Aplicación de Manufactura Esbelta en el aumento de utilización de técnicos en una línea de producción mixta
80
0
0
Texto completo
(2)
(3)
(4)
(5) Dedicatoria. Dedico este proyecto a mis padres que me han apoyado en todas mis aventuras.. 2.
(6) Aplicación de Manufactura Esbelta en el aumento de utilización de técnicos en una línea de producción mixta por Jorge Héctor Villarreal Garza Resumen En el siguiente escrito se trata la problemática de un decremento en la utilización promedio de los operadores en una línea de ensamble mixta. Esta ocasionada por una baja en la demanda pronosticada para el próximo año. En el escrito se propone una metodología de trabajo la cual se compone de, un estudio y cálculo de los minutos efectivos reales con los que se cuenta en la línea de ensamble, un estudio de tiempos y movimientos para todas las operaciones de la línea, el cálculo del contenido de trabajo promedio ponderado y culminando con una propuesta de balanceo de línea. Este trabajo se centra en la propuesta de metodología de trabajo “ZONE/GAP” la cual busca aumentar la utilización de los operadores en la línea al asignar un ciclo de trabajo fuera de su estación base, principalmente realizando operaciones de subensamble. Se presenta la teoría de los cálculos a realizar, su procedimiento matemático, resultados y conclusiones de las propuestas realizadas.. 3.
(7) Tabla de Gráficas Gráfica 1. Área de negocio de la compañía.. 14. Gráfica 2: Estado futuro de utilización de la línea. 20. Gráfica 3: Mezcla de demanda esperada. 54. Gráfica 4: Contenido de Trabajo Promedio Ponderado en las estaciones actuales de la instalación de manufactura.. 62. Gráfica 5: Contenido de trabajo promedio ponderado por estación resultante después de la primera iteración de balanceo de operaciones.. 64. Gráfica 6: Contenido de trabajo promedio ponderado por estaciones en comparación con el nuevo valor calculado del Takt Time.. 64. Gráfica 7: Contenido de trabajo promedio ponderado por estaciones remarcando las estaciones que serán utilizadas como estaciones de trabajo GAP.. 71. Gráfica 8: utilización promedio de operadores resultante después de aplicar el modelode trabajo propuesto.. 76. Tabla de Imágenes Imagen 1: Layout de bloques de la línea en estado actual. 19. Imagen 2: Diagrama de principios de la Teoría Lean. 25. Imagen 3: Metodología de la realización de análisis del flujo de valor. 28. Imagen 4: Distribución de zonas de trabajo. 66. Imagen 5: Zonas de trabajo propuestas. 67. Imagen 6: Estructura de trabajo para el ciclo 1 de trabajo. 68. Imagen 7: Estructura de trabajo para el ciclo 2 de trabajo. 68. Imagen 8: Estructura de trabajo para el ciclo 3 de trabajo. 69. Imagen 9: Estructura de trabajo para el ciclo 4 de trabajo. 69. Imágen 10: Estructura de trabajo para el ciclo 5 de trabajo. 70. Imágen 11: Estructura de trabajo para el ciclo 6 de trabajo. 70. Imagen 12: Ejemplo de implementación de 5S. 73. Imagen 13: Ejemplo de Implementación Kanban. 73. Imagen 14: Herramienta de ensamble resultante del diseño para ajustabilidad. 75 4.
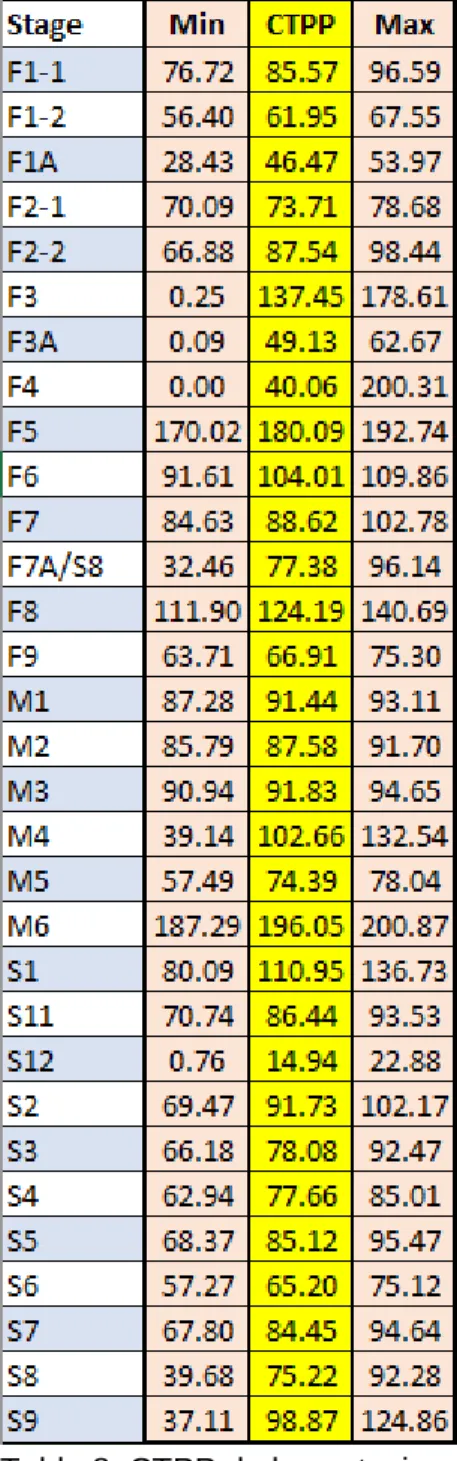
(8) Resumen de Tablas Tabla 1: Cálculo de Minutos Efectivos. 51. Tabla 2: Tiempo de video analizado para estudio de tiempos y movimientos. 53. Tabla 3: Promedio de tiempo de las observaciones obtenidas en la simulación dinámica para modelo 648L-II. 56. Tabla 4: Promedio de tiempo de las observaciones obtenidas en la simulación dinámica para modelo 748L-II. 57. Tabla 5: Promedio de tiempo de las observaciones obtenidas en la simulación dinámica para modelo 848L-II. 58. Tabla 6: Promedio de tiempo de las observaciones obtenidas en la simulación dinámica para modelo 948L-II. 59. Tabla 7: Promedio de tiempo de las observaciones obtenidas en la simulación dinámica para modelo 643L-II. 60. Tabla 8: CTPP de las estaciones en la línea. 61. 5.
(9) Índice Capítulo 1 – Introducción Descripción histórica de la empresa. 11. Identificación de los productos / servicios que ofrece / elabora. 12. Divisiones operacionales. 12. Agricultura y Jardinería. 12. Equipo para la construcción y forestal. 13. Antecedentes en la empresa. 15. Deere-Forestry business. 15. Negocio – Nueva generación de modelos. 16. Problemática. 17. Estado Actual. 18. Alcance. 20. Capítulo 2 – Marco Teórico Historia de la Manufactura Esbelta. 20. Principios de la Manufactura Esbelta. 23. Definición de Manufactura Esbelta. 25. 8 Desperdicios. 26. Herramientas de la Manufactura Esbelta. 27. Mapa de Flujo de Valor. 27. Diagrama de Flujo. 30. 5S. 31. Kanban. 33. In Process Kanban. 34 6.
(10) SMED. 35. TPM. 36. Jidoka. 37. Just In Time. 37. Líneas de Producción Mixtas. 39. Capítulo 3 – Metodología de Trabajo Minutos Efectivos. 42. Estudio de Tiempos y Movimientos. 44. Cálculo del Contenido de Trabajo Promedio Ponderado. 46. Takt Time. 47. Balanceo. 48. Herramientas Lean. 49. Capítulo 4 – Desarrollo e Implementación Minutos Efectivos. 50. Estudio de Tiempos y Movimientos. 51. CTPP. 54. Takt Time. 62. Balanceo de Línea. 63. ZONE/GAP Work Implementación. 65 72. Implementación de programa 5 S. 72. Implementación de Poka Yokes. 73. Implementación de Kanban. 73. Implementación SMED. 74 7.
(11) Capítulo 5 – Resultados y Conclusiones Resultados. 75. Conclusiones. 76. 8.
