Planificar y estructurar un sistema de gestión de la calidad en el proceso de fabricación de tubería pvc con material recuperado en la empresa Mundo pvc basado en la NORMA ISO 9001:2008
85
0
0
Texto completo
(2) 2015 PLANIFICAR Y ESTRUCTURAR UN SISTEMA GESTION DE CALIDAD EN EL PROCESO DE FABRICACIÓN DE TUBERÍA PVC CON MATERIAL RECUPERADO EN LA EMPRESA MUNDO PVC BASADO EN LA NORMA ISO 9001: 2008.. HAYMER ARDILA PEÑA NESTOR ANDRES RIVERA PRIETO. TRABAJO DE MONOGRAFIA PARA OPTAR AL TITULO DE INGENIERO INDUSTRIAL. PROFESOR: LUZ DAIFENIS. UNIVERSIDAD COOPERATIVA DE COLOMBIA. FACULTAD DE INGENIERIA. INGENIERIA INDUSTRIAL. BOGOTA D.C..
(3) 2015 PLANIFICAR Y ESTRUCTURAR UN SISTEMA DE GESTION DE CALIDAD EN EL PROCESO DE FABRICACIÓN DE TUBERÍA PVC CON MATERIAL RECUPERADO EN LA EMPRESA MUNDO PVC BASADO EN LA NORMA ISO 9001: 2008. RESUMEN ANALITICO Uno de los principales problemas que se presentan a las MiPyMes en Colombia en la actualidad, es lograr presencia y permanencia en el mercado a pesar de su competencia, para esto se ha hecho cada vez más necesario plantear estrategias que permitan adaptarse a constantes cambios en el mercado. Es por esto que, contar con un Sistema de Gestión de la Calidad (SGC) resulta de vital importancia, sobre todo, si se busca un reconocimiento de los esfuerzos que la empresa MUNDO PVC realiza en torno a la calidad, como la certificación bajo la norma ISO 9001:2008. Para esto, es necesario atravesar distintas etapas en la construcción del SGC acorde a las necesidades de la empresa; el presente proyecto muestra las actividades resultantes de la consulta de diversos autores para la fase del diseño del SGC de la empresa. El PVC, es un elemento de perfecta adaptación, a todos los sistemas de transformaciones, sus propiedades de permeabilidad al vapor de agua, e impermeabilidad a gases y aromas, se constituye en barreras sobre todo para evitar el desarrollo de moho e impedir oxidación y la perdida de aromas, cualidades que le hacen de gran versatilidad. La Norma ISO 9001 especifica los requisitos para un sistema de gestión de la calidad que pueden utilizarse para su aplicación y se centra en la eficacia del sistema de gestión de la calidad para satisfacer los requisitos del cliente. Para el caso específico de esta monografía diseño de un SGC se siguieron los siguientes parámetros: •Se determinó el alcance del SGC para después desarrollar la política de calidad •Se establecieron los requerimientos del cliente y regulatorios •Se identificaron los procesos y su secuencia •Se definieron autoridades y responsabilidades •Se determinó también cómo cumplir los requerimientos de ISO 9001:2008 para posteriormente establecer equipos de trabajo y diseñar los indicadores para el SGC..
(4)
(5) ABSTRACT One of the main problems encountered MSMEs in Colombia today is to achieve presence and permanence in the market despite its competence, for this has become increasingly necessary to propose strategies to adapt to constant changes in the market. That is why, having a Management System (QMS) is vital, especially if you are looking for a recognition of the efforts the company MUNDO PVC performed around quality, such as certification under the ISO 9001: 2008. For this it is necessary to go through various stages in the construction of the QMS according to the needs of the company; this project shows the activities resulting from the consultation of various authors for the design phase of the QMS of the company. PVC is a perfect adaptation element, all transformations systems, properties of water vapor permeability, and impermeability to gases and aromas, constitutes barriers especially to prevent mold growth and to prevent oxidation and loss of aromas, qualities that make it versatile. ISO 9001 specifies requirements for a system of quality management that can be used for application and focuses on the effectiveness of the quality management to meet customer requirements. For the specific case of this paper design a QMS the following parameters were followed: • The scope of the QMS was determined then develop quality policy • Customer requirements and regulatory settled • Processes and their sequence were identified • Authorities and responsibilities are defined • It was also determined how to meet the requirements of ISO 9001: 2008 and later establish teams and designing indicators for the QMS..
(6) NOTA DE ACEPTACION. __________________________ __________________________ __________________________ __________________________ __________________________.
(7) _____________________________________________ FIRMA DEL PRESIDENTE DEL JURADO. ______________________________________________ FIRMA DEL JURADO. ______________________________________________ FIRMA DEL JURADO.
(8)
(9) Tabla de contenido. Pag.. NOTA DE ACEPTACION ................................................................................................................... 6 INTRODUCCION ........................................................................................................................... 13 CAPITULO 1 .................................................................................................................................. 14 1. 1.1. DESCRIPCION DEL PROYECTO ............................................................................................... 14 TITULO DEL PROYECTO ..................................................................................................... 14. 1.2 PLANTEAMIENTO DEL PROBLEMA .......................................................................................... 14 1.3 ALCANCE ................................................................................................................................ 15 1.4 OBJETIVOS ............................................................................................................................. 15 CAPITULO 2 .................................................................................................................................. 17 2.. DIAGNOSTICO ...................................................................................................................... 17. 2.1 DESCRIPCION DE LA EMPRESA ................................................................................................ 17 2.2 MATERIALES PARA LA FABRICACIÓN DE TUBERÍA PVC ............................................................ 20 2.2.1 MATERIA PRIMA .................................................................................................................. 20 2.2.1.1 MATERIAL RECUPERADO: ................................................................................................. 20 2.2.1.2 ACEITE ESTABILIZANTE: .................................................................................................... 21 2.2.1.3 CERA LUBREX O POLYLUB 70 ............................................................................................ 22 2.2.1.4 DIÓXIDO DE TITANIO ........................................................................................................ 22 2.2.1.5 ESTEARATO DE CALCIO: .................................................................................................... 23 2.2.1.6 CARBONATO DE CALCIO: .................................................................................................. 23 2.2.1.7 PIGMENTOS O COLORANTES MÁSTER: ............................................................................. 24 2.2.2 MAQUINARIA Y EQUIPO ..................................................................................................... 25 2.2.2.1 AGLUTINADORA ............................................................................................................... 25 2.2.2.2 EXTRUSORA ...................................................................................................................... 25 2.2.2.3 TINA DE CONFORMACION Y ENFRIAMIENTO .................................................................... 26 2.2.2.4HALADOR O JALADOR ........................................................................................................ 27 2.2.2.5 CODIFICADOR ................................................................................................................... 27 2.2.2.6 MOLINO ........................................................................................................................... 28 2.3 DIAGRAMA DE OPERACIÓN ACTUAL ....................................................................................... 28 2.3.1 DESCRIPCIÓN DE LA SIMBOLOGÍA UTILIZADA ...................................................................... 30.
(10) 2.3.2 DESCRIPCION DEL PROCESO ................................................................................................ 30 2.3.2.1 Recepción y Almacenamiento de Materia Prima ............................................................... 30 2.3.2.2 Inspección de la Materia Prima ......................................................................................... 31 2.3.2.3 Transporte de materia prima a zona de mezcla................................................................. 31 2.3.2.4 Mezcla de los materiales en frio ....................................................................................... 31 2.3.2.5 Transporte de la Materia Prima a la Maquina aglutinadora............................................... 31 2.3.2.6 Aglutinado ........................................................................................................................ 31 2.3.2.7 Transporte a extrusora ..................................................................................................... 32 2.3.2.8 Extrusión e Inspección ...................................................................................................... 32 2.3.2.9 Enfriado y Formado .......................................................................................................... 33 2.3.2.10 Transporte a corte .......................................................................................................... 34 2.3.2.11 Corte .............................................................................................................................. 34 2.3.2.12 Inspección del producto terminado ................................................................................ 35 2.3.2.13 Transporte al Almacén de Producto Terminado .............................................................. 35 2.3.2.14 Almacenamiento ............................................................................................................ 35 2.4 DIAGNOSTICO Y POSIBLES PROBLEMAS EN EL PROCESO ......................................................... 36 CAPITULO 3 .................................................................................................................................. 40 3.. ANALISIS DE CAUSAS ............................................................................................................ 40. 3.1 Recepción y almacenamiento/inspección de materia prima ................................................... 40 3.2 Transportes. ........................................................................................................................... 42 3.3 Mezcla en frio y aglutinado. ................................................................................................... 43 3.4 EXTRUSION............................................................................................................................. 43 3.5 Formado y enfriado. ............................................................................................................... 44 3.6 Corte. ..................................................................................................................................... 45 CAPITULO 4 .................................................................................................................................. 47 4.. SISTEMA DE GESTIÓN DE CALIDAD PARA LA EMPRESA MUNDO PVC..................................... 47. 4.1 MISION, POLÍTICA DE CALIDAD Y VALORES ORGANIZACIONALES ............................................ 47 4.2 ORGANIGRAMA...................................................................................................................... 48 4.3 DESARROLLO METODOLÓGICO............................................................................................... 49 4.3.1 PLANIFICAR ......................................................................................................................... 50 4.3.1.1 Análisis de la organización ................................................................................................ 50 4.3.1.2 Diagnóstico ...................................................................................................................... 50.
