Manual interactivo de operaciones de una celda flexible de manufactura
161
0
0
Texto completo
(2) ÍNDICE. I.. Introducción ........................................................................... 5 1.1. Antecedentes .......................................................................................... 5 1.2. Definición del Problema ........................................................................ 5 1.3. Objetivos del Proyecto ........................................................................... 5 1.3.1. Objetivo general.. .......................................................................... 5 1.3.2. Objetivos específicos ..................................................................... 6 1.4. Justificación ............................................................................................ 7 1.5. Alcances y limitaciones .......................................................................... 9 1.6. Metodología ............................................................................................ 9. 11.. Investigación Teórica ............................................................................. 12. 111. Desarrollo del proyecto .......................................................................... 13. IV. Pruebas y resultados .............................................................................. 17 V.. Conclusiones ............. :: .............................................................................. 18 V.1 Perspectivas y Trabajo a Futuro .......................................................... 18 V.2 Comentarios ........................................................................................... 18. VI. Anexos......................................................................................................... 20 A.1 Manual de Operaciones de una Celda Flexible de Manufactura ...... 20. VII. Referencias Bibliográficas ................................................................... 162. Póster [14.] ......................................................................................................... 163. 4.
(3) l. Introducción 1.1. Antecedentes Por la gran necesidad del uso de maquinas herramienta de control numérico, en la actualidad se imparten cursos de programación de código G y M; no sólo a nivel de Licenciatura, también a nivel empresarial. Estos cursos son muy costosos a nivel empresarial, por lo que el buen manejo de estos en un ambiente laboral es bastante atractivo y remunerado. La falta de material interactivo como apoyo para comprender de una manera mas profunda acerca del funcionamiento y programación de estas máquinas, fue lo que nos despertó el interés para desarrollar este ·proyecto, que servirá como base de estudio y guía a futuros interesados en aprender de manera didáctica e interactiva, el manejo, operación y la programación de las maquinas que contiene una celda de manufactura.. 1.2. Definición del Problema La mayor problemática que encontramos para los alumnos, ya sean estudiantes o. trabajadores de alguna empresa dedicada a la producción, es lo dificil y complicado que es, primero que nada, aprender sobre el uso de una celda de manufactura sino se cuenta con una destinada exclusivamente para aprendizaje lo cual es muy dificil de encontrar por los altos costos que esto implica y segundo, si sí se tiene una celda destinada al aprendizaje los tiempos por usuario destinados a la operación de estas máquinas son mínimos y por consiguiente los alumnos no se pueden dar el lujo de perder más de la mitad de su tiempo intentando recordar acciones vitales tales como enviar al origen las Herramientas [7.] [8.], preparar un cero pieza o algunos otros códigos necesarios para que se pueda correr un proceso.. 1.3 Objetivos del Proyecto.. 1.3.1. Objetivo general:. Lo que se busca desarrollando el Manual Interactivo de Operaciones de una Celda flexible de Manufactura es crear un gran recurso interactivo que sirva como apoyo para. 5.
(4) que los estudiantes tengan muy bien definidas sus actividades y una adecuada planeación de procesos desde mucho antes de operar la ~;Ida de manufactura.. De igual forma, este manual interactivo pretende que si algún sector de la población deseoso de estudiar el funcionamiento de una celda de manufactura con la dificultad de no tener al alcance de sus manos una celda para su manipulación y aprendizaje, la enseñanza de sus cursos no se vuelva tan tediosa y monótona por que los programas que puedan realizar no los logren ver correr o imaginar siquiera ya que nunca han tenido la oportunidad de ver en la vida real como se comportan estas fabulosas máquinas. Es por esto que este manual otorgará grandes ventajas,. a todos los pupilos sin importar si cuentan o no con una celda de manufactura a su alcance ya que contribuirá de manera favorable al desarrollo intelectual y tecnológico de cada persona que adquiera dicho video.. El objetivo principal de este proyecto será desarrollar una herramienta de estudio interactiva multimedios sobre una celda de manufactura, que en un futuro sirva como apoyo o base para cursos que tengan que ver con el funcionamiento de máquinas de control numérico y Robots [3.] principalmente, de manera que a los estudiantes se les facilite el entendimiento, funcionamiento y programación de esta máquinas.. 1.3.2. Objetivos específicos:. :i,,.. Idioma castellano.. :i,,.. El DVD [11.] sólo contará con modos de operación de la celda y sus dispositivos, sin argumentos teóricos sobre fundamentos de corte.. :i,,.. Contribuir con la educación profesional.. :i,,.. Promover la automatización de sistemas.. Con base en lo que se propuso el semestre anterior optamos por realizar este manual interactivo de operaciones de una celda flexible de manufactura, sólo en castellano, sin añadir la versión en inglés, ya que por fallas técnicas de la celda durante el periodo jun-jul 2007 no pudimos completar todos los avances planificados para dichas fechas, por lo que este semestre solo podremos completar la versión en castellano.. 6.
(5) Por lo que implica la realización de un video interª-Ctivo, es complicado introducir conceptos de fundamentos de corte, ya que es muy dificil ejemplificarlos por el contenido teórico que además se ve a detalle en otras materias de la carrera.. Este DVD [11.] se utilizará como material de apoyo para profesores que impartan un curso, ya sea a nivel escolar o empresarial, relacionado con la automatización de sistemas de manufactura y al tener una herramienta interactiva relacionada con el tema, las clases serán mas didácticas y dinámicas por que el profesor no tendrá que detenerse tanto en ciertos puntos del curso en caso de que algún alumno n.o entienda ya que los estudiantes tendrán al alcance dicho manual interactivo para analizar a detalle todos y cada uno de los puntos para la operación de dispositivos y en general, de toda la celda de manufactura.. Al mismo tiempo, lo que se pretende con este manual interactivo es que la gente tenga mayor conciencia de todas las ventajas que nos brinda la automatización de sistemas en muchos aspectos de la vida laboral y que una vez que se domina el uso de estos sistemas integrados de manufactura es realmente sencillo operarlos correctamente. Lo más importante es modificar la visión que se tiene de estos sistemas de manufactura, de simples maquinas de control numérico, a un complejo sistema manufacturero autónomo.. 1.4 Justificación. Cuando los alumnos se encuentren frente a una celda de manufactura y tengan que correr sus propios programas para maquinar piezas especificas no pierdan investigando como se opera este tipo de máquinas; disminuyendo. tiempo. el número de. accidentes que semestre a semestre se presentan en la celda por mal uso de los códigos de programación, descuido de los alumnos al programar la coordenada de referencia cero, desconocer las propiedades mecánicas del material que están cortando, desconocer propiedades de la herramienta de corte que utilizan, desconocimiento de todos los tipos de movimiento programables a los Robots [3.], un mal uso del controlador de posición. 7.
(6) de los Robots (3. ], en general, falta de dominio en las Operaciones de una Celda de Manufactura.. Específicamente lo que se busca con este proyecto es:. o Contribuir a la educación profesional de nuestra sociedad, así como también a personas con experiencia laboral que busquen cursos de actualización en este sector de la industria. o. Detallar cada uno de los componentes que conforman una celda de manufactura mostrando los códigos necesarios para realizar un prog~ama, las Herramientas [7.] [8.] que utilizan este tipo de máquinas, seguridad para el operador y calidad en la fabricación de piezas entre otras cosas.. o. Influir en la sociedad y promover la automatización de los sistemas de manufactura.. o. Mostrar el potencial de la infraestructura con la que cuenta el Tecnológico de Monterrey, Campus Ciudad de México, mostrando piezas maquinadas en la Celda de Manufactura de esta institución educativa.. o. Incrementar la visión que se tiene de estos sistemas de manufactura, de simples maquinas de control numérico, a un complejo sistema manufacturero autónomo.. Un sistema flexible de manufactura, esta constituido al menos por los siguientes equipos: Fresadora [l.] CNC, Tomo [2.] CNC, Autómata Industrial (Robot (3.]), Powermate [6.] , Mesa de Trabajo y Almacén. Sin embargo se puede contar con más equipos, como una banda transportadora, una maquina de punzonado y doblado, una maquina de descarga eléctrica, entre otros. Estos equipos trabajando en conjunto (red) nos ayudan a desarrollar procesos automatizados de manufactura.. Dentro de un sistema flexible de manufactura se utilizan los equipos anteriormente mencionados ya que gracias a ellos podemos:. o. Maquinar geometrías mas complejas que con fresadoras y tomos tradicionales.. o. Disminuir el tiempo de maquinado.. o. Aumentar el tiempo de vida útil de la herramienta, al calcular las velocidades de corte específicas.. 8.
(7) o Disminuir los accidentes de trabajo, así como poder realizar actividades que la mano de obra no puede realizar, como trabajar con material peligroso. o Disminuir el tiempo de traslado de la pie?:a de trabajo. o. Incrementar el control de calidad debido a la alta precisión de estas máquinas.. 1.5 Alcances y limitaciones. Las limitaciones para la realización de este proyecto principalmente fueron de medios, por no contar con recursos suficientes, y de tiempo, por que el trabajo de Edición [10.] puede tomar un valor infinito de tiempo para su realización dependiendo de la calidad con que se quiera presentar el trabajo. Ya que los alcances del mismo fueron muy grandes, el hardware con el que contábamos resulto insuficiente ya que las velocidades de procesamiento y la capacidad de memoria se saturaron después de un par de meses de trabajo, lo mismo sucedió con el software que utilizamos ya que muchas veces era insuficiente para realizar efectos, modificaciones y menús para la realización de los discos interactivos.. 1.6 Metodología. Fig. L6.1. Metodología adoptada para la realización del manual interactivo. 9.
(8) Para este proyecto, fue casi imposible dividir el trabajo, especialmente para las tareas que involucradas con la filmación ya que como se muestra en la Fig. 1.6.2. claramente se puede ver que los tres miembros del equipo debemos trabajar juntos en todo momento por que es necesario que un integrante (en este caso David) opere un dispositivo de. la celda, otro (Roberto) realice la filmación mientras que el tercero (César) por medio del software PRO Studio Screen Recorder graba desde la computadora lo que aparece en la pantalla del dispositivo y de esta manera obtenemos al mismo tiempo el video del movimiento de la máquina y el video de lo que al operador se le indica en la pantalla de dicha máquina.. Fig. L6.2. Grabaciones de la Fresadora [l.) .. Para la parte de la Edición [10.] de video p{imero que nada fue necesario descargar el video del cassette ..a la computadora pero para realizar esta tarea requerimos una segunda videocámara de la marca SONY Handy CAM que pueda conectarse a la computadora permitiéndonos digitalizar el video grabado con la cámara profesional tal y como se muestra en la Fig. I.6.3.. 10.