(12) ● Capítulo 1 - Introducción I.. Descripción histórica de la empresa John Deere es líder mundial en suministro de productos y servicios avanzados. comprometidos con el éxito de aquellos que trabajan la tierra. El mismo nombre insignia de la compañía proviene de un herrero pionero que desarrolló el primer arado de acero auto limpiante comercialmente exitoso en 1837 y fundó la compañía que aún lleva su nombre. Deere & Company es una de las empresas industriales más antiguas de los Estados Unidos. Hoy, John Deere hace negocios en todo el mundo y emplea a más de 66,000 personas. John Deere se guía por cuatro valores fundamentales transmitidos por el fundador John Deere; integridad, calidad, compromiso e innovación. Aplicamos estos valores a nuestras relaciones, nuestros productos, servicios y la seguridad de nuestros empleados. La estrategia del corporativo se alinea al compromiso con todos aquellos vinculados a la tierra y cuenta con los siguientes niveles: ● Fundamentación sobre aspiraciones: mantener un crecimiento global sostenible. Esto incluye metas como metas de ventas, márgenes operativos, vuelta de activos, diversificación de soluciones y preeminencia en el mercado. ● Integración de la compañía: ganar la preeminencia global en soluciones de equipos agrícolas, expandir operaciones de equipos de construcción a nivel mundial, confiar en empresas complementarias y de apoyo para ayudar a impulsar el rendimiento de plataformas de crecimiento global. ● Factores de éxito críticos: desarrollar las capacidades esenciales para cumplir las aspiraciones. El conocimiento profundo del cliente, entregar valor al cliente, sistema de distribución de clase mundial y la creación de talento extraordinario globalmente. ● Factores de éxito fundacionales: continuar desarrollando fortalezas bases que han guiado el éxito de la compañía anteriormente. Desempeño operacional excepcional, crecimiento disciplinado y trabajo en equipo de alto rendimiento. ● Métricas reflejan la dirección estratégica: las métricas de "rendimiento" alinean la compensación con la estrategia y las métricas de "salud" supervisan los objetivos 9.
(13) subyacentes (por ejemplo, cuota de mercado, calidad) para garantizar que el rendimiento sea sostenible. Industrias John Deere S.A. de C.V. fue fundada en Monterrey, Nuevo León en 1955 siendo la primera inversión de John Deere fuera de territorio Estadounidense. La planta Implementos Monterrey se fundó buscando mano de obra especializada en sistemas de soldadura manual, en la manufactura de sembradoras y cosechadoras integrables para los tractores de la linea de agricultura. No fue hasta 1984 que el desarrollo de su división en México continuó cuando se creó la planta en Saltillo y a partir de ahí han habido otras inversiones importantes, Torreón (1996), Querétaro (2011) y Ramos Arizpe (2009). Las operaciones de Industrias John Deere (10 plantas y un almacén de refacciones) aportan a todas las divisiones operacionales de la compañía y están enfocadas a la manufactura de bienes completos y de componentes. Las principales competencias son corte láser, doblez, soldadura, ensamble y pintura. México es un socio comercial importante de Estados Unidos, el 37% del PIB de México son exportaciones y el 80% de estas exportaciones son con Estados Unidos. Durante su historia económica, México ha optado por un marco legal orientado al libre comercio con la firma de múltiples tratados de libre comercio con otros países. El país cuenta con dinamismo económico, un entorno favorable a para negocios y relaciones laborales efectivas. Estos y otros factores llevaron a que México fuera la primera inversión internacional para Deere & Company.. II.. Identificación de los productos/servicios que elabora/ofrece a. Divisiones operacionales John Deere divide sus operaciones en tres grandes grupos diferenciados por la. cantidad de aportación a las ventas totales de la compañía, estos grupos son:. i. Agricultura y Jardinería Los equipos para la agricultura y jardinería se consideran la fuerza y reconocimiento principal de la empresa, ya que Johm Deere es el líder mundial en ventas de equipo dedicado a la agricultura enfocándose en todos los flancos que involucra esta industria, desde las máquinas principales (tractores) en una muy diversa gama atendiendo las necesidades específicas de cada uno de los tipos de plantíos en el que 10.
(14) se desempeña la maquinaria, hasta la gran gama de implementos que facilitan los procesos productivos del trabajo de la tierra. En el sector de Agricultura y Jardinería se cuentan con cinco plataformas donde se agrupan la totalidad de los productos dedicados al trabajo de la tierra en producción, estas son las siguientes: 1.- Crop Care, se dedica a la entrega de soluciones de precisión para la industria de la agricultura que maximizando la producción, para que con esto nuestro clientes puedan seguir alimentando al mundo de forma sustentable. 2.- Cosecha de Cultivos, esta plataforma provee de soluciones eficientes que ayuden a los clientes eficientizando su capacidad de cosecha, obteniendo el mayor producto posible en el menor tiempo de recolección. 3.- Tractores, esta plataforma provee soluciones para sostener un crecimiento económico en el mercado agrícola acelerando los procesos operativos del mismo. 4.- Jardinería y Utilitarios, sus productos ayudan a los clientes a hacer un uso inteligente de la tierra a través de productos innovadores de alta calidad y fortalecen el canal de nuestras operaciones de crecimiento global.. ii. Equipo para la Construcción y Forestal Esta rama del negocio se enfoca a proveer a la industria de la construcción y la industria de la madera de herramientas que soporten los requerimientos del trabajo de alto impacto eficientizando los tiempos que se necesitan para cada uno de los procesos en las diversas tareas que involucra su día a día. Dentro de los equipos más significativos de esta rama de negocio se encuentran: ● Graders ● ADT ● Loaders ● Skid steer ● Skidder ● Feller Buncher Esta combinación entre estas dos grandes ramas del negocio representa cerca del 90% del total de las ventas reportadas a nivel mundial. 11.
(15) Por igual John Deere cuenta con actividades complementarias como, Servicios financieros, Power Systems, Intelligent Solutions Group y Worldwide Parts Services los cuales responden a las necesidades de los clientes, en poder realizar su trabajo diario de manera más fácil y eficiente posible. Estas operaciones fortalecen y diferencian aún más las operaciones de crecimiento global y las operaciones complementarias, y se centran en las actividades críticas para el éxito de las operaciones de los equipos. En la siguiente gráfica se muestra como se encuentran repartidas las ventas totales de John Deere en cada una de sus áreas de negocio.. Gráfica 1. Área de negocio de la compañía.. Como se puede observar la venta de equipos es la fuente principal de ingresos de la compañía.. Al ser la máxima de la empresa el proveer soluciones para todos aquellos que se encargan de trabajar la tierra se entiende que esto va directamente relacionado a la producción de alimento y la construcción de vivienda y obra pública, por lo que se desarrollarán ambas vertientes.. Según la Dependencia de la Organización de las Naciones Unidas para la Alimentación y el Agua (FAO), se espera que la demanda de alimentos crezca de manera considerable para el año 2050 debido al incremento demográfico (2300 millones de personas adicionales) y el aumento de los ingresos. De acuerdo con estudios realizados. 12.
(16) por la FAO la demanda de cereales se cree que alcanzará 3000 millones de toneladas en el año 2050, la producción de cereales tendrá que crecer en casi 1000 toneladas.. El reto que anuncia la FAO es que este incremento se deberá hacerse utilizando la misma cantidad de tierra o incluso un cantidad menor de la misma, ya que se prevé que, la tierra cultivable en los países desarrolladas disminuirá alrededor de 50 millones de hectáreas, por lo que la tierra cultivable tendrá que ampliarse en cerca de 120 millones de hectáreas en los países en desarrollo.. Aunado a esta misma líne de causa - consecuencia, el crecimiento demográfico ocasionará una mayor cantidad de población en las zonas urbanas, de acuerdos con datos de la Organización de las Naciones Unidas (ONU), cerca del 70% de la población mundial vivirá en ciudades o áreas urbanas para el año 2050, comparado con el 49% que lo hace en la actualidad.. III.. Antecedentes en la empresa a. Deere - Forestry business La compañía John Deere comienza en el negocio de venta de productos. dedicados al negocio de la madera en 1965 con la puesta en venta del modelo “JD 440 Skidder”, primer maquinaria la cual incursionó en modelos sobre ruedas especializada en la recolección de la madera en los campos de cosecha. Doce años después la empresa introduce al mercado el modelo “JD 743 Tree Harvester” la cual complementa a los otros productos que la empresa ofrecía al mercado, haciendo que el trabajo de cosecha de madera comienza a pensarse en un sistema continuo de maquinaria especializada en trabajos específicos. En el año 2000 la compañía adquiere a las empresas “Timberjack” y “Waratah”, ambas competidoras del sector, lo que hace a John Deere el mayor stakeholder dentro del mercado de maquinaria pesada para la industria forestal en el mundo. A partir de este año John Deere incorporó centros de manufactura especializada para la fabricación y ensamble de componentes y productos terminados de maquinaria forestal alrededor del mundo, teniendo presencia importante en Estados Unidos, Brasil y Finlandia. En el año 2015 se instala la primer línea de productos para la nueva generación de maquinaria pesada para la industria forestal sobre ruedas en la ciudad de Davenport Iowa, llamadas “L-Series”, esta nueva generación de diseño y 13.
