DISEÑO DEL SISTEMA DE ALIMENTACIÓN Y TRANSPORTE DE
MATERIAL SÓLIDO PARA PRODUCCIÓN DE CARBÓN ACTIVADO DE
LA PLANTA PILOTO TECSOL
DANIEL ALBERTO CIFUENTES CASTRO
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
PROYECTO CURRICULAR DE INGENIERÍA MECÁNICA
BOGOTÁ, COLOMBIA
ii
DISEÑO DEL SISTEMA DE ALIMENTACIÓN Y TRANSPORTE DE
MATERIAL SÓLIDO PARA PRODUCCIÓN DE CARBÓN ACTIVADO DE LA
PLANTA PILOTO TECSOL
DANIEL ALBERTO CIFUENTES CASTRO
Trabajo de grado presentado bajo la modalidad “Investigación-Innovación”
para optar al título de:
Ingeniero Mecánico
Director:
Ing. MsC Germán Arturo López Martínez
Proyecto de Investigación:
Mejoramiento de la Planta Piloto de Carbón Activado de Tecsol para Explotación
Comercial
Grupo de Investigación:
Grupo de Investigación de Energías Alternativas de la Universidad Distrital –
GIEAUD
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
PROYECTO CURRICULAR DE INGENIERÍA MECÁNICA
BOGOTÁ, COLOMBIA
iii
Nota de aceptación:
____________________________
____________________________
____________________________
____________________________
____________________________
____________________________
______________________________
Firma del tutor
______________________________
Firma del jurado
iv
6.2.1 MÉTODO DE JANSSEN ...8
6.2.2 MÉTODO DE PRESIÓN HIDROSTÁTICA ... 10
6.2.3 MÉTODO DE PESO DISTRIBUIDO ... 11
6.3 CÁLCULO DE TRANSPOTADORES DE TORNILLO SIN FIN. ... 11
6.4 DISEÑO ASISTIDO POR COMPUTADORA CON SIEMENS NX 10. ... 14
7. METODOLOGÍA ... 14
8. RESULTADOS ... 15
8.1 UBICACIÓN DE EQUIPOS EN LA PLANTA PILOTO ... 15
8.1.1 DISEÑO DE ALTERNATIVAS DE DISTRIBUCIÓN DE PLANTA ... 15
8.1.2 SELECCIÓN DE LA MEJOR ALTERNATIVA DE DISTRIBUCIÓN DE PLANTA ... 17
8.1.3 CARACTERÍSTICAS DE LA MEJOR ALTERNATIVA DE DISTRIBUCIÓN DE PLANTA ... 20
8.1.4 CUMPLIMIENTO DE OBJETIVOS CON LA PLANTA PROPUESTA ... 20
8.2 INGENIERÍA EN DETALLE ... 21
8.2.1 DISEÑO DE TOLVAS Y SOPORTES ... 23
8.2.2 DISEÑO DE TRANSPORTADORES ... 26
8.4 COSTOS ESTIMADOS DEL PROYECTO ... 29
9. DIVULGACIÓN DE RESULTADOS EN EVENTOS ACADÉMICOS ... 30
10. CONCLUSIONES Y RECOMENDACIONES ... 31
v
LISTA DE TABLAS
Pág.
Tabla 1 Reducciones de flujo en cada etapa del proceso de la planta... 22
Tabla 2 Capacidades nominales de las tolvas. ... 22
Tabla 3 Seleción del diseño de tolvas. ... 23
Tabla 4 Dimensiones generales de las tolvas. ... 24
Tabla 5 Esfuerzos calculados para cada tolva. ... 24
Tabla 6 Capacidades y longitudes de los transportes de materia sólida. ... 26
Tabla 7 Valores de potencia, velocidad, deflexión y dilatación térmica calculados para los transportadores ... 27
vi
LISTA DE FIGURAS
Pág.
Figura 1 Distribución en planta actual de los hornos para producir carbón activado. ...2
Figura 2 Fotografía de la planta; horno de activación en primer plano, y carbonización al fondo. 3 Figura 3 Sistema de transporte de elevadores de cangilones...4
Figura 4 Esquema de un sistema de transporte con bandas sinfín. ...5
Figura 5 Sistema de transporte con tornillo sinfín. ...6
Figura 6 Esquema básico de un sistema de transporte neumático. ...6
Figura 7. Ejemplo de matriz Pugh. ...8
Figura 8 Diagrama de fuerzas al interior de la tolva ...9
Figura 9 Diagrama de fuerzas sobre la superficie del cono de la tolva... 10
Figura 10 Salida de material sólido, entrada de quemador en horno (izquierda) y quemador tipo flauta (derecha). ... 18
Figura 11. Sistema de rotación de los hornos. ... 19
Figura 12 Modelado 3D de la tolva de alimentación a horno de activación. ... 25
Figura 13 DriveGATE de SEW EURODRIVE – Selección del motoreductor ... 27
Figura 14 Distribución de equipos - Sistema de manejo de materia sólida ... 29
vii
LISTA DE ANEXOS
Pág.
Anexo I. Esquema de distribución de la planta actual ... 33
Anexo II. Esquema de distribución de planta – Alternativa 1 ... 34
Anexo III. Esquema de distribución de planta – Alternativa 2... 35
Anexo IV. Esquema de distribución de planta – Alternativa 2 con ajustes definitivos ... 36
Anexo V. Esquema de distribución de planta – Alternativa 3 ... 37
Anexo VI. Esquema de distribución de planta – Alternativa 4 ... 38
Anexo VII. Esquema de distribución de planta – Alternativa 5 ... 39
Anexo VIII. Esquema de distribución de planta – Alternativa 6 ... 40
Anexo IX. Matriz Pugh evaluada por un integrante del grupo interdisciplinario ... 41
Anexo X. Resultados de Matriz Pugh ... 42
Anexo XI. Cálculo de esfuerzos para la tolva de alimentación al secador. ... 43
Anexo XII. Cálculo de esfuerzos para la tolva de alimentación al horno de carbonización. ... 44
Anexo XIII. Cálculo de esfuerzos para la tolva de alimentación al horno de activación. ... 45
Anexo XIV. Planos de la tolva de alimentación a molino ... 46
Anexo XV. Planos de la tolva de alimentación a horno de carbonización ... 48
Anexo XVI. Planos de la tolva de alimentación a horno de activación ... 50
Anexo XVII. Cálculo del tornillo transportador – Pila de materia prima a secador ... 52
Anexo XVIII. Cálculo del tornillo transportador – Tolva material seco a molino ... 53
Anexo XIX. Cálculo del tornillo transportador – Molino a tolva alimentación a HC ... 54
Anexo XX. Cálculo del tornillo transportador – HC a tolva alimentación HA... 55
Anexo XXI. Cronograma del proyecto. ... 56
Anexo XXII Hoja de cálculo de costos de diseño, investigación, materiales y procesos. ... 57
Anexo XXIII. Hoja de cálculo de costos de operación y mantenimiento de los equipos. ... 58
1
1. INTRODUCCIÓN
Este trabajo hace parte del proyecto macro “MEJORAMIENTO DE LA PLANTA PILOTO DE CARBÓN ACTIVADO DE TECSOL PARA EXPLOTACIÓN COMERCIAL”, proyecto elegido en la convocatoria # 701 - Convocatoria para el apoyo al desarrollo y validación precomercial y comercial de prototipos funcionales de tecnologías biológicas, biomédicas y energéticas con alto potencial de crecimiento empresarial 2014 de Colciencias. El cual está siendo desarrollado por la empresa TECSOL, quien es el responsable del proyecto, y la Universidad Distrital a través de los Grupos De Investigación En Energías Alternativas de la GIEAUD y Grupo De Investigación De Sistemas Expertos Y Simulación SES.
El equipo de trabajo está integrado por el Ing. MSc. Pedro Oswaldo Guevara, Gerente de I+D de TECSOL y líder del proyecto macro, el Ing MSc. Germán López Martínez profesor de planta de la Universidad Distrital Francisco José de Caldas, líder del Grupo de Investigación en Energías Alternativas (GIEAUD) de la Facultad Tecnológica, dos estudiantes de Ingeniería Mecánica, de la Universidad Distrital, también pertenecientes al grupo de investigación, cuatro estudiantes de ingeniería industrial de la universidad distrital encargados de análisis de costos y mantenimiento, coordinados por el profesor Germán Méndez de la Facultad de Ingeniería, y personal externo encargado de sistema control y monitoreo del proceso de producción, seguridad industrial y derechos de propiedad intelectual.
