i
UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERÍA INDUSTRIAL
DEPARTAMENTO ACADÉMICO DE
GRADUACIÓN
TESIS DE GRADO
PREVIO A LA OBTENCIÓN DEL TÍTULO DE
INGENIERO INDUSTRIAL
ÁREA
INGENIERÍA DE PLANTA
TEMA
APLICACIÓN DE TOC PARA MEJORAR LA
PRODUCCIÓN DE LA EMPRESA
IGD DEL LITORAL
AUTOR
CASTRO MOROCHO JULIO FRANKLIN
DIRECTOR DE TESIS
ING. IND. CAICEDO CARRIEL WALTER
ii
“La responsabilidad de los hechos, ideas y doctrinas expuestos en esta Tesis corresponden exclusivamente al autor”
--- CASTRO MOROCHO JULIO FRANKLIN
iii
DEDICATORIA
iv
AGRADECIMIENTO
Agradezco principalmente a Dios ya que en todo momento y en cada lugar nos llena de bendiciones, permitiéndonos alcanzar nuestros objetivos, con humildad y perseverancia.
Agradezco a mi madre ya que ha sido el pilar fundamental para cumplir con este objetivo.
Extiendo mi agradecimiento al personal de la empresa IGD del Litoral, debido a que aportaron con su tiempo, explicación e información requerida para el desarrollo de este trabajo.
Quiero agradecer también a todos mis familiares quienes siempre me brindaron su apoyo moral animándome a culminar con éxito mi carrera.
Mi agradecimiento también es para todos y cada uno de los profesores que desde los primeros años en la facultad me han sabido brindar sus conocimientos y experiencias para mi formación académica, en especial quiero agradecer al ing. Walter Caicedo, que gracias a su guía y recomendaciones he culminado con éxito mi tesis de grado.
v
ÍNDICE GENERAL
Resumen xiii
Prólogo xiv
ÍNDICE DE CONTENIDO
CAPÍTULO I
INTRODUCCIÓN
Numeral Descripción Página
1.1 Antecedentes 1
1.1.1. Ubicación de la empresa 2
1.1.2. Identificación con el CIIU 2
1.1.3. Estructura organizacional 2
1.1.4. Descripción de los productos que se elaboran 2 1.1.5. Descripción de los problemas que afecta a la empresa 6
1.2. Justificativos 9
1.3. Cultura corporativa 10
1.3.1. Misión 10
1.3.2. Visión 10
1.3.3. Objetivo General 10
1.3.4. Objetivos específicos 11
1.4. Marco teórico 11
1.5. Metodología 15
1.6. Descripción de los recursos 16
1.6.1 Recurso humano 16
1.6.2. Recursos físicos 18
vi
1.6.2.2. Maquinarias y equipos 19
1.6.3. Recursos económicos 20
1.6.4. Seguridad industrial 20
1.7. Mercado 20
1.7.1. Mercado actual 21
1.7.2. Incursión con el mercado 22
1.7.3. Análisis de las estadísticas de ventas 23
1.7.4. Canales de distribución 24
CAPÍTULO II
SITUACIÓN ACTUAL DE LA EMPRESA
Numeral Descripción Página
2.1. Distribución de la planta 26
2.2. Descripción de los procesos 26
2.2.1. Análisis del proceso 30
2.3. Planificación de la producción 33
2.3.1. Análisis de la capacidad de producción 33
2.3.2. Análisis de la eficiencia 39
2.3.2.1. Por índice de Scrap 39
2.3.2.2. Índice por capacidad de producción 40
2.3.2.3. Indicador por proceso de ventas 41
2.3.3. Análisis de los costos de producción 42
2.3.4. Análisis del costo unitario 48
2.3.5. Utilidad obtenida por cada Kg. vendido 49
2.4. Análisis FODA 50
vii
CAPÍTULO III
ESTUDIO DE LOS PROBLEMAS
Numeral Descripción Página
3.1 Registro de los problemas que afectan el proceso productivo 52 3.1.1 Análisis de los problemas que afectan el proceso 53
3.1.1.1. Insatisfacción del cliente 53
3.1.1.2. Elevado índice de Scrap 55
3.2. Índice de rechazos, tipos de defectos y desperdicios 57 3.2.1. Incidencias registradas por insatisfacción del cliente 57 3.2.2. Cuantificación del scrap generado en los procesos 58
3.3. Análisis de Pareto 58
3.3.1. Análisis del problema 1: Insatisfacción del cliente 58 3.3.2. Análisis del problema 2: Elevado índice de scrap 60
3.4. Diagrama de causa y efecto (Ishikawa) 61
3.5. Cuantificación de la perdidas ocasionadas por los problemas 66 3.5.1. Perdidas por reclamos en la insatisfacción del cliente 66
3.5.2. Costo al realizar re procesos 67
3.6 Diagnóstico 69
CAPÍTULO IV
PROPUESTA DE SOLUCIÓN
Numeral Descripción Página
4.1. Análisis TOC 70
4.1.1. Identificación de la restricción del sistema 70
4.1.2. Explotar la restricción del sistema 70
4.1.2.1. Cambiar la política referente al mantenimiento de las maquinarias
71
viii
4.1.2.3. Organizar a los operadores en grupos para que sean alternados en la hora de comida
74
4.1.2.4. Consideración de la empresa como un sistema 74 4.1.2.4.1 Reestructuración del departamento de ventas 75 4.1.2.4.2 Mejoramiento de comunicación entre departamentos 75 4.1.3. Subordinar todo lo demás a la restricción 78
Numeral Descripción Página
ix
5.4. La tasa interna de retorno 101
5.5. Valor actual neto (VAN) 102
5.6. Análisis beneficio - costo 103
5.7. Tiempo de recuperación de la inversión 103
CAPÍTULO VI
PROGRAMACIÓN Y PUESTA EN MARCHA
Numeral Descripción Página
6.1. Programación de las propuestas 105
6.2. Grafica de Gantt. 105
CAPÍTULO VII
CONCLUSIONES Y RECOMENDACIONES
Numeral Descripción Página
7.1. Conclusiones 107
7.2. Recomendaciones 108
x
13 Materiales indirectos 44
14 Materiales directos 46
15 Mano de obra directa 47
16 Resumen de costos de producción 48
17 Matriz FODA 51
xi 8 Diagrama. de Ishikawa: efecto, producto defectuoso 63 9 Diagrama. de Ishikawa: efecto, pedidos incompletos y/o faltantes 64 10 Diagrama. De Ishikawa: efecto, elevado índice de scrap. 65
ÍNDICE DE ANEXOS
Nº Descripción Página
1 Ubicación de la empresa 111
2 Estructura organizacional 112
3 Reporte de ventas 113
9 Características técnicas de extrusoras 119
10 Características técnicas de selladoras 120
11 Características técnicas de peletizadoras 121
12 Reporte de producción 122
13 Detalle del rubro referente al costo destinado para reparación y mantenimiento de equipos
xii
14 Detalle del rubro referente al costo destinado para reparación y mantenimiento de equipos
124
15 Detalle del rubro referente a la depreciación de maquinarias y equipos
125
16 Formato para control de incidencias provocado por los efectos de los problemas
126
17 Tipos de sujeciones rápidas 127
18 Ubicación de la nueva extrusora 128
19 Cotizaciones de materiales eléctricos 129
20 Cotización de materiales de sistema de aire y agua 130 21 Cotización de materiales de sistema de aire y agua 131
22 Formato de Ficha técnica y hoja de vida 132
23 Plan de mantenimiento preventivo 133
24 Cuadro de sueldos de operadores 134
xiii
RESUMEN
TEMA: “APLICACIÓN DE TOC PARA MEJORAR LA PRODUCCIÓN DE LA EMPRESA IGD DEL LITORAL”
AUTOR: CASTRO MOROCHO JULIO FRANKLIN
El presente trabajo ha sido desarrollado en la empresa IGD del Litoral, la cual se cinco principales productores de fundas plásticas del país. Para la determinación de las causas de los problemas que afectan a la empresa se utilizaron técnicas de la propuesta contempla la reparación de dos extrusoras que presentan molestias (12 y 18) y la compra de una nueva, con una capacidad de producción de 100 inconvenientes hasta el año 2012.
