Evaluación de la incidencia de la igualación del color y la corrección de los parámetros tecnológicos en la etapa de teñido en la UB “Desembarco del Granma
76
0
0
Texto completo
(2) Loco es aquel, que haciendo siempre lo mismo, espera resultados distintos. Albert Einstein.
(3) El presente trabajo es dedicado a mi familia y amigos que me apoyaron incondicionalmente..
(4) Quiero dar mis más sinceros agradecimientos a: Mis padres por guiarme y apoyarme incondicionalmente. A mi hermana por ayudarme en todo. Mis tutores Isabel Cabrera Estrada, Isael Curbelo Tápanes y Félix Pérez Castellanos por ser mis guías en esta etapa. A los trabajadores de la Planta de Acabado de la UB Desembarco del Granma, en especial a Beatriz, Mercedes y Carmen que a pesar de sus responsabilidades siempre tuvieron tiempo para enseñarme. A todos mis compañeros de aula porque fue maravilloso compartir con todos esta etapa de mi vida. Los profesores de la carrera de Ingeniería Química que contribuyeron en mi formación como profesional. Todos los que me quieren y los que nunca dudaron de mi capacidad. A todos, muchas gracias..
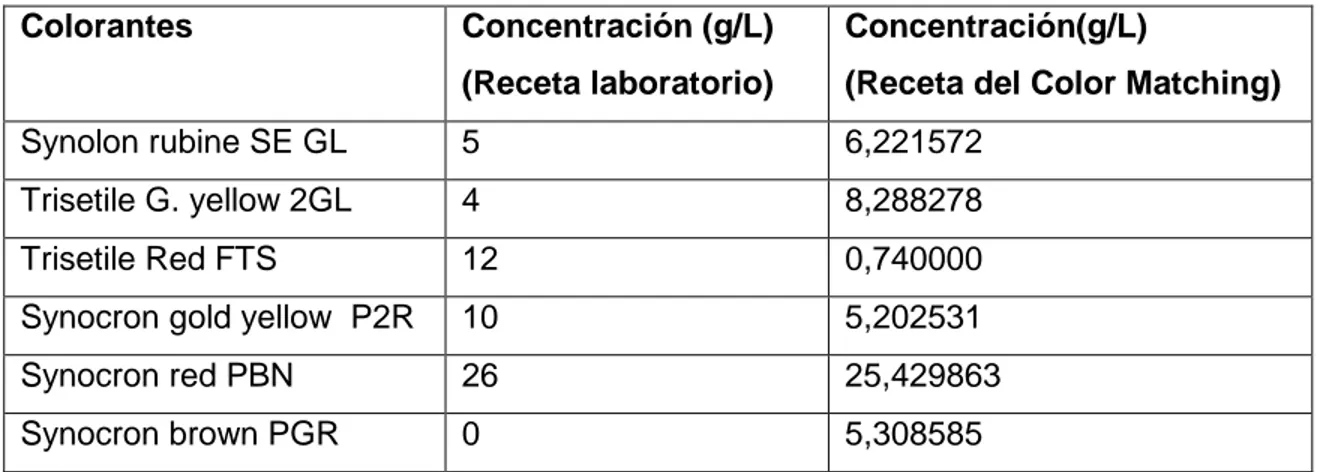
(5) El proceso de teñido de tejido en la UB “Desembarco del Granma” tiene vital importancia para lograr un acabado con buena aceptación por los clientes, sin embargo se presentan insuficiencias en el mismo al no lograrse adecuadamente la igualación del color y presentar inestabilidad en parámetros tecnológicos. El presente trabajo se realizó con el objetivo de evaluar la incidencia de la igualación del color y la corrección de los parámetros tecnológicos en la etapa de teñido. Se estableció una metodología para el trabajo en el equipo Color Matching que permitió realizar formulaciones para el teñido, controlar la calidad del tejido y corregir las muestras teñidas con el patrón. El empleo de este equipo permite ahorrar € 9,7409 por concepto de colorante al teñir mil metros cuadrados para el color 2-407-6. Con el uso del software Statgraphics se realizaron dos diseños de experimentos para la etapa de termofijado mediante los cuales se pudo determinar la influencia significativa que tiene la temperatura. Se realizó una prueba industrial con un tejido de PE/CO. Este cumple con los valores establecidos en la norma, pero al teñirlo se observan irregularidades debido a las insuficiencias en la etapa de mercerizado. Por tal motivo se ajustó la temperatura y los productos auxiliares utilizados. La instalación de una mercerizadora es una alternativa para solucionar las alteraciones que se observan en el tejido teñido. Palabras clave: teñido, igualación del color, termofijado, tejido de PE/CO.
(6) The dyeing process of tissue at the UB "Desembarco del Granma" is of vital importance to achieve an end with good acceptance by customers, however there are inadequacies presented to adequately achieve color matching and present instability in technological parameters. This paper was performed in order to assess the impact of color matching and correction of technological parameters in the dyeing step. A methodology for work in the Color Matching that allowed for formulations for dyeing, quality control and correct tissue samples stained with the pattern established team. The use of this equipment can save € 9.7409 by way of coloring to dye thousand square meters for color 2-407-6. Using the software Statgraphics two experimental designs for heat setting stage by which it was determined the significant influence that the temperature has performed. An industrial test was made with a fabric of PE / CO. This complies with the values set in the standard, but the dye irregularities are observed due to inadequacies in the stage of mercerized. Therefore the temperature and the auxiliaries used was adjusted. Installing a mercerizer is an alternative to solve the alterations observed in the dyed fabric. Keywords: dyeing, color matching, heat setting, fabric PE / CO.
(7) Introducción........................................................................................................................ 1 Capítulo 1. Revisión bibliográfica. ...................................................................................... 3 1.1 Los colorantes y la industria textil. ............................................................................ 3 1.1.1 Clasificación de los colorantes y materiales auxiliares utilizados en la industria textil. ........................................................................................................................... 5 1.1.2 Colorantes y productos auxiliares empleados en la UB “Combinado textil Desembarco del Granma”. ......................................................................................... 9 1.1.3 Proceso de igualación del color. ...................................................................... 13 1.2 Proceso tecnológico de teñido ................................................................................ 18 1.2.1 Importancia de la etapa de preparación previa ................................................ 19 1.2.2 Alternativas de procesos de teñido .................................................................. 21 1.2.3 Descripción del proceso tecnológico de teñido ................................................ 22 1.2.4 Recetas de teñido ............................................................................................ 26 1.3 Formas de control de la calidad .............................................................................. 26 1.4 Características del equipo Color Matching.............................................................. 28 1.5 Indicadores económicos ......................................................................................... 30 Conclusiones parciales................................................................................................. 31 Capítulo 2. Estudios experimentales para la igualación del color. .................................... 32 2.1 Experimentos desarrollados con el equipo de Color Matching para condiciones de operación y colorantes seleccionados. ......................................................................... 32 2.1.1 Algoritmo de trabajo que permite el uso eficiente del equipo de Color Matching para condiciones de operación y colorantes seleccionados. ..................................... 35 2.2 Recetas óptimas para el teñido de tejido poliéster-algodón obtenidas con el empleo del equipo de Color Matching. ...................................................................................... 39 2.3 Diseño de experimentos para estudiar la influencia de los parámetros de operación tiempo de contacto, temperatura y concentración de colorante. ................................... 43 2.3.1 Análisis del diseño experimental utilizando como variables independientes el tiempo y la temperatura. ........................................................................................... 45 2.3.2 Análisis del diseño experimental utilizando como variables independientes el tiempo y la concentración de colorantes. .................................................................. 47 Conclusiones parciales................................................................................................. 48 Capítulo 3. Evaluación de la etapa de teñido para el color 2-855-3 a escala industrial. .... 50 3.1 Procedimiento a escala industrial para teñir el color 2-855-3. ................................. 50.
(8) 3.2 Materiales y parámetros de operación .................................................................... 51 3.3 Valoración técnica de las características del proceso de teñido estudiado. ............ 52 3.3.1 Criterios de evaluación .................................................................................... 53 3.4 Selección de la mercerizadora................................................................................ 54 3.5 Valoración económica-ambiental. ........................................................................... 55 Conclusiones parciales................................................................................................. 57 Conclusiones.................................................................................................................... 58 Recomendaciones............................................................................................................ 59 Referencias bibliográficas .................................................................................................... Anexos ..................................................................................................................................