(9) Fig. 1.6.3. Digitalización de video.. Una vez que el video ya estaba digitalizado y almacenado en el disco duro de la computadora se procede a realizar la Edición [10.] del mismo mediante el uso de un par de software llamados FINAL CUT y AITER EFFECTS los cuales nos permiten hacer cortes en el video, menús, insertar Audio [13.] y texto, y una serie de efectos que le awegan valor y vista a los DVD [11.] 's. En la Fig. I.6.4. se muestra el monitor de una computadora MAC G5 mientras editábamos el video ya digitalizado.. Fig. L6.4. Edición [10.] de video. 11.
(10) II. Investigación Teórica. La distribución de un sistema flexible de manufactura está en función del tipo de máquinas que se tengan, sin embargo la premisa es ajustarlas de tal manera que se pueda crear una integración utilizando todos los componentes de la ·celda tomando en cuenta la seguridad y facilidad al momento de operar cada una de estas máquinas.. La Fresadora [l.] consta de un cortador que rota a cierta velocidad con la finalidad de remover material de la piez.a que se encuentra fija en una mesa de trabajo mientras se desplaza a lo largo de varios ejes.. El Tomo [2.] es una de las máquinas más comunes usadas en la industria. Su principal característica es que la pieza de trabajo es la que rota sobre su propio eje para poder ser maquinada por un cortador que es desplazado a lo largo de varios ejes. El resultado del maquinado es una pieza totalmente simétrica a lo largo del eje de rotación.. Los autómatas industriales mejor conocidos como Robots [3.], existen de varios tipos dependiendo de la función que desempeñen, principalmente se utilizan para desplazar el material de trabajo entre los diferentes procesos de maquinado, otorgando precisión y velocidad en la fabricación de piezas.. El Powermate [6.] está íntimamente ligada al trabajo que realizan los autómatas industriales ya que es la encargada del desplazamiento del Robot [3.] completo a través un eje marcado agregándole mayores capacidades al trabajo que realizarán los Robots [3.].. Las mesas de trabajo se ocupan para realizar escalas dentro de una celda de. .. manufactura, es decir, retienen el material el tiempo necesario para posteriormente ser trasladadas a un proces9 posterior.. La función del almacén dentro de una celda flexible de manufactura es almacenar el material de trabajo ya sea antes o después de ser procesado, por lo regular se encuentra sincronizado con un servidor que controla el número de piezas a maquinar.. 12.
(11) Para el desarrollo de este proyecto utilizaremos los códigos G y M que manejan las maquinas herramienta. Los códigos G nos dan los movimientos rápidos, los avances radiales, los ciclos de movimiento. Los códigos M nos dan las funciones que se utilizan para el maquinado de piezas, como son cambio de herramienta, activación del refrigerante, paros de programa, paros de husillo.. La programación CNC se basara en. los códigos que se utilizan para el. maquinado, estos se encuentran en los manuales de cada maquina, nos indican el tipo de movimiento, el plano de trabajo, el sistema de unidades, las pausas, los retornos a la posición cero y posición de seguridad, cancelación y activación .izquierda o derecha de las compensaciones del cortador, sistema coordenado absoluto o incremental, cancelación y activación de ciclos, fin de programa, giro del husillo a favor y en contra de las manecillas del reloj, paro del husillo, cambios ·de herramienta, encendido y paro del refrigerante, abrir o cerrar las puertas, abrir o cerrar la mordaza.. En la parte del capitulo llamado sistema de medición se incluye la manera en la cual los palpadores (maquinas de coordenadas), calculan las dimensiones que son comparadas con las especificaciones de diseño para evaluar la calidad de la pieza fabricada, estas maquinas se basan en tolerancias.. 111. Desarrollo del proyecto ~. Planeación.. ~. Filmaciones.. ~. Edición [10.].. ~. Tiempo trabajado.. Por la naturaleza de este proyecto, es fácil pensar para la mayoría de los ingenieros que es un proyecto sencillo y rápido de realizar pero a lo largo de aproximadamente 1O meses que trabajando en él, nos dimos dado cuenta que es un proyecto sumamente laborioso y que demanda demasiado tiempo, por esto durante todo el primer semestre se realizó la planeación de todos y cada uno de los puntos a tratar en el manual interactivo los cuales fueron mostrados en la tabla de contenido de nuestro. 13.
(12) proyecto y esto se hizo de dicha manera ya que por falta de tiempo y de material no nos podemos dar el lujo de realizar una serie de tomas ilimi,tadas para cada dispositivo sino que por el contrario casi todo tiene que salir a la primera vez de filmación, siendo filtrado de un cassette como máximo el l 0% de video que no utilizaremos mientras que el otro 90% del video se incluirá en el DVD [11.] .. Para realizar las grabaciones se puede creer que es un trabajo sencillo y rápido ya que por experiencia personal cualquier individuo que ha hecho videos caseros pues no se preocupa por lo que vaya a grabar, ni por que la cámara se mueva, o la luz no sea adecuada pero en nuestro caso como este video es para documentar el uso que se le debe de dar a una celda de manufactura es necesario analizar toda una serie de detalles que afectan al video. Actualmente la relación entre el trabajo que esta de fondo y los minutos de video que se graban es como 10/1, es decir, a lo que nosotros hemos llegado ya con un poco más de práctica con el paso de los meses es que por cada minuto que obtenemos grabado en el cassette se requieren 1O más de preparación, esto sin incluir la planeación de lo que será grabado como ya se mencionó anteriormente y los pasos que también debemos planear para la operación de las máquinas antes de la filmación.. El trabajo que se ve implicado para la realización de las tomas incluye a la iluminación, como se muestra en la Fig. III. l y Fig. 111.2, ya que no pueden aparecer demasiadas sombras en el video por que simplemente se vería mal o se perderían detalles importantes de las piezas que conforman a las máquinas. La iluminación adecuada la hemos logrado con tres lámparas que utilizan cada una un foco de halógeno de 250 W pero a pesar de estar utilizando 750 W para cada toma si hemos tenido problemas y deficiencias de iluminación en algunos casos como por ejemplo con los Robots [3.] cuando se desplazan a través de la celda a lo largo del riel simplemente por que el área que hay que cubrir de luz es mucho mayor que en otros casos. Otro aspecto que se debe cuidar durante las filmaciones es el hecho de que el micrófono que tiene la cámara es sumamente sensible al ruido por mínimo que sea, por lo que en el periodo de filmación todo debe estar en completo silencio para que solamente se escuche el ruido que genera la máquina al moverse, al realizar un trabajo, al encenderse, etc.. 14.
(13) Fig. ill.1. Iluminación del interior del Torno [2.] para maquinado.. Logramos reducir en cierto grado el tiempo de grabación ya que filmábamos y grabábamos las pantallas de las máquinas al mismo tiempo y antes cuando aún no conseguíamos el software apropiado primero filmábamos y después volvíamos a operar la máquina para filmar la pantalla que muestra la información al operador pero ahora que contamos con el software podemos hacer ambas cosas simultáneamente y de esta manera aprovechar mejor el tiempo.. 15.
(14) Fig. 111.2. Imagen del monitor conectado a la videocámara que muestra una pie7.8 que se maquinará en el Torno [2.]. En lo que respecta al trabajo de Edición [l O.] primero que nada, como ya se explicó en la parte de Avanee objetivos, se debe digitalizar el video para después poder editarlo, el tiempo que toma digitalizarlo es aproximadamente 4/1 mientras que el trabajo de Edición [10.]. toma demasiado tiempo sin poder encontrar una relación. específica ya que depende de lo que se pretenda alcanzar para cada parte del video y los efectos que se le quieran agregar a cada etapa.. Para resumir, el tiempo de trabajo que ha implicado hasta ahora nuestro proyecto se puede ver en la Tabla 111.1, la cual indica el tiempo trabajado en minutos por cada minuto de video obtenido en el cassette. ACTIVIDAD Planeación a detalle de lo que se grabará. Filmación (iluminación, preparación, Audio [13.], etc.) Digitalización de video Edición [10.] Preparar (render) un DVD [11.] para quemarlo. Quemar el DVD [11.].. TIEMPO DE REALIZACION ímin.l 30 10. 4 00. 3 15. Tabla l. Muestra los tiempos aproximados necesarios para reali7.8rse cada actividad por cada minuto de video obtenido.. 16.
(15) IV. Pruebas y resultados. El manual interactivo desarrollado ofrece grandes ventajas para los estudiantes ya que esta desarrollado de igual forma que la tabla de contenido que el manual escrito lo cual permite que se pierda tiempo buscando algún capítulo o inciso en específico, por otra parte un característica notable es que se complementan ampliamente ambos manuales (interactivo y escrito) por lo que si algún usuario no logra comprender completamente algo que estudio en cualquiera de los manuales, siempre podrá referirse al otro manual para ver, estudiar y comprender la manera de hacer los procesos. Lo que se logró a lo largo del semestre fue la realización de dichos manuales como se muestra en la Fig. IV.1 donde se ilustra la portada del manual interactivo y en el Anexo A. l donde se puede encontrar el Manual escrito de Operaciones de una Celda Flexible _de Manufactura.. Fig. IV.1 Portada del DVD [11.]. Para la realización del manual tuvimos que solucionar una serie de problemas que comprenden en mayor parte uso del software de animación, Edición [10.] y equipo de Audio [13.] y video por la poca experiencia que teníamos en el manejo de los. 17.
