PLAN DE CALIDAD DE FABRICACIÓN DE
.
ESTRUCTURAS METÁLICAS DE UN CANTITRAVEL
INFORME DE SUFICIENCIA
PARA OPTAR EL TÍTULO PROFESIONAL DE:
INGENIERO MECÁNICO ELECTRICISTA
HÉCTOR MARTÍN CARRERA FLORES
PROMOCIÓN 2005-11
LIMA-PERÚ
continuación:
En el
Capítulo
I se hace una introducción al tema que se va a tratar. Aquí se
muestran los antecedentes, el objetivo, la justificación y limitaciones del
informe para elaborar el plan de calidad de la fabricación de estructuras
metálicas de un cantitravel.
En el
capítulo
II se describe la parte conceptual del Plan de Calidad, tales
como el desarrollo, contenido, así como la revisión, aceptación,
implementación y revisiones para las mejoras del plan de calidad.
planificación, fabricación, protección superficial y control de calidad.
En el
capítulo V
se describe los procesos de fabricación desde habilitado
hasta el transporte y despacho a obra de todas las estructuras fabricadas y
todos los procedimientos e instructivos aplicables a cada proceso.
CAPITULO I
INTRODUCCION ... 1
1.1
ANTECEDENTES ... 1
1.2
OBJETIVOS ... 2
1.3
JUSTIFICACION ... 2
1.4
LIMITACIONES ... 3
CAPITULO 11
MARCO TEORICO DEL PLAN DE CALIDAD ... .4
2.1
INTRODUCCION ... 4
2.2
DESARROLLO DE UN PLAN DE CALIDAD ... 5
2.2.1
Entradas para el plan de calidad ... 6
2.2.2
Alcance ... 6
2.2.3
Preparación del plan de calidad ... 7
2.2.3 .1 Iniciación ... 7
2.2.3.2 Documentación del plan de calidad ... 8
2.2.3.3 Responsabilidades ... 8
2.2.3.4 Coherencia y compatibilidad ... 8
2.2.3.5 Presentación y estructura ... 9
2.3
CONTENIDO DEL PLAN DE CALIDAD ... 9
2.4.4
Retroalimentación y mejora ... 11
CAPITULO 111
ACTIVIDADES DE GESTION ANTES Y DURANTE LA EJECUCION DEL
PROYECTO ... 12
3.1
REVISAR EL ALCANCE DEL PROYECTO ... 12
3.2
REVISAR LA EPECIFICACIONES TECNICAS ... 14
3.3
REVISAR LOS PLANOS DEL PROYECTO ... 14
3.4
EN LAS ETAPAS PREVIAS A LA FABRICACION ... 14
3 .4.1
Calificación de procesos de soldadura ... 15
3.4.1.1 Posiciones de soldadura ... 16
3.4.1.2 Tipos de ensayos de calificación ... 17
3.4.1.3 Variables esenciales ... 18
3.4.1.4 Localización de muestras de ensayo en los cupones ... 20
3.4.1.5 Muestras de doblado de lado ... 21
3.4.1.6 Muestras de ensayo de tracción de sección reducida ... 22
3.4.1.7 Criterios de aceptación para calificación de procedimientos ... 23
3.4.2
Calificación de soldadores, operadores y apuntaladores ... 23
3.4.2.1 Posiciones de soldadura de producción calificados ... .24
3.4.2.2 Espesores y diámetros de producción calificados ... 25
3.4.2.3 Tipos de ensayos de calificación requerida ... 25
3.4.2.4 Cupón de ensayo y ubicación de muestras de doblado de lado ... 27
3.4.2.6.3 Ensayos de doblado ... 28
CAPITULO IV
PLAN DE CALIDAD DEL PROYECTO ... 29
4.1 MAPA DE PROCESOS ... 29
4.2
PLAN DE CALIDAD DEL PROYECTO ... 31
4.2.1 Objetivo ... 31
4.2.2 Alcance ... 31
4.2.3 Referencias ... 31
4.2.4 Definiciones ... 33
4.2.5 Responsabilidad y Compromiso de la Dirección ... :33
4.2.6 Gestión de los Recursos ... .33
4.2.7 Realización del Producto del Producto ... 34
4.2.8 Compras ... 34
4.2.9 Verificación de Bienes Comprados ... 35
4.2.1 O Detallamiento ... 35
4.2.11 Control de Documentos y Registros ... 36
4.2.12 Identificación de Materiales ... 36
4.2.13 Inspección y Pruebas ... .36
4.2.14 Control de los equipos de Seguimiento de Medición ... 3 7
4.2.15 Control de No Conformidades ... 38
4.2.16 Acción Preventivas y Correctivas ... 38
4.2.21 Log de documentos del plan de calidad ... .40
CAPITULO V
F ABRICACION ... 43
5.1
TRASLADO INTERNO DE ELEMENTOS ... .46
5.2
HABILITADO ... 47
5.3
ARMADO Y APUNTALADO DE PERFILES ... .48
5.4
ESTRUCTURADO ... 49
5.5
SOLDADURA ... 50
5.6
PRE MONTAJE ... 50
5.7
GRANALLADO Y PINTURA ... :51
5.8
TRANSPORTE Y DESPACHO A OBRA ... 51
CAPITULO VI
ACTIVIDADES DE CONTROL DE CALIDAD ... 52
6.1
DIAGRAMA DE FLUJO DE CONTROL DE CALIDAD ... 54
6.2
PLAN DE INSPECCION Y ENSAYOS (PIE) Ó INSPECTION
TESTING PLAN (ITP) ... 55
6.3
REGISTROS DE CONTROL DE CALIDAD ... 64
6.4
NO CONFORMIDADES INTERNAS ... 64
CAPITULO VII
APLICACIÓN DEL PLAN DE CALIDAD DEL PROYECTO ... 65
7.1
RECEPCIÓN DE MATERIALES ... 66
7.6
GRANAL LADO Y PI N TURA ... 86
CON CLUSIONES ... 88
RECOMEN DACIONES ... 90
BIB LIOGRAFIA ... 91
PLANOS
ANEXOS
ANEXOI
Manual de Calidad de una Empresa Metal Mecánica.
ANEXOII
Procedimientos de T rabajo y Planes de Puntos de I nspección
del Plan de Calidad del Proyecto (En Archivo Electrónico)
ANEXOIII
I nstructivo y Procedimiento de T rabajo de Fabricación y Control
de Calidad del Proyecto (En Archivo Electrónico)
ANEXOIV
1.1 ANTECEDENTES
La fabricación de estructuras metálicas hasta la década de los 90's en el Perú,
estuvo enmarcado en la construcción de elementos metálicos sin cumplir con las
especificaciones, ni códigos aplicables a los diferentes proyectos, esto debido a la
poca inversión extranjera, y es más, en algunas mineras tops que requirieron
estructuras metálicas para su implementación fueron hechos sin pasar los estándares
de calidad para dichos proyectos, también vale decir, porque, no había supervisión
por parte del cliente en todas las plantas o talleres donde se fabricaban estas
estructuras, pero en la década pasada esto fue cambiando paulatinamente hasta llegar
a estos últimos años, donde el rubro metal mecánico tuvo un crecimiento nunca antes
visto, esto es producto de las inversiones, donde empresas extranjeras llegaron al
permite avanzar independientemente conforme se va avanzando con el hincado de
estos pilotes; para el posterior montaje de todas las estructuras que conforman el
muelle.
Las vigas rieles están soportadas por los pilotes que están siendo hincados conforme
se avanza hacia dentro del mar.
1.2 OBJETIVO
El objetivo de este informe es presentar el Plan de Calidad de la Fabricación de
Estructuras Metálicas de un Cantitravel basada en la Norma ISO 9001 :2008 para
asegurar a nuestros clientes que la ejecución de todos los procesos de fabricación se
llevará a cabo bajo el control y monitoreo permanente, de acuerdo a las normas y
requisitos de calidad aplicables al Proyecto.