(11) 4.3.1.3 Planificación del Sistema .................................................................................................. 51 4.3.2 HACER ................................................................................................................................. 51 4.3.2.1 Recepción de materia prima ............................................................................................. 51 4.3.2.2 Fabricación de tubería ...................................................................................................... 53 4.4 Manual De Calidad ................................................................................................................ 56 CAPÍTULO 5 .................................................................................................................................. 75 5.. INDICADORES DE GESTIÓN ................................................................................................... 75. 5.1 INDICADOR DE GESTIÓN PARA LA RECEPCIÓN DE MATERIA PRIMA ........................................ 75 5.1.1 Descripción del indicador .................................................................................................... 75 5.2 INDICADOR DE GESTIÓN PARA LA FABRICACION DE TUBERIA ................................................ 78 5.2.1 Descripción del indicador .................................................................................................... 78 5.3 Indicador De Gestión para el control de tubos no conforme ................................................... 80 5.3.1 Descripción del indicador .................................................................................................... 80 CONCLUSIONES ............................................................................................................................ 82 ANEXOS SISTEMA DE GESTIÓN DE CALIDAD ................................................................................. 83 Anexo 1 RECEPCION Y ALMACENAMIENTO MATERIA PRIMA ........................................................ 83 Anexo 2 FABRICACION DE LA TUBERIA ......................................................................................... 83 Anexo 3 PRODUCTO TERMINADO ................................................................................................ 83 Anexo 4 CONTROL DE DOCUMENTACION..................................................................................... 83 Anexo 5 ACCIONES CORRECTIVAS Y PREVENTIVAS ....................................................................... 83 Anexo 6 AUDITORIAS INTERNAS ................................................................................................... 83 BIBLIOGRAFIA .............................................................................................................................. 84. Ilustración 1 BODEGA ........................................................................................................................................ 17 Ilustración 2 AREA DE ALMACENAMIENTO PRODUCTO TERMINADO ............................................................... 18 Ilustración 3 BODEGA DE DESCARGUE MATERIA PRIMA Y ENTREGA PRODUCTO TERMINADO ....................... 18 Ilustración 4 MATERIA PRIMA PARA MOLER Y YA MOLIDA .............................................................................. 20 Ilustración 5 IZQUIERDA PILAS DE MATERIAL MOLIDO, DERECHA MATERIAL LISTO PARA USO ....................... 21 Ilustración 6 ACEITE HIDRAULICO...................................................................................................................... 21 Ilustración 7 POLYLUB 70 .................................................................................................................................. 22 Ilustración 8 DIOXIDO DE TITANIO REF KRONOS 2220 ...................................................................................... 23 Ilustración 9 ESTEARATO DE CALCIO ................................................................................................................. 23 Ilustración 10 CARBONATO DE CALCIO ............................................................................................................. 24 Ilustración 11 PIGMENTO AMARILLO CROMO .................................................................................................. 24.
(12) Ilustración 12 AGLUTINADORA.......................................................................................................................... 25 Ilustración 13 EXTRUSORA ................................................................................................................................ 26 Ilustración 14 TINA DE CONFORMACION Y ENFRIAMIENTO ............................................................................. 27 Ilustración 15 HALADOR O JALADOR ................................................................................................................. 27 Ilustración 16 CODIFICADOR ............................................................................................................................. 28 Ilustración 17 MOLINO INDUSTRIAL PARA PLASTICOS ...................................................................................... 28 Ilustración 18 tolva de alimentación ................................................................................................................. 32 Ilustración 19 cabezal para extrusión con molde .............................................................................................. 33 Ilustración 20 JALADOR ..................................................................................................................................... 34 Ilustración 21 tronzadora para el corte del tubo ............................................................................................... 35 Ilustración 22 TUBO PERFORADO ...................................................................................................................... 38 Ilustración 23 TUBO DEFORMADO .................................................................................................................... 39 Ilustración 24 TUBO ASTILLADO ........................................................................................................................ 39 Ilustración 25 TUBO DES-CALIBRADO ................................................................................................................ 39 Ilustración 26 Ciclo PHVA .................................................................................................................................. 50 Ilustración 27zarandas para inspección ............................................................................................................ 77 Ilustración 28 Material Para Recuperar ............................................................................................................ 79. Tabla 1Tabla de tubos no conformes _________________________________________________________ 38 Tabla 2 Indicador Recepción Materia Prima ___________________________________________________ 75 Tabla 3 control de tubos defectuosos ________________________________________________________ 80. Figura 1 Diagrama de bloques del proceso ____________________________________________________ Figura 2 diagrama de causa recepción, almacenamiento e inspección de materia prima _______________ Figura 3 diagrama de causa en el transporte de la materia prima _________________________________ Figura 4 diagrama de causa mezcla en frio y aglutinado. ________________________________________ Figura 5 diagrama de causa extrusión. _______________________________________________________ Figura 6 Diagrama de causa formado y enfriado _______________________________________________ Figura 7 Diagrama de causa corte ___________________________________________________________ Figura 8 Organigrama MUNDO PVC _________________________________________________________ Figura 9 Flujograma de procesos (recepción materia prima) ______________________________________ Figura 10 Flujograma de proceso de fabricación de tubería ______________________________________. 37 41 42 43 44 45 46 49 53 55.
(13) INTRODUCCION El campo de los polímeros, es un ramo muy competido en el nicho en el que se desempeña las micros y pequeñas empresas, especialmente, las orientadas al mercado que utilizan materias primas recicladas. Estas organizaciones, orientan como mayor estrategia de comercialización los bajos precios, ya que esto es, el criterio que los clientes buscan con mayor predilección para su juicio de compra. Las empresas que como MUNDO PVC, quieren ofrecer un valor plus a su producción, se deben a luchar con un profundo cambio de paradigma en el mercado y poder marcar una diferencia competitiva, que no afecte sustancialmente el costo de producción y si genere un valor agregado apreciado por los usuarios y determine un valor de juicio en los mismos. Un Sistema de Gestión de Calidad, permite la adecuada administración de los procesos de la organización, con el fin de enfocarlos a la plena satisfacción de los clientes y el mejoramiento continuo de los procesos.. MUNDO PVC es una empresa ubicada en la ciudad de Bogotá en el sector industrial de Bosa, dedicada a la fabricación de tubería PVC con material recuperado, el cual se obtiene de los remanentes que salen de los procesos de elaboración de productos a base de PVC, como envolturas de dulces, capuchones para flores, perfilería para la construcción, etc., los cuales son elaborados por grandes industrias del plástico, y son materia prima para la producción de este tipo de tuberías. MUNDO PVC cuenta con un proceso de extrusión, mediante el cual transforma el material recuperado en tubería para ventilación, presión, ductos eléctricos y sanitaria, para esto cuenta con dos líneas de producción, que tienen una capacidad de procesamiento de 25 toneladas mensuales, en un área de 500 metros cuadrados, distribuida en dos zonas, una de fabricación y la otra de almacenamiento. Para buscar una diferenciación en el mercado frente a otras empresas que fabrican tubos de PVC con material recuperado. MUNDO PVC pretende diseñar un sistema de calidad que permita diseñar, fabricar y comercializar tubos, garantizando que estos cumplan con las especificaciones de calidad, sin necesidad de cambiar su principal materia prima..
