos en la fermentación como se muestran en la tabla 2.9. Tabla 2.9. Modelos para los parámetros respuestas considerados en el diseño 23. Parámetros Respuesta. Modelos. C(etanol) g/l. 10,93+0,25X1+1,51X2+0,19X3+1,31X1X20,37X1X3 - 0,26X2X3. Rend.(g de etanol/100 g de MP 11,89 inicial). Ec (2.5). +0,27X1+1,64X2+0,21X3+1,43X1X2. 0,40X1X3 - 0,29X2X3. -. Ec (2.6). Tabla 2.10 Análisis de Varianza para concentración de etanol (g/L) obtenida a las 48 horas. Fuente. Razón-F. Valor-P. X1:tiempo. 0,45. 0,5341. X2:carga de enzima. 15,67. 0,0108*. X3:tamaño inóculo. 0,26. 0,6316. X1 X2. 11,89. 0,0183*. X1 X3. 0,96. 0,3715. X2 X3. 0,49. 0,5151. Tabla 2.11Análisis de Varianza para rendimiento (g etanol/100 g MP) a las 48 horas Fuente. Razón-F. Valor-P. X1:tiempo. 0,45. 0,5310. X2:carga de enzima. 15,78. 0,0106*. X3:tamaño inóculo. 0,27. 0,6280 28.
(37) Capítulo II. Evaluación de alternativas de hidrólisis enzimática y fermentación de la paja de caña.. X1 X2. 11,97. 0,0181*. X1 X3. 0,97. 0,3693. X2 X3. 0,49. 0,5136. Como se puede observar las variables lineales que resultaron significativas (p≤0.05) en el caso de la concentración de etanol y el rendimiento fueron la carga de enzima y la interacción del tiempo con la carga de enzima. La variable significativa de mayor influencia en el rango estudiado en ambos casos es la carga enzimática, y según el signo de su coeficiente en la ecuación al aumentar la carga enzimática se obtienen mayores concentraciones de etanol, lo cual coincide con otros reportes (Linde M y col. 2007), (Mesa, L, 2010). La interacción entre el tiempo al cual se inocula el microorganismo y la carga de enzima también resultó significativa aunque en menor medida, esto significa que al aumentar el valor de la carga enzimática se debe inocular la levadura al mayor tiempo previsto en el experimento (24 horas) y viceversa. Estos resultados coinciden con lo expuesto en la tabla 2.8 donde los mejores resultados de concentración de etanol y de rendimiento se obtienen en el experimento 8(+ -) siendo estos 14,47 g/l y 15,74 g/100 g de MP inicial respectivamente. 2.5 Comparación de las diferentes alternativas. En la Tabla 2.12 se resumen los resultados obtenidos en cada uno de los diferentes tipos de combinación de sacarificación y fermentación. Es significativo que el procedimiento de SSF, aunque tiene como referencia a la HFS, tiene mejores resultados en la concentración de etanol después de la fermentación, lo que permite ahorros energéticos en la etapa de separación del etanol, agota menos las posibilidades de obtener etanol de la paja de caña de azúcar ,lo que puede explicarse por un efecto inhibidor de las celulasas por el etanol, lo que es reiterado por los mejores valores obtenidos en la PreSacarificación del aprovechamiento de la paja de caña. Tabla 2.12. Resultados obtenidos en las diferentes configuraciones de Sacarificación y Fermentación.. Configuración Concentración de etanol, g/L g etanol/100g MP inicial HFS. 12,67. 13,78. SSF. 12,86. 13,99. PreSac. 14,47. 15,74. 29.
(38) Capítulo II. Evaluación de alternativas de hidrólisis enzimática y fermentación de la paja de caña.. Los mayores valores obtenidos de concentración de etanol, g/l y rendimiento (g de etanol/100 g de MP inicial resultaron ser los de la configuración de PreSacarificación. Estos resultados muestran que la configuración utilizada es beneficiosa para el proceso, ya que es un híbrido entre la HFS y la SSF. Conclusiones parciales: 1. De acuerdo a los resultados obtenidos, la condición de pretratamiento seleccionada es adecuada para el proceso de obtención de etanol a partir de paja de caña. 2. La carga enzimática resultó la variable significativa en cada una de las configuraciones estudiadas, con un efecto positivo sobre los parámetros respuestas al usar el mayor nivel probado (30 FPU/g de sustrato pretratado). 3. En las configuraciones de SSF y Presacarificación con SSF el tamaño de inóculo no fue significativo por lo que se supone que no existen inhibiciones en el proceso fermentativo al usar el sólido pretratado sin lavar después de la etapa de pretratamiento. 4. La presacarificación con SSF resultó ser la configuración más promisoria bajo las condiciones estudiadas en comparación a la HFS y la SSF respecto al rendimiento de etanol por materia prima inicial.. 30.
Figure



+7

Documento similar
Abstract: This paper reviews the dialogue and controversies between the paratexts of a corpus of collections of short novels –and romances– publi- shed from 1624 to 1637:
Y tendiendo ellos la vista vieron cuanto en el mundo había y dieron las gracias al Criador diciendo: Repetidas gracias os damos porque nos habéis criado hombres, nos
E Clamades andaua sienpre sobre el caua- 11o de madera, y en poco tienpo fue tan lexos, que el no sabia en donde estaña; pero el tomo muy gran esfuergo en si, y pensó yendo assi
Sanz (Universidad Carlos III-IUNE): "El papel de las fuentes de datos en los ranking nacionales de universidades".. Reuniones científicas 75 Los días 12 y 13 de noviembre
(Banco de España) Mancebo, Pascual (U. de Alicante) Marco, Mariluz (U. de València) Marhuenda, Francisco (U. de Alicante) Marhuenda, Joaquín (U. de Alicante) Marquerie,
6 Para la pervivencia de la tradición clásica y la mitología en la poesía machadiana, véase: Lasso de la Vega, José, “El mito clásico en la literatura española
Fuente de emisión secundaria que afecta a la estación: Combustión en sector residencial y comercial Distancia a la primera vía de tráfico: 3 metros (15 m de ancho)..
La campaña ha consistido en la revisión del etiquetado e instrucciones de uso de todos los ter- mómetros digitales comunicados, así como de la documentación técnica adicional de