(17) funcionalidades avanzadas posicionaron a la marca al frente del resto de competidores en el mercado.. Actualmente el negocio de equipos forestales es parte de la segunda fuente de ingresos más importante de la compañía en conjunto con el negocio de maquinaria pesada para la industria de la construcción y representan el 17% de las ventas totales de la compañía. De acuerdo al reporte presentado por la agencia de investigación Fact. MR se reporta que en el año 2018 el mercado de la industria maderera (Cosecha y tratamientos primarios) representa alrededor de cuatro mil millones de dólares anuales, por lo que la empresa busca fortalecer su posición como máximo representante en el mercado con nuevas actualizaciones en la gama de productos que ofrece.. b. Negocio - Nueva generación de modelos La serie de equipo forestal llamado “L-Series” para las familias de Skidders y Wheeled Feller Bunchers de la marca John Deere, sale al mercado en el año 2014 ofreciendo un conjunto de soluciones innovadoras a las mayores variables de valor para el mercado forestal. En este modelo se incluyó un rediseño total de las especificaciones técnicas de la maquinaria como también de las estructuras metálicas que componían la misma. Gracias a esta incorporación de estas dos familias de productos en sus nuevos modelos al mercado forestal, la marca se posicionó como líder de ventas mundiales de estas mismas, ofreciendo opcionalidades para todos los tipos de terrenos físicos donde se utiliza este tipo de maquinaria. Estos procesos de manufactura se optaron por producir en un modelo de línea de producción única para cada familia, donde se compartían ciertos elementos de los procesos productivos necesarios, tales como procesos de prueba y limpieza.. Después de tres años del lanzamiento de este modelo de familias de productos se comienza a observar una nivelación en el volumen de ventas, representativ a la pérdida de novedad del mercado a estos modelos, por lo que se toma la decisión de negocio a lanzar la actualización de estas familias de productos. La nueva actualización se llamó “L-II Series” igualmente para ambas familias de productos, en este proyecto se incluyeron actualizaciones al sistema eléctrico interno de la máquina como a los componentes y herramientas de trabajo principales haciendo su diseño con mayor 14.
(18) robustez buscando una menor exposición de los componentes internos de la máquina a cualquier agente externo que pudiera afectar algún problema de calidad. Es relevante mencionar que debido a las condiciones de trabajo donde se exponen estas familias de producto el diseño de los componentes son altamente regulados por organismos internacionales en temas de control de emisiones de humos de escape y en eficiencia de combustible, esto impacta al tipo de procesos de manufactura, niveles de calidad y precisión de ensamble que se requieren en la manufactura de estos productos.. Con este programa se intentó aplicar en su mayor dimensión posible la comunalidad de partes entre los dos modelos de producto, por lo que se propuso crear una misma línea de manufactura que sea capaz de producir ambas familias de modelos. Esta nueva instalación debiéndose restringir a las capacidades de espacio definidas y ser capaz de obtener una salida de producto que satisfaga a dos mercados distintos, tanto en volumen como en opcionalidades de producto que se puedan presentar. De acuerdo con Hellman, Lindahl, Malmberg (2011) al realizar una línea de producción donde se encuentren mixtas ambas familias de producción se espera contar con beneficios en el tiempo total de manufactura necesario para la manufactura de los productos, mejorar la flexibilidad de producción y la reducción de tiempos de ciclo. A la par de esto se buscará introducir las herramientas que marca la teoría de Manufactura Esbelta o “Lean Manufacturing” a el diseño de esta línea de ensamble ya que esta teoría de trabajo busca como su elemento principal la reducción de desperdicios en los procesos productivos enfocados a la identificación de elementos de valor para el cliente y la reducción de los desperdicios que se cuenten dentro del sistema. Como parte indispensable de la unión de dos líneas de manufactura individuales a una misma se considera que las herramientas de detección de actividades de valor agregado como también la reducción de todos aquellos desperdicios que se encuentren es de importancia para obtener un diseño de línea eficiente y productivo.. IV.. Problemática Debido a un decremento en la demanda proyectada para el siguiente año,. ocasionada por un proceso de adaptación de mercado a un nuevo producto en el portafolio de productos que ofrece la empresa, la cantidad de producto a producir. 15.
(19) diariamente en la línea de manufactura debe de ser reducida de 6 máquinas por día a 5 máquinas por día.. Este decremento en la demanda involucra la necesidad de un rediseño del balanceo de cargas de trabajo para los operadores en la línea de ensamble. Actualmente la línea trabaja a una utilización promedio del 100% y este se desea mantener para el siguiente año de trabajo.. De acuerdo a análisis realizados con anterioridad, se estima que la línea de ensamble sufrirá una reducción en la utilización de sus activos del 27%, lo cual no cumple con la meta de utilización planteada para el siguiente año.. a. Estado Actual Actualmente la línea de manufactura cuenta con 33 Operadores, donde cada operador es responsable de su estación de ensamble. Estas 33 operaciones se encuentran divididas en estaciones de sub ensamble, estaciones de línea principal y sub líneas de alimentación las cuales se enfocan a procesos de ensamble específicos debido a la variedad de familias de productos que conforman la mezcla de producción. Actualmente la línea de ensamble se encuentra diseñada para producir 6 productos por día con una utilización de operadores promedio del 100%, trabajando bajo un Takt time de 90 min.. 16.
(20) Imágen 1: Layout de bloques de la línea en estado actual En la imágen anterior se muestra cómo es que se encuentra diseñada la línea de ensamble donde las estaciones marcadas en color rojo representan la línea de ensamble principal y las estaciones marcadas en azul representan líneas de alimentación secundarias y estaciones de sub ensambles. Donde el flujo del proceso corre de arriba hacia abajo y cada proceso cuenta con un operador asignado a él. Actualmente la distribución del trabajo se encuentra en un 53% dentro de la línea principal (marcadas en color rojo) y un 47% en las estaciones de subensamble o alimentadoras (marcadas en color azul). Después de realizar un análisis de capacidad proyectando la baja de demanda prevista para el próximo año se observa que el tiempo promedio de trabajo para las operaciones en la línea de producción se encuentran por debajo del Takt Time calculado para esta nueva demanda de capacidad (5 productos al día).. 17.
(21) Gráfica 2: Estado futuro de utilización de la línea. b. Alcance En este proyecto se busca optimizar los recursos utilizados en la línea de ensamble de Skidders y Wheeled Feller Buncher utilizando los conceptos de reducción de desperdicios propuesta en la teoría de Manufactura Esbelta. En este proyecto se buscará mantener el porcentaje de utilización de los operadores cerca de un 100% después de tomar en cuenta los cambios que ocasione el decremento en la demanda de 6 máquinas al día a 5 máquinas al día.. ● Capítulo 2 - Marco Teórico V.. Historia Manufactura Esbelta Los inicios de la manufactura esbelta no se centran solamente en Toyota; Henry. Ford, durante el diseño de un automóvil que fuese fácil de producir y sencillo de reparar logra crear el primer automóvil de producción en masa. La clave de la producción en masa no era sólo ensamblar en línea, sino que, a través de las partes intercambiables y de fácil ensamble, se diseñan procesos de trabajo que facilitaban la construcción y salida de los vehículos de sus fábricas. En resumen Ford aplicó los principios innovadores de; Producción de partes intercambiables y de fácil ensamble, Reducción de las acciones requeridas por cada trabajador y el traslado de los carros hacia las estaciones de trabajo, creando así la línea de ensamble. Se puede decir que Henry Ford fue el primero que pensó esbeltamente (Womak y Jones, 1996). En su fábrica de Highland, Ford contaba con una línea para fabricar las partes en secuencia, separada por pequeños espacios, con pocas piezas de inventario en proceso. Lo que hoy se le retribuye como innovación 18.