(16) mismos pero logramos superarlos con ayuda de los técnicos de multimedios y a base de práctica y trabajo en el laboratorio de medios.. V. Conclusiones. V.1 Perspectivas y Trabajo a Futuro. Para nuestro proyecto tenemos muy buenas perspectivas de comercialización ya que está presente la necesidad de material educativo en este ramo de la ingeniería y además cada vez es más común que se necesite aprender a utilizar este tipo de dispositivos y de celdas flexibles. Por esto, el trabajo a futuro, o lo que se pretende es fabricar una versión en ingles del manual tanto escrito como interactivo y una vez realizado esto se buscará la oportunidad de hacer una versión para Internet.. V.2 Comentarios. Este semestre para la culminación del manual interactivo de operaciones de una celda flexible de manufactura se trabajo por periodos muy largos ya que se hicieron todas las Animaciones [12.] que componen cada uno de los capítulos que integran la tabla de contenido de este proyecto. Se redacto y grabo todo el Audio [ 13.] que utilizamos para la explicación del funcionamiento de todos los equipos; terminamos con las grabaciones que se habían programado para verano ya que por condiciones ajenas a nosotros no pudimos concluirlas en verano. Lo más complicado de nuestro proyecto fue la Edición [10.] , ya que es donde juntamos las Animaciones [12.] , los videos y el Audio [13.]; coordinar los tiempos que duran cada uno de estos lo complica.. Todo el trabajo que hicimos a lo largo del año que duró este proyecto no fue tangible hasta el momento de tener el DVD [11.] listo. Hacer este tipo de manuales es bastante complicado, debido a que es una herramienta que ayudará a otras personas a programar todos los equipos que componen una celda flexible de manufactura, no se pueden cometer errores. Tuvimos todo el apoyo necesario por parte de nuestro asesor y del departamento de comunicaciones; tomamos todos los cursos para editar, grabar e iluminar. Por la falta de experiencia en esta área, no pedimos la máquina que cumplía. 18.
(17) con nuestros requerimientos, ya que no sabíamos la capacidad de procesador que necesitábamos, así que nos vimos en la necesidad pe usar otra computadora más potente, ya que saturamos el equipo que nos prestaron. Esta falta de experiencia nos genero muchos problemas ya que no pudimos grabar el manual en nuestro equipo, ya que por no ser tan potente como necesitábamos este demoraba mucho tiempo en procesar el video y las Animaciones [12.] lo que nos tomaba casi el doble de tiempo de lo que nos hubiera tomado un equipo de mayor velocidad, todo esto lo hubiéramos evitado con la experiencia que hemos adquirido a lo largo del desarrollo de este proyecto.. Puedo decir que el manual interactivo de operaciones de una celda flexible de manufactura no refleja todo el trabajo que hicimos, ya que cada animación que mostramos. en. el. mismo,. tomó. mucho. tiempo. planeándose,. capturándose,. digitalizándose y editándose. El proyecto fue más complicado y tedioso de lo que esperábamos; los tiempos que programábamos para la Edición [10.] lo superamos. Si hubiéramos trabajado como se planeo no hubiéramos concluido. El trabajo que hicimos como equipo fue multitarea, cada uno de nosotros se encargo de una tarea determinada, ya que todos los aspectos que lo componen fueron desarrollados por nosotros. Siento que con la experiencia que adquirimos en este proyecto, podríamos hacer manuales de este tipo para otros procesos, con un poco menos de esfuerzo. La parte interactiva nos sensibilizo para pensar si nosotros fuéramos el usuario de este manual como tendrían que explicamos la programación para que la entendiéramos y la aplicáramos, esto se pensó cuando se hizo la tabla de contenido.. Como apoyo al manual interactivo, se incluyo un manual escrito con formato pdf, aquí los usuarios de este manual se podrán apoyar si tienen alguna duda, o lo podrán utilizar si no tienen una computadora o un reproductor de DVD [11.] a la mano. Estamos muy satisfechos del trabajo que llevamos a cabo ya que cumplimos con los objetivos que propusimos, y el manual interactivo de operaciones de una celda flexible de manufactura esta completo y podrá ser usado para el fin que se propuso.. 19.
(18) VI. Anexos.. A.1 Manual de Operaciones de una Celda Flexible de Manufactura. PARTE I. INTRODUCCIÓN CAPITULO 1 l. Definición de un sistema flexible de manufactura. CAPITUL02 2. Equipos 2.1 Breve explicción de los equipos que conforman una celda de manufactura 2.1.1 Fresadora [l.) CNC. 2.1.2 Torno [2.) CNC. 2.1.3 Autómatas Industriales. 2.1.4 Powermate [6.). 2.1.5 Mesas de Trabajo 2.1.6 Almacén 2.2 Justificación de porqué utilizamos estos equipos 2.3 Para que nos sirve. 2.4 Distribución (Layout). CAPITUL03 3. Conexiones en la celda 3.1 Eléctricas 3.3 Neumáticas 3.4 Red. CAPITUL04 4. Encendido de la celda. CAPITUL05 5. Liberación de alarmas. 20.
(19) PARTE 11 FRESADORA (l.]. CAPITULO 1 l. Introducción. 1.1 Definiciones básicas 1.1.1 ¿ Qué es CNC? 1.1.2 ¿Qué es una Fresadora [l.] CNC? 1.2 Partes que componen una Fresadora [l.] 1.3 tipos de materiales a maquinar 1.4 Ventajas de una Fresadora [l.] CNC 1.5 Industria a la que se enfoca la Fresadora [l.] CNC. CAPÍTUL02 2. Programación 2.1 Concepto del CNC 2.2 Sistemas de coordenadas 2.3 HOME y Origen de la pieza. 2.4 Estructura de programación 2.5 Códigos G 2.6 Códigos M 2. 7 Ciclos "enlatados". CAPÍTUL03 3. Operación de la Fresadora [l.]. 3.1 Encendido de la Fresadora [l.]. 3.2 Mover una Herramienta 3.3 Ejecutar códigos individuales 3.4 Programación 3.4.1 Subir Programa 3.4.2 Cargar Programa 3.4.3Bajar Programa 3.4.4Borrar Programa 3.4.5Editar Programa 3.5 Ejecución de Programa. 3.5.1 Cero pieza cuadrada 3.5.2 Cero pieza redonda. 21.
(20) 3.5.3Simulación 3.5.4 Corrida de programa 3.5.4.1 Código 3.5.4.2 Maquinado. PARTE 111. TORNO [2.] CNC CAPITULO 1 l. Introducción. 1.1 Definiciones básicas 1.1.1 ¿Qué e$ CNC? 1.1.2 ¿Qué es una Torno [2.] CNC? 1.2 Partes que componen un Torno [2.] 1.3 Ventajas de un Torno [2.] CNC 1.4 Industria a la que se enfoca el Torno [2.] CNC. CAPÍTUL02 2. Programación 2.1 Concepto del CNC 2.2 Sistemas de coordenadas 2.3 HOME y Origen de la pieza. 2.4 Estructura de programación 2.5 Códigos G 2.6 Códigos M 2.7 Ciclos "enlatados". CAPÍTUL03 3. Operación del Torno [2.]. 3.1 Encendido del Torno [2.]. 3.2 Mover una Herramienta 3.3 Ejecutar códigos individuales 3.4 Programación 3.4.1 Subir programa 3.4.2 Cargar Programa. 22.
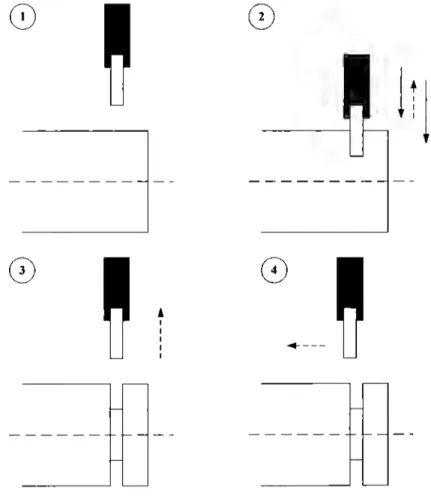
(21) 3.4.3 Bajar Programa 3.4.4 Borrar 3.4.5 Editar 3.5 Ejecución de Programa. 3.51 Cero Pieza 3.5.2 Simulación 3.5.3 Corrida de programa 3.5.3.1 código 3.5.3.2 maquinado. PARTE IV. POWERMATE [6.] CAPÍTULO 1 l. Introducción. 1.1 ¿Qué es un Powermate [6.]? 1.2 Función dentro de la Celda Flexible de Manufactura. CAPÍTUL02 2. Operación 2.1 Encendido del Powermate [6.] 2.2 Mover el Powermate [6.] 2.2.1 Manual 2.2.2 Automático 2.2.3 Posición de Referencia. PARTE V. ROBOTS [3.] CAPITULO 1 l. Introducción. 1.1 ¿Qué es un Robot [3.]? 1.1.1 Descripción general. 23.
(22) 1.1.2 Tipos de Robots [3.J 1.2 Partes que componen un Robot [3.J 1.2.1 Sistema servo-mecánico 1.2.2 Sistema neumático 1.2.3 Sistema de Control 1.2.4 Teach Pendant 1.3 Grados de libertad de un Robot [3.J 1.3.1 Articulaciones 1.3.2 Sistemas de coordenadas 1.4 Ventajas de un Robot [3.J 1.5 Industria a la que se enfoca un Robot [3.J. CAPÍTUL02 2. Operación 2.1 Encendido del Robot [3.J. 2.2 Teach pendant 2.2.1 Pantalla 2.2.2 Teclado 2.2.3 Deadman Switch 2.3 Manejo del Robot [3.J conforme a las necesidades de operación 2.3.1 Movimiento tipo Joint 2.3.2 Movimiento tipo World 2.3.3 Movimiento tipo Tool 2.3.4 Velocidad del Robot [3. J 2.3.5 Operación del Gripper 2.4 Posición de seguridad. CAPÍTUL03 3. Programación. 3.1 Crear un programa 3.2 Borrar un programa 3.3 Copiar un programa 3.4 Editar un programa 3.4.1 Guardar un punto 3.4.1.1 Joint. 24.