1.3 JUSTIFICACION
En estos últimos años, el auge económico que está teniendo el país, producto
de las inversiones extranjeras, hace que lleguen al Perú empresas multinacionales
exigiendo el cumplimiento de estándares de calidad , lo que conlleva a elevar el nivel
de exigencia técnica a todo el rubro metal mecánico y a elaborar un Plan de Calidad
detallado de cada proceso para aseguramos que los productos a obtener van a
cumplir con los requisitos del cliente y realizar el control de calidad de todos los
Test Plan), que se debe de cumplir para aseguramos que no se va a tener retrasos en
la producción, sobre todo el monitoreo constante del procesos de soldadura, ya que,
uno de los requisitos importantes y porque no decirlo el más importante en la
fabricación es el control permanente de la soldadura, esta tiene que estar de acuerdo a
los WPSs, otro requisito importante que viene de la mano con la soldadura es el
precalentamiento antes de empezar la soldadura para los espesores de plancha
mayores o iguales a 25mm, el material a usar es el acero estructural de alta
resistencia y bajo carbono, el ASTM A572 Gr. 50.
1.4 LIMITACIONES
El presente informe está limitado al Plan de Calidad de la fabricación
·
de
estructuras metálicas de un Cantitravel, este informe está limitado a la fabricación de
Rail Beams, Trestles y Plataformas que son las estructuras que sirven de base y
desplazamiento de la Grúa y las que van encima de los pilotes, después de plantar
estos respectivamente. Así como misceláneos, tales como los arriostres , vigas,
2.1
I NT RODUCCION
Los planes de calidad proporcionan un medio para relacionar requisitos
específicos del proceso, producto, proyecto o contrato con los métodos y prácticas de
trabajo que apoyan la realización del producto.
Entre los beneficios de establecer un plan de calidad están el incremento de
confianza en que los requisitos del cliente serán cumplidos, nos asegura un mejor
control de los procesos y la motivación que puede generar en todos los involucrados.
También puede permitir conocer mejor las oportunidades de mejora.
t-GESTIÓN De
w
(/) 1.05- RECUR$05::;
e
ie
l�
-+-
�1\1� � � ., .. QI" .... Ftu;c, 0.-lnl�OI'LACAUOAO
·Q
�
o
z
<( 11.
lY
(1)
¡::
o
<(
NOTA: La ruen,e de o,igen del -Modelo de un SGC b-asado en croce:sos· utirrzado para apertura de es1a s-ecció11 del manua,. es ma.1erial publicado por NTP-ISO 9001: 2008
Figura l.
2.2
DESARROLLO DE UN PLAN DE CALIDAD
Para desarrollar un Plan de Calidad tenemos que tener la información
concerniente al proyecto, tales como el Alcance del Proyecto, Especificaciones,
Planos, etc. Así como los requisitos del sistema de gestión de calidad de la
organización, cuyos procedimientos e instructivos tiene que adecuarse a los
primordiales para este propósito tenemos:
a) Los requisitos para el caso específico;
b) Los requisitos para el plan de calidad incluyendo especificaciones del
cliente, legales, reglamentarias y de la industria;
c) Los requisitos del sistema de gestión de calidad de la organización;
d) Los requisitos y disponibilidad de recursos;
e) Información sobre las necesidades de aquellos que tienen el compromiso
de llevar a cabo las actividades cubiertas por el plan de calidad , así
como de otras partes interesadas que la utilizarán;
t) Otros planes de calidad
2.2.2 Alcance
Para evitar la duplicación innecesaria, la organización debería determinar que
será cubierto por el plan de calidad y que está o será cubierto por otros documentos.
El alcance del plan de calidad dependerá de varios factores, incluyendo los
a)
Los procesos y características de calidad que son particulares al caso
específico, y por lo tanto necesitarán ser incluidos;
b) Los requisitos de los clientes u otras partes interesadas (internas o
externas) para la inclusión de procesos no particulares al caso
específico; pero necesarios para que ellos tengan confianza en que sus
requisitos serán cumplidos;
c) El grado en el cual el plan de calidad esta apoyado por un sistema de
gestión de calidad documentado.
Puede haber beneficios por la revisión del alcance del plan de calidad con el cliente u
otra parte interesada, por ejemplo para facilitar su uso del plan de calidad para el
seguimiento y medición.
2.2.3 Preparación del Plan de Calidad
2.2.3.1 Iniciación.
La persona responsable de la preparación del plan de calidad
debería ser claramente identificada. El plan de calidad debería ser
preparado con la participación del personal involucrado en el caso específico, tanto
dentro de la organización como, conforme sea apropiado, de partes externas.
2.2.3.2 Documentación del plan de calidad.
El plan de calidad debería indicar
como van a llevarse a cabo las actividades requeridas, ya sea directamente o
por referencia a los procedimientos documentados apropiados u otros documentos
(por ejemplo planes de proyecto, instrucciones de trabajo, listas de verificación,
aplicaciones informáticas).
Donde un requisito de como resultado una desviación de los sistemas de gestión de la
organización, esta desviación debería ser justificada y autorizada.
El plan de calidad debería mostrar como se aplican los procedimientos documentados
genéricos de la organización o, en su defecto, como se modifican o sustituyen por
procedimientos por procedimientos del plan de calidad.
2.2.3.3 Responsabilidades.
Al preparar el plan de calidad, la organización debería
acordar y definir funciones, responsabilidades y obligaciones respectivas
tanto en el interior de la organización como con el cliente, las autoridades
reglamentarias u otras partes interesadas.
2.2.3.4 Coherencia y compatibilidad. El contenido y el formato del plan de
calidad, debería ser coherente con el alcance del plan de calidad, los
elementos de entrada del plan y las necesidades de los usuarios previstos. El nivel de
detalle del plan de calidad debería ser coherente con cualquier requisito acordado con
el cliente, el método de operación de la organización y la complejidad de las
2.2.3.5 Presentación
y
estructura.
La presentación del plan de calidad puede tener
diversas formas, por ejemplo una simple descripción textual, una tabla,
una matriz de documentos, un mapa de procesos, un diagrama de flujo de trabajo o
un manual. Cualquiera de ellas puede presentarse en formatos electrónicos o en
papel.
2.3
CONTENIDO DEL PLAN DE CALIDAD
El plan de calidad para un caso específico debería cubrir los temas que se
examinan a continuación según sea apropiado.
Algunos de los temas pueden no ser aplicables, por ejemplo donde no esté
involucrados el diseño y desarrollo.
a)
Alcance
b)
Elementos de entrada del plan de calidad
c)
Objetivos de la calidad
d)
Responsabilidades de la dirección
e)
Control de documentos
y
datos
f)
Control de los registros
g)
Recursos
h)
Requisitos
i)
Comunicación con el cliente
j)
Diseño
y
desarrollo
k)
Control de cambios del diseño
y
desarrollo
m) Producción y prestación del servicio
n) Identificación y trazabilidad
o) Propiedad del cliente
p) Preservación del producto
q) Control del producto no conforme
r) Seguimiento y medición
s) Auditoria
2.4
REVISION, ACEPTACION, IMPLEMENTACION Y REVISION DEL
PLAN DE CALIDAD
2.4.1 Revisión y aceptación del Plan de Calidad
El plan de calidad debería ser revisado respecto a su adecuación y eficacia, y
ser formalmente aprobado por una persona autorizada o un grupo que incluya
representantes de las funciones pertinentes dentro de la organización.
Cuando un proyecto o contrato se lleve a cabo en etapas, puede esperarse que la
organización presente al cliente un plan de calidad para cada etapa, previamente al
inicio de esa etapa.