(14) CAPITULO 1. 1. DESCRIPCION DEL PROYECTO 1.1 TITULO DEL PROYECTO PLANIFICACION Y ESTRUCTURACION DE UN SISTEMA DE GESTION DE CALIDAD EN EL PROCESO DE FABRICACIÓN DE TUBERÍA PVC CON MATERIAL RECUPERADO EN LA EMPRESA MUNDO PVC BASADO EN LA NORMA ISO 9001: 2008 1.2 PLANTEAMIENTO DEL PROBLEMA La calidad en la fabricación de tubería a partir de material recuperado es un problema generalizado en el sector ya que no existen criterios de control de calidad que permitan al consumidor final distinguir de manera objetiva entre los diferentes fabricantes y la calidad de sus procesos y productos; es por esto que han surgido pequeños productores que, utilizando diversos tipos de materiales fabrican tubería, sin hacer una previa selección de los contaminantes que trae el material recuperado y que aunque son de la misma familia de los polímeros son catalogados como fuente de contaminación, no mantienen la misma homogeneidad y bajan la resistencia, ocasionando fracturas en la tubería reduciendo su tiempo de vida útil significativamente. Para MUNDO PVC las quejas y reclamos que presentan los clientes son evidencia de fallas en el proceso que afectan el producto, y, a pesar de hacer algunos ajustes de tipo empírico durante la fabricación logrando una mejor calidad, no les ha sido posible establecer causas claras de dichas fallas, puesto que no se tiene una metodología establecida para medir o enfrentar el problema. El costo promedio que asume la empresa por concepto de devoluciones es de $ 500.000 mensuales por ítem (sin tener un parámetro objetivo de la afectación que se genera en el mercado) en la recuperación de tubos que presentan defectos como: tubo astillado, tubo perforado, tubo deformado y tubo des-calibrado Corregir las causas que generan el producto no conforme para MUNDO PVC es de vital importancia, ya que de no hacerse se seguirán presentando quejas y reclamos por parte de los clientes, lo cual se traduce en perdida de.
(15) representatividad en el mercado y la imagen que actualmente posee la empresa, además se pueden incrementar los costos por este concepto. Por esta razón se plantea planificar y estructurar un sistema de calidad que permita una mejora en todas las etapas del proceso, desde la recepción de materia prima hasta la entrega como producto terminado La planificación y estructuracion de este sistema, busca llevar un producto de buena calidad a los clientes, dar solución a las quejas y reclamos que se han venido presentando, para evitar perdida de participación del mercado, además de hacer los ajustes necesarios al proceso, que permita controlar el defecto desde su fuente, así mismo, brindar un producto seguro y confiable que cuente con unas especificaciones de calidad, con el fin de garantizar la rentabilidad de la empresa. Se hace necesario identificar y puntualizar los problemas que delimitaran en principio este SGC, mostrando los defectos que con mayor frecuencia se presentan, para lo que se hizo una revisión a la base de datos existente en la empresa MUNDO PVC y de la cual obtuvimos que: la incidencia defectos se centra en cuatro grupos claramente susceptibles a la gestión de la calidad.. 1.3 ALCANCE El presente proyecto abarca la etapa de diagnóstico de los proceso de la empresa MUNDO PVC; documentación del Sistema de Gestión; basado en la norma ISO 9001:2008. 1.4 OBJETIVOS Objetivo General. Estructurar y planificar un sistema de Gestión de calidad para el proceso de fabricación de tubería PVC con material recuperado en la empresa MUNDO PVC, que permita establecer las bases para el desarrollo e implantación del mismo y conforme a las necesidades de las partes interesadas.. Objetivos Específicos.
(16) . Diagnosticar las características endógenas y exógenas de la empresa MUNDO PVC que le permita conocer sus debilidades y oportunidades competitivas.. . Planificar y estructurar un sistema de calidad en la empresa MUNDO PVC, que corresponda a las necesidades del mercado.. . Realizar la documentación de soporte del Sistema de Gestión de Calidad de acuerdo a los requisitos de la Norma ISO: 9001:2008 y que le permitan a la empresa Mudo PVC su implementación..
(17) CAPITULO 2 2. DIAGNOSTICO 2.1 DESCRIPCION DE LA EMPRESA MUNDO PVC es una empresa que pertenece al sector privado liderada por el grupo familiar Rivera Prieto La empresa se encuentra ubicada a 100 metros de la autopista sur, en el sector industrial de Bosa en la ciudad de Bogotá, lo que le facilita el transporte de la materia prima, así como del producto terminado, además sus instalaciones están distribuidas de tal forma que el almacenamiento, cargue y descargue tienen una zona de 500 metros cuadrados, distribuidos en dos áreas de 250 metros cuadrados cada una, de tal manera, que un área se utiliza para la recepción y almacenaje de materia prima, zona de molido y almacenaje y embalaje de producto terminado. Así como se muestra en la siguientes ilustraciones.. Ilustración 1 BODEGA.
(18) Ilustración 2 AREA DE ALMACENAMIENTO PRODUCTO TERMINADO Ilustración 3 BODEGA DE DESCARGUE MATERIA PRIMA Y ENTREGA PRODUCTO TERMINADO. La segunda área de la misma dimensión, es en la que se ubica la zona de producción la cual cuenta con dos líneas de extrusión, además de espacio suficiente para el almacenamiento temporal del producto terminado y de la materia prima lista para su transformación. La materia prima con la que trabaja MUNDO PVC es comprada a personas que trabajan en el comercio de manera informal, que hacen parte de él gran número de personas que se dedican a visitar las empresas para recoger los materiales que salen como residuos de sus procesos industriales, ya sea (carton, plástico, pvc, madera, entre otros ) situación que se da, ya que dichas empresas no cuentan con una política de seguridad ambiental, por lo tanto entregan los residuos a personas del sector informal, para que ellos a través del reciclaje seleccionen los materiales que se puedan recuperar y luego ser vendidos, que para el caso de MUNDO PVC esta compra el material que contenga PVC. Sin embargo este proceso de selección lo realizan de manera ambigua ya que no tiene unos criterios de separación establecidos, lo hacen para sacar mayor rentabilidad ya que al separarlos es más fácil su comercialización. Bajo estas condiciones la materia prima que llega a MUNDO PVC proviene de la recolección de un sin número de materiales que visualmente pueden tener las características de un poli-cloruro de vinilo (PVC) pero que puede venir contaminados con otro tipo de polímeros u otros contaminantes como madera,.
(19) alambres, piedras entre otros, que impiden la transformación del material en tubos de pvc a base de material recuperado de óptimas condiciones. Como medida preventiva MUNDO PVC tiene dentro de sus políticas de compra de material recuperado, pagos de facturas de hasta 30 días tiempo en el cual se procesa el material y se hace la separación de contaminantes, ya sea durante su proceso de molida o re-envase de material para la aglutinación, esto dependiendo si el material viene para moler o si ya está molido, al final se hace el descuento del material que no es apto para la fabricación de tubos. Este material en algunas ocasiones lo recoge el vendedor pero en la gran mayoría de casos se queda en la bodega de almacén de MUNDO PVC, para luego sacarlos con los demás residuos que se generan en la empresa. En el momento de la recepción del material se tienen algunas medidas de control como hacer una inspección visual al material el cual viene en contenedores (Big Bags) para determinar si su textura, o densidad, cumple para el proceso, cabe aclarar que este tipo de practica la realizan de forma manual puesto que no se cuenta con una herramienta de medición, esta se hace a través de la experiencia de los operarios quienes en su diaria labor les permite identificar con facilidad el material que es funcional en el proceso, otro control que se hace es el de inflamabilidad que consiste en acercar una llama al material a través de un encendedor si el material enciende, no será apto para el proceso, por el contrario el PVC es un material que no genera combustión, lo que no permite que genere llama y de esta manera se da un criterio de aceptación para la compra. Este tipo de controles se hacen de manera aleatoria y bajo criterio tanto de la persona que entrega como de la que recibe. Una vez comprado el material este se dispone para hacer dos procesos de separación; material que va para el molino o el que va para la aglutinadora directamente, en el primer caso en la medida que se va moliendo el material el operario del molino inicia a hacer la segregación de posibles contaminantes ya sea de manera visual o a través del control de inflamabilidad y así poder retener la mayor parte de contaminantes, teniendo en cuenta que no se hace una inspección 100 %, luego se dispone en lonas de aproximadamente 25 Kg para ser llevadas hasta la aglutinadora. Para el segundo caso se pasa el material que viene en los contenedores (Big Bags) directamente a las lonas para ser llevadas hasta la aglutinadora, en ese proceso de re-envasado se hace un control visual para detectar posibles contaminantes. De esta manera MUNDO PVC contribuye con dos grandes problemáticas la contaminación medio ambiental y el calentamiento global, ya que al utilizar material recuperado para su proceso, mitiga no solo la problemática de contaminación de Colombia sino también del mundo, convirtiéndose en una.
