Propuesta de transición de proceso de producción manual a proceso automatizado en la Empresa Cilindros UCC implementando las herramientas de Lean e Industria 4 0
101
0
0
Texto completo
(2) PROPUESTA DE TRANSICIÓN DE PROCESO DE PRODUCCIÓN MANUAL A PROCESO AUTOMATIZADO EN LA EMPRESA CILINDROS UCC IMPLEMENTANDO LAS HERRAMIENTAS DE LEAN E INDUSTRIA 4.0. ANGIE CAROLINA MARTINEZ VARGAS FABIAN RODRIGO ESPINOSA ARCINIEGAS JUAN DAVID GUTIERREZ CASANOVA LIZETH JOHANA GOMEZ NINCO. Informe Final de Práctica Social, Empresarial y Solidaria presentado como requisito para optar al título de INGENIERO INDUSTRIAL. Asesor Ing. CARLOS WILMER OVIEDO CÓRDOBA. UNIVERSIDAD COOPERATIVA DE COLOMBIA FACULTAD DE INGENIERIAS PROGRAMA INGENIERÍA INDUSTRIAL NEIVA 2019 2.
(3) NOTA DE ACEPTACIÓN. Presidente del Jurado. Jurado. Jurado. Neiva, Junio de 2019 3.
(4) DEDICATORIA. Este trabajo va dedicado primero a Dios, a Julia Edid Arciniegas y Rodrigo Espinosa Cano, quienes son las personas que me motivan no solo económicamente, también emocionalmente y, a las cuales les estaré agradecido eternamente por el solo hecho de darme la vida, la cual espero me alcance para remunerar con creces todo el apoyo. FABIAN RODRIGO ESPINOSA ARCINIEGAS El presente trabajo lo dedico a Dios por haberme dado la vida y la salud, logrando todos mis proyectos, propósitos y los que me faltan por alcanzar en un futuro no muy lejano para mi carrera profesional. También a toda mi familia por toda la ayuda incondicional que tienen para brindarme, motivándome día a día a ser una persona íntegra con principios y valores. JUAN DAVID GUTIÉRREZ CASANOVA A Dios nuestro padre y creador, fuente del amor, la sabiduría y la inspiración, quien ha guiado mis pasos por la senda de la vida; porque en su paciencia hay plenitud y alegría siempre. Porque sin su presencia en vano se realizan todos los proyectos en nuestra vida, gracias señor. A mis padres José Miller y María Ruth, por su apoyo incondicional en todos los momentos de mi vida, por su orientación y amor, además por compartir conmigo triunfos y circunstancias difíciles; gracias por su apoyo en toda mi carrera. A mi hijo Jesús David, fuente de mi esfuerzo y dedicación para que este logro fuera posible, gracias por tus palabras y risas que me motivaron a cada instante para no desfallecer y cumplir este sueño de los dos. A todas gracias por tanto amor. LIZETH JOHANA GOMEZ NINCO Este trabajo va dedicado primero a Dios por siempre permitirme cumplir cada meta que me propongo; a mis padres quienes me han apoyado incondicionalmente; a mis hermanitos Laura y Julián, por ellos me esfuerzo tanto; a mi madrastra Maira quien siempre me dio ánimos cuando sentía que no lo íbamos a lograr; a mi familia Martínez y a mi abuelito Yecid que está en el cielo, se lo prometí y lo estoy cumpliendo. ANGIE CAROLINA MARTÍNEZ VARGAS. 4.
(5) AGRADECIMIENTOS. Agradezco infinitamente a toda mi familia, padres, hermanas, tías y tíos, que de una u otra forma me apoyaron con los más mínimos detalles, y antes que todo el agradecimiento más merecido es a Dios por ser el forjador de esta experiencia. FABIAN RODRIGO ESPINOSA ARCINIEGAS Doy gracias a Dios por permitirme culminar exitosamente esta gran etapa de mi vida profesional, mis padres, mi hermano, mi abuela y mis tías por el apoyo que tuvieron para mí durante todos estos años de carrera. Igualmente, a mis compañeros del trabajo de grado por la dedicación e interés que tuvimos para que todo nos saliera muy bien, esforzándonos, preparándonos y sabiendo que este momento llegaría teniendo un resultado exitoso. JUAN DAVID GUTIÉRREZ CASANOVA Un especial agradecimiento a la universidad cooperativa de Colombia, sus docentes y directivos, quienes a través de su labor nos han permitido conocer y valorar la importancia y profundidad de una visión integral del mundo, la ciencia, la vida y la existencia. De igual forma un agradecimiento muy especial a todas aquellas personas que revisaron los borradores y nos aportaron importantes críticas que orientaron nuestro esfuerzo. A todos ellos una inmensa gratitud. LIZETH JOHANA GOMEZ NINCO Agradezco a Dios, a mis padres por todo lo que han hecho por mí, a mis hermanitos, a mi madrastra Maira, a mi primo Alex Paredes Martínez por toda la ayuda que me brindó desde el colegio, a mi familia Martínez, a mi amiga Andrea Losada por el apoyo, a Don Carlos Augusto Rivera porque sin el mi sueño universitario no se hubiera podido lograr y a mis compañeros Fabián, Lizeth y Juan David por los días de esfuerzo y dedicación para sacar adelante nuestro trabajo. ANGIE CAROLINA MARTÍNEZ VARGAS. 5.