Castro Morocho Julio Franklin Ing. Ind. Caicedo Carriel Walter
xiv
PRÒLOGO
Capítulo I; en este capítulo se muestra toda la información de la empresa IGD del Litoral, tales como; la historia, productos que se elaboran, recursos con los que cuenta la empresa, canales de distribución, etc. Además se muestran los justificativos y objetivos de esta investigación.
Capítulo II; aquí se estudia la situación actual de la empresa, sus procesos de producción, la distribución de planta, como se planifica la producción, se analiza también la capacidad de producción, su eficiencia productiva y costos operativos, se culmina con una matriz Foda.
Capítulo III; en esta parte del estudio se emplean las técnicas de ingeniería industrial para el análisis de los problemas que afectan el desarrollo del proceso productivo de la empresa, las técnicas empleadas son; toma de datos, lluvia de ideas, Diagrama de Ishikawa, Pareto, etc., y se determina las pérdidas que ocasionan dichos problemas y luego se realiza su respectivo diagnóstico.
Capítulo IV.- en este capítulo se desarrollarán las propuestas de mejoras mediante el análisis sistemático TOC, se describe el monto de la inversión y los ingresos por beneficios que se esperan de ella.
Capítulo V; comprende el análisis económico de la propuesta de solución planteada, su factibilidad, la tasa interna de retorno, el VAN, el análisis Beneficio- Costo y el tiempo que se llevará para recuperar la inversión.
Capítulo VI; una vez determinada la factibilidad de la propuesta, en este capítulo se realizará la programación de las actividades para la implementación y puesta en marcha de la propuesta.
CAPITULO I
INTRODUCCION
1.1.Antecedentes.
Industrias Garzón Díaz del Litoral (IGD del litoral), es una fábrica nacional cuya actividad industrial es la de procesar polietileno con otros componentes para de esta manera obtener rollos de plástico, que luego de varios procesos permite elaborar las fundas plásticas que van a ser distribuidas al mercado local y nacional.
El ing. agr. Holger Garzón Castro, asumiendo el reto de ser un empresario progresista y formar parte del desarrollo industrial del país, fueron las causas que lo motivaron a formar una empresa dedicada a la producción de fundas plásticas debido al incremento de la demanda de este producto, conociendo que su utilización es de múltiples aplicaciones, fue establecida bajo escritura pública el 18 de marzo del año 1982, la cual se llamó HG Plastic debido a las iniciales de su nombre y sus operaciones las realizó durante 11 fructíferos años en Mapasingue-Este.
Introducción 2
Es así como se trasladan a otro sector industrial, en este nuevo lugar toma el nombre de IGD del litoral, que está registrado en el Servicio de Rentas Internas con el Registro Único de Contribuyente # 0991520570001, teniendo como representante legal al hijo mayor del propietario el señor Ing. Químico Holger Gabriel Garzón Díaz.
1.1.1. Ubicación de la empresa.
Industrias Garzón Díaz del Litoral se encuentra en la lotizaciòn industrial Expogranos, ubicada en el Km. 10.5 de la vía a Daule de la Ciudad de Santiago de Guayaquil. (Ver anexo # 1).
1.1.2. Identificación con el CIIU.
Con el motivo de clasificar y agrupar las actividades similares por categorías para un fácil manejo de información para el análisis estadístico y económico del sector empresarial, las industrias se identifican con el CIIU (Codificación Industrial Internacional Uniforme), para este caso el número de identificación es el 3560, que es la clasificación que se le da a la actividad de fabricar empaques flexibles (fundas plásticas).
1.1.3. Estructura organizacional.
IGD del litoral posee un grupo de trabajo comprometido a cumplir cada una de sus funciones a cabalidad, que proporcione a la empresa un constante desarrollo; es así que cuenta con un grupo de 145 trabajadores, distribuidos tanto en el área administrativa como en el área de planta. (Ver anexo # 2).
1.1.4. Descripción de los productos que se elaboran.
Introducción 3
dedicación con miras de alcanzar a ser los número uno en la fabricación de este producto, hacen que inviertan constantemente en maquinarias y equipos que les permita aumentar su volumen de producción.
La variedad de las bolsas plásticas es muy diversa, es así que uno la ve en diario vivir ya que siempre necesitamos algo en que trasladar, almacenar o simplemente conservar algún producto, existen algunas variedades de fundas que la empresa produce de acuerdo a los requerimientos del cliente, estas son:
Fundas para basura
Las precortadas (rollos de fácil desprendimiento) Las tipo camisetas (varias dimensiones)
Las bicolor Para hielo Para bolos, etc.
A continuación se presenta los diversos tipos de producto que la empresa elabora, así como también el espesor, peso por bulto y la cantidad de unidades que vienen en cada bulto.
Descripción Espesor
(micras)
Peso x bto
(Kg.)
Cant. x bulto
Funda camiseta # 6 tricolor 5.5 17.01 2000 fdas
Funda camiseta # 6 tricolor comercial 5 18.79 2500 fdas
Funda camiseta # 6 bicolor 5.5 15.99 2000 fdas
Funda camiseta # 6 bicolor comercial 5 17.22 2500 fdas
Funda camiseta # 6 blanca 6 15.99 2000 fdas
Funda camiseta # 6 negra 6 15.99 2000 fdas
Introducción 4
Funda chequeras12*20 4 11.44 5000 fdas
Funda Precortadas 5*10 ½ kilo 5 30 rollos
Funda Precortadas 6*8 1 kilo 5 20 rollos
Introducción 5
Funda Precortadas 6*10 1 kilo 5 20 rollos
Funda Precortadas 6*12 1 kilo 5 20 rollos
Funda Precortadas 7*10 1 kilo 5 15 rollos
Funda Precortadas 7*12 1 kilo 5 15 rollos
Funda Precortadas 8*12 1 kilo 5 15 rollos
Funda Precortadas 9*14 1 kilo 5 15 rollos
Funda Precortadas 10*16 1 kilo 5 15 rollos
Funda Precortadas 12*18 1 kilo 5 15 rollos
Funda Precortadas 14*20 2 kilos 5 15 rollos
Funda Precortadas 14*24 2 kilos 5 15 rollos
Funda Precortadas 15*24 2 kilos 5 15 rollos
Funda baja densidad 2*9 6 100000 fdas
Funda baja densidad 2.5*9 6 80000 fdas
Funda baja densidad 3*8 6 60000 fdas
Funda baja densidad 3.5*9 6 60000 fdas
Funda baja densidad 4*5 6 70000 fdas
Funda baja densidad 4*6 6 60000 fdas
Funda baja densidad 4*7 6 60000 fdas
Funda para basura negra alta densidad 5.5 1200 fdas
Funda para basura cebra alta densidad 6 1200 fdas
Funda para basura bicolor alta densidad 6 1200 fdas
Funda para basura baja densidad 6.5 1000 fdas
Introducción 6
1.1.5. Descripción de los problemas que afectan a la empresa.
Previo a una inspección de campo realizada para su respectivo estudio y mediante la información proporcionada por personal de la planta se pudieron definir los problemas que afectan la imagen y el proceso productivo de la empresa, estos son:
Problema 1 La insatisfacción del Cliente.
Problema 2 Elevado índice de scrap
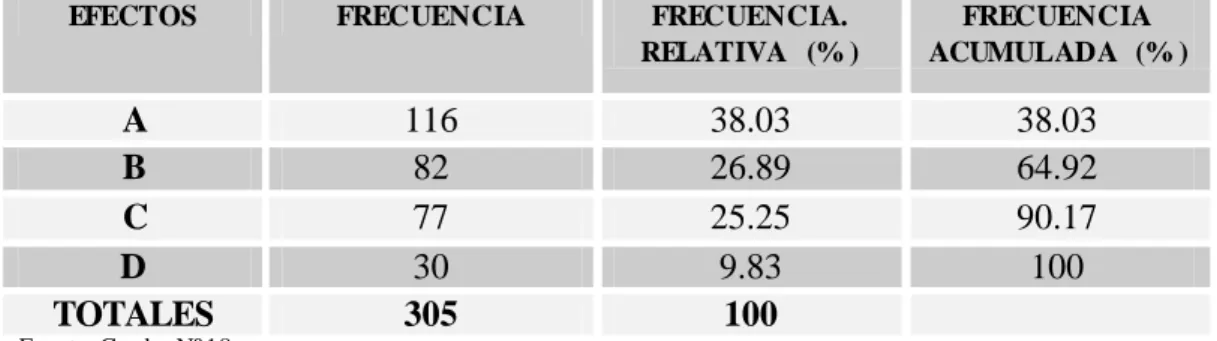
Los efectos provocados por las diversas causas dan origen que se produzca la insatisfacción del cliente, dichos efectos son:
A.- Retraso en la entrega de pedidos. B.- Producto defectuoso.