2.4.2 Implementación del Plan de Calidad
a) Distribución del plan de calidad
b) Formación en el uso de los planes de calidad
c) Dar seguimiento a la conformidad con el plan de calidad
2.4.3 Revisión del Plan de Calidad
La organización debería revisar el plan de calidad:
a)
para reflejar cualquier cambio a los elementos de entrada del plan de
calidad.
b)
Para incorporar al plan de calidad las mejoras acordadas.
2.4.4 Retroalimentación y mejora
Donde sea apropiado, la experiencia obtenida de la aplicación de un plan de
Antes de presentar el plan de calidad del proyecto, tenemos que realizar actividades
de gestión para reunir información que nos permitan elaborar el plan de calidad e ir
simultáneamente realizando las calificaciones de procedimiento de soldadura, así
como las calificaciones de soldadores, operadores de soldadura y apuntaladores.
Para esto tenemos que revisar los alcances del contrato, la orden de compra, planos y
especificaciones del proyecto, así como el sistema de gestión de calidad de la
organización para adecuar el plan de calidad a elaborar.
3.1
REVISAR EL ALCANCE DEL PROYECTO
Para elaborar el plan de calidad del proyecto tenemos que revisar el alcance
de los trabajos a realizar, esto incluye la fabricación y pre-montaje, así como el
granallado y pintura de un Cantitravel de 450 toneladas de peso aproximado.
a) Suministro de materiales de acero y fabricación(Corte, Armado y
Soldadura)
En esta partida se incluyen la adquisición de todo el material de acero ASTM
A572 Grado 50 - (planchas, pernos, tuercas, etc.) la descarga, manipulación,
almacenamiento, preparación de toda la materia prima, toda la planificación, los
planos de fabricación, supervisión, mano de obra, equipo y cualquier otra necesaria
para la fabricación de los elementos de cada estructura dentro del taller del
proveedor.
b) Pre-montaje
En esta partida se incluyen todos los equipos (manejo y carga de pre
montaje), supervisión, mano de obra y cualquier otra que sea necesaria para pre
montar todos los elementos que conforman el Cantitravel.
El pre-montaje se llevará a cabo con el fin de garantizar que los elementos de
cada estructura están correctamente fabricados y que se podrá montar en destino.
e) Granallado y Pintura
En esta partida se incluyen todos los materiales (adquisición,
almacenamiento, pintura, metal disolvente, granulados, etc.), supervisión,
equipamiento, pruebas, mano de obra y cualquier otro necesario para completar el
granallado y pintura de las obras de la estructura.
Pintura será una capa de epoxi poliamida de 3 mils de pulgada de espesor en seco, o
El proveedor deberá tener en cuenta para cada partida, el cumplimiento de todas las
especificaciones, anexos, códigos, normas, horarios y cualquier otra información
indicada en el ámbito del presente alcance.
3.2
REVISAR LAS ESPECIFICACIONES TECNICAS
Tan igual como es la revisión del alcance del proyecto es la revisión de las
especificaciones técnicas del proyecto, ya que esto sirve para las elaboraciones del
Plan de Calidad, así como el Plan de Inspección y Ensayos (PIE).
Dentro de las especificaciones más importantes para tomar en cuenta en la
fabricación está el Código A WS D 1.1, la AISC, la ASTM A6 para la recepción de
materiales y las especificaciones para tratamiento superficial y pintura SSPC.
3.3
REVISAR LOS PLANOS DEL PROYECTO
Para realizar las actividades previas de gestión (Calificaciones de
Procedimientos de Soldadura), la elaboración del Plan de Inspección y Ensayos, así
como la elaboración del Plan de Calidad se necesita revisar los planos del proyecto
para ver que tipos de juntas, materiales, espesores
Se adjunta planos del proyecto en Anexos planos del proyecto.
3.4
EN LAS ETAPAS PREVIAS A LA FABRICACION
En esta etapa previa a la fabricación se tienen que realizar las Calificaciones
de Procedimientos de Soldadura y las Calificaciones del Personal que llevará a cabo
(soldadura y desempeño del personal) se llevará a cabo de acuerdo al Instructivo
Calificación de Procedimiento de Soldadura y Soldadores CC/INS-01.
3.4.1 CALIFICACION DE PROCEDIMIENTO DE SOLDADURA
Antes de iniciar la fabricación de estructuras se tienen que calificar los
procedimientos soldadura y para ello se revisan las especificaciones y planos del
proyecto para determinar la cantidad de procedimientos de soldadura a calificar.
El Material usado para fabricación de acuerdo a las especificaciones del proyecto es
el acero micro aleado de grano fino ASTM A572 Gr.50 de alta resistencia y baja
aleación, este mismo material será usado para la calificación, la empresa decidió usar
los procesos de soldadura FCA W y SA W por el mayor grado de deposición.
Para elaborar un Registro de Calificación de Procedimiento (PQR) y Especificación
de Procedimiento de Soladura (WPS) para uso de soldadura en producción debe
calificarse los procedimientos de soldadura de acuerdo al Instructivo de Calificación
de Procedimiento de Soldadura y Soldadores CC/INS-01 y la sección 4, parte B del
Código AWS D 1.1.
Las posiciones de calificación para el proyecto son:
Table 4.1
WPS Quallflcatlon-Productlon Weldlng Poaltlona Quallfled by Plate, Pipe, and Box TUbe Teata
<•••
4.4)
Producrion Piure Wclding '
Quollficotlon Test Qunlilicd Production Pipe Wcldins Qualiticd Production Box Tubc Wclding QuoJiticd
T-. Y-.
K-Wcld Oroovc Oroovc Butt Jolnt Connections Butt Joint
Typc Po11l1.ion• CJP PJP FH1c11 CJP PIP CJP
P1P
Flllct' CJP PJPIG p F F
...
�
F" ·,-�·
F F FCJP 20 F.H F.H F.H (F. H)11 (F. H)b F.H P,H F.H
Oroovc• 30 V V V vb v11 V V V
p 40 OH OH OH OHb OH.l'
-
OH OH OffL IF F
�
FA 2F F,H .,
�-
·, F,HFlllet" ·,.. ,.-.._, ' ;•
T 3P V 1 V
E 4F
,,
" ,. OH " ·,: •' 7- : OH '.Plug/ QunJifies Plug/Slot Wclding for Only the Position.� Tcsted
Slol
10 Rorurcd 2G CJP
'º
Groovc (20 + !,O)
u
B 60
u
L 6GRIP Rotutcd A
R 2F
Fillel 2F Rolated
4F
-'F
CJP-Con,plctc Jolnt Pcnctrutlon PJP-Pnnlol Jolnt Pcnclrlltlon
F F F
F. H F.H F.H
F.V.OH F.V.OH F.V.OH
Ali Ali AJI
Ali Ali AU Alld AJI Ali
F
¡ F,H
F,H F.H.OR
Ali
p F F F
(F. H)C P.H \ F,H F.H
(F. V.OH)� F.V,OH F,V,OH F,V.OH Ali.., Ali AJI• ÁU• AJI
Ali" Ali Ali• Ali
Ali" AJI AW AIJ Ali
1 F
•:,"
... F. 1:1
• f ' ..
¡·
'
I F.H" F. H. Off AU
• Qu111U'lc5 for o wcldlng a,c.111 wlth un cucntiolly tllnúght line. includln¡ wcldin¡ olon11 n llnc pornllel 10 thc ul• of clrculnr pipe. b Qu0Ufic11 for cln-umfcrcntiol wcld11 in pi pea cqual lO or ¡rc111cr thun 24 l.n f600 mm I nominal ouicr dlometer.
Productlon hun jolnt dclallA wlthout bockln1 or back1ou1ln11 rcquirc qu11II0cotion testlna of lhc jolnt dctoll shOwn in Fl¡:un: 4.25(A).