A lo largo del presente trabajo, se diseñarán los componentes del sistema de alimentación, manejo y transporte de material sólido para producción de carbón activado a partir de cuesco de palma, en la Planta Piloto de TECSOL ubicada en la ciudad de Soacha, Cundinamarca. El tiempo máximo para le ejecución del proyecto de 6 meses; se debe garantizar la producción de 50 kg/h de carbón activado con la planta funcionando 24h al día.
En la actualidad, la planta de TECSOL cuenta con dos hornos rotatorios en los cuales se ha realizado unas pruebas preliminares para la carbonización del cuesco de palma, y la activación del carbón resultante mediante carga manual. Uno de los objetivos del proyecto, consiste en optimizar del proceso general para la obtención de carbón activado.
El diseño de alimentación, manejo y transporte del material sólido consiste en:
2
Evaluación técnica de los elementos que actualmente posee TECSOL para ser reutilizados y de ser necesario, plantear mejoras a dichos elementos.
Diseño y cálculo de las tolvas de alimentación del sistema
Diseño y cálculo del sistema de transporte en cada tramo, dependiendo del caso, puede ser un sistema con tornillo sinfín, banda transportadora, cinta transportadora, cadena con canjilones, etc.
Diseño y cálculo de recipientes para recepción de producto terminado y materia prima.
Por último, realizar una simulación por elementos finitos para validar los cálculos de diseño.
2. DESCRIPCIÓN DEL PROBLEMA
Actualmente la planta piloto está conformada por dos hornos rotatorios (uno para carbonización de 6 m de largo y 0,7 m de diámetro interno, con capacidad entre 50 a 100 kg/h de y otro para activación de 4,8 m de largo y 0,85 m de diámetro interno cuya capacidad es entre 25 a 50 kg/h) de operación y control manual. El área de la planta es de 102 m2 (6 x17 m) (Ver Figura 1).
Figura 1 Distribución en planta actual de los hornos para producir carbón activado.
Fuente: Elaboración propia.
3
Figura 2 Fotografía de la planta; horno de activación en primer plano, y carbonización al fondo.
Fuente: Elaboración propia.
La carbonización se realiza con reducidas proporciones de aire con el fin de producir una combustión del material volátil junto al gas natural, para generar un incremento en la temperatura suficiente para carbonizar la materia prima presente en el horno. Posteriormente estos gases son libreados a la atmósfera. La activación ocurre en el segundo horno, en donde el material carbonizado es calentado a temperaturas hasta 800°C con el objetivo de retirar moléculas de carbono superficial y así obtener carbón activado; al igual que con el primer horno, estos gases son libreados una vez terminada la activación.
Uno de los principales problemas que posee actualmente la planta es el manejo de gases, puesto que los gases salen a altas temperaturas, con CO, CO2 y con volátiles remanentes de la primera etapa del proceso que aún pueden seguir siendo quemados para producir calor. Adicionalmente, esto también solucionaría parte del problema de alto consumo de gas natural que tiene el proceso completo.
4
3. JUSTIFICACIÓN
Dado el problema anteriormente descrito con relación al manejo de materia sólida, se ve la necesidad de mejorar el proceso de cargue y transporte del producto al interior de la planta; de esta forma también para garantizar que la producción de carbón activado se realice de manera continúa y uniforme, con menor intervención de personal en cada uno de las etapas del proceso global e incrementando la capacidad de producción que actualmente cuenta la plata.
Estas mejoras beneficiarán a la empresa dado que se espera incrementar la productividad y la seguridad industrial, garantizando un ambiente de trabajo seguro a los empleados encargados del funcionamiento de la planta piloto. Igualmente se requiere evaluar la planta, para que sirva de piloto para una planta de producción industrial.
4. ESTADO DEL ARTE
Hoy día existen múltiples maneras de transportar materia sólida a granel, como por ejemplo los elevadores de cangilones que son un mecanismo compuesto por recipientes, una guía, y un sistema que se encarga de mover los recipientes a través de una trayectoria definida como se aprecia en la Figura 3, Se usan con frecuencia para descargar materiales desde niveles inferiores y transportadores de descarga de camiones
Figura 3 Sistema de transporte de elevadores de cangilones.
Fuente:(Kitamura, 2002)
5
irregulares. En algunos casos, a la banda se le realiza modificaciones en su textura o adicionando separadores, con el fin de desplazar mayor cantidad de materia.
Figura 4 Esquema de un sistema de transporte con bandas sinfín.
Fuente: (Traband, 2012).
En algunos casos cuando el material necesita ser llevado a un nivel inferior, se puede emplear rampas con inclinación, para que el producto se deslice y caiga por acción de la aceleración de la gravedad, pero en algunos casos por la forma y propiedades físicas del material transportado se dificulta su desplazamiento, se utilizan entonces dispositivos neumáticos, magnéticos o mecánicos que producen una vibración constante sobre la superficie de contacto para garantizar la fluidez.
6
Figura 5 Sistema de transporte con tornillo sinfín.
Fuente: (Roberts, 2001)
Cuando no solo basta con agregar una cobertura externa para aislar el material transportado, si no también se requiere que el material no entre en contacto con las paredes de la cubierta o el mecanismo de transporte, y también cuando los mecanismos sufren averías a causa de una muy baja granulometría, o inclusive si el material es altamente volátil y explosivo, se recomienda el uso de transporte neumático que es simple y adecuado para el manejo de materiales en polvo (granulometrías muy bajas). El sistema es totalmente cerrado y funciona sin partes móviles, consiste de una fuente de gas comprimido, normalmente aire, un elemento de alimentación, una tubería de transporte con un receptor para separar el material del aire de transporte (Ver Figura 6).
Figura 6 Esquema básico de un sistema de transporte neumático.
7
5. OBJETIVOS
5.1 OBJETIVO GENERAL.
Diseñar el sistema de alimentación y transporte de material sólido para producción de carbón activado de la Planta Piloto TECSOL para una producción de 1,2t por día de producto terminado.
5.2 OBJETIVOS ESPECÍFICOS.
Proponer al menos tres distribuciones de planta factibles teniendo en cuenta el manejo de gases y materia sólida.
Seleccionar la mejor distribución de planta.
Diseñar los equipos y maquinarias necesarias para lograr una producción continua de 1,2 t/día
Realizar un estimativo de los costos del sistema de alimentación y transporte propuesto.
6. MARCO TEÓRICO
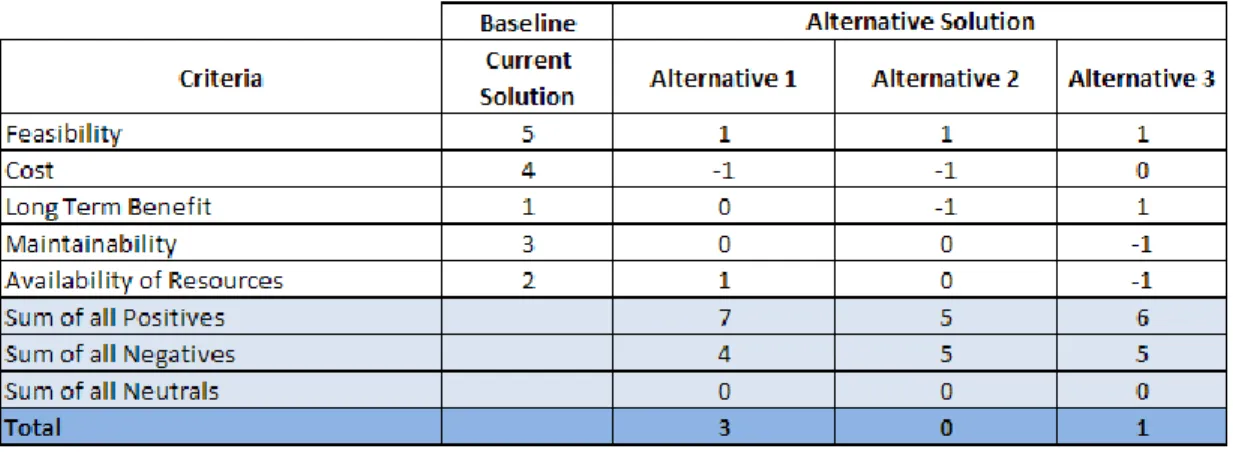
6.1 MATRIZ PUGH.
8
Figura 7. Ejemplo de matriz Pugh.