(6) CONTENIDO. Pág.. INTRODUCCIÓN. 14. 1. PLANTEAMIENTO DEL PROBLEMA. 15. 1.1 FORMULACIÓN DEL PROBLEMA. 15. 2. JUSTIFICACIÓN. 16. 3. OBJETIVOS. 17. 3.1 OBJETIVO GENERAL. 17. 3.2 OBJETIVOS ESPECÍFICOS. 17. 4. MARCO TEÓRICO. 18. 4.1 MARCO CONCEPTUAL. 18. 4.2 MARCO REFERENCIAL. 27. 4.3 MARCO LEGAL. 29. 4.4 MARCO TÉCNICO. 33. 5. DISEÑO METODOLÓGICO. 36. 6. RESULTADOS. 37. 6.1 PRODUCCIÓN MANUAL DE CILINDROS. 37. 6.1.1 Misión. 37. 6.1.2 Visión. 37. 6.
(7) 6.1.3 Valores Institucionales. 37. 6.2 DESCRIPCIÓN DEL PROCESO MANUAL SYNCHRO GAME CICLOS 1Y2. 38. 6.2.1 Distribución en planta proceso de producción de cilindros ciclo 1. 40. 6.2.2 Cargos requeridos proceso de producción de cilindros ciclo 1. 40. 6.2.3 Simulación proceso de producción cilindros UCC Ciclo 1. 41. 6.2.4 Evaluación de los niveles de estrés en los cargos del ciclo 1. 43. 6.3 PROCESO DE PRODUCCIÓN CILINDROS UCC CICLO 2. 44. 6.3.1 Distribución en planta proceso de producción de cilindros ciclo 2. 45. 6.3.3 Cargos requeridos proceso de producción de cilindros ciclo 2. 45. 6.3.4 VSM – Lean Logistic. 47. 6.3.5 Simulación proceso de producción cilindros UCC ciclo 2-six sigma. 47. 6.3.6 Evaluación de los niveles de estrés en los cargos del ciclo 2. 50. 6.3.7 Resultados simulación proceso de producción ciclo 2. 52. 6.4 PROCESO DE PRODUCCIÓN CILINDROS UCC CICLO 3. 53. 6.4.1 Pilares. 54. 6.4.2 Pisos – Bases. 55. 6.4.3 Cargos requeridos proceso de producción de cilindros ciclo 3. 60. 6.4.4 Distribución en planta proceso de producción de cilindros ciclos 3. 61. 6.4.5 Descripción proceso de producción ciclo 3. 62. 6.4.6 Evaluación de los niveles de estrés en los cargos del ciclo 3. 62. 6.4.6 Resultados simulación proceso de producción ciclo 3. 64. 6.4.7 Mantenimiento Total Productivo TPM a prensa manual. 64. 7.
(8) 6.5 PRODUCCIÓN AUTOMATIZADA DE CILINDROS. 65. 6.5.1 Estaciones MPS Sistema de Producción Modular. 65. 6.5.2 Descripción programación proceso de automatización en la empresa Cilindros UCC. 80. 6.5.3 Diagrama de GRAFCET-estación prensa con músculo neumático. 84. 6.5.4 Herramientas Industria 4.0. 85. 6.5.5 Programación y/o comunicación de las estaciones de la planta didáctica FESTO. 86. 6.5.6 Resumen de resultados simulación proceso automatizado de cilindros. 88. 6.5.7 Pronóstico de la producción empleando la planta didáctica FESTO. 89. 6.5.8 Técnicas implementadas para mejorar las fallas en el proceso de Producción automatizado. 92. 6.5.9 Mantenimiento Total Productivo TPM planta didáctica FESTO. 92. 6.5.10 Levantamiento RCM. 93. 7. CONCLUSIONES. 94. 8. RECOMENDACIONES. 95. 9. CRONOGRAMA DE ACTIVIDADES. 96. BIBLIOGRAFÍA Y WEBGRAFÍA. 98. ANEXO. 100. 8.
