Diseño de un dispositivo de carga manual para el transporte de gases comprimidos considerando la norma NTC 2880 en las empresas del sector de la granja, localidad de Engativá, Bogotá
75
0
0
Texto completo
(2) DISEÑO DE UN DISPOSITIVO DE CARGA MANUAL PARA EL TRANSPORTE DE GASES COMPRIMIDOS CONSIDERANDO LA NORMA NTC 2880 EN LAS EMPRESAS DEL SECTOR DE LA GRANJA, LOCALIDAD DE ENGATIVÁ, BOGOTÁ. PAULA ALEJANDRA PINILLA BAUTISTA STIVEN MANUEL TABOADA PEINADO. TRABAJO DE GRADO PARA OPTAR POR LOS TÍTULOS DE INGENIEROS INDUSTRIALES. JOHAN ALEXANDER RINCÓN GUALDRÓN DIRECTOR INGENIERO MECÁNICO. UNIVERSIDAD COOPERATIVA DE COLOMBIA FACULTAD DE INGENIERÍA INGENIERÍA INDUSTRIAL SEDE BOGOTÁ BOGOTÁ D.C 2019. 1.
(3) CONTENIDO DEDICATORIA ..................................................................................................................................... 8 AGRADECIMIENTOS ........................................................................................................................... 9 TITULO ................................................................................................................................................ 10 OBJETIVOS ......................................................................................................................................... 10 OBJETIVO GENERAL ..................................................................................................................... 10 OBJETIVO ESPECIFICO ................................................................................................................. 10 PLANTEAMIENTO DEL PROBLEMA ............................................................................................... 11 JUSTIFICACIÓN.................................................................................................................................. 13 ESTUDIO DEL MERCADO ......................................................................................................... 14. I.. 1.1.. ANÁLISIS DE LA DEMANDA ............................................................................................ 14. 1.2.. ANÁLISIS DE RESULTADOS ............................................................................................. 15. 1.3.. ANÁLISIS SITUACIONAL MACROENTORNO ................................................................. 18. 1.3.1.. ENTORNO DEMOGRÁFICO ....................................................................................... 18. 1.3.2.. ENTORNO ECONÓMICO ............................................................................................ 19. 1.3.3.. ENTORNO NATURAL ................................................................................................. 20. 1.3.4.. ENTORNO POLÍTICO .................................................................................................. 21. DISEÑO DEL PROTOTIPO ...................................................................................................... 25. II.. 2.1. DESPLIEGUE DE LA FUNCIÓN DE CALIDAD ...................................................................... 25 2.2. MATRIZ EVALUATIVA PONDERADA .................................................................................. 31 2.3. DISEÑO DEL PROTOTIPO DE LA HERRAMIENTA DE CARGA MANUAL ........................ 35 CONDICIONES DE MANUFACTURA .................................................................................... 39. III.. 3.1. PROCESO .................................................................................................................................. 40 3.1.1. Maquinaria ........................................................................................................................... 41 1.4.. CAPACIDADES ................................................................................................................... 42. 1.4.1.. CAPACIDAD TEÓRICA ............................................................................................... 42. 1.4.2.. CAPACIDAD INSTALADA.......................................................................................... 42. 1.4.3.. CAPACIDAD DISPONIBLE ......................................................................................... 43. 1.5.. PLAN MAESTRO DE PRODUCCIÓN PMP ......................................................................... 45. 1.5.1.. PRONÓSTICOS............................................................................................................. 45. 1.5.2.. PLAN MAESTRO DE PRODUCCIÓN (PMP)............................................................... 48. 1.6.. 3 DISTRIBUCIÓN EN PLANTA ............................................................................................. 50 4.
(4) 1.6.1.. Diagrama de Relaciones ................................................................................................. 50. 1.6.2.. Hoja de Trabajo .............................................................................................................. 52. 1.6.3.. Patrones de distribución por bloques ............................................................................... 52. 1.6.4.. Layout de Planta ............................................................................................................. 53. 1.7.. SIMULACIÓN ...................................................................................................................... 54. 1.7.1.. Procesadores .................................................................................................................. 55. 1.7.2.. Interpretación de variables .............................................................................................. 56. 1.7.3.. Análisis e interpretación de resultados ............................................................................ 56. CONCLUSIONES ................................................................................................................................ 60 BIBLIOGRAFÍA................................................................................................................................... 62 ANEXOS .............................................................................................................................................. 64 Anexo 1 Matriz QFD ......................................................................................................................... 64 Anexo 2 Matriz Evaluativa ................................................................................................................ 65 Anexo 3 Diagrama de Flujo ............................................................................................................... 66 Anexo 4 Hojas de Proceso ................................................................................................................. 67 Anexo 5 PMP .................................................................................................................................... 75.
(5) TABLA DE IMÁGENES Imagen 1 Perímetro barrio La Granja. Fuente: Google Maps .................................................................. 19 Imagen 2 Mapa demográfico de la localidad Engativá. Fuente: Biblioteca Digital .................................. 20 Imagen 3 Matriz de Correlación Por: Pinilla & Taboada (2019) ............................................................. 28 Imagen 4 Matriz relación QUE y COMO Por: Pinilla & Taboada (2019) ................................................... 29 Imagen 5 Comparación necesidades de la empresa vs la competencia. Por: Pinilla & Taboada (2019) ... 30 Imagen 6 Diseño 1. Por: Pinilla, Taboada (2019) ................................................................................... 32 Imagen 7 Diseño 2. Por: Pinilla, Taboada (2019) ................................................................................... 32 Imagen 8 Diseño 3. Por: Pinilla, Taboada (2019) ................................................................................... 33 Imagen 9 Despiece del Modelo. Por: Pinilla, Taboada (2019) ................................................................. 37 Imagen 10 Diagrama de relación Por: (Pinilla & Taboada, 2019) ............................................................ 51 Imagen 11 Propuesta del diseño de planta para la producción del CCM. Por: Pinilla, Taboada ............... 54 Imagen 12 Resumen de datos estadísticos para soldadura. Fuente: Reporte generado por Flexsim ....... 57 Imagen 13 Replicaciones soldadura: Reporte generado por Flexsim ....................................................... 58 Imagen 14 Histograma proceso Soldadura. Fuente: Reporte generado por Flexim ................................ 58 Imagen 15 Grafico comparativo del plan agregado de producción vs simulación. Por: Pinilla & Taboada (2019) ................................................................................................................................................... 59. 5.
(6) LISTA DE TABLAS. Tabla 1 Frecuencia Absoluta. Por: Pinilla & Taboada (2019) ................................................................. 18 Tabla 2 Criterios matriz evaluativa Por Taboada, Pinilla (2019) ............................................................. 31 Tabla 3 Matriz evaluativa. Esta muestra los diseños y un criterio de evaluación. Por: Pinilla, Taboada (2019) ................................................................................................................................................... 34 Tabla 4 Matriz evaluativa. Esta muestra el resultado una vez hechos los cálculos. Por: Pinilla, Taboada (2019) ................................................................................................................................................... 34 Tabla 5 Materiales y cantidades. Por: Pinilla, Taboada (2019) ................................................................ 38 Tabla 6 Lista de relación de Maquinaria y Equipo. Por: Pinilla & Taboada (2019) ................................... 41 Tabla 7 Demanda de las carretillas. Por ................................................................................................. 46 Tabla 8 Demanda con pronóstico. Por: Pinilla, Taboada (2019).............................................................. 47 Tabla 9 Plan Maestro de Producción para el CCM. Por: Pinilla, Taboada (2019) ..................................... 48 Tabla 10 Valores de cercanía para el diagrama de relación (Aparicio & Tapias, 2017) ............................ 51 Tabla 11 Código de valores para la relación de cercanías (Aparicio & Tapias, 2017) ............................... 52 Tabla 12 Hoja de trabajo, Datos obtenidos del diagrama de relaciones. Por Pinilla & Taboada, 2019 ..... 52 Tabla 13 Caracterización de las máquinas. Por: Pinilla & Taboada (2019) .............................................. 55. 6.
(7) LISTA DE ANEXOS Anexo 1 Matriz QFD ............................................................................................................................. 64 Anexo 2 Matriz Evaluativa .................................................................................................................... 65 Anexo 3 Diagrama de Flujo ................................................................................................................... 66 Anexo 4 Hojas de Proceso ..................................................................................................................... 67 Anexo 5 PMP ........................................................................................................................................ 75. 7.
(8) DEDICATORIA Dedico este trabajo inicialmente a Dios por permitirme estar culminando con grandes experiencias y enseñanzas este gran paso en mi vida como lo es mi carrera profesional, A mi madre Marleny por apoyarme, darme el impulso de cumplir este gran sueño acompañándome con cariño en cada una de mis decisiones, a mi padre Javier (Q.E.P.D) sé que a pesar de su ausencia física espiritualmente siempre me acompaña y estará orgulloso de esta etapa que culmino, a mis hermanos Leidy y Sergio por brindarme momentos significativos escucharme y ayudarme en lo que necesitara, a Jairo por estar siempre presente y orientándonos en la vida y claro a mi compañero Stiven por que sin el equipo que formamos no hubiéramos logrado cumplir esta meta. PAULA ALEJANDRA PINILLA BAUTISTA. A mis padres que me han brindado su apoyo, confianza y amor incondicional, que me ha dado la fuerza para cumplir con todo a cabalidad. A mis compañeros y amigos por tener el placer de compartir aula, experiencias y conocimientos. Y finalmente a mi compañera Paula ya que sin ella esto no hubiera sido posible. Este trabajo es dedicado a todos ustedes. STIVEN MANUEL TABOADA PEINADO. 8.