Fuente: (whatissixsigma.net, 2016)
6.2 CÁLCULO DE TOLVAS.
Entre los nuevos componentes a diseñar se encuentran las tolvas, cuyo cálculo parte inicialmente definiendo las capacidades nominales de cada una. Para este caso, se plantea la capacidad para tolvas cilíndricas (Ecuación 1) y rectangulares (Ecuación 2):
𝑊𝑡 = 𝑉𝑡∗ 𝜌 = 𝜌𝜋 soportar la carga al interior de la tolva, el cual puede ser definido a partir de tres métodos: método de Janssen, método de presión hidrostática y el método de peso distribuido.
6.2.1 MÉTODO DE JANSSEN
9
Figura 8 Diagrama de fuerzas al interior de la tolva
Fuente: Elaboración propia.
𝑃𝑣 =𝜌𝑔𝐷
4𝜇𝑘(1 − 𝑒
−4ℎ𝜇𝑘𝐷 ) [𝑃𝑎]
(3)
Posteriormente se calcula el valor de la presión horizontal, cuya ecuación es la siguiente:
𝑃ℎ = 𝑘 ∗ 𝑃𝑉 [𝑃𝑎] (4)
En donde 𝑘 corresponde a un factor de correlación entre presiones y su valor es dado por la siguiente razón:
𝑘 =1 − 𝑠𝑒𝑛(𝜆)
1 + 𝑠𝑒𝑛(𝜆) (5)
10 6.2.2 MÉTODO DE PRESIÓN HIDROSTÁTICA
Para el cálculo de la presión hidrostática, suponemos que el material sólido se comporta como un fluido dada su naturaleza granular y por tanto, el diagrama de fuerza sobre la superficie interna del cono de descarga contempla dos componentes principales: una fuerza vertical total 𝐹𝑣, una fuerza horizontal 𝐹ℎ y la fuerza resultante entre ambas componentes
𝐹𝑟 como se muestra en la Figura 9.
Figura 9 Diagrama de fuerzas sobre la superficie del cono de la tolva
Fuente: Elaboración propia.
La fuerza total vertical está compuesta por una fuerza vertical debido al fluido y el peso del bloque encerrado por la superficie inclinada de la tolva según lo explica Cengel (Çengel & Cimbala, 2006, p. 86). Su valor se determina a partir de la siguiente ecuación:
𝐹𝑣𝑡= 𝜌𝑔ℎ𝑐𝐴 + 𝜌𝑔𝑉𝐶 [𝑁] (6)
Para el caso de la fuerza horizontal, la altura a tener en cuenta es la altura del cuerpo de la tolva sin la descarga más la mitad de la altura de la descarga:
𝐹ℎ = 𝜌𝑔 (ℎ𝑡−ℎ𝑐
2) 𝐴 [𝑁] (7)
La magnitud de la componente resultante y su ángulo respecto a la horizontal es:
𝐹𝑟 = √𝐹ℎ2+ 𝐹𝑣𝑡2 [𝑁] (8)
𝜃 = tan−1 𝐹𝑣𝑡
11 6.2.3 MÉTODO DE PESO DISTRIBUIDO
En este caso, no se parte de la suposición de que el material a granel se comporta como un fluido, si no que el peso total de la columna de material se encuentra perfectamente distribuida sobre la superficie interna inferior del cuerpo de la tolva (ver Figura 10), con el fin de obtener la relación peso/área para determinar la cantidad de peso que se encuentra sobre la superficie interna del cono (Fajardo Pinto & Sánchez Durán, 2010), dicha relación se define a continuación:
Figura 10 Diagrama de fuerzas distribuidas al fondo del cuerpo de la tolva (izquierda) y en el cono de la tolva (derecha)
Con la anterior relación, se determina el peso de material distribuido en el cono de la tolva:
𝑊𝑐 =
𝜌𝑔𝑉𝑡𝐴𝑐 𝐴𝑡
[𝑁] (11)
6.3 CÁLCULO DE TRANSPOTADORES DE TORNILLO SIN FIN.
Para el cálculo de los tornillos transportadores, se emplea la siguiente metodología con el fin de determinar los parámetros dimensionales y de potencia del transportador según lo describe el manual de diseño adaptado del estándar CEMA (Conveyor Eng. & Mfg., 2012):
Definir características del material a transportar tales como densidad, flujo de transporte de material, forma y tamaño del material, fluidez y temperatura de operación.
12
Figura 11 Caracteristicas del transportador.
Fuente: (2012, p. 100).
Calcular la capacidad equivalente del transportador, partiendo del flujo requerido
𝑄 con la siguiente ecuación:
𝐶 = 𝑄 ∗ 𝐶𝐹1∗ 𝐶𝐹2∗ 𝐶𝐹3 [𝑓𝑡
3
ℎ ] (12)
En donde los valores de 𝐶𝐹1, 𝐶𝐹2, 𝐶𝐹3 se determinan en la Tabla C del manual (2012, p. 16).
Las capacidades de carga (Conveyor loading) se determinan con la Tabla B (2012, pp. 9-14) de materiales de la norma CEMA para transportadores de tornillo sinfín.
Calcular la velocidad angular de rotación del tornillo:
𝑁 = 𝐶
𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑 𝑒𝑛 𝑓𝑡ℎ3 𝑎 1 𝑅𝑃𝑀
[𝑅𝑃𝑀](13)
La capacidad a 1 RPM se determina en la Tabla B del manual (2012, pp. 9-14).
Calcular la potencia de operación del tornillo 𝐻𝑃𝑡, la cual depende de tres
potencias: la potencia requerida para vencer la fricción al interior del tornillo 𝐻𝑃𝑓,
la requerida para transportar el material horizontalmente 𝐻𝑃ℎy la requerida para transportar el material verticalmente 𝐻𝑃𝑣 en caso dado que el transportador opere inclinado:
𝐻𝑃𝑓 =𝐿𝑁𝐹𝑑𝐹𝑏∗ 746
13 respectivamente (2012, p. 22). El factor 𝐹𝑚 se encuentra en la Tabla B del mismo manual.
Por tanto, la potencia total del tornillo 𝐻𝑃𝑡 es:
𝐻𝑃𝑡 =
(𝐻𝑃𝑓+ 𝐻𝑃ℎ+ 𝐻𝑃𝑣) 𝐹𝑜
𝑒 [𝑊] (17)
El factor de sobrecarga 𝐹0se define en la Tabla H (2012, p. 21) o bien, partiendo
de la siguiente condición: Si 𝐻𝑃𝑓+ 𝐻𝑃ℎ ≤ 5.2, entonces 𝐹0 = −0.6115𝐿𝑛(𝐻𝑃𝑓+ 𝐻𝑃ℎ) + 2.024. Pero si 𝐻𝑃𝑓+ 𝐻𝑃ℎ> 5.2,𝐹0 se puede aproximar a 1. La eficiencia de la transmisión 𝑒 se puede aproximar usando las tablas G1 y G2 (2012, pp. 20-21).
Determinar el tamaño recomendado de los componentes según el tipo de trabajo (ligero, normal o pesado) según la Tabla N (2012, p. 23).
Comprobar deflexión del tornillo:
𝐷𝑡= 𝑊𝑡𝑜𝑟𝑛𝑖𝑙𝑙𝑜𝐿
3
48𝐸𝐼 [𝑚𝑚] (18)
El valor del momento de inercia I se puede determinar según la Tabla S y la deflexión máxima admisible se encuentra en la Tabla R (2012, p. 26).
Calcular la expansión de la longitud del tornillo debido a la temperatura del material transportado:
∆𝐿 = 𝐿(𝑇1− 𝑇2) ∗ 𝛼 [𝑚𝑚] (19)
14
6.4 CÁLCULO DE PATAS DE SOPORTE DE LAS TOLVAS.
Los soportes como las patas de una tolva se pueden considerar elementos tipo columna de carga axial centrada, en donde éstos fallan primeramente por el efecto de pandeo que por la carga de compresión.
