Diseño y Construcción de un Conjunto de Matrices de Punzonado, Marcado y Multicorte para la Producción de Piezas de una Pala Excavadora en un Proceso Continuo Automático
192
0
0
Texto completo
(2) II. DECLARACIÓN Yo, Daniel Alejandro Murillo López declaro bajo juramento que el trabajo aquí descrito es de mi autoría; que no ha sido previamente presentado para ningún grado o calificación profesional; y, que he consultado las referencias bibliográficas que se incluyen en este documento.. A través de la presente declaración cedo los derechos de propiedad intelectual correspondientes a este trabajo, a la Escuela Politécnica Nacional, según lo establecido por la Ley de Propiedad Intelectual, por su Reglamento y por la normativa institucional vigente.. _____________________________ Daniel Alejandro Murillo López.
(3) III. CERTIFICACIÓN Certifico que el presente trabajo fue desarrollado por Daniel Alejandro Murillo López, bajo mi supervisión.. ________________________________ Ing. Rodrigo Ruiz DIRECTOR DEl PROYECTO.
(4) IV. AGRADECIMIENTOS A Dios y mis padres Martha y Juan, por brindarme la vida, su trabajo y sacrificio diario para que nunca me falte nada, gracias por estar presentes en cada momento de mi vida, llenándome de su sabiduría y haciendo de mí un hombre de bien, para mi vida futura y para la sociedad.. A los Ingenieros Patricio y Michael Alarcón por abrirme las puertas de su empresa, Hansa Cía. Ltda., brindándome todo su apoyo, conocimiento y facilidades para poder realizar y culminar el presento proyecto.. A todo el personal de Hansa que colaboro para el diseño y construcción de las matrices. Su experiencia me ha brindado un gran conocimiento tecnológico y humano.. Al Ingeniero Rodrigo Ruiz, por su paciencia, dedicación y guía a través de todos los instantes de la realización y dirección del proyecto.. A mi amigo Darwin Cajas, que desinteresadamente me brindo su conocimiento y ayuda, en un momento en el que no tenía rumbo, viejo tú me pusiste en el camino correcto para poder culminar este proyecto.. A mis hermanos Juan y Gabriel, a mis amigos más cercanos Luis, Felipe, Santiago, Andrés y Pablo por su compañía a lo largo de mi vida y por demostrar que un verdadero amigo trasciende a pesar de cualquier traspié de la vida.. Y por último a la persona que le ha dado sentido y razón a mi vida, que ha estado apoyándome y brindándome todo su amor y cariño por los últimos casi 3 años, a ti Gabita gracias por ser parte de mi vida y estar a mi lado levantándome cada vez que me dejo caer. Por ti es que sonrío cada día..
(5) V. DEDICATORIA. El presente proyecto está dedicado:. A mis abuelitos que en paz descansen María Policarpa y Julio Tarquino, Dios los llamo a su lado pero sé que me miran desde el cielo y me llenan de bendiciones.. A mis padres Martha y Juan, y hermanos Juan y Gabriel, por su apoyo y preocupación diaria he logrado culminar este proyecto.. Y finalmente a mi novia Gabriela, por todo lo que es y ha sido para mí a lo largo del tiempo que hemos estado juntos..
(6) VI. CONTENIDO ÍNDICE GENERAL CAPÍTULO I ....................................................................................................... 1 INTRODUCCIÓN GENERAL ............................................................................. 1. 1.1. FABRICACIÓN DE PIEZAS CONSTRUIDAS DE CHAPA METÁLICA ............................................................................................ 1. 1.1.1. PUNZONADO ............................................................................... 2. 1.1.2. CORTE ......................................................................................... 4. 1.1.3. MARCADO.................................................................................... 4. 1.2. VENTAJAS Y DESVENTAJAS DEL PROCESO DE MATRICERÍA PARA EL CONFORMADO DE CHAPA METÁLICA ............................. 5. 1.3. GENERALIDADES DE LA PALA EXCAVADORA ................................ 6. 1.3.1. ACERO AISI-SAE 1045 ................................................................ 7. 1.3.1.1 Propiedades Mecánicas ............................................................ 7 1.3.1.2 Composición Químicas ............................................................. 7 1.3.1.3 Aplicaciones .............................................................................. 7 1.3.2. DESCRIPCIÓN DEL PROCESO ACTUAL DE PRODUCCIÓN DE LAS PALAS EXCAVADORAS ...................................................... 8. 1.4. LOS ELEMENTOS FINITOS COMO HERRAMIENTA DE ANÁLISIS EN MECANICA ................................................................................... 11. 1.4.1. ANÁLISIS MEDIANTE ELEMENTOS FINITOS .......................... 11. CAPÍTULO II .................................................................................................... 16 ELEMENTOS CONSTITUTIVOS DE UNA MATRIZ ........................................ 16. 2.1. VASTAGO........................................................................................... 17. 2.2. BASE SUPERIOR............................................................................... 18. 2.3. PLACA PORTAPUNZONES ............................................................... 18. 2.4. PUNZÓN ............................................................................................. 18. 2.5. PLACA GUIA DE PUNZONES............................................................ 19.
(7) VII 2.6. CHAPA ............................................................................................... 19. 2.7. BASE INFERIOR ................................................................................ 19. 2.8. PLACA MATRIZ .................................................................................. 19. 2.9. GUIAS LATERALES DE MATERIAL .................................................. 20. 2.10 COLUMNAS GUIAS ........................................................................... 20 2.11 ELEMENTOS DE SUJECIÓN Y POSICIONAMIENTO ....................... 20 2.11.1. PASADORES DE POSICIONAMIENTO ..................................... 21. 2.11.2. TORNILLOS DE FIJACIÓN ........................................................ 21. 2.12 PILOTOS CENTRADORES ................................................................ 22 2.13 TOPES MANUALES ........................................................................... 22. CAPÍTULO III ................................................................................................... 23 DISEÑO DE LAS MATRICES DE PUNZONADO Y MULTICORTE ................ 23. 3.1. DETERMINACIÓN DE OPERACIONES Y ESPECIFICACIONES REQUERIDAS PARA FABRICAR LAS PIEZAS DE LA PALA EXCAVADORA ................................................................................... 23. 3.1.1. DISPOSICIÓN DE LA FIGURA EN LA TIRA DE CORTE ........... 23. 3.1.1.1 Separación Entre Piezas ......................................................... 24 3.1.1.2 Separación Entre la Pieza y el Lado de la Tira........................ 24 3.1.1.3 Paso ........................................................................................ 24 3.1.2. JUEGO ENTRE PUNZÓN Y MATRIZ......................................... 25. 3.1.3. DISPOSICIÓN DE LOS PUNZONES ......................................... 25. 3.1.4. FUERZA DE CORTE .................................................................. 26. 3.1.4.1 Primera Fase de Corte ............................................................ 28 3.1.4.2 Segunda Fase de Corte .......................................................... 29 3.1.4.3 Tercera Fase de Corte ............................................................ 30 3.1.5. DISTRIBUCIÓN DE LAS FASES DE CORTE ............................ 31. 3.1.5.1 Fuerza de Extracción .............................................................. 31 3.1.5.2 Fuerza de Expulsión................................................................ 32 3.1.5.3 Potencia de Corte Requerida .................................................. 32 3.1.6. DETERMINACIÓN DE LOS CENTROS DE GRAVEDAD DE LAS MATRICES 1 Y 2 ........................................................................ 33. 3.1.6.1 Centro de Gravedad de la Primera Matriz ............................... 33.