J Lhnhcd to prcqunllflcdjoint drtolls (sce 3.12 or 3.13).
p: F
(F. ff)C F.H
(F. V,Off)C F,V.OH
Ali" AIJ
AUC Ali
Alld Ali
.. • ;¿
'
T-. Y-. K· Connections
CJP PJP FiUet1 F F.H V OH F F.H V OH
F F
F.H F.H
F.V.OH F,V,OH
Ali' All•·h AIJ
Ali•·" AIJ AJI' Ali Ali
F
F.H
F.H
'
F,H.OHAll
• For producllon Joint• of CJP T-. Y-. und K-connccllons 1h01 con(orm 10 cithcr Fi&urc 3.8. 3.9. or J. 10 and Toblc 3.6. U11C Fi¡rurc 4.27 detall for 1e.c1in1- FQr other produc1ionjoin111. •ce 4.,!1.4. I.
1 For productlonjoinrs of CJP T-. Y-. and K-,-onncc1ion5 thnt conform 10 F111urc 3.6. und Tublc 3.6, ww: FiJUl'CA 4.27 ,utd 4.29 dclAil for tcsl:ing. or. ullcma1lvcly. test thc Flaurc 4.27 jolnt a.nd cul mucroctch
spccl.mcnA fmm lhe comer loco1jon• shown In Figure 4.29. flor othcr pmduction jointll, 11ec 4,,!1.4.1.
• For producllon Joint• of PJP T-,, V-. ond K-conncctlonM lhlll confom1 to F11ure 3.5. use cllhcr ll1c Fl¡rurc 4.2'(A) or Figure 4,2.5(8) detoll for lcsting.
• For mntchcd box connei:tlons wlth comer rodll less thun rwlcc the chord membcr lhlckne.u, •ce 3. 12.4. l.
3.4.1.2 Tipos de Ensayos de Calificación
El tipo de ensayos de calificación necesarios para calificar un WPS para un
espesor dado, diámetro o ambos, debe de estar en conformidad con la Tabla 4.2
(CJP), Tabla 4.3 (PJP) o Tabla 4.4 (de filete).
Table4.2
WPS Qualtflcatlon-CJP Groova Walds: Numbar and Typa of Test Speclmens ancl Ranga of Thlckness ancl Dlametar Quallfled (see 4.§) (Dimensiona In Mllllmeters)
1. Tests on Plate",b
Nominal PIIIIC. Number of Specimens Pipe or Tubc Thiclcnc...s
"-d
Qualificd, mm Reduccd
Nominal Plate Scction Root Bend Face Bend SideBend
Thickness (T) Tension (sec (sce Fig. (sce Fig. (sce Fig.
Tested,mm Fig. 4.14) 4.12) 4.12) 4.13) Min. Mnx.
3STS 10 2 2 2 (Note i) 3
zr
10<T<25 2
-
-
4 3 2T25 and over 2
-
-
4 3 Unlimilcd2. Tests on Pipe or Tubing"-ª
Nominal Plate, Pipe or Tubc Wall
Thickness•-d
Numbcr of Specimens Nominal Qualified, mm
Reduce<! Diamete,..
Nominal NominalWall Section Rool Bend FaceBend Sicle Bend of Pipcor
Pipe Sizcor Thickness. Tension (sce (see Fig. (see Fig. (sce Fig. TubeSize
Diam.,mm T,mm Fig. 4.J4) 4.12) 4.12) 4.13) Qualified, mm Mio. Mnx.
3 STS 10 2 2 2 (Note i) Tcst diam. and over 3 2T
<600 10<T<20 2
-
-
4 Test diam. and over T/2 2TJobSizc T2:20 2 4 Test diam. IO Uolimited
Test Pipes
-
and over3STSI0 2 2 2 (Note i) Test diam. and over 3 2T
2:600 10<T<20 2
-
-
4 600 and over T/2 2TT2:20 2
-
-
4 600and over IO Unlimited5!)mmODx6mmWT 2 2 2
-
20 lhrough3 20
Standard or 75 mm 00 x 6 mm WT 100
Test Pipes l50 mmODx 14 mmWT 2 4 IOOund over
s
Unlimitcdor200mmODx i2 mmWT
-
-3. Tests on ESW and EGW--h
Nominal Plotc Thickncss Number of Specimens Qualified Reduccd
All-Weld-Nominal Plate Scction Metal Side Bcnd
Thickness Tension (see Tension Csec (see Fig. CVN
Testcd Fig. 4.14) Fig. 4.18) 4.13) Tests Min. Max.
T 2 1 4 (Note f) 0.5T I.IT
• AII test platc. pipe or tube wclds shllll be V1Suolly mspcclcd (scc 4.9.1) nnd subJccl ro NDT (see 4.9.2). Onc tcst plarc. p,pe or rube shall be n,quircd for
cach qualilicd posilion. -
-• Scc Figures 4.10 nnd 4.11 for test platc rcquircmenlS.
• For squarc groove wclds lhar o.re quolificd wilhout backgouging. lhc mwtimum lhickncss quolificd shall be limitcd 10 lhc tcsl platc thickncss.
• CJP gnxnoc wcld qualilication on nny lhickne<s o,-diarnctcr shall qualify any si7.c uf fillel or PJP groove wcld for any lhiclmcss or diamcter (sec 4.Jl.3). • Quolilication with nny pipe diamctcr shllll qualify 1111 box scction widths 1111d dcpths.
1 Whcn spccilicd, CVN tests shull conform to Clausc 4. Purt D.
• Scc Tublc 4. 1 for thc groovc dctails rcquircd for quolilication of tubular buu nnd T-. Y-, K..:onnection jolnts.
• Scc Figure 4. 9 for plat.c rcquiremcnts.
3.4.1.3 Variables Esenciales
Los cambios más allá de los especificados en la Tabla 4.5 requieren
recalificación de los WPS.
Table 4.5 (Contlnued)
PQR Essentlal Variable Changes Requlrlng WPS Requallflcatlon for SMAW, SAW, GMAW, FCAW, and GTAW (see 4.§.1)
Essentinl Variable Changes to PQR Requiring Rcqualification
Process Parameters (Cont'd)
SMAW SAW
Process
GMAW FCAW GTAW
18) A change in the tmvel speed< by: > 15% increase > 25% incrcase > 25% increase > SÓ% increase or decrcase or decrcase or decrcasc
or dccrcase Sbielding Gas
19) A changc in shielding gas from a single gas to
any othcr single gas or mixture of ga.�. or in 1 11 X X
the specified nominnl perccntagc composition :i!· X
of a gas mixture, or to no gas }; , _
20) A change i n total gas flow mte by:
-
·J¡_
1· Decrease > 20% lncrease > SO% Decrease > 20% lncrease > SO% Decrease > 20% lncn:ase > SO% ' _,<" • - i
AWS AWS
21 ) A cliange to u shielding gas not covered in: •.
·' , AS.18 or AS.28 AS.20 or AS.29
SAW Parameters
22 ) A change of> 10%, or 1/8 in [3 mm),
whichever is greater, in the longitudinal X
spacing of the ares ,
··.·
23} A change of> 10%, or 1/8 in (3 mm),
whichever is greater, in the lateral spacing of X
the ares
24) An increa.� or dccrease of more than 10"
'1
in the angular orientation of any parallel X '
clcctrode -¡:_
,,
25) For mechanized or automalic SAW: an ·,
increase or decrease of more Iban 3º in thc X
angle of the electrode
26) For mechanized or automatic SAW, an
increase or decrease of more than 5° normal X
10 the direction of travel
General
27) A cbange in position nol qualified by
X X X X X
Table4.1
28) A chnnge in diameter, or thickness, or both,
X X X X X
nol quolified by Table 4.2
29) A change in base metal or combination of
base melnls not Usted on the PQR or qualified X X X X X
by Table4.8
30) Vertical Welding: For uny pass from uphill X X X X
10 downhill or vice versa
Table 4.5 (Contlnued)
PQR Essential Variable Changes Requlrlng WPS Requallflcatlon for
SMAW, SAW, GMAW, FCAW, and GTAW (see 4.f.1)
Essential Variable Changes to PQR Requiring
RcqualifJCation
General (Cont'd)
31) A change in groove type ( e.g .• single-V
to double-V), except qualification of any CJP
groove weld qualifies for any groove detail
cooforming with the requirements of3. 12
or3.13
32) A change in lhe type of groove to n square
groove and vice versa
33) A change exceeding the tolerances of3.12,
3.13, 3.13.5, 5.22.4.1, or 5.22.4.2 involving
:
.
a) A decrease in the groove angle
b) A decrease in the rool opening
e) An increase in the
root
face
34) The omlssion, but nol inclusion, of backing
or backgouging
35) Dccrease.from preheat temperatured by:
36) Decre�e from interpass temperature
dby:
37) Addition or deletion of PWIIT
SMAW
X
X
X
X
>25
ºF
l15
ºCJ
>25
ºF
l l5
ºCJ
X
• Thc filler mela! strength may be decreased withou_i WPS requaliflcation.