El proceso de cálculo de una columna es basado según lo explicado por Norton et Al (Norton, 2010) y Budynas et Al (Budynas & Nisbett, 2014). Como primer paso, se parte definiendo la razón de esbeltez, si dicho valor es inferior a 10, se considera una columna corta, de lo contrario es una columna larga:
𝑆𝑟 = 𝑙 𝑘 (20)
En donde 𝑙 es la longitud total del elemento y 𝑘 es el radio de giro. Para el caso de perfiles normalizados, el valor del radio de giro se pueden encontrar en las tablas de propiedades mecánicas, más sin embargo, la ecuación para calcularlo es la siguiente:
𝑘 = √𝐼 𝐴 (21)
6.4.1 COLUMNA CORTA
Si bien, como se mencionaba anteriormente, un elemento tipo columna se considera corto si su relación de esbeltez 𝑆𝑟 es menor a 10 aproximadamente (Norton, 2010, p. 123), por lo que su cálculo se ve únicamente restringido al valor del esfuerzo máximo axial, despreciando efecto alguno de pandeo en la columna:
𝜎𝑀Á𝑋 =𝐹 𝐴 (22)
6.4.1 COLUMNA LARGA
Cuando el valor de la razón de esbeltez 𝑆𝑟 es mayor de 10, entonces la columna es considerada larga y se debe tener en cuenta el efecto de flexión causado por la carga axial (pandeo), por lo que se debe analizar las condiciones de críticas de inestabilidad de la columna causadas por una fuerza crítica, la está dada por:
𝑃𝑐𝑟 =
𝐶𝜋2𝐸𝐼
𝑙2 (23)
15
La constante C depende estrictamente de las condiciones de los extremos de la viga y su valor cambia según el método de cálculo, por lo que se siguen las recomendaciones realizadas por Budynas (ver Tabla 1) en donde la condición: a) Ambos extremos están pivoteados o articulados; b) ambos extremos están empotrados; c) un extremo libre, un extremo empotrado; d) un extremo redondo y articulado, y un extremo empotrado.
Tabla 1 Valores de C para cada condición de extremos.
Condición Valor de la constante C
Teórico Conservador Recomendado a) Empotrado-Libre 1/4 1/4 1/4 b) Articulado-articulado 1 1 1 c) Empotrado-articulado 2 1 1.2 d) Empotrado-empotrado 4 1 1.2
Fuente:(Budynas & Nisbett, 2014, p. 175)
Actualmente existe otro método para determinar la fuerza crítica en una columna y es la fórmula parabólica o fórmula de J.B. Johnson, cuya ecuación es:
𝑃𝑐𝑟 = 𝐴 [𝑆𝑦 − (𝑆𝑦
Por último se calcula el valor de fuerza máxima permisible del elemento:
𝑃𝑝𝑒𝑟𝑚𝑖𝑠𝑖𝑏𝑙𝑒 =𝑃𝑐𝑟 𝑁 (25)
En donde N es el valor del factor de seguridad del elemento.
6.5 DISEÑO ASISTIDO POR COMPUTADORA CON SIEMENS NX 10.
16
7. METODOLOGÍA
La metodología planteada para lograr el desarrollo del proyecto de grado es la siguiente:
1. Elaborar las propuestas de distribución de planta teniendo en cuenta el manejo de gases y materia sólida
2. Utilizar herramientas para la evaluación de propuestas de diseño como lo es la matriz pugh de criterios ponderados, en la cual se busca encontrar la mejor distribución de planta entre las alternativas propuestas y con la participación del grupo de investigación en energías alternativas – GIEAUD, estudiantes y profesores involucrados en el macro proyecto.
3. Diseñar y calcular el sistema de transporte en cada tramo, dependiendo del caso, puede ser un sistema con tornillo sinfín, banda transportadora, cinta transportadora, cadena con canjilones, etc.
4. Diseñar y calcular las tolvas de alimentación del sistema
5. Diseñar y calcular los recipientes para producto terminado y materia prima.
6. Diseñar y calcular las estructuras necesarias para soportar los elementos y máquinas involucradas en el proceso de activación y carbonización.
7. Realizar un plan de montaje de equipos y mantenimiento preventivo de los mismos. 8. Con el apoyo del Software NX 10, realizar las simulaciones por elementos finitos para
17
8. RESULTADOS
8.1 UBICACIÓN DE EQUIPOS EN LA PLANTA PILOTO
8.1.1 DISEÑO DE ALTERNATIVAS DE DISTRIBUCIÓN DE PLANTA
En la planta actual, la disposición de los ductos no garantiza un manejo adecuado de los gases debido a que los hornos se encuentran aislados y solamente el horno de activación tiene conexión al sistema de filtrado de gases (no mostrado en el Anexo I, debido a que se encuentra fuera del área de planta dibujada).
Se proponen seis alternativas de distribución de hornos, sistema de ductos de gases interconectados garantizando un manejo adecuado, y de transporte de materia sólida integrado por molino, tolvas y transportadores; cuyos planos de distribución se detallan en los anexos de cada alternativa, enumerados y nombrados.
La alternativa número uno (ver Anexo II) consiste en ubicar la zona de materia prima al fondo de la planta (visto desde la rampa de acceso), empezando el proceso en una tolva que descarga el cuesco a un molino para garantizar un tamaño de grano uniforme, en seguida se carga a otra tolva que se encarga de depositar el material en el horno de carbonización para salir en la mitad de la planta y ser cargado en seguida mediante un sistema de transporte (en desarrollo) a una tolva que lo deposita en el horno de activación para finalizar en la zona de producto terminado al lado de la rampa de acceso como se ve en el Anexo II, por otro lado se indica el flujo de gases que consiste en conectar el ducto de salida de gases del horno de carbonización con la entrada de gases del horno de activación, aprovechando los gases de síntesis mediante una cámara de combustión (desarrollada más adelante), y conectando la salida de gases del horno de activación con el sistema de manejo de gases para su disposición final.
18
A partir de la alternativa número tres, se consideró la posibilidad de trasladar el horno de activación actual al lado del horno de carbonización actual, ubicándolos en paralelo, cambiando el sentido de inclinación de los hornos y procesos térmicos dentro de los mismos.
La alternativa número tres (ver Anexo V) consiste en ubicar los hornos en paralelo inclinados en la misma dirección, pero contraria a la inclinación actual. Ubicando la zona de materia prima al lado de la rampa de acceso, e iniciando el proceso en una tolva que descarga el cuesco a un molino ubicado en el centro superior del área de la planta, en seguida se carga a otra tolva que deposita el material en el horno de carbonización para salir hacia el fondo de la planta visto desde la rampa y ser cargado en seguida mediante un sistema de transporte (en desarrollo) entre los hornos a una tolva que deposita el material sólido en el horno de activación, finalizando en la zona de producto terminado al inferior del horno de activación como se ve en el Anexo V, donde además se indica el flujo de gases que conecta los hornos mediante ducto y cámara de combustión, por último se conecta la salida de gases del horno de activación con el sistema de manejo de gases.
La alternativa número cuatro (Anexo VI) requiere ubicar los hornos en paralelo inclinados en la misma dirección, con la misma inclinación del horno de carbonización de la planta actual. Ubicando la zona de materia prima al costado inferior del horno de activación, e iniciando el proceso en una tolva que descarga el cuesco a un molino ubicado en la esquina inferior derecha del área de la planta, en seguida se carga a otra tolva que deposita el material en el horno de carbonización para salir hacia la mitad de la planta y ser cargado en seguida mediante un sistema de transporte (en desarrollo) entre los hornos a una tolva que deposita el material sólido en el horno de activación, finalizando en la zona de producto terminado al centro del área de la planta como se ve en el Anexo VI, en este, además se indica el flujo de gases que conecta los hornos mediante ducto y cámara de combustión, por último se conecta la salida de gases del horno de activación con el sistema de manejo de gases.