(23) 3.4.1.2 Lineal 3.4.2 Editar una línea de programa 3.4.3 Insertar una línea de programa 3.4.4 Copiar una línea de programa 3.4.5 Encontrar una línea de programa 3.4.6 Reemplazar una línea de programa 3.4.9 Deshacer una línea de programa 3.4.10 Borrar una línea de programa 3.5 Detalles del programa 3.6 Tiempos de espera 3.7 Señales de salida para dispositivos externos o Herramientas [7.) [8.] acoplables al. Robot [3.] 3.7.1 Para Gripper 3.7.2 Para Fresadora [l.] CNC 3.7.3 Para Torno [2.] CNC. 3. Interacción con la celda. CAPÍTUL04 4. Corrida de Programa 4.1 Manual 4.1.1 Corrida principio a fin 4.1.2 Corrida en sentido inverso 4.1.3 Corrida a partir de una línea de código 4.2 Automático Ejemplos. PARTE VI. SISTEMAS DE MEDICIÓN. CAPITULO 1 l. Introducción. 1.1 ¿Qué es un una maquina de medición por coordenadas (MMC)? 1.2 ¿Como funciona una MMC? 1.2.1 Principio de operación. 25.
(24) 1.2.2 Tolerancias Geométricas 1.2.3 Requerimientos de operación 1.3 Tipos de MMC 1.3.1 brazo de prueba 1.3.2 Maquina horizontal de una coordenada 1.3.3 Maquina tridimensional de puente 1.3.4 maquina sin contacto mediante video 1.4 La Medición mediante Palpador[4.] [5.] 1.4.1. Descripción general 1.4.2 Partes que la componen 1.4.3 Especificaciones Técnicas 1.5 Ventajas/desventajas de los sistemas de medición 1.6Ventajas de contar con una MMC 1.7 Industria a la que se enfoca una MMC. CAPÍTUL02 2. Ejemplo. PARTE VII. INTEGRACIÓN CAPITULO 1 l. Introducción. 1.1 ¿Qué es un sistema Flexible de Manufactura? 1.2 Programa de integración. CAPITUL02 2. Programación 2.1 Ordenes de Trabajo 2.2 Posiciones del Powermate [6.] 2.3 Ubicación de las Piezas de trabajo de almacén 2.4 Ubicación de las Piezas en las mesas de trabajo 2.5 Secuencia y Listado de operaciones 2.6 Errores de la secuencia de operación 2.7 Resumen secuencia de operaciones. 26.
(25) 2.8 Numero de piezas de la orden 2.9 Prioridad de las órdenes 2.10 Abrir una orden existente 2.11 Revisar una orden existente. CAPITULOJ 3. Corrida de integración 3.1 Preparar las maquinas para la integración. 3.1 Preparar el software de la integración 3.3 Correr programa de integración.. 27.
(26) PARTE l. INTRODUCCIÓN. CAPÍTULO 1 l. Definición de un Sistema Flexible de Manufactura. Un sistema flexible de manufactura, es un conjunto de equipos automáticos conectados entre si, compuestos por sistemas de control, hidráulicos, neumáticos, y electromecánicos, que en conjunto desempeñan una tarea especifica, con la finalidad de mejorar la calidad de una línea de producción.. Su principal característica es que cuenta con maquinaria de Control Numérico por Computadora (CNC) cuya principal ventaja es automatizar los procesos de maquinado con la finalidad de reducir costos, tiempos y por lo tanto aumentar la productividad.. CAPÍTUL02 2. Equipos. Un sistema flexible de manufactura, esta constituido al menos por los siguientes equipos: Fresadora [l.] CNC, Tomo [2.] CNC, Autómata Industrial (Robot [3.]), Powermate [6.] , Mesa de Trabajo y Almacén. Sin embargo se puede contar con más equipos, como una banda transportadora, una maquina de punzonado y doblado, una maquina de descarga eléctrica, entre otros. Estos equipos trabajando en conjunto (red) nos ayudan a desarrollar procesos automatizados de manufactura.. 28.
(27) 2.1 Breve explicación de los equipos que confornian una celda de manufactura. 2.11. Fresadora [l.] CNC.. Esta máquina consta de un cortador que rota a cierta velocidad con la finalidad de remover material de la pieza que se encuentra fija en una mesa de trabajo mientras se desplaza a lo largo de varios ejes.. 2.12. Torno [2.J CNC.. El Tomo [2.] es una de las máquinas más comunes usadas en la industria.. Su. principal característica es que la pieza de trabajo es la que rota sobre su propio eje para poder ser maquinada por un cortador que es desplazado a lo largo de varios ejes. El resultado del maquinado es una pieza totalmente simétrica a lo largo del eje de rotación.. 2.13. Autómatas Industriales.. Mejor conocidos como Robots [3.], existen varios tipos dependiendo de la función que desempeñen, principalmente se utilizan para desplazar el material de trabajo entre los diferentes procesos de maquinado, otorgando precisión y velocidad en la fabricación de piezas.. Powermate [6.J.. Esta máquina está íntimamente ligada al trabajo que realizan los autómatas industriales ya que es la encargada del desplazamiento del Robot [3.] completo a través un eje marcado agregándole mayores capacidades al trabajo que realizarán los Robots [3.].. 29.
(28) 2.15. Mesas de Trabajo. Se ocupan para realizar escalas dentro de una celda de manufactura, es decir, retienen el material el tiempo necesario para posteriormente ser trasladadas a un proceso posterior.. 2.16. Almacén. Su función dentro de una celda flexible de manufactura es almacenar el material de trabajo ya sea antes o después de ser procesado, por lo regular se encuentra sincronizado con un servidor que controla el número de piezas a maquinar.. 2.2 Justificación de porqué utilizamos estos equipos. Dentro de un sistema flexible de manufactura se utilizan los equipos anteriormente mencionados ya que gracias a ellos podemos:. •. Maquinar geometrías mas complejas que con fresadoras y tornos tradicionales.. •. Disminuir el tiempo de maquinado.. •. Aumentar el tiempo de vida útil de la herramienta, al calcular las velocidades de corte específicas.. •. Disminuir los accidentes de trabajo, así como poder realizar actividades que la mano de obra no puede realizar, como trabajar con material peligroso.. •. Disminuir el tiempo de traslado de la pieza de trabajo.. •. Incrementar el control de calidad debido a la alta precisión de estas máquinas.. 2.3 ¿Para qué nos sirve? La principal ventaja que nos ofrece un sistema flexible de manufactura es aumentar la productividad de un proceso de producción, ya que al disminuir el tiempo de. 30.
(29) maquinado vamos a producir una mayor cantidad de piezas en el mismo tiempo, disminuiremos los costos de material de trabajo al aumeptar el tiempo de vida útil de las Herramientas [7.] [8.] , y sobretodo bajarán los insumos de mano de obra al requerir de menos personal para realizar el mismo trabajo, en general disminuiremos los insumos y aumentaremos la producción por lo tanto aumentará la producción. Mejorando el proceso industrial, principal objetivo de estas maquinas.. 2.4 Distribución (Layout) La distribución de un sistema flexible de manufactura está ·en función del tipo de máquinas que se tengan, sin embargo la premisa es ajustarlas de tal manera que se pueda crear una integración utilizando todos componentes de la celda tomando en cuenta la seguridad y facilidad al momento de operar cada una de las máquinas.. CAPÍTUL03 3. Conexiones de la celda 3.1 Eléctricas La celda de manufactura cuenta con un sistema trifásico de alimentación 220V. 60 Hz. Para la Fresadora [ 1.] se necesita una tensión de 200/220 V @ 50/60 Hz, con una corriente de 63A, estos transmitidos por medio de un cable con un calibre mínimo de 8mrn/\2, lo que general una potencia requerida de 15KVA. Las condiciones necesarias para la operación del Torno [2.] son muy similares a la de la Fresadora [l.], con la diferencia que el Torno [2.] requiere de una potencia de 20KVA.. 3.2 Hidráulicas. Estos eqmpos cuentan con una bomba Hidráulica que es la encargada del suministro del. Lubricante (coolant) durante las operaciones de maquinado. Este. lubricante se filtra y se reutiliza. En la Fresadora [l.] se cuenta con una bomba que 31.
(30) entrega 250W de potencia, lo suficiente para los requerimientos de limpieza y flujo de lubricante (coolant) dirigido a la herramienta al momento de maquinar.. 3.3 Neumáticas. En general la celda cuenta con un sistema neumático que se utiliza para los Robots [3.], el Tomo [2.] y la Fresadora [l.]. La presión que suministra este sistema neumático es de 6 bar. absolutos que dependiendo cada máquina se adaptará por medio de un compresor o un regulador de presión.. Para la Fresadora [l.] se requiere una presión> a 5 Kg. /cmA2, así como un flujo de aire>= a 100 L/min., ambas son requeridas para limpiar las Herramientas [7.] [8.] y la Fresadora [l.] en general, además son utilizadas para atomizar el aceite necesario. Por otro lado es importante mantener la temperatura de la presión del aire lo más baja posible, ya que esto influye en la precisión de la máquina.. En cuanto a los Robots [3.] se ocupa la misma presión que suministra la red de la celda, es decir 6 bar. absolutos, con esto se consigue abrir y cerrar el "gripper" de cada uno de los Robots [3.].. 3.4 Red. La celda se comunica por medio de una red Ethernet, lo que permite que los equipos se comuniquen entre sí en tiempo real.. Las direcciones IP de cada equipo son las siguientes:. •. 192.168.1.2 7 Tomo [2.]. •. 192.168.1.3 7 Fresadora [l.]. •. 192.168.1.4 7 Powermate [6.]. •. 192.168.l.57PLC. •. 192.168.1.6 7 Robot [3.] 1. 32.
(31) •. 192.168.1.7 7 Robot [3.] 2. •. 192.168.l.87PC. CAPÍTUL04 4. Encendido de la Celda Resulta de gran importancia cómo es que vamos a prender la celda de manufactura al momento de utilizarla, ya que cada uno de los componentes de la misma, están conectados entre sí y se debe seguir un orden lógico para poder inicializar de manera correcta la celda. El procedimiento para encender la celda de manufactura es el siguiente:. 1. Encender el switch principal 2. Encender el switch de cada equipo a. Switch potencia (atrás) b. Botón encendido (frente). 3. Computadora principal a. Login: CIM [9.] b. Password: fanuc. Posteriormente necesitamos quitar todas las alarmas de cada uno de los elementos de nuestra celda para poder comenzar a operarla, esto lo realizamos desde la computadora central utilizando el software "CIM [9.] ", el orden para desactivar todas las alarmas (5) es el que sigue:. 1. Desactivar el botón REM/LOC a. Tomo [2.]. b. Robot [3.] 1 c. Robot [3.] 2 d. Powermate [6.] e. Fresadora [l.] 33.