Process
SAW
GMAW
X
X
X
X
X
X
X
X
>25
ºF
>25
ºF
f15
ºC]
[15
9CJ
>25
ºF
>25
ºF
l15
ºCJ
[IS
ºC)
X
X
b
Por WPSs using alloy flux, any increase or decrease in the electrode diameter sball require WPS requaliflcation.
FCAW
X
X
X
X
>25
ºF
[15
ºCJ
>25
ºP
[15
ºCJ
X
GTAW
X
X
X
X
> IOO
ºF
f55
ºCJ
> IOO
ºF
155
ºCJ
X
r Travel �d ranges f or ali si1.es of fillet wclds may be determincd by thc largest single pa� fillet weld and the smallest multiple-pass fillet weld
�unlification
tests.
d
Thc production welding preheat or int� temperature may be less Iban the PQR preheat or interpass temperature provided that the provisions of
5.6 are me� and the 1w metul temperalure shall
ROibe less than lhe WPS lemperature al the time of subscqucnt welding.
e
AWS ASM (SI Uni1s) electnxles of the same classification may he lllCd in lieu of the AWS A5 (U.S. CU.úornary Units) electrode clwlfica1ion.
3.4.1.4
Notes:
Localización de Muestras de Ensayo en los Cupones
La figura 4.1 O
muestra
dicha localización.
¡
---(CJP
.,._ DIRECTION OF ROWNG (OPTIONAL)-.
l---11n[180mm)--I-- 71n(180mm)
---1
,---(CJP
� OIRECTION OF ROLLING (OPTIONAL) _,.
CVN TEST SPECIMENS (IF REOUIRED)
__ 1!:
!J_ __
--- ---
---
DISCARD THIS PIECE---j.-
7 In (180 mm)-+- 7 In (180 mm)--1
¡
15In (380mm)or 21 in (525mm)
WHEN CVN TEST SPECIMENS
REQUIRED
(1) LONGITUDINAL BEND SPECIMENS (2) TRANSVERSE BEND SPECIMENS
1. The groove configul'!llion shown Is for íllustration only. The groove shape testad shall conlorm to the productlon groove shape that Is belng qualifled.
2. When C\IN tests are required, the speclmens shall be removed from their locattons, as shown in Figure 4.40.
3. Ali dlmensions are mlnlmum.
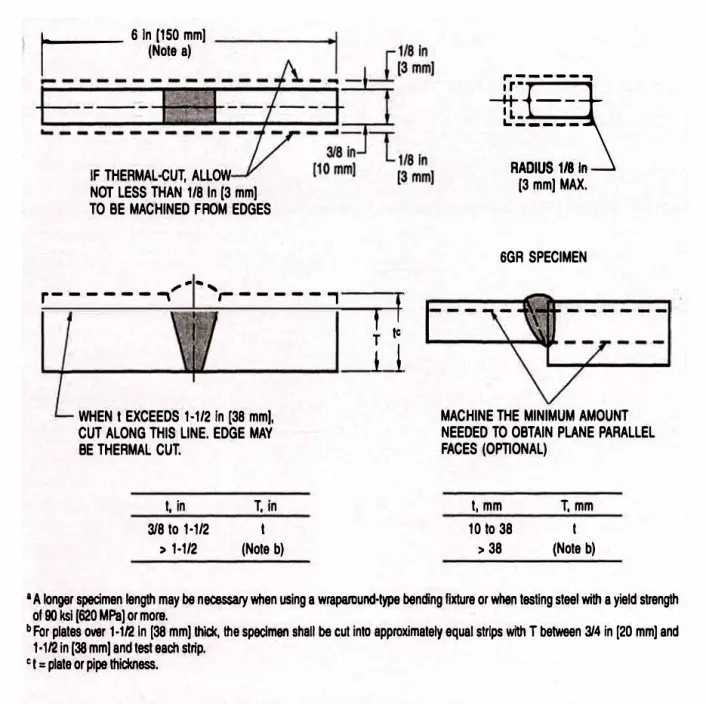
3.4.1.5 Muestras de Doblado de Lado
La figura 4. J 3 detalla las probetas del doblado de lado requeridas para la
calificación de procedimiento de soldadura.
1---
6 In (150 mm]
I
(Note a)
IF THERMAL-CUT, AUOW
NOT LESS THAN 1/8 In (3 mm]
TO BE MACHINE0 FROM EDGES
....
--,
r---,
,---,
f
1
te
WHEN
t
EXCEEDS 1-1/2 In [38 mm),
CUT ALONG THIS LINE. EDGE MAY
BE THERMAL CUT.
t, in
3/8 to 1-1/2
>
1-1/2
T, in
1
(Note b)
I '
'L-:-r
-=
�-
---..,
-H-
--�A��U��:�
(3 mm] MAX.
6GR SPECIMEN
MACHINE THE MINIMUM AMOUNT
NEEDED TO OBTAIN PLANE PARALLEL
FACES (OPTIONAL)
t, mm
10 lo 38
>
38
T,mm
1
(Note b)
ª
A longar specimen length may be necessary wtien using a wraparound-type bending flxture or when testing steel
with
a yield strength
of 90
ksl
(620 MPa) or more.
bFor platea over
1-1/2 In (38
mm]
lhick, lhe
speclrnen
shall
be cut
into approximately
equal strips
with T between 3/4 in (20
mm] and
1-1/2 in (38 mm] and
test
each strip.
e
t
= plate or
pipe
thickness.
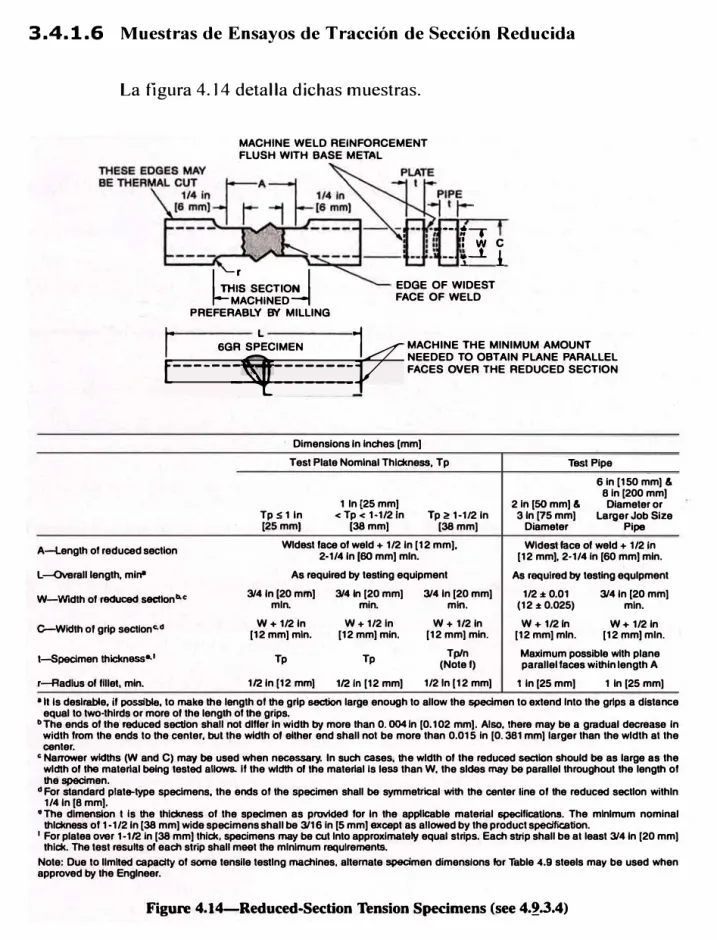
3.4.1.6
Muestras de Ensayos de Tracción de Sección Reducida
La figura 4.14 detalla dichas muestras.