(22) de la empresa Toyota, Henry Ford lo aplicaba en su fábrica desde 1913. El problema con el sistema de Henry Ford es que éste trabaja adecuadamente en condiciones muy especiales. Ford diseñó este modelo de producción enfocado en que la producción sería para volúmenes muy altos y que no se requerirían cambios de modelos en el proceso. (Villaseñor, 2007) El término Lean fue introducido por primera vez dentro del “Massachusetts Institute of Technology” (MIT) al analizar las metodologías de manufactura que seguían las empresas de la industria automotriz, donde se destacaron las prácticas de la empresa automotriz japonesa Toyota, por lo que el concepto de Lean Manufacturing se le conoce como al conjunto de herramientas desarrolladas dentro de la empresa automotriz Toyota Motor Company entre los años 1960 y 1980. (Womack, Jones 1990). La historia inicia con Sakichi Toyoda, el cual inició la fabricación de telares manuales, los cuales eran de bajo costo pero requerían de muchas horas de trabajo para su producción. Su deseo era crear una máquina que pudiera crear una máquina que fuera capaz de tejer la tela. En el proceso iterativo de creación de la misma generó la base del “Toyota Way”, el “genchi genbutsu” (Ir/Observar/Entender). Más tarde fundó la empresa Toyoda Automatic Loom Works. Uno de sus inventos fue un mecanismo especial que detenía de manera automática el telar cuando un hilo se destrozaba, invento que se convertiría en uno de los pilares del Sistema de producción Toyota, llamado “jidoka”. Después de vender la patente de esta maquinaria Sakichi y su hijo Kiichiro iniciaron la compañía Toyota Motor Company en 1930. Kiichiro construyó Toyota con la filosofía de su padre, pero agregando innovaciones propias, como por ejemplo la técnica “Justo a Tiempo” (JIT). (Villaseñor, 2007). En 1950 de Eiji Toyoda, sobrino de Sakichi y futuro líder de la empresa familiar Toyoda, realiza una visita a la planta de manufactura de Ford en la ciudad de Detroit, donde después que su compañía se encontrará en una mala situación financiera decide realizar un viaje para observar las mejores prácticas del sistema de producción en masa utilizado en los Estados Unidos. Al regreso de su viaje después de una valoración de sus hallazgos con su compañero Taiichi Ohno consideran que el sistema de producción en masa no podría funcionar en su país, ya que este modelo de producción estaba diseñado para producir grandes cantidades de un número limitado de modelos y requería de un 19.
(23) alto nivel de capital invertido en el proceso, donde el mercado japonés demandaba producir volúmenes bajos de diferentes modelos usando la misma línea de ensamble, esto debido a que los niveles de la demanda eran muy bajos donde no era posible considerar una línea exclusiva para cada modelo, y aunado a esto no se contaba con el alto capital que requería el sistema de producción en masa, ya que el país se encontraba en reconstrucción después de la terminación de la Segunda Guerra Mundial. (Womack, Jones 2003). Taiichi Ohno después de estudiar el modelo de producción Americano y buscando cómo poder integrar esta filosofía de trabajo a las necesidades de su país, consideró que ese modelo generaba muchos desperdicios en tiempo, recursos y esfuerzo. Por lo que generó un sistema de producción enfocado a la eliminación de desperdicios, a la eficiencia de sus líneas de producción haciéndolas capaces de soportar el ensamble de más de un modelo y cambiar la mentalidad entre los roles y responsabilidades de cada integrante de la compañía. (Villaseñor, 2007). Toyota también toma las enseñanzas del pionero americano de la calidad, W. Edwards Deming quien consideraba que sólo había dos tipos de clientes: externos e internos. Cada persona dentro de la la línea de producción debería ser tratada como “cliente” y eso implicaba darle exactamente lo que necesitaba, en el tiempo que lo requería. Deming alentó a los japoneses a que adoptaran el sistema para la resolución de problemas, lo que al paso de los años se convertiría en el sistema universal de la mejora continua el “Ciclo de Deming”.. Para los años sesenta, el Sistema de producción Toyota era una filosofía muy poderosa que todo negocio debería de aprender. Toyota dio los primeros pasos para esparcir sus principios a sus proveedores clave. En 1973 cuando las empresas sufrían por la crisis petrolera del momento, Toyota sobresalía en su negocio por esto el gobierno japonés trató de replicar este sistema a todas las empresas del país, con este fín inició la impartición de seminarios enfocados al Sistema de producción Toyota. No fue hasta 1990 cuando el término de “producción esbelta” fue creado dentro del libro “The Machine That Changed The World”. (Villaseñor 2007). 20.
(24) VI.. Principios Manufactura Esbelta El pensamiento Lean también proporciona un método para especificar valor, alinear. las acciones creadoras de valor de acuerdo con la secuencia óptima, llevar a acabo estas actividades sin interrupción siempre que alguien las solicite y realizarlas de forma cada vez más eficaz. De acuerdo con Womack y Jones (2003), en su obra “Lean Thinking” consideran que el pensamiento Lean se compone de cinco principios, especificar el valor, identificar el flujo de valor, flujo, sistema pull y la perfección. A continuación se desarrollan cada uno de los principios antes mencionados. ● Especificar el valor El punto de partida para el pensamiento lean es el valor. El valor sólo puede definirlo el consumidor final y este solamente es significativo cuando se expresa en términos de un producto específico que satisface las necesidades del consumiendo a un precio concreto, en un momento determinado. ● Identificar el flujo de valor El flujo de valor es el conjunto de todas las acciones específicas requeridas para pasar un producto específico por la concepción o identificación de una necesidad, siguiendo con el diseño detallado e ingeniería, su lanzamiento a la producción, secuencia que Womack y Jones le denominan “la tarea de solución de problemas”; la segunda tarea, llamada “gestión de la información” comprende con la recepción del pedido a la entrega a través de una programación detallada y la tarea de “transformación física”, con los procesos existentes desde que la materia prima entra al proceso de transformación hasta que el producto terminado se encuentre en manos del consumidor final. ● Flujo Una vez que se han especificado de forma precisa el concepto de valor, se ha identificado el flujo de valor y se han eliminado las etapas cuyo desperdicio es evidente, el siguiente paso es hacer que estas etapas pueden fluir entre ellas. En este principio se habla de diseñar un proceso donde se entre un producto o servicio al cliente de la forma más rápida con el menor esfuerzo posible y esto se logra diseñando que todos los procesos dentro de proceso de valor se encuentren en sincronía, para así permitir que. 21.
(25) los productos que se mueven entre ellos puedan fluir de forma natural y con esto evitar altos niveles de desperdicio. ● Sistema Pull Una vez que se introduce el flujo, los procesos internos de la empresa comienzan ser más rápidos, logrando así que el cliente sienta que ahora tiene el control para ordenar productos, ya que siente que puede conseguir lo que sea. Los sistemas pull se definen como aquellos sistemas de producción donde la demanda jala a la cadena de valor. ● Perfección A medida que las organizaciones empiezan a especificar el calor de modo preciso, identificar la totalidad del flujo de valor, a hacer que las etapas creadoras de valor para los productos específicos fluyan constantemente, y dejan que sean los consumidores quienes atraigan hacia sí (pull) valor desde la empresa, las personas involucradas caen en la cuenta de que no hay límite en el proceso de reducción de esfuerzo, tiempo, espacio, costo y fallos, mientras ofrecen un producto cada vez más cerca de lo que el consumidor verdaderamente desea. Por esto el quinto principio se enfoca a que los cuatro anteriores se deben de trabajar de forma cíclica y hacer del pensamiento esbelto una cultura dentro de la organización.. 22.