(9) Introducción Introducción La industria textil es el sector de la economía dedicado a la producción de fibras, hilados, telas y productos relacionados con la confección de ropa. También están considerados dentro de este sector las operaciones de preparación y acabado de las fibras en las que se realizan procesos como el blanqueado, mercerizado y teñido, con el objetivo de agregarle una porción muy importante de valor al producto final. La industria textil constituye el primer sector económico en muchos países que todavía se encuentran en vías de desarrollo. Su importancia y evolución en estos lugares viene determinado por una autonomía en la cual no precisan inversiones o tecnología foránea, materias primas costosas, ni tampoco una mano de obra demasiado especializada. La calidad del teñido de los tejidos desempeña un papel importante en la comercialización de los productos textiles. En particular el color representa el 70% de todas las causas de rechazo a nivel industrial. En el proceso de tintura, muchos son los parámetros a considerar, cada tipo de fibra y colorantes presentan características particulares que deben tenerse en cuenta para el desarrollo de los procesos en la industria textil, con el objetivo de obtener productos que sean aceptados por el mercado. Si todos los procesos del fabricante fuesen controlados exactamente, el producto final de teñido siempre sería aceptable. Sin embargo, esto rara vez se cumple en la práctica; cualquier proceso está sujeto a errores asociados con el equipamiento y la técnica usada, lo que provoca variación en la calidad del producto final. La tinción, al tratarse de un proceso químico no es fácilmente reproducible porque depende fuertemente de las condiciones de contorno y por eso frecuentemente para lograr la igualación de un color, es necesario realizar una batería de pruebas con diferentes concentraciones de colorante, antes de conseguir el color que se desea. Hoy en día este trabajo se ha simplificado gracias a los avances tecnológicos que han permitido crear equipos capaces de formular colores con absoluta precisión. Estos se denominan Color Matching o equipos de medición del color, y están basados en la medición de reflectancia espectral de la muestra a analizar, por lo que se conocen como espectrofotómetros. La UB textil Desembarco del Granma presenta insuficiencias en la etapa de teñido por lo que adquirió, de una firma italiana, un equipo Color Matching para optimizar las recetas de color a nivel de laboratorio y lograr la obtención de tejidos teñidos con buena calidad a escala industrial. No obstante, el propósito no se ha logrado pues no se ha puesto a punto. 1.
(10) Introducción el equipo y la asesoría extranjera fue insuficiente. La utilización del equipo permitirá un ahorro de insumos, energía y tiempo, por concepto de evitar la recirculación de los tejidos al proceso de teñido. Además disminuirá el consumo de agua en el proceso y el caudal de residuales generados. Teniendo en cuenta lo planteado anteriormente se plantea el siguiente problema científico. Problema científico El proceso de teñido de tejido en la UB “Desembarco del Granma” tiene vital importancia para lograr un acabado con buena aceptación por los clientes, sin embargo se presentan insuficiencias en el mismo al no lograrse adecuadamente la igualación del color y presentar inestabilidad en parámetros tecnológicos. Hipótesis Si se realiza la puesta a punto del equipo de Color Matching que permite optimizar las recetas de teñido y se corrigen los parámetros tecnológicos, entonces pueden minimizarse las insuficiencias en la etapa de teñido. Objetivo general Evaluar la incidencia de la igualación del color y la corrección de los parámetros tecnológicos en la etapa de teñido. Objetivos específicos Realizar una revisión bibliográfica sobre el tema objeto de investigación. Establecer un algoritmo de trabajo que permita el uso eficiente del equipo de Color Matching para condiciones de operación y colorantes seleccionados. Obtener a nivel de laboratorio las recetas óptimas para el teñido de tejido poliésteralgodón con el empleo del equipo de Color Matching. Comprobar, a nivel de laboratorio la validez de parámetros de operación. Corregir los parámetros tecnológicos que permiten optimizar las recetas de teñido. Evaluar desde el punto de vista técnico-económico y ambiental la propuesta.. 2.
(11) Capítulo1. Revisión bibliográfica. Capítulo 1. Revisión bibliográfica. 1.1 Los colorantes y la industria textil. El estudio abstracto del color tiene sus orígenes en Grecia, hace más de 24 siglos cuando Aristóteles enunció que la luz es necesaria para el color y que los objetos ordinarios aparecen coloreados porque la absorben, pero la moderna ciencia del color fue fundada por Isaac Newton que separó los componentes de la luz blanca en la secuencia de colores que va desde el rojo, pasando por el naranja, amarillo, verde y azul hasta el violeta denominado espectro. Su obra Opticks, una clara e interesante introducción a la ciencia del color, fue publicada en 1704. De la serie de colores que componen el espectro visible se pueden diferenciar tres colores primarios y otros, secundarios o complementarios, obtenidos de los primeros. Estos colores primarios constituyen el denominado sistema RGB y son: el rojo, verde y azul. Los colores secundarios se obtienen sumando los primarios, de forma que el amarillo, por ejemplo, es la suma de verde y rojo. Los tres colores primarios juntos dan el color blanco, mientras que la mezcla de los secundarios produce el color negro. Esta es la teoría aditiva del color y se representa en la Figura 1.1. La teoría sustractiva, en cambio, está basada en restar luz eliminando longitudes de onda determinadas del espectro incidente mediante filtros o bien mediante absorción y dispersión de la luz. Esta se puede observar en la Figura 1.2.. Figura 1.1: Mezcla aditiva de colores primarios. Figura 1.2: Mezcla sustractiva de colores primarios Cada una de las impresiones de color que se reciben y que designan con los conceptos: amarillo, rojo, verde, azul no dependen solamente de las propiedades del tipo de objeto. 3.
(12) Capítulo1. Revisión bibliográfica. observado sino también de las propiedades de la fuente luminosa y de las características de los ojos. Si tan solo uno de ellos cambiara, también cambiaría la percepción recibida. (Maldonado, 2005) Todas las moléculas absorben energía en varias zonas del espectro electromagnético. La característica de las moléculas de un colorante es que absorben radiación fuertemente en la región visible que va desde los 400 hasta los 700nm. Las únicas moléculas orgánicas que producen suficiente absorción (poder tintorial) en la región visible para ser útiles como colorantes son las que tienen una complejidad considerable y que contienen varios sistemas conjugados relacionados con grupos que atraen y separan electrones. El tono y la permanencia de un cierto colorante, pueden variar dependiendo del sustrato, debido a las diferentes interacciones de los orbitales moleculares del colorante con dicho sustrato y a la facilidad con que el colorante pueda disipar su energía absorbida, hacia el medio circundante sin descomponerse. Los colorantes exhiben color debido a su capacidad para absorber la luz en la región visible del espectro, esta se debe a las transiciones electrónicas en las moléculas y solo puede ocurrir cuando los electrones tienen cierto grado de movilidad. Esta movilidad depende del grado de instauración y resonancia del colorante. Los colorantes difieren en su resistencia a la luz, sudor, lavado, su afinidad por las diferentes fibras, su reacción a los agentes y métodos de lavado, su solubilidad y métodos de aplicación. (Arriaga, 2005). Para que un colorante sea útil, debe ser capaz de unirse fuertemente a la fibra, y por lavado no debe perder su color, debe ser estable químicamente y soportar bien la acción de la luz. (Muñoz, 2006) En muchas industrias el color es un aspecto esencial en los productos que fabrican y los servicios que proveen, es una parte inseparable de este mundo y un elemento esencial en la cultura. Desde tiempos muy remotos estuvo asociado con los dioses, con las fuerzas de la naturaleza y con la jerarquía social. Hoy en día, si el color no es "agradable" al consumidor, los artículos fabricados corren el riesgo de no ser aceptados. (Morales et al., 1996) El uso principal de los colorantes es el teñido de textiles aunque se consumen cantidades sustanciales para colorear materiales tales como cuero, plásticos, productos del petróleo y alimentos. (Girón, 1999) El teñido de los tejidos forma parte de los procesos finales del acabado, es una operación importante que se remonta a la más lejana antigüedad y donde primero se desarrolló fue. 4.