MACHINE WELD REINFORCEMENT FLUSH WITH BASE METAL
--
t,
: w e
-- -:
.i
'
1 �;S SECTION 1 �MACHINED� PREFERABLV BV MILLING
EDGE OF WIDEST FACE OF WELD
I"
6GR SP�CIMENºV
MACHINE THE MINIMUM AMOUNT�
NEEDED TO OBTAIN PLANE PARALLEL
r---���=======
FACES OVER THE REDUCED SECTIONDimensions In lnches [mm] Test Plate Nominal Thlckness, Tp
TpS 1 In [25mm)
1 ln[25mm] < Tp < 1·1/2 In
[38mm) Tp� 1-1/2 In [38mm)
Test Pipe
21n(50mm]& 31n[75mm)
Diameter
6 in [150 mm) & 81n[200mm] Diameter or Larger Job Size
Pipe
A-Lenglh of reduced sectlon
L-Overall length, mln"
W-Wldth of reduced sectton"'c
Wldest lace of weld + 1/2 In [12 mm), 2·1/4 In [60 mm] mln. As requlred by testlng equipment
3/4 In [20 min] 3/4 In (20 mm) 314 In (20 mm)
mln. min. mln.
Wldest lace ol weld + 1/2 In (12 mm], 2-1/4 In [6 0 mm] mln. As requlred by testlng equlpment
1/2
*
0.01 314 In [20 mm)( 12
*
0.025) mln.C-Wktth ol grlp secttonc.d
t-Speclmen thickness''
r-Radlus ol flllet, mln.
W+ 1/2 In (12mm)mln.
Tp
1/2 In (12 mm)
W+ 1/21n (12mm)mln.
Tp
1/2 In (12 mm]
W+ 1/2 In (12mm)mln .
Tp/n (Note f )
1/2 In (12 mm)
W+ 1/21n
(12mm)mln. (12mm] mln . W+ 1/2 In Maximum possible wlth plane
parallel faces wilhln length A
1 In (25 mm] 1 In (25 mm) • 11 Is deslrable, il possible, to make lhe lenglh of lhe grlp section large enough to allow lhe speclmen to extend lnto lhe grlps a dlstance
equal to two-thlrds or more ol the lenglh of the grips .
bThe ends of !he reduced sectlon shall not dlffer In wldlh by more !han 0.004 In (0.102 mm]. Also, lhere may be a gradual decrease In wldth from the ends to the center, bul the wldth ol elther end shall not be more than 0.015 In (0.381 mm) larger than the wldth al the center.
e Narrower wktths (W and C ) may be used when necessary. In such cases, lhe wldth ol !he reduced sectlon should be as large as the wldth ol the material belng tested allows. 11 the wldlh ol lhe material Is less than W, the sldes may be parallel throughout the length of lhe specimen.
d For standard plate-type specimens, the ends of the specimen shall be symmelrical wllh the center Une ol the reduced secllon wlthln 1/4 In (8 mm].
•Toe dlmenslon t Is lhe lhlckness of the speclmen as provlded for In the appUcable material speclflcatlons. The mlnlmum nominal lhlckness of 1-1/2 In [38 mm) wlde specimens shall be 3116 In (5 mm] except as allowed by the product specification.
1 For platea over 1-112 In (38 mm] thick, specimens may be cut lnto approxlmately equal strips . Each strip shall be al least 314 In (20 mm) thlck. The test resutts of each strip shall meet the mlnlmum requlrements.
Note: Due to llmlted capactty of sorne !ensile testlng machines, altemate specimen dimensfons for Table 4.9 steels may be used when approved by lhe Englneer.
3.4.1.7 Criterios de aceptación para Calificación de WPS
Para Calificar un WPS, estas tienen que estar de acuerdo a 4.9 de la
sección 4 del A WS DI .1.
3.4.1.7.1
Inspección Visual de Soldadura
Después de soldar la probeta a ser calificada y ensayarlas por Métodos
Destructivos, estas tienen que ser inspeccionadas por inspección visual y estar de
acuerdo a 4.9.1 de la Sección 4 del AWS Dl.l.
3.4.1.7.2
Ensayos No Destructivos (NDT)
Antes de preparar los especímenes de ensayo mecánico, la placa debe
ensayarse de manera no destructiva para evaluar su sanidad de acuerdo a 4.9.2.1 y
cumplir con los criterios de aceptación de 4.9.2.2 del AWS DI. l.
3.4.1.7.3 Ensayos de Doblado de Lado y Tracción de Sección Reducida
Los criterios de aceptación del doblado de lado deben cumplir con 4.9.3.3
de la Sección 4 del A WS D 1.1.
De igual manera los ensayos de tracción de sección reducida deben cumplir con los
criterios de aceptación de 4.9.3.5 de la Sección del A WS Dl.l.
3.4.2
Calificación de Soldadores, Operadores de Soldadura y Apuntaladores
Dichas calificaciones se harán de acuerdo a Calificación del desempeño de
Los especímenes a preparar para dichas calificaciones se harán en plancha por ser las
todas las estructuras a fabricar No Tubulares.
El documento para la ejecución de estas calificaciones es:
CC/INS-01 [nstructivo para la Calificación de Soldadura y Soldadores.
3.4.2.1 Posiciones de Soldadura de Producción Calificadas
Las posiciones de soldadura de producción calificadas para soldadores y
operadores de soldadura deben estar en conformidad a la Tabla 4.1 O.
Table4.10
Welder and Wskflng Operator Quallflcatlon-Productlon Weldlng Posltlons Quallfled by Piste, Pipe, and Box Tube Testa (see 4.19.1)i
Qualificition Trst Production Piare Wtlding Qualifitd Production Pipc Wtlding Qualifitd ProductiM Box Tube Wtlding Qu.,lifitd
Bun Join1 T-. Y-. K-Colll1«1ions Bun Join1 Wcld Groovt
Groo,-.
l)'po Posi1ions' CJP PJP Fillei CJP PJP CJP PJP Fill<1 CJP PJP
IG F F IF.H)' p p P' (F.H)' P' F
2G F.H F.H (F.H)' IF.H)' (F. H)' !F.Hf' (F.11)' IF.H)' F.H
Grool-.•
JG F.H. V F. H. V IF.H.'V)' (F.H, V)' (F,H. V'f (F.H. V'f' (F.H. V)' CF.H,V)' f,H. V4G F.OH F.OH (F,H.OH)' IF,OH)' (F.OHl' 1F.OH)'1 (F.H.OH)' (F.OHl' F,OH
3G+-IG Ali All All' Ali' AII' All" Ali' A1l" Ali
L
A IF p p
T 2F (F.H>' (F,H)'
E Fillet JF ,' (F,H, V)
,
(F. H. V)'4F (F,H.OH)' (F.H.OH)'
Jf+4F All' All'
Plug Qu:llilies Plug and S101 Wtlding for Only !he Posi1ions Tesied
IG Rot11td' F F (F.HJ' 2d F.H F.H (F.H)'
Sd F,V.OH F,V,OH tF. V.OH)'
6d Ali Ali Ali'
Groen-.� (2G+SG)' Ali Ali All' (Pipcor
u Boxl 6GR AU Ali Ali'
B (Fig. 4.27)
u
L 6GR (Fig.4.27 Ali Ali Ali'
& 4.29)
R IF ROlll<d p
Pipe 2FROWtd 2F (F,H)' (F.H)'
Filltl 4F (F.H,OHJ"
SF All'
CJP-ComplottJoiD1-PJP-l'ulialloinll'mclnlion 'S.. f''llll't$4J,4.4.4J.and4,6.