(9) LISTA DE ILUSTRACIONES. Pág.. Ilustración 1. Certificación ISO 9001:2015. 33. Ilustración 2. Certificación ISO 14001:2015. 33. Ilustración 3. Máquina de troquelado y testeo.. 38. Ilustración 4. Diagrama de flujo de proceso cilindros ronda 1 y 2.. 39. Ilustración 5. Distribución en planta ronda 1.. 40. Ilustración 6. Distribución en planta mejorada ciclo 2. 45. Ilustración 7. Informe de capacidad del proceso de tiempos. 49. Ilustración 8. Casa Lean, representación Toyota Production System.. 53. Ilustración 9. Matriz PHVA área de producción ciclo 3.. 55. Ilustración 10. Matriz PHVA área prensa troqueladora ciclo 3.. 56. Ilustración 11. Matriz PHVA área de almacén ciclo 3.. 56. Ilustración 12. Diagrama de espaghetti actividad prensa troqueladora.. 58. Ilustración 13. Distribución en planta ciclo 3. 61. Ilustración 14. Diagrama de flujo de proceso cilindros ciclo 3. 62. Ilustración 15. Maquina 4 Estaciones MPS Sistema de producción modular. 65. Ilustración 16. Estación de distribución maquina 4 estaciones MPS. 66. Ilustración 17. Estación ensambladora maquina 4 estaciones MPS. 69. Ilustración 18. Estación prensa con musculo neumático maquina 4 estaciones MPS. 72. Ilustración 19. Estación clasificadora maquina 4 estaciones MPS. 76. 9.
(10) Ilustración 1 Prensa con Músculo neumático planta didáctica FESTO. 81. Ilustración 21. Botones incorporados. Fuente: Los autores. 83. Ilustración 22. Herramientas 4.0 implementados a la programación y puesta en marcha del proceso de automatización 85 Ilustración 24. Matriz PHVA programación inadecuada estación musculo neumático. 10. 89.
(11) LISTA DE TABLAS. Pág.. Tabla 1 Listado de cargos requeridos para el proceso de producción.. 41. Tabla 2. Resultados simulación proceso de producción ciclo 1. 42. Tabla 3. Niveles de estrés por cada cargo presentados en la simulación o Ciclo 1. 43. Tabla 4. Listado de cargos requeridos proceso simulador ciclo 2. 46. Tabla 2 Six Sigma ronda 2. 47. Tabla 6. Procesos Synchro Game. 50. Tabla 7. Resultados simulación proceso de producción ciclo 2. 52. Tabla 8. Muro Kanban. 54. Tabla 9. Clasificación orden de producción de acuerdo a las referencias. 54. Tabla 10. Matriz 5s. 57. Tabla 11. Clasificación de actividades internas y externas en la prensa Troqueladora. 59. Tabla 12. Análisis de actividades prensa troqueladora. 59. Tabla 13. Proceso Synchro Game Ciclo 3. 60. Tabla 14. Procesos Synchro Game. 63. Tabla 15. Resultado simulación proceso de producción cilindros ciclo 3. 64. Tabla 16. Matriz se seguimiento de máquina Prensa Manual. 65. Tabla 17. Subequipos maquina didáctica estación distribución. 67. Tabla 18. Subequipos maquina didáctica estación ensambladora. 70. Tabla 19. Subequipos maquina didáctica estación musculo neumático. 74. 11.
(12) Tabla 20. Subequipos maquina didáctica estación clasificación. 77. Tabla 21. Datos de intentos en la programación y/o comunicación de estaciones 86 Tabla 22. Datos de la comunicación 4 estaciones RCM. 86. Tabla 23. Tiempos empleados por la maquina FESTO en la producción de los cilindros de ensayo 87 Tabla 24. Pronostico de producción planta didáctica FESTO. 88. Tabla 25. Matriz 5´S Logistic. Proceso automatizado. 89. Tabla 26. Matriz TPM regulador de presión de la planta didáctica FESTO. 90. Tabla 27. Matriz TPM programación primera estación de la planta didáctica FESTO. 91. Tabla 28. Matriz se seguimiento de máquina 4 estaciones MPS. 92. Tabla 29. Matriz de levantamiento RCP 4 estaciones MPS. 93. 12.
(13) LISTA DE GRÁFICAS. Pág.. Gráfica 1. Niveles de estrés ciclo 1. 44. Gráfica 2. Nivles de estrés ciclo 2. 51. Gráfica 3. Niveles de estrés ciclo 3. 63. Gráfica 4. Intentos vs tiempo de la programación. 86. 13.