(9) AGRADECIMIENTOS. A través de estas palabras queremos expresar nuestros profundos agradecimientos primero a Dios quien nos dio el entendimiento, la sabiduría y el discernimiento durante nuestro proceso de formación académica. En segundo a nuestros padres, por sus esfuerzos inagotables que han hecho posible la realización y el alcance de este logro. A nuestro director el ingeniero Johan Rincón el cual coloco su confianza en nosotros y aporto conocimientos con el fin de culminar con éxito la realización de este proyecto de grado. Y finalmente a compañeros, amigos y demás personas que de una manera u otra fueron apoyo e impulso para culminar nuestra carrera profesional.. 9.
(10) TITULO Diseño de un dispositivo de carga manual para el transporte de gases comprimidos considerando la norma NTC 2880 en las empresas del sector de la granja, localidad de Engativá, Bogotá OBJETIVOS OBJETIVO GENERAL Diseñar un dispositivo de carga manual para el transporte de Cilindros con gases comprimidos, empleando la norma NTC 2880 y la metodología de diseño secuencial OBJETIVO ESPECIFICO . Establecer condiciones de diseño a partir de la observación directa y encuestas. . Proponer un diseño para un prototipo de carga manual, haciendo uso de herramientas computacionales.. . Determinar condiciones de manufactura a partir de la evaluación de prototipo. 10.
(11) PLANTEAMIENTO DEL PROBLEMA En la empresa del sector industrial metalmecánico es muy común encontrar cilindros de gases comprimidos, no es de extrañar ya que estos son unos de los insumos más utilizados en esta industria. Estos gases (nitrógeno, oxigeno, argón entre otros), se utilizan para diferentes procesos como lo son: soldadura, corte, limpieza, ensamblado, deshidratación y calentamiento de metales, entre otros tipos de procesos.. Estos cilindros deben tener un manejo y almacenamiento especial, ya que tienen que cumplir ciertos parámetros para su óptimo traslado. En Colombia se tienen diferentes normas que mencionan el cómo y con qué se debe realizar el traslado de los cilindros, tales como la NTC 2880, la resolución 2400 de 1979 del ministerio de trabajo (capítulo V art. 522), entre otras. Aun teniendo en cuenta estas diferentes normas, existen empresas, (más que todo las PYMES) que no tienen en cuenta la normativa presente y realizan el traslado de estas sustancias de manera poco ergonómica y por tanto con un alto riesgo al operario.. Durante el traslado de estos cilindros, los operarios al no contar con las herramientas adecuadas para el óptimo manejo de estos, ejecutan el desplazamiento de diferentes maneras: con los cilindros “al hombro”; son arrastrados por largos trayectos en superficies uniformes, o dos o más personas trasladan un solo cilindro, etc., esto hace que no solo los operarios se encuentren ante una situación de riesgo, sino que puede exponer a la empresa ante problemas legales por no cumplir con la regulación del manejo de gases comprimidos, seguridad industrial y salud ocupacional. Además, pueden generar cuellos de botella durante los procesos que requieran la utilización de los cilindros, dado que al transportarlos lleva demasiado tiempo esta operación.. 11.
(12) El riesgo del manejo inadecuado de los cilindros de gases comprimidos podría tener como consecuencia accidentes y lesiones de gran magnitud de forma directa o indirecta, porque las propiedades físico – químicas de los gases, pueden generar, reacciones explosivas, incendios, lesiones leves y graves, incluso puede ocasionar la muerte.. Teniendo en cuenta lo anteriormente expuesto ¿Qué características debe tener un dispositivo de carga manual que optimice los procesos de transporte de los cilindros de gases comprimidos, mitigue los riesgos físicos, mecánicos y biológicos a los operarios, y a su vez responda con la normatividad que existe en Colombia? Y ¿Cómo sería el modelo de producción para la fabricación de este dispositivo?. 12.
(13) JUSTIFICACIÓN En las empresas de industria metalmecánica es de vital importancia contar con una de estas herramientas para el transporte de gases comprimidos, ya que sus actividades incluyen el manejo de gases altamente volátiles u oxidantes, que ciertamente son actividades de alto riesgo, se debe ajustar una gestión adecuada para este tipo de materiales, que atienda a los principios del desarrollo sostenible y al mejoramiento de la calidad de vida para la comunidad. Uno de los beneficios en la realización de este proyecto de grado, son las pautas y lineamientos para la fabricación de un dispositivo de carga manual, teniendo así un diseño base del prototipo, y un plan de producción para este mismo, el cual si se realiza de manera correcta puede generar la oportunidad de crear empresa, o asociarse con una empresa ya constituida. Para los investigadores es importante saber integrar las normas que mejoren el diseño y la funcionalidad del prototipo, teniendo en cuenta las necesidades básicas de los usuarios, y optando con la tecnología necesaria para la fabricación de estos dispositivos. La presente propuesta para una monografía brinda la oportunidad de aplicar los conocimientos adquiridos durante la carrera y va dirigida a toda la comunidad académica o personal que este de una manera u otra forma, relacionada con la manipulación de gases comprimidos. Por lo tanto, este trabajo permite mostrar el diseño de un prototipo y el modelo de producción de un dispositivo que optimice los procesos de producción, logística y transporte en una empresa que manipule gases comprimidos.. 13.
(14) I.. ESTUDIO DEL MERCADO EL Carro de Carga Manual (CCM) es un prototipo de transporte manual que busca. ofrecer facilidad, agilidad y comodidad en el transporte de cilindros de gas comprimidos, con un diseño plegable que permite el cargue y descargue más fácil con materiales resistentes y de uso en cualquier tipo de suelo. Por su uso establecemos que será un contacto directo con el consumidor, así con esta implementación en el mercado se puede decir que es innovador y generara un grado de satisfacción al cliente. 1.1. ANÁLISIS DE LA DEMANDA. Este prototipo es una herramienta de mejora para suplir una necesidad laboral generando facilidad y comodidad al empleado en el momento de realizar dicho proceso. El CCM está diseñado con una demanda cíclica sin haber ninguna temporada específica para su producción, se fabrican conforme con las necesidades de nuestros clientes. SEGMENTO DEL MERCADO: El CCM está dirigido al mercado de metalmecánica en la ciudad de Bogotá D.C VARIABLES GEOGRÁFICAS: Sector industrial, microempresas de cilindros de gases comprimidos VARIABLES DEMOGRÁFICAS: Establecimientos comerciales de cilindros de gases comprimidos que tengan la necesidad de mejorar el transporte de estos con facilidad de cargue y descargue. VARIABLE PSICOGRAFICAS: Enfocado en microempresas que tengan la intención de contar con facilidad y calidad en el servicio que ofrecen.. 14.
(15) TAMAÑO DE MUESTRA Se aplicaron un total de 60 encuestas que se detallan en el análisis de resultados. 1.2. ANÁLISIS DE RESULTADOS. El objetivo de la encuesta es determinar por medio de unas preguntas, las condiciones iniciales para el diseño del CCM y conocer que demanda tiene en el mercado. La encuesta se divide en dos partes, donde la primera es dirigida al cliente final del producto, en este caso la carretilla. Y la segunda parte es dirigida hacia el comercio de estas, aplicándolas a vendedores y distribuidores de carretillas. Ahora se detalla cada parte PRIMERA PARTE El objetivo de la primera parte de la encuesta es determinar las condiciones iniciales de diseño, en la cual se realizan dos preguntas.. 15.
(16) La primera es información sobre el lugar donde trabaja el encuestado. La segunda pregunta se basa en darle una categoría a cada ítem dentro de la matriz, esta categoría va de “Nada importante” hasta “muy importante”. Los ítems dentro de esta matriz fueron obtenidos a partir de la observación directa de distintas empresas. SEGUNDA PARTE El objetivo de esta segunda parte es en conocer la demanda de las carretillas enfocadas al transporte de gases comprimidos, para ello se eligieron empresas comercializadoras y. 16.
(17) distribuidora de carretillas y se les aplico tres preguntas clave que nos ayudan a determinar la demanda de estas. Estas preguntas son: -. ¿Cuántas carretillas en promedio se venden mensualmente?. -. ¿Cuántas de estas son para transportar cilindros?. -. ¿En qué meses se venden más carretillas?. Con estas preguntas logramos determinar la demanda comercial que estos tienen. RESULTADOS Una vez realizadas las encuestas se consolidaron los datos registrados, estas encuestas se realizan a través de la herramienta de Microsoft Form, para facilitar el manejo de datos. Según los datos obtenidos de la encuesta nos determina las prioridades del cliente, está se detalla más adelante en el capítulo de condiciones de diseño. Seguros resistentes Resistente Se mantenga estable sin operador No ocupe mucho espacio Cargue y descargue sea fácil Se pueda transportar por distintos… Que sea ergonómico Cómodo al transportar Muy Importante. 0 Importante. 10 20 30 40 50 60 Indifrerente Menos Importante Nada Importante. Grafica 1 Resultado etapa condiciones de diseño. 17.