(8) VIII 3.1.6.2 Centro de Gravedad de la Segunda Matriz ............................. 35 3.2. DISEÑO DE LOS ELEMENTOS DE LA MATRIZ 1 ........................... 37. 3.2.1. DISEÑO DE LOS PUNZONES ................................................... 37. 3.2.1.1 Longitud de Pandeo ................................................................ 37 3.2.1.2 Tolerancia de Corte ................................................................. 42 3.2.1.3 Material a Utilizar..................................................................... 44 3.2.1.4 Dimensiones............................................................................ 45 3.2.1.5 Análisis de Esfuerzos y Deformaciones .................................. 47 3.2.2. DISEÑO DE LAS MATRICES ..................................................... 60. 3.2.2.1 Dimensiones............................................................................ 60 3.2.2.2 Análisis de Esfuerzos y Deformaciones .................................. 63 3.2.3. DISEÑO DE LAS PLACAS PORTAPUNZONES ........................ 68. 3.2.4. DISEÑO DE LA PLACA PORTAMATRICES .............................. 72. 3.2.5. DISEÑO DE LA PLACA PORTABOCINES DE CORTE ............. 74. 3.2.6. DISEÑO DE LA PLACA GUIA DE PUNZONES.......................... 75. 3.2.7. DISEÑO DE LAS BASES SUPERIOR E INFERIOR .................. 76. 3.2.8. VASTAGO................................................................................... 77. 3.2.9. ELIMINACIÓN DE LA FASE DE MARCADO .............................. 77. 3.3. ELABORACIÓN DE PLANOS DE LOS ELEMENTOS DE LA MATRIZ 1 ............................................................................................................... 83. 3.4. DISEÑO DE LOS ELEMENTOS DE LA MATRIZ 2 ............................ 85. 3.4.1. DISEÑO DEL PUNZON .............................................................. 85. 3.4.1.1 Análisis de Esfuerzos y Deformaciones .................................. 86 3.4.2. DISEÑO DE LA PLACA MATRIZ ................................................ 88. 3.4.2.1 Análisis de Esfuerzos y Deformaciones .................................. 89 3.4.3. DISEÑO DE LA PLACA PORTAPUNZONES ............................. 91. 3.4.4. DISEÑO DE LA PLACA PORTAMATRIZ ................................... 92. 3.4.5. DISEÑO DE LA PLACA GUÍA DE PUNZONES.......................... 94. 3.4.6. DISEÑO DE LOS CENTRADORES............................................ 95. 3.4.7. DISEÑO DE LAS BASES SUPERIOR E INFERIOR .................. 96. 3.5. ELABORACIÓN DE PLANOS DE LOS ELEMENTOS DE LA MATRIZ 2 ............................................................................................................... 97.
(9) IX 3.6. DISEÑO DE MODELOS DE LOS ELEMENTOS OBTENIDOS POR FUNDICIÓN ........................................................................................ 98. CAPÍTULO IV................................................................................................. 102 CONSTRUCCIÓN Y MONTAJE DE LAS MATRICES .................................. 102. 4.1. CONSTRUCCIÓN DE MODELOS Y MOLDES PARA. ELEMENTOS. OBTENIDOS POR FUNDICIÓN ....................................................... 102 4.2. CONSTRUCCIÓN DE LOS ELEMENTOS DE LA MATRIZ 1 ........... 106. 4.3. MONTAJE DE LOS ELEMENTOS DE LA MATRIZ 1 ....................... 118. 4.4. CONSTRUCCIÓN DE LOS ELEMENTOS DE LAS MATRIZ 2......... 121. 4.5. MONTAJE DE LOS ELEMENTOS DE LA MATRIZ 2 ....................... 129. CAPÍTULO V.................................................................................................. 132 PRUEBAS DE PRODUCCIÓN Y RESULTADOS ......................................... 132. 5.1. MONTAJE DE LAS MATRICES EN LAS PRENSAS Y PUESTA A PUNTO ............................................................................................. 132. 5.2. PRUEBAS EN PRODUCCIÓN Y RESULTADOS ............................. 137. CAPÍTULO VI................................................................................................. 142 CONCLUSIONES Y RECOMENDACIONES ................................................. 142. 6.1. CONCLUSIONES ............................................................................. 142. 6.2. RECOMENDACIONES ..................................................................... 143. BIBLIOGRAFÍA ............................................................................................. 145 ANEXOS ........................................................................................................ 146.
(10) X. ÍNDICE DE FIGURAS N° de Figura. Descripción. Página. 1. Esquema de Punzonado………………………………………. 3. 2. Esquema de Marcado………………………………………….. 5. 3. Primera tira de corte……………………………………………. 8. 4. Pieza final y topes………………………………………………. 9. 5. Ejemplo de modelo 3D generado en un sistema de diseño asistido por computadora...................................................... 12. 6. Modelo 3D tras aplicarle mallado……………………………... 7. Modelo 3D mostrando resultado de análisis de. 12. deformaciones....................................................................... 13. 8. Matriz típica de punzonado……………………………………. 16. 9. Pasador cilíndrico………………………………………………. 21. 10. Tornillo Allen…………………………………………………..... 21. 11. Proceso de centrado de un piloto centrador………………… 22. 12. Disposición de la figura en la tira de corte…………………... 24. 13. Disposición de los punzones………………………………….. 26. 14. Primera fase de corte…………………………………………... 15. Segunda fase de corte………………………………………... 29. 16. Tercera fase de corte…………………………………………... 17. Las primeras dos fases de corte……………………………… 33. 18. Ubicación del centro de gravedad en la primera matriz……. 35. 19. Tercera fase de corte…………………………………………... 35. 20. Ubicación del centro de gravedad en la segunda matriz…... 36. 21. Fenómeno de pandeo………………………………………….. 38. 22. Punzones perforadores de cabeza mecanizada……………. 46. 23. Punzón de corte……………………………………………….... 24. Triángulo formado entre el juego matriz-punzón y el. 28. 30. 47.
(11) XI espesor de la chapa……………………………………………. 48. 25. Triángulo de fuerzas……………………………………………. 48. 26. Fuerzas aplicadas y restricciones de movimiento al punzón de Ø8mm………………………………………………………... 50. 27. Análisis de esfuerzos al modelo 3D del punzón de Ø8mm... 28. Análisis de deformaciones al modelo 3D del punzón de Ø8mm……………………………………………………………. 29. 53. Fuerzas aplicadas y restricciones de movimiento al punzón cuadrado lado 8mm…………………………………………….. 33. 53. Análisis de deformaciones al modelo 3D del punzón de Ø11mm…………………………………………………………... 32. 52. Análisis de esfuerzos al modelo 3D del punzón de Ø11mm…………………………………………………………... 31. 51. Fuerzas aplicadas y restricciones de movimiento al punzón de Ø11mm…………………………………………………….... 30. 50. 54. Análisis de esfuerzos al Modelo 3D del punzón cuadrado lado 8mm………………………………………………………... 55. 34. Análisis de deformaciones al Modelo 3D del punzón cuadrado lado 8mm…………………………………………….. 35. 55. Fuerzas aplicadas y restricciones de movimiento al punzón cuadrado lado 7,5mm………………………………………….. 56. 36. Análisis de esfuerzos al Modelo 3D del punzón cuadrado lado 7,5mm……………………………………………………… 57. 37. Análisis de deformaciones al Modelo 3D del punzón cuadrado lado 7,5mm………………………………………….. 57. 38. Fuerzas aplicadas y restricciones de movimiento al punzón de recorte………………………………………………………... 58. 39. Análisis de esfuerzos al Modelo 3D del punzón de recorte... 59. 40. Análisis de deformaciones al Modelo 3D del punzón de recorte……………………………………………………………. 59. 41. Modelos 3D de los bocines de corte de Ø 11mm y Ø 8mm.. 62. 42. Modelo 3D de la una matriz…………………………………… 62. 43. Fuerzas aplicadas y Restricciones de movimiento al bocín.