(13) Capítulo1. Revisión bibliográfica. en la India y China. Se llama teñido al proceso de aplicar sobre los materiales textiles, sustancias colorantes, para darle uno u otro color. Hasta la segunda mitad del siglo XIX eran empleados colorantes naturales, cocimientos de madera, raíces, hojas y frutos de algunas plantas. En la actualidad la producción de estos es amplia y se utilizan colorantes sintéticos, realizados por los adelantos científicos en el campo de la industria química. (Pérez, 1986) El teñido se lleva a cabo fundamentalmente por razones de estética en la medida en que no contribuye a la integridad básica estructural, la capacidad de desgaste o la durabilidad del producto final, sin embargo, desempeña un papel importante en la comercialización de los productos textiles. En particular el color representa el 70% de todas las causas de rechazo a nivel industrial. (Maldonado, 2005) 1.1.1 Clasificación de los colorantes y materiales auxiliares utilizados en la industria textil. Las propiedades de los colorantes pueden clasificarse como propiedades de aplicación: solubilidad, la afinidad y la velocidad de teñido y propiedades de uso final: son el tono y la resistencia a los factores degradantes tales como la luz, lavado, calor (sublimación) y desteñido. Los colorantes se seleccionan de tal manera que tengan propiedades de uso final aceptables a un costo mínimo. Solo se usan procedimientos de aplicación complicados, cuando son necesarios para lograr resultados excelentes. Los colorantes se clasifican de acuerdo a su método de aplicación. El mejor método de clasificación disponible, es el que se basa en el índice de color (Color Index) publicación patrocinada por la Sociedad de Tintoreros y Coloristas (Inglaterra) y la Asociación Americana de Químicos y Coloristas Textiles. El Color Index reconoce 26 tipos de colorantes por clasificación química y diez por su clasificación basada en su aplicación, según (Girón, 1999) la segunda es de más utilidad y son: Colorantes básicos: Los colorantes básicos se refieren usualmente a los clorhidratos o sales de bases orgánicas. Se unen a la fibra por formación de uniones salinas con los grupos aniónicos o ácidos de estas. (Salvo, 2009). Son notables por su alto índice de color, pero presentan una fotoestabilidad mala, por lo que se hizo necesario desarrollar colorantes más estables a la luz. En la práctica, las fibras celulósicas. no. son. afines. con. los. tintes. básicos.. (http://www.tecnologíaslimpias.org). 5.
(14) Capítulo1. Revisión bibliográfica. Colorantes ácidos: Dependen de la presencia de uno o más grupos ácidos, para poder unirse a las fibras textiles. Estos grupos suelen ser ácidos sulfónicos, que sirven para que el colorante sea soluble en agua. Se utilizan principalmente para fibras que contienen grupos básicos tales como algodón, sedas y poliamidas. (Girón, 1999) Colorantes directos: por lo general tienen grupos de ácido sulfónico, pero no se consideran como colorantes ácidos, debido a que estos grupos no se usan como medios de unión a la fibra. Son generalmente colorantes azoicos y su solubilidad en el baño se reduce a veces por adición de sal. Poseen afinidad directa con las fibras celulósicas y con frecuencia también se les refieren como colorantes sustantivos. (Salvo, 2009) Colorantes mordientes: Comprenden muchos colorantes naturales y sintéticos, estos últimos se obtienen a partir de antraceno. No tienen afinidad natural para textiles pero se aplican a fibras celulósicas o proteicas las cuales hayan sido tratadas previamente con un óxido metálico. (Salvo, 2009). Debido a que el cromo es el mordiente más comúnmente usado, con frecuencia se les llama tintes con base de cromo. Se ha demostrado que tanto el cromo (III) como el cromo (VI) se acumulan en muchas especies acuáticas, especialmente en peces que se alimentan de los fondos, en bivalvos, mejillones y almejas (Walters, 2005). Se pueden lograr resultados iguales o mejores con otros colorantes menos costosos en cuanto a tiempo y mano de obra. Colorantes azufrados: Conforman este grupo los compuestos orgánicos que contienen enlaces de azufre entre sus moléculas. Se utilizan para teñir fibras celulósicas en tonos pálidos de gran solidez al lavado, pero los colores carecen de brillo. Su acción de teñido es por adsorción al igual que los colorantes directos pero al exponerse al aire se oxidan, para formar el colorante original insoluble en el interior de la fibra. Los tintes al azufre no son por lo general solubles en agua.(Salvo, 2009) Colorantes azoicos: Son pigmentos insolubles que se fijan en la fibra impregnándolos con almohadillas junto con un compuesto soluble de copulación y que luego se tratan con una base diazotada o una sal de color estabilizada. Son utilizados para teñir fibras celulósicas cuando se requiere de una buena solidez al. 6.
(15) Capítulo1. Revisión bibliográfica. lavado junto a una tonalidad brillante. (Frey, 1998) Posiblemente este sea el proceso de aplicación de colorantes más complejo, que requiere técnicos bien formados y una química exacta. Por eso, la mayor parte de las empresas de tintado ya no lo utilizan y optan por procesos más simples. (Walters, 2005) Colorantes a la tina: Son los tintes más conocidos en la industria de hoy en día debido a su solidez continua tanto al agua como a la luz. Ellos son insolubles en agua pero pueden convertirse en compuestos solubles por la acción de hidróxido de sodio y un agente reductor como el hidrosulfito de sodio. Después de que el colorante reducido ha sido absorbido en la fibra, se reforma el colorante insoluble original con una oxidación por medio de aire o sustancias químicas. Poseen muy buena solidez pero son costosos. Los tintes tina se hacen de índigo, antraquinona y carbazol y se emplean exitosamente en el algodón, lino, rayón, seda de lana y algunas veces nylon. Colorantes dispersos: Son colorantes no iónicos que tienen baja solubilidad en agua y que son capaces de disolverse en ciertas fibras sintéticas. Se usan en la actualidad principalmente para fibras de poliéster aunque en un principio se desarrollaron para fibras de acetato de celulosa y de poliamida. Colorantes reactivos: Este tipo de colorante forma enlaces covalentes con las fibras que poseen grupos oxhidrilo o amino, reaccionando químicamente con la fibra textil durante el proceso de teñido, transformándose así en parte física de la misma, por lo tanto ofrecen buena solidez al lavado. En muchos casos, se emplean para teñir con baños en frío y se adaptan bien a los requerimientos de teñido continuo. Además, permiten la aplicación del espectro completo de colores. (Salvo, 2009) Colorantes de oxidación: se producen en las fibras textiles por oxidación de un compuesto incoloro. Esta es una forma muy económica para producir buenos tonos negros. La apariencia y resistencia de los teñidos puede variar en un amplio intervalo por medio de la selección del oxidante, de las condiciones del teñido y el catalizador. (Girón, 1999) Para la selección de los colorantes a utilizar en tintorería, se deben tener en cuenta los siguientes aspectos (Broadbent, 2001): Los tipos de fibras presentes en la tela.. 7.
(16) Capítulo1. Revisión bibliográfica. La forma de la materia textil y el grado de igualación requerido. Las propiedades de solidez requeridas para procesos posteriores y para el uso particular del producto final. El método de teñido a ser empleado, el costo general y la maquinaria disponible. El color solicitado por el cliente. Para lograr un acabado eficiente no basta con seleccionar cuáles son los colorantes que se han de emplear, es necesario que se incluyan una serie de productos adicionales o productos auxiliares, para lograr las propiedades deseadas. Los auxiliares utilizados en el proceso de teñido son sustancias que se agregan al baño de tintura para transferir el colorante del baño a la fibra o para mejorar la igualación, dispersión, penetración, etc. (Arriaga, 2005). Los productos auxiliares para la tintura textil, forman un grupo muy heterogéneo de compuestos químicos, constituidos principalmente por tensoactivos, polímeros solubles y otros agentes químicos. El aspecto más preocupante de estos auxiliares, es su carácter contaminante de los efluentes líquidos, dado los altos valores de DBO y DQO (demanda biológica y química de oxígeno respectivamente) que indican la resistencia a la oxidación y por ende a la degradación en el medio ambiente. Se utilizan ácidos fuertes como el sulfúrico y débiles como el acético y fórmico, su empleo en la mayoría de los casos es para regular el pH y en ciertas etapas del proceso en donde se requiere un carácter ácido. Los álcalis son productos opuestos a los ácidos y son utilizados en el descrude, blanqueo y en tinturas. Los que se utilizan principalmente son la sosa cáustica (hidróxido de sodio), carbonato de sodio y el amoníaco. Los oxidantes son usados en procesos de blanqueo, tintura y estampados; ejemplo de ellos tenemos el agua oxigenada, hipoclorito de sodio, clorito de sodio y dentro de los reductores el más importante es el hidrosulfito de sodio. Los productos auxiliares se caracterizan por tener cargas eléctricas y se clasifican según su carga en aniónicos (carga negativa), catiónicos (carga positiva) y no iónicos (sin carga eléctrica). En general no se deben mezclar productos aniónicos con catiónicos porque estos pueden precipitar; en el caso de los no iónicos estos si pueden ser mezclados con productos catiónicos o aniónicos. Es muy importante la forma en que estos productos son disueltos, se debe respetar las especificaciones técnicas que recomiendan los proveedores. (Bolaños, 2010). 8.