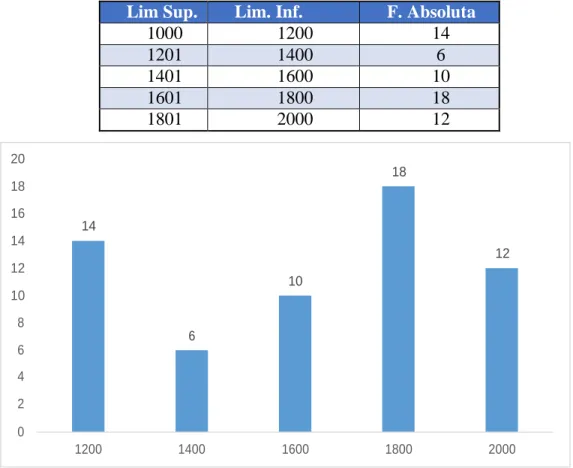
(18) Para determinar la demanda, se tomaron los datos obtenidos de la encuesta y se realizó la frecuencia absoluta para determinar la demanda, la cual nos dio de 1722 carretillas mensuales. Tabla 1 Frecuencia Absoluta. Por: Pinilla & Taboada (2019) Lim Sup. 1000 1201 1401 1601 1801. Lim. Inf. 1200 1400 1600 1800 2000. F. Absoluta 14 6 10 18 12. 20 18 18 16. 14. 14. 12. 12 10 10 8 6 6 4 2 0 1200. 1400. 1600. 1800. 2000. Grafica 2 Frecuencia Absoluta 1.3. ANÁLISIS SITUACIONAL MACROENTORNO. 1.3.1. ENTORNO DEMOGRÁFICO La planta de Carro de Carga Manual (CCM) se encuentra ubicado en Bogotá DC en la localidad de Engativá en el barrio de la Granja. 18.
(19) Imagen 1 Perímetro barrio La Granja. Fuente: Google Maps. 1.3.2. ENTORNO ECONÓMICO La localidad Engativá representa el 4,2% del área total de la ciudad La infraestructura vial de Engativá representa el 8,2% de la malla vial de la ciudad, que equivalen a 1.198 kilómetros carril de vía, por lo que ocupa el tercer puesto entre las localidades de Bogotá. En Engativá se localizan 20.579 empresas de Bogotá, que equivalen al 9%. La estructura empresarial de la localidad se concentra en el sector servicios (73%), la industria (19%) y la construcción (5%). En la localidad hay una alta presencia de microempresarios. Del total de empresas, 19.206 son microempresas que representaron el 93% de la localidad y el 9,6% de Bogotá.. 19.
(20) Imagen 2 Mapa demográfico de la localidad Engativá. Fuente: Biblioteca Digital. 1.3.3. ENTORNO NATURAL . La estructura ecológica principal (EEP) que incluye las denominaciones de áreas. protegidas, parques urbanos, corredores ecológicos y la zona especial del río Bogotá, es componente fundamental del ordenamiento de esta Ciudad y de esta con la región. La vegetación de la localidad se encuentra representada por los corredores ecológicos tales como la cuenca del rio Salitre, los tres humedales que abarcan el 33% del área total de. 20.
(21) humedales del distrito; los parques locales, alamedas y zonas verdes. Las especies nativas y foráneas son diversas 1.3.4. ENTORNO POLÍTICO CÓDIGO LABORAL El derecho laboral colombiano es el conjunto de principios, acciones y normas que regulan directa e indirectamente las relaciones entre empleadores y trabajadores, y de estos con el Estado con el objeto de garantizar los derechos fundamentales de los trabajadores y la protección del trabajo. Todo lo anterior tiene el único fin de lograr la paz social, siendo esta la finalidad del Código Laboral Colombiano.. Ley 590 de 2000 y 905 de 2004 Estas normas promueven y estimulan a las micro, pequeña y medianas empresas, las clasifica por tamaño con base al número de empleados y de activos. Apoya el financiamiento a través del fondo FOMIPYME. Ley 1014 de 2006. Ley de emprendimiento Está orientada a fortalecer la cultura del emprendimiento, abre espacios y oportunidades que hacen conveniente para el emprendedor. La ley establece disposiciones generales y definiciones importantes para entender los fundamentos del emprendimiento, establece las condiciones de lítica para el fomento de la cultura del emprendimiento, brindando estímulos y oportunidades para el emprendedor. NORMA TÉCNICA COLOMBIANA NTC 2880 6.. TRANSPORTE EN CILINDROS 6.1. CILINDRO. 21.
(22) 6.1.1. El cilindro debe cumplir con lo establecido en el numeral 3.5 de la NTC. 4702-2. 6.1.2. El cilindro que se va a transportar debe cumplir con los requisitos de. identificación establecidos en las NTC 1671, NTC 1672, NTC 2462 y la NTC 1692. Adicionalmente, el cilindro debe llevar grabada la fecha de la prueba hidrostática de acuerdo con la NTC 2699 o la fecha de inspección (para acumuladores de acetileno) y debe estar vigente. 6.2. VEHÍCULO DE TRANSPORTE PARA CILINDROS 6.2.1. Plataforma. Los cilindros que contienen gases comprimidos se deben. transportar en vehículos que posean una plataforma esencialmente plana, con dispositivos de fijación para los cilindros. Los elementos de sujeción para el amarre de los cilindros no deben originar chispas.. 6.2.2. Señalización. El vehículo debe exhibir el rotulado para mercancías. peligrosas Clase 2, según sea el tipo de gas que se va a transportar, de acuerdo con la NTC 1692. 6.2.3. Dispositivo de cargue y descargue. El vehículo debe estar provisto de un. dispositivo de cargue y descargue. 6.2.4. Ventilación. El vehículo debe estar provisto de una ventilación natural. adecuada, tal que, en caso de fuga de gas en los cilindros, éste pueda ser evacuado sin presentar ningún tipo de riesgo. 6.2.5. El vehículo debe estar provisto de una descarga a tierra.. 22.
(23) 6.2.6. El vehículo debe estar provisto de dos extintores acordes con las. características del producto que se va a transportar ubicados en la parte anterior de la carga. 6.2.7. Capacidad de carga. El vehículo debe estar provisto de una placa fija a la. carrocería que indique la capacidad máxima de carga por peso, para el cual ha sido diseñado el vehículo, con el objeto de que se verifique el cumplimiento de lo dispuesto en ella. 6.2.8. Posición de transporte. El transporte de los cilindros se debe realizar en. posición vertical, utilizando contenedores especiales o sin ellos, siempre que se garantice una fuerte fijación de estos. Se pueden transportar los cilindros en posición horizontal (excepto los que contengan gases licuados y disueltos), siempre y cuando se lleve a cabo sobre medios amortiguados o remolques para cilindros, provistos de separadores que pueden ser fabricados de madera, aros de goma o bandas, para cada cilindro, con un espesor mayor de 25 mm.. 6.3 MANEJO EN EL CARGUE Y DESCARGUE DE CILINDROS 6.3.1. Al manipular o transportar los cilindros, se debe evitar golpearlos, dejarlos. caer o rodarlos. No se deben utilizar grúas de electroimán para trasladar los cilindros, aunque éstos se encuentren vacíos. 6.3.2. En caso de utilizar medios de izaje para el traslado de cilindros, se deben. emplear contenedores y eslingas adecuadas. 6.3.3. El transporte de los cilindros se debe realizar con el protector de válvula. puesto.. 23.
(24) 6.3.4. El traslado de los cilindros dentro del área de los puntos de comprobación,. plantas de llenado o almacenes, se debe realizar en carretillas u otros dispositivos especiales. En distancias inferiores a 10 m se permite rodarlos circularmente sobre el borde del fondo. 6.3.5. Durante el transporte, carga, descarga y almacenamiento de los cilindros,. se deberían utilizar medios mecánicos de manipulación. 6.3.6. Los cilindros llenos se deben ubicar a una distancia mínima de 6 m de las. fuentes de calor por radiación o convección, para impedir que se generen presiones por encima de las especificadas para trabajo. 6.3.7. Los dispositivos y accesorios de los cilindros, que contengan gases. oxidantes, se deben conservar libres de grasa, aceite o cualquier clase de hidrocarburo. 6.3.8. No se deben usar los cilindros llenos o vacíos como rodillos para trasladar. materiales, o como soportes. 6.3.9. En el caso de cilindros con tapa protectora removible, no se deben cargar. ni descargar sujetándolos de ésta. 6.3.10 Las tarjetas de emergencia se deben elaborar de acuerdo con lo establecido en la NTC 4532 y se debe disponer de planes de contingencia. (ICONTEC, 2005). 24.
(25) II. DISEÑO DEL PROTOTIPO 2.1. DESPLIEGUE DE LA FUNCIÓN DE CALIDAD El despliegue de la función de la calidad: Quality Function Deployment (QFD), es relacionado comúnmente con “la voz de los clientes”, o con “la casa de la calidad”. QFD es un proceso que asegura que los deseos y las necesidades de los clientes sean traducidas en características técnicas. Estas características son manejadas por la compañía mediante la función del diseño, o mejor aún, a través de un equipo multifuncional que incluye ventas, marketing, Ingeniería de diseño, Ingeniería de manufactura y operaciones. El principal objetivo de las funciones realizadas es centrar el producto o servicio en la satisfacción de los requerimientos del cliente. QFD es una valiosa herramienta que puede ser utilizada por toda la compañía. Su flexibilidad y adaptabilidad permite un buen desempeño en las industrias manufactureras y de servicios. QFD utiliza un método gráfico en el que se expresan relaciones entre deseos de los clientes y las características del diseño. Es una matriz que enlista las necesidades de los clientes QUEs o “atributos” comparándolas con las “características de diseño” COMOs. Las expectativas y necesidades de los clientes son recolectadas mediante técnicas de investigación de mercados: entrevistas, encuestas, exposiciones, etc. Mediante la casa de la calidad se organizan los datos obtenidos. El uso de matrices es la clave para poder construir la casa. En la matriz se muestran las relaciones entre las necesidades de los consumidores y las características de diseño. (Reyes, 2015) La realización del QFD se realiza en cuatro fases, las cuales son:. 25.