C.- Pedidos incompletos o faltantes. D.- Falta de atención personalizada.
El efecto que provoca que el elevado índice de scrap, es:
A.- Materia prima y producto final no cumple especificaciones.
El problema que afecta a la empresa sin duda ocasiona que se este dejando de ganar dinero, los inconvenientes que se tiene en el proceso productivo son los causantes de tener la Insatisfacción del cliente e índice de scrap por encima del Standard.
Para conocer de donde se originan los problemas se analizará cada uno de los efectos y las causas que lo generan.
Introducción 7
Problema 1
Efecto A:
Retraso en la entrega de pedidos
Es el efecto con mayor frecuencia de reclamos de parte de los clientes, el principal factor causante de este inconveniente es, la falla en la planificación de actividades en los procesos de producción, que le permita un desempeño más organizado y alcanzar mayor productividad.
Otro de los motivos que hay que señalar es que la capacidad de producción de las máquinas extrusoras son menores con relación a las de las máquinas selladoras, por estas razones en el área de sellado no se trabaja al 100% de su capacidad real.
Efecto B:
Producto defectuoso
En la sección de sellado se provoca este efecto, debido a que se suelen romper las niquelinas que son las encargadas de dar la temperatura adecuada a las cuchillas para realizar el respectivo sello o también cuando la velocidad con la que trabaja las máquinas selladoras es muy elevada impiden que se realice efectivamente el correspondiente sellado de las fundas, este situación en mucho de los casos no es observada por los operadores y este producto defectuoso es enviado al cliente.
Efecto C:
Pedidos incompletos o faltantes
Introducción 8
incompletos en el sentido que si en un paquete de 100 unidades (fundas) solo suelen ir 95-98 unidades, las causas que provocan este efecto es, la falta de control y supervisión de los contadores de las máquinas selladoras que se suelen descalibrar.
Efecto D:
Falta de atención personalizada
La empresa no cuenta con una persona encargada de realizar visitas periódicas al cliente, ya sea para realizar la toma de pedidos o satisfacer algún tipo de inquietud, comentario o requerimientos de productos, motivo por el cual el cliente se siente inconforme del servicio que se le brinda, este representante a la vez de cumplir este trabajo también estudiaría el comportamiento del mercado.
Problema 2
Efecto A
Materia prima y producto final no cumple especificaciones.
La mala formulación de los componentes causa que el producto no cumpla con las especificaciones requeridas, ya que cuando se ha formado la película se suelen desprender con facilidad o se rompen, lo que causa molestias al cliente y son causantes del exceso de scrap en la producción.
El scrap es también generado en las secciones:
Introducción 9
Cuando se regulan las máquinas extrusoras hay que dejar pasar un poco de material hasta alcanzar la especificación requerida de la película de donde se obtendrá el producto final.
o En la sección de sellado.- Aquí se produce scrap cuando el continuo trabajo y la velocidad con que trabaja las máquinas, rompen las niquelinas que dan la temperatura necesaria a las cuchillas que realizan el correspondiente sellado, los operarios también muchas veces no regulan adecuadamente los termo controles que regulan la temperatura adecuada para realizar el sellado ya que si es muy elevada dañan la película y si es muy baja el sello es deficiente.
1.2. Justificativos.
En la actualidad la empresa se encuentra en un proceso de desarrollo en el cual el mercado se torna muy competitivo en todos los aspectos, el cliente exige cada vez más, en variedades de productos que sean de muy buena calidad y a bajo costo y es por eso que la empresa se ve en la obligación de satisfacer al máximo a el cliente que es la razón de su existencia, esta industria debe implementar innovadoras y mejores formas de producir para aumentar la capacidad de producción y cumplir las exigencias de sus consumidores, ya que aumentando las ventas se hacen más atractivas las utilidades de sus propietarios.
La importancia y utilidad de este análisis radica en buscar alternativas de mejoras en los sistemas de producción, aumentar su volumen de ventas y optimizar al máximo los recursos para ser más competitivos y favorecer los intereses de la organización, clientes y su fuerza laboral.
Introducción 10
1.3. Cultura corporativa
IGD del Litoral promueve dentro de la organización valores éticos y morales para crear un ambiente armónico en los cuales sus empleados se sientan que son muy importantes para la empresa, esto garantiza que el trabajador se sienta comprometido de realizar sus actividades en equipo, la utilización de la tecnología apropiada y la constante innovación de los procesos.
1.3.1. Misión.
“Crecer constante, permitiendo el desarrollo y progreso de sus
colaboradores, así como también la rentabilidad económica requerida por sus accionistas que asegure una situación financiera sólida para el desarrollo normal de las operaciones, a través de la satisfacción de los requerimientos de los clientes”.
1.3.2. Visión
“Ser líder en la producción de fundas plásticas a nivel nacional, ser reconocida como una empresa de primer nivel tanto en lo tecnológico como en lo organizacional, buscando siempre el beneficio mutuo con nuestros clientes”.
1.3.3. Objetivos generales.
Introducción 11
1.3.4. Objetivos específicos.
Innovar constantemente los procesos de producción y estar siempre a la vanguardia de nueva tecnología y desarrollo del mercado.
Optimizar al máximo los recursos existentes en la empresa, para tener una mayor productividad y así poder reducir los costos de producción, ofreciendo al mercado un producto de calidad y a bajo costo.
Mejorar la relación con los clientes, para asegurar su fidelidad y confianza.
Reducir los tiempos de entrega de los pedidos de clientes para que se sientan muy satisfechos de la atención que se les brinda.
Desarrollar las capacidades y habilidades de los colaboradores para que se puedan desempeñar eficientemente en cualquier función que se les designe.
1.4. Marco teórico
Para poder proponer alternativas de mejoras se debe conocer las herramientas básicas de la ingeniería industrial, que ayuden de una forma científica y técnica resolver los inconvenientes que suelen presentarse y que afectan el proceso productivo.
Introducción 12
Fuente: Internet
www.telecable.es/personales/albatros1/quimica/industrial/polietileno.htm
El polietileno.-
Se denomina polietileno a cada uno de los polímeros del etileno. La fabricación de polímeros consume el 60% del etileno que se produce. El polietileno es probablemente el polímero que más se ve en la vida diaria. Es el plástico más popular del mundo. Existen, básicamente, dos tipos de polietileno, el polietileno de baja densidad (Low Density PolyEthylene LDPE) y el polietileno de alta densidad (High Density PolyEthylene HDPE). También se pueden distinguir el polietileno lineal de baja densidad y el
polietileno de peso molecular ultra-alto (Ultra High Molecular
Weight PolyEthylene UHMWPE).
- El polietileno de alta densidad es un polímero de cadena lineal no ramificada.
Se obtiene por polimerización del etileno a presiones relativamente bajas (1-200 atm), con catalizador alquilmetálico (catálisis de Ziegler) o un óxido metálico sobre sílice o alúmina (procesos Phillips y Standard Oil). Su resistencia química y térmica, así como su opacidad, impermeabilidad y dureza son superiores a las del polietileno de baja densidad. Se emplea en la construcción y también para fabricar prótesis, envases, bombonas para gases y contenedores de agua y combustible.
Introducción 13
Industry), con el siguiente símbolo en la parte inferior o posterior:
- El polietileno de baja densidad es un polímero de cadena ramificada.