19
La alternativa número seis (ver Anexo VIII) necesita ubicar los hornos en paralelo inclinados en direcciones contrarias. Ubicando la zona de materia prima al lado inferior del horno de activación, e iniciando el proceso en una tolva que descarga el cuesco a un molino ubicado en la esquina inferior derecha del área de la planta, en seguida se carga a otra tolva que deposita el material en el horno de carbonización para salir hacia el centro de la planta, para ser cargado en seguida mediante un sistema de transporte (en desarrollo) a una tolva que deposita el material sólido en el horno de activación, finalizando en la zona de producto terminado entre los dos hornos como se ve en el Anexo VIII, allí además, se indica el flujo de gases que conecta los hornos mediante ducto y cámara de combustión, por último se conecta la salida de gases del horno de activación con el sistema de manejo de gases.
8.1.2 SELECCIÓN DE LA MEJOR ALTERNATIVA DE DISTRIBUCIÓN DE PLANTA
Mediante el método de Matriz Pugh (Pugh, 1991) se evaluaron las alternativas teniendo en cuenta criterios como las reubicaciones necesarias para los hornos, espacio requerido por el sistema de manejo de gases al igual que el de transporte de materia sólida y espacio para disposición de producto terminado y materia prima.
Los conceptos o criterios de evaluación (ver Anexo IX) son:
Ubicación del producto terminado y materia prima, estos criterios finales plantean la restricción de espacio que las alternativas de distribución de planta deben tener en cuenta para no cruzar con otros sistemas, simplificando la disposición inicial y final del material sólido, de lo contrario serían calificadas de manera negativa en estos criterios.
Distancia de la tubería de transporte de gases entre hornos, indica la restricción de espacio y recorridos que las alternativas de distribución de planta deben tener en cuenta para no cruzar otros sistemas por aquí, o requerir longitudes de tramos similares a los que requiere la planta actual, de lo contrario serían calificadas de manera negativa en este criterio. Lo mismo aplica para el criterio titulado "Distancia del ducto de conducción de gases hacia el ventilador de tiro inducido". Se recomendó que a la hora de realizar la evaluación, este criterio tuviera un valor alto debido a que los gases que salen del horno de carbonización poseen alquitranes, los cuales se debe garantizar que siempre permanezcan gaseosos, y, al incrementar la distancia, se corre el riesgo de que se condensen.
20
8 ya que al tener una zona de difícil acceso reduce sustancialmente la productividad de la planta.
Adecuaciones al horno de carbonización y de activación, se refiere a la posibilidad de reubicar los hornos, pues desde la tercera a la sexta alternativa (ver Anexo V al Anexo VIII) se plantea reubicar los hornos en paralelo (actualmente se encuentran en serie), las alternativas de distribución de planta deben tener en cuenta no reubicar los hornos, de lo contrario serían calificadas de manera negativa en este criterio.
Ubicación de quemador(es): Cada horno tiene un quemador tipo flauta, el cual se ubica en un orificio central en la cara plana o tapa del cilindro como se aprecia en la Figura 10, las alternativas de distribución de planta deben tener en cuenta no cruzar otra estructura en este espacio, de lo contrario serían calificadas de manera negativa.
Figura 13 Salida de material sólido, entrada de quemador en horno (izquierda) y quemador tipo flauta (derecha).
Fuente: Tecsol 2016.
21
Figura 14. Sistema de rotación de los hornos.
Fuente: Tecsol 2016.
Distancia y método de transporte del molino al horno de carbonización, obedece a la restricción de espacio y recorridos que las alternativas de distribución de planta deben tener en cuenta para no cruzar con otros sistemas, o requerir longitudes de tramos similares a los que requiere la planta actual, simplificando el transporte de material sólido, de lo contrario serían calificadas de manera negativa en este criterio. Lo mismo aplica para el siguiente criterio de evaluación titulado "Distancia y método de transporte del horno de carbonización al horno de activación".
22
8.1.3 CARACTERÍSTICAS DE LA MEJOR ALTERNATIVA DE DISTRIBUCIÓN DE PLANTA
Posterior a la selección de la alternativa dos, se recomienda ubicar el sistema de transporte de material sólido entre hornos, contra la pared superior del área de la planta (ver Anexo IV), teniendo en cuenta que pase encima y no se cruce con los sistemas de rotación de cada horno ubicados en este mismo espacio.
Las características de la alternativa 2 o planta propuesta son:
Menor distancia de ducto que transporta gases desde la salida del horno de carbonización a la entrada del horno de activación.
Amplio espacio para zonas de disposición de producto terminado.
Zona de disposición de materia prima próxima a la entrada al espacio de la planta.
Mayor distancia para transporte de materia sólida entre hornos.
Los hornos intercambian sus procesos térmicos (activación y carbonización).
8.1.4 CUMPLIMIENTO DE OBJETIVOS CON LA PLANTA PROPUESTA
Acorde al cronograma propuesto (ver Anexo XXV) la duración del proyecto se planteaba para 18 semanas, pero por contratiempos e imprevistos, el proyecto tuvo un incremento de 2 semanas, empezando en la primera semana de marzo y concluyendo en la mitad de agosto, los puntos que más presentaron demoras fue la primera etapa, por desconocimiento del proceso, adquisición de información técnica de la planta y acuerdos para la etapa de análisis preliminar.
23
Figura 15 Cambio de planta actual a planta propuesta.
Fuente: Elaboración propia.
8.2 INGENIERÍA EN DETALLE
8.2.1 CÁLCULO DE FLUJOS DE MATERIA SÓLIDA
Para definir las capacidades nominales de las tolvas y los flujos requeridos en cada etapa del proceso, se debe tener en cuenta la siguiente información:
Flujo de producto terminado de 50 kg/h
Las tolvas deben tener capacidad para funcionar sin suministro por 2h mínimo.
La reducción de masa en el proceso de secado es de 23%.
La reducción de masa en el proceso de carbonización es del 40%.
La reducción de masa en el proceso de activación es del 20%.
Los datos de reducción de masa son extraídos del informe técnico (Industrias TECSOL LTDA., 2011) suministrado por la empresa para el desarrollo del proyecto.
24
Tabla 2 Reducciones de flujo en cada etapa del proceso de la planta.
Flujo Valor Unidad Porcentaje de reducción Final (después de
activación) 50.00 kg/h 20%
Después carbonización 62.50 kg/h 40% Después de secado 104.17 kg/h 23%
Antes de secado 135.46 kg/h 0%
Fuente: Elaboración propia.
El número de transportadores a diseñar corresponde a tres: El transportador entre la pila de materia prima al secador con capacidad de 135.46 kg/h (Transportador 1), el transportador entre la tolva de material seco y el molino con capacidad de 104.17 kg/h (Transportador 2), el transportador entre el molino y la tolva de alimentación al horno de carbonización con capacidad de 104.17 kg/h (Transportador 3) y el transporte entre la salida del horno de carbonización y la tolva de alimentación al horno de activación con capacidad de 62.50 kg/h (Transportador 4). Sin embargo, dado que la empresa cuenta con dos transportadores de tornillo sinfín, estos serán utilizados para el tramo de transporte más largo (ver Figura 13).
La cantidad de tolvas nuevas son tres: dos ubicadas a la entrada de materia sólida a los hornos (Tolva alimentación HC y Tolva alimentación HA) y una antes del proceso de molienda (Tolva material seco) como se puede apreciar en la Figura 13.
Figura 16 Ubicación de los equipos de manejo de materia sólida
25
Las capacidades de cada una, debe garantizar 2h de flujo de material, a excepción de la tolva que alimenta el molino, que debe ser 8h (tiempo del turno del personal encargado en la planta), a continuación, en la Tabla 2 se muestran las capacidades requeridas.
Tabla 3 Capacidades nominales de las tolvas.
Tolva Capacidad Unidad Alimentación a molino 833.33 kg Alimentación a HC 208.33 kg Alimentación a HA 125.00 kg
Fuente: Elaboración propia.
El molino hace parte del sistema de manejo de materia sólida, no se tendrá en cuenta en los cálculos puesto que este equipo ya existe y se encuentra operativo dentro de la planta.
8.2.1 DISEÑO DE TOLVAS Y SOPORTES
Para el diseño de las tolvas, se plantean dos alternativas: la primera, de construcción cónica en donde se busca aprovechar una lámina rolada existente en la planta para su fabricación y la segunda de construcción piramidal, estas dos alternativas se evaluaron con la matriz Pugh (Ver Tabla 3).