(26) - Fase 1. Diseño del producto: Se enfoca en el diseño general del producto, se relacionan y evalúan los atributos requeridos por el cliente con las características técnicas del producto, lo cual da como resultado las especificaciones de diseño. - Fase 2. Diseño en detalle: Se lleva a cabo la correlación y evaluación entre las especificaciones de diseño y las características de los principales componentes o parte del producto, de lo que resultan las especificaciones convenientes para éstas. - Fase 3. Proceso: Las especificaciones de los componentes se correlacionan y evalúan con las características del proceso de producción, obteniendo como resultado las especificaciones de este. - Fase 4. Producción: Se correlacionan las especificaciones del proceso con las características de producción para obtener las especificaciones de producción más apropiadas. Para la realización de la matriz QFD se realizan cuatro pasos: - Paso 1. Determinación de las necesidades del cliente Para determinar las necesidades del cliente, se realizó encuestas y se utilizó la observación directa. El resultado de estas es el siguiente. o. Transporte Cómodo. o. Ergonómico. o. Fácil Manejo en Distintos Tipos de Suelos. o. Cargue y descargue Fácil. o. Espacio de Almacenaje. o. Estable sin operador. 26.
(27) o. Resistente. o. Seguros Resistentes. o. Más de dos llantas. o. Inoxidable. Con base en estos resultados, se llenan los QUE de la matriz. -. Paso 2. Llenado de la matriz de planeación En este paso se determinan los COMO de la matriz, se denomina planeación ya. que estos se determinan como se va a realizar el producto para que satisfaga las necesidades del cliente. Para ello se utilizan los siguientes criterios: o. Tamaño. o. Tipo de Llanta. o. Soporte Extra. o. Peso. o. Ajustable. o. Material. o. N° de Piezas. o. Base. o. Pintura. o. N° de Llantas. 27.
(28) Con base en estos criterios se sigue llenando la matriz, adicional a estos, una vez definidos los COMO del QFD, se procede a llenar el famoso “Techo de la casa”, que simplemente es una matriz de correlación entre los cómo, donde se utiliza la siguiente simbología para llenar la matriz de correlación. (ver imagen 3). Correlación. Positiva. +. Negativo. -. Sin ○ Correlación. Imagen 3 Matriz de Correlación Por: Pinilla & Taboada (2019). -. Paso 3. Definición de la relación entre necesidades del cliente y características. de diseño del producto. Una vez completadas las necesidades del cliente y la planeación de qué criterios se va a realizar la fabricación, se llena la matriz de relación entre los QUE y los COMO. El propósito de esta es determinar las características para satisfacer las necesidades del cliente.. 28.
(29) Para llenar esta matriz se vuelve a utilizar símbolos, aunque también es común utilizar números para llenar esta, sin embargo, para el ejercicio de trabajo se utilizó los siguientes símbolos:. Relación Fuerte Moderado Debil. Imagen 4 Matriz relación QUE y COMO Por: Pinilla & Taboada (2019). En la imagen 4 se un fragmento de esta matriz. Para ver lleno la matriz por favor remitirse al anexo 1. Matriz QFD. -. Paso 4. Cálculo de las prioridades. Al finalizar de diligenciar los datos del QFD se realizan los cálculos necesarios. para determinar las prioridades. Este cálculo enlaza las necesidades del cliente y su importancia para las características internas.: Núm. de prioridad = S (Valores de Relación X Peso ponderado.) Para cada característica técnica: % relativos de Números de prioridad = % de la prioridad / total. 29.
(30) -. Paso 5. Determinación de las especificaciones técnicas de la empresa y de la. competencia en relación con los requerimientos de diseño. Para cada requerimiento o característica de diseño, se determina la especificación actual de la empresa. Se determina la especificación que ofrece cada competidor. En base a lo anterior se establece una meta de especificación de diseño, en base a las prioridades. Nuestro Producto. Carretillas Coloso. Industria de Carretillas Pegaso. MaderPlast. TecniCarretillas. calculadas y los costos.. 3. 4. 3. 3. 3. 4. 3. 4. 2. 2. 3. 3. 2. 2. 2. 5. 4. 4. 5. 4. 4. 3. 2. 3. 1. 4. 5. 4. 3. 3. 3. 3. 3. 3. 3. 3. 3. 3. 3. 3. 5. 4. 5. 5. 4. 4. 4. 4. 3. 2. 0. 1. 2. 3. 4. 5. Imagen 5 Comparación necesidades de la empresa vs la competencia. Por: Pinilla & Taboada (2019). Una vez realizado los 5 pasos anteriores, la matriz QFD se da como resultado las condiciones iniciales de diseño, en donde se realizan tres bosquejos de 3 modelos distintos de carretillas que cumplan las necesidades del cliente. Una vez realizado estos diseños se evaluarán 30.
(31) en una matriz evaluativa y determinara el diseño final para crear el prototipo. Esta evaluación y diseños se ven más adelante.. 2.2. MATRIZ EVALUATIVA PONDERADA La matriz evaluativa es una herramienta que permite la selección de opciones sobre la base de la ponderación y aplicación de criterios. Hace posible, determinar alternativas y los criterios a considerar para adoptar una decisión, clarificar problemas, oportunidades de mejora y proyectos. En general, establece prioridades entre un conjunto de elementos, para facilitar la toma de decisiones. (Consultores, 2017) Para este trabajo se utiliza la matriz evaluativa para determinar que diseño se ajusta mejor a las necesidades del cliente, para ello se tiene en cuenta los criterios a evaluar y se les asigna un porcentaje, este porcentaje fue determinado según los resultados obtenidos en la matriz QFD. Tabla 2 Criterios matriz evaluativa Por Taboada, Pinilla (2019) Tamaño. 12,8%. Tipo de Llanta. 7,6%. Soporte Extra. 9,5%. Peso. 8,2%. Ajustable. 16,2%. Material. 11,3%. N° de Piezas. 13,6%. Base. 8,7%. 31.
(32) Pintura. 3,1%. N° de Llantas. 9,0%. Para realizar los diseños se consideraron las necesidades que fueron encontradas en las encuestas y a través de la observación directa, los diseños son los siguientes: Diseño 1.. Imagen 6 Diseño 1. Por: Pinilla, Taboada (2019) El diseño de esta carretilla cuenta con agarre individual en cada mano, estas se encuentran perpendicularmente al tubo transversal, así formando un ángulo de 90° grados, cuenta con un tubo como soporte para la carga, base rectangular elevada ligeramente del suelo, con dos ruedas de neumático a cada lado de la carretilla. Diseño 2.. Imagen 7 Diseño 2. Por: Pinilla, Taboada (2019). 32.
(33) El segundo diseño cuenta con un agarre completo de lado a lado de la carretilla, al ser curvo genera bordes más suavizados los cuales evitan lecciones en el usurario, cuenta con 2 soportes para la carga y en estos soportes dos anillos para asegurar el contenido. Una base redondeada la cual facilita el cargue y descargue de cilindros, además, cuenta con un soporte extra en la parte posterior para mejor maniobrabilidad y soporte en el transporte de este ya que esta cuenta con una rodachina. También cuenta con dos ruedas de neumático para mejor manejo en distintos tipos de suelo Diseño 3.. Imagen 8 Diseño 3. Por: Pinilla, Taboada (2019) El tercer y último diseño cuenta con agarre completo de lado a lado de la carretilla, está a diferencia del segundo diseño cuenta con las esquinas cuadradas, mantiene dos soportes para la carga y un anillo para asegurar los cilindros, su base es cuadrada, sin embargo, se mantiene a nivel del suelo. También cuenta con dos ruedas de neumático, adicionalmente, cuenta con un soporte en la parte posterior, esta solo sirve de soporte extra cuando la carretilla esta estática, ya que no cuenta con rodachinas si no que cuenta con una pequeña lamina para superficies lisas. Con estos tres diseños y los criterios con su debida ponderación se crea la matriz y se le da una calificación de 0 a 5, donde 0 es no cumple y 5 cumple perfectamente.. 33.
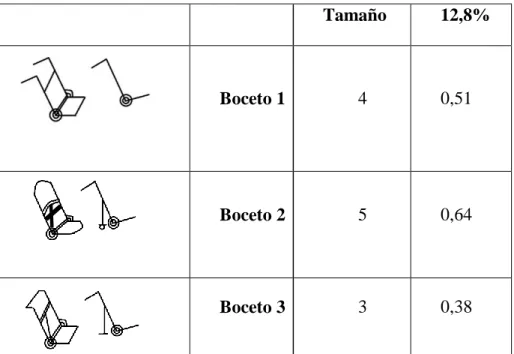
(34) Tabla 3 Matriz evaluativa. Esta muestra los diseños y un criterio de evaluación. Por: Pinilla, Taboada (2019) Tamaño. 12,8%. Boceto 1. 4. 0,51. Boceto 2. 5. 0,64. Boceto 3. 3. 0,38. A partir de esta tabla se realizan los debidos cálculos para poder tomar una decisión sobre cual diseño es el óptimo y cumple las necesidades del cliente, el resultado es el siguiente: Tabla 4 Matriz evaluativa. Esta muestra el resultado una vez hechos los cálculos. Por: Pinilla, Taboada (2019) Total. 34. Boceto 1. 2,49. Boceto 2. 4,22. Boceto 3. 3,50.