(26) Imágen 2: Diagrama de principios de la Teoría Lean. VII.. Definición de Manufactura Esbelta De acuerdo con el “Lean Enterprise Institute”, el concepto de “Lean” se define de la. siguiente manera: La idea principal es maximizar el valor que se le entrega al cliente al minimizar los desperdicios. Lean significa crear más valor para los clientes con menos recursos . Una organización lean comprende el valor enfocado al cliente y enfoca sus procesos clave para incrementarlo continuamente. La meta final será proveer el valor perfecto al cliente por medio de un proceso de creación de valor perfecto que genere cero desperdicios. Para lograr esto, el pensamiento “lean” enfoca a la administración de forma separada de las tecnologías, activos y departamentos verticales para la optimización del flujo de productos y servicios por el mapa de valor que fluye horizontalmente a los clientes finales. Eliminar desperdicios en todo el flujo de valor crear procesos que necesitan menor cantidad de esfuerzo humano, menos espacio, menos capital y menos tiempo para crear un producto o servicio a un menor costo y con menores errores, en comparación con el sistema tradicional de negocio.. 23.
(27) VIII.. 8 Desperdicios De acuerdo a Villaseñor (2007), la teoría Lean se basa en la identificación y. reducción de desperdicios en todos los sistemas dentro de una fábrica. Se le define como desperdicio a todas esas actividades que añaden costo pero no generan un cambio físico al producto final, o también llamadas, actividades de no valor agregado. La teoría Lean menciona que existen siete tipos de desperdicios que se pueden encontrar en cualquier proceso productivo, estos se definen a continuación.. 1. Sobre producción Como su nombre lo indica, este tipo de desperdicio implica producir más de lo que es requerido. Este desperdicio se refiere principalmente a la capacidad de conocer la demanda requerida de cada subproceso dentro del sistema de producción.. 2. Inventario Todo aquel inventario en espera es considerado un desperdicio, se analiza desde la postura si se cuenta con inventario sin utilizar es evidente que no es necesario en la cadena de valor del producto.. 3. Transporte Este desperdicio se refiere al movimiento de piezas de un lado a otro dentro de una instalación. Todas aquellas tareas donde se tiene que transportar material de un área a otra se consideran como de no valor agregado para el producto, ya que el cliente no está dispuesto a pagar por ellas.. 4. Sobre proceso Este tipo de desperdicio se encuentra en tareas las cuales superan la percepción de valor del cliente final, un ejemplo de esto sería; en el ensamble de un tornillo para la unión de dos componentes se realiza una tarea de aplicación de torque controlado para este ensamble, cuando en realidad no es necesario tener un control específico para este ensamble, por lo que esta tarea es de no valor agregado para el cliente.. 5. Retrabajo. 24.
(28) Todas aquellas tareas que se realizan para corregir o terminar tareas que se tuvieron que realizar en etapas anteriores del proceso se le considera como un retrabajo. Todas las tareas de retrabajo se consideran como de no valor agregado para el cliente, ya que se espera que se realice correctamente desde el principio.. 6. Espera Este desperdicio toma en consideración todos los tipos de esperas que pueden tener lugar dentro de los procesos de producción de productos, por ejemplo el tiempo de espera de los materiales a ser entregados a el punto de consumo, tiempo de espera para inspecciones, esperas de material para pasar a las siguientes estaciones.. 7. Movimientos Este desperdicio se refiere a los movimientos excesivos de una persona dentro de su zona de trabajo. Todo aquel movimiento extra que tenga que realizar un operador para realizar su trabajo se considera como un desperdicio de movimiento.. 8. Talento Este desperdicio trata de carácter intelectual y supone el desconocimiento y falta de utilización del talento, habilidades, conocimientos y experiencia que se encuentra disponible entre el personal de la empresa y que permitiría mejorar de forma activa y constante. La no utilización del talento disponible provoca la desmotivación, esto debido a que la persona no se siente apreciada en su ambiente de trabajo y, con ello, la empresa pierde conocimiento técnico, sugerencias, implicación activa en aumentar la eficiencia, creatividad para la solución de problemas y mayor posición en el mercado de cara al futuro.. IX.. Herramientas a. Mapa de Flujo de Valor El mapa de valor sirve para planear y unir iniciativas de LEan a través de un. proceso que provee la estructura entre la alta gerencia, gerentes, supervisores, líderes de equipo y operadores. En este proceso la alta administración tiene ciertos reportes, metas y medibles los cuales deben relacionarse con herramientas de manufactura esbelta y con el personal de la compañía para lograr los objetivos planeados. El mapa 25.
(29) es representado por un diagrama que muestra en cada paso del mismo el flujo de información y materiales necesarios desde que el cliente solicita su producto hasta que se le entrega. Tiene como beneficio la relación entre tiempos de valor agregado y tiempos de espera o de no valor agregado. (Villaseñor y Galindo, 2008).. El mapa de valor contiene todas las acciones requeridas para producir un producto: desde la materia prima, hasta llegar a las manos del cliente. Para elaborar un mapa de flujo de valor se recomiendan que se siga el siguiente esquema de metodología:. Imagen 3: Metodología de la realización de análisis del flujo de valor. Antes de iniciar la elaboración del estado actual, se requiere crean un compromiso por parte de la alta gerencia con la implementación de la Manufactura esbelta. Después, se debe elegir el proceso o producto que más importancia tenga para sus clientes finales. El siguiente paso es aprender conceptos básicos de la Manufactura esbelta con el fin de tener una mejor perspectiva del trabajo que se está realizando. El cuarto paso es dibujar el estado actual, el cual se hace reuniendo información del piso de producción. Este provee información que se requiere para desarrollar el mapa de estado futuro. Se puede ver que las flechas entre el estado actual y futuro van en ambos sentidos, indicando que, al desarrollar el mapa del estado actual y futuro, se está haciendo un mismo esfuerzo. 26.
(30) Las ideas del estado futuro pueden surgir conforme se dibuja el estado actual, asimismo dibujar el estado futuro ayuda a localizar los puntos importantes del estado futuro que se debe alcanzar. En medio de estos pasos, se tiene la creación de medibles los cuales permitirán ir midiendo el avance de los puntos claves identificados en el mapa realizado.. i.. Mapeo del Estado Actual. En este paso se trabaja directamente en el piso de producción y se obtienen los datos necesarios del value stream seleccionado, con el fin de empezar la elaboración del mapa. Antes de empezar, es necesario considerar: ● Siempre recolectar la información para el estado actual mientras se camina a lo largo del proceso que recorre el flujo de materiales e información. ● Iniciar con una rápida caminata a lo largo de todo el proceso de puerta a puerta. ● Ir al piso de producción, iniciar con las últimas operaciones y comenzar a recolectar información. ● El mapeo del proceso debe hacerse con una sola persona. ● Reunirse lejos del piso de producción para compartir los resultados de la información recolectada y asegurarse de que ésta haya sido correcta.. ii.. Mapeo del Estado Futuro. Para la elaboración del mapa de valor de estado futuro es necesario considerar los siguientes puntos. ● Representar claramente al clientes, proveedores y los responsables del control de la producción, estableciendo íconos específicos para ellos. ● Colocar la información de la entrega de materia prima y embarque de producto terminado. ● Enfocarse en la demanda, para ello se requiere determinar el takt time de producción, si es posible alcanzar la demanda con el método de producción actual; si se requieren inventarios en proceso o de seguridad; si es necesario supermercados de producto terminado y cuál método de mejora debe de ser implementado. 27.
(31) ● Enfocarse en el flujo continuo. Para ello se requiere, balancear la línea de producción, plantear el trabajo en células y el método de mejora a implementar. ● Enfocarse en la nivelación de la producción: decidir el mejor método para monitorear la producción contra las ventas (heijunka), determinar la ruta de los encargados de manejar el material así como mapear todo el flujo de la información y materiales.. b. Diagrama de Flujo El primer paso para el diseño de un proceso de manufactura Lean es la identificación y documentación de todos los procesos que se deben de realizar para manufacturar un producto, la teoría Lean recomienda la utilización de los diagramas de flujo para obtener una representación gráfica del método de manufactura a seguir. (Carreira, 2004). Para comenzar a documentar un proceso por medio de un diagrama de flujo se recomienda seleccionar un producto y comenzar desde la última operación de manufactura e ir hacia atrás en el proceso e ir documentando el proceso conforme se recorre las instalaciones de manufactura, el recorrido termina cuando solo se encuentran materias prima entrando al proceso de manufactura y algún recurso de trabajo (persona o maquinaria) es utilizada por primera vez. Conecte los procesos identificados con flechas que muestre de donde se obtuvo el material y a que subprocesos se alimenta desde cada una de ellas.. El propósito principal de un diagrama de flujo es documentar los procesos donde exista contenido de trabajo tanto de operadores como también de maquinaria durante la manufactura de un producto, por lo que al realizar este documento se ignoran las diferencias entre productos causados por las diversas opcionalidades de materiales, también se excluyen cualquier característica específica de los materiales que entran al sistema, la identificación de estas características es función del equipo de manejo de materiales.. Se recomienda agregar nombres específicos a los procesos identificados para ayudar a identificar cuando es que un conjunto de estos forman parte de los 28.