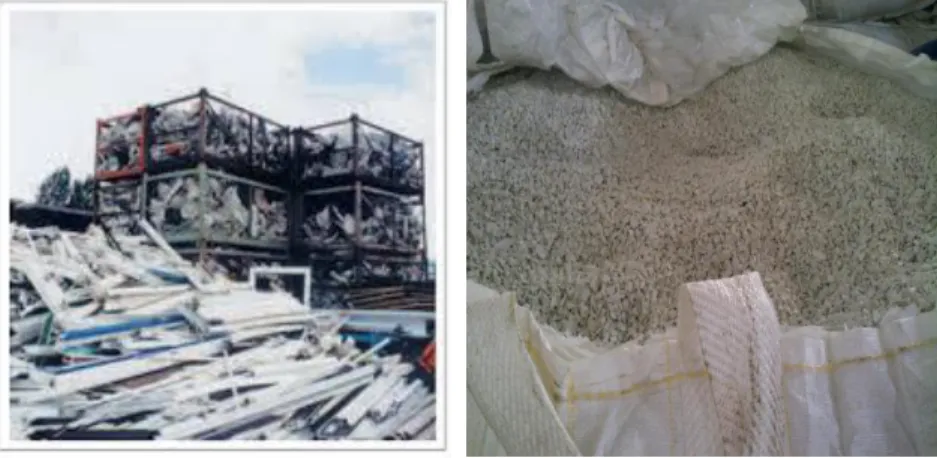
(20) empresa que trabaja responsablemente con el medio ambiente y con su comunidad. A continuación se muestran dos ilustraciones del materia prima.. Ilustración 4 MATERIA PRIMA PARA MOLER Y YA MOLIDA. Una empresa que utiliza como materia prima para sus productos, PVC 100% recuperado, maneja procesos de optimización y purificación de los mismos con el fin de elaborar tubería sanitaria, sin dejar de lado políticas de calidad que aseguren la completa confiabilidad del producto. Al generar un producto que cumple con los requisitos y normas necesarias para su distribución y posterior uso, se deben manejar estándares de calidad altamente competitivos, enfocados en la distribución nacional y en proporcionar al cliente la comodidad y tranquilidad de adquirir un producto totalmente seguro. 2.2 MATERIALES PARA LA FABRICACIÓN DE TUBERÍA PVC 2.2.1 MATERIA PRIMA Para la elaboración de la tubería de pvc es necesario tener los siguientes productos. 2.2.1.1 MATERIAL RECUPERADO: Es el material base para la fabricación de la tubería, en este caso se usa material recuperado..
(21) Ilustración 5 IZQUIERDA PILAS DE MATERIAL MOLIDO, DERECHA MATERIAL LISTO PARA USO. 2.2.1.2 ACEITE ESTABILIZANTE:. Los aceites estabilizantes son utilizados para evitar que el pvc se queme al momento de hacer fricción con la camisa de la extrusora y también permite que el pvc fluya con facilidad. En este caso se usa aceite hidráulico usado.. Ilustración 6 ACEITE HIDRAULICO.
(22) 2.2.1.3 CERA LUBREX O POLYLUB 70. El POLYLUB 70 es un lubricante de acción externa cuya composición provee una adecuada lubricación a todo lo largo del proceso de transformación de los compuestos de Poli (cloruro de vinilo), PVC. El POLYLUB 70 es un lubricante desarrollado para formulaciones de tubería, que garantiza una excelente respuesta a las distintas condiciones de temperatura y torque que se presentan durante el proceso. El POLYLUB 70 es de fácil dispersión, mejora las propiedades de flujo del compuesto de Poli (cloruro de vinilo), PVC, suministra buen despegue, deslizamiento y brillo al compuesto final.. Ilustración 7 POLYLUB 70. 2.2.1.4 DIÓXIDO DE TITANIO. Confiere a los plásticos para uso en exteriores una elevada resistencia a la intemperie, proporciona una blancura muy elevada y una tonalidad neutra en coloraciones blancas, posee un poder aclarante y cubriente muy elevado..
(23) Ilustración 8 DIOXIDO DE TITANIO REF KRONOS 2220. 2.2.1.5 ESTEARATO DE CALCIO:. El estearato de calcio es una sustancia graso insoluble, destinado a la lubricación en la fabricación de Tuberías, Perfiles. Es anti aglutinante, Posee excelente estabilidad a altas temperaturas, Permite obtener una alta claridad en PVC sin pigmentar entre otras propiedades.. Ilustración 9 ESTEARATO DE CALCIO. 2.2.1.6 CARBONATO DE CALCIO:.
(24) Mejora la velocidad de extrusión y las propiedades mecánicas del plástico además de dar rigidez al tubo ayudándolo a soportar las más altas temperaturas del ambiente. Ilustración CALCIO. 10. CARBONATO. DE. . 2.2.1.7 PIGMENTOS O COLORANTES MÁSTER:. Como su nombre lo indica dan la tonalidad necesaria para la tubería.. Ilustración 11 PIGMENTO AMARILLO CROMO.
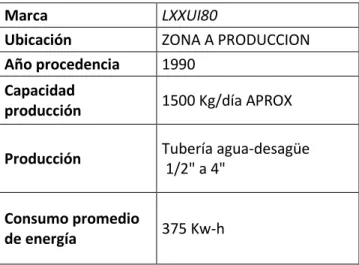
(25) 2.2.2 MAQUINARIA Y EQUIPO 2.2.2.1 AGLUTINADORA. Esta máquina es muy practica en su diseño, ya que es un cilindro con un par de cuchillas o aspas planas que mantienen un movimiento circular constate el cual hace calentar el material por medio de fricción, pero a la vez esencial en el proceso, puesto que, gracias a esas temperaturas es posible que la mezcla sea totalmente homogénea. Este equipo tiene una capacidad de mezcla de 45 Kg.. Ilustración 12 AGLUTINADORA. 2.2.2.2 EXTRUSORA. Es la maquina principal del proceso y es la que se encarga de dar plastificación (punto exacto entre sólido y liquido), a la mezcla salida de la aglutinadora, dejando listo el material para pasar por la zona de conformado y enfriamiento..
(26) Ilustración 13 EXTRUSORA. DESCRIPCION Marca Ubicación Año procedencia. LXXUI80 ZONA A PRODUCCION 1990. Capacidad producción. 1500 Kg/día APROX. Producción. Tubería agua-desagüe 1/2" a 4". Consumo promedio de energía. 375 Kw-h. 2.2.2.3 TINA DE CONFORMACION Y ENFRIAMIENTO La tina es un recipiente de forma rectangular, dividido en dos partes: cámara de vacío y cámara de enfriamiento. La cámara de vacío es una tercera parte del total de la tina, la cual, se sella herméticamente para eliminar cualquier flujo de aire y así obligar por succión al material que pasa por allí a expandirse a la medida de los conformadores que dan el diámetro requerido en el momento. La cámara de enfriado ocupa las dos terceras partes restantes y lleva un flujo de agua constante a temperaturas bajas para que al pasar el tubo recién conformado se pueda solidificar y formar el producto terminado..
(27) Ilustración 14 TINA DE CONFORMACION Y ENFRIAMIENTO. 2.2.2.4HALADOR O JALADOR Es la maquina encargada de halar o jalar el tubo desde la tina de enfriamiento hasta la zona de corte y a su vez es la que dependiendo de la velocidad permite controlar el espesor de la pared del tubo.. Ilustración 15 HALADOR O JALADOR. 2.2.2.5 CODIFICADOR El codificador o también llamado sello es usado para identificar el tubo, con: su dimensión, especificación de peso, fecha, hora y turno de fabricación..
(28) Ilustración 16 CODIFICADOR. 2.2.2.6 MOLINO Este equipo, es el encargado del reproceso del material no conforme o de la molida del material que los proveedores no muelen. Cuenta con un juego de cuchillas giratorias y otras fijas, estas hacen que pase el material a través de una criba que da el diámetro de las partículas o trozos de material.. Ilustración 17 MOLINO INDUSTRIAL PARA PLASTICOS. 2.3 DIAGRAMA DE OPERACIÓN ACTUAL A continuación se muestra el diagrama de operación con el que actualmente cuenta la empresa MUNDO PVC donde nos permite visualizar los diferentes.
(29) procesos que se realizan para la fabricación de tubería de pvc a base de material recuperado. RECEPCION Y ALMACENAMIENTO. INSPECCION DE MATERIA PRIMA. TRANSPORTE DE MATERIA PRIMA A ZONA DE MEZCLA. MEZCLA DE MATERIALES EN FRIO. TRANSPORTE A LA AGLUTINADORA. AGLUTINADO. TRANSPORTE A EXTRUSORA. EXTRUSION E INSPECCION. CONFORMADO Y ENFRIADO. HALADO A LA ZONA DE CORTE. CORTE. INSPECCION DEL PRODUCTO TERMINADO TRANSPORTE DE PRODUCTO TERMINADO. ALMACENAJE.