Se obtiene por polimerización del etileno a altas presiones (aproximadamente 1200 atm y 200º C) con oxígeno o catalizador de peróxido y por mecanismo de radicales libres. Es un sólido más o menos flexible, según el grosor, ligero y buen aislante eléctrico. Se trata de un material plástico que por sus características y bajo coste se utiliza mucho en envasado, revestimiento de cables y en la fabricación de tuberías. Los objetos fabricados con LDPE se identifican, en el sistema de identificación americano SPI (Society of the Plastics Industry), con el siguiente símbolo en la parte inferior o posterior:
- El polietileno lineal de baja densidad se obtiene
Introducción 14
- El polietileno de alta densidad se produce normalmente con un peso molecular que se encuentra en el rango entre 200.000 y 500.000, pero puede ser mayor. El polietileno con peso molecular entre 3.000.000 y 6.000.000 se denomina
UHMWPE (Ultra High Molecular Weight Polyethylene).
Con este material se producen fibras, tan fuertes, que pueden utilizarse para fabricar chalecos a prueba de balas.
Las herramientas básicas para la calidad son de fundamental importancia para este estudio así que estudiará alguna de ellas.
Fuente: Internet
www.miro.h3m.com/-s04be-433/calidad/herramientas/herramientas.html
Tormenta de Ideas.-
“La tormenta de ideas (Brainstorming) es la técnica de grupo para la generación de ideas nuevas y útiles, que permite, mediante reglas sencillas aumentar las probabilidades de innovación y originalidad es utilizada para identificar los problemas y sus posibles soluciones”.
Diagrama de Pareto.-
Introducción 15
Diagrama de Causa y efecto (Ishikawa).-
“Es una herramienta que ayuda a identificar, clasificar y poner de manifiesto posibles causas, tanto de problemas específicos como de características de calidad, mediante una ilustración gráfica para determinar los factores (causas) que ocasionan el resultado dado (efecto)”.
Diagrama de Flujo.-
“Es la representación gráfica de la secuencia de pasos a realizar para producir un cierto resultado, que puede ser un producto material, una información, un servicio o una combinación de los tres”.
Diagrama de Gantt.-
“Es una herramienta de planificación de actividades que permite ver el desarrollo de una secuencia de acciones a lo largo del tiempo a través de una representación gráfica, mediante barras horizontales de un plan de trabajo o de un calendario de actividades”.
1.5. Metodología
Introducción 16
La segunda será la propuesta de mejoras para combatir las falencias existentes en el proceso productivo, para esto se realiza el estudio de las técnicas y herramientas con la que cuenta la ingeniería industrial, para alcanzar el mejoramiento requerido y así lograr los objetivos previstos para la compañía.
Pasos a seguir para la realización del trabajo:
Obtener el permiso respectivo para realizar el estudio en la empresa Visitas a la planta
Realizar la investigación por medio de observación directa Investigación de información de tipo secundaria
Aplicar técnicas de ingeniería para tabular la información adquirida. Definir el problema
Diagnostico de la situación actual Establecer una lluvia de ideas
Elaborar el marco teórico (realizar investigación teórica) Proporcionar las mejoras apoyados de las técnicas de ingeniería Implementación.
1.6. Descripción de los recursos
Los recursos con los que cuenta la empresa son los siguientes: Recurso humano
Recursos físicos: terrenos, maquinarias y equipos Recursos económicos
1.6.1. Recurso humano
Introducción 17
Cuadro Nº 1
Recurso Humano
Funciones (áreas) Números de trabajadores
Presidente 1
Gerente General 1
Gerente Administrativo y Financiero 1
Gerente Operativo y de planta 1
Contadora 1
Auxiliar de contadora 1
Programador informático 1
Auxiliar de programador 1
Secretarias 7
Recepcionista 1
Jefe de planta 1
Supervisores 7
Operadores de extrusoras 27
Operadores de selladoras 48
Operadores de peletizadoras 18
Bodegueros 3 Elaborado por: Julio Castro Morocho.
Introducción 18
1.6.2. Recursos físicos.
Son todos aquellos recursos con los que cuenta la empresa para el normal desarrollo de sus actividades, estos son:
Terrenos
Maquinarias y equipos
1.6.2.1. Terreno.
La compañía con su objetivo de ser el primer productor de fundas plásticas en el país, redobla sus esfuerzos para ampliarse físicamente, adquiriendo más propiedades que le permitan su desarrollo.
En la actualidad el terreno presenta las siguientes dimens iones:
Cuadro Nº 2
Terreno
Secciones Dimensiones Área
Oficinas y bodega de materia prima 15*30 450.00 m2
extrusión 42.3*25.3 1070.19 m2
Sellado 42.3*25.3 1070.19 m2
Peletizado 63.85*20 1277.00 m2
Cuarto de transformadores 3*3 9.00 m2
Cuarto de compresores 4*4 16.00 m2
Selladoras laterales 4*5 20.00 m2
Galpón vacío 15*120 1800.00 m2
Galpón en construcción 20*35 700.00 m2
otros 1200.00 m2
Total 7612.38 m2
Fuente: IGD del litoral
Introducción 19
En este cuadro se observan las diferentes secciones con la que cuenta la empresa y el área que está designada para cada una de ellas. Es así que la empresa cuenta con una extensión total de 7612.38 m2.
1.6.2.2.-Maquinarias y Equipos.
Sin duda que su desarrollo no es solo ampliarse físicamente, sino también de adquirir las maquinarias con tecnología de punta, innovándolas siempre por otras con mayores capacidades de producción; con respecto a los equipos que adquiere la empresa, tienen que ser de igual manera eficientes para alcanzar una mayor productividad y explotar al máximo los recursos.
En el siguiente cuadro se presentan las maquinarias y equipos con las que cuenta la empresa para el desarrollo de sus operaciones.
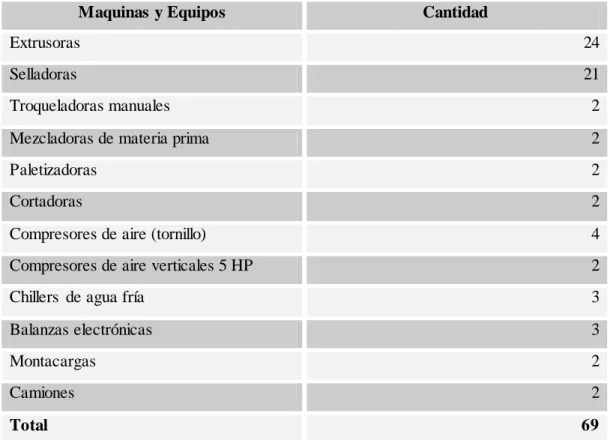
Cuadro Nº 3
Maquinarias y equipos
Maquinas y Equipos Cantidad
Extrusoras 24
Selladoras 21
Troqueladoras manuales 2
Mezcladoras de materia prima 2
Paletizadoras 2
Cortadoras 2
Compresores de aire (tornillo) 4
Compresores de aire verticales 5 HP 2
Chillers de agua fría 3
Balanzas electrónicas 3
Montacargas 2
Camiones 2
Total 69
Introducción 20
En el cuadro Nº 3 se aprecian los 69 tipos, entre maquinarias y equipos con los que cuenta IGD del litoral, es decir, la empresa cuenta con los recursos necesarios para satisfacer a cabalidad las exigencias de sus clientes.
1.6.3. Recursos económicos.
La empresa es de tipo familiar, todos los recursos tanto financieros como físicos son parte de su patrimonio, todas las inversiones las realizan de forma directa, en los pocos casos cuando la inversión es muy alta recurren a préstamos bancarios.
La solidez financiera se debe al sacrificio y trabajo muy duro de años, realizada por su propietario (Ing. Agr. Holger Garzón Castro) y ahora más sólida con la colaboración de los elementos de su familia y colaboradores que prestan sus servicios a la empresa.
1.6.4. Seguridad industrial.
Referente a la seguridad industrial implementada en la empresa se considera la elemental, es decir, cuentan con un banco de extintores para cualquier eventualidad que se pueda presentar, la seguridad del personal se lo realiza con dotación de botas, orejeras, guantes, etc.
Cada año al personal de planta lo capacitan para que puedan saber que hacer en un determinado momento que ocurra algún tipo de problema, este tipo de capacitaciones lo realiza el cuerpo de bomberos de guayaquil.
1.7. Mercado
Introducción 21
Se lo distribuye al mercado local y nacional, aunque la empresa no lo realiza directamente al consumidor final, sino que lo hace por medio de los distribuidores mayoristas, que ellos se encargan de venderlo en menores proporciones.
1.7.1.-Mercado actual.