(35) Como se puede observar en la tabla 4 el boceto que mayor puntuación obtuvo fue el boceto 2 con un total de 4,22 de 5 puntos, por lo tanto, este se elige para realizar el prototipo y posteriormente el dispositivo final. Para ver completa la matriz evaluativa por favor remitirse al Anexo 2. Matriz Evaluativa. 2.3. DISEÑO DEL PROTOTIPO DE LA HERRAMIENTA DE CARGA MANUAL Para la realización del prototipo se utiliza un programa de modelación en 3D el cual para este trabajo se emplea SolidWorks 2019.1 El diseño en la herramienta se define las características finales basadas en el bosquejo y las necesidades del cliente, también, se tiene en cuenta para la realización del diseño aspectos que generen valor agregado al producto. Estas características son: . Cuenta con un agarre completo de lado a lado de la carretilla, esta sección se. realiza curva lo cual genera bordes más suavizados, esto para evitar lecciones en el usurario. . Cuenta con 2 soportes horizontales para la carga y en estos soportes cuenta con un. sistema para asegurar los cilindros ante cualquier movimiento brusco. Este sistema se conforma de un anillo y cadena, la cual cumple con los especificado en el numeral 6.2.1 de la norma NTC 2880. . Una base redondeada la cual facilita el cargue y descargue de cilindros.. 1. SOLIDWORKS 2019 proporciona la gran variedad de herramientas necesarias para abordar los problemas más complejos con el nivel de detalle adecuado con el fin de conseguir un acabado pormenorizado en todos los trabajos. Las nuevas funciones le permiten mejorar el proceso de desarrollo de productos para que pasen a producción mucho antes. Tomado de: https://www.solidworks.com/es. 35.
(36) . Cuenta con un soporte extra en la parte posterior para mejor maniobrabilidad y. soporte en el transporte de este ya que esta cuenta con una rodachina. . También cuenta con dos ruedas de neumático para mejor manejo en distintos tipos. de suelo. . La estructura está dividida en dos, y está unida a través de ángulos que hacen la. función de una bisagra. La función de esto es poder almacenar de una manera más fácil la carretilla ya que permite doblarse a la mitad y separar ambas mitades. Teniendo en cuenta la anterior descripción se relacionan las piezas a usar. Estas piezas o partes son: -. Estructura superior. -. Estructura inferior. -. Base. -. Soportes. -. Anillos. -. Cadenas. -. Ángulos. -. Refuerzos. -. Ruedas. -. Rodachinas. 36.
(37) Imagen 9 Despiece del Modelo. Por: Pinilla, Taboada (2019). 37.
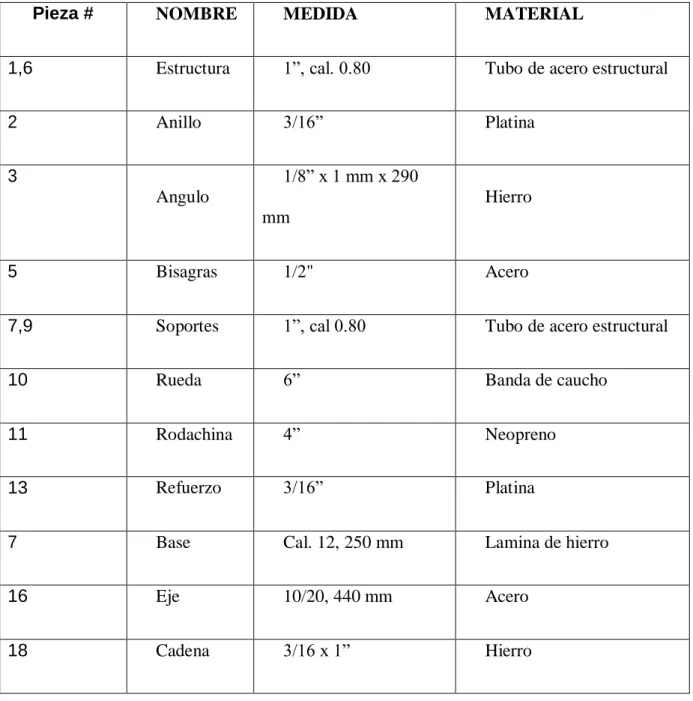
(38) 2.3.1. Materiales Una vez definido como va a ser la estructura final de la carretilla y teniendo en cuenta las partes que contiene, se definen a continuación los materiales a usar con su respectiva medida: Tabla 5 Materiales y cantidades. Por: Pinilla, Taboada (2019) Pieza #. NOMBRE. MEDIDA. MATERIAL. 1,6. Estructura. 1”, cal. 0.80. Tubo de acero estructural. 2. Anillo. 3/16”. Platina. 1/8” x 1 mm x 290. 3 Angulo. Hierro mm. 5. Bisagras. 1/2". Acero. 7,9. Soportes. 1”, cal 0.80. Tubo de acero estructural. 10. Rueda. 6”. Banda de caucho. 11. Rodachina. 4”. Neopreno. 13. Refuerzo. 3/16”. Platina. 7. Base. Cal. 12, 250 mm. Lamina de hierro. 16. Eje. 10/20, 440 mm. Acero. 18. Cadena. 3/16 x 1”. Hierro. 38.
(39) Teniendo claro las necesidades del cliente, las características que tendrá el producto final, las piezas necesarias y materiales se realiza el prototipo en SolidWorks.. III.. CONDICIONES DE MANUFACTURA Una vez realizado el diseño del dispositivo de carga manual se procede a realizar el. sistema de producción de este. Como se observó en la primera parte del trabajo, la demanda actual de este tipo de carretillas es de 1722 unidades mensuales, lo que significa que la planta para la fabricación de la carretilla debe tener una capacidad para realizar al menos 1730 unidades y así cumplir con la demanda exigida por el mercado, así mismo, debe tener la capacidad para ajustarse a las variaciones de demanda que pueda presentar teniendo en cuenta la disminución o aumento de esta. Para determinar la capacidad de producción para que cumpla la demanda se realiza la descripción del proceso y con base en esto se propone una distribución en planta para poder determinar las capacidades, adicionalmente, se realiza una simulación de esta distribución con las capacidades que nos resulten y así poder probar la distribución propuesta. Se puede ver el proceso en el diagrama 1 y posteriormente la descripción.. Diagrama 1 Proceso fabricación Carretilla. Por: Pinilla, Taboada (2019). 39.
(40) 3.1. PROCESO El proceso de elaboración del dispositivo comprende ocho (8) pasos, los cuales son: Paso 1. Inventario inicial: El proceso inicia con la llegada de los materiales por parte del proveedor, estos se almacenan en la bodega de materia prima. Este inventario se maneja con PEPS (Primeras en Entrar, Primeras en Salir). Paso 2. Trazado: Según la pieza a realizar, se elige la pieza necesaria, a esta se le realizan marcas donde se debe cortar y/o doblar. Paso 3. Corte: Una vez las piezas están marcadas, se trasladan a la zona de corte, donde se realiza el respectivo corte por las marcas Paso 4. Doblado: Si la pieza necesita un doblez, esta se debe hacer por la marca hecha en el paso 2. Si no necesita dobles se procede al paso 5. Paso 5. Ensamble Inicial: En este paso se realizan todos los puntos de soldadura que necesita la carretilla. Paso 6. Pintura: Una vez finalizado el proceso de soldadura, la carretilla pasa al alistamiento el cual consiste en ser lijada y preparada para la aplicación de la pintura. La pintura se realiza a través de pintura electroestática, teniendo como pasos la aplicación de la pintura en polvo electrostático y el curado en el horno. Paso 7. Ensamble Final: En este paso se agregan todas las piezas que se unen a través de tornillos, como las ruedas, rodachinas, etc.… Paso 8. Calidad: Al finalizar de agregar las piezas restantes, la carretilla se le realiza una prueba de calidad, donde se verifican medidas, maniobrabilidad, entre otras. Cabe aclarar que no solo en este punto se realiza calidad, si no que en cada paso se verifica que el proceso halla pasado con los requisitos mínimos.. 40.
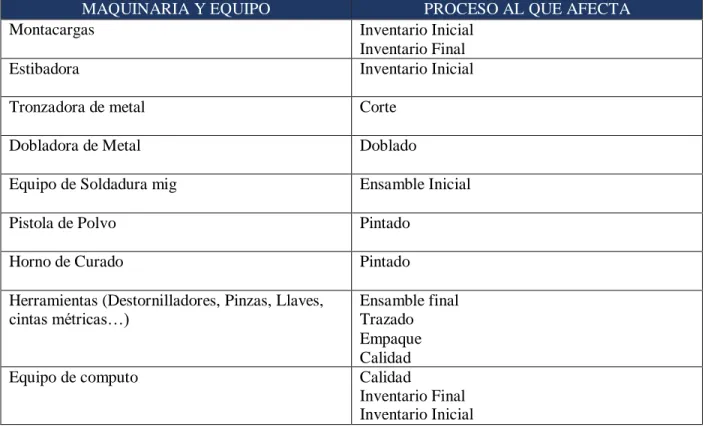
(41) Paso 9. Empaque: El empaque consiste en forrarlo con vinipel, para protegerlo de la suciedad y posibles rasguños. Paso 10. Inventario final: Para finalizar el proceso, el producto pasa a la bodega de inventario final donde espera para ser llevado al cliente. Una vez teniendo el proceso completo, se toman tiempos de duración de cada proceso y se realiza un diagrama de flujo de proceso en el cual se estiman los tiempos y así obtenemos el tiempo de fabricación de la carretilla. El cual realizando la estimación de tiempos nos arroja que la duración aproximada de realizar una carretilla es de 1.74 horas. Se puede ver el detalle en el anexo 3. Diagrama de flujo de proceso CCM. En el anexo 4. Hojas de proceso, se encuentra la realización de cada pieza. 3.1.1. Maquinaria Para la realización correcta del proceso se utilizan los siguientes equipos y maquinas: Tabla 6 Lista de relación de Maquinaria y Equipo. Por: Pinilla & Taboada (2019). MAQUINARIA Y EQUIPO Montacargas Estibadora. PROCESO AL QUE AFECTA Inventario Inicial Inventario Final Inventario Inicial. Tronzadora de metal. Corte. Dobladora de Metal. Doblado. Equipo de Soldadura mig. Ensamble Inicial. Pistola de Polvo. Pintado. Horno de Curado. Pintado. Herramientas (Destornilladores, Pinzas, Llaves, cintas métricas…). Ensamble final Trazado Empaque Calidad Calidad Inventario Final Inventario Inicial. Equipo de computo. 41.