Tabla 4 Seleción del diseño de tolvas.
26
Los criterios de evaluación en este caso, fueron el aprovechamiento del material existente en la planta, el bajo costo de fabricación, el espacio ocupado, los costos de montaje y la facilidad de mantenimiento (limpieza) de las mismas, cuyo resultado es que las tolvas de construcción cónica son las más oportunas a diseñar dadas las condiciones actuales de la planta.
Posteriormente se establecen los parámetros geométricos del cuerpo de la tolva, partiendo de que la lámina rolada posee un diámetro externo de 2540mm de largo por 1300mm de diámetro interno, por lo que conociendo la capacidad, se puede definir la altura mínima del cuerpo y la altura del cono de la tolva se calcula teniendo en cuenta el valor del ángulo mínimo para que el material sólido (cuesco seco, carbón y carbón activado) se deslice es de 37º según las pruebas realizadas con el material, por lo que las alturas dimensiones de la tolva son:
Tabla 5 Dimensiones generales de las tolvas.
Fuente: Elaboración propia.
Por aprovechamiento de lámina, se decidió incrementar el alto del cuerpo a una medida mínima de 0.50m.
Con las dimensiones básicas, se realiza el cálculo de esfuerzos para validar que el espesor de la lámina de recuperación (cal. 12) cumpla con las condiciones de seguridad del diseño en el Anexo XI al Anexo XIII, se encuentra a mayor detalle el cálculo de cada una de los esfuerzos, pero a continuación en la Tabla 5 se muestra el valor de los esfuerzos para cada tolva según el método utilizado.
27
Tabla 6 Esfuerzos calculados para cada tolva.
Tolva
Por último, se calcula las patas de soporte de las tolvas, cuyos componentes solo soportan carga axial y por tanto, la carga máxima a soportar por pata es igual al peso de la tolva de mayor capacidad dividido entre el número de patas a instalar.
En primera medida, se debe determinar si el elemento es una columna corta o larga partiendo de que el elemento es una tubería 3” SCH 40, por lo que su razón de esbeltez es:
𝑆𝑟 = 𝑙
𝑘=
3000𝑚𝑚
23.9𝑚𝑚 = 125,5
Al ser 𝑆𝑟 < 10 es una columna larga, por lo que el cálculo de las fuerzas críticas según el método de Euler, Johnson y compresión pura, explicados en el numeral 6.4, con un factor de seguridad de 2.0 y la tubería fabricada en acero ASTM A53 Grado B son:
Tabla 7 Valores de carga máxima admisible para las patas de soporte.
Método Fuerza
28
Figura 17 Modelado 3D de la tolva de alimentación a horno de activación.
Fuente: Elaboración propia.
Los planos de detalle de las tolvas se pueden apreciar en los Anexos XIV al XVI.
8.2.2 DISEÑO DE TRANSPORTADORES
Los tramos de transporte restantes con sus respectivas longitudes son:
Tabla 8 Capacidades y longitudes de los transportes de materia sólida.
Trayecto Capacidad Desde la pila de materia prima al
secador 135.46 5.80 75.0
Desde la tolva de material seco al
molino 104.17 4.00 65.0
Desde salida del horno de carbonización a tolva de aproximadamente) se le debe adicionar otro tornillo con el fin de completar la longitud, dicho tramo corresponde al transporte entre el horno de carbonización y la tolva de alimentación del horno de activación.
29
Flujo equivalente (si aplica).
Velocidad angular del tornillo.
Potencia mínima requerida.
Deflexión del tornillo
Dilatación del tornillo (si aplica).
Por lo que los valores de cada uno para cada transportador es:
Tabla 9 Valores de potencia, velocidad, deflexión y dilatación térmica calculados para los transportadores
Trayecto Potencia Desde la pila de materia
prima al secador 40.03 5.00 0.33 0.00 Desde la tolva de material
seco al molino 27.54 4.25 0.62 3.02 Desde el molino a la tolva
de alimentación HC 27.54 4.25 0.62 2.06 Desde salida del horno de
carbonización a tolva de determinan por catálogos, y, para estos transportadores se puede buscar en el catálogo en línea de SEW EURODRIVE el cual se entra con la velocidad angular requerida y la potencia del motor y no arroja como resultado la referencia del motoreductor, la relación de reducción, el torque de salida y la potencia nominal del motor eléctrico (Ver Figura 13).
30
Figura 18 DriveGATE de SEW EURODRIVE – Selección del motoreductor
Fuente: (SEW EURODRIVE, 2016)
Las referencias y características técnicas de los motoreductores determinadas para cada tornillo son:
Tabla 10 Referencia y características de los motoreductores de los tornillos
Trayecto Referencia SEW Desde la pila de materia
prima al secador RF77R37DRS71S4 5,50 585,00 310,00 0,37
Desde la tolva de material
seco al molino RF77R37DRS71S4 5,50 585,00 310,00 0,37 Desde salida del horno de
carbonización a tolva de alimentación HA
RF77R37DRS71S4 5,50 585,00 310,00 0,37
Desde el molino a la tolva
de alimentación HC RF77R37DRS71S4 5,50 585,00 310,00 0,37
Fuente: Recopilación de datos del catálogo (SEW EURODRIVE, 2016).
31
La distribución del sistema de manejo de materia sólida en la planta se puede apreciar en la Figura 14 en donde se encuentran debidamente nombrados.
Figura 19 Distribución de equipos - Sistema de manejo de materia sólida
Fuente: Elaboración propia.
8.4 COSTOS ESTIMADOS DEL PROYECTO
El costo aproximado del proyecto es de COP$ 22.010.055, el cual incluye el costo por hora de software especializado, costos de diseño e investigación en horas hombre. En cuanto al costo de los equipos, la construcción y puesta en marcha de los nuevos elementos a incorporar tiene un valor de COP$ 9.725.110, el cual el mayor porcentaje se va en la construcción de los tornillos transportadores (información detallada en Anexo XXVI).
32
9. DIVULGACIÓN DE RESULTADOS EN EVENTOS ACADÉMICOS
El proyecto ha sido presentado con éxito en modalidad de ponencia en el XIV Encuentro Regional de Semilleros de Investigación organizado por la Red Colombiana de Semilleros de Investigación (REDCOLSI), nodo Bogotá, que se llevó a cabo en la Universidad Agustiniana los días 11, 12 y 13 de mayo de 2016. La ponencia titulada ”DISEÑO DEL SISTEMA DE ALIMENTACIÓN Y TRANSPORTE DE MATERIAL SÓLIDO PARA PRODUCCIÓN DE CARBÓN ACTIVADO DE LA PLANTA PILOTO TECSOL” se presentó el día Jueves 12 de mayo a las 10:00 AM en el salón número 18. En la siguiente figura se muestra la escarapela que corrobora la participación en dicho evento.
Allí se busca escoger los mejores proyectos de investigación para exponerlos en un encuentro nacional, del cual fue elegido este proyecto para presentación en la ciudad de Cúcuta durante los días 13 al 16 de octubre del 2016.
Figura 20 Fotografía de la escarapela de participación en el XIV Encuentro Regional de Semilleros de Investigación.
33
10. CONCLUSIONES Y RECOMENDACIONES
Se logró mejorar el sistema de transporte de materia sólida al incorporar transportadores de tornillo sinfín, en donde la manipulación del personal con la materia sólida se redujo sustancialmente, de esta forma reduciendo los riegos del personal y de igual forma, aumentando la productividad de la planta.
A pesar de que la alternativa número 5 era tenía la mejor distribución para el manejo de gases y materia sólida, se debió descartar por motivos económicos y de seguridad industrial, haciendo enriquecedora la opinión de otros involucrados en el proyecto global para tomar una decisión que a futuro influirá en todos los aspectos de la planta piloto, quedando como definitiva la alternativa 2.
Si bien para la planta piloto se utilizaron transportadores de tornillo sinfín, se debe tener en cuenta otros mecanismos de transporte a la hora de realizar el escalado industrial de la planta.