(14) INTRODUCCIÓN. Para realizar este trabajo fue necesario crear una empresa que se denominó Cilindros UCC dedicada a la fabricación y comercialización de cilindros neumáticos, el proceso de fabricación, se efectuaba de forma manual y constaba de 6 etapas, dentro de las cuales están: producción, se verificaba que la camisa del cilindro tuviera el orificio para enroscar las piezas correspondientes, de no tener el orificio el operario debía hacerlo con la herramienta machuelo de 8 milímetros; ensamble 1, se lubricaba la camisa del cilindro y acoplaba los émbolos; ensamble 2, se ensamblaba el resorte y la tapa del cilindro; prensa troqueladora, se realizaba el orificio en la mitad de la tapa del cilindro; testeo, realizó la verificación del sellado de cada cilindro de acuerdo a su referencia y control de calidad, donde se determina si el producto cumplía con las especificaciones técnicas o por el contrario debía ser reprocesado. Se realizaron tres ciclos de producción se estableció como meta, la producción de 60 cilindros en un tiempo total de 40 minutos. Para los dos primeros ciclos el grupo de trabajo fue libre de seleccionar las estrategias a seguir, con esto cumplir la meta propuesta. En el primer ciclo se llegó a un 5%, pero se logró mejorar los resultados en el ciclo 2 con un 41,7%. Debido a los bajos desempeños de las simulaciones anteriores, se decidió para el ciclo 3 emplear las herramientas de la Casa Lean: VSM, Takt time, kanban, kaizen, causa raíz, 5´s, SMED, Poka-yoke, TPM, KPI´S con el fin de identificar todas las fallas y proponer mejoras. Una vez implementadas las acciones de mejora, se simulo el proceso, evidenciándose una gran mejoría en comparación a los ciclos anteriores, pues se llegó a un nivel de cumplimiento del 91,7%. Una vez se logró optimizar el proceso manual, se procedió llevarlo a un proceso automatizado haciendo uso de la maquina 4 estaciones MPS Sistema de producción modular, la cual contaba con 4 estaciones dadas así: Distribuidora, ensambladora, prensa con músculo neumático y clasificador. Para poder simular el proceso en la máquina, se hacía necesario desarrollar la programación por medio de grupos de trabajo para cada estación. Al presente grupo de trabajo le fue asignada la programación de la estación prensa con musculo neumático, la cual fue realizada mediante el programador CoDeSys. El actual trabajo contiene las propuestas de mejora realizadas a las fallas manifestadas a lo largo de las simulaciones de los 3 ciclos manuales y el automatizado, dichas mejoras se basaron en la aplicación de las herramientas y filosofías de la Casa Lean e Industria 4.0.. 14.
(15) 1. PLANTEAMIENTO DEL PROBLEMA. Para llevar a cabo la producción de cilindros se simularon dos tipos de procesos, uno de ellos manual donde se realizaron 3 ciclos los cuales presentaron fallas que conllevaron a la baja eficiencia del proceso. En los ciclos 1 y 2 se encuentran: demoras, puesto que los operarios no desarrollaban las actividades rápidamente debido a la falta de conocimiento y práctica; no se definieron las cantidades de referencias a procesar, las áreas de almacén y proveedores no llevaron control del stock de piezas entregadas a producción. Las diferentes fallas presentadas ocasionaron caos y confusión, a consecuencia de ello, no se logró cumplir con la meta establecida de 60 cilindros. A fin de lograr cumplir con la meta, se decidió, realizar un tercer ciclo, esta vez tomando como referencia los errores evidenciados en los dos anteriores, aunque se logró dar solución a las fallas, aún se seguía manifestando deficiencias en el control del stock de piezas a entregar, no obstante, se logró llegar a un nivel de cumplimiento mucho mayor en comparación con las rondas anteriores. Debido a las fallas recurrentes en el proceso manual se decidió realizar la transición al segundo proceso simulado, uno completamente automatizado donde se hacía uso de la maquina 4 estaciones MPS Sistema de producción modular, allí se presentaron errores, dentro de los que se destacan: los tiempos del módulo cambiador de la estación de distribución no estaban sincronizados con la estación ensambladora, desconocimiento de los movimientos realizados por las estaciones y el bloqueo del regulador de presión. Es importante dar solución a las eventualidades presentadas durante las jornadas de práctica en las simulaciones de producción de cilindros, para contribuir a la mejora de los procesos. 1.1 FORMULACIÓN DEL PROBLEMA ¿Qué alternativa de solución y mejora se puede implementar en los procesos de producción manual y automatizada de cilindros?. 15.