(12) XII de corte Ø 8mm…………………………………………………. 44. 63. Análisis de esfuerzos al Modelo 3D del bocín de corte Ø 8 mm……………………………………………………………….. 64. 45. Análisis de deformaciones al Modelo 3D del bocín de corte Ø 8 mm…………………………………………………………... 46. Fuerzas aplicadas y Restricciones de movimiento al bocín de corte Ø 11mm……………………………………………….. 47. 65. Análisis de deformaciones al Modelo 3D del bocín de corte Ø 11 mm…………………………………………………………. 49. 65. Análisis de esfuerzos al Modelo 3D del bocín de corte Ø 11 mm……………………………………………………………. 48. 64. 66. Fuerzas aplicadas y Restricciones de movimiento al bocín de corte Ø 11mm……………………………………………….. 66. 50. Análisis de esfuerzos al Modelo 3D de la matriz.…………... 67. 51. Análisis de deformaciones al Modelo 3D de la matriz…….... 67. 52. Modelos 3D de los portaperforadores Ø 8mm y Ø11mm...... 70. 53. Modelos 3D del portaperforadores punzones cuadrados….. 70. 54. Modelos 3D del portapunzones de recorte............................ 71. 55. Modelos 3D de las placa portamatrices................................ 72. 56. Fuerzas aplicadas y Restricciones de movimiento a la placa portamatrices…………………………………………….. 57. Análisis de esfuerzos al Modelo 3D de la placa portamatrices …………………………………………………... 58. 72. 73. Análisis de deformaciones al Modelo 3D de la placa portamatrices……………………………………………………. 73. 59. Modelo 3D de placa portabocines de corte........................... 74. 60. Modelos 3D de las bases inferior (1) y superior (2) de la matriz 1…………………………………………………………... 76. 61. Dispositivo de cojines de amortiguación……………………... 78. 62. Sistema de marcado usado para pruebas............................. 78. 63. Modelo 3D del punzón de recorte de la matriz 2................... 84. 64. Fuerzas aplicadas y restricciones de movimiento al punzón.
(13) XIII de la matriz 2……………………………………………………. 65. Análisis de esfuerzos al modelo 3D del punzón de la matriz 2............................................................................................. 66. 86. 86. Análisis de deformaciones al modelo 3D del punzón de la matriz 2…………………………………………………………... 86. 67. Modelo 3D de las placas matrices……………………………. 88. 68. Fuerzas aplicadas y restricciones de movimiento a un postizo de la placa matriz…………………………………….... 69. Análisis de esfuerzos al modelo 3D del postizo de la placa matriz ……………………………………………………………. 70. 88. 89. Análisis de deformaciones al modelo 3D del postizo de la placa matriz........................................................................... 89. 71. Modelo 3D de la placa portapunzones.................................. 90. 72. Modelo 3D de la placa portamatriz........................................ 91. 73. Fuerzas aplicadas y Restricciones de movimiento a la placa portamatriz……………………………………………….. 92. 74. Análisis de esfuerzos al Modelo 3D de la placa portamatriz. 75. Análisis de deformaciones al Modelo 3D de la placa portamatriz………………………………………………………. 76. 92. 93. Ubicación de los centradores (círculos de color rojo) en la matriz 2…………………………………………………………... 94. 77. Modelo 3D de un centrador................................................... 95. 78. Modelos 3D de las bases inferior (1) y superior (2) de la matriz 2…………………………………………………………... 79. 96. Aplicación de sobre espesor, y ángulos de salida en un modelo………………………………………………………....... 98. 80. Directrices para la distribución de los nervios en el modelo.. 81. Distribución de nervios en la base inferior de la matriz 1 (modelo 3D)……………………………………………………... 99. 100. 82. Horno de arco eléctrico indirecto……………………………... 103. 83. Disposición de punzones y matrices..................................... 117. 84. Montaje de portamatrices y portapunzones.......................... 117.
(14) XIV 85. Montaje de complementos de matriz. y cuñas. de. portaperforadores………………………………………………. 118 86. Montaje de bases superior e inferior..................................... 118. 87. Montaje de elementos guía.................................................. 119. 88. Disposición de punzón, matrices y centradores.................... 128. 89. Montaje portamatriz y portamatriz......................................... 128. 90. Montaje de bases superior e inferior..................................... 129. 91. Montaje de elementos guía.................................................. 129. 92. Aplicación del tope en la matriz 1…………………………….. 134. 93. Corte de las fases 1 y 2 en la matriz 1……………………….. 134. 94. Avance de la chapa…………………………………………….. 135. 95. Culminación del proceso de corte con la fase 3 de la primera pieza y a partir de la segunda en adelante……….... 135.
(15) XV. ÍNDICE DE FOTOGRAFÍAS N° de Foto. Descripción. Página. 1. Pala excavadora……….……………………………………….. 6. 2. Pieza d excavadora y tope…………………………………….. 9. 3. Pieza de excavadora doblada….……………………………... 9. 4. Logotipo de marca de la pala excavadora…...……………… 10. 5. Excavadora de perfil.............................................................. 6. Prueba realizada con 5mm de carrera y 5kg/cm2 de. 10. presión.........................................…………………………….. 79 7. Prueba realizada con 10mm de carrera y 5kg/cm2 de presión................................................................................... 8. Prueba realizada con 7mm de carrera y 7kg/cm2 de presión.…………………………………………………………... 9. 80. 2. Prueba realizada con 17mm de carrera y 7kg/cm de presión.…………………………………………………………... 10. 80. 81. Prueba realizada con 7mm de carrera y 8kg/cm2 de presión………………………………………………….............. 81. 11. Prueba realizada con 17mm de carrera y 8,5kg/cm2 de presión………………………………………………………….... 82. 12. Distribución de nervios en la base inferior de la matriz 1….. 100. 13. Modelos de portapunzones y portamatrices………………… 101. 14. Modelos de bases de matriz 1…………………………….….. 102. 15. Modelos de bases de matriz 2………………………………... 102. 16. Caja de moldeo, modelo y sistema de alimentación……….. 104. 17. Molde de bases de la matriz 1 lista para cerrarse…..……… 104. 18. Molde listo para la colada………………………………...…… 105. 19. Elementos fundidos después de proceso de homogenización……………………………………………....... 105. 20. Plantilla para corte de matrices y punzones……………..….. 106.
(16) XVI 21. Parte móvil matriz 1 armada….……………………………….. 119. 22. Matriz 1 abierta………………………………………………….. 120. 23. Matriz 1 asentada…..………………………………………...... 120. 24. Montaje de los elementos de parte móvil de la matriz 2…… 130. 25. Matriz 2 asentada….…………………………………………… 130. 26. Matriz 1 montada en prensa de 80 toneladas………..……... 132. 27. Matriz 2 montada en prensa de 110 toneladas……………... 132. 28. Centrado de la matriz en la prensa…………………………... 132. 29. Elemento guía para fleje de la matriz 1……….……………... 133. 30. Topes obtenidos de la matriz 1……………………………….. 139. 31. Piezas de pala excavadora obtenidas de la matriz 2………. 139. 32. Conjunto de piezas y retal obtenidos del proceso de corte... 140.
(17) XVII. ÍNDICE DE TABLAS N° de Tabla. Descripción. Página. 1. Partes constitutivas de una matriz de punzonado………….. 17. 2. Resistencia a la rotura y a la cortadura de los materiales laminados más corrientes..……………………………………. 27. 3. Resumen de operaciones del cálculo C.G…………………... 34. 4. Resumen de operaciones del cálculo C.G…………………... 36. 5. Momentos de inercia............................................................. 39. 6. Espesor de la placa matriz.................................................... 61.
(18) XVIII. ÍNDICE DE ANEXOS Anexo. Descripción. Página. A. Tablas para el diseño de la tira de corte……………………... B. Elementos normalizados STEINEL NORMALIEN………….. 150. C. Tablas de ajustes utilizados………………………………….... D. Tablas de tolerancias superficiales…………………………... 162. E. Materiales utilizados.............................................................. 165. F. Planos de conjunto y planos de taller.................................... 171. 147. 158.