Industrias Garzón Díaz, cuenta a nivel nacional con alrededor de 150 clientes (distribuidores mayoristas) los cuales están distribuidos en las principales provincias del país.
La producción la distribuye a las principales provincias del país, a continuación se presenta los porcentajes aproximados de la distribución de la producción: Ver anexo 3
Guayas con el 40% Pichincha con el 20% Manabí con el 15% Azuay con el 10 % Los ríos con el 10 %
Otras partes del país con un 5%
En cada una de las provincias los mayoristas se encargan de distribuir el producto en sus principales ciudades y a los sitios aledaños a estas.
Introducción 22
Grafico Nº 1
Distribución de la producción
Distribucion de la Produccion
Guayas 40%
Pichincha 20% Manabi 15%
Azuay 10%
Los rios 10% otros 5% Guayas
Pichincha Manabi Azuay Los rios otros
Fuente: Departamento de ventas de IGD del Litoral Elaborado por: Julio Castro Morocho.
1.7.2. Incursión con el mercado.
IGD del litoral cuenta alrededor del 18.7 % de participación de ventas en el mercado local de las fundas plásticas y aprox. el 8.5 % a nivel nacional.
En el siguiente cuadro, se disponen las empresas con las que compite IGD del Litoral y el respectivo porcentaje de participación de ventas en el mercado.
Cuadro Nº 4
Participación en el mercado local
Introducción 23
Grafico Nº 2
Participación en el mercado local
Paraiso del
1.7.3.-Análisis de las estadísticas de ventas.
El estudio de las ventas realizada por la empresa, se analizarán para determinar como ha sido su comportamiento desde un periodo comprendido desde el año 2002 hasta los siete primeros meses del presente año.
Introducción 24
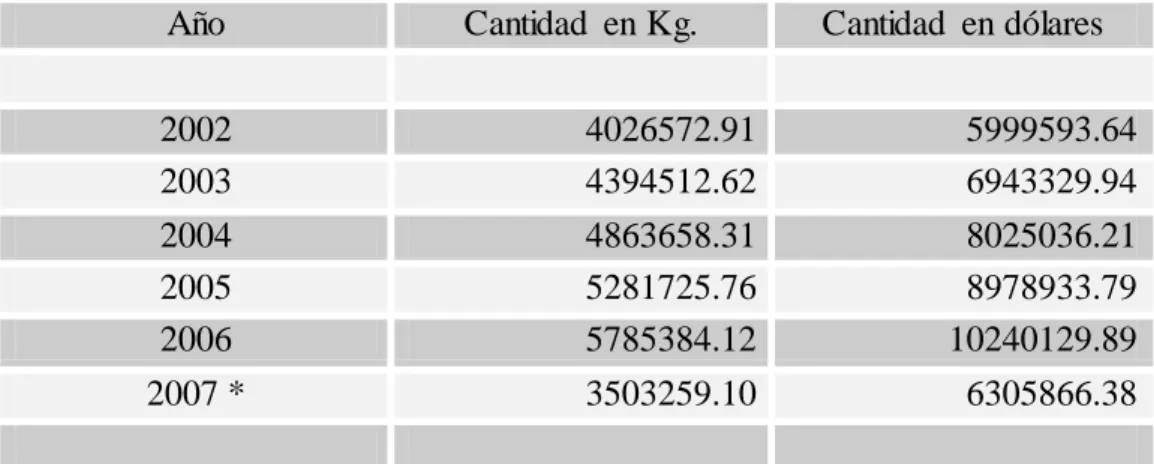
Cuadro Nº 5
Ventas
Año Cantidad en Kg. Cantidad en dólares
2002 4026572.91 5999593.64
2003 4394512.62 6943329.94
2004 4863658.31 8025036.21
2005 5281725.76 8978933.79
2006 5785384.12 10240129.89
2007 * 3503259.10 6305866.38
*Hasta el mes de julio del 2007 Fuente: Departamento de ventas de IGD del Litoral. Realizado por: Julio Castro Morocho
En este cuadro se disponen los años que se han considerado para el análisis, la cantidad vendida anual (Kg.) y el valor monetario recibido por efecto de las ventas realizadas, cabe señalar que para el año 2007 se ha tomado en cuenta solo los siete primeros meses del año.
La empresa ha dispuesto los valores de venta al público de su producto la cantidad de $ 1.80 por Kg. de fundas, y aprox. $ 1.75 por Kg. en rollos de precorte.
1.7.4.-Canales de distribución.
Introducción 25
Grafico Nº 3
Canales de distribución
Fuente: Departamento de ventas de IGD del Litoral. Realizado por: Julio Castro Morocho
En el gráfico Nº 3 se observa como es la secuencia que sigue el producto desde la fábrica hasta llegar al consumidor final. Las ventas solo lo realiza a distribuidores mayoristas, estos a su vez las distribuyen a sus distribuidores minoristas (subdistribuidores), también lo hacen a comercios mayores.
Los subdistribuidores son los encargados de colocar el producto al mercado mediante la venta a tiendas, comercios varios, llegando de esta manera al cliente final. que este lo obtiene por la adquisición de algún producto o servicio.
IGD del Litoral
Distribuidores Mayoristas Aprox. (150 clientes)
Distribuidores Minoristas Locales Comerciales
Tiendas Comercios (varios)
Situación actual de la empresa 26
CAPITULO II
SITUACIÓN ACTUAL DE LA EMPRESA
2.1.- Distribución de la planta
IGD del Litoral presenta su distribución de planta por secciones, las cuales son:
Sección de extrusión Sección de sellado Sección de peletizado Bodega de materia prima Cuarto de compresores
Cuarto de transformadores (eléctricos). (Ver anexo # 4, 5 y 6)
2.2.-Descripción de los procesos.
El proceso de producción de las fundas plásticas empieza desde:
Bodega de materia prima.
El jefe de planta recibe de parte del departamento de ventas una nota (memo), informando la cantidad, tipo de productos y cliente que solicita el pedido, se lo hace llegar al bodeguero para solicitar la cantidad de material a utilizar.
Situación actual de la empresa 27
Entrega la materia prima al montacarguista, que lleva el material hacia la sección de extrusión.
Sección de extrusión.
Una vez que la materia prima se encuentra en la sección de extrusión, se procede a la formulación.
Se alimenta la tolva del mezclador, con el material requerido para la formulación del producto que se va a extruir (polietileno de alta y baja densidad, polietileno lineal, pigmentos, etc.
Una vez que la mezcla esta lista se la transporta mediante carretillas a cada una de las máquinas extrusoras.
En las máquinas se procede a las respectivas regulaciones de acuerdo a las características deseadas del producto.
Se regulan también los piròmetros (termo controles), para determinar la temperatura de trabajo, ya que cuando se trabaja con polietileno de baja densidad se requiere una temperatura de 150ºC a 170ºC y para polietileno de alta densidad la temperatura de trabajo es de 180ºC a 230ºC aproximadamente.
Una vez calibrados todos los reguladores de acuerdo a características del producto se realiza el proceso de extrusión.
Situación actual de la empresa 28
y este a su vez se eleva hacia la torre en donde se encuentran los rodillos de tiro encargados de formar la película.
La velocidad de los rodillos de tiro son los encargados de dar el espesor deseado de la película, si tenemos una velocidad alta el espesor será fino y si disminuye la velocidad el espesor de la película será mayor.
Una vez formada la película desciende desde la torre y pasan al embobinador donde se forman los rollos.
De acuerdo a las necesidades, por medio de cuchillas de un rollo se pueden obtener de dos o más rollos de menor ancho.
Cuando ya están listos los rollos se procede a pesarlos y luego son llevados a un área de espera hasta que sean requeridos en las respectivas selladoras.
Sección de sellado.
Se transportan los rollos a cada una de las máquinas selladoras
Se preparan las máquinas para el proceso, regulando los controles de acuerdo a las características deseadas del producto.
Una vez montada la bobina en la maquina, la película pasa por unos rodillos que son los encargados de dar las velocidades requeridas de trabajo.
Situación actual de la empresa 29
Se utilizan cuchillas para realizar los cortes de separamiento de unidades de producto (unidad de funda), cada caída de estas cuchillas se las denomina golpes por minuto, que esta es una de las características que tienen las selladoras, en IGD del litoral se cuenta con máquinas muy veloces que son capaces de realizar hasta 200 golpes por minuto.