(16) 2. JUSTIFICACIÓN. Todo proceso es apto para ser mejorado. Sin embargo, es importante dar prelación a aquellos que presentan tiempos de ejecución muy largos, costos elevados o que pueden representar una diferencia competitiva. Entre los beneficios para realizar el presente trabajo aplicado del seminario de profundización; se puede destacar: Garantizar el flujo continuo del proceso y mejorar su rendimiento, disminuir los desperdicios tales como: las demoras, cada vez que se hacían cambios de referencia en la prensa troqueladora y en la programación o comunicación de las cuatro estaciones; retrabajo, unas de las áreas del proceso manual y la cantidad de intentos en la realización de los software; movimientos, los cuales realizaba el operario de la prensa troqueladora; defectos, en los orificios de las camisas de cilindro; inventario, cuando no se tubo presente la cantidad de piezas a producir. Teniendo en cuenta lo anterior se decide tomar como desarrollo para el presente trabajo, la implementación de mejoras al proceso de producción manual y automatizada, aplicando las herramientas y filosofías de la Casa Lean e Industria 4.0 que contribuyen a la generación de una cultura enmarcada en la planificación y el orden.. 16.
(17) 3. OBJETIVOS. 3.1 OBJETIVO GENERAL Diseñar una propuesta de mejora a los procesos de producción de la empresa Cilindros UCC mediante la implementación de herramientas y filosofías de la Casa Lean e Industria 4.0.. 3.2 OBJETIVOS ESPECÍFICOS . Aplicar las técnicas y filosofías de la casa Lean y Six Sigma al proceso manual de la empresa Cilindros UCC, identificando el flujo de proceso, fallas del proceso, cargos y niveles de estrés, tiempos de producción, y distribución en planta.. . Diseñar la programación para llevar el proceso de producción manual a automatizada, haciendo uso de las herramientas de la Industria 4.0, tales como: Scada, gemelo digital, la nube, integración vertical, Comunicación M2M.. . Utilizar la herramienta de la casa Lean, TPM (Mantenimiento Productivo Total) para mejora las fallas presentadas durante la programación y simulación del proceso de producción automatizado de cilindros.. 17.
(18) 4. MARCO TEÓRICO. 4.1 MARCO CONCEPTUAL Lean es más que un conjunto de herramientas y prácticas. Éstas, emanan de una serie de principios que deben calar en la cultura de la organización antes que cualquier otra cosa. Más allá de la implantación mimética de un conjunto de herramientas, Lean implicará la transformación de la organización, comenzando precisamente por la adopción de sus principios. Una forma visual de representar en un mismo diagrama los elementos característicos del sistema Lean es “La Casa”. Cada elemento representado tiene importancia por sí mismo, pero lo más importante es la forma en que se complementan entre sí. El techo, representa los objetivos que se persiguen, mejor calidad, menores costes, mayor seguridad, motivación plena y menor tiempo de entrega. Los pilares sobre los que se apoya son Just-inTime (producir lo que se necesita y cuando se necesita) y Jidoka (calidad inherente al proceso de producción). En el centro, la mejora continua, reducir el desperdicio gracias a la participación de las personas y equipos. La base sobre la que se sostiene todo el sistema será la filosofía, en primer lugar y conceptos como el factor 100% humano, la formación, el compromiso de la dirección, la comunicación, la motivación, el liderazgo y el trabajo en equipo. Autonomación: Una forma de automatización en que la maquinaria automáticamente inspecciona cada elemento después de producirlo y cesa la producción y notifica a los seres humanos si se detecta un defecto.1 Causa raíz: El análisis de causa raíz es en sí un esfuerzo para que el problema nunca aparezca nuevamente, ¿el método más usado para este análisis es preguntarse 5 veces por qué?, de una forma estructurada y confirmado cada porque antes de pasar al siguiente, el resultado de esto es la razón generalmente escondida del problema y en este momento se puede pasar a diseñar un POKA YOKE.2 Control visual: El control visual mediante luces y tableros informativos permite verificar el correcto funcionamiento de las operaciones sin necesidad de comunicación verbal. Es una forma rápida y sencilla de informar a los trabajadores. 1 2. https://actioglobal.com/es/autonomacion/ http://leansolutions.co/conceptos-lean/lean-manufacturing/ 18.