(19) XIX. RESUMEN El presente trabajo tiene por objeto el diseño y construcción de un conjunto de matrices para la obtención de piezas de una pala excavadora en un proceso continuo automático, en las que se pretende combinar procesos de perforado, corte y marcado.. Las matrices resultantes deberán, garantizar la homogeneidad de las piezas en la producción y ser capaces de reducir al mínimo el número de piezas defectuosas. Además la matrices se diseñaran y construirán de acuerdo a los requisitos y especificaciones dadas por la empresa, por lo tanto serán aptas para trabajar en las prensas con las que cuenta la empresa, las cuales tienen la cualidad de trabajar en serie, dando la oportunidad de acceder a un proceso automático.. En este proyecto se analizan los aspectos más importantes referentes al tema de la matricería, el material con el que se va a trabajar y los elementos más importantes que conforman una matriz.. Inicialmente se planeo, incluir una fase de marcado, pero tras realizar pruebas se descarto el proceso, al sobrepasar el límite de trabajo, el cual es de 2mm, pudiendo generar problemas al deformar en exceso la chapa metálica.. El diseño de los elementos se realiza con un programa que hace el análisis de esfuerzos por el Método de Elementos Finitos, para determinar la factibilidad y seguridad de los elementos con que se va a construir las matrices.. La construcción de los elementos se realiza en la misma empresa, con diferentes máquinas-herramientas, siendo la más utilizada para el trabajo un centro de mecanizado CNC.. Las pruebas se realizaron solucionando varios problemas, para al final obtener resultados satisfactorios..
(20) XX. PRESENTACIÓN La experiencia y la necesidad de una empresa han determinado que es necesario dar paso a la modernización de sus instalaciones, es decir a la automatización de varios de sus procesos. Actualmente se producen varios productos, para los cuales el tiempo destinado a la fabricación de cada uno, suele interferir con los tiempos de fabricación de otros. Por lo tanto se requiere de un sistema más ágil que evite este tipo de problemas y de paso a la necesaria automatización de los procesos.. Es así, que este trabajo pretende ayudar a resolver el problema que actualmente se tiene en dicha empresa, que es el lento proceso de producción manual, el cual implica más personal, más tiempo para obtener un producto y más costos.. La automatización es un fenómeno que se empieza a dar en nuestro país, por tal razón su implementación reduce el tiempo de producción, esto implica menos costos, ahorrando energía y recursos por lo que se genera mayor ganancia, de igual manera se gana seguridad en la planta, puesto que los trabajadores no se ven implicados en un trabajo directo con las prensas, por lo tanto existen menos posibilidades de accidentes laborales.. El presente trabajo pretende dar a conocer a los estudiantes interesados en el tema de la matricería, las ventajas de automatizar un proceso en el que intervienen matrices, ya que al ser un proceso de producción a gran escala puedan incursionar en este campo, pudiendo crear nuevas fuentes de ingreso y así fortalecer la economía de nuestro país.. El primer capítulo del presente trabajo se refiere a los diferentes procesos que intervienen en la fabricación de piezas construidas de chapa metálica, analiza las ventajas y desventajas del proceso de matricería y da una idea más profunda acerca de los que es, y cómo se obtenía la pala excavadora.
(21) XXI El objetivo del segundo capítulo está destinado a conocer algunos de los componentes más importantes que constituyen una matriz de corte.. El tercer capítulo está destinado a la determinación de operaciones y especificaciones requeridas para fabricar las piezas de la pala excavadora, además se realiza el diseño de los diferentes elementos de las matrices, a través de fórmulas generales y el uso del Método de Elementos Finitos, mediante un Software de diseño.. En el cuarto capítulo se describe la construcción de los elementos constitutivos de las matrices y su respectivo montaje.. El quinto capítulo describe la preparación de las matrices para realizar pruebas, este proceso comprende: el montaje en las prensas, la puesta a punto, las pruebas en producción y el análisis de resultados.. El sexto capítulo hace referencia a las conclusiones obtenidas al finalizar el proyecto, y a las recomendaciones para personas que futuramente se interesen en este trabajo..
(22) 1. CAPÍTULO I. INTRODUCCIÓN GENERAL 1.1 FABRICACIÓN DE PIEZAS CONSTRUIDAS DE CHAPA METÁLICA El trabajo con piezas construidas a base de chapa metálica se denomina estampado, que es el conjunto de operaciones con las cuales, sin producir viruta, sometemos una chapa plana a una o más transformaciones, con el fin de obtener una pieza de la forma que se haya planeado. En otras palabras se somete a la chapa a una conformado plástico.. La importancia comercial del trabajo con chapa metálica se ve reflejado en la gran mayoría de cosas que usamos en nuestra vida diaria, por ejemplo están: las carrocerías de automóviles, un calzador,. la olla en la que cocemos. nuestros alimentos, un vaso metálico, van desde cosas muy sencillas a muy complejas, las piezas internas de un reloj, una hoja de Gillette, el clip de una pluma estilográfica, una pala o un machete. Las piezas construidas con chapa metálica están presentes en casi todo y da una idea del gran volumen e importancia de la industria de productos estampados.. La realización práctica de estas operaciones se logra mediante dispositivos especiales llamados punzón y matriz, según sus fines, las operaciones se realizan en prensas de troquelado.. Las tres grandes categorías de los procesos para chapa metálica son: •. Corte. •. Doblado.
(23) 2 •. Embutido. Generalmente las operaciones de corte y doblado se hacen en frío, mientras que el embutido se puede realizar en frío o en caliente, según las necesidades técnicas requeridas.. Las chapas admiten una elaboración de estampado individual; las tiras admiten exclusivamente un avance a mano de un paso bajo la estampa, después de cada golpe o carrera de la prensa, sistema usado para pequeñas y medianas producciones. Para la producción de grandes series se usa generalmente el avance automático, en el cual el fleje se enrolla en bobinas o rollos, éstos en un aspe colocado lateralmente o detrás de la prensa, la cinta se hace avanzar automáticamente bajo la estampa por medio de alimentadores automáticos especiales, que regulan la longitud de paso después de cada golpe de la prensa. En muchos casos, especialmente en las operaciones de corte de precisión, la cinta es aplanada y enderezada por medio de un dispositivo de rodillos.. Se describen a continuación los procesos de mayor importancia para el presente proyecto:. 1.1.1. PUNZONADO. El punzonado es una operación de corte de chapas o láminas, generalmente en frío, mediante un dispositivo mecánico formado por dos herramientas: el punzón y la matriz. La aplicación de una fuerza de compresión sobre el punzón obliga a éste a penetrar en la chapa, creando una deformación inicial en régimen elastoplástico seguida de un cizallamiento y rotura del material por propagación rápida de fisuras entre las aristas de corte del punzón y matriz. El proceso termina con la expulsión de la pieza cortada (Figura 1)..
(24) 3. Figura 1. Esquema de punzonado. Durante el punzonado, en la proximidad de los filos cortantes de las herramientas, las fibras de la chapa se doblan hacia abajo siguiendo por breves instantes el movimiento del punzón, como si inicialmente quisiera escapar a la separación, y después, reaccionan para oponerse a la acción del punzonado, pero, siendo la acción superior a la reacción vence toda resistencia pasiva y origina, como ya se ha dicho anteriormente, la escisión del material. El material por haber sido castigado, queda deformado y comprimido a lo largo de todo el perfil punzonado. Debido a la elasticidad del material, tienen lugar reacciones internas que se manifiestan en las fibras cortadas, con lo que se produce un rozamiento dentro de las paredes de deslizamiento, como es natural, tal rozamiento dificulta la salida del material punzonado de la matriz y la extracción del punzón del agujero de la chapa. La principal función del punzonado es la de hacer agujeros, en otras palabras la de separar bordes internos, en la cual mediante útiles adecuados, se separa un trozo de chapa dejando un agujero a su paso sin alterar el espesor, de haber alteración en el espesor, se trata de otro proceso de transformación plástica. El punzonado es, en general, la primera operación que se realiza para la obtención de piezas de chapa y por lo general se realiza la operación de un modo rápido y sencillo, pudiéndose confiar a operarios no especializados..