Cuando las fundas salen de las máquinas el operador se encarga de empaquetar grupo de 100 unidades, que luego serán colocados en los bultos.
Los bultos ya completos son empacados y llevados a una bodega de preembarque, donde son clasificados de acuerdo a características del producto (tipo) y cliente solicitante.
Y finalmente se procede al respectivo despacho.
Sección de peletizado
El material defectuoso producido tanto en las extrusoras y las selladoras, así como también el desecho que se origina producto del troquelado en la formación de las fundas son separados y seleccionados en bultos, estos son pesados y llevados a las peletizadoras para realizar el proceso de recuperación de este material.
El operador es el encargado de suministrar el material manualmente a la boca de las máquinas.
Situación actual de la empresa 30
Esta pasta es expulsada a presión que pasa por unas boquillas que le dan un diámetro aproximado de 5mm, formándose unos cordones.
Este material pasa por un recipiente y es enfriado a base de agua en un proceso de re-circulación.
Ya enfriados estos cordones pasan a una cortadora que son los encargados de darle la forma de granos pequeños (forma particular del polietileno).
Una vez listos estos granos, son colocados en sacos, pesados y llevados a la bodega de materia prima para su posterior utilización.
2.2.1.-Análisis del proceso.
En el proceso de producción de la planta IGD del litoral, es necesario un estudio minucioso de las actividades que aquí se realizan, con el objeto de tener una visión más clara de cómo se está desarrollando el proceso de producción y poder determinar las fallas que se estén presentando y las respectivas soluciones a tomar.
Para esto se aplicarán técnicas de ingeniería industrial, tales como:
Diagrama de flujo del proceso. Diagrama de recorrido.
Diagrama de flujo del proceso
Situación actual de la empresa 31
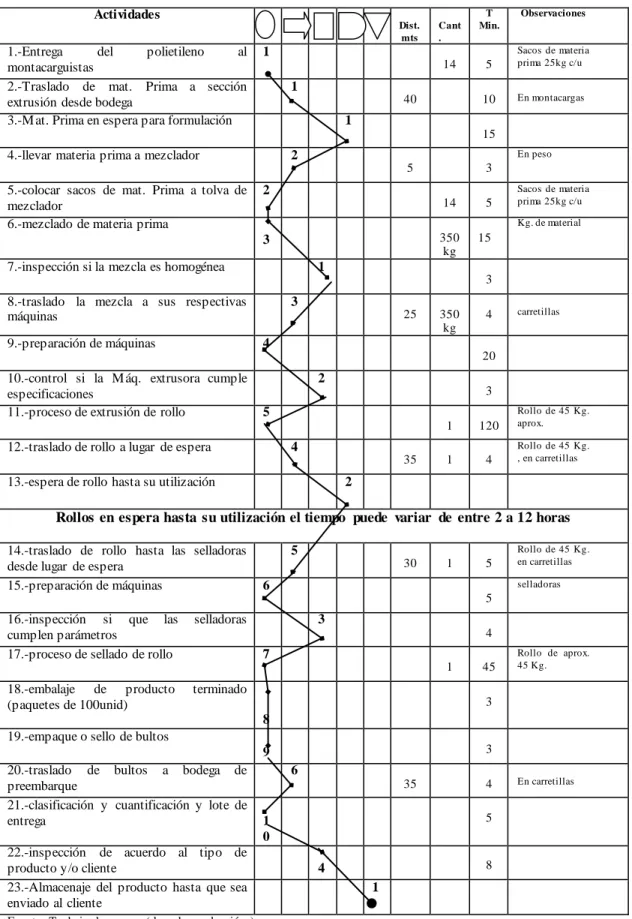
Gráfico Nº 4
Diagrama de flujo del proceso (método actual)
Actividades
1.-Entrega del polietileno al montacarguistas 3.-M at. Prima en espera para formulación 1
15 4.-llevar materia prima a mezclador 2
5 3
7.-inspección si la mezcla es homogénea 1
3 9.-preparación de máquinas 4
20 10.-control si la M áq. extrusora cumple
especificaciones
2
3 11.-proceso de extrusión de rollo 5
1 120
13.-espera de rollo hasta su utilización 2
Rollos en espera hasta su utilización el tiempo puede variar de entre 2 a 12 horas
14.-traslado de rollo hasta las selladoras desde lugar de espera
5
30 1 5
Rollo de 45 Kg. en carretillas 15.-preparación de máquinas 6
5 17.-proceso de sellado de rollo 7
1 45
Rollo de aprox. 45 Kg.
18.-embalaje de producto terminado (paquetes de 100unid)
23.-Almacenaje del producto hasta que sea enviado al cliente
1
Situación actual de la empresa 32
Cuadro Nº 6
Resumen del Diagrama de flujo de proceso
Tarea Proceso de fabricación de fundas plásticas
Seguimiento: Persona: Diagrama
Material: X Empieza 1
Termina 1
Fecha: 28 agosto del 2007
RESUMEN
Método Actual
Numero Tiempo (min.)
Operaciones 10 226
Transportes 6 30
Controles 4 18
Esperas 2 15
Almacenamiento 1 0
Distancia recorrida 185 mts
Fuente: Gráfico Nº 4
Elaborado por: Julio Castro Morocho.
El cuadro resumen (Nº 6), permite obtener la información sintetizada de la cantidad de operaciones realizadas en el proceso, muestra el tiempo total empleado como la distancia total recorrida para la realización del producto.
Diagrama de recorrido
Este gráfico se lo utiliza para visualizar el recorrido que debe realizar el material en todo el proceso, es decir, desde que sale de la bodega de materia prima hasta la bodega de preembarque, está directamente relacionada con el diagrama de flujo de operaciones, para realizar el diagrama de recorrido se utiliza como base el diagrama de distribución de planta. (Ver anexo # 7 y 8).
Situación actual de la empresa 33
2.3.-Planificación de la producción.
A continuación se detalla como se tramitan los pedidos de los clientes:
El cliente solicita el pedido a la empresa vía telefónica, fax, email o personalmente, debido a que la empresa no cuenta con agente vendedor que realice visitas periódicas a los clientes.
El encargado del departamento toma el pedido y la información respecto al cliente, cantidad y tipo de producto, toda esta información es almacenada en el computador del departamento
El departamento de ventas envía la orden de producción al jefe de planta, informando sobre la cantidad y tipo de producto que requiere el cliente solicitante.
Este a su vez se dirige hacia el encargado de bodega para solicitar el tipo y cantidad de material a utilizar.
El bodeguero confirma sobre existencia de material y tramita la salida del mismo, el cual controla los flujos de materiales por medio de programas computacionales.
El material es trasladado desde bodega hasta la sección de extrusión donde empieza el proceso.
Se procede a la producción.
La empresa presenta fallas en la programación de producción, ya que no permite establecer adecuadamente los tiempos de producción, el orden de los trabajos, ni las máquinas específicas a utilizar, para el desarrollo de un determinado pedido.
2.3.1.-Análisis de la capacidad de producción
Situación actual de la empresa 34
Sección de extrusión
En IGD del litoral se procura constantemente renovar o adquirir nuevas maquinarias para aumentar su capacidad de producción. En el anexo Nº 9, se puede observar las características técnicas de las máquinas extrusoras con las que cuenta la empresa.
Cuadro Nº 7
Elaborado por: Julio Castro Morocho.
El cuadro muestra la cantidad de máquinas extrusoras con la que cuenta la empresa y sus respectivas capacidades de producción (nominales), para un mejor análisis es necesario calcular la capacidad instalada anual (nominal) y la real utilizada.
Capacidad instalada anual (nominal)
Situación actual de la empresa 35 mensual será 700960 Kg. /mes (nominal).
Capacidad real utilizada
Situación actual de la empresa 36
2 MATILAS SEMIAUTOMATICAS MDLP-28
Elaborado por: Julio Castro Morocho.
En el cuadro Nº 8 se presentan las cantidades y tipos de máquinas selladoras, así como las capacidades nominales de cada una de ellas. Por lo tanto el valor total de producción en esta área es de 1350 Kg. /hora (valor nominal).
De igual manera que la sección anterior, se calculará la capacidad instalada anual (nominal) y la capacidad real utilizada.