(30) 2.3.1 DESCRIPCIÓN DE LA SIMBOLOGÍA UTILIZADA. Operación: El trabajo realizado en la elaboración del producto asignado por lo común a una sola estación de trabajo. Transporte: Cualquier movimiento del producto, o cualquiera de sus partes, entre los distintos sitios del proceso de producción. Almacenamiento: Intervalos durante los cuales el producto, o cualquiera de sus partes, espera o está inmóvil. A menudo se pone una T dentro del triángulo para indicar un almacenamiento temporal, cuando el producto se almacena brevemente, antes de completar el proceso de conversión. Una P dentro del triángulo indicará almacenamiento permanente, cuando el producto terminado permanece en un depósito de almacenamiento durante más de uno o dos días. Inspección: Todas las actividades que se realizan para verificar que el producto satisface los requerimientos mecánicos, dimensiónales de funcionamiento. Demora: Almacenamiento temporal antes o después de una operación de producción. Al emplear el símbolo de almacenamiento temporal, a menudo se omite esta categoría.. 2.3.2 DESCRIPCION DEL PROCESO 2.3.2.1 Recepción y Almacenamiento de Materia Prima El pvc recuperado llega a la empresa en diferentes presentaciones ya sea para moler o molido. El material que llega para moler como perfilaría, papelillo para dulce capuchones para flora, entre otros es llevado directamente a la zona de molido y allí se hace la distinción del material separándolo por colores, por su dureza, para su posterior molido, el material que llega molido por lo general llega en contenedores (big bags) de más de 300kg y es necesario reembolsarlo en lonas de máximo 25 kg para fácil manejo y se lleva hasta la zona de producción..
(31) 2.3.2.2 Inspección de la Materia Prima Como se mencionó en el ítem anterior llega el material molido o para moler y en ambos casos hay que hacer la inspección. El material que llega para moler se tiene que verificar que sea efectivamente pvc, que no tenga otro tipo de elementos como metal, cartón, u otros tipos de plásticos que actúan como contaminantes del PVC y puedan ocasionar daño en la molida o en la operación de la extrusora. Para el material que llega molido es necesario hacer pruebas de descarte de agentes contaminantes para esto es necesario hacer una prueba de plastificación, punto en el que el material alcanza las condiciones de trabajo para la fabricación del tubo, esto se hace siempre y cuando se cambie de material, de esta manera se asegura que el material cumple para el proceso de extrusión, de presentarse algún contaminante se debe hacer inspección 100 % del material por parte del personal encargado, para retirar los contaminantes.. 2.3.2.3 Transporte de materia prima a zona de mezcla Después de la inspección de la materia prima se procede a llevarla a la zona de mezcla en frio.. 2.3.2.4 Mezcla de los materiales en frio En esta etapa del proceso la materia prima es combinada en su conjunto para homogenizar los colores que puedan tener los distintos tipos de material.. 2.3.2.5 Transporte de la Materia Prima a la Maquina aglutinadora Luego de la mezcla en frio el material es empacado de nuevo en lonas y llevado a la aglutinadora a medida que se requiera.. 2.3.2.6 Aglutinado Las lonas con material previamente mezclados y revisados son vertidos a la aglutinadora, la cual, se encarga de calentar los materiales y hacerlo más.
(32) consistente incorporando los componentes para hacer una mezcla homogénea con su materia prima base el PVC, y sus respectivos aditivos el estearato de calcio, cera lubrex, aceite hidráulico usado, carbonato de calcio, dióxido de titanio y pigmento. Recuperando las propiedades físico-químicas que se han perdido en cada uno de los procesos en los que ha pasado el pvc hasta llegar de nuevo a la extrusora. 2.3.2.7 Transporte a extrusora Después de sacar el material de la aglutinadora en recipientes de plástico, se procede a transportarlos de forma manual por el operario hasta La extrusora donde es vertida esta mezcla granular en la tolva de la extrusora.. 2.3.2.8 Extrusión e Inspección. La extrusión es el método de transformación de termoplásticos que les confiere forma. Dado que los termoplásticos son sólidos a la temperatura ambiente, el equipo de extrusión debe encargarse de convertirlos en un fluido de viscosidad apropiada, por calentamiento y mezclado o amasado y dotar a esa masa fluida de una presión constante para ser forzada por la sección de extrusión. La mezcla de PVC se vierte en la tolva de alimentación la cual tiene cierto ángulo de inclinación para facilitar su deslizamiento. El material baja por la tolva hasta la garganta de la misma, pasa a través de ésta y llega al cilindro de la máquina, como se muestra a continuación:. Ilustración 18 tolva de alimentación. El cilindro o camisa aloja a un husillo (tornillo extrusor) el cual, tiene un diseño especial y se divide en tres zonas: alimentación, transición o compresión y descarga..
(33) En la zona de alimentación el husillo toma el material que se encuentra en forma de grano o polvo, lo transporta, lo comprime, lo precalienta a 140 ºC y lo envía a la zona de compresión. La zona de transición o compresión es así llamada debido a que aquí se efectúa la transición del termoplástico sólido a su estado viscoso elástico. En esta zona no sólo se tiene que plastificar o fundir el material, sino que lo debe transportar a la zona de descarga como una masa fundida compacta y libre de burbujas de aire o de algún otro componente volátil. El calentamiento se produce por medio de resistencias a gas. En esta zona la temperatura debe ser de 170 ºC. La zona de descarga es la parte final del husillo que acepta el material plastificado proveniente de la zona de compresión, para homogeneizarlo, calentarlo eventualmente y enviarlo al cabezal, en esta área la temperatura varía entre 150 y 180 ºC. Por último, en el cabezal es donde se le da forma al tubo; esto se hará mediante un molde conformado por dos partes, una botella que le da forma a la parte exterior del tubo y una pinola que le da forma al interior, el cabezal también tiene calentamiento para mejorar la plastificación del material. Una vez que pasa el material plastificado por el cabezal, sale con la forma de tubo pasando por el calibrador el cual da las dimensiones específicas al tubo.. Ilustración 19 cabezal para extrusión con molde. Todo el proceso es inspeccionado para evitar inconvenientes o daños que se puedan originar en el material o en la maquinaria.. 2.3.2.9 Enfriado y Formado. Después del paso antes mencionado el tubo todavía caliente pasa por una tina de enfriamiento que tiene circulación de agua y enfría el material hasta hacerlo completamente rígido. Esta tina también contiene un formador que es el que le va a proporcionar el diámetro definitivo y requerido..
(34) 2.3.2.10 Transporte a corte. Una vez que sale el tubo de la tina de enfriamiento completamente rígido pasa por un sistema de tiraje para lo cual se utiliza un jalador o puller el cual hará la función de jalar al tubo hacia el sistema de corte. Existen varios tipos de jaladores, los más comunes son los de orugas y los de llantas. Este transporte jalador además tiene la función de controlar el espesor de la tubería mediante la regulación de velocidad a mayor velocidad el tubo será delgado a menor velocidad será grueso con lo que se obtienen tubos con paredes de diferente espesor.. Ilustración 20 JALADOR. 2.3.2.11 Corte El corte de los tubos se realiza una vez efectuada la medición de la longitud que tendrá el tubo, mediante la utilización de sierras de mano o eléctricas, que se van desplazando con el tubo mientras dura la operación y regresan manual o automáticamente al punto de medición una vez realizado el corte..
(35) Ilustración 21 tronzadora para el corte del tubo. Cuando se fabrica tubo cementar el proceso se termina en este punto, pero en el caso de fabricar tubería que lleva espiga o campana entonces pasa al departamento de acampanado en donde se realizan operaciones de achaflanado (espiga) y acampanado de los tubos para facilitar la inserción de los mismos.. 2.3.2.12 Inspección del producto terminado. Aquí se realizan pruebas a una muestra del producto terminado, estas pruebas incluyen; peso, espesor del cuerpo, longitud, combustibilidad. En el caso de que un tubo no cumpla con estas condiciones mínimas, se procede a destruirse, para luego molerse y reciclarse, recuperándolo en nuevos tubos.. 2.3.2.13 Transporte al Almacén de Producto Terminado. Si la tubería cumple con las especificaciones de control de calidad, entonces pasa al almacén de producto terminado. El producto se transporta por medio de montacargas, siendo amarrados los tubos previamente.. 2.3.2.14 Almacenamiento. El producto terminado es almacenado y dispuesto para su venta..