(42) 1.4. CAPACIDADES La capacidad se define como cuánto puede fabricar un sistema de producción. La definición de la capacidad depende del sistema: la capacidad de una universidad es distinta de la capacidad de una planta de General Motors, pero ambas indican cuanto puede producir el sistema. (Sipper & Bulfin, 1998). 1.4.1. CAPACIDAD TEÓRICA. La capacidad teórica de los medios de trabajo es la capacidad máxima de producción que se puede realizar y que está prevista con la construcción de máquinas, instalaciones y equipo. 𝐶𝐶 = (∑ 𝐶 ∗ 𝐶𝐶) ∗ 365 ∗ 24. Donde . m: Número de sitios de trabajo. . ni: Número de sitios de trabajo iguales. . 365: días en el año. . 24: Horas en el día. Para hallar la capacidad mensual, remplazamos los 365 días del año por 30 días que corresponden al mes, y las 24 horas se cambian a 8 horas que corresponde a un turno laboral. 𝐶𝐶 = (∑ 7 ∗ 1) ∗ 30 ∗ 8 𝐶𝐶 = 5040 Dejando así una capacidad teórica de 5040 horas/mes. 42.
(43) 1.4.2. CAPACIDAD INSTALADA La capacidad instalada de los medios de trabajo es la capacidad máxima de producción que se puede realizar y que está prevista en la construcción de máquinas, instalaciones y equipos, disminuida por las necedades de mantenimiento de los medios de trabajo, por las necesidades de su funcionamiento normal. 𝐶𝐶 = 𝐶𝐶 − (∑ 𝐶𝐶) ∗ 𝐶𝐶. Donde: . ni: Número de sitios de trabajo. . gi: perdidas por mantenimiento preventivo de las estaciones de trabajo (h/ Sitio de. trabajo) 𝐶𝐶 = 1680 − (7) ∗ 1.5 𝐶𝐶 = 5029.5 Quedando así con una capacidad instalada de 5029.5 horas/mes 1.4.3. CAPACIDAD DISPONIBLE La capacidad disponible es la más próxima a la capacidad real. Solo se tienen en cuenta los días laborales reales, es decir, sin incluir festivos u otras actividades como mantenimiento o de organización.. 𝐶𝐶 = (∑ 𝐶𝐶) ∗ 𝐶ℎ ∗ 𝐶𝐶 ∗ 𝐶𝐶 − (𝐶1 + 𝐶2 + 𝐶3 + 𝐶4) Donde: . Ni: Cantidad de sitios de trabajo o de unidades tecnológicas.. 43.
(44) . Dh: Días hábiles en el mes que se labora en el sitio de trabajo. . Ht: Número de horas turno que se labora en el sitio de trabajo. . Nt: Numero de turnos de trabajo que se labora en el sitio de trabajo. . G1: Perdidas estándar totales por mantenimiento preventivo de todos los sitios de. trabajo activos en el sistema . G2: Pérdidas estándar totales por la no asistencia de los trabajadores debido a. vacaciones, incapacidades, permisos y otras ausencias justificadas y no justificadas. . G3: Pérdidas estándar totales por factores externos organizacionales en el proceso. de producción . G4: Pérdidas estándar totales por factores externos naturales, técnicos y. económicos que conducen paradas y esperas en los puestos de trabajo y que no dependen de los productores, sino de causas de fuerza mayor (falta de energía eléctrica, agua). En la cual se estiman los valores de la siguiente manera Ni: 7 sitios de trabajo Dh: 20 días hábiles Ht: 7.2 horas por turno Nt: un turno de trabajo G1: 1.5 horas por sitio de trabajo G2: 0 Horas G3: 0 Hora G4: 0 Hora. 44.
(45) Ahora se remplaza en la formula 𝐶𝐶 = (7 ∗ 3) ∗ 21 ∗ 7.2 ∗ 1 − (1,5 + 0 + 0 + 0) 𝐶𝐶 = 3022,5 Obteniendo una capacidad de 3022,5 horas disponibles por mes. Lo cual nos dice que la planta funciona a un 60% de la capacidad total. 1.5. PLAN MAESTRO DE PRODUCCIÓN PMP. 1.5.1. PRONÓSTICOS. En primer lugar, empezaremos en enunciar una definición básica del pronóstico: “La formulación de pronósticos (o proyección) es una técnica para utilizar experiencias pasadas con la finalidad de predecir expectativas del futuro.” Observe que en esta definición el pronóstico no es realmente una predicción, sino una proyección estructurada del conocimiento pasado. Existen varios tipos de pronóstico, utilizados para distintos propósitos y sistemas. Algunos son modelos agregados de largo plazo que se emplean, precisamente, en la planificación de largo plazo, como la determinación de necesidades de capacidad general, el desarrollo de planes estratégicos y la toma de decisiones estratégicas de compra de largo plazo. (Chapman, 2006) Para este trabajo se realiza un pronóstico utilizando la metodología de promedio móvil simple. Los promedios simples son como su nombre lo indica, nada más que el promedio matemático de los últimos periodos recientes de la demanda real. (Chapman, 2006) La ecuación general para obtenerlos tiene la siguiente forma:. 45.
(46) 𝐶𝐶 =. 𝐶𝐶−𝐶 + 𝐶𝐶−𝐶+1 + ⋯+ 𝐶𝐶−1 𝐶. Donde: . F es el pronostico. . t es el periodo de tiempo actual, lo que significa que 𝐶𝐶 es el pronóstico para el periodo de tiempo actual. . 𝐶𝐶 es la demanda real en el periodo t. . n es el número de periodos que se utiliza. Tabla 7 Demanda de las carretillas. Por:. Mes 1 2 3 4 5 6 7 8 9 10 11 12. Ventas 1807 1711 1664 1995 1813 1564 1538 1551 1742 1626 1712 1853. Para realizar el ejercicio, en este trabajo vamos a tomar el promedio de tres periodos, por lo cual se remplazaría la formula anterior con los valores de la demanda. Ver tabla 7 𝐶13 =. 1807 + 1711 + 1664 3 𝐶13 = 1727. Y así se realiza hasta completar todos los periodos del pronóstico. Ver tabla 8. 46.
(47) Tabla 8 Demanda con pronóstico. Por: Pinilla, Taboada (2019). Mes 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24. Ventas 1807 1711 1664 1995 1813 1564 1538 1551 1742 1626 1712 1853 1727 1790 1824 1791 1638 1551 1610 1640 1693 1730 1764 1790. En la gráfica 3 se observa como el pronóstico se ajusta a la demanda real. 2500 2000 1500 Ventas Pronóstico. 1000 500 0 1. 2. 3. 4. 5. 6. Grafica 3 Demanda vs Pronóstico. Por: Pinilla, Taboada (2019). 47. 7. 8. 9. 10. 11. 12.
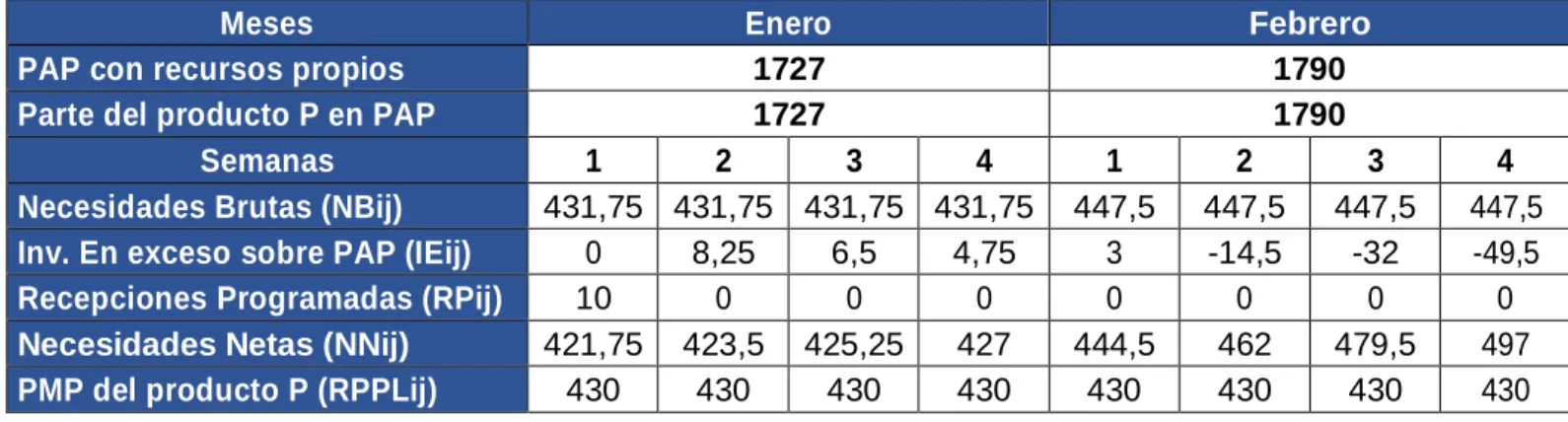
(48) 1.5.2. PLAN MAESTRO DE PRODUCCIÓN (PMP) El PMP indica las cantidades de cada producto que van a fabricarse en cada uno de los intervalos en que se ha dividido el horizonte. Puesto que existen restricciones de capacidad en las instalaciones y máquinas que componen el sistema productivo propio de la empresa, a las que pueden agregarse restricciones en cuanto a las posibilidades de producción de algunos de los componentes de procedencia exterior por parte de los proveedores, el PAP definitivo debe haber sido objeto de algunas comprobaciones para garantizar hasta un nivel razonable que es factible o realizable. (Fonollosa i Guardiet, 1999) Para la realización del PMP para este trabajo, se utilizará los valores obtenidos en los pronósticos previamente realizados, tomando los valores del mes 13 hasta el 24, que representan los meses de enero a diciembre. Estas serán nuestras necesidades netas de producción mensuales, y se utiliza el sistema de producción por lotes constantes, la cual según la capacidad de la planta son de 430 unidades semanales. Tabla 9 Plan Maestro de Producción para el CCM. Por: Pinilla, Taboada (2019). Meses PAP con recursos propios Parte del producto P en PAP Semanas Necesidades Brutas (NBij) Inv. En exceso sobre PAP (IEij) Recepciones Programadas (RPij) Necesidades Netas (NNij) PMP del producto P (RPPLij). Enero 1727 1727 1 2 3 4 431,75 431,75 431,75 431,75 0 8,25 6,5 4,75 10 0 0 0 421,75 423,5 425,25 427 430 430 430 430. 48. 1 447,5 3 0 444,5 430. Febrero 1790 1790 2 3 447,5 447,5 -14,5 -32 0 0 462 479,5 430 430. 4 447,5 -49,5 0 497 430.