(19) de problemas, averías en las máquinas, desperfectos en productos, retraso de la producción o nivel de inventario, entre otros.3 Flujo continuo: El flujo de una pieza sería un sistema que, sin la necesidad de inventario alguno, el valor se entrega al cliente en el momento que lo necesita. A veces, esto no es posible (por ejemplo, por la variabilidad en el tiempo de proceso) y a menudo la mejor solución es utilizar Kanban.4 Jidoka: El segundo pilar de la filosofía Lean, parte del principio de que la calidad debe ser inherente al propio sistema de producción. En este sentido, su carácter debe ser preventivo y no ha de limitarse a la verificación post proceso: cuando se detecta un defecto, se detiene el proceso de producción, se localiza y corrige la fuente del error, para evitar que éste vuelva a producirse. La calidad se incorpora al sistema como mejora del proceso de fabricación.5 Justo a tiempo: Producir lo que se necesita, en las cantidades que se necesita, en el momento en que se necesita.6 Kanban: (kanban, en japonés) que advierten de una necesidad dentro de la cadena de producción. Se basa en un sistema en el que se tira de la producción mediante el uso de estas tarjetas que se adjuntan a envases o contenedores de los correspondientes materiales o productos, de forma que cada contenedor tiene su tarjeta y la cantidad que refleja es la que debe tener el envase o contenedor. Según su uso existen dos tipos de tarjetas kanban: Kanban de fabricación. Indica la cantidad que debe ordenarse que produzca el proceso anterior. Kanban de movimiento. Indica qué y cuánto material hay que retirar de un proceso para enviarlo al siguiente.7 Mayor seguridad: Tiene por objeto la prevención y limitación de riesgos, así como la protección contra accidentes capaces de producir daños a las personas, a los bienes o al medio ambiente derivados de la actividad industrial o de la utilización,. 3. http://bibing.us.es/proyectos/abreproy/90575/fichero/TFG+FinalCoral+Mar%C3%ADa+Garc%C3% ADa+Mac%C3%ADas.pdf 4http://bibing.us.es/proyectos/abreproy/90575/fichero/TFG+FinalCoral+Mar%C3%ADa+Garc%C3% ADa+Mac%C3%ADas.pdf 5 http://bibing.us.es/proyectos/abreproy/70201/fichero/03+-+Filosofia+Lean.pdf 6http://bibing.us.es/proyectos/abreproy/90575/fichero/TFG+Finalcoral+Mar%C3%ADa+Garc%C3% ADa+Mac%C3%ADas.pdf 7 http://bibing.us.es/proyectos/abreproy/90575/fichero/TFG+FinalCoral+Mar%C3%ADa+Garc%C%A Da+Mac%C3%ADas.pdf 19.
(20) funcionamiento y mantenimiento de las instalaciones o equipos y de la producción, uso o consumo, almacenamiento o rehecho de los productos industriales.8 Mejor calidad: Búsqueda de cero defectos, detección y solución de los problemas en su origen.9 Menor costo: Se puede hacer una distinción entre control automático o manual del ciclo productivo dentro de la producción en línea. Con el control automatizado de los equipos de producción, se consigue un volumen mayor de productos, con una calidad elevada y a menor coste.10 Menor tiempo de entrega: Hace que el producto final tenga el valor por el que el cliente está dispuesto a pagar. Por tanto, es importante mantener en todo el proceso productivo la plena satisfacción del cliente.11 Motivación plena: La motivación del trabajo y la necesidad de encontrar una solución al problema propuesto, dando como resultado de los objetivos a lograr. Nivelación: En lugar de fabricar acorde al flujo de pedidos de los clientes, algo potencialmente variable, se considera el volumen total de pedidos en un periodo y se equilibra la producción, de forma que se fabrique cada día la misma cantidad de cada tipo de producto para cubrir la demanda global.12 Poka – yoke: Son mecanismos de calidad preventiva, desarrollados para evitar los errores humanos que deriven en condiciones inadecuadas de operación y, por tanto, fuentes potenciales de error. Son ejemplos de errores humanos que pretenden evitar: Errores por olvidos, desconocimiento o inexperiencia, de identificación, voluntario, por despiste, por lentitud, falta de estándares, por sorpresa o intencionales. Características de un buen Poka-yoke son: Ser simple y económico Ser parte del proceso (inspección al 100%) Estar próximo al problema para el que se diseñan, facilitando una rápida detección del error por el operario y su actuación para solucionar el problema.13 Sistema Pull: Un proceso PULL es aquel que produce según se requiere por el siguiente proceso, es decir, en función de su demanda real, siendo la primera 8. http://bibing.us.es/proyectos/abreproy/70201/fichero/03+-+Filosofia+Lean.pdf. 9http://leansolutions.co/conceptos-lean/lean-manufacturing/ 10http://bibing.us.es/proyectos/abreproy/90575/fichero/TFG+FinalCoral+Mar%C3%ADa+Garc%C3. %ADa+Mac%C3%ADas.pdf 11http://bibing.us.es/proyectos/abreproy/90575/fichero/TFG+Finacloral+Mar%C3%ADa+Garc%C3% ADa+Mac%C3%ADas.pdf 12 http://bibing.us.es/proyectos/abreproy/70201/fichero/03+-+Filosofia+Lean.pdf 13 http://bibing.us.es/proyectos/abreproy/70201/fichero/03+-+Filosofia+Lean.pdf 20.