Capacidad instalada anual (nominal)
Situación actual de la empresa 37
Capacidad real utilizada
Utilizando la misma expresión matemática, se calculará la capacidad real determinado para regulaciones, revisiones, montajes, etc.
Debido a que la capacidad de producción de la sección de sellado es mayor solo se trabaja cinco días a la semana, mientras que en la de extrusión lo hace todos los días.
Sección de peletizado
En el anexo Nº 11, se aprecia las características técnicas de las máquinas peletizadoras existentes en la empresa.
Cuadro Nº 9 Elaborado por: Julio Castro M.
Situación actual de la empresa 38
La planta IGD del litoral cuenta con dos máquinas peletizadoras con capacidad de producción nominal de 230 Kg. /hr al mes.
En el estudio es necesario conocer su capacidad instalada anual (nominal) y la capacidad real utilizada, por lo que se realizan los siguientes cálculos.
Capacidad instalada anual (nominal)
año mensual será 155020 Kg. /mes.
Capacidad real utilizada
Situación actual de la empresa 39
2.3.2.-Análisis de la eficiencia
Este estudio permite analizar cuan eficiente son los procesos y si se está cumpliendo al 100% las actividades, y de no ser así corregir los inconvenientes que lo estén impidiendo.
2.3.2.1.-Por índice de Scrap.
Este índice permitirá conocer el porcentaje de scrap que se están generando en los procesos, para ello se utilizará la siguiente expresión matemática:
100
Meses Cantidad Producida
(Kg.)
Cant. scrap (Kg.)
% de scrap
Enero 533769.06 35394.80 6.63
Febrero 518821.28 31125.56 5.99
Marzo 525293.92 19509.78 3.71
Elaborado por: Julio Castro Morocho.
Situación actual de la empresa 40
2.3.2.2.-Índice por capacidad de producción.
Estos indicadores permitirán determinar la eficiencia que se tiene en cada una
En la sección de peletizado
Situación actual de la empresa 41
2.3.2.3.-Indicador por proceso de ventas.
Este indicador mostrará cual ha sido el comportamiento de las ventas efectuadas por la empresa durante los siete primeros meses del año en curso.
Se utiliza la siguiente expresión matemática:
100
Diciembre (2006) 476241.80
Enero 498374.26 4.44
Fuente: Reportes de ventas (anexo Nº 3) Elaborado por: Julio Castro Morocho.
Situación actual de la empresa 42
2.3.3.-Análisis de los costos de producción
Este análisis permite conocer cuanto es el valor monetario que se destina para los recursos, sean estos directos e indirectos que participan en el proceso de producción.
Los costos de producción están representados principalmente por:
Carga FabrilMano de obra indirecta Materiales indirectos Suministros
Depreciación de maquinarias y equipos Reparación y mantenimiento
Imprevistos de carga fabril
Materiales DirectosMateria prima
Mano de obra directaSituación actual de la empresa 43
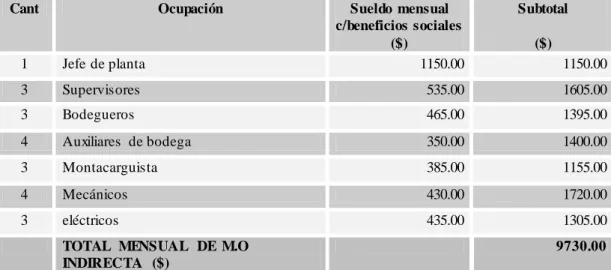
Mano de obra indirecta
Es aquella mano de obra que no participa directamente en el proceso de producción pero su participación es de fundamental importancia para el desarrollo de las actividades productivas de la empresa.
El siguiente cuadro presenta los elementos con los que cuenta la empresa que actúan indirectamente en la ejecución de los procesos.
Cuadro Nº 12 Mano de obra indirecta
Cant Ocupación Sueldo mensual
c/beneficios sociales ($)
Subtotal
($)
1 Jefe de planta 1150.00 1150.00
3 Supervisores 535.00 1605.00
3 Bodegueros 465.00 1395.00
4 Auxiliares de bodega 350.00 1400.00
3 Montacarguista 385.00 1155.00
4 Mecánicos 430.00 1720.00
Elaborado por: Julio Castro Morocho.
Situación actual de la empresa 44
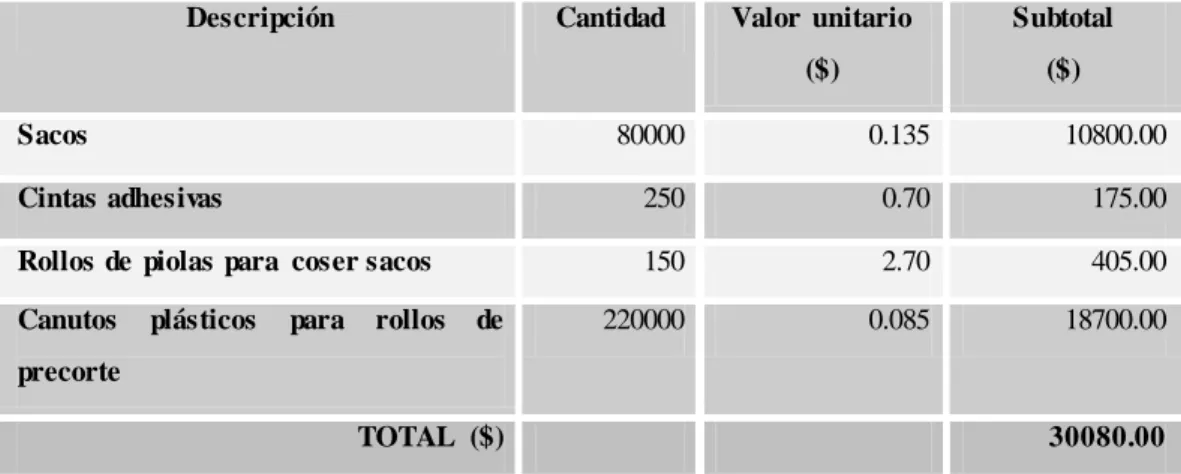
Materiales Indirectos
Son todos aquellos materiales que se requieren para el empaque, embalaje y despacho tales como adhesivos, etiquetas, etc.
En el siguiente cuadro se muestran todos los elementos que conforman los materiales directos de fabricación.
Cuadro Nº 13 Materiales indirectos
Descripción Cantidad Valor unitario
($)
Subtotal
($)
Sacos 80000 0.135 10800.00
Cintas adhesivas 250 0.70 175.00
Rollos de piolas para coser sacos 150 2.70 405.00
Canutos plásticos para rollos de
precorte
220000 0.085 18700.00
TOTAL ($) 30080.00
Fuente: IGD del Litoral
Elaborado por: Julio Castro Morocho.
En el cuadro Nº 13 se disponen las cantidades, los costos y los tipos de materiales a utilizar necesarios en los procesos de embalaje y despacho del producto, para la adquisición de estos elementos se destinan $ 30080.00
Reparación y mantenimiento.
Para el mantenimiento y/o reparación de las maquinarias y equipos para su normal funcionamiento se utilizan un valor aproximado mensual de $ 5011.33
Situación actual de la empresa 45
Suministros.
Los elementos que conforman este rubro son los siguientes:
Energía Eléctrica $ 25000.00
Agua Potable $ 1500.00
Combustible (gasolina y gas) $ 3000.00
TOTAL $ 29500.00
Como se puede apreciar el valor referente al rubro de suministros que la empresa requiere para el funcionamiento normal de sus actividades es de $ 29500.00, valor promedio proporcionado por personal de la empresa.
Depreciación de maquinarias y equipos
El valor correspondiente a la depreciación de las maquinarias y equipos con las que cuenta la empresa, se considera un valor de $ 38692.08 mensuales, tomando en consideración que la depreciación de las maquinarias y equipos en la industria, se calcula para un periodo de 10 años. Ver detalle en anexo Nº 15
Imprevistos de Carga Fabril
La empresa considera el 2 % de la sumatoria de los valores que lo conforman la carga fabril, el valor es de $ 2260.27, a continuación se presentan los detalles:
Mano de obra indirecta $ 9730.00
Materiales indirectos $ 30080.00
suministros $ 29500.00
Depreciación de maquinaria y equipos $ 38692.08
Reparación y mantenimiento $ 5011.33
Total $ 113013.41
Situación actual de la empresa 46
Total de carga Fabril.