(32) requerimientos para tareas más adelante. Toda aquella tarea que se realice como un subensamble en una ubicación física fuera de donde se realiza el ensamble del producto final, pero cuenta con varias etapas de ensamble de forma secuencial, se le considera como un proceso feeder, toda actividad que se realice en una línea feeder podrá correr en paralelo al resto de las actividades que se realicen en la línea principal, con esto se busca reducir el tiempo total de manufactura de la línea.. c. 5 S La metodología de las 5S que permite la organización de los lugares de trabajo con el propósito de mantenerlos funcionales, limpios, ordenados y seguros. El enfoque primordial de la metodología se basa en el supuesto que para que exista calidad el producto se requiere orden, limpieza y disciplina. Esta metodología del orden y calidad en las zonas de trabajo es parte de las herramientas que proponen los sistemas Lean para detectar desperdicios, vale la pena recalcar que los cinco pasos de los que habla esta metodología son parte de un sistema cíclico, donde se pretende que la aplicación del método se haga un hábito en las organizaciones lean. El nombre de la metodología proviene de los siguientes términos japoneses: 1. Seiri (seleccionar). Seleccionar lo necesario y eliminar del espacio de trabajo todo lo que no sea de utilidad. 2. Seiton (ordenar). Organizar el espacio de trabajo. 3. Seiso (limpiar). Dar importancia en la limpieza del lugar y de las cosas. 4. Seiketsu (estandarizar). Cómo mantener y controlar las tres primeras “s” y prevenir su reaparición. 5. Shitsuke (disciplina). Crear una cultura de seguir los conceptos anteriores. A continuación se explican a detalle cada una de las actividades que describe la metodología de las 5 S. 1. Seiri (Seleccionar). Este paso dentro de la metodología implica que los empleados deben seleccionar lo que realmente es necesario en sus espacios de trabajo e identificar lo que no sirve o tiene una mínima utilidad para así poder eliminarlo de los espacios laborales. El objetivo final de este paso es que los espacios de trabajo estén libres de todo aquello que no es. 29.
(33) necesario para efectuar el trabajo y así no obstruir el flujo del mismo. En un programa estricto de 5 S, la forma efectiva de identificar los elementos que habrán de eliminarse es etiquetarlos en rojo, enseguida estas cosas se llevan a un área de almacenamiento transitorio para su posterior reasignación a donde si serán de utilidad o en su defecto descartarlas de las operaciones. Los beneficios de este paso se reflejan en la liberación de los espacios , la reutilización de las cosas en otro lugar y el desecho de los objetos que crean obstáculos en el flujo natural de los sistemas que ahí interaccionan.. 2. Seiton (orden) Para la aplicación de este segundo paso de la metodología de las 5 S, habrá que ordenar y organizar todos los objetos que resultaron catalogados como necesarios en el espacio de trabajo, de tal forma que se minimice el desperdicio de movimiento de empleados y materiales. El motivo de este paso es dar una localización a todo lo que ya se identificó como de utilidad en el paso anterior, así asegurando que no se agreguen cosas adicionales a los espacios de trabajo. Para lograr un orden de los elementos de utilidad de un espacio de trabajo se debe de delimitar claramente las áreas de trabajo y ubicaciones, siluetas, o estanterías para cada una de las cosas que se tendrán en el área. Lo anterior contribuye al orden y a la buena utilización del tiempo y los espacios, lo que implica en no generar desperdicios en la operación. 3. Seiso (Limpieza) Este paso consiste en limpiar e inspeccionar el área de trabajo, delimitando los equipos que se utilizarán para prevenir la suciedad, implementando acciones que permitan evitar o reducir la suciedad y con esto hacer los espacios de trabajo más seguros. Este paso trata de identificar las causas por las cuales las cosas y los procesos no son como deberían de ser, de forma que se pueda tener la capacidad para solucionar estos problemas de raíz, evitando que se incurra en su incidencia. Los beneficios de este paso, además de la mejor en el aspecto visual del área y la reducción de los elementos de contaminación visual, son la identificación con facilidad las causas de una falla en el proceso o una falla en la calidad del producto, ya que se tienen visibles todos los componentes que hacen funcionar esa estación de trabajo. 4. Seiketsu (Mantener) 30.
(34) Este paso pretende mantener el estado de limpieza y organización alcanzado con el uso de los primero tres pasos, esto haciéndolo mediante la aplicación de herramientas de localización de ayudas visuales, desarrollo de normas específicas donde se delimiten las tareas que una persona debe realizar para mantener su espacio de trabajo en las condiciones óptimas. 5. Shitsuke (Disciplina) Significa evitar a toda costa que se rompan los procedimientos ya establecidos, solo si se implementa la autodisciplina y el cumplimiento de normas y procedimientos adoptados será posible observar los beneficios que la metodología ofrece.. d. Kanban La palabra japonesa “Kanban” que en su traducción al español es “señal”, tiene sus raíces en el sistema de producción Toyota donde Taiichi Onho desarrolló un conjunto de señales que controlaban la producción entre procesos y con esto lograr implementar sistemas justo a tiempo en las plantas de manufactura Toyota en Japón. Al usar esta metodología se logró minimizar el inventario en proceso entre las estaciones y con esto reducir el costo asociado a la retención de inventario. En la forma más tradicional del sistema Kanban, cuando un insumo del proceso de manufactura llega a un nivel bajo, una señal es comunicada al proveedor de este insumo para que este envíe la cantidad de producto adecuada. La tecnología detrás de este sistema puede ser tan simple como utilizar señales físicas hechas de papel o plástico, como también pueden ser de mayor complejidad y estar conectado a un sistema automático de control de planta. Kanban es también conocido como una herramienta de administración del inventario con la meta de eliminar cuanto más inventario sea posible en los procesos de producción. (Gross y Mclnnis, 2003). La metodología Kanban fue diseñada para funcionar como método de simplificación para la administración de los sistemas de manejo de materiales e inventario. Esta propuesta Lean trata de cambiar la opción tradicional de manejo de materiales en lote y que estos se queden esperando para su turno de producción, a llevar los materiales necesarios sólo cuando una señal es lanzada por el consumidor de ese. 31.
(35) material, con esto se requiere una menor cantidad de transacciones de inventario y se reducen la cantidad de actividades de mantenimiento al sistema de manejo de materiales normalmente necesarias para seguir el ritmo de trabajo del día a día. (Hobbs, 2003). e. In Process Kanban Después de haber balanceado las estaciones de manufactura, es posible que se cuente con un proceso donde el tiempo que resulta de las actividades necesarias sobrepase el tiempo dado por el Takt time, cuando este es el caso y la asignación de más recursos a ese proceso no es posible, se opta por introducir un inventario controlado entre las operaciones para así reducir el imbalance que pueda generar estas operaciones en comparación con el resto. A este inventario se le conoce como In Process Kanban (IPK), el cálculo de la cantidad de producto que se debe de colocar en estas zonas está dado por la diferencia entre la proporción del tiempo que representa el tiempo de trabajo requerido de la estación y el Takt time, contra la proporción del tiempo que representa el tiempo de trabajo requerido de la estación y el promedio ponderado de los tiempos de procesamiento de la familia de productos a correr por la línea de ensamble. Esta operación se puede representar por la siguiente fórmula propuesta por Carreira 2004;. 𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑙𝑎 𝐸𝑠𝑡𝑎𝑐𝑖ó𝑛 𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑙𝑎 𝐸𝑠𝑡𝑎𝑐𝑖ó𝑛 𝐼𝑃𝐾 = − 𝑇𝑎𝑘𝑡 𝑇𝑖𝑚𝑒 𝑃𝑃𝑇𝐸 PPTE = Promedio Ponderado del Tiempo Estándar. Esta cantidad de inventario es necesario colocarlo antes y después de la estación en análisis para así cubrir los imbalances producidos en las estaciones anteriores y posteriores a esta, donde vale la pena recalcar, que con la introducción de estas unidades al proceso de manufactura el tiempo total de procesamiento de cada unidad subirá debido a que el tiempo que se tendrá una unidad en la línea de producción será mayor, por lo que se espera que esta no es una metodología que se recomiende en el diseño de una línea de producción Lean. (Carreira, 2004). 32.