(32) 2. Posicionamos en la Fresadora [l.] y oprimir el reset general 3. Oprimir el reset del Robot [3.] l 4. Oprimir el reset del Robot [3.] 2 5. Activar REM/LOC del Tomo [2.] y oprimir el Stand by 6. Desactivar el REM/LOC del Tomo [2.] 7. Oprimir el reset del Powermate [6.] 8. Por último oprimir el reset general. Con esto aseguramos un correcto funcionamiento de nuestro sistema flexible de manufactura, por lo que disminuimos la posibilidad de sufrir algún percance, aumentando así la seguridad.. Cuando se utiliza la celda para una integración, es decir que esta se utiliza en red para simular un proceso, cualquier alarma generada en las maquinas detendrá la misma.. CAPÍTULOS 5. Liberación de alarmas. Por razones de seguridad, todas las máquinas del laboratorio tienen las alarmas activadas cuando se enciende el software. Por consiguiente, no se pueden operar las máquinas sin que se desactiven las alarmas. El procedimiento para desactivar las alarmas lleva un orden específico el cual no puede ser alterado. A continuación se describe el orden que se debe seguir para desactivar las alarmas.. Fresadora [l.] CNC. La Fresadora [l.] es la primera máquina que se debe liberar de alarmas. En pantalla no se logra observar ningún indicador de que la Fresadora [l.] tiene alarma, sin embargo, se puede ver claramente en la pantalla de control de la máquina que aparece "-EMG-". Para quitar esta alarma basta con presionar el botón de "RESET" de CIM [9.] el cual se muestra en la Fig. 5 .1.1.. 34.
(33) Fig. 5.1.1. Botón de Reset. Después de haber presionado dicho botón, el mensaje de "-EMG-" deberá desaparecer y se escuchará un ruido proveniente del dispositivo de lubricación de la máquina.. Robot [3.] #1. El recuadro indicador de alarma muestra cuales alarmas faltan por desactivarse. La alarma del Robot [3.] #1 es la siguiente. Da un clic en el botón que dice "ROB 1" para acceder al panel de control del Robot [3.] #1, después presiona el botón de "RESET' del Robot [3.] # 1 para eliminar esta alarma .. ........ RESET Fig. 5.2.1. Resetear un Robot (3.). Robot [3.] #2. Ahora el recuadro indicador de alarma muestra que la alarma del Robot [3.] #2 deberá ser desactivada.. r--. --:~4 ~~BOT2 (X) ALARMA Fig. 5.3.1. Cuadro de alarma para Robot (3.) 2. Da un clic en el botón que dice "ROB 2" y después en el botón de "RESET" para liberar dicha alarma.. 35.
(34) Fig. 5.3.2. Resetear un Robot (3.). Torno [2.J CNC. La siguiente alanna que se desplegará en pantalla será la del Tomo [2.].. Fig. 5.4.1. Cuadro de alarma para Torno (2.). El procedimiento a seguir difiere un poco del de las otras máquinas ya que no existe un botón de reset para el Tomo [2.] CNC. Ingresa en el panel de control del Tomo [2.] presionando el botón de "TORNO [2.]", después da un clic en el botón de. "REM/LOC" para que de esta manera podamos controlar al Tomo [2.] desde la computadora, una vez hecho esto, debemos presionar el botón de "ST ANDBY" para desactivar la alarma. Una vez liberada la alanna del Tomo [2.], da un clic en el botón de. "REM/LOC" otra vez.. •l;'!i.J,. ..... ;JGRKfb. Fig. 5.4.2. Pasos para desactivar alarma del Torno (2.). A partir de este momento, ya no debe aparecer ninguna alanna desplegada en el recuadro indicador de alannas de la pantalla pero la luz de estatus de CIM [9.] aún sigue de color rojo, tal y como aparece en la Fig. 5.4.3.. 36.
(35) Fig. 5.4.3. Parte superior de la pantalla de software. Todas las máquinas ya no tienen ninguna alarma activada salvo el Powermate [6.] .. Powermate [6.J. Para desactivar finalmente la última alarma de la celda de manufactura, es necesario dar un clic en el botón de "RES ET" de ·cIM [9.] .. Fig. 5.5.1 Botón de Reset de C™ [9.). CIM [9.]. Una vez que todas las alarmas han sido liberadas la luz de estatus de CIM [9.] deberá aparecer de color verde, lo cual significa que ya se pueden utilizar todas las máquinas del laboratorio.. NOTA: Antes de empezar con el procedimiento para desactivar las alarmas, verifica que el botón "REM/LOC" de todos los equipos se encuentra deshabilitado, de otro modo, no serás capaz de liberar las alarmas.. -. REM/LOC Fig. 5.6.1. Botón de REM/LOC para dispositivos. 37.
(36) En dado caso de que se presione el botón de "El\;_fERGENCY" de CIM [9.] se activarán todas las alarmas del laboratorio.. Este proceso para eliminar alarmas puede parecer un poco complicado al principio, pero después de practicar un poco los pasos te familiarizarás con los pasos que se deben seguir para eliminar las alarmas. Es importante recordar que si puedes ver que aparece una alarma en la pantalla de la computadora, también se puede ver en la pantalla de la máquina por lo que, si prefieres ver las alarmas desde la máquina en vez de la computadora esta bien. Cuando las máquinas CNC o el Powermate [6.] (que también es una máquina CNC) tienen alguna alarma aparecerá parpadeando en pantalla de control de la máquina el letrero de "-EMG-", y cuando en los Robots [3.] aparezca alguna alarma, se encenderá un indicador rojo cuando se detecte la alarma.. 38.
(37) PARTE 2. FRESADORA [l.]. CAPÍTULO 1 l. Introducción. La Fresadora [l.] consta de un cortador que rota a cierta velocidad con la finalidad de remover material de la pieza que se encuentra fija en una mesa de trabajo mientras se desplaza a lo largo de varios ejes.. 1.1 Definiciones básicas. 1.1.1. ¿Qué es CNC?. El Control Numérico por Computadora (CNC) ha sido uno de los más importantes desarrollos en cuestión de manufactura en los últimos 50 años, al desarrollar:. Nuevas técnicas de manufactura y producción. Incrementar la calidad de los productos manufacturados. Reducir costos de los procesos.. 1.1.2. ¿Qué es una Fresadora [l.] CNC?. La Fresadora [1.] consta de un cortador que rota a cierta velocidad con la finalidad de remover material de la pieza que se encuentra fija en una mesa de trabajo mientras se desplaza a lo largo de varios ejes. Cuenta con un sistema computarizado que controla la velocidad y la posición de los ejes de la máquina, con lo que podemos hacer cortes que no se pueden maquinar con una Fresadora [1.] tradicional, como círculos, curvas, líneas diagonales y figuras complejas en 30. La Fig. 1.1.2.1 muestra la Fresadora [l.] CNC que se encuentra en nuestra celda de laboratorio.. 39.
(38) Fig. 1.1.2.1. Fresadora [l.] CNC. 1.2 1.3 Partes que componen una Fresadora [l.]. En la Fig. 1.2.1 y Fig. 1.2.2 se muestran las partes que componen a una Fresadora [l.], las cuales son: (1). Pantalla de posiciones.. (2). Panel de control.. (3). Torreta de Herramientas [7.] [8.].. (4). "Clamp" Prensa.. (5). Husillo.. (6). Cambiador automático de herramienta.. Fig. 1.2.1 Partes que componen a una Fresadora (1.). 40.
(39) Fig. 1.2.2. Partes que componen a una Fresadora (1.) CNC. 1.3 Ventajas de una Fresadora [l.] CNC. •. Maquinar geometrías más complejas que con fresadoras tradicionales, es decir incrementamos la flexibilidad del maquinado.. •. Disminuir el tiempo de maquinado .. •. Aumentar el tiempo de vida útil de la herramienta, al calcular las velocidades de corte específicas, disminuyendo los costos por Herramientas [7.] [8.] .. •. Disminuir los accidentes de trabajo, así como poder realizar actividades que la mano de obra no puede realizar, como trabajar con materiales peligrosos.. •. Disminuir el tiempo de traslado de la pieza de trabajo .. •. Incrementar el control de calidad debido a la alta precisión de estas máquinas .. 1.4 Industria a la que se enfoca la Fresadora [l.] CNC. La principal función de una Fresadora [1.] está en la industria del diseño; el alcance de estas maquinas a nivel industrial es muy basto, flexible y potente. Esta máquina cumple las necesidades en diseño, que se necesita para hacer infinidad de artículos como engranes, puntales, espaciadores, levas, alabes de turbinas y Herramientas [7.] [8.] , por mencionar solo algunas. Una Fresadora [1.] CNC puede ser utilizada desde el ramo automotriz hasta el ramo médico.. 41.
(40) CAPÍTUL02 2. Programación. 2.1 Concepto del CNC. El concepto del control numérico es un lenguaje del ámbito Manufactura. La semántica y estructura de este lenguaje se ha definido de acuerdo a como se maquinaban superficies utilizando máquinas convencionales. La estructura de programación se establece mediante normas internacionales ISO 6983 y EIA RS274.. Los pasos a seguir para la programación en control numérico son similares a aquellos establecidos en la manufactura. El primer paso para llevar a cabo un programa de control numérico es:. Entender el plano que define la pieza a maquinar; este plano al menos debe de contar con:. Las dimensiones de la pieza. Las tolerancias permitidas. El acabado de la pieza El material del cual va a ser la pieza. El segundo paso a seguir es: Analizar el plano de la pieza que vamos a maquinar para así poder calcular el tamaño de la pieza en bruto que se va a maquinar, las superficies a maquinar y el tipo de Herramientas [7.] [8.] con las cuales vamos a hacer cortes, perforaciones y algún acabado. Teniendo toda esta. información podemos. calcular los parámetros de corte.. El tercer paso a seguir es la escritura del programa. Una vez escrito el programa debemos revisarlo para verificar que este correcto; con el programa correcto lo que debemos hacer es introducirlo a la memoria de la máquina. Ya que cargamos el. 42.