(25) 4 1.1.2. CORTE. Se denomina corte o troquelado a la operación mecánica de separar de una chapa metálica una pieza de forma determinada, con la aplicación de un troquel apropiado y en forma instantánea. Principalmente el corte sirve para separar bordes externos. El borde superior de corte (punzón) se mueve hacia abajo sobrepasando el borde estacionario inferior de corte (matriz). Cuando el punzón empieza a empujar al material, ocurre una deformación plástica en las superficies de la chapa, conforme éste se mueve hacia abajo, ocurre un cizallamiento y rotura del materia. El proceso termina con la expulsión de la pieza cortada.. 1.1.3. MARCADO. Es una operación de deformación volumétrica, se usa frecuentemente en el trabajo de láminas metálicas para crear indentaciones en la lámina, como letras, números o logos personalizados. Se involucran algunos estiramientos y adelgazamientos del metal. Esta operación puede parecer similar al acuñado y al estampado, pues los dados de estampado poseen contornos y cavidades que coinciden, el punzón contiene los contornos positivos y. el dado los. negativos, mientras que los dados de gravado pueden tener cavidades diferentes en las dos mitades del dado, por este motivo las deformaciones son más significativas que el estampado. El marcado difiere de estos procesos al poseer solo un punzón o marquilla con la formar a marcar. El proceso puede ser de forma manual o formar parte de una matriz para marcar una forma en la chapa metálica, en este caso la chapa metálica debe asentarse sobre una placa sufridera para que pueda realizarse el marcado. En la figura 2 se muestra un esquema de marcado y en la fotografía 4, mostrada más adelante, se observa un ejemplo del marcado en la pala excavadora..
(26) 5. Marquilla. Chapa. Sufridera Figura 2. Esquema de marcado. 1.2 VENTAJAS MATRICERÍA. Y. DESVENTAJAS PARA. EL. DEL. PROCESO. CONFORMADO. DE. DE. CHAPA. METÁLICA A diferencia de otros procedimientos como el mecanizado por arranque de viruta o la soldadura, la matricería es una tecnología cuya aplicación en procesos de fabricación de pieza única no resulta viable. El empleo de utillajes muy costosos, de esmerado proyecto, elevada precisión y únicamente validos para una forma o diseño de pieza, aconseja a la matricería como proceso de fabricación apropiado para grandes series de piezas. Sólo en estos casos la amortización de los utillajes repercute mínimamente en el coste final del producto matrizado.. La producción de piezas por matricería es rápida, oscilando el número de piezas producidas entre 12-13 piezas y 1.200 piezas por minuto, en el primer caso hablamos de operaciones de embutición y en el segundo para la producción de piezas planas en determinadas prensas rápidas.. Los procedimientos de deformación sin arranque de viruta garantizan el proceso de la chapa bajo tolerancias geométricas y dimensionales cuyos valores son mínimos. Además las operaciones de matrizado no alteran, prácticamente, el acabado superficial de las piezas obtenidas mediante esta técnica. Considerando que la chapa laminada para trabajos de matricería.
(27) 6 posee unos valores mínimos de rugosidad, puede afirmarse que la calidad superficial de los productos matrizados es buena.. La resistencia mecánica de las piezas de chapa en comparación a su ligereza constituye, junto a los factores antes mencionados, otra ventaja a tener en cuenta en la elección del método de fabricación más adecuado.. En conclusión, la gran mayoría de productos de chapa no conciben ser fabricados por otros métodos sin afectar de forma negativa y a los tiempos de producción. Por todo ello y salvo alguna excepción, la matricería se consolida como un método de fabricación insustituible, cuyos resultados superan con creces los obtenidos por otros procedimientos.. 1.3 GENERALIDADES DE LA PALA EXCAVADORA La pala excavadora es una herramienta agrícola manual, cuya función es la de cavar y poder extraer cargas de tierra sin la necesidad de cambiar de herramienta, obteniendo un agujero en la tierra uniforme óptimo para sembrar plantas, levantar postes para cercas, etc.. Esta compuesta de dos hojas de chapa acero, cada una acoplada a un mango de madera, las dos hojas están unidas por un perno y tienen dos topes que sirve de punto de apoyo para poder abrir y cerrar las palas, cuando estás están cerradas sirven para cavar y cuando se abren, sirven para extraer la tierra del agujero. Convirtiéndose así en una pala excavadora (Fotografía 1).. Fotografía 1. Pala Excavadora.
(28) 7 Las palas excavadoras se obtienen de rollos de chapa de acero AISI-SAE 1045 de 200. +3 0. mm de ancho y 2 mm de espesor. Su proceso de producción esta. descrito más adelante.. 1.3.1. ACERO AISI-SAE 1045. Es un acero utilizado cuando la resistencia y dureza son necesarias en condición de suministro. Este acero de medio carbono puede ser forjado con martillo. Responde al tratamiento térmico y al endurecido por llama o inducción, pero no es recomendado para cementación o cianurado. Cuando se hacen prácticas de soldadura adecuadas, presenta buena soldabilidad. Por su dureza y tenacidad es adecuado para la fabricación de componentes de maquinaria.. 1.3.1.1 Propiedades Mecánicas •. Dureza 163 HB (84 HRb). •. Esfuerzo de Fluencia 32 kg/mm2. •. Resistencia a la Tracción 65 kg/mm2. •. Reducción de Área 40%. •. Elongación 16% (en 50mm). 1.3.1.2 Composición Químicas •. 0.43 – 0.50 % C. •. 0.60 – 0.90 % Mn. •. 0.15 – 0.30 % Si. •. 0.04 % P máx.. •. 0.05 % S máx.. 1.3.1.3 Aplicaciones. Los usos principales para este acero son: piñones, cuñas, ejes, tornillos, partes de maquinaria, herramientas agrícolas y remaches..
(29) 8 1.3.2. DESCRIPCIÓN DEL PROCESO ACTUAL DE PRODUCCIÓN DE LAS PALAS EXCAVADORAS. El proceso se realiza de la siguiente manera: •. El rollo de chapa de acero se encuentra montado en un aspe, para poder dispensar el material hacía un dispositivo de rodillos que enderezan la chapa, dejándola prácticamente plana.. •. El material es guiado hacia la primera matriz, la cual realiza 4 punzonados, 2 precortes y separa una tira de chapa que contiene a la pieza final, previo al doblado. De la primera prensa se obtiene un recorte como se muestra en la figura 3.. Figura 3. Primera tira de recorte •. Los recortes obtenidos en el paso anterior se apilan en una base junto a la matriz, en donde otro operador las toma y culmina otra parte del proceso en una segunda prensa, donde se realizan 4 punzonados y un corte que retira todo el retal, para dar paso a la forma definitiva de la pala excavadora previo al doblado y dos topes que servirán para armar la pala. De este paso se obtiene una hoja de chapa y los dos topes como se muestra en la figura 4 y fotografía 2..
(30) 9. Figura 4. Pieza final y topes. Fotografía 2. Pieza de excavadora y tope. •. En el siguiente paso esta la fase de doblado y marcado en el que se obtiene la forma definitiva de la pala, en este paso se precalienta la pieza al rojo vivo, y se procede al doblado de la pala, de los topes y se marca el logotipo del producto. Como se muestra en la fotografía 3.. Fotografía 3. Pieza de excavadora doblada.