(36) 2.4 DIAGNOSTICO Y POSIBLES PROBLEMAS EN EL PROCESO A continuación se presenta el diagrama de bloque para el proceso de fabricación de tubería de pvc a base de material recuperado y a través de este haremos un análisis de causas en cada una de sus etapas con el fin de identificar los posibles problemas y así definir la elaboración del sistema de gestión de calidad. RECEPCION Y ALMACENAMIENTO. INSPECCION DE MATERIA PRIMA TRANSPORTE DE MATERIA PRIMA A ZONA DE MEZCLA. MEZCLA DE MATERIALES EN FRIO. TRANSPORTE A LA AGLUTINADORA. AGLUTINADO TRANSPORTE A EXTRUSORA EXTRUSION E INSPECCION CONFORMADO Y ENFRIADO HALADO A LA ZONA DE CORTE CORTE INSPECCION DEL PRODUCTO TERMINADO TRANSPORTE DE PRODUCTO TERMINADO. ALMACENAJE.
(37) Figura 1 Diagrama de bloques del proceso. Tal como se mencionó en el planteamiento del problema, los defectos que con mayor frecuencia se han encontrado en el producto terminado, son los que se muestran gráficamente a continuación, los cuales son tomados teniendo como referencia la base de datos que hasta el momento MUNDO PVC ha recopilado en los últimos 8 meses por concepto de devoluciones de los clientes.. UNIDADES. DEVOLUCIONES 20 19 18 17 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1. 18. 13. 8. 4. TUBO ASTILLADO. TUBO DEFORMADO. TUBO PERFORADO. TUBO DES-CALIBRADO. A. D. P. DES. DEFECTOS. . De lo anterior se puede evidenciar lo siguiente: los eventos encontrados con relación a los defectos son: 18 eventos de tubos astillados de la referencia tubo sanitario liviano de dos pulgadas (TSL 2) y tubo sanitario liviano de tres pulgadas (TSL 3) 8 eventos de tubos deformados de la referencia tubo sanitario liviano de dos pulgadas (TSL 2) y tubo sanitario liviano de tres pulgadas (TSL 3) 4 eventos de tubos perforados de tubo sanitario liviano de dos pulgadas (TSL 2) y tubo sanitario liviano de tres pulgadas (TSL 3) y 13 eventos de tubos des-calibrados de la referencia tubo sanitario liviano de dos pulgadas (TSL 2) y tubo sanitario liviano de tres pulgadas. El desglose de los hallazgos se muestra en la siguiente tabla..
(38) REFERENCI A TSL 2 TSL 2 TSL 2 TSL 2 TSL 3 TSL 3 TSL 3 TSL 3 TOTAL. CANTIDAD DE TUBOS. 18 3 0 20 23 19 6 8 97. TUBO ASTILLAD O X. TUBO DEFORMAD O. TUBO PERFORAD O. TUBO DESCALIBRAD O. X X X X X X X. Tabla 1Tabla de tubos no conformes. Adicional a estos hallazgos a continuación se muestra en imágenes los defectos.. Ilustración 22 TUBO PERFORADO.
(39) Ilustración 23 TUBO DEFORMADO. Ilustración 24 TUBO ASTILLADO. Ilustración 25 TUBO DES-CALIBRADO.
(40) CAPITULO 3 3. ANALISIS DE CAUSAS Mediante inspección al proceso de fabricación se observan diversos problemas donde se evidencia la falta de un sistema de calidad los cuales se muestran a continuación, mediante espinas de pescado para poder realizar un mejor diagnóstico de la situación. Y se realiza en cada una de las etapas del proceso de fabricación.. 3.1 Recepción y almacenamiento/inspección de materia prima Este análisis se puede complementarios entre sí.. hacer de. manera. conjunta,. puesto. que,. ANALISIS DE CAUSAS. MATERIA PRIMA La inspección para la compra de Viene en materia prima se contenedoreshace (Big basados en Bag) de ½ tonelada la experiencia del operario de la extrusora El proveedor no tiene criterios de selección del material. No se cuenta con la maquinaria precisa para llevar a cabo la inspección.. METODO. Se compra sin seleccionar. Los controles en la recepción no garantizan que el material no este contaminado con otros polímeros. Los controles se hacen de manera aleatoria no Adquisición de materia prima para la elaboración de tubos de pvc a base de material recuperado.. No hay un proveedor específico. No se cuenta con maquinaria que facilite su movilidad y posterior apilado. No queda registro escrito de los controles para la aceptación de la materia prima. La inspección para la compra de materia prima se hace basados en la experiencia del operario de la extrusora. N.A. N.A.. La inspección para la compra de materia prima se hace basados en la experiencia del operario de la extrusora se revisa 100% No se cuenta con el personal idóneo ni constante para. Adquisición de materia prima para la elaboración de tubos de pvc a base de material recuperado.. son.
(41) Figura 2 diagrama de causa recepción, almacenamiento e inspección de materia prima.
(42) En el diagrama anterior observamos las principales causas encontradas durante el proceso de compra, recepción, almacenamiento e inspección del material recuperado, con el que trabaja MUNDO PVC. Donde se deben establecer unos lineamientos basados en la norma, que garanticen su control dentro del proceso productivo.. 3.2 Transportes. Se toman todos los transportes, puesto que, todos se realizan de la misma manera. ANALISIS DE CAUSAS. MATERIA PRIMA Viene en contenedores (Big Bags) de ½ tonelada y hay que re-envasarlo en lonas. Las lonas en las que se empaca el material nunca se sellan. METODO No hay control de cómo se transporta ni quien transporta la materia prima. No se deja control escrito del estado del inventario. No hay una identificación de la materia prima que indique su estado TRANSPORTE MATERIA PRIMA. Las zonas de almacenamiento no están identificadas. Riesgo de contaminación y confusión del material por falta de identificación de las lonas. El personal no tiene la capacidad para el transportar la materia prima ya desarrolla varias tareas a la vez. MEDIO AMBIENTE. MANO DE OBRA. Figura 3 diagrama de causa en el transporte de la materia prima. El problema más grave que hay en estas etapas del proceso, es el riesgo de contaminación de la materia prima ya que durante todo el recorrido del material se hace sin que los contenedores ya sean (Big Bags o lonas) estén sellados; además no cuenta con un estado de identificación de la materia prima dependiendo de la etapa en la que se está usando. Dando oportunidad para que se presente una contaminación o confusión.. 42.
(43) 3.3 Mezcla en frio y aglutinado. Esta mezcla ayuda a homogenizar la materia prima, primordialmente en la tonalidad del tubo.. ANALISIS DE CAUSAS MEZCLA EN FRIO Y AGLUTINADO. MATERIA PRIMA Cuando no se ha tenido una buena inspección previa se corre el riesgo que se contamine toda la materia prima. METODO Las lonas en las que se empaca el material en frio no se sellan. No se hay registros de temperatura y velocidad del a aglutinadora. La mezcla en frio se hace de manera manual lo que no garantiza su homogeneidad.. MEZCLA EN FRIO Y AGLUTINADO. La aglutinadora. Para. las. dos. actividades solo hay un Figura 4 diagrama de causa mezcla en frio y aglutinado. no tiene manual de operación. operario. Las dos etapas del proceso se hacen basados en las No hay manual de funciones. MAQUINARIA. MANO DE OBRA. Para esta etapa del proceso se evidencia que una de sus causas está en la preparación del material, pero también se encuentra que no hay ningún documento donde se registren las condiciones de mezcla ni tampoco se controla ninguna de las variables del aglutinado como la temperatura y la velocidad del equipo por lo que se hace necesario documentar el proceso, ya que se depende de la habilidad del operario para poder desarrollarlo.. 3.4 EXTRUSION. Es una de las etapas del proceso más importante, por no decir que la más importante, ya que en esta se transforma el estado del materia de solido a un líquido pastoso, el cual se deja moldear en etapas posteriores.. 43.