(17) Capítulo1. Revisión bibliográfica. 1.1.2 Colorantes y productos auxiliares empleados en la UB “Combinado textil Desembarco del Granma”. En la UB Desembarco del Granma se utilizan tres tipos de colorantes de acuerdo a la clasificación basada en su aplicación. Los colorantes dispersos se utilizan para los tejidos que tienen fibras de poliéster, los tina tiñen la fibra de algodón y los colorantes reactivos se emplean en el proceso de teñido del algodón y la viscosa. Colorantes dispersos El poliéster se tiñe exclusivamente con colorantes dispersos. (Walters, 2005). Estos son no iónicos y como tales son insolubles o poco solubles en agua, incluso a altas temperaturas. (Salvo, 2009). Las moléculas del colorante no se adhieren a la fibra, sino que se produce toda una variedad de interacciones electroestáticas (dipolo-dipolo, Van der Waals, y puentes de hidrógeno) que incrementan la afinidad con la fibra, lo que produce la fijación. La falta de un fuerte nexo químico permite cierto grado de migración fuera de la fibra. (Walters, 2005) La disolución de las partículas del colorante está muy influenciada por factores como el agua, pH del medio, relación de baño, dispersantes, carriers, electrolitos, etc., además de las altas temperaturas de trabajo. El pH del medio debe rondar el medio ácido en el caso de los procesos de teñido normales o el medio alcalino como ocurre con ciertas gamas de colorantes de aplicación actual utilizados en la tintura de la mezcla de poliéster/celulosa con colorantes reactivo en un solo baño. También el agua debe ser analizada ya que muchos colorantes dispersos y ciertos auxiliares pueden ser sensibles a la dureza de la misma, necesitándose en muchos casos el agregado de agentes secuestrantes para corregir tal problema. (Fajardo, 2012) La inclusión de agentes tensoactivos en el baño es un factor crucial en la aplicación de colorantes dispersos, los cuales por lo general son de naturaleza aniónica. Dicho compuesto, está formado por una cadena de hidrocarburos de carácter hidrofóbico conocida como cola y una parte hidrofílica iónica llamada cabeza, que al juntarse forman una estructura esférica llamada micela. Las colas hidrofóbicas de las moléculas del agente tensoactivo son capaces de disolver las moléculas de colorante disperso, confiriéndoles una alta solubilidad. Las micelas, llevan las cargas negativas en su. 9.
(18) Capítulo1. Revisión bibliográfica. superficie por lo tanto se repelen entre sí y en consecuencia no se unen. Cuando se refiere a los agentes tensoactivos de este modo, se les llama agentes dispersantes. Las cadenas de polímero del poliéster y la presencia de grupos aniónicos como -SO3H y -COOH en las fibras acrílicas, permiten obtener solo tonos pálidos en condiciones normales con colorantes dispersos. Una forma ampliamente utilizada de superar este inconveniente, es teñir a temperaturas por encima de 100°C utilizando recipientes presurizados. De esta manera se obtienen temperaturas altas de hasta 140°C, a las cuales la estructura molecular del poliéster se vuelve más flexible, permitiendo así que la difusión del colorante a las fibras sea más rápida. Sin embargo, en lugar de inducir a las fibras de poliéster para absorber colorantes dispersos por medio de altas temperaturas, se utilizan aditivos especiales de baño llamados portadores. Su efecto en las cadenas de polímeros es similar al aumento de la temperatura, permitiendo un rápido ingreso del colorante y el desarrollo de tonos oscuros. (Salvo, 2009), (Walters, 2005) Colorantes reactivos Los colorantes reactivos para la tintura de algodón 100% son muy empleados por las características de solidez que adquieren los textiles luego del proceso de tintura ya que el colorante reacciona covalentemente con la fibra. (Villegas, 2012) Los colorantes reactivos forman enlaces covalentes con las fibras de algodón. Las partes principales de la molécula de colorante son el cromóforo (es la parte de la molécula colorante que le imparte color) y el grupo reactivo. El tipo de grupo reactivo en la molécula del colorante determina el nivel de reactividad, mientras que su sustantividad es regida por el grupo cromóforo. Ambas propiedades son igualmente importantes en el control de calidad de los teñidos (Needles, 1986). En la Figura 1.3 se presenta la reacción del colorante reactivo y la celulosa. La celulosa reacciona como anión celulosa, el cual es formado únicamente bajo condiciones alcalinas. Inevitablemente al mismo tiempo, el colorante empieza a reaccionar con el agua (hidrólisis). El colorante hidrolizado resulta un problema ya que no puede reaccionar con la fibra y retiene la sustantividad del colorante no hidrolizado, por lo que debe ser removido en el lavado final. Una vez que la fijación de colorante se ha producido, no pueden rectificarse los errores.. 10.
(19) Capítulo1. Revisión bibliográfica.. Figura 1.3: Reacción del colorante con la celulosa (fijación) y el agua (hidrólisis). Las dos etapas esenciales en la aplicación de los colorantes reactivos son la difusión del colorante hacia la fibra de celulosa y la reacción entre el colorante y la celulosa. La primera es controlada por medio de la variación del tiempo de teñido, la temperatura del baño de tintura y la concentración de sal, y la segunda es lograda por la selección de la alcalinidad apropiada (pH). Sin embargo, la reactividad de un colorante en particular puede incrementarse aún más aumentando el valor de pH, y la temperatura del baño de tintura. (Salvo, 2009) El tintado del algodón se realiza con un pH de entre 9,5 y 11, este pH que se consigue con NaCO3 y/o NaOH. (Blackburn, 2001) establece que hasta un 40% del colorante puede ser hidrolizado con agua, lo que lo vuelve inerte. Esto desemboca en la presencia de colorantes reaccionados (inertes) en las aguas residuales que son difíciles de aislar (son solubles en agua). Se utiliza sal (NaCl) para incrementar la liberación de colorantes en los baños. Colorantes tina Los colorantes tina consiguen una excelente durabilidad del color y estabilidad a los rayos UV, por lo que estos colorantes caros se usan con frecuencia en telas que han de soportar lavados frecuentes y duros, como los uniformes militares y los textiles para hospitales o aquellos que se ven expuestos constantemente a la luz del día como la ropa y los complementos. Los colorantes son insolubles en agua pero por su reducción en medio alcalino se transforman en leuco derivados hidrosolubles para poder ser absorbidos por el textil.. 11.
(20) Capítulo1. Revisión bibliográfica. El proceso de reducción de los colorantes tina está fundamentado en la acción reductora del hidrógeno sobre el grupo carbonilo, transformándolo en un grupo alcohólico lo que trae consigo la solubilidad del colorante en medio acuoso alcalino. Como compuesto reductor se utiliza hidrosulfito de sodio (Na2S2O4) o derivados estabilizados del mismo como son el formaldehído y el acetaldehído sulfoxilato sódico. Como álcali se utiliza la sosa cáustica exclusivamente. El hidrosulfito sódico es destruido por la acción térmica y del aire siendo aprovechado para la reducción del colorante solo el 15-20% del total suministrado al colorante. (Cegarra et al., 1981). La presencia de esta sustancia en las tinciones provoca que en las aguas residuales existan sales de azufre. Estos productos no son biodegradables, ya que su estructura molecular es demasiado grande para ser absorbida por células bacterianas enteras. Los colorantes tina apenas son solubles por lo que resultan fáciles de retirar de las aguas residuales. Por tanto se asume que la contaminación de agua no está asociada con este tipo de colorantes. (Walters, 2005) Como ejemplo de productos auxiliares empleados en el proceso de teñido del tejido de poliéster/algodón con colorantes disperso y reactivo en la textilera Desembarco del Granma tenemos: Urea: actúa como agente hinchante por rotura de los puentes de hidrógeno entre las cadenas peptídicas, disgregando el colorante en la solución de fulardado o produciendo una exclusión del agua del interior de la fibra. En los dos primeros casos se incrementa el coeficiente de difusión y en el tercero se disminuye la hidrólisis. (Cegarra, 1981) Humectante: Productos que favorecen el mojado y la penetración del agua o las disoluciones acuosas a los artículos textiles. Antimigrante: Al ser mezclado con los colorantes los distribuye uniformemente en los baños de impregnación produciendo una tela con teñidos uniformes y bien igualados, debido a que tienen la función de evitar el desplazamiento del colorante en la tela teñida por causas como por ejemplo un tratamiento térmico severo, tal como el que se realiza en la termofijación de telas de poliéster (Cegarra, 1981). Los productos empleados poseen diferente naturaleza química, pero en general se trata de polímeros con alto poder de retención y dispersión.. 12.