(31) 10 •. El siguiente paso es someter a la pala a tratamientos térmicos de templado y revenido.. •. Para culminar el proceso de manufactura, las palas son pintadas cuidadosamente, posteriormente se empernan a un mango de madera, los pernos se encargan de sujetar también los topes y finalmente cada pala es unida a la otra a través de un perno que sirve de eje para su movimiento, así se obtiene el producto deseado, el cual se muestra en las fotografías 1, 4 y 5.. Fotografía 4. Logotipo de marca de la pala excavadora. Fotografía 5. Excavadora de perfil..
(32) 11. 1.4 LOS ELEMENTOS FINITOS COMO HERRAMIENTA DE ANÁLISIS EN MECANICA Los elementos finitos consisten en un método de análisis en ingeniería que permite reproducir virtualmente a un componente o sistema mecánico en situaciones de trabajo real ofreciendo las ventajas de la reducción de costes, tiempo, equipamiento y accesibilidad necesarios en un análisis real. Actualmente el método a logrado desarrollarse en casi todos los campos de la ingeniería por lo que un análisis con elementos finitos puede aplicarse a casi todos los problemas de la industria. Habitualmente el manejo del método ha requerido de un profundo conocimiento físico-matemático pero en la actualidad la disponibilidad de software y hardware han puesto al alcance delos usuarios esta potente herramienta.. 1.4.1. ANÁLISIS MEDIANTE ELEMENTOS FINITOS. En términos matemáticos, el Método de Elementos Finitos (MEF) es una técnica numérica para la resolución de problemas descritos como un conjunto de ecuaciones diferenciales parciales. Utilizando los elementos finitos, se puede analizar cualquier forma, utilizar métodos diferentes para idealizar la geometría y obtener resultados con la precisión deseada.. Independiente de la complejidad del proyecto o del campo de aplicación, los pasos fundamentales en cualquier proyecto de MEF son siempre los mismos.. El punto de partida para cualquier análisis es el modelo geométrico (Fig. 5). Para este modelo, se asignarán propiedades de material y se definirán cargas y restricciones. Finalmente se individualizará el modelo a analizar..
(33) 12. Figura 5. Ejemplo de modelo 3D generado en un sistema de diseño asistido por computadora. El proceso de individualización, conocido como mallado, divide la geometría en entidades relativamente pequeñas y de formas simples, llamadas elementos finitos (Fig. 6). Los elementos se llaman “finitos” para enfatizar el hecho que no son infinitesimalmente pequeños sino sólo son bastante pequeños en comparación con el tamaño global del modelo.. Figura 6. Modelo 3D tras aplicarle mallado. Cuando se trabaja con elementos finitos, el motor de cálculo del MEF se aproxima a la solución deseada (por ejemplo, deformaciones o tensiones) para todo el modelo mediante el ensamblaje de soluciones simples para elementos individuales (Fig. 7)..
(34) 13. Figura 7. Modelo 3D mostrando resultado de análisis de deformaciones. Desde la perspectiva de la metodología del MEF, podemos considerar los siguientes pasos: •. Construcción del modelo matemático. •. Construcción del modelo de elementos finitos. •. Resolución del modelo de elementos finitos. •. Análisis de los resultados. Construcción del modelo matemático (creación de la geometría). El análisis empieza con la geometría representada por un modelo tridimensional generado mediante un programa asistido por computadora (DAC). Esta geometría debe ser apta para obtener una malla de elementos finitos correcta y razonablemente pequeña.. Una vez preparada la geometría con la que se puede generar la malla, se definen las propiedades de los materiales, cargas, soportes y restricciones, y se proporciona información sobre el tipo de análisis que deseamos realizar.. Construcción del modelo de elementos finitos. En este paso se divide el modelo matemático (geometría) en elementos finitos mediante un proceso de individualización, más conocido como generación de la malla. La individualización se manifiesta visualmente como la generación de la.
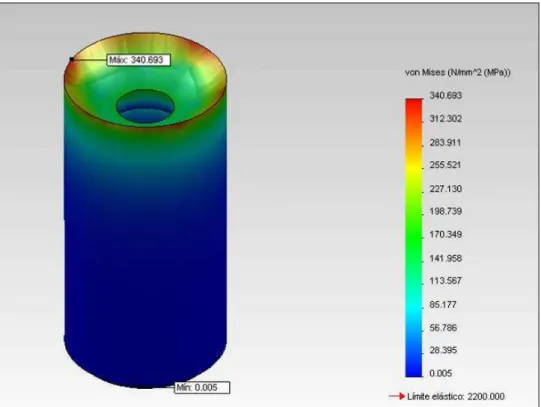
(35) 14 malla de la geometría. Sin embargo, también se individualizan las cargas y soportes y, cuando se ha generado la malla de modelo, se aplican nodos a las cargas y soportes individualizados de la malla de elementos finitos.. Resolución del modelo de elementos finitos Después de crear el modelo de elementos finitos, se utiliza un módulo de cálculo provisto en la aplicación de Elementos Finitos para producir los datos de interés deseados. Es la parte con menos interacción del usuario al ser el núcleo de la aplicación la que realiza los cálculos.. Análisis de Resultados. El análisis proporciona unos datos de resultados muy precisos, que se pueden presentar en diversos formatos según la finalidad del estudio. Una interpretación correcta de los resultados requiere que se tenga en cuenta las suposiciones, simplificaciones y errores introducidos en los primeros tres pasos ya mencionados.. Todos los elementos diseñados en este proyecto serán sometidos a un análisis de esfuerzo y deformaciones por el Método de Elementos Finitos, y a través de estos obtener un factor se seguridad aproximado del elemento, la aplicación usada para hacer dicho análisis será SimulationXpress de SolidWorks®. •. Análisis de Esfuerzos. Cuando las cargas se aplican a un sólido, éste intenta absorber sus efectos desarrollando fuerzas internas que, en general, varían de un punto a otro. Esfuerzo es la intensidad de estas fuerzas internas, sus unidades son fuerza por unidad de área. SolidWorks. entrega. un. análisis. de. esfuerzos. equivalentes,. también. denominado Tensión de von Mises, esta no define exclusivamente el estado de tensión en un punto, pero proporciona suficiente información para evaluar la seguridad del diseño para múltiples materiales..
(36) 15 Para calcular los factores de seguridad en diferentes puntos, SimulationXpress utiliza el criterio de flexibilidad de von Mises, según el cual un material empieza a ser flexible en un punto cuando la tensión equivalente alcanza el límite elástico del material. •. Factor de Seguridad. SimulationXpress calcula el factor de seguridad de un punto dividiendo el límite elástico entre el esfuerzo equivalente en ese punto.. Un factor de seguridad inferior a 1,0 en una ubicación, significa que el material en ese punto ha cedido y que el diseño no es seguro. Un factor de seguridad de 1,0 significa que el material en ese punto ha empezado a ceder. Un factor de seguridad superior a 1,0 en una ubicación significa que el material en ese punto no ha cedido, y que el diseño es seguro.. En general, las regiones críticas del elemento empiezan a ceder si se aplica una nueva carga igual a la actual multiplicada por el factor de seguridad mínimo obtenido..
(37) 16. CAPÍTULO II. ELEMENTOS CONSTITUTIVOS DE UNA MATRIZ Todos los elementos constructivos que conforman una matriz cumplen con una misión específica dentro del conjunto general del trabajo que debe realizar y para el que ha sido diseñada.. Los materiales empleados para fabricar dichas piezas, así como los tratamientos térmicos y acabados superficiales son aspectos muy importantes a tener en cuenta, que deben tratarse con atención si de verdad se quiere obtener los mejores rendimientos a lo largo de la vida del utillaje. También hay que dedicar atención especial a los distintos elementos normalizados que se utilizan con frecuencia en la construcción de matrices.. El objetivo marcado para este capitulo está destinado a conocer algunos de los componentes más importantes que constituyen una matriz de corte, los cuales se muestran en la figura 8 y se detallan en la tabla 1.. Figura 8. Matriz típica de punzonado.