(49) PMP 3000 2500 2000 1500 1000 500 0 -500 -1000 -1500 Necesidades. Inv. Grafica 4 Comportamiento del tiempo a nivel de necesidades e inventario. Por: Pinilla, Taboada (2019). Como se puede observar en la tabla 9, el Plan Agregado de Producción PAP, se toma a partir de la demanda pronosticada, estas se distribuyen en 4 semanas y así quedan las necesidades brutas. Esta serán la base para determinar la producción de la semana en cuestión, a esto se le resta las unidades que hay en inventario, y recepciones que se tengan programadas, a partir de estas quedan las necesidades netas, y con este dato se determina si se tiene que producir. Para ver el PMP completo remitirse al anexo 5. PMP del CCM En la gráfica 4, se puede observar el comportamiento a través del tiempo, donde en los meses de marzo, abril y mayo se genera una alta demanda, la cual satura la capacidad de la planta, sin embargo, a partir de Julio se normaliza la producción. Para el poder cumplir con la demanda puesta en los meses de marzo hasta junio, se recomienda contratar de manera temporal a auxiliares de producción, esto con el fin de ampliar. 49.
(50) la mano de obra y agilizar los procesos. No se recomienda comprar más máquinas para los procesos debido que la capacidad física de la planta no lo permite. 1.6. DISTRIBUCIÓN EN PLANTA. La distribución en planta consiste en la ordenación física de los factores y elementos industriales que participan en el proceso productivo de la empresa, en la distribución del área, en la determinación de las figuras, formas relativas y ubicación de los distintos departamentos. El principal objetivo es que esta disposición de elementos sea eficiente y se realice de forma tal, que contribuya satisfactoriamente a la consecución de los fines fijados por la empresa. Otra visión del problema proporciona aquella definición según la cual la distribución en planta es un compromiso entre los recursos que se poseen y los bienes y/o servicios que se quieren proporcionar. (De la Fuente Garcia & Fernández Quesada, 2016) Para este trabajo se cuenta con el diseño de la planta de producción únicamente, ya que con este se realizará la simulación de la línea de producción. 1.6.1. Diagrama de Relaciones En primera estancia se debe relacionar la cercanía de cada departamento dentro del área de producción, para así poder determinar qué tan cerca debe estar un departamento de otro; especificando la razón del requerimiento. Esto se observa de la siguiente manera:. 50.
(51) Imagen 10 Diagrama de relación Por: (Pinilla & Taboada, 2019) Tabla 10 Valores de cercanía para el diagrama de relación (Aparicio & Tapias, 2017). Valor A E I O. Cercanía Absolutamente Necesario Especialmente Importante Importante Ordinario de Cercanía. 51.
(52) U X. No Importante Indeseable. Tabla 11 Código de valores para la relación de cercanías (Aparicio & Tapias, 2017). Código 1 2 3 4 5 6 7 8 9. Razón Uso de registros comunes Compartir Personal Compartir Espacio Grado de contacto de personal Grado de contacto de documentación Secuencia de flujo de trabajo Ejecutar trabajo similar Uso del mismo equipo Posibles soluciones desagradables. 1.6.2. Hoja de Trabajo Se organiza los datos obtenidos del diagrama de relaciones de acuerdo con el grado de vinculación, identificando así los requerimientos de cercanía para cada área. Tabla 12 Hoja de trabajo, Datos obtenidos del diagrama de relaciones. Por Pinilla & Taboada, 2019. ÁREA DE ACTIVIDAD 1 2 3 4 5 6 7 8 9 10 11. Inventario Inicial Trazado Corte Doblado Ensamble Inicial Alistamiento Pintura Curado Ensamble final Inspección Inventario Final. A 1 2 3 4 5,6 6 7 8 9 10,9 10. E -. I 2 -. -. 9 4 -. GRADO DE VINCULACIÓN O U 3,4,5,6,7,8,9,10 3,4 5,6,7,8,9,10 4,5 6,7,8,9,10 5,6,7,8,10 8,9 7,10,1,2,3,4 7,8,9,10 8,9,10,1,2,3 9,10,1,2,3,4,5 10 8,7,6,5,4 5 1,2,3,6,7,8 9 8,7,6,4,5,3,2,1. 1.6.3. Patrones de distribución por bloques De acuerdo con el grado de vinculación que se determinó para cada zona de trabajo con anterioridad, se procedido a la organización física del área de producción de la planta 52. X -.
(53) arrojándonos. una. distribución. de. la. siguiente. forma:. 1.6.4. Layout de Planta. La distribución de planta implica un ordenamiento físico de los elementos considerados este ordenamiento requiere espacio para movimientos de materiales, almacenamientos y procesos, además de las actividades de servicio relacionadas. (Sortinio, 2001) Para realizar la distribución se las dimensiones de las máquinas (ver tabla 6) y el espacio entre ellas para que el operador se mueva correctamente. Cabe aclarar que el estudio solo se realiza para el espacio en planta.. 53.
(54) Imagen 11 Propuesta del diseño de planta para la producción del CCM. Por: Pinilla, Taboada. En la imagen 11 se muestra cómo sería el diseño de planta según el diagrama de relaciones y el patrón de distribución por bloque.. 1.7.. SIMULACIÓN. Haciendo uso de la herramienta FLEXSIM2 se puede simular los procesos productivos de la planta, previo a la obtención de los resultados se ejecutó una serie de tareas y cálculos que se hicieran necesarios para la estabilidad y acople del sistema en post de iterarlo con un comportamiento similar a la realidad. A continuación, detallaremos paso a paso como fue el camino hacia el modelamiento de la planta, los parámetros, las distribuciones estadísticas y todo lo correspondiente a los datos de entrada del sistema. 2. Flexsim: Potentes gráficos 3D de Flexsim permiten tablas y gráficos en modelo para mostrar dinámicamente las estadísticas de producción. También puede interactuar con la hoja de cálculo y base de datos de aplicaciones comunes para importar y exportar datos. Tomado de: https://www.flexsim.com/es/flexsim/#screenshots. 54.
(55) 1.7.1. Procesadores A inicios de este capítulo se describieron las máquinas y equipos que se necesitan para el proceso. En este sentido tenemos que: Tabla 13 Caracterización de las máquinas. Por: Pinilla & Taboada (2019). Proceso. Imagen. Recurso Fijo. Puerto de Entrada. Puerto de Salida Inventario Inicial. Proveedor. Source. Inventario Inicial. Queue. Proveedor. Trazado. Trazado. Processor. Inventario Inicial. Corte. Corte. Processor. Trazado. Doblado. Doblado. Processor. Corte. Ensamble Inicial. Ensamble Inicial. Processor. Doblado. Alistamiento. Alistamiento. Processor. Ensamble Inicial. Pintura. Pintura. Processor. Alistamiento. Curado. Curado. Processor. Pintura. Ensamble Final. Ensamble Final. Processor. Curado. Inspección. Inspección. Processor. Ensamble Final. Inventario Final. Inventario Final. Rack. 55. Inspección.