(36) f. SMED Los cambios de útiles en minutos de un solo dígito, se conocen como el sistema SMED (“Single - Minute Exchange Die”). El término se refiere a la teoría y técnicas para realizar las operaciones de preparación en menos de diez minutos. (Shingo, 1997). El sistema SMED fue concebido por Shigeo Shingo a lo largo de 19 años y este es el resultado del estudio concienzudo de aspectos teóricos y prácticos de la mejora del proceso de preparación de máquinas. Tanto el análisis, como la relación, son fundamentales para el sistema SMED y deben de ser considerados en cualquier programa de mejora. De acuerdo con Shingo (1997), dentro de estos sistemas existen dos tipos de operaciones; Internas, como montar o desmontar dados, que pueden realizarse sólo cuando una máquina está parada. Externas, como transportar los dados usados al almacén o llevar los nuevos hasta la máquina, que pueden realizarse mientras la máquina no está en operación.. Se piensa que generalmente los procedimientos de preparación son muy variados, dependiendo del tipo de operación y del tipo de equipo empleado. Sin embargo, si estos son analizados desde un punto de vista general, se puede observar que todas las operaciones comprenden de una determinada secuencia las cuales cuentan con este tipo de distribución: •. Tiempo de preparación, ajustes post-proceso y verificación de materiales, herramientas, plantillas, etc. (30%). Este concepto incluye el aseguramiento de que todos. los. componentes. y. herramientas. están. colocados. y. funcionando. correctamente. También se incluyen en este paso el periodo en el cual todos ellos se retiran y guardan. •. Montar y desmontar herramientas (5%). En este concepto se incluye el retiro de piezas y herramientas después de concluido un lote y la colocación de las partes necesarias para el siguiente.. •. Centrar, dimensionar y fijar otras condiciones (15%). En esta etapa se comprenden todas las tareas de medidas, montajes, calibraciones, pruebas y ajustes necesarios para preparar el equipo.. 33.
(37) •. Producción de piezas de ensayo y ajustes (50%). La mayor dificultad de una operación de preparación estriba en el correcto ajuste del equipo, y la gran proporción del tiempo empleado en las pruebas deriva de los problemas de estos ajustes.. g. TPM El mantenimiento autónomo es un elemento básico del Mantenimiento productivo total (“Total Productivity Management”, TPM), Se pueden prevenir pérdidas de equipo relacionadas con paros, pérdida de velocidad y defectos de calidad mediante el direccionamiento de condiciones anormales que trabajan con tales pérdidas:ricación, desgaste excesivo debido a la contaminación de la suciedad, pernos flojos o falta de estos. El mantenimiento autónomo se enfoca en mantener en óptimas condiciones al equipo con el fin de prevenir las pérdidas antes mencionadas, Este mantenimiento se ha probado que ayuda especialmente a reducir los paros y los problemas de calidad que interrumpen el flujo continuo.. Al implementar el mantenimiento autónomo se recomienda seguir los siguientes pasos: •. Limpieza inicial: Limpiar para eliminar polvo y suciedad principalmente; lubricar y apretar pernos, descubrir problemas y corregirlos.. •. Eliminación de las fuentes de contaminación: Prevenir la causa del polvo, suciedad, rebabas. Mejorar partes que son difíciles de limpiar y lubricar. Reducir el tiempo requerido para limpiar y lubricar.. •. Estándares de limpieza y lubricación: Establecer estándares que reduzcan el tiempo empleado en limpiar, lubricar y apretar específicamente tareas diarias y periódicas.. •. Inspección general: Con la inspección manual se generan instrucciones; los miembros de equipo descubren y corrigen defectos menores del equipo.. •. Inspección autónoma: Desarrollar y emplear listas de chequeo para inspección autónoma.. •. Organización y orden: Estandarizar categorías de control de lugares de trabajo individuales sistematizar a fondo el control del mantenimiento. Estándares de inspección de limpieza y lubricación, estándares de limpieza y lubricación, estándares para registrar datos, estándares para mantenimiento de piezas y herramientas.. 34.
(38) •. Mantenimiento autónomo pleno: Desarrollo de políticas y metas de la compañía. Incrementar actividades de mejora en forma continua. Registrar resultados, analizar MTBF y MTTR.. h. Jidoka Jidoka significa construir un sistema que muestra los problemas y defectos. También se refiere al diseño de las operaciones y equipos que no detengan a los operados y así estos estén libres par que hagan trabajo que agregue valor. Jidoka consiste en instalar un mecanismo en las máquinas que les permita detectar defectos y también un mecanismo que detenga la línea o la máquina cuando ocurren los defectos. Estos dispositivos agregan valor a la producción sin necesidad de contar con un operador. Se cuenta con cuatro pasos para el desarrollo del jidoka o automatización con toque humano, y cada uno de ellos concierne a la relación entre las personas y las máquinas: •. Análisis de la actividad manual: estudiar el proceso, qué tanto trabajo hace la gente y qué tanto trabajo hacen las máquinas, calcular el porcentaje y realizar una hoja de trabajo estándar de proceso.. •. Mecanización: una parte del trabajo manual es tomado por la máquina.. •. Automatización: en este paso, la actividad manual es tomada por la máquina, pero no hay manera de saber si se están cometiendo defectos.. •. Jidoka: en esta etapa la máquina detecta los errores y se detiene. En aplicaciones más avanzadas la máquina llega a corregir el problema.. i. Just In Time Justo a tiempo significa producir el artículo indicado en el momento requerido y en la cantidad exacta. Todo lo demás es desperdicio. Toyota introdujo el concepto de JIT en los años cincuenta en respuesta a la fragmentación de mercados que demandaban muchos productos en bajos volúmenes, cambios rápidos de tecnología y altos costos de capital.. 35.
(39) Just In Time es un conjunto de principios, herramientas y técnicas que permiten a la compañía producir y entregar los productos en pequeñas cantidades, con tiempos de entrega cortos, para satisfacer las necesidades del cliente. El sistema JIT provee tres elementos básicos para cambiar el sistema de producción de una compañía: ● El flujo continuo, el cual es típicamente utilizando en el concepto de la célula, permite a los materiales que fluyen de operación en operación y mejora la comunicación entre operadores. ● Takt time, el cual marca el paso a seguir dentro del proceso. ● Sistema jalar (Kanban), que permite a los materiales/productos fluir sin ningún inventario, o dentro de un rango mínimo de inventario en proceso. Reduce el tiempo de entrega y los costos de movimiento de inversión; refuerza la importancia de tener un sistema de calidad.. Desde que Toyota comenzó a usar el JIT, ha trabajado con este sistema y además lo ha mejorado conforme ha pasado el tiempo. JIT tiene una serie de reglas; No se debe producir nada a menos de que el cliente te lo haya ordenado, Se nivela la demanda de modo que el trabajo fluya suavemente a través de la planta, Se ligan todos los procesos a la demanda del cliente mediante herramientas visuales y se maximiza la flexibilidad de la gente y la máquina.. La esencia del justo a tiempo, según Dennis (2002), es hacer que el valor fluya para que el cliente pueda jalarlo. Los componentes principales de un sistema JIT: ● Kanban: un sistema de herramientas visuales que sincronizan y proveen instrucciones para los proveedores y clientes en ambos sentidos, tanto fuera como dentro de la planta. ● Nivelación de la producción o “Heijunka”: Esto soporta al trabajo estandarizado y al kaizen. La meta es producir al mismo rito cada día con el fin de minimizar las fluctuaciones dentro de las cargas de trabajo.. De acuerdo a Hiriano (1990), los pasos para el procedimiento de introducción del justo a tiempo son: o Revolución del pensamiento: se deben desechar los viejos conceptos y adoptar el modo del pensamiento justo a tiempo. o La aplicación de un sistema activo de 5 S. 36.