(44) ANALISIS DE CAUSAS. MATERIA PRIMA Cuando se mezclan material (pvc) diferente dureza, no se hace una plastificación homogénea. Al tener material contaminado con otro polímero genera daño en su composición.. METODO Al no tener una buena combinación de los químicos hacen presentar mala fusión.. Al operar la maquina sin tener la precaución que este apta para su funcionamiento, hace que se dañe el equipo.. No se lleva documentación clara y precisa del manejo de la extrusora.. Se hace la operación de la maquina solo con la habilidad del operario y no de forma metódica.. Al tener material y químicos de mala calidad se generan mala fusión.. EXTRUSION. La máquina cuenta con variador velocidad.. no un de. Las instalaciones eléctricas no cuentan con protección.. El operario tiene toda libertad de manejar la maquina a su disposición.. Hay partes de la máquina que son para trabajar con resina original.. MAQUINARIA. El operario tiene que hacer muchas tareas a la vez. El operario no lleva ningún tipo de bitácora de operación.. MANO DE OBRA. Figura 5 diagrama de causa extrusión.. En esta etapa se observa, así como en la de aglutinación que no se llevan registros de operación del equipo, como tampoco del proceso, además se observan múltiples funciones para una sola persona, como también riesgos de operación del equipo, pues las instalaciones eléctricas no cuentan con protección y para la elaboración del tubo se utiliza agua para enfriarlo lo que puede ocasionar un corto eléctrico; hace necesario documentar el proceso.. 3.5 Formado y enfriado. Esta etapa también es muy importante y permite dar la forma exterior del tubo.. 44.
(45) ANALISIS DE CAUSAS. MATERIA PRIMA. METODO. Al calentarse el agua, no funciona el sistema de forma correcta. No se cuenta con ningún tipo de sistema de control o información para el funcionamiento de esta etapa.. FORMADO Y ENFRIADO La tina de conformación tiene bastante corrosión y se generan fugas.. El sistema de rieles no funciona correctamente.. El operario al no saber cómo controlar el sistema de vacío, hace que se deforme el tubo y posteriormente se interrumpa el proceso. El operario no está pendiente del cambio de agua.. MAQUINARIA. MANO DE OBRA. Figura 6 Diagrama de causa formado y enfriado. Para esta etapa se determina no hay un paso a paso para controlar el sistema de vacío, a sí mismo el agua que se usa en la tina para el enfriamiento del tubo no tiene un sistema de refrigeración sino que se hace a través de la recirculación para mantenerla con la menor temperatura, teniendo que hacer cambios de agua constantes, los cuales se sujetan a la percepción del operario ya que no hay un registro de temperatura.. 3.6 Corte. El sistema de corte hace parte de la etapa final del proceso y da la longitud del tubo.. 45.
(46) ANALISIS DE CAUSAS. MATERIA PRIMA. METODO. N.A. No se cuenta con un manual de uso ni de los peligros que puede ocasionar el mal uso del equipo.. CORTE Es un sistema empírico y requiere de mucho más cuidado para no causar daños.. La guía de tolerancia que tiene el corte no tiene un sistema de alarma.. El operario debe estar muy atento de los cambios que se puedan presentar para evitar accidentes.. MAQUINARIA. MANO DE OBRA. Figura 7 Diagrama de causa corte. En esta etapa del proceso así como en las anteriores no hay manual de operación del equipo por lo que se hace necesario su elaboración.. Una vez hecho el análisis de causas en cada una de las etapas del proceso se evidencia que hay oportunidades de mejora, puesto que la fabricación de la tubería se realiza, basados en la experiencia de los operarios y en la mejor practica del proceso, sin embargo se hace necesario un sistema de gestión de calidad que permita documentar el proceso, de tal manera que se pueda hacer un mejor control del mismo, tener trazabilidad en la fabricación, y elaborar un producto que cumpla con las especificaciones de calidad que los clientes necesitan.. 46.
(47) CAPITULO 4. 4. SISTEMA DE GESTIÓN DE CALIDAD PARA LA EMPRESA MUNDO PVC. El desarrollo del sistema de gestión de calidad se hará teniendo en cuanta la estructura organizacional de la empresa y basados en el la misión de esta, la cual cuenta con tres frentes misionales, los cuales hacen referencia a la recepción y almacenamiento de materia prima, el proceso de fabricación y el producto terminado.. 4.1 MISION, POLÍTICA DE CALIDAD Y VALORES ORGANIZACIONALES Misión MUNDO PVC, tiene como misión fabricar tubería de pvc con material recuperado de óptima calidad, garantizando a nuestros clientes un producto que satisfagan sus necesidades, de esta manera generar recursos que nos permitan invertir en el desarrollo de nuestros colaboradores y el crecimiento de la empresa así como contribuir en el desarrollo de nuestra sociedad. Política de Calidad y Valores de la Organización EFICACIA Encaminada a la excelencia en la fabricación y comercialización, propiciando que la gestión de los elementos que integran el Sistema de Calidad de Mundo PVC sea medible y genere resultados encaminadas a mejorar las condiciones de vida y a satisfacer las necesidades más sentidas y urgentes de la comunidad. EFICIENCIA Orientado a optimizar los recursos financieros, humanos y técnicos con los que contamos dentro Mundo PVC para cumplir de manera adecuada los objetivos y metas propuestos dentro del plan de Gestión Estratégico. EXCELENCIA Todos los Colaboradores nos caracterizaremos por ofrecer un servicio con calidad, eficacia y eficiencia en la gestión misional y administrativa, conforme a las. 47.
(48) normas, los criterios y el rigor profesional más estricto en la elaboración de sus tareas.. HONESTIDAD Trabajaremos de manera honrada, cuidando de manera justa y razonable los recursos asignados y actuando con rectitud en todo momento. IMPARCIALIDAD Las actuaciones de los Colaboradores de Mundo PVC, se regirán atendiendo la objetividad y con primacía del interés general sobre el particular.. DECLARACION DE LA POLITICA DE CALIDAD MUNDO PVC por medio de este documento declara su decisión de fabricar y comercializar tubos en PVC, con el nivel de calidad especificado por los clientes, proporcionándoles una satisfacción continua de sus necesidades. MUNDO PVC es una organización dedicada a la fabricación y comercialización de tubos PVC; comprometida en a: . Responder de forma oportuna y diligente las demandas de nuestros clientes buscando su satisfacción Presentar a nuestros clientes nuevas alternativas de tuberías, a bajos costos, acorde con los requerimientos del mercado. Establecer lineamientos que nos permitan controlar y mejorar continuamente nuestros procesos. Elevar el nivel de competencia de nuestros colaboradores.. 4.2 ORGANIGRAMA El organigrama presentado a continuación, hace referencia a la distribución política que tiene MUNDO PVC.. 48.
(49) DIRECCION GENERAL GERENTE GENERAL. DEPARTAMENTO ADMINISTRATIVO JEFE ADMINISTRATIVO. VENTAS. COMPRAS. JEFE DE VENTAS. JEFE DE COMPRAS. VENDEDOR. DEPARTAMENTO DE PRODUCCION JEFE DE PRODUCCION. MANTENIMIENTO. PRODUCCION COORDINADOR DE PRODUCCION. COORDINADOR DE MANTENIMIENTO. ASISTENTE DE COMPRAS. OPERARIO DE MANTENIMIENTO. OPERARIO DE PRODUCCION. AUXILIAR Figura 8 Organigrama MUNDO PVC. 4.3 DESARROLLO METODOLÓGICO La metodología adoptada para el desarrollo del proyecto consiste en el ciclo PVHA (planear, hacer, verificar y actuar) es de gran utilidad para estructurar y ejecutar planes de mejora de calidad a cualquier nivel directivo u operativo. En este ciclo conocido como el ciclo de Deming o ciclo de la calidad, se desarrolla de manera objetiva y profunda un plan (planear), éste se prueba en pequeña escala o sobre una base de ensayo tal como ha sido planeado (hacer), se supervisa si se obtuvieron los efectos esperados y la magnitud de los mismos (verificar) y, de acuerdo con lo anterior, se actúa en consecuencia (actuar), ya sea generalizando el plan si dio resultado y tomando medidas preventivas para que la mejora no sea 49.
(50) reversible, o reestructurando el plan debido a que los resultados no fueron satisfactorios con lo que se vuelve a iniciar el ciclo.. Ilustración 26 Ciclo PHVA. Para cada una de las etapas correspondientes del ciclo de gestión se determinaron actividades correspondientes al diseño del Sistema de Gestión de Calidad de MUNDO PVC, teniendo como directriz en todo momento la filosofía de la mejora continua. Dichas actividades se describen a continuación: 4.3.1 PLANIFICAR Para la etapa de planificación se tuvo en cuenta las siguientes etapas: 4.3.1.1 Análisis de la organización Para esta etapa se consideró analizar de manera general el estado actual de la Fabrica Mundo PVC, en los aspectos relevantes, tales como la estructura interna, a nivel funcional y de procesos, los recursos humanos y técnicos. De otra parte, se observará su direccionamiento estratégico, sus fortalezas y amenazas, así como, características del mercado. 4.3.1.2 Diagnóstico. 50.