(38) 17. Un detalle de las partes constitutivas de la matriz mostrada en la figura 5, se puede apreciar en la siguiente Tabla 1.. Tabla 1. Partes Constitutivas de una Matriz de Punzonado N.. Denominación. 1. Vástago. 2. Base superior. 3. Placa portapunzones. 4. Punzón. 5. Placa guía de punzones. 6. Chapa. 7. Base Inferior. 8. Placa Matriz. 9. Guía Laterales de Material. 10. Columnas Guía. Fuente: Investigación Directa. Además de las partes enumeradas en la tabla, existen otras que merecen ser tomadas en cuenta, como son: los elementos de sujeción y posicionamiento, pilotos centradores y topes manuales.. 2.1 VASTAGO También conocido como macho portapunzones, es el elemento de unión de la parte móvil del troquel con la prensa. Consta básicamente de una parte roscada para fijarse a la base superior del troquel y de otra cilíndrica con un rebaje adecuado para ajustarse al cabezal de la prensa.. Existen normas sobre formas y dimensiones de los vástagos atendiendo a las dimensiones del troquel y la potencia de la prensa..
(39) 18 Es importante recodar que el eje del vástago debe pasar verticalmente por el centro de gravedad de la matriz.. 2.2 BASE SUPERIOR Tiene como misión, retener en su superficie todas las placas y elementos que sujetan y montan los punzones que lleva el troquel, la base superior va sujeta a la parte móvil de la prensa, que la fija durante todo el proceso.. La base superior recibe directamente todo el movimiento de la prensa para que esta lo transmita a los punzones y a su vez estos transformen la chapa. Por lo tanto esta base actúa, a la vez de freno, de sufridera durante la operación de punzonado o corte.. 2.3 PLACA PORTAPUNZONES La función de esta pieza es fijar al punzón, y de su exactitud y precisión depende el resto de la matriz. El sistema de fijación del punzón a la placa depende de las características de la pieza que se va a punzonar. En la fijación debe estar prevista la probable duración del punzón y en los casos expuestos a rotura debe preverse que su cambio sea rápido.. 2.4 PUNZÓN En general los punzones son herramientas de formas variadas que sirven para perforar, cizallar, cortas, doblar o embutir las chapas. Por éste motivo su diseño y construcción tendrán que reunir las mejores condiciones de calidad y acabados para facilitar las transformaciones y la propia vida de la matriz.. En el caso de los punzones también se les conoce con el nombre de machos cuando son de medianas o grandes dimensiones. En el caso de tamaños pequeños es más común denominarlos punzón..
(40) 19 Estos adoptan la forma total o parcial de la pieza que se desea obtener y es necesario que trabajen perfectamente perpendiculares a la figura matriz.. 2.5 PLACA GUIA DE PUNZONES Por su nombre se deduce una de las funciones que tiene este elemento de la matriz, ya que, además de guía de los elementos móviles de corte, actúa como extractor del retal del material cortado, que queda fuertemente adherido a los punzones.. 2.6 CHAPA Constituye la materia prima, de la que se obtendrá el producto final después de ser sometida a diferentes procesos de conformación.. 2.7 BASE INFERIOR Es el elemento sobre el cual van montados todos los demás componentes, y a su vez, descansa sobre la bancada de la prensa durante la fase de trabajo.. Sobre la base inferior se montan las columnas guía que sirven como referencia de centrado entre la parte superior e inferior, (parte móvil y parte fija). Así mismo dicha base tiene la misión de absorber y neutralizar todas las fuerzas que inciden sobre su superficie durante la transformación.. 2.8 PLACA MATRIZ La placa matriz, juntamente con el punzón, es uno de los dos elementos primordiales para el corte. En la placa matriz se encuentra tallada con una meticulosa exactitud la figura de la pieza que se ha de obtener, por otro lado es el elemento que más esfuerzo soporta de toda la estructura del útil..
(41) 20. 2.9 GUIAS LATERALES DE MATERIAL El material debe ser conducido convenientemente en la matriz, para poder efectuar un trabajo regular y eficiente, para ello se dispone sobre la placa matriz, a derecha e izquierda, dos tiras de acero, que soportan a su vez a la placa guía de los punzones.. La distancia entre ellas corresponde a la anchura de la cinta de material y su altura debe encontrarse en relación al espesor de la misma.. Existe el caso en el que se hace en una sola pieza la placa guía de punzones y las guías laterales de material, en este caso simplemente se maquina una ranura con el espesor y anchura requeridas para cumplir las especificaciones de las guías laterales en la placa guía de punzones.. 2.10. COLUMNAS GUIAS. El guiado de la parte superior o móvil, así como el de los punzones hacia sus cavidades correspondientes de la parte inferior o fija, se deja en manos de varias columnas de guiado que van montadas e una de las bases y que se encargan de posicionarlas y centrarlas.. 2.11 ELEMENTOS DE SUJECIÓN Y POSICIONAMIENTO Podemos decir que durante la operación de conformado de la matriz, los elementos activos de la matriz han de estar debidamente sujetos para que nada pueda moverse o desplazarse. En muchos casos existen fuerzas no deseables que pueden actuar negativamente en contra del troquel y sus piezas. Algunas de estas fuerzas son: •. Fuerzas longitudinales de compresión y tracción, las primeras originadas por la resistencia del material y las segundas al ser extraído este de los punzones..
(42) 21 •. Fuerzas horizontales de expansión, originadas por el impacto de los punzones o machos, sobre la matriz que tienden a desplazarla según la resultante de las fuerzas que actúan sobre ella.. Para contrarrestar estas fuerzas en el útil se debe prever la colocación de órganos de fijación y posicionamiento que mantengan la matriz adecuadamente sujeta durante su trabajo.. 2.11.1 PASADORES DE POSICIONAMIENTO. Se emplea como elemento de fijación y de posicionamiento entre dos o más piezas. La fijación de estos pasadores se realiza mediante un ajuste con apriete sobre una de las piezas y con juego sobre la otra (Figura 9).. Figura 9. Pasador Cilíndrico. 2.11.2 TORNILLOS DE FIJACIÓN. El tipo de tornillo más utilizado en matricería es el tornillo Allen DIN 912 con hexágono interior y cabeza cilíndrica (Figura 10). Las dimensiones de estos tornillos están normalizadas y son muy adecuados para resistir fuertes cargas de tracción y para ser montados en zonas de poco espacio.. Figura 10. Tornillo Allen.
(43) 22. 2.12 PILOTOS CENTRADORES El montaje de pilotos centradores en las matrices tiene su razón de ser en el hecho de garantizar un desplazamiento correcto entre cada uno de los saltos que realiza la banda. De no ser así se podrían perder los puntos de referencia en común de estas transformaciones y con ello generar desplazamientos en la chapa que ocasionarían irregularidades o defectos en las piezas matrizadas.. Los centradores, con punta cónica, tienen como objetivo embocar en los agujeros de la chapa previamente realizados y centrarla antes de que los demás punzones de la matriz comiencen a actuar, de esta forma se mantiene alineada la chapa antes de su deformación.. En la figura 11 se pueden ver el proceso correcto de centrado mediante pilotos centradores.. Figura 11. Proceso de centrado de un piloto centrador. 2.13 TOPES MANUALES Los topes manuales sirven para posicionar la tira de material longitudinalmente en la matriz y prepararla para el primer corte en general, es decir los topes dan la medida de separación entre la pieza y el borde de la chapa para dosificar correctamente el material y eliminar desperdicios si se colocara arbitrariamente la tira de material..