El uso de maquinaria de segunda acarrea que en un futuro no lejano los costos de mantenimiento y tiempos muertos por reparaciones se vean incrementados, por lo que se recomienda que en el escalado de la planta piloto se cuente con maquinaria nueva.
Los métodos de presión hidrostática y de peso distribuido son métodos conservadores, en donde se supone que el material siempre está en reposo, caso que no sucede con el método de Janssen, en donde se supone que el material siempre está entrando y saliendo de la tolva y es por esto que los valores de esfuerzo son mayores para los dos primeros métodos.
En el diseño de las tolvas se tuvo en cuenta la forma, que fue evaluada por medio de la matriz Pugh, en donde se mostró como buena alternativa dada su facilidad de fabricación, bajo costo y además de aprovechar una lámina; la cual no tenía ningún uso alguno.
34
BIBLIOGRAFÍA
Budynas, R., & Nisbett, K. (2014). Shigley’s Mechanical Engineering Design (10 edition).
New York, NY: McGraw-Hill Education.
Calle Landázuri, L. F., & Rodríguez Herrera, F. F. (2009). Diseño de silos cuadrados con
chapa de pared trapecial para almacenamiento de productos granulares,
pulverulentos mediante una hoja de cálculo. Recuperado a partir de
http://localhost:8080/xmlui/handle/123456789/6659
Çengel, Y. A., & Cimbala, J. M. (2006). Mecánica de fluidos: fundamentos y aplicaciones.
McGraw-Hill.
Conveyor Eng. & Mfg. (2012). Screw Conveyor Design and Component Manual.
Recuperado a partir de
http://www.conveyoreng.com/wp-content/uploads/downloads/2013/02/CEMC-Screw-Conveyor-Manual-2.20.pdf
Fajardo Pinto, C. H., & Sánchez Durán, H. (2010). Diseño, Modelamiento Y Simulación
De Máquina Dosificadora De Alimento Granulado Para Animales. Recuperado a
partir de http://www.academia.edu/download/42914294/00781358.pdf
Francesc Astals Coma. (2010). Almacenaje, manutención y trasporte interno en la
industria. Universitat Politecnica de Catalunya. Iniciativa Digital Politecnica.
Industrias TECSOL LTDA. (2011). CONSTRUCCION DE UNA PLANTA PILOTO PARA
PRODUCIR CARBÓN ACTIVADO A PARTIR DE CUESCO DE PALMA (Informe
35
Kitamura, M. (2002, enero 1). Bucket conveyor. Recuperado a partir de
http://www.google.si/patents/US6334527
Mills, D. (2015). Pneumatic Conveying Design Guide. Butterworth-Heinemann.
Norton, R. L. (2010). Machine Design (4 edition). Boston: Pearson.
Pugh, S. (1991). Total Design: Integrated Methods for Successful Product Engineering.
Addison-Wesley Publishing Company.
Roberts, A. W. (2001). Design considerations and performance evaluation of screw
conveyors. Proceedings of the BELTCON, 11, 11.
SEW EURODRIVE. (2016). DriveGate. Recuperado 30 de octubre de 2016, a partir de
https://www.drivegate.biz/es/
Traband. (2012, diciembre 23). Bandas de goma. Recuperado 23 de octubre de 2016, a
partir de
http://www.traband.es/productos/bandas-transportadoras/bandas-de-goma/
whatissixsigma.net. (2016, marzo 25). Pugh Matrix. Recuperado 24 de octubre de 2016, a
36
37
Anexo II. Esquema de distribución de planta – Alternativa 1
1 Horno de carbonización (HC)
2 Horno de activación (HA)
3 Tolva - Material Molido
4 Molino
5 Tolva - Material Carbonizado
6 Tolva - Material Terminado
7 Cámara de combustión
8 Ducto de gases entre hornos
9 Ducto de salida del gas
38
Anexo III. Esquema de distribución de planta – Alternativa 2
1 Horno de carbonización (HC)
2 Horno de activación (HA)
3 Tolva - Material Molido
4 Molino
5 Tolva - Material Terminado
6 Ducto de salida del gas
7 Ducto de gases entre hornos
8 Cámara de combustión
9 Tolva - Material Carbonizado
39
Anexo IV. Esquema de distribución de planta – Alternativa 2 con ajustes definitivos
ALTERNATIVA 2
1 Horno de carbonización (HC)2 Horno de activación (HA) 3 Tolva - Material Molido 4 Molino
5 Tolva - Material Carbonizado 6 Ducto de salida del gas 7 Ducto de gases entre hornos 8 Cámara de combustión 9 Tolva - Materia Prima
10 Tolva - Material Carbonizado a horno de activación (HA) 11 Transporte - Molino a tolva material molido
40
Anexo V. Esquema de distribución de planta – Alternativa 3
1 Horno de carbonización (HC)
2 Horno de activación (HA)
3 Molino
4 Tolva - Material Molido
5 Tolva - Material Carbonizado
6 Cámara de combustión
7 Ducto de gases entre hornos
8 Ducto de salida del gas
9 Tolva - Materia Prima
41
Anexo VI. Esquema de distribución de planta – Alternativa 4
1 Molino
2 Cámara de combustión
3 Tolva - Material Carbonizado
4 Tolva - Material Terminado
5 Ducto de salida del gas
6 Horno de activación (HA)
7 Horno de carbonización (HC)
8 Ducto de gases entre hornos
9 Tolva - Materia Prima
42
Anexo VII. Esquema de distribución de planta – Alternativa 5
1 Horno de carbonización (HC)
2 Horno de activación (HA)
3 Tolva - Material Terminado
4 Ducto de gases entre hornos
5 Ducto de salida del gas
6 Molino
7 Cámara de combustión
8 Tolva - Material Carbonizado
9 Tolva - Materia Prima
10 Tolva - Material Molido
43
Anexo VIII. Esquema de distribución de planta – Alternativa 6
1 Molino
2 Tolva - Material Carbonizado
3 Horno de activación (HA)
4 Tolva - Material Molido
5 Cámara de combustión
6 Horno de carbonización (HC)
7 Tolva - Material Terminado
8 Ducto de gases entre hornos
9 Ducto de salida del gas
10 Tolva - Materia Prima
44
Anexo IX. Matriz Pugh evaluada por un integrante del grupo interdisciplinario
45
Anexo X. Resultados de Matriz Pugh
46
Anexo XI. Cálculo de esfuerzos para la tolva de alimentación al secador.
Nombre Parámetro Valor Unidad Nombre Paramétro Valor Unidad Nombre Paramétro Valor Unidad
Densidad del
W_r 1150,47 kg Fuerza total
47
Anexo XII. Cálculo de esfuerzos para la tolva de alimentación al horno de carbonización.
Nombre Parámetro Valor Unidad Nombre Paramétro Valor Unidad Nombre Paramétro Valor Unidad
Densidad del
W_r 532,70 kg Fuerza total
48
Anexo XIII. Cálculo de esfuerzos para la tolva de alimentación al horno de activación.