(51) En el cual se evalúo el estado inicial de la empresa a través de espinas de pescado tal como se muestra en el diagnóstico de este documento con el fin de establecer un Sistema de Gestión de Calidad; con respecto a la norma ISO 9001:2008. 4.3.1.3 Planificación del Sistema Una vez analizada la estructura, características y directrices de la organización y de conocer el estado actual, respecto al cumplimiento, se definen las necesidades, ventajas y falencias de la empresa para diseñar un Sistema de gestión de calidad acorde a las necesidades específicas de la empresa. 4.3.2 HACER En esta etapa se ejecutan las acciones de documentación del Sistema de Gestión, de acuerdo a los requisitos establecidos por la norma y el proceso productivo. De igual manera en el HACER se quiere hacer fuerte énfasis en los frentes misionales de la empresa, los cuales son: . Recepción de la materia prima Fabricación de la tubería Producto terminado (almacenamiento y control de la calidad). Se va a atacar cada uno de estos frentes misionales como procesos independientes, mostrando en cada uno de ellos una descripción detallada y su procedimiento de operaciones.. 4.3.2.1 Recepción de materia prima Abastecimiento de materiales recuperados mediante rutas Selectivas. Es el proceso que da inicio al flujo de material dentro del centro de acopio o unidad de almacenamiento de residuos. El objetivo es recepcionar los materiales provenientes de las rutas selectivas controlando el flujo de entrada a través del registro de la información resultante del pesaje e identificación de cada grupo, es decir, el abastecimiento de material se da mediante la autorización del departamento administrativo, en cabeza del jefe de compras. Control de la materia prima dentro de la planta. Después de encontrar el proveedor con la materia prima requerida, se dispone a hacerse la inspección de los documentos requeridos en la recepción de materia prima, y a su vez se hacen los chequeos correspondientes al material para evitar algún tipo de error o contaminación dentro de este, si el material 51.
(52) cumple con las especificaciones requeridas es enviado a la siguiente etapa del proceso, de lo contrario se hace la devolución inmediata.. En el procedimiento del proceso (ver anexo 1) se muestra de forma detallada cada uno de los pasos que se deben seguir para asegurar que la materia prima cumpla con los requerimientos necesarios para ser parte del proceso. Flujo grama de proceso (recepción de materia prima) En este se muestra la forma correcta de hacer la recepción de materia prima.. 52.
(53) Recepcion de materia prima y excipientes. Recibir documentos y verificar que cumplan. documentos corresponden. NO. Deligenciar documentos FIN. SI Ubicar materia prima y hacer inspeccion. Imprimir recibo al proveedor. Cumple la inspeccion. NO. Se hace devolucion inmediata Generar base de datos. SI Hacer conteo y pesaje del material. Entregar documentos a personal encargado y llevar materia prima al proceso. Inspeccionar segun orden. Hacer observaciones en orden de compra Figura 9 Flujograma de procesos (recepción materia prima). 4.3.2.2 Fabricación de tubería Fabricación de tubería con material recuperado. 53.
(54) El proceso de fabricación de tubería con material recuperado es bastante complejo y no cuentan con parámetros lineales que se puedan seguir, es por eso que, para este tipo de proceso se debe contar con personal que cuente con grandes conocimientos. La mayoría de estos conocimientos son empíricos pero efectivos. La maquinaria que se usa es similar a la que se utiliza en la fabricación de tubería con compuesto original, las diferencias que se pueden encontrar son, en tamaño y en método. Materia prima bien inspeccionada Es crucial que la materia prima tenga una inspección rigurosa y detallada, para poder mitigar la cantidad de desviaciones que se puedan presentar en la fabricación y así poder garantizar un producto confiable.. En el procedimiento del proceso para la fabricación (ver anexo 2) se muestra de forma detallada cada uno de los pasos que se deben seguir para asegurar, que la materia prima cumpla con los requerimientos necesarios para ser parte del proceso.. Flujograma de proceso (fabricación de tubería) En este, se muestra la forma correcta y las intervenciones que puede tener dicho proceso.. 54.
(55) Fabricacion de tuberia pvc. toma de orden de pedido y verificacion de existencias. si hay existencias. FIN. NO. Se llevan los tubos a la zona de producto terminado. Pasar informe de no existencias. NO si hay no conformes. SI. SI. se destruye. Se hace mezcla en frio. se hace inspeccion de no conforme en el producto terminado. Llevar material a aglutinado NO Se hace puesta en marcha de la linea de produccion y se corrobora que no tenga daño. si hay daño. NO Muy grave el daño. SI. SI. si hay desviaciones. se chequea tubo recien conformado para analizar desviaciones. Dictamen por mantenimiento. NO se marca el tubo con especificaciones. sigue el proceso. se enhebra y se conforma. Se hace verificacion del tipo de producto en la orden de produccion. se espera plastificacion. especificacion es diferentes. NO sigue el proceso. finaliza el aglutinado. SI se hace cambio de piezas. Figura 10 Flujograma de proceso de fabricación de tubería. 55. se lleva el material a tolva de alimentacion y se hace inspeccion final a la linea. SI. Se hacen correctivos en el proceso.
(56) 4.3.2.3 Producto terminado (almacenamiento y control de calidad) El producto terminado es la parte final del proceso pero a su vez es la parte más gratificante, ya que es donde se refleja todo el esfuerzo realizado de todas las personas que intervienen en el proceso. Por eso es importante que este producto terminado sea almacenado de forma correcta para evitar daños, así como, un óptimo control de calidad el cual garantiza que los clientes se lleven lo mejor de la fabricación. En el procedimiento del proceso para el producto terminado (ver anexo 3) se muestra de forma detallada cada uno de los pasos que se deben seguir para asegurar que la materia prima cumpla con los requerimientos necesarios para ser parte del proceso.. Además de los procedimientos, se cuenta con un manual de calidad que permite controlar los procesos. 4.4 Manual De Calidad. MANUAL DE CALIDAD. MANUAL DE CALIDAD TABLA DE REVISION REVISION. FECHA. DESCRIPCION DE LA MODIFICACION. 56.
(57) ELABORADO Y REVISADO:. APROBADO:. FECHA:. FECHA:. FIRMA:. FIRMA:. 1. INTRODUCCIÓN. El Manual de Calidad de MUNDO PVC y los documentos que del mismo se derivan son de cumplimiento obligatorio para todos los trabajadores de nuestra empresa, los mismos deben velar por su confidencialidad y control. El Manual de Calidad se compone de ocho apartados coherentes con los requisitos de la norma ISO 9001:2008 Sistemas de gestión de la calidad. 2. PRESENTACIÓN DE LA ORGANIZACIÓN MUNDO PVC es una empresa dedicada a la fabricación y comercialización de tubería pvc. Los datos de contacto de MUNDO PVC son los siguientes: Razón social: MUNDO PVC SAS Dirección: carrera 77ª # 57r-40 sur Teléfono: 7801816 e-mail: [email protected] 3. OBJETIVO Y CAMPO DE APLICACIÓN DEL SISTEMA DE GESTION DE CALIDAD.. 57.
Figure



+7





Documento similar
6 Para la pervivencia de la tradición clásica y la mitología en la poesía machadiana, véase: Lasso de la Vega, José, “El mito clásico en la literatura española
The part I assessment is coordinated involving all MSCs and led by the RMS who prepares a draft assessment report, sends the request for information (RFI) with considerations,
o Si dispone en su establecimiento de alguna silla de ruedas Jazz S50 o 708D cuyo nº de serie figura en el anexo 1 de esta nota informativa, consulte la nota de aviso de la
d) que haya «identidad de órgano» (con identidad de Sala y Sección); e) que haya alteridad, es decir, que las sentencias aportadas sean de persona distinta a la recurrente, e) que
La siguiente y última ampliación en la Sala de Millones fue a finales de los años sesenta cuando Carlos III habilitó la sexta plaza para las ciudades con voto en Cortes de
Ciaurriz quien, durante su primer arlo de estancia en Loyola 40 , catalogó sus fondos siguiendo la división previa a la que nos hemos referido; y si esta labor fue de
Para recibir todos los números de referencia en un solo correo electrónico, es necesario que las solicitudes estén cumplimentadas y sean todos los datos válidos, incluido el
Sólo que aquí, de una manera bien drástica, aunque a la vez coherente con lo más tuétano de sí mismo, la conversión de la poesía en objeto -reconocida ya sin telarañas