(40) o Flujo continuo: se trabaja para reemplazar la producción en lotes con al producción pieza a pieza. o Producción nivelada: se requiere fabricar productos en cantidades niveladas. o Operaciones estandarizadas: estandarice el trabajo para mantener un buen flujo entre los procesos.. X.. Líneas de Producción Mixtas En la industria de la producción actual, la personalización de los productos es cada. vez más común, en conjunto con la reducción en el tiempo de espera de los clientes y la continua mejor por aumentar la calidad de los productos. En este contexto las compañías deben tomar decisiones sobre cómo es que el flujo de los productos y su organización se deben de adaptar a estos nuevos requerimientos del mercado. Las líneas de ensamble, por ejemplo, han sufrido cambios significativos a los largo del tiempo para adaptarse a este contexto (Arui K. 2016).. Originalmente, las líneas de ensamble eran creadas para producir grandes cantidades de un único modelo de una forma eficiente. Actualmente estas tuvieron que ser modificadas para ser capaces de adaptar el concepto de la diversificación y personalización de los productos. Las líneas de producción mixtas es aquella donde diferentes variantes de un producto común (“modelos”) son programados a ser ensamblados en la misma línea. Las líneas de manufactura mixta consiste en múltiples estaciones acomodadas de forma secuenciada, conectadas por algún sistema de transportación (conveyor, grúas, etc.). Si el sistema de transportación mueve modelos de una estación a otra a una velocidad controlada, esta línea recibe el nombre de “línea de ensamble estimulada (paced assembly line)”. En este tipo de líneas el tiempo entre dos productos consecutivos es constante y es conocido como “Tiempo de Ciclo”, y se define que los operadores acompañan al producto mientras este transite por la línea de ensamble (Arui K. 2016). Los modelos dentro de una línea de producción mixta pueden variar entre ellos con respecto a sus características específicas, por lo que su producción pueden requerir diferentes tareas, contenido de trabajo o pueden cambiar su relación de precedencia. En una línea de producción mixta el tiempo de preparación para cambios de modelo debe ser cero (Baudin M. 2004) 37.
(41) Las líneas de producción mixtas son utilizadas en sistemas “just-in-time” y estas son aplicables a una amplia gama de industrias, ya que este tipo de producción es usado para que la línea de ensamble pueda soportar las órdenes cambiantes de los clientes mientras se mantiene un nivel de inventario bajo. Aunque en este tipo de líneas de ensamble se encuentran dos problemáticas principales: ● Balanceo de operaciones: Esto se refiere a asignar contenido de trabajo a las estaciones. ● Secuencia de ensamble: esto se refiere a la determinación del orden en el cual los productos deben de ser introducidos a la línea de ensamble.. Las líneas de ensamble tienen, de acuerdo con Rekiek, Pierre & Alain (2000), una relevancia importante debido a la alta diversidad en los productos que demanda el mercado actual. Las metas corporativas, reducción de costos, alta productividad y estandarización van en contra de la diversificación de la oferta de productos ,es por esto que el crecimiento de la compañía depende en su habilidad de manejar la complejidad de sus productos y su diseño de procesos. La utilización de metodologias como “Design for Manufacturing” y “Design for Assembly” han resultado en mejoras significativas en los procesos de simplificación de productos, mejoras en la calidad, reducir el tiempo de salida a mercado y reducir el costo de ensamble y manufactura. (Hellman F. 2011). En el contexto de las líneas de ensamble mixtas el cálculo del trabajo estandarizado debe de considerar las variaciones en el tiempo de ensamble entre los diferentes modelos y operadores (Duggan, 2002). Utilizar este tiempo estandarizado ayuda a estabilizar el proceso para así ser capaz de reducir los riesgos asociados a la alta cantidad de cambios (Martin & Bell, 2011).. Las ventajas de las líneas de ensamble mixtas se resumen en: ● Reducción en la necesidad de espacio: esto se debe a que la cantidad de espacio necesario para el almacenamiento de los materiales requeridos puede ser reducido, ya que solo se deberá de almacenar en una ubicación en comparación de en múltiples cuando se tienen líneas de ensamble específicas para cada modelo.. 38.
(42) ● Reducción en la inversión necesaria: esto se refiere a la comparación en la necesidad de contar con activos fijos para múltiples líneas de ensamble especializadas en un modelo y en solo necesitar para una línea mixta. ● Flexibilidad en el incremento de volúmenes y variabilidad de modelos: las líneas mixtas de manufactura pueden soportar cambios en volúmen y en el incremento de variabilidad de los procesos en comparación con una instalación especializada en un solo modelo.. La mayor desventaja de una línea de manufactura mixta es; el alto índice de tiempo perdido debido a los problemas que puedan surgir en la línea, esto es debido a la alta variabilidad y complejidad que se le introduce al sistema de ensamble. Al contar con la producción de una variedad de modelos en la misma instalación de ensamble, cualquier paro de producción repercute en el costo representativo de todos los modelos que forman parte de la mezcla de producción, al contrario de tener una línea específica para cada uno de ellos (Hellman F. 2011).. ● Capítulo 3 - Metodología de Trabajo Para la realización de este proyecto se propone un modelo de trabajo que busque obtener una solución a la baja utilización promedio de los operadores de la línea de ensamble a un nivel aceptado por la dirección de las operaciones de manufactura, entre un 90 y 95%. Para lograr lo anterior se propone la siguiente estructura de trabajo: 1. Estudio de Minutos Efectivos: Se realizará un análisis de los minutos efectivos reales disponibles para la realizar las tareas de ensamble por día de trabajo. Esto se realizará utilizando la teoría de minutos efectivos propuesta por el manual de “Policies and Procedures” de John Deere. 2. Estudio de tiempos y movimientos : Se realizará un estudio de tiempos y movimientos donde se comenzará por la obtención de la información de la secuencia de manufactura, para esto se propondrán dos formas de realizar este análisis. Posteriormente se realizará un análisis de esta secuencia para poder obtener un tiempo estándar de operación para la manufactura de los productos bajo estudio. Este. 39.
(43) estudio se realizará en un periodo de 4 meses en el cual se incluye el tiempo de obtención de la información en el piso de producción y el análisis de la misma. 3. Cálculo del Contenido de Trabajo Promedio Ponderado: En esta sección de la metodología de trabajo requiere de la información obtenida del estudio de tiempos y movimientos, con esta información se realizará una simulación dinámica introduciendo órdenes de demanda representativas a la mezcla de producción a considerar, buscando obtener un promedio ponderado del contenido de trabajo por estación para poder utilizar en los pasos siguientes del estudio. 4. Cálculo del Takt Time: En este paso se realizará el cálculo del Takt Time, esto se realizará para la situación actual y para la situación futura considerando la baja pronosticada en la demanda. 5. Propuesta de solución: Con la información anteriormente recopilada se trabajará en una propuesta de solución buscando el aumento de la utilización promedio de los operadores en la línea.. XI.. Minutos Efectivos El tiempo de trabajo puede variar entre las unidades de manufactura por muchas. diferentes razones, pero la cantidad de trabajo estándar con las que se diseñan los procesos es siguiendo una estructura de turnos de 8 horas. Sin importar el tiempo total de trabajo, se debe de hacer la pregunta si en verdad el 100% del tiempo está siendo dedicado a la producción de los productos, en todas las empresas los operadores realizan una alta variedad de actividades que reducen el tiempo disponible para realizar las tareas necesarias para producir, tareas tales como; descansos, tiempo de comida, sesiones de entrenamiento, juntas de arranque o actividades de mejora continua que se deben realizar diariamente. Al ser estas actividades necesarias para el continuo funcionamiento de las líneas de ensamble, no es posible su eliminación por lo que es necesario identificar y reducir este tiempo del total de minutos disponibles de trabajo disponibles. Al identificar el tiempo de las actividades a reducir del tiempo efectivo de trabajo diario puede ser tentador tratar de incorporar en este cálculo los factores de reducción de tiempo debido a necesidades personales de los operadores, fatiga de los mismos, interrupciones momentáneas al proceso o cualquier otro factor que cause pérdidas de productividad. En la metodología de diseño Lean se reconoce que estos 40.
Figure

Documento similar