(21) Capítulo1. Revisión bibliográfica. Antiespumante: se utiliza para prevenir la formación de espuma mediante el desplazamiento del antiespumante hacia el interior de la burbuja y su expansión empujando hacia fuera el agente surfactante formador de espuma. Esto es originado por la diferencia existente entre las tensiones superficiales del líquido espumante. y. el. antiespumante. y. la. tensión. interfacial. de. la. espuma/antiespumante. Dispersante: Los agentes de dispersión tienen como finalidad impedir la aglomeración de partículas de colorante y la recristalización durante la tintura. Permite la distribución uniforme del colorante en el baño (Arriaga, 2005). Los dos tipos principales son aquellos basados en naftalenos sulfonados, policarboxilatos, etc., de naturaleza aniónica y los constituidos por ésteres de ácidos grasos no iónicos. Dadores de ácido: se utilizan para mantener el valor de pH constante durante todo el proceso. A diferencia de los buffers o soluciones tampón, los dadores de ácido permiten modificar el valor del pH mediante la cantidad dosificada y una vez alcanzado el valor requerido se mantiene inalterado, aún cuando se caliente a más de 100ºC como sucede en la tintura de poliéster. Por ejemplo el ácido acético protege el colorante evitando su destrucción.(Fajardo, 2012) Dadores de álcali: en los dadores de álcali se conjugan varios componentes que generan un medio alcalino estable y con propiedades adicionales como dispersión y quelación de metales, además con pH regulable en función de la cantidad de producto dosificada. El mayor empleo es en la tintura de fibras celulósicas con colorantes reactivos, donde se ajusta el pH para la etapa de fijación entre 11,0 y 11,5 y se mantiene durante el tiempo de fijación. El producto más empleado es el carbonato de sodio. (Frey et al., 1998) 1.1.3 Proceso de igualación del color. Cuando un fabricante de telas recibe un encargo de producción, debe conseguir un color lo más parecido posible a la muestra del cliente. Como este proceso es algo cotidiano, se supone que es sencillo, pero no hay nada más lejos de la realidad. La tinción, al tratarse de un proceso químico, depende fuertemente de las condiciones de contorno, y no es fácilmente reproducible, por eso frecuentemente es necesario realizar una batería de. 13.
(22) Capítulo1. Revisión bibliográfica. pruebas con diferentes concentraciones de colorante, antes de conseguir el color que se desea. (Chorro, 2013) La igualación del color es una actividad muy importante para las fábricas modernas de teñido e impresión. La habilidad para seleccionar los colorantes adecuados o la combinación de pigmentos, tomando en cuenta criterios de desempeño durante los lavados, la resistencia a la luz, reproducción del tono, costos, etc., es trascendental porque en el mundo competitivo en el que se vive es necesario que el proceso de coloración sea mejor, rápido y económico. (http://www.tecnologíaslimpias.org) Las dimensiones del color y los fenómenos ópticos se utilizan como criterios para la aceptación o rechazo en el proceso de igualación del color. Dimensiones del color: Tono, tinte o matiz: Corresponde a la primera dimensión del color y a la más sencilla de comprender. Es la sensación por la cual se observa la longitud de onda de la luz reflejada de los objetos y que normalmente se le llama color. Se trata de una variable cualitativa que permite distinguir una familia de colores de otra, el rojo, el verde del azul y los colores púrpuras. La percepción del matiz está influenciada por factores ambientales. Croma, saturación o intensidad: es la dimensión del color que representa el grado de pureza de un determinado matiz en particular. Es una variable cuantitativa. La Figura 1.4 muestra cómo cambia el croma conforme al moverse del centro hacia la periferia. Los colores en el centro son grises (apagados o sucios) y hacia la periferia se vuelven más saturados (vivos o limpios).. Figura 1.4: Cromaticidad Valor, brillo o luminosidad: es una propiedad acromática que indica la cantidad de gris, basado en la escala que empieza por blanco (valor elevado) y termina en. 14.
(23) Capítulo1. Revisión bibliográfica. negro (valor bajo). Puede considerarse tal vez como el atributo más importante del color. Si es correcto, el observador no podría percibir las pequeñas dispersiones de matiz o croma. Fenómenos ópticos Translucidez: Para Munsell es la cuarta dimensión del color. Él mismo, la define como una situación intermedia entre el opaco que bloquea totalmente el paso de la luz y el transparente que permite el paso de luz total. Se dice que un cuerpo es más translúcido cuando el pasaje de luz es mayor y se considera menos translúcido cuando ocurre lo contrario. Opalescencia: se define como el fenómeno de refracción, difusión e interferencia luminosa simultáneas en una suspensión, emitiendo coloraciones brillantes y vivas, variables según la incidencia de la luz. Fluorescencia: se define como la capacidad de absorber la energía luminosa y remitirla en una longitud de onda diferente. Es la emisión de luz visible que ocurre cuando cuerpos fluorescentes son expuestos a rayos excitantes tales como los rayos ultravioleta. Metamerismo: Se produce cuando se tienen dos muestras de color que, al verlas bajo un iluminante, tienen el mismo aspecto visual pero cuando se cambia la luz, la igualdad entre las muestras se rompe, pudiéndose apreciar diferencias entre ellas. Lo aparentemente correcto se transforma en incorrecto cuando cambia la fuente de luz. Por lo tanto, para llevar a cabo una buena elección del color, es necesario observar los objetos bajo mínimo dos sistemas de iluminación diferentes y evitar interpretar colores con bajos niveles de iluminación. (Asociados, 2009) Como solución a los problemas de evaluación del color se crearon sistemas de medición para poder cuantificarlo y expresarlo numéricamente, cuyo principio está basado en la cantidad de luz reflejada por el objeto. Uno de los primeros sistemas de medición de color es el sistema Munsell creado por A. H. Munsell en 1905,el cual utilizó un gran número de tarjetas de colores clasificadas de acuerdo a su tono, luminosidad y saturación; posteriormente el sistema Munsell evolucionó un poco más al asignarle una codificación de letras y números. De manera similar se puede mencionar el sistema Ostwald, y el sistema OSA-UCS creados en base a la comparaciones visuales de muestras de color en catálogos.. 15.
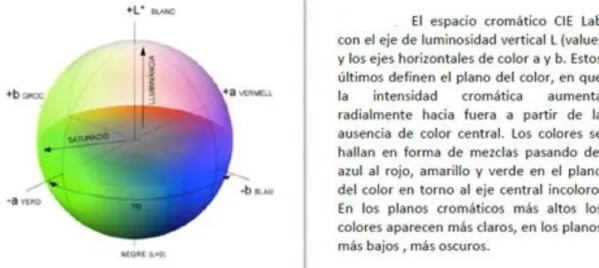
(24) Capítulo1. Revisión bibliográfica. La Comisión Internacional de la Energía (CIE) desarrolló dos importantes sistemas para la evaluación de color en términos de números basados en la medición de reflectancia espectral de la muestra. El primer sistema fue creado en 1931 se refiere a los valores triestímulo (X, Y, Z) y el segundo sistema creado en 1976 referido los espacios de color (L* a* b*). (Asociados, 2009). En este último el eje L* es el de luminosidad y se extiende desde 0, para el color negro, hasta 100 para el color blanco. Las coordenadas a* y b* representan rojo-verde y amarillo –azul, respectivamente. El espacio de color L*a*b* se representa en la Figura 1.5. Se usa habitualmente para describir todos los colores que puede ver el ojo humano. Este sistema es el más utilizado en la actualidad para el control de calidad y el teñido de telas en la industria textil. (Maldonado, 2005). Figura 1.5 Espacio de color L*a*b* Para la aplicación de estos sistemas de medición de color la CIE consideró diferentes tipos de iluminantes porque cada fuente de luz viene caracterizada por la energía que emite en las diferentes longitudes de onda, los más comunes se muestran en la Tabla 1.1. La letra D representa la luz del día, la letra A se refiere a la luz incandescente y la letra F es asignada a la luz fluorescente. (Bolaños, 2010) Tabla 1.1 Iluminantes utilizados en la industria textil Patrones. Referencia. D50, D55. Para la determinación del color. D65, D65A. Para la determinación del índice de metamerismo. F2, F7, F11. Para luces fluorescentes. 16.