F' F'
(F.H)' (F.H)"
(F.V,OH)' (F.V.Olf)'
Ali' All1 All' Al�
Ali" Ali' All'1
AIJJJ Ali' Ali''
1
• GfOOl'C weld quallfi<>lion ,hall abo qualify plus anrl slol welds fo, lht lt$I po,itiom indicaltd. 'Onlyqualili<dforpipccqual 1oorpa1«1han 24 In (600mml lndAJIW1crwitlr ba<tin¡. ba<tpging. orbolh. 'N01 quaHfi<d fo, joiru weldtd frorn ont sidt wllhout batking. o, wcldtd from rwo sidos widlool backgouging. • Nolqllllifitd forwoldshaviog.,..,..qles ltss Iban 30' (s«4.12.4l�
1 Qualificatioo usinJ box IUbing (FigweU7l alsoqualifies
weldma pipe°'"'
24 in (600 mm] in diamtctr.pJ (F,HJ' F F
(F.H)'' (F. H)' F,H F.H
(F, V,OHI'' (F. V.OH)' F.V,OH F.V,OH
Al"' All' Ali Ali
Ali'' Ali' Ali Ali
Ali'' Ali' Ali" Ali
Ali" Ali' Ali' Ali p
(F.H)'
' (F,H)'
(F.H.OH)'
Ali'
T-. Y-.K-Conntetions
CJP PJP
p (f.Hl' (F,H. V'f (F.011)' All' P' (F,lll' (F,V.OH)' Ali' Ali' AII'
AIJ<I Ali'
r Pipc orrox rubing is r,quiml for ll1t 6GR "'"1ilicalion (Fi,ur<4l7� líbox rubing i• ustd pcr Figur,427, lllt mam>c1dl ltSI rmy be pcrformcdoa dlcaimcn oíd,: 1tS1 spccimm (similar 10 Figur,429� 'Stt 4.2.' and 4l8 fordihtdrJI uglo rrslriclions fer platrjoinis rmd 111llilarT•, Y-. K-<OODtCtiom.
Filltl tF.H)' (F. fil' (f.H. VY, (F.11.0H)' All' p (F. H)' (F,H, V'/' (F,H,OH)' Ali' (F, H)' (F.H)' (F.V,OH)" Ali' Ali• Ali' Ali' p tF.H)' (F.H)' (F,H,OH)' Ali'
' Qualifirlrion forwtlding prodllctionjoints wir!Jout backin¡ orboct,ouging shall m¡uire using lh< Figure Ul(A)joiDI rlelail. Forwtlding prodllctionjoinis widl backin¡ or� rilbtrdlt Figw<4.244AI or
Figu,. 4.?4(8) joiot d<llil may be ustd for qualiíiation.
3.4.2.2 Espesores y Diámetros de Producción Calificados
El rango de espesores y diámetros de producción calificados
para los
cuales el soldador y operador de soldadura están calificados de acuerdo a la Tabla
4.11.
3.4.2.3 Tipos de Ensayo de Calificaciones Requeridas
El tipo y número de ensayos de calificación requeridos para los soldadores y
operadores de soldadura deben estar en conformidad con la Tabla 4. 1 1.
Table 4. 11 (Continuad)
Welder and Weldlng Operator Ouallflcatlon-Number and T'ype of Speclmens end Ranga of Thlckneaa and Dlameter Quallfled (Dimensiona In Mllllmetera) (aee 4.19.2.1)
( 1) Test on Piule Number of Specimcns.• Quuliflcd Dimcn."ions
Nominal Pinte., Pipe
or Tubc Tldck.ncss
Production Groovc or Plug Wclds Qualificd. mm
Nominal Face Root Side
Thickncs..-.: of Bcndb Bcndh Bcnd" "Iypc of"Test Weld Test Pla1c .. T .. (Fig. (Fig. (Fig.
Macru-(Applieable Figures) mm 4.12) 4.12) 4.13) etch Min. Max.
Groo-ve (Fig. 4.31 or 4..32) 10 1 1 (Note
-
3 20mnxde)
Groovc (Pig. 4.21. 4.22. or I0<T<25
-
-2
-
3 2Tmaxd4.30)
Croovc (Fig. 4.21. 4.22. or "2S orover
-
-2
-
3 Unlimitedd4.30)
Plug (Fig. 4.38) JO
-
-
-
2 3 UnlimitodProduction Fillct Wclds
(T-joinl nnd Skcwcd) Numbcr of Spccimcnsª QuaJificd Dimcnsions
Nominal Test Nominal Piule T hickncss Dihcdrul Angles
Platc Fillcl Qualificd.mm Qunlificdh
Type ofTest Weld Th.ickness. T. Weld Macro- Sidc Root Face
(Applieable Figures) mm Break- etch Bcndb Bendb Bcndb Min. Mnx. M,in. Mnx.
Oroovc (Fig. 4.3 1 or 4.32) 10
-
-
(Note i 1 3 Unlimitcd 30° Un.lirnitcdE)
Oroovc (Fig. 4.31 or 432) I0<T<25
-
-
2-
-
3 Unlimitcd 30° UnUrnitedGroovc (Fig. 4.21. 4.22 .. or 2:25
-
-
2-
-
3 Unlimitcd 30° UnUmited4.30)
Fillct Option l (Fig. 4.37) 12 1 1
-
-
-
3 Unlimitcd 60º 13SºFillet Optlon 2 (Fig. 4.33) 10
-
-
-
2-
3 Unlimitcd 60º 13SºFlllct Option 3 (Fig. 4.20) >3
-
1-JAny dinm. pipcJ
-
-
3 Unlimilctl 30° Unlimilcd(2) Tc.,"lts on Pipe or Tubinge- Numbcr of Spccimcns• Nominal Plate.
Pipe or Tubc Wall 1G and 2G SG.6Gw,d6GR Nominal Pipe or Tubc Thickncss11 Production CJP Oroovc B utt Joints Positions Only Posi1lons Onty Sizc Quulificd. mm QWllificd. mm
Nominal Nom.inaJ Tes&
"Iype of Size ofTest ThicknCiiS. Facc Root Side Facc Root Sidc
Test Wcld Pipe. mm mm Bendb Bcndb Bendb Bcndb Bendb Bcndb Min. Mnx. Min. Max.
Groove S 100 UnUrnited 1 1 (Note e) 2 2 (Note e) 20 100 3 20
Oroovc > 100 ::S 10 i 1 (Note e) 2 2 (Note e) (NUl.cc) Unlimited 3 20
Groovc > 100 >10
-
-
2-
-
4 (Note e) Unlimitcd s UnliJnitcdTable 4.11 (Contlnued)
.Welder and Weldlng Operator Quallflcation-Number and Type of Speclmens and
Range of Thlckness and Dlameter Quallfled (Dimensiona In Mllllmeters) (see 4.19.2.1)
(2) Tt:$1 on Pipe or Tubing' (Cont'd)Qualilied Dimensions Nominal Wall or
Production T-. Y-. or K-Connection Numberof Nominal Pipe or Tube Plate Thicknessd Dihedral Angll:$
CJP Groove Welds Spccimens• Sizc Qualified. mm Qualificd. mm Qualif!CCP Nominal
Nominal Test
'Jypeof SizcofTl:$1 Thickness, Side
Macro-Test Weld Pipe.mm mm
Bend"
etch Min.Max.