(21) demanda de todo el sistema, la impuesta por el cliente. En una línea de producción, es interesante que los procesos que la conforman se comuniquen entre sí para que el sistema al completo opere en modo Pull, de forma que se minimicen los riesgos de sobreproducción o el desabastecimiento de algún proceso.14 Takt time: Se define como la cadencia a la cual un producto debe ser fabricado para satisfacer la demanda del cliente dada la capacidad productiva. Es importante que el ritmo de producción se ajuste al Takt time para evitar el desperdicio: si es más rápido aumenta el inventario y si es más lento se necesitará acelerar la producción, realizar horas extra o disponer de un mayor inventario para cubrir la demanda.15 PISO Procesos estables: La estandarización de tareas y procesos es uno de los fundamentos de la mejora continua y del Empowerment de los empleados. Taiichi Ohno apunta a que la producción eficiente se sostiene mediante la prevención de la aparición recurrente de defectos, errores de operación y accidentes y por la incorporación de las ideas de los trabajadores. La estandarización debe consolidar este conocimiento sobre el buen hacer y servir de base estable para la mejora.16 Kaizen: kai = cambio y zen = mejor, es decir, un cambio a mejor o para mejorar, una mejora continua. Este concepto requiere un cambio en la mentalidad de toda la organización, tanto de los operarios como de los directivos de la empresa y fomenta el compromiso, la disciplina y la utilización de las capacidades de todo el personal. El espíritu de mejora continua se refleja en la frase “Hoy mejor que ayer, mañana mejor que hoy” y se basa en un continuo progreso que, con pequeñas y constantes innovaciones, pretende alcanzar la excelencia y mantener la competitividad del negocio. Cuando las pequeñas mejoras ya no produzcan un cambio apreciable, se debe pensar en cambiar no sólo en la forma de actuar, sino en un cambio de las instalaciones y de los equipos que se emplean.17 Heijunka: Es una técnica que sirve para planificar y nivelar la demanda de clientes en volumen y variedad durante un período de tiempo. Con la nivelación de la producción se compensan las variaciones en la demanda mediante variaciones en las combinaciones de productos a fabricar, de modo que la carga de producción permanezca más o menos constante. Esto se consigue produciendo lotes pequeños de muchos modelos en períodos cortos de tiempo, manteniendo un flujo 14http://bibing.us.es/proyectos/abreproy/90575/fichero/TFG+FinalCoral+Mar%C3%ADa+Garc%C3. %ADa+Mac%C3%ADas.pdf 15 http://bibing.us.es/proyectos/abreproy/70201/fichero/03+-+Filosofia+Lean.pdf 16 http://bibing.us.es/proyectos/abreproy/70201/fichero/03+-+Filosofia+Lean.pdf 17http://bibing.us.es/proyectos/abreproy/90575/fichero/TFG+FinalCoral+Mar%C3%ADa+Garc%C3 %ADa+Mac%C3%ADas.pdf 21.
(22) continuo de material, realizando cambios rápidos de herramientas para minimizar el tiempo de fabricación y fabricando de acuerdo a la demanda del cliente.18 TÉCNICAS VSM: El Mapa de Flujo de Valor, es una herramienta de gestión visual que permite representar, analizar y mejorar la cadena de valor y los flujos de operaciones, materiales, productos e información durante la cadena de fabricación. Permite tener una visión global y completa de toda la cadena de valor, por lo que se puede controlar todo el proceso productivo evitando centrar la atención en procesos aislados. Además de los flujos, en el VSM también quedan reflejados los tiempos de operación sobre el producto y el tiempo que se encuentran en espera para ser procesados, por lo que se puede controlar el Lead Time o tiempo de espera total entre proveedor y cliente. Esta herramienta consiste en una representación con símbolos estandarizados que tiene como fin plasmar en un papel todas las actividades productivas para identificar la cadena de valor y los lugares donde se producen los desperdicios para eliminarlos.19 5’S: Es una metodología / filosofía para organizar el trabajo de una manera que minimice el desperdicio, asegura que las zonas de trabajo estén sistemáticamente limpias y organizadas, mejorando la productividad, la seguridad y proveyendo las bases para la implementación de procesos esbeltos. Las 5S han tenido una amplia difusión y son numerosas las organizaciones de diversa índole que lo aplican, tales como: empresas industriales, empresas de servicios, hospitales, centros educativos, asociaciones, mantenimiento, etc.20 SMED: Se conoce como cambio de utillaje en un dispositivo de producción al conjunto de operaciones que se desarrollan desde que se detiene la máquina para proceder al cambio de lote hasta que la máquina empieza a fabricar la primera unidad del siguiente producto en las condiciones especificadas de tiempo y calidad. La aplicación de SMED consta de tres etapas: 1. Separar la preparación online de la offline. 2. Convertir en operaciones online tantas operaciones offline como sea posible. 3. Optimizar el conjunto de operaciones offline minimizando el tiempo para realizarlas.21 TPM: El Mantenimiento Productivo Total o TPM (Total Productive Maintenance) es un conjunto de técnicas y medidas concebidas para optimizar los equipos e instalaciones de una planta de producción mediante la eliminación de defectos, http://bibing.us.es/proyectos/abreproy/90575/fichero/TFG+FinalCoral+Mar%C3%ADa+Garc%C3% ADa+Mac%C3%ADas.pdf 19http://bibing.us.es/proyectos/abreproy/90575/fichero/TFG+FinalCoral+Mar%C3%ADa+Garc%C3 %ADa+Mac%C3%ADas.pdf 20 http://leansolutions.co/conceptos-lean/lean-manufacturing/ 21 http://bibing.us.es/proyectos/abreproy/70201/fichero/03+-+Filosofia+Lean.pdf 18. 22.