(41) programa en la máquina debemos de contar con las Herramientas [7.] [8.]. en sus. posiciones, un sistema de referencia bien definido y las,_compensaciones de herramienta correspondientes.. Con el programa cargado en la memona de la máquina comenzamos con el maquinado de la pieza.. La máquina interpreta la posición a la que la herramienta ha de desplazarse mediante un control computarizado que mueve la herramienta a esa posición utilizando coordenadas.. Por lo que debemos de definir los diferentes sistemas coordenados:. El sistema coordenado de la máquina. El sistema coordenada de trabajo.. El sistema coordenado utilizado en el proceso de maquinado de una pieza se conoce como sistema coordinado de trabajo y este origen se define en un punto que utilizamos para la programación de las dimensiones de la pieza.. Se conoce como sistema coordenado de la máquina a. diferentes sistemas. coordenados pueden ser establecidos utilizando un conjunto de funciones especiales.. 43.
(42) 2.2 Sistemas de coordenadas. Coordenadas Absolutas. Cualquier punto se ubica por la distancia del ongen (0,0,0) a dicho punto. Usualmente la localización de un punto se representa de la siguiente manera (ver Fig. 2.2.1):. ( X(+,-)_ ,Y(+,-)_ ,Z(+,-)_). y. Cuadrante. Cuadrante. 4. 11. 3. e. I. (X2, Y3). 2. (X·2,Y1). •. X. -X. -4. .3. -2. -1. 1. •. 2. 3. 4. ·2. IX-4,Y-2). .3. Cuadrante. 111. e. (X2.5,Y-3.25). Cuadrante. IV. .y. Fig. 2.2.1. Coordenadas Absolutas. Coordenadas Incrementales Utiliza a la posición actual como punto de referencia para el siguiente movimiento es un movimiento vectorial. (Ver Fig. 2.2.2). 44.
(43) y. 4. .. .)'... ~ ,,,,~,• (U2, V3). (U-4,V-2) •. "". ,•. ·1. ;·. ::.'. -X. X -4 •. ... -2. L.~, 0. (U-2,V-3) •. "'º·". -1. 2. ª • · ~ .... 3. 4. -2. "•·-.3. ,, ,, ... (U6.5,V-1.25). -4. .y ( lJ(+)(-)_, V(+)(->_, \V<+)(-)_) Fig. 2.2.2. Coordenadas Incrementales. Ejemplos de Coordenadas y. Abs (X:l.v.1¡. (X~.v..!.,. lnc (U-...::l.VLJ. (U~,v..!.,. Abs. lnc. X. -X. 4. Abs (X..:·h.::! ¡. lnc. (u.,:;.v ~. (X_l .v:l J. Abs. (u_l.vJ_¡. lnc. .y. Fig. 2.2.3. Ejemplos de coordenadas. 2.3 HOME y Origen de la pieza. Se conoce como "Home" al origen de la máquina o cero máquina. Este punto lo define el fabricante. Es conocido como un punto de seguridad en el cual se llevan a cabo los cambios de herramienta de la máquina durante un maquinado.. El origen de la pieza es el punto cero de nuestra pieza a maquinar, es la referencia de nuestro programa, ya que con base en este punto se calculan los extremos del. 45.
(44) recorrido de la máquina, es decir los extremos de la pieza. En nuestro programa de maquinado este es el primer punto al que debemos de ir antes de empezar a cortar la pieza. Una vez alcanzado este punto ya comenzamos con el proceso de corte.. 2.4 Estructura de programación. N01. GOO. T. T. NÜMERODE LINEA. X15.0 Y10 ZO. F2. T. CÓDIGO. AVANCE COORDENADAS. Fig. 2.4.l Estructura de Programación para códigos CNC. Cada movimiento deseado se realiza secuencialmente, cada línea de código debe de ir numerada y solamente contiene un solo comando.. 2.5 Códigos G. Posicionamiento Rápido Formato: GOO X_Y_Z_;. Pi. +Y Pf. 150. 10. Pf. ~. Pi 11-------.,__+ .-·---- 200 -----~ +X GOO X200 YlSO Z10;. Fig. 2.5.1. Código GOO. 46.
(45) Movimiento con velocidad de corte Formato: G01 X_Y_2_F___,;. +Y p.f. T. i. •·tO ,----95Nt GOO XO YO 210.; N2 GOO X10.Y15.ZO; N3 G01 2-2. F200; N4G01 X95.; NS G0120; N6 GOO XO YO 210.;. +X. Fig. 2.5.2 Código GOl. Interpolación Circular CW (horario) Formato: G02 X_Y_2_R_F; +Y. l. i. N1,IIG. +X. :----- "' ---1. Nt GOO XO YO Zt O.; N2 GOO X60.Yt0.ZO.; N3 GOt Z-3 F200; N4 G02 X60.Y70.R30; NS GOt ZO; N6 GOO XO YO ZtO.;. Fig. 2.5.3 Código G02. E. KD. de Monterr~., c.ampus Oudad de México. Bibliotec:a 47.
(46) Interpolación Circular CCW (Antihorario). Formato: G03 X_ Y_Z_R_F___,; +Y. T 50. J_ Nt,N6 }-----. 60. +X. _ ___j 1. f - - - - - - 100. ----!. Nt GOO XO YO ZtO.; N2 GOO X60.Y10.ZO; N3 GOt Z-3. F200; N4 G03 X100.Y50.R30F200; NS GOt X60.Y50.ZO; N6 GOO XO YOZto.;. Fig. 2.5.4 Código G03. Establecer Sistema Coordenado. o. G54. o. G55. o. G56. o. G57. o. G58. o. G59. 48.
(47) Sistema Coordenado Absoluto. y. 4-. 3 •(X2,Y3) Formato: N G90. 2. (X-2, Yt). •. -X. /(XO,YO) X 1. 2. -2. •. -4- -3 -2 -1. • (X-4-, Y-2). 3 4(X2,Y-2). -3 -4-Y. Fig. 2.5.5 Sistema coordenado absoluto. Sistema Coordenado Incremental. y. Formato: N_G91. X -4 / r3 -2 -1. ¿_. 1 -2. 2. 3. 4. ------------.:3---.._ (X6.5, Y-1.25). (X-2, Y-3). -4. -Y Fig. 2.5.6 Sistema coordenado incremental. 49.
(48) Retorno automático a la posición "Home". Formato:. N_G28 X_Y_Z_; HOME. Fig. 2.5.7 Código G28. Planos de trabajo. z. X. y....----------,. Fig. 2.5.8 Planos de trabajo. 50.
(49) Establecer sistema de unidades en pulgadas (in). Formato: N_G20. I' 1 1 11 1 1 1Pulgadas 1 1 1 1 1 1 1 11 11 1 1 1 • 1 (in). Fig. 2.5.9 Código G20. Establecer sistema de unidades en milímetros (mm). Formato: N_G21. 1_. 1 1 1 11 1 1 1 1 1 1 1 1 1 1 1 1 11 1 1 1 1 1 Milímetros (nun). _. Fig. 2.5.10 Código G21. Avance de la herramienta.. G94 - Feed Rate (mm/min.) G95 - Feed Rate (mm/rev). 51.
(50) Compensación izquierda del cortador. Formato: N G4-1 D_. -----i•~. Corte Programado -----------> Corte compensado. Fig. 2.5.11 Código G41. D- # de la herramienta en uso. Compensación derecha del cortador. Formato: N_G4-2 D_. __....,.,~ Corte Programado. ----------->. Corte Compensado. Fig. 2.5.12 Código G42. D- # de la herramienta en uso. 52.
(51) Cancelación de compensaciones. Formato: N G40. Fig. 2.5.13 Código G40. Cancela cualquier compensación que haya sido aplicada durante la ejecución· del programa y funciona como una cancelación para compensaciones aplicadas en programas anteriores.. Compensación de altura de herramienta. e Pnnto de referencia. Formato: N_G43 H_Z_;. Fig. 2.5.14 Código G43. H- #. de la herramienta en uso; este código se utiliza cada vez que se cambia la. herramienta.. G49- Cancelar compensación de altura. 53.
(52) 2.6 Códigos M. Giro del husillo a favor de las manecillas del reloj (CW). Formato: N_M03S. l.. Fig. 2.6.1 Código MOJ. Giro del husillo a favor de las manecillas del reloj (CCW). Formato: N_M04-S_. z. Fig. 2.6.2 Código M04. 54.
(53) Paro del Husillo. Formato: N_MOS. z. Fig. 2.6.3 Código MOS. Cambio de herramienta. Formato: N M06TXX. TXX- Número de herramienta. Fig. 2.6.4 Código M06. 55.
(54) Encendido del líquido refrigerante.. Formato: N M08. Fig. 2.6.5 Código M08. Apagado del líquido refrigerante. Formato: N M09. Fig. 2.6.6 Código M09. 56.
(55) Fin del Programa. Formato: N_M30 Formato: N_M02. I. ~. Fig. 2.6.7 Códigos para finalizar un programa. M02 Termina la ejecución del programa y resetea el control numérico.. MJO Termina la ejecución y se repite el programa para volver a maquinar.. Cierre de la Prensa "Clamp". Formato: N M77. Fig. 2.6.8 Código M77. 57.
(56) Apertura de la Prensa "Clamp" Formato: N M78. Fig. 2.6.9 Código M78. 2. 7 Ciclos "enlatados". •. Simplifican la programación. •. Combinan una gran cantidad de operaciones de programación estándar y disminuyen. los. pasos. de. programación simplificando las operaciones. matemáticas y optimizando las condiciones de corte.. 58.
(57) Ciclo de taladrado. Formato: N_G81 X_Y_Z_R_F_. X_Y_: Ubicación del agujero Z_: Profundidad del agujero R_:Plano de retracción F_:Avance de corte. Velocidad de avance Rápido. z. •. Velocidad de corte G98 Subimos a (X Y Z) G99 Subimos a Plano de retracción Fig.2.7.1 Código G81. Ciclo de taladrado profundo. Formato: N_G83X_Y_Z_R_Q_F_. G98 Subimos a (X Y Z) - G99 Subimos a plano de retracción Q. X_ Y: Ubicación del agujero Z_:Profundidad del agujero R_:Plano de retracción Q_:Profundidad por picoteo F_:Avance. Fig.2.7.2 Código G83. 59.