Para obtener el total de la carga fabril que se requiere en el proceso de
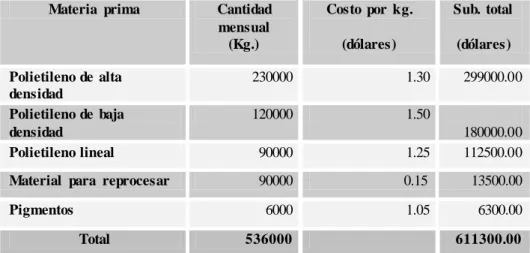
Materia prima Cantidad
mensual
Polietileno lineal 90000 1.25 112500.00
Material para reprocesar 90000 0.15 13500.00
Pigmentos 6000 1.05 6300.00
Total 536000 611300.00
Situación actual de la empresa 47 compone primordialmente por los operadores de las maquinarias, en el siguiente cuadro se especifican como se conforma este rubro:
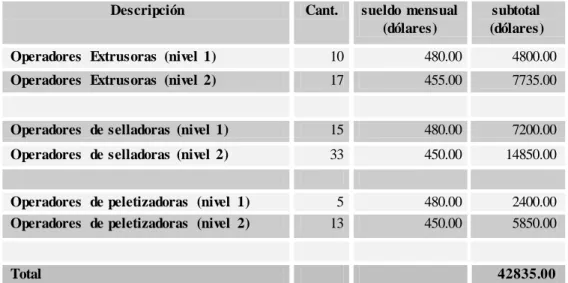
Cuadro Nº 15 Mano de obra directa
Descripción Cant. sueldo mensual
Situación actual de la empresa 48
Cuadro Nº 16
Resumen de costos de Producción
Carga Fabril $ 115273.68
Materiales Directos $ 611300.00
Mano de obra directa $ 42835.00
TOTAL $ 769408.68
Fuente: IGD del Litoral
Elaborado por: Julio Castro Morocho
En el cuadro Nº 16, se resume el total de costos de producción, conformado respectivamente por la carga fabril, materiales directos de fabricación y la mano de obra directa, sumado todos estos rubros da un valor de $ 769408.68, cantidad que se requiere para la ejecución de los procesos de producción en la empresa, estos valores son normalmente conocidos como costos variables, ya que se incrementan o disminuyen de acuerdo a la cantidad que se produzca.
2.3.4.-Análisis del costo unitario.
Con la finalidad de conocer cual es el costo unitario por cada Kg. de producto realizado, se lo determinará de acuerdo a la siguiente expresión matemática.
Costo Unitario = (Costos Operativos + Gastos administrativos) / unidades
Producidas
Conociendo:
Costos Operativos = $ 769408.68 Gastos Administrativos = $ 30000*
Situación actual de la empresa 49
*Gastos Administrativos, valor proporcionado sin detalle, por políticas de la empresa que no permite conocer el valor exacto de dichos gastos.
**Unidades producidas, se ha obtenido el valor promedio de producción mensual, ver detalle en el anexo Nº 12
Costo Unitario = ($ 769408.68 + $ 30000) / 529064.96 Kg.
Costo Unitario = 1.511 $/Kg.
De acuerdo a los cálculos realizados se ha podido determinar el costo de producir un Kg. de fundas plásticas, dando como resultado el valor de 1.511 dólares por cada Kg.
2.3.5.- Utilidad obtenida por cada Kg vendido.
En IGD del Litoral, el margen de utilidad obtenida por cada Kg. de producto, es de alrededor del 20% del costo unitario de producción por lo que la utilidad obtenida por cada Kg. será:
Conociendo que el valor de venta al público es de 1.8 $/Kg.
Utilidad = PVP – Costo unitario
Utilidad = 1.8 $/Kg. – 1.511 $/Kg. = 0.289 $/Kg.
Situación actual de la empresa 50
2.4.- Análisis FODA
La matriz FODA, es una herramienta fundamental en toda organización, ayuda a evaluar los recursos (factores internos y externos con los que cuenta la empresa).
Factores internos, son todos aquellos recursos existentes en la empresa sean estos financieros, tecnológicos y de organización que permiten el desarrollo normal de sus actividades, si actúan de forma positiva se las denomina como fortalezas y forman parte de las ventajas competitivas, las debilidades son todo lo contrario.
Factores externos son los que su influencia está dada por la situación política, financiera y social del país, si se presentan de forma positiva la empresa las considera como oportunidades para aumentar su desarrollo y si son negativas se muestran como amenazas que pueden afectar seriamente el normal funcionamiento y desarrollo de la empresa.
2.4.1.-Matriz FODA.
Con la participación de personal de la empresa, se pudieron establecer mediante una lluvia de ideas los elementos que conforman la siguiente matriz Foda.
Situación actual de la empresa 51
Cuadro Nº 17 Matriz FODA
Matriz FODA
OPORTUNIDADES AMENAZAS
1.-Crecimiento constante de la
demanda.
2. Conocer las necesidades del
mercado.
3.-Captar nuevos segmentos
de mercado.
FORTALEZAS ESTRATEGIAS FO ESTRATEGIAS FA
1.-Experiencia por más de 20
años en esta actividad.
2.-Independencia financiera.
3.-Maquinarias en su mayoría
automatizadas.
4.-Constantes inversiones en
recursos físicos
5.-Confianza y lealtad de un
grupo de clientes
6.-Armónico clima laboral
1.-Aprovechar lealtad de
clientes para mantener y
aumentar participación en el
mercado
2.-Se cuenta con solvencia
financiera para incursionar con
nuevos productos
2.-Invertir en tecnología para
ser muy competitivo
3.-Utilizar los recursos
existentes para reducirla
máximo los costos de
producción
DEBILIDADES ESTRATEGIAS DO ESTRATEGIAS DA
1.-Fallas en la planificación de
actividades
2.-Capacidad de producción
de extrusión inferior a la de
1.-Establecer planes de
producción para mejorar los
desarrollos en los procesos
3.-Incorporar en su staff un
agente de ventas que pueda
incursionar y explorar nuevos
mercados
4.-Capacitar constantemente su
fuerza laboral para desarrollar
sus habilidades
requerimientos de clientes
Estudio de los problemas 52
CAPITULO III
ESTUDIO DE LOS PROBLEMAS
3.1.-Registro de los problemas que afectan el proceso de producción.
La empresa esta siendo afectada en sus procesos debido a que a la restricción o cuello de botella que se presenta en la sección de extrusión, más adelante se detallarán cuales son las causas que originan este problema, también se podrá establecer las causas de provoca la elevada cantidad de scrap que se generan en los procesos.
Problema 1 La insatisfacción del Cliente.
Problema 2 Elevado índice de scrap
Los efectos provocados por las diversas causas dan origen que se produzca la insatisfacción del cliente, dichos efectos son:
A.- Retraso en la entrega de pedidos. B.- Producto defectuoso.
C.- Pedidos incompletos o faltantes. D.- Falta de atención personalizada.
El efecto que provoca que el Elevado índice de scrap, es:
A.- Materia prima y producto final no cumple especificaciones
Estudio de los problemas 53
3.1.1.-Análisis de los problemas que afectan el proceso productivo.
3.1.1.1.-Insatisfacción de los clientes
Retraso en la entrega pedidos
Problema: Insatisfacción de los clientes
Origen: Sección de extrusión, Máq. 18 y 12
Causa : Disminución de la capacidad de producción.
Efecto: Retraso en la entrega de pedidos.
Conclusión.- En la sección de extrusión se presenta la restricción (cuello de botella), debido a que esta área es de menor capacidad de producción con respecto a la de sellado, ocasionando que no trabaje a su completa capacidad ya que debe esperar el material que se produce en el proceso anterior (extrusión), a esto se suma la disminución de producción debido a que la extrusora Nº 18 y Nº 12, son las más antiguas (15 y 12 años respectivamente), haciendo que reduzca sus capacidades en un 50% aprox. de la nominal. Ver gráfico 7.
Producto defectuoso.
Problema: Insatisfacción del cliente
Origen: Sección de sellado
Causa : Mala regulación de termo controles
Efecto: Reclamos por producto defectuoso