(23) paradas y accidentes. Este tipo de mantenimiento requiere la colaboración de todos los departamentos y la implicación de cada operario. Cada trabajador se ocupa de la preparación, revisión, mantenimiento y limpieza de la maquinaria que utiliza, por lo que se requiere una metodología y formación adecuada y un conocimiento profundo de los equipos. El TPM se fundamenta en ocho pilares que constituyen las estrategias a desarrollar y que se basan en la metodología 5 S para lograr un mantenimiento cimentado en la organización, el orden, la limpieza y la disciplina, sujeto a unos estándares establecidos. LOS 8 PILARES SON: Mejoras enfocadas: En este pilar se encuentra la metodología necesaria para encontrar la causa raíz de los problemas y estimar el tiempo para eliminarla. Mantenimiento autónomo: Este pilar está enfocado al operario, pues es el que tiene la capacidad de alargar la vida útil de la maquinaria que emplea. Mantenimiento planificado: Emplea acciones de mejora, de prevención y de predicción para eliminar los problemas que surgen en los distintos equipos. Prevención de mantenimiento: Este pilar pretende reducir el deterioro de los equipos a la vez que se consigue que sean fiables, seguros y fáciles de operar y mantener. Mantenimiento de calidad: El propósito de este pilar es mejorar la calidad del producto reduciendo el número de defectos por lote de fabricación, implantando un modo de funcionamiento en los equipos donde sea posible producir con cero defectos. Mantenimiento en áreas administrativas: Los departamentos de planificación, desarrollo y administración no añaden valor al producto directamente, sin embargo, estas tareas son esenciales para la fabricación del mismo. Educación y entrenamiento: Con este pilar se desea desarrollar y aumentar las capacidades y habilidades del personal mediante instrucción y formación profesional específica. Seguridad y Medio Ambiente: La seguridad de las personas y del entorno de trabajo debe conservarse mediante acciones conjuntas de prevención de riesgos laborales, para que el ambiente de trabajo sea confortable y seguro. 22. http://bibing.us.es/proyectos/abreproy/90575/fichero/TFG+FinalCoral+Mar%C3%ADa+Garc%C3% ADa+Mac%C3%ADas.pdf 22. 23.
(24) KPI’S: Un KPI (Key Performance Indicator) es un Indicador Clave de Desempeño que muestra el estado de una actividad o proceso. La recogida de datos resulta útil tanto para tener un seguimiento continuo de los procesos como para detectar variaciones y resultados que no se ajustan a los niveles de normalidad preestablecidos. No existe una lista cerrada de indicadores, sino que se puede establecer un KPI para cualquier aspecto medible. En otras palabras, se puede tener un indicador de cualquier parámetro que se desee medir. Algunos de estos indicadores son: . De producción: coste unitario, tiempo de producción, eficiencia de un proceso, etc. De logística: rotación de inventario, número de pedidos, cantidad de stock, etc. De calidad: porcentaje de defectos, costes de no calidad, número de interrupciones de un equipo, etc. Económicos y financieros: ingresos, beneficios, rentabilidad, VAN, TIR, etc. De cliente: número de clientes, satisfacción, número de quejas y reclamaciones, etc. Otros: consumo por hora, accidentes por mes, etc.23. Herramientas diagnóstico: Estas herramientas son aplicables a los procesos que realizan las organizaciones sin importar si son procesos de manufactura, procesos de servicios o procesos administrativos. Lo que se debe hacer es adaptar las técnicas a las necesidades específicas de cada organización.24 Herramientas operativas: Nos permiten identificar lo que entiende el cliente como valor. El principal objetivo es identificar tanto aquellos factores que puedan generar valor al cliente como aquellos factores que puedan hacer que el cliente quede insatisfecho. Para ello, hay que detectar los diferentes momentos en que el cliente entra en contacto con nuestra empresa y, a posteriori, analizar las cosas que el cliente podría tener en cuenta en ese momento, identificando métodos para medir si las cosas van bien o no.25 CIMIENTOS Factor 100% humano: Es importante destacar que el factor humano (o capital humano) es la clave para que este método en la implementación de un proyecto