(58) Cancelación de ciclos de taladrado. Fonnato: N G80 Cancela cualquier ciclo de taladrado que se haya programado antes de este.. CAPÍTUL03 3. Operación. 3.1 Encendido de la Fresadora [l.]. El procedimiento para encender la Fresadora [1.] CNC es muy simple y se compone de dos pasos. El primer paso es girar el interruptor de potencia (a) localizado en la parte trasera de la máquina, como se muestra en la Fig. 3. 1.1. El interruptor es el que suministra la potencia a la máquina. Sin embargo, el Torno [2.] CNC no puede ser operado sin esta parte de control. El siguiente paso es prender el control presionando el botón verde de ON (b) localizada en el panel frontal.. b) Botones ON I OFF. a) Interruptor de potencia Fig. 3.1.1. Interruptores. 60.
(59) Para apagar el Tomo [2.], primero presiona el botón rojo de OFF del panel frontal y después gira a la posición de OFF el interruptor de P?tencia de la parte trasera de la máquina.. 3.2 Mover una herramienta ~. Hay diferentes formas para mover una herramienta con la Fresadora [1.].. ~. Podemos utilizar los modos Jog, Handle, Rapid,. ~. Cuando utilizamos el modo rapid, la maquina se mueve a la velocidad del feedrate override al porcentaje de rapid override que ten~a; esto se hace con 3 switches X, Y y Z.. ~. Cuando utilizamos el modo jog, la maquina se mueve con el porcentaje de feedrate que tenga en mm/Rev. este movimiento se lleva a cabo con los 3 switches switches X, Y y Z. que también se utilizan en el modo rapid.. ~. Cuando utilizamos el modo handle la maquina se mueve en incrementos de 1, 1O y 100 micras, esto se controla mediante una perilla. Este tipo de movimiento es el más preciso y el más usado para hacer el cero pieza.. 3.3 Ejecutar códigos individuales Para ejecutar códigos individuales en la Fresadora [l.] , tenemos que utilizar el modo MDI que significa MANUAL DATA INPUT, apretar el botón de "PROG" para insertar códigos. Para insertar el código G o M que queramos con ayuda del Panel de Programación con el formato de programación que le corresponda.. 3.4 Programación. 3.4.1 Subir Programa Para poder subir un programa en la Fresadora [1.] debemos ponerlo en el modo EDIT, posteriormente abrir el software Basic Operation Package y seleccionar la IP correspondiente (3 para Fresadora [l.] ). En la parte inferior del programa debemos seleccionar la opción de SYSTEM y después el botón OPR ubicado en la parte inferior derecha de la pantalla, una vez hecho esto en menú inferior cambiará, necesitamos 61.
(60) localizar el botón READ y al oprimirlo se abrirá un cuadro de diálogo de Windows donde debemos localizar el archivo, una vez encontrado_,se nos preguntará el número del programa que tiene el archivo (formato Oxxx), al dar aceptar aparecerá otra ventana donde se verifica el programa, si éste no tiene errores aparecerá OK y se habrá subido correctamente el programa.. 3.4.2 Cargar Programa. Para cargar un programa únicamente debemos colocamos en modo EDIT y presionar el botón de PROG y posteriormente el botón DIR, para así encontrar el directorio con los diferentes programas que existen en la memoria, una vez hecho esto debemos escribir el número del programa que deseamos cargar (formato Oxxxx), y presionar la flecha hacia abajo, con esto se cargará automáticamente el programa y se desplegará en la pantalla.. 3.4.3Bajar Programa. Para bajar el programa es necesario abrir el software Basic Operation Package, al igual que en la parte de subir, debemos oprimir el botón PROGRAM y posteriormente OPR, al hacer esto cambiará el menú inferior y debemos localizar la opción que dice WRITE TO DISK, al oprimirlo se abrirá un cuadro de diálogo de Windows debemos ingresar el nombre y la ubicación donde queremos guardar el archivo, posteriormente presionamos el botón SA VE y el archivo estará guardado.. 3.4.4Borrar Programa. Para borrar el programa debemos hacerlo directamente en la Fresadora [l.]/Tomo [2.], también debe estar en el modo EDIT, presionar el botón PROG y DIR, para colocamos en la pantalla del directorio de los programas, escribir el programa que deseamos borrar y oprimir el botón DELETE, posteriormente se nos preguntará si deseamos borrar el programa y únicamente debemos confirmar la operación.. 62.
(61) 3.4.5Editar Programa. Para editar el programa es necesario abrir el software Basic Operation Package, al igual que en la parte de subir, debemos oprimir el botón PROGRAM y posteriormente OPR, al hacer esto cambiará el menú inferior y debemos localizar la opción que dice GET FROM NC y seleccionaremos el programa que deseamos editar, con esto se cargará el programa y lo podremos editar directamente, al realizar un cambio se pondrá en amarillo un indicador en la parte superior derecha indicándonos que se ha modificado el archivo, cuando hayamos terminado con los cambios podemos volver a subir el programa con el botón WRITE BACK TO NC, con lo que se cargará el programa modificado a la Fresadora [ 1.].. 3.5 Ejecución de Programa. (Por cuestiones didácticas en esta parte debemos. referirnos al manual interactivo). 3.5.1 Cero pieza de una pieza cuadrada. 3.5.2 Cero pieza de una pieza redonda. 3.5.3Simulación. 3.5.4 Corrida de programa. 3.5.4.1 Código. 3.5.4.2 Maquinado. 63.
(62) PARTE 3. TORNO [2.] CNC CAPÍTULO 1 l. Introducción. 1.1 Definiciones básicas. 1.1.1. ¿Qué es CNC?. El Control Numérico por Computadora (CNC) ha sido uno de los más importantes desarrollos en cuestión de manufactura en los últimos 50 años, al desarrollar:. Nuevas técnicas de manufactura y producción. Incrementar la calidad de los productos manufacturados. Reducir costos de los procesos.. ¿Qué es un Torno [2.] CNC?. El Tomo [2.] es una de las máquinas más utilizadas en la industria. Una operación de torneado consiste en rotar el material de trabajo mientras una herramienta se mueve a lo largo del material, por lo tanto se le da un mismo acabado a lo largo de toda la pieza. En la Fig. 1.1.1 y Fig. 1.1.2 se muestran algunos ejemplos de piezas fabricadas por un Tomo [2.].. Tomillos. Ejes. Rin. Fig. 1.1.1 Piezas Fabricadas por un Torno (2.). 64.
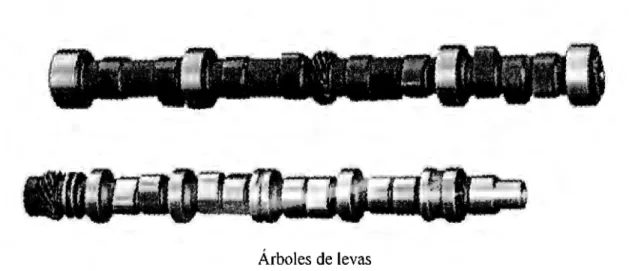
(63) Árboles de levas Fig. 1.1.2 Piezas Fabricadas por un Torno [2.J. Los tornos han sido utilizados desde hace mucho tiempo. Existen evidencias de artefactos realizados con operaciones de torneado desde el año 700 A.C. Originalmente los tornos fueron utilizados para trabajar con madera pero con el conocimiento de los metales su uso se extendió a la industria metalúrgica. Esta máquina se compone de diferentes elementos y requiere demasiados parámetros a definir para que funcione adecuadamente.. La diferencia entre un Torno [2.] de Control Numérico por Computadora (CNC) y un Torno [2.] manual es que el Torno [2.] CNC permite al operador maquinar piezas conforme a un programa. Este programa facilita los procesos de maquinado especialmente cuando se maquinan piezas complicadas o piezas que incluyen arcos en su forma, por ejemplo. El Tomo [2.] CNC es muy útil, también, cuando se consideran en el programa muchos cambios de herramienta, ya que en vez de quitar la herramienta, cambiarla y montar la nueva herramienta, un Torno [2.] CNC puede convertir todos estos paso en uno solo, por lo tanto, se reduce el tiempo llamado "too// setup".. Partes que componen un Torno [2.J. Como ya se mencionó, los tomos se utilizan para maquinar sólidos de revolución (piezas simétricas a lo largo de su eje de rotación). Para desarrollar estos maquinados el material de trabajo necesita estar girando mientras una herramienta se desplaza, haciendo contacto, a lo largo de la pieza. Por lo tanto, un Tomo [2.] CNC básico debe 65.
(64) estar equipado con (1) una mordaz.a que sostenga a la pieza y le de el movimiento rotacional necesario, (2) una torreta de almacenamiento de Herramientas [7.] [8.] que •' permita un cambio rápido de las mismas, y (3) un "tail stock" que ayude a sostener barras de material que sean demasiado largas (ver Fig. 1.2.1 ).. Torreta. Mordaza. Tail Stock Fig. 1.2.1. Componentes de un Torno [2.J. 66.
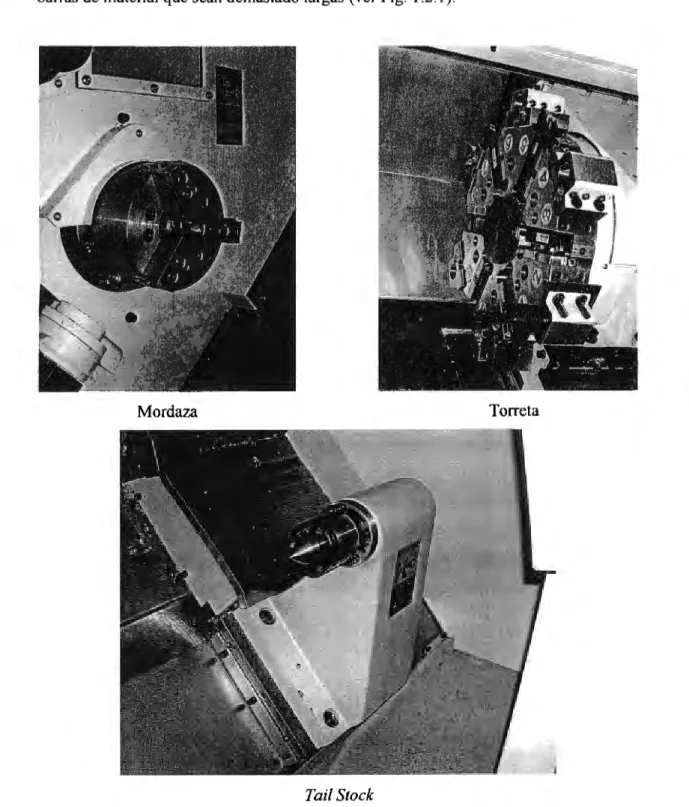
(65) Un elemento importante de una máquina CNC es su sistema de control como se muestra en la Fig. 1.2.2. El sistema de control de un Topio [2.] CNC se puede ver como si fuera la computadora de la máquina.. Fig. 1.2.2. Sistema de control de un Torno (2.).. En general, el fabricante de la máquina es diferente al fabricante de la parte de control como sucede en nuestro caso ya que, el fabricante de la máquina es KIA y el fabricante del control es FANUC. Pero, si se tiene la oportunidad de ver dentro de una máquina CNC Haas se podrá observar que tanto el fabricante de la máquina como el de la parte de control es el mismo. Cada fabricante encargado de la parte de control, usa un lenguaje de programación específico, sin embargo, no difieren mucho unos de otros. FANUC es el más grande fabricante encargado de la parte de control pero existen otros fabricantes como Siemens, Num, Haas, Haidenhain entre otros. Cada fabricante de control utiliza un lenguaje de programación en particular; sin embargo, no difieren mucho. El sistema de control permite operar la máquina presionando los botones. 67.