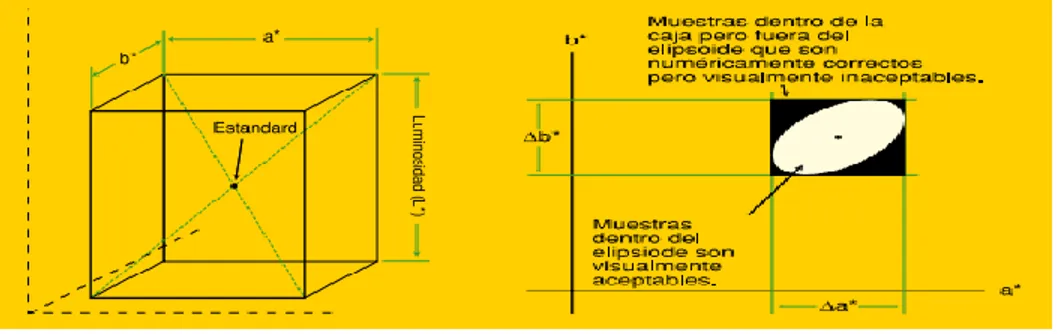
(25) Capítulo1. Revisión bibliográfica. Otra consideración importante es el observador; definido como la visión normal de color de la media de la población humana, porque dependiendo del ángulo de observación la sensibilidad del ojo cambia, por lo que la CIE definió en 1931 un observador a 2 º (grados) y en 1964 definió el observador de 10 º. Para establecer las tolerancias en el sistema CIELAB se escoge un límite de diferencia para DL* (diferencia en el valor de luminosidad), Da*(diferencia en el eje rojo/verde) y Db* (diferencia en el eje amarillo/azul). Estos límites crean una caja rectangular de tolerancias alrededor del estándar (Figura 1.6). Cuando se compara esta caja de tolerancias con el elipsoide visualmente aceptado emergen algunos problemas. Una tolerancia de forma de cubo alrededor de un elipsoide puede dar números buenos para un color inaceptable. Si la caja se hace lo suficientemente pequeña como para caber dentro del elipsoide es posible obtener números malos para un color visualmente aceptable. (X-Rite, 2002). Figura 1.6: Caja de tolerancia CIELab Según (Asociados, 2009) el ojo humano es un órgano muy sensitivo, se cree que puede distinguir entre siete y diez millones de colores. Sin embargo: . No tiene memoria precisa de colores.. . Aproximadamente 1 de cada 12 hombres tienen visión defectuosa.. . Aproximadamente 1 de cada 250 mujeres tienen visión defectuosa.. . La percepción del color es diferente de persona a persona.. . El ojo-cerebro es engañado por muchos factores secundarios como la luz del ambiente, color de fondo, medicación y alcohol.. Debido a estos inconvenientes algunas industrias recurren al uso de instrumentos que permitan una mayor exactitud en el proceso de igualación del color. En la actualidad se tienen los colorímetros y espectrofotómetros para la medición del color, la diferencia entre ellos es que el colorímetro está diseñado con tres filtros de color rojo, verde y azul para seleccionar la longitud de onda el haz de luz y los. 17.
(26) Capítulo1. Revisión bibliográfica. espectrofotómetros están diseñados con una red de difracción para separar el haz de luz en todos sus componentes. En el espectrofotómetro las luces caen en el objeto y la luz reflejada se mide por sensores electrónicos que convierten su análisis en una ecuación de color. Esta ecuación indica cuál es el color, la diferencia de color en comparación con el patrón, resultados de aceptación o rechazo, etc. Muchas compañías han tratado de migrar a las herramientas de igualación de color utilizando un espectrofotómetro, pero estas no son completamente capaces de concluir con el propósito debido a las siguientes razones: Muy seguido el personal de producción o de control de calidad no cree en los sistemas de igualación computarizados, solo creen en las decisiones a simple vista. Cuando los espectrofotómetros hicieron su aparición en la rama textil y aún no contaban con tecnología avanzada, los resultados no estaban 100% libres de errores ni la medida del color era 100% confiable y la gente tuvo experiencias negativas con estos equipos. En muchas compañías, el espectrofotómetro se usa solo para exposiciones y no en la rutina diaria. Lo anterior hace que nadie esté capacitado para su empleo. Algunas veces los espectrofotómetros no están en condiciones adecuadas: calibración y mantenimiento. Muy seguido los espectrofotómetros que hay en una fábrica son diferentes al que tiene el cliente, ya sea por marca, modelo y especificaciones, lo que da una variación sustancial en las lecturas que arrojan y son comparadas entre los dos equipos. (http://telcotextil.com.mx). 1.2 Proceso tecnológico de teñido El proceso de coloración al que se someten los tejidos para que puedan tener una gama de colores acordes con las modas y usos de cada país y época del año implica fenómenos de transferencia de masa como lo es la difusión, absorción y describe un comportamiento cinético de tintura e involucra una gran cantidad de operaciones unitarias (Bolaños, 2010). En el proceso de teñido intervienen un amplio conjunto de parámetros como son (Lis et al., 2006):. 18.
(27) Capítulo1. Revisión bibliográfica. Sustrato textil: Es suficientemente conocida la gran variedad de posibilidades que existen respecto al tipo de fibras, hilos y tejidos. Colorante: Dependerá, básicamente, del tipo de fibra que se esté utilizando además de las propiedades finales que se requerirán del producto para su aceptación por el mercado. Auxiliares: Hay una gran variedad de compuestos químicos que se venden para su aplicación en los distintos procesos de tintura. El tipo y función de dichos productos depende, básicamente, de los dos aspectos anteriores: sustrato que se quiere teñir y los colorantes que se utilizarán para ello. Parámetros del proceso: Los gradientes de temperatura, las velocidades de circulación del baño de tintura, la relación de baño, la dosificación de los colorantes y/o auxiliares y el número de enjuagues posteriores, son algunos de los parámetros que hay que definir en el proceso de tintura. Maquinaria: Debe considerarse, también como un elemento independiente ya que no solo dependerá de los sustratos y colorantes sino que la tecnología de base con la que dichas máquinas se habrán construido, marcan de forma importante los parámetros del proceso. 1.2.1 Importancia de la etapa de preparación previa Para el teñido del tejido es necesario realizar un tratamiento previo que involucre un conjunto de procesos para remover la mayor cantidad de impurezas no deseadas de las fibras y así producir un tejido que absorba uniformemente las soluciones de colorantes y productos químicos. Una buena preparación previa es vital para el éxito de la tintura, ya que la absorción no uniforme de los colorantes se hace inmediatamente visible. (Muñoz, 2012). La naturaleza y el número de tratamientos previos dependen tanto del tipo de fibra como de los resultados finales deseados. Las fibras naturales suelen contener más impurezas por lo que son sometidas a procesos más intensos. (Walters, 2005). Por ejemplo las telas de lana y algodón, pueden tener grandes cantidades de impurezas naturales, que impiden un humedecimiento uniforme, tales como las grasas, aceites y ceras que son insolubles en agua. (Muñoz, 2012) Los tratamientos más comunes que recibe el tejido para ser teñido son: El chamuscado es un tratamiento donde la tela pasa rápidamente por una llama de gas la cual quema las fibras cortas que sobresalen de la superficie de esta. En una. 19.