(44) 23. CAPÍTULO III. DISEÑO DE LAS MATRICES DE PUNZONADO Y MULTICORTE 3.1 DETERMINACIÓN. DE. OPERACIONES. Y. ESPECIFICACIONES REQUERIDAS PARA FABRICAR LAS PIEZAS DE LA PALA EXCAVADORA Los parámetros de diseño son necesarios para determinar las características de fabricación de los elementos que conforman cada una de las matrices, para iniciar con el diseño de una matriz se debe comenzar desde la geometría de la pieza final, a continuación se detallan todos los pasos que se siguieron. 3.1.1. DISPOSICIÓN DE LA FIGURA EN LA TIRA DE CORTE. La economía en la chapa depende de la correcta elección en la disposición de la pieza sobre la banda. La elección de tal posición depende de varios factores a tener en cuenta: •. Silueta exterior de la pieza y su posición sobre la tira. •. Separación entre piezas. •. Distancia del extremo de la pieza al borde de la tira. •. Distancia de una pieza a otra consecutiva (paso). Normalmente se debe hacer el estudio para determinar la disposición que distribuya de mejor manera el material en la tira de corte, determinando todos los valores mencionados anteriormente, en el caso de este proyecto, la disposición de la figura esta limitada a la posición simple normal horizontal, que es la que se emplea cuando hay piezas, cuya forma exterior se puede inscribir más o menos en un paralelogramo..
(45) 24. Se encuentra limitada a la posición descrita, porque se tiene como suministro en la fábrica rollos de acero AISI 1045, que tienen un ancho de 200. +3 0. mm, en. el cual se inscribe completamente el ancho de la pala como se muestra en la figura 12.. Figura 12. Disposición de la figura en la tira de corte 3.1.1.1. Separación Entre Piezas. Es preciso tener en cuenta que hay que dejar una cierta separación entre figura y figura, para evitar cortes defectuosos, piezas desechadas y atascos.. Para determinar este valor se hizo uso de la tabla que se muestra en el Anexo A, esta distancia se da en función del espesor y el ancho de la banda, para un espesor de 2 mm y ancho 150mm la separación entre piezas recomendada es de 3,5 mm. 3.1.1.2. Separación Entre la Pieza y el Lado de la Tira. Para determinar el valor de esta distancia se recurrió a la tabla mostrada en el Anexo A, la cual recomienda 3,5 mm de separación entre la pieza y el lado de la chapa de espesor de 2 mm y 150 mm de ancho.. 3.1.1.3. Paso. Se denomina paso de una matriz al avance que realiza la tira o banda de chapa a cada golpe de prensa que corta una pieza o grupo de piezas, o también a la distancia que hay entre dos puntos homólogos de dos piezas consecutivas..
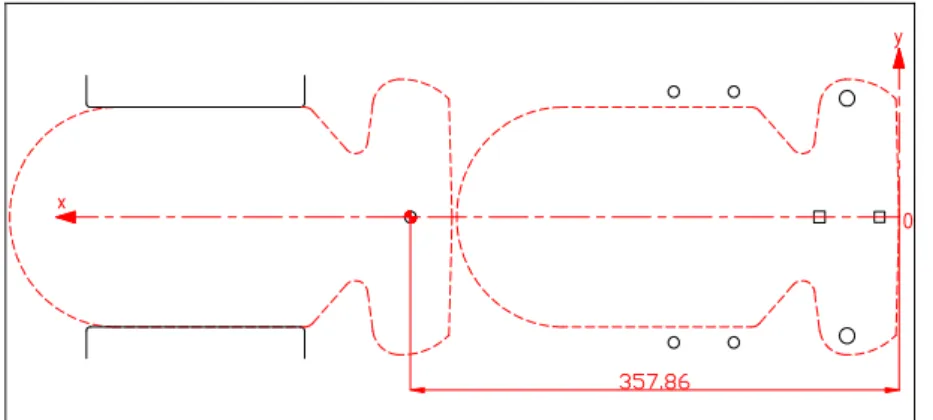
(46) 25 El paso se determina sumando la dimensión máxima de la pieza a cortar y la distancia de separación entre piezas, por lo tanto se tiene: p = l p + s'. de donde:. p = Paso, en mm lp = Longitud de la pieza, en mm s’ = Separación entre piezas, en mm p = 324 + 3.5 p = 327,5 mm. 3.1.2. JUEGO ENTRE PUNZÓN Y MATRIZ. Entre el punzón y la matriz debe existir un juego conveniente para tener un corte perfecto, además de que ayuda al buen funcionamiento y conservación del troquel.. La precisión de las piezas fabricadas mediante troquelado dependen en gran medida de la exactitud con que ha sido construido el útil. El valor del juego entre punzón y matriz depende de dos factores que son: •. Espesor del material a trabajar. •. Tipo de material a trabajar. Para encontrar el valor del juego se utilizo la tabla mostrada en el anexo A, para determinar el juego entre punzón y matriz a partir del espesor del material, sabiendo que el tipo de material a trabajar es acero.. Por tanto para una chapa de espesor 2 mm, el juego a usarse entre el punzón y la matriz debe ser de 0,13 mm. 3.1.3. DISPOSICIÓN DE LOS PUNZONES. La disposición de los punzones es fundamental para llegar al producto final, el cual se mostró en la fotografía 2, Capitulo 1, teniendo esto en cuenta se llevo a.
(47) 26 cabo algunas propuestas para la disposición, hasta obtener la más viable y sencilla, la cual se muestra en la figura 13.. Figura 13. Disposición de los punzones. Se debe considerar que el avance de la tira en las matrices va de derecha a izquierda en un corte simultáneo y sucesivo. Las partes rayadas indican la posición y la forma de los punzones, pudiéndose diferenciar 3 fases de corte:. La secuencia de trabajo para la fabricación de la pieza es la siguiente:. 1. En la primera fase, se realizan todos los agujeros, 6 circulares y 2 cuadrados. 2. En la segunda fase, se hacen 2 cortes de la forma mostrada en la figura 10, las dos piezas caen simultáneamente a un contenedor ubicado bajo el bastidor de la prensa y a través de agujeros previstos en las partes de la matriz. 3. En la tercera fase, un punzón de la forma mostrada termina el corte separando a la pieza final de la banda, la pieza cae a través de la matriz y se aloja en un contenedor. 3.1.4. FUERZA DE CORTE. La fuerza requerida para realizar el corte se calcula mediante la siguiente ecuación:.
Figure
+7

Documento similar
Los resultados obtenidos nos permiten visualizar una gráfica en la interfaz de usuario del sistema que refleja la distribución de fuerzas aplicadas sobre cada uno de los elementos
Para llegar al ciclo de Carnot, Sadi pensó en la manera de obtener trabajo por medio de procesos termodinámicos de modo que no existieran perdidas de calor, (por supuesto,
Para recibir todos los números de referencia en un solo correo electrónico, es necesario que las solicitudes estén cumplimentadas y sean todos los datos válidos, incluido el
Habiendo organizado un movimiento revolucionario en Valencia a principios de 1929 y persistido en las reuniones conspirativo-constitucionalistas desde entonces —cierto que a aquellas
o Si dispone en su establecimiento de alguna silla de ruedas Jazz S50 o 708D cuyo nº de serie figura en el anexo 1 de esta nota informativa, consulte la nota de aviso de la
Ciaurriz quien, durante su primer arlo de estancia en Loyola 40 , catalogó sus fondos siguiendo la división previa a la que nos hemos referido; y si esta labor fue de
Este proceso analiza el fonocardiograma adquirido arrojando tres envolventes, la amplitud, energía y frecuencia instantánea, esta información derivada del
Para una mejor comprensión del método a seguir, se presenta a manera de ejemplo el cálculo para obtener el valor de los potenciómetros, pero antes se ilustra la gráfica de