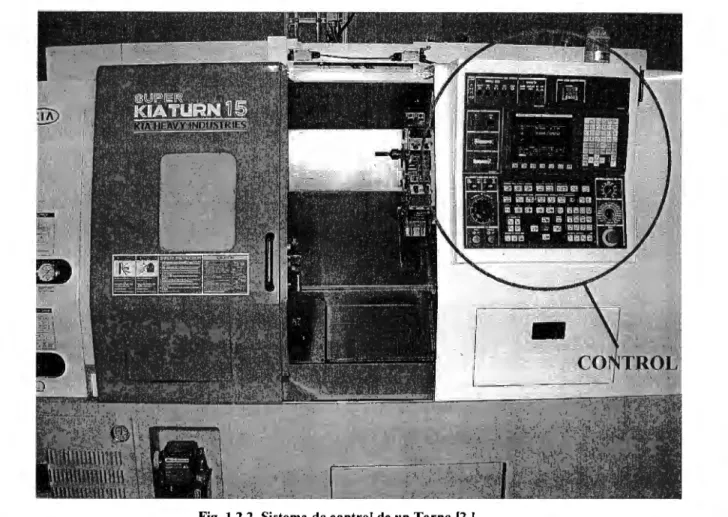
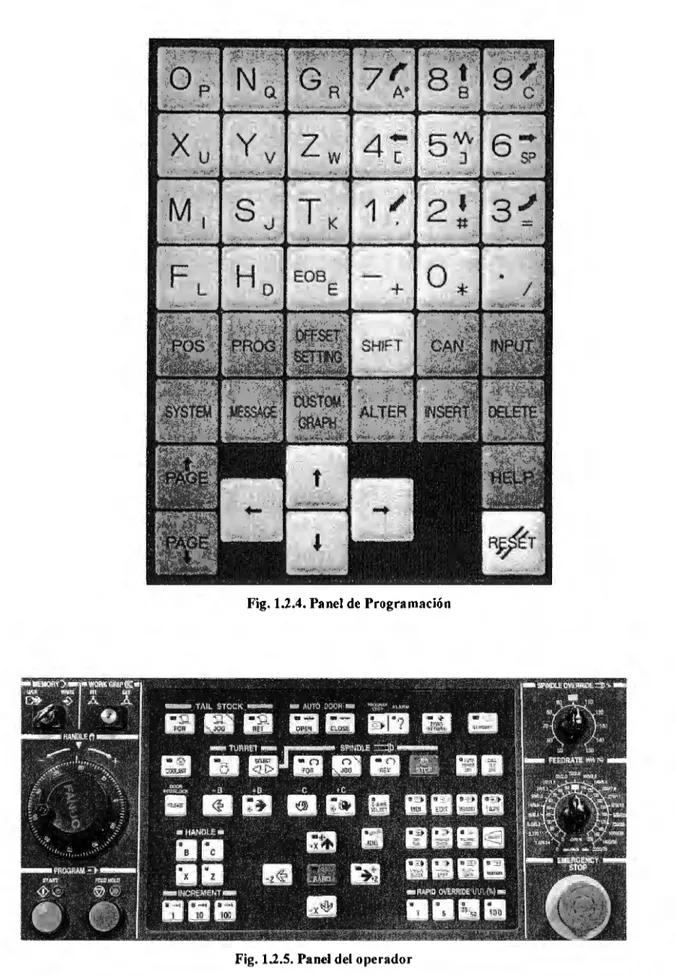
(66) deseados. Se pueden realizar diferentes tareas desde el panel de control tales como inicializar la máquina, enviar la herramienta a la posición de HOME, mover la herramienta, controlar varios dispositivos del Tomo [2.] CNC, correr un programa, definir el origen de la pieza, etc ..... El control del Torno [2.] CNC se muestra en la Fig. 1.2.3, se puede dividir en tres secciones: el panel de programación (Fig. 1.2.4 ), el panel del operador (Fig. 1.2.5) y el monitor.. Fig. 1.2.3. Control del Torno [2.] CNC. 68.
(67) Fig. 1.2.4. Panel de Programación. Fig. 1.2.5. Panel del operador. 69.
(68) Ventajas de un Torno (2.) CNC. Maquinar. geometrías. más. complejas. que. con. tornos. tradicionales,. incrementando la flexibilidad del maquinado. Disminuir el tiempo del maquinado. Aumentar el tiempo de vida útil de la herramienta, al calcular las velocidades de corte específicas, disminuyendo los costos por Herramientas [7.] [8.] . Disminuir el tiempo de traslado de la pieza de trabajo. Incrementar el control de calidad debido a la alta precisión de estas máquinas. Eliminar posibles errores mediante simulaciones previas al maquinado.. Industria a la que se enfoca un Torno (2.) CNC. La principal función de una Torno [2.] está en la industria del diseño; el alcance de estas maquinas a nivel industrial es muy basto, flexible y potente. •. Esta máquina cumple las necesidades en diseño, que se necesita para hacer infinidad de artículos corno Árboles de levas, tornillos, ejes de turbinas y rines por mencionar solo algunas. Un Torno [2.] CNC puede ser utilizado desde el ramo automotriz hasta el ramo médico.. CAPÍTUL02 2. Programación. 2.1 Concepto del CNC. La programación CNC podría parecer intimidante al principio pero en realidad se basa en un concepto relativamente básico. No es una forma complicada de programación y la mayor parte del tiempo requiere solamente sentido común. El concepto básico de la programación CNC es de tipo lineal ya que, hay que mover las Herramientas [7.] [8.] de un punto a otro y de esta manera se va dando forma a las. 70.
(69) piezas de trabajo. Si se mantiene siempre este concepto en mente programación CNC la programación se convertirá en un instrumento muy fácil de utilizar. Existen diferentes maneras de mover una herramienta de un punto a otro, se puede mover en líneas rectas o haciendo arcos. El movimiento lineal de la herramienta puede tener diferentes velocidades de un corte a otro, para ser lo más eficiente posible la posición de la herramienta se dará respecto a un sistema de coordenadas como se explicó en el capítulo anterior. La programación CNC utiliza un lenguaje específico llamado Códigos G - M, dicho lenguaje no difiere mucho de un fabricante a otro.. 2.2 Sistemas de coordenadas. Existen tres sistemas de coordenadas: máquina, absolutas y relativas. La Fig. 2.2.1 ilustra los tres sistemas de coordenadas. El sistema coordenado de máquina muestra las coordenadas de la herramienta según la posición de HOME.. NOTA: La posición de HOME al estar localizada en el extremo positivo de los ejes hace que los valores del sistema coordenado de máquina siempre sean negativos.. Fig. 2.2.1. Sistemas de coordenadas.. 71.
Figure
![Fig. ill.1. Iluminación del interior del Torno [2.] para maquinado.](https://thumb-us.123doks.com/thumbv2/123dok_es/2100484.505486/13.888.120.742.86.544/fig-ill-iluminación-interior-torno-maquinado.webp)
![Fig. 111.2. Imagen del monitor conectado a la videocámara que muestra una pie7.8 que se maquinará en el Torno [2.]](https://thumb-us.123doks.com/thumbv2/123dok_es/2100484.505486/14.888.116.749.82.541/fig-imagen-monitor-conectado-videocámara-muestra-maquinará-torno.webp)
![Fig. IV.1 Portada del DVD [11.]](https://thumb-us.123doks.com/thumbv2/123dok_es/2100484.505486/15.888.190.685.531.985/fig-iv-portada-del-dvd.webp)
![Fig. 1.1.2.1. Fresadora [l.] CNC](https://thumb-us.123doks.com/thumbv2/123dok_es/2100484.505486/38.888.150.697.112.548/fig-fresadora-l-cnc.webp)
+7
Documento similar
Proporcione esta nota de seguridad y las copias de la versión para pacientes junto con el documento Preguntas frecuentes sobre contraindicaciones y
dente: algunas decían que doña Leonor, "con muy grand rescelo e miedo que avía del rey don Pedro que nueva- mente regnaba, e de la reyna doña María, su madre del dicho rey,
Y tendiendo ellos la vista vieron cuanto en el mundo había y dieron las gracias al Criador diciendo: Repetidas gracias os damos porque nos habéis criado hombres, nos
Entre nosotros anda un escritor de cosas de filología, paisano de Costa, que no deja de tener ingenio y garbo; pero cuyas obras tienen de todo menos de ciencia, y aun
Después de una descripción muy rápida de la optimización así como los problemas en los sistemas de fabricación, se presenta la integración de dos herramientas existentes
o Si dispone en su establecimiento de alguna silla de ruedas Jazz S50 o 708D cuyo nº de serie figura en el anexo 1 de esta nota informativa, consulte la nota de aviso de la
Las manifestaciones musicales y su organización institucional a lo largo de los siglos XVI al XVIII son aspectos poco conocidos de la cultura alicantina. Analizar el alcance y
Este curso se ha diseñado especialmente para guiar a los tutores clínicos de Medicina Intensiva en proporcionar un feedback, estructurado y.. efectivo, a los residentes durante