(28) Capítulo1. Revisión bibliográfica. chamuscadora se debe controlar: la presión del gas; intensidad, temperatura y calidad de la llama, ángulo de incidencia y altura de la llama. (Bolaños, 2010) El desencolado es el siguiente paso para la mayoría de los tejidos y se emplea para remover restos de cola de tejeduría. Se utiliza peróxido de hidrógeno en presencia de hidróxido sódico, surfactantes y estabilizadores. Este método permite un desencolado integrado, con blanqueado y desengrasado, reduciendo así el consumo de sustancias químicas. (Muñoz, 2012). El descrude es una forma de limpieza específica para fibras celulósicas y sus mezclas que tiene por objetivo eliminar las grasas, pectinas e impurezas que contienen tanto natural como artificialmente (Solé, 2010). Para ello es necesario el uso de detergentes emulsionantes, sosa cáustica y secuestrantes de dureza. (Bolaños, 2010). El blanqueo tiene el propósito de remover el color no deseado de las fibras, además de las impurezas remanentes de los procesos anteriores y mejorar la absorción del material para el teñido y la estampación. Este proceso es esencial para productos blancos de alta calidad o para aquellos que serán teñidos en colores pálidos brillantes. Los agentes blanqueadores son usualmente agentes oxidantes y generalmente se trata de una solución alcalina estable de peróxido de hidrógeno. La mercerización es el tratamiento bajo tensión con hidróxido de sodio del algodón, el cual le confiere a la fibra mayor resistencia al desgarramiento, además de mayor absorción y lustre (Broadbent, 2001), (Salvo, 2009). Con ella se aumenta el rendimiento del colorante y se mejora la estabilidad dimensional del tejido, lo cual hace que el mercerizado sea un proceso estándar en muchas empresas de acabado. (Muñoz, 2012). Termofijado: La operación de termofijado se debe aplicar a todos los tejidos que contengan fibras sintéticas solas o en mezcla con naturales o artificiales, como tratamiento previo a los de tintura o estampación y como tratamiento final. Su objetivo es liberar a las fibras sintéticas de las tensiones a las que han sido sometidas en el transcurso del estiraje en hilatura y llevarlas, por relajamiento de las tensiones internas, a un estado de equilibrio que las proteja de toda deformación posterior. Se lleva a cabo a temperaturas elevadas que pueden llegar a más de 200 °C variando en función de la fibra, por ejemplo el poliéster requiere. 20.
(29) Capítulo1. Revisión bibliográfica. una temperatura entre 180 a 210 °C y un tiempo entre 30 a 60 segundos para su termofijado. (Bolaños, 2010) 1.2.2 Alternativas de procesos de teñido Los métodos de tintura de telas pueden ser clasificados según el volumen de producción o equipo disponible en: Tintura por agotamiento (por partidas o discontinuo) Tintura por impregnación (a la continua o semicontinua) Método por agotamiento Este método de tintura es aplicado para pequeñas producciones de variados coloridos. Se caracteriza por ser muy versátil y accesible para pequeñas industrias especialmente para tejido de punto. La relación de peso, entre peso de fibra y peso de solución de colorante, es bastante elevada de 1/5 a 1/30. (http://www.redtextilargentina.com.ar) El fundamento del método de tintura por agotamiento consiste en lograr las condiciones óptimas para que el colorante disuelto en el baño de tintura alcance la superficie de la fibra que se halla sumergida en este, y permitir que se establezca un equilibrio dinámico estable entre la fibra y el colorante, luego de que se hayan logrado alcanzar niveles satisfactorios de distribución superficial (igualación) e interna (difusión). Pero ese equilibrio fibra-colorante, puede adquirir diferentes significados, según el tipo de colorante y fibra en consideración. Por ejemplo en un colorante ácido sobre lana se establece un equilibrio con una unión electrostática por fuerzas de Van Der Waals y uniones de puente hidrógeno, mientras que en un colorante reactivo sobre fibra celulósica, se verifica uniones covalentes de alta estabilidad entre ambos. (http://www.redtextilargentina.com.ar) Método por Impregnación Este método es aplicable a grandes producciones, que se procesan con una gran economía de costos, especialmente de mano de obra. Los equipos utilizados son costosos y requieren en general una gran disponibilidad de espacio. Pueden tener dos variantes principales: A la semicontinua (Pad Batch): El tejido es impregnado en la solución colorante, exprimido en foulard y luego permanece en reposo a temperatura ambiente durante un tiempo determinado para que se lleve a cabo la reacción química entre el sustrato y el colorante, después se pasa a un proceso de lavado continuo y el tejido sale teñido.. 21.
(30) Capítulo1. Revisión bibliográfica. A la continua (Pad Dry): La tela pasa continuamente por un baño donde se impregna con el color, se realiza la etapa de fijación del mismo, se seca y finalmente se recoge en rollos la tela terminada. Utilizando el procedimiento de impregnación la relación de baño es mucho más baja, entre 1,2 y 0,6 litros de solución por kg de fibra. (http://www.redtextilargentina.com.ar) El proceso de teñido a la continua se realiza en dos baños debido a que el tejido generalmente presenta en su composición dos tipos de fibras, es decir, se tiñe primero una fibra y luego se tiñe la otra por separado. Esto implica que los consumos en el proceso aumenten. 1.2.3 Descripción del proceso tecnológico de teñido (Cegarra, 1981) expresa que el proceso de teñido a la continua está compuesto por las siguientes etapas: 1. Impregnación del tejido con la solución o dispersión del colorante. 2. Pre-secado 3. Secado 4. Fijación del colorante 5. Eliminación del colorante no fijado mediante lavado La impregnación por inmersión, es la primera fase de un proceso continuo o semicontinuo de tintura, y es un procedimiento por el cual el tejido estirado y a una velocidad controlada se hace pasar por una cuba de impregnación, a través de un baño de tintura. A medida que atraviesa el baño, va arrastrando parte del colorante y los productos auxiliares de tintura allí presentes. El exceso de baño arrastrado por la tela es vuelto al baño al pasar esta a través de los cilindros que la exprimen, con una presión controlada ejercida uniformemente en toda su extensión. Esto es fundamental para lograr un teñido bien igualado. La unidad de presecado está colocada a la salida del foulard de tintura, y tiene por función reducir el contenido de agua sobre el peso del tejido. Es tal la importancia del secado, que si no es realizado correctamente las etapas subsiguientes quedan arruinadas y como se trata de un proceso continuo, este se detiene inmediatamente. Con respecto a los mecanismos que operan en cada fase del proceso, aquí hay un parámetro fundamental que es la migración del colorante. Este, ha sido depositado por impregnación, y a diferencia de los métodos discontinuos, no tiene afinidad por la fibra, de modo que al evaporarse el agua violentamente por aplicación de una alta temperatura. 22.
(31) Capítulo1. Revisión bibliográfica. de fijación, es arrastrado y la tela se tiñe en forma despareja. Se comprende entonces la importancia de realizar un presecado muy suave. Actualmente se emplean equipos de cerámica a rayos infra rojos, dispuestos en dos grupos separados y enfrentados, por entre los cuales se hace pasar la tela a una velocidad constante. Estas unidades se encuentran disponibles con potencias entre 125500W y con temperaturas promedio de unos 450 a 500ºC. Las elevadas temperaturas de trabajo, permiten trabajar con altas velocidades de pasaje de mercadería. Pero estos parámetros se regulan en función del tipo de mercadería. Desde el presecado, el tejido se dirige hacia los equipos de secado, que pueden ser de dos tipos: secaderos de tambores o equipos hot flue. Los secaderos de tambores están formados por un conjunto de grandes cilindros calefaccionados, dispuestos unos junto a otros y que giran. Entre ellos pasa la tela abierta al ancho en forma zigzagueante. Estos equipos fueron originalmente calefaccionados a vapor o aceite caliente, pero actualmente se ofrecen con calefacción a gas. Los secaderos Hot Flue, están conformados por una cámara de aire caliente por donde pasa la tela entrelazada verticalmente sobre rodillos, que permiten realizar al género un largo recorrido dentro de la cámara mientras se seca. Estos equipos que se utilizan están muy difundidos mundialmente por las ventajas de una alta productividad unida a una alta eficiencia de secado. Todos ellos están calefaccionados a gas. (http://www.redtextilargentina.com.ar) Para ciertos colorantes, como los dispersos con el poliéster, la energía suministrada en el secado resulta insuficiente y debe recurrirse a un tratamiento térmico mucho más enérgico: el termofijado (termosol). Allí las temperaturas se ubican entre los 190-210ºC. La termofijadora o rama tensora es un equipo de calefacción que permite el pasaje de la tela estirada a lo ancho mediante pinzas o púas y en contacto con aire caliente ambas caras del tejido. Se regula el tiempo de permanencia necesario y la temperatura según los colorantes y la fibra o mezcla de fibras. Existen otras variantes de fijación que emplean un medio alternativo: el calor húmedo por medio del vapor de agua, o sea el vaporizado (steam). Esta fijación se lleva a cabo en una cámara de vaporizado, donde la tela es sometida a la acción del vapor durante un tiempo, que depende del tipo de tela y de los colorantes utilizados. En la mayoría de los casos la tela es conducida luego a una lavadora para quitar los restos del colorante no fijado.. 23.