Min. Max. Min. Max.PipeGroove � 150O.D. � 12 4 100 Unlimited 5 Unlimited
300
Unlimited(Fig.4.27)
-PipeGroove < 100O.D.
�s
Notei
-
20 < 1003
Unlimitcd300
Unlimited(Fig.4.28)
BoxGrom-c Unlimited � 12 4 4 Unlimited Unlimitcd 5 Unlimited
300
Unlimitcd(Fig.4.29) (Box only) (Box only)
Production T-, Y-. or
K-Connection Fillet Welds Number of Specimens• Qualificd Dimensions
Nominal Nominal Tube Siu Qualified. Nominal Pipe or Nominal Wall or Ptate Thictness Dihedral Angles
Siuof Test Fillet
mm
Qualificd, mm Qualif ied"Typeof T�t Pipe, Thickness, Wcld Macro-
ROOI
FaceTest Weld D mm Break etch Bendb
Bend'>
Min.Max.
Min. Max. Min.Max.
SGposition Unlimited
�3
2 2 (Notee) Unlirnited3
Unlimited 30º Unlimitcd(Groove)
-
-
(Note e) (Note c) (Noted) (Noted)
Optiool-Fillet (Fig.
-
� 12 11
-
-
600 Unlimited3
Unlimitcd60
º Unlimited4.37)1 Option
2-Fillet (Fig.
-
10-
-
2-
600 Unlimited 3 Unlimited 600 Unlimitcd4.33)1
Option
3-Fillet (Fig. Unlimitcd
�3
-
1-
-
D Unlimitcd 3 Unlimited 30º Unlimited4.20)
(3) TC$IS on Electrosl11g and Electrogas Welding
Production Plalc Groovc Welds Number of Specimens • Nominal Plate Thickness Qualified. mm
Nominal Plate Thickncss Side Bend" Min. Mox.
1ype ofTest Weld Tested. T. mm (see Fig. 4.13)
<38 2 3 T
Gl'OO\'C (Fig. 4.36)
38 2 3 Unlimited
• AII wclds shall be visually inspcctcd (sce 4,ll. l). One te5t pipe. plate or tubing shall be requircd for each position ICSICd. unless otherwuc ooted. b Radiographíc cumination oí thc tes& plate, pipe or tubing may be made in lieu oí tbe bend tests (sce 4�.1.1 ).
< ForlO mm plaac or wall lhic:tncss. a side-bend ICSl may be substituta! for each of thc requi� facc- and root-bend 11:SU. J Abo qualifies for welding ay fillet or PJP wcld siu on any thlctness of plale, pipe or tubin!,
• The minimum pipe siu qualified shall be 1/2 lhe test diamew or 100 mm. whic�r is gruter. r Scc Table 4.10 for appropriaae groovc details.
, Two plales m¡um, each subjcct to thc 1es1 spedmen requimnents described. Onc plate shall be welded in thc JF pootion and 1he other in
w
4F · position.• Fordihedral angles < 30º. scc 4,ll,l,
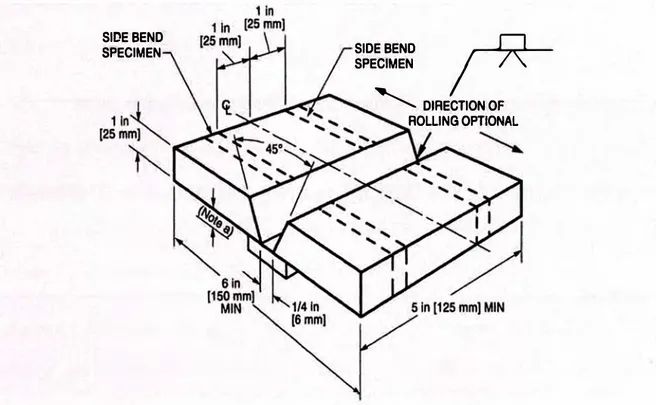
3.4.2.4 Cupón de Ensayo y Ubicación de Muestras de
Doblado de Lado.
La probeta de ensayo para calificar a los soldadores de acuerdo a los
requerimientos del proyecto se muestra en la Figura 4.21.
SIDEBEND
SPECIMEN SIDEBEND �
SPECIMEN
/ , , � DIRECTION OF
ROLLING OPTIONAL
• The backing thickness shall be 1/4 in [6 mm) min. to 3/8 In (10 mm] max.; backlng width shall be 3 in [75 mm] min. when not removed for RT, olherwise 1 in [25 mm) min.
Note: When RT is used, no tack welds shall be in test area.
Figure 4.21-Test Plate for Unlimited Tbickness-Welder Qualification (see 4.24.1)
3.4.2.5 Muestras de Doblado de Lado
Las muestras para el doblado de lado deben ser obtenidos de acuerdo a la
3.4.2.6 Criterios de Aceptación para Calificación de Soldadores y
Operadores de Soldadura
Se debe cumplir con los criterios de aceptación de 4.3 1 del A WS D 1.1.
3.4.2.6.1 Inspección Visual
Deben cumplir con los criterios de aceptación de 4.9 .1 del A WS D l . l.
3.4.2.6.2 Ensayos RT
Si se utiliza R T en lugar de los ensayos de doblado, el refuerzo de la
soldadura no necesita ser esmerilado o alisado para su inspección, a menos que las
irregularidades de la superficie o la zona adyacente con el metal base provoque
discontinuidades de soldadura objetables para ser obscurecidas en la radiografía .Si
el respaldo es removido para RT, la raíz debe ser esmerilada al ras.
Para una calificación aceptable, la soldadura, según lo revele la radiografía, debe
cumplir con los requerimientos de 6.12.2 de la Sección 6 del A WS DI .1, a excepción
de 6.12.2.2, que no debe aplicar.
3.4.2.6.3 Ensayos de Doblado
Para los ensayos de doblez, se debe de cumplir con los criterios de
El Plan de Calidad tiene como finalidad proporcionar la confianza a nuestro Cliente
de que se cumplirá con sus requisitos de Calidad.
Antes de presentar el plan de calidad del proyecto, se muestra el Mapa de Procesos
de una empresa metal mecánica dedicada a la fabricación de estructuras metálicas.
4.1
MAPA DE PROCESOS
Es un diagrama donde se muestra como interactúan los diferentes procesos de
la empresa. La figura 1, muestra los diferentes procesos de una empresa metal
PROCESOS DE DIRECCIÓN!
e
R
1
E Q uN
s
1T
1T
E
os
s
NOMBRE:
CARGO: FIRMA:
Rev.:
1
o
M•APA DE PROCESOS Fecha (Date):
1 Feb-23-2011
PROCESS MAP Pág.(Page):
1
1 de 1s
�
"'
AIIMADOY
L
T\ MA@!l,,ITADO I\PUNTl\lADO / '- GALYAMlADO
OIC
I
1•
s
' SUWOUU1<A
E
'-._ GRI\NAU.AOO F
N A
'-., EmlUCTURADO
\ HUII.ITADO
/
T
.... NUAL
I
'-._ PINTADO /e
"'kNUlaNl:.tA1.NJ E 1
YUMPIC7A
o
N
1 GLSTION D<SIST. DE INfO. ¡ CONTl!OLDHALIDAD
.1 1 ADMIN.DE PlANTA 1 GLST1ONDEALMACENI!$
ELABORADO POR: REVISADO POR: APROBADO POR:
Jefe QA&HSE Gerente de Operaciones Gerente General
![Figure 4.l�Location of Test Speclmens on Welded Test Plate Over 3/8 in [10 mm] Thick-WPS Qualification (see 4.�](https://thumb-us.123doks.com/thumbv2/123dok_es/5725461.743489/28.902.84.809.180.1086/figure-location-test-speclmens-welded-plate-thick-qualification.webp)