(56) 1.7.2. Interpretación de variables Una de las ventajas de la simulación esta descrita por el hecho de poder observar el comportamiento de una o más variables de un sistema para analizar las relaciones que estas podrán tener entre sí, estas son definidas ya sea por tiempos, cantidades, entre otras y casi siempre son expresadas por una distribución estadística. Para este caso, se utiliza la distribución exponencial en los procesadores. El uso de la distribución exponencial supone que los tiempos de servicio son aleatorios, es decir, que un tiempo de servicio determinado no depende de otro servicio realizado anteriormente ni de la posible cola que pueda estar formándose. Otra característica de este tipo de distribución es que no tienen "edad" o, en otras palabras, "memoria". 1.7.3. Análisis e interpretación de resultados Por medio del módulo “experimentar” el cual sirve como herramienta estadística y que facilita la interpretación de los datos de proceder al análisis de los resultados arrojados. El reporte generado del experimento fue de un solo escenario (el diseñado con anterioridad) y se ejecutaron 48 réplicas, estas representan la simulación de la producción anual. Uno de los beneficios de estos reportes generados por el software es la descripción analítica de cada uno de los datos, para cada elemento o puesto de producción a analizar se nos muestra una tabla donde se puede encontrar el promedio de producción, la desviación y el rango de los datos de dicho proceso simulado; de igual forma encontramos un diagrama de caja y bigote o también conocido como bloxpots el cual hace uso de los 3 cuartiles para la construcción de un rectángulo donde se puede apreciar la media y la distribución de datos en escala y por ultimo Flexsim nos describe aún más este conjunto de valores brindando la posibilidad de determinar la proporcionalidad de un segmento o rango de datos por medio de un histograma,. 56.
(57) herramienta que es muy útil a la hora de medir el porcentaje con respecto a la distribución de los datos. Flexsim genera una tabla resumen, donde muestra la confiabilidad de la media, los resultados del escenario, la desviación estándar, mínimo y máximo. Genera un gráfico de dispersión con cajas, donde los puntos son las unidades producidas en la simulación y la caja representa la agrupación de datos, donde marca tres percentiles (25%, 50%, 75%), adicionalmente, en la misma grafica marca el punto máximo y mínimo de la distribución de datos. En base a esos datos, la herramienta de Flexsim, genera un gráfico tipo histograma, para observa la frecuencia acumulada de la salida de los productos. Debido a que el proceso es estándar se procede a analizar los resultados del proceso de soldadura, ya que este es el proceso más demorado y que puede producir cuellos de botella: Soldadura Luego de observar los datos se puede interpretar que durante proceso de soldadura se procesó un promedio de 410.8 aproximando 411 unidades (ver imagen 12), con una desviación del 20.3 que corresponde a un 4.94%. Imagen 12 Resumen de datos estadísticos para soldadura. Fuente: Reporte generado por Flexsim. En cuanto a la dispersión de los valores por replica en este tramo del proceso se obtuvo que un 19.2% en promedio es la diferencia que representa el mínimo con respecto al máximo valor.. 57.
(58) Imagen 13 Replicaciones soldadura: Reporte generado por Flexsim Por último, tenemos el reporte de frecuencias acumuladas, donde nos retorna un gráfico de histograma, aquí se puede observar los datos agrupados de la grafica anterior (ver imagen 13), se evidencia que el numero optimo 410.8 unidades se repite con una frecuencia de un 9%.. Imagen 14 Histograma proceso Soldadura. Fuente: Reporte generado por Flexim. 58.
(59) Los procesos mantienen un estándar durante toda la fabricación de la carretilla, sin embargo, se procedió a analizar exclusivamente el proceso de soldadura ya que al ser el proceso mas lento en ejecutar produce cuellos de botella. Para subsanar este problema se estimo que tienen que haber tres (3) puestos de soldadura como se ve en la imagen 11. A continuación, se muestra un grafico comparando las unidades de producción sobre el tiempo (un año) realizadas a través del PMP (Plan Maestro de Producción) y el resultado de Flexim. PMP vs Simulación 500 450 PAP 400. Simulación. 350 1. 3. 5. 7. 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47. Imagen 15 Grafico comparativo del plan agregado de producción vs simulación. Por: Pinilla & Taboada (2019) Una vez realizada la comparación de los datos expuestos del modelo PMP y los resultados de flexsim, se encontró una similitud del 99.91%, con una desviación de 18 unidades o el 0.09%, lo cual demuestra la correcta estimación de capacidades, tiempos y estandarización del proceso al momento de formular el PMP.. 59.
(60) CONCLUSIONES Y RECOMENDACIONES. A partir de las encuestas realizadas y las visitas a las distintas fábricas, se establecen las condiciones para realizar el diseño del prototipo, la cual después de los diferentes estudios (Matriz QFD y la Matriz Evaluativa Ponderada), el diseño del prototipo se asemeja en un 85% a los requerimientos del cliente, así mismo, el prototipo cumple con un 90% las especificaciones que menciona la norma NTC 2880. A través de herramientas computacionales se plasmó el diseño previamente hecho, para esto se utilizo el programa SolidWorks 2019, en el cual se desarrollo un modelo 3D, donde se pudo ajustar distintas variables, como el tamaño, material, entre otros. Gracias a esto se definió los distintos materiales óptimos para que soporte el peso de los cilindros, sea resistente y seguro para el operaio. Luego de realizar todos los pasos correspondientes del Layout de planta, se obtuvo que las distancias recorridas, la comunicación entre departamentos, entre otros aspectos se redujeron en un 35%, reflejado en la tendencia del flujo materiales, el cual puede observarse de una forma lineal e interrelacionado en el plano arquitectónico. Una vez establecido el diseño, los pasos de producción del prototipo y el respectivo diseño de planta, se realiza un plan maestro de producción (PMP) y se ejecuta en un programa de simulación, en este caso se utilizo Flexsim. Dentro del programa se parametriza las variables con los datos obtenidos en el PMP, se realizan 48 corridas que corresponden a las semanas laborables de un año. Los resultados fueron favorables ya que la similitud de estos procesos es de un 99,91%, es decir que tiene un margen de error del 0,09% o de 18 unidades de las 410 que se procesaron.. 60.
(61) Gracias a la simulación realizada se recomienda implementar procesos de calidad para aumentar la confiabilidad del proceso ya que actualmente se encuentra en un 90%. También se recomienda utilizar herramientas para optimizar la producción y así poder utilizar la máxima capacidad instalada que se tiene en la planta, ya que actualmente la capacidad es de un 60%. 61.
(62) BIBLIOGRAFÍA Arbos Cuatrecasa, L. (2012). Planificación de la Producción Gestión de Materiales. España: Diaz de Santos. Chapman, S. (2006). Planificación y control de producción (Primera ed., Vol. I). (P. M. Guerrero Rosas, Ed., E. Jasso Monserrat, & H. Borneville, Trads.) Mexico: Pearson Education. Consultores, A. (Septiembre de 2017). Matriz de Priorización. Obtenido de Aiteco Consultores: https://www.aiteco.com/matriz-de-priorizacion/ Cross, N. (2015). Métodos de diseño : estrategias para el diseño de productos = Engineering desing methods. Mexico: Mexico Imusa. De la Fuente Garcia, D., & Fernández Quesada, I. (2016). Distribución en Planta. España: Universidad de Oviedo. Fonollosa i Guardiet, J. (1999). Nuevas Técnicas de Gestión de Stocks: MRP y JIT. México: Alfaomega Grupo Editor. ICONTEC. (30 de Noviembre de 2005). NTC 2880. Obtenido de Ministerio de Transporte: http://web.mintransporte.gov.co/consultas/mercapeli/Reglamento/Anexos/NTC2880.pdf Krajewski, L. J., & Ritzman, L. P. (2000). Administración de Operaciones, Estrategia y Análisis (Quinta ed., Vol. I). (A. C. Gonzales Ruiz, Trad.) Mexico: Pearson Educación. Narasimhan, S., McLeavey, D., & Billington, P. (1996). Planeacion de la Produccion y Control de Inventarios. (A. Deras Quiñones , Trad.) Mexico D.F., Mexico D.F.: Prentice-Hall Hispanoamericana S.A. doi:ISBN 968-880.739-7 Recursos, D. d. (2016). Cilindros de Gas para Uso Industrial. Chile: CODELCO. Reyes Rey, I. (2018). Cámara Sectorial de Gases Industriales y Medicinales. Bogotá: ANDI. Reyes, P. (12 de Marzo de 2015). Servicios de consultoria. Obtenido de COMPETITIVIDAD E INNOVACIÓN PARA: http://icicm.com/files/QFD.pdf Sipper, D., & Bulfin, R. (1998). Production: Planning, Control and Integration. New York: McGraw-Hill. Sortinio, R. (2001). Radicación Y Distribución De Planta (Layout) Como Gestión Empresaria. Costa Rica: INVENIO. Ulrich, K., & Eppinger, S. (2009). Diseño y Desarrollo de Productos. Mexico: McGraw Hill.. 62.
(63) Walpole, R., Myers, R., & Myers, S. (1999). Probabilidad y Estadistica para Ingenieros (Sexta ed.). (R. Cruz, Trad.) Mexico: Pearson Education.. 63.
Figure

+7




Outline
Documento similar
Proporcione esta nota de seguridad y las copias de la versión para pacientes junto con el documento Preguntas frecuentes sobre contraindicaciones y
[r]
Contraindicaciones: El uso de la mascarilla está contraindicado para los pacientes y los miembros de sus familias, profesionales sanitarios y compañeros de
Para recibir todos los números de referencia en un solo correo electrónico, es necesario que las solicitudes estén cumplimentadas y sean todos los datos válidos, incluido el
o Si dispone en su establecimiento de alguna silla de ruedas Jazz S50 o 708D cuyo nº de serie figura en el anexo 1 de esta nota informativa, consulte la nota de aviso de la
d) que haya «identidad de órgano» (con identidad de Sala y Sección); e) que haya alteridad, es decir, que las sentencias aportadas sean de persona distinta a la recurrente, e) que
Ciaurriz quien, durante su primer arlo de estancia en Loyola 40 , catalogó sus fondos siguiendo la división previa a la que nos hemos referido; y si esta labor fue de
Las manifestaciones musicales y su organización institucional a lo largo de los siglos XVI al XVIII son aspectos poco conocidos de la cultura alicantina. Analizar el alcance y