(32) Capítulo1. Revisión bibliográfica. El vaporizador es la máquina capaz de someter a las materias textiles a la acción del vapor saturado o recalentado de tal forma que este no pueda difundirse en la atmósfera que contorna la máquina de una forma libre. La condensación del vapor en el vaporizador debe ser reducida al mínimo y para ello debe disponerse de calefacción indirecta que aseguren una temperatura seca ligeramente superior a la húmeda, 4-6°C en el caso de vapor saturado a fin de evitar un recalentamiento excesivo del vapor que produciría pérdida de humedad en el tejido. Debe aislarse térmicamente el exterior para reducir al máximo las pérdidas de calor y la condensación de vapor. Si se compara el termofijado con el vaporizado se puede observar que en el primer caso hay una pequeña humedad residual y altas temperaturas, mientras que en el vaporizado hay una saturación de humedad (la tela se humedece) y la energía térmica que posee el vapor de agua (mucho menor que en el termofijado) alcanza para completar la fijación del colorante. Obviamente se deben seleccionar los colorantes que se adapten a las condiciones de cada proceso. El concepto del lavado posterior, es común a cualquier método de tintura tanto continuo, semicontinuo o por partidas: eliminar el colorante no fijado. El lavado se realiza en varias unidades o cajas de lavado, donde la tela se enhebra entre rodillos giratorios que la obligan a tomar contacto con el baño de lavado repetidas veces. Se diseñan trenes de lavado con un número variable de estas cajas (entre 3 y 6 unidades), que trabajan interconectadas a contracorriente. Al salir de la lavadora la tela exprimida es secada y enrollada. (http://www.redtextilargentina.com.ar) El teñido de los tejidos de poliéster/ algodón (PE/CO) a la continua se puede realizar en un baño o dos baños. El teñido en dos baños con colorantes disperso-reactivo consiste en teñir primero la fibra de PE y después se tiñe la parte del algodón. Se utiliza para colores medios e intensos cuando el rendimiento del colorante disperso se ve afectado por la concentración del agente alcalino si se realizara el teñido en un solo baño. La secuencia de operaciones realizadas en la UB Desembarco del Granma para el teñido del tejido de PE/CO con colores intensos en dos baños se muestra a continuación: Primer baño (teñido unifibra para PE): Impregnado-secado-termosolado-lavado-secado. Segundo baño (teñido unifibra para CO): Impregnado-secado-termofijado o vaporizadolavado-secado.. 24.
(33) Capítulo1. Revisión bibliográfica. En la Figura1.7 se muestra el diagrama de bloques del proceso que se realiza en la Planta de Acabado de la de la textilera Desembarco del Granma. El teñido comienza con la impregnación del tejido y termina en el segundo secado. Tela cruda Productos auxiliares Tratamiento previo. Colorantes y productos auxiliares. Preparación de la receta. Impregnación del tejido Presión exprimido =1.5kgf/cm2 Velocidad=40m/min. Agua con productos químicos. Agua con productos químicos. Rayos infrarrojos. Pre-secado. Secado T=130°C. Medio de calentamiento: Vapor Agua tratada. Medio de calentamiento: aceite térmico. Termofijado T=200-210°C (colorante disperso) T=150°C (colorante ractivo). Productos auxiliares. Lavado. Agua con productos químicos. Secado T=130°C. Productos auxiliares. Acabado. Tela teñida. Figura 1.7: Diagrama de bloques del proceso de teñido del tejido de PE/CO.. 25.
(34) Capítulo1. Revisión bibliográfica. 1.2.4 Recetas de teñido Partiendo de una tela cuya composición de fibras es conocida y que ha sido pretratada, hay dos secuencias de operaciones principales: 1. La fórmula del color es conocida por tratarse de un color standard predeterminado. 2. La fórmula del color es desconocida y requiere determinarse en laboratorio. En el primer caso se ubican las tintorerías verticales o aquellas que trabajan para terceros con un catálogo de colores fijos. El segundo caso lo constituyen la mayoría de tintorerías para terceros que como parte de su servicio al cliente imitan el tono de una muestra que estos le proveen, como es el caso de la textilera Desembarco del Granma (http://www.redtextilargentina.com.ar). En este lugar según la composición del tejido, el proceso de tintura al que será sometido y el destino del producto final se selecciona la receta a emplear. La receta está compuesta por los colorantes y productos auxiliares que transfieren el colorante del baño a la fibra o mejoran la igualación, dispersión, penetración, etcétera. A continuación se ejemplifican los productos que componen la receta para tejidos de poliéster/algodón (PE/CO) que se tiñen a la continua con colorantes dispersos y reactivos en dos baños.. Receta para el teñido unifibra de los tejidos de PE (primer baño) Colorantes dispersos Antimigrante Dispersante Ácido acético Antiespumante Receta para el teñido unifibra de los tejidos de CO (segundo baño) Colorantes reactivos Urea Antimigrante Carbonato de sodio Antiespumante Humectante. 1.3 Formas de control de la calidad En la textilera Desembarco del Granma existe un laboratorio químico donde se analiza el tejido después de pasar por las diferentes etapas del proceso de acabado. Las variables. 26.
(35) Capítulo1. Revisión bibliográfica. que se miden al tejido de PE/CO procedente del proceso de tratamiento previo y que va a ser sometido a tinción son: grado de blanco uniforme de cuatro en la escala plástica de blanco CIBA-GEIGY, el tejido no puede contener residuos de sosa cáustica y su pH debe ser neutro, no contendrá agentes encolantes, especialmente los que contengan grupos OH (almidón), la capilaridad de urdimbre/trama debe ser de 12/15. Si el tejido cumple con las especificaciones anteriores se realiza el proceso de teñido. Después del teñido se realizan las pruebas de solideces a cada uno de los lotes como se explica a continuación. Solidez al frote seco Esta prueba se realiza para determinar la cantidad de color que se transfiere desde la superficie de materiales textiles coloreados a otras superficies por medio de frotación. Para ello se debe colocar la muestra de tejido teñido (10x20cm) sobre el porta muestra del crockmeter, con la urdimbre en dirección del frote y la cara hacia arriba, en la misma posición se coloca la muestra testigo (5x5cm) sobre el dedo frotador del equipo. Se hace girar la manivela a la velocidad de una vuelta por segundo, diez veces. La operación se repite por la trama del tejido. El color transferido se evalúa mediante la comparación con la escala de Grises para manchado. Solidez al frote húmedo Se realiza el procedimiento similar al aplicado para determinar las solideces al frote en seco con la diferencia de que la muestra testigo debe ser humedecida con agua destilada. Solidez al lavado En cuanto a las solideces al lavado los resultados se ven seriamente influenciados por dos aspectos, en principio por el sistema de limpieza utilizado durante o después de la tintura y en segundo lugar por las propiedades térmicas de los colorantes. (Fajardo, 2012) Esta prueba de solidez al lavado sirve para evaluar la estabilidad del color de los textiles que deben resistir lavados frecuentes, la pérdida de color del tejido y los cambios en su superficie que generan los detergentes. Para ello se toma una muestra de tejido teñido y se cose a ambos lados de esta una muestra testigo, se lava con detergente durante 30 minutos a 45°C. Luego se enjuagan y se secan en la estufa. Para evaluar el cambio de color de las telas de prueba se usa la escala de Grises. Solideces al sudor ácido. 27.
Figure

+7




Documento similar
You may wish to take a note of your Organisation ID, which, in addition to the organisation name, can be used to search for an organisation you will need to affiliate with when you
Where possible, the EU IG and more specifically the data fields and associated business rules present in Chapter 2 –Data elements for the electronic submission of information
The 'On-boarding of users to Substance, Product, Organisation and Referentials (SPOR) data services' document must be considered the reference guidance, as this document includes the
In medicinal products containing more than one manufactured item (e.g., contraceptive having different strengths and fixed dose combination as part of the same medicinal
Products Management Services (PMS) - Implementation of International Organization for Standardization (ISO) standards for the identification of medicinal products (IDMP) in
Products Management Services (PMS) - Implementation of International Organization for Standardization (ISO) standards for the identification of medicinal products (IDMP) in
This section provides guidance with examples on encoding medicinal product packaging information, together with the relationship between Pack Size, Package Item (container)
Package Item (Container) Type : Vial (100000073563) Quantity Operator: equal to (100000000049) Package Item (Container) Quantity : 1 Material : Glass type I (200000003204)