Nombre Parámetro Valor Unidad Nombre Paramétro Valor Unidad Nombre Paramétro Valor Unidad
Densidad del
W_r 1326,30 kg Fuerza total
49
50
51
52
53
54
55
Anexo XVII. Cálculo del tornillo transportador – Pila de materia prima a secador
Densidad ρ 490,05 kg/m3 Temperatura de operación To 17,00 °C Longitud del transportador L 5800,00 mm Altura de tranporte h 5700,00 mm Flujo másico de material requerido M 104,17 kg/h Capacidad requerida Q 0,21 m3/h Factor de paso especial del tornillo CF1 1,00 -Factor de forma de la hélice CF2 1,00 -Factor de capacidad modificada de la
hélice CF3 1,00
-Capacidad equivalente C 0,21 m3/h Capacidad a 1 RPM - 0,41 m3/h*rad/s Rotación angular N 0,52 rad/s Factor de fricción debido al diámetro
del transportador Fd 18,00 -Factor de fricción debido a los
soportes deslizantes Fb 1,00 -Potencia requerida para vencer
fricción HPf 1,28 W
Factor de material Fm 1,40 -Factor de potencia de hélices
modificadas Ff 1,00 -Factor de deslizamiento de hélice Fp 1,00 -Potencia requerida para desplazar el
material horizontalmente HPh 4,56 W Potencia requerida para desplazar el
material verticalmente HPv 1,62 W Factor de sobrecarga F0 4,99 -Eficiencia de la transmisión e 0,93 -Potencia total HPt 40,03 W Peso aproximado del tornillo Wt 309,53 N Módulo de elasticidad del acero E 207,00 GPa Momento de inercia del eje del tornillo It 276646,98 mm
4 Deflexión del tornillo Dt 2,75 mm Peso aproximado del tornillo Wc 1607,94 N Momento de inercia de la cubierta Ic 11716231,20 mm4 Deflexión de la cubierta Dc 0,34 mm Coeficiente de dilatación térmica del
acero α 1,20E-05 1/°C
Enlongamiento del tornillo por
temperatura ΔLt 0
mm
Torque mínimo necesario para el
56
Anexo XVIII. Cálculo del tornillo transportador – Tolva material seco a molino
Nombre Paramétro Valor Unidad
Densidad ρ 576,50 kg/m3
Temperatura de operación To 80,00 °C Longitud del transportador L 4000,00 mm
Altura de tranporte h 3500,00 mm
Flujo másico de material requerido M 104,17 kg/h
Capacidad requerida Q 0,18 m3/h
Factor de paso especial del tornillo CF1 1,00
-Factor de forma de la hélice CF2 1,00
-Factor de capacidad modificada de la
hélice CF3 1,00
-Capacidad equivalente C 0,18 m3/h Capacidad a 1 RPM - 0,41 m3/h*rad/s
Rotación angular N 0,45 rad/s
Factor de fricción debido al diámetro
del transportador Fd 18,00
-Factor de fricción debido a los
soportes deslizantes Fb 1,00
-Potencia requerida para vencer
fricción HPf 0,75 W
Factor de material Fm 1,40
-Factor de potencia de hélices
modificadas Ff 1,00
-Factor de deslizamiento de hélice Fp 1,00
-Potencia requerida para desplazar el
material horizontalmente HPh 3,15 W Potencia requerida para desplazar el
material verticalmente HPv 0,99 W
Factor de sobrecarga F0 5,24
-Eficiencia de la transmisión e 0,93
-Potencia total HPt 27,54 W
Peso aproximado del tornillo Wt 213,47 N
Módulo de elasticidad del acero E 207,00 GPa Momento de inercia del eje del tornillo It 276646,98 mm
4
Deflexión del tornillo Dt 0,62 mm
Peso aproximado del tornillo Wc 1108,92 N
Momento de inercia de la cubierta Ic 11716231,20 mm4
Deflexión de la cubierta Dc 0,08 mm
Coeficiente de dilatación térmica del
acero α 1,20E-05 1/°C
Enlongamiento del tornillo por
temperatura ΔLt 3,024
mm
Torque mínimo necesario para el
57
Anexo XIX. Cálculo del tornillo transportador – Molino a tolva alimentación a HC
Nombre Paramétro Valor Unidad
Densidad ρ 576,50 kg/m3
Temperatura de operación To 60,00 °C Longitud del transportador L 4000,00 mm
Altura de tranporte h 3500,00 mm
Flujo másico de material requerido M 104,17 kg/h
Capacidad requerida Q 0,18 m3/h
Factor de paso especial del tornillo CF1 1,00
-Factor de forma de la hélice CF2 1,00
-Factor de capacidad modificada de la
hélice CF3 1,00
-Capacidad equivalente C 0,18 m3/h Capacidad a 1 RPM - 0,41 m3/h*rad/s
Rotación angular N 0,45 rad/s
Factor de fricción debido al diámetro
del transportador Fd 18,00
-Factor de fricción debido a los
soportes deslizantes Fb 1,00
-Potencia requerida para vencer
fricción HPf 0,75 W
Factor de material Fm 1,40
-Factor de potencia de hélices
modificadas Ff 1,00
-Factor de deslizamiento de hélice Fp 1,00
-Potencia requerida para desplazar el
material horizontalmente HPh 3,15 W Potencia requerida para desplazar el
material verticalmente HPv 0,99 W
Factor de sobrecarga F0 5,24
-Eficiencia de la transmisión e 0,93
-Potencia total HPt 27,54 W
Peso aproximado del tornillo Wt 213,47 N
Módulo de elasticidad del acero E 207,00 GPa Momento de inercia del eje del tornillo It 276646,98 mm
4
Deflexión del tornillo Dt 0,62 mm
Peso aproximado del tornillo Wc 1108,92 N
Momento de inercia de la cubierta Ic 11716231,20 mm4
Deflexión de la cubierta Dc 0,08 mm
Coeficiente de dilatación térmica del
acero α 1,20E-05 1/°C
Enlongamiento del tornillo por
temperatura ΔLt 2,064
mm
Torque mínimo necesario para el
58
Anexo XX. Cálculo del tornillo transportador – HC a tolva alimentación HA
Nombre Paramétro Valor Unidad
Densidad ρ 466,49 kg/m3
Temperatura de operación To 500,00 °C Longitud del transportador L 5800,00 mm
Altura de tranporte h 1000,00 mm
Flujo másico de material requerido M 62,50 kg/h
Capacidad requerida Q 0,13 m3/h
Factor de paso especial del tornillo CF1 1,00
-Factor de forma de la hélice CF2 1,00
-Factor de capacidad modificada de la
hélice CF3 1,00
-Capacidad equivalente C 0,13 m3/h Capacidad a 1 RPM - 0,41 m3/h*rad/s
Rotación angular N 0,33 rad/s
Factor de fricción debido al diámetro
del transportador Fd 18,00
-Factor de fricción debido a los
soportes deslizantes Fb 1,00
-Potencia requerida para vencer
fricción HPf 0,81 W
Factor de material Fm 1,40
-Factor de potencia de hélices
modificadas Ff 1,00
-Factor de deslizamiento de hélice Fp 1,00
-Potencia requerida para desplazar el
material horizontalmente HPh 2,74 W Potencia requerida para desplazar el
material verticalmente HPv 0,17 W
Factor de sobrecarga F0 5,30
-Eficiencia de la transmisión e 0,93
-Potencia total HPt 21,15 W
Peso aproximado del tornillo Wt 309,53 N
Módulo de elasticidad del acero E 207,00 GPa Momento de inercia del eje del tornillo It 276646,98 mm
4
Deflexión del tornillo Dt 2,75 mm
Peso aproximado del tornillo Wc 1607,94 N
Momento de inercia de la cubierta Ic 11716231,20 mm4
Deflexión de la cubierta Dc 0,34 mm
Coeficiente de dilatación térmica del
acero α 1,20E-05 1/°C
Enlongamiento del tornillo por
temperatura ΔLt 33,6168
mm
Torque mínimo necesario para el
59
60
61
62
63
Anexo XXV. Cronograma del proyecto.
Fase Actividad Semana
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Inicio del proyecto
Visita técnica a las instalaciones de TECSOL, levantamiento de dimensiones de equipos actuales y sitio donde se ubicará la planta
Elaboración de la propuesta de
grado a la universidad Redacción del informe de
investigación
Elaboración de documentación
técnica
Corrección definitiva y entrega del informe de investigación a la
64
65
Anexo XXVI. Hoja de cálculo de costos de diseño, investigación, materiales y procesos (Continuación).
22.010.055 $
Item Nombre
pieza/componente
Horas de
trabajo Diseño Investigación
Total
Unitario Total final
1 Tolvas 120 $ 7.500 $ 7.500 $ 15.000 $ 1.800.000 2 Tornillos transportadores 50 $ 7.500 $ 7.500 $ 15.000 $ 750.000 3 Transporte entre hornos 70 $ 7.500 $ 7.500 $ 15.000 $ 1.050.000 4 Estructuras y soportes 30 $ 7.500 $ 7.500 $ 15.000 $ 450.000 5 Software siemens NX 10 426 $ 27.397 $ - $ 27.397 $ 11.671.233 6 Software Ansys 216 $ 27.397 $ - $ 27.397 $ 5.917.808 7 Bases de datos 488 $ - $ 760 $ 760 $ 371.014
66
Anexo XXVII. Hoja de cálculo de costos de operación y mantenimiento de los equipos.
eléctrico [kWh] Costo consumo eléctrico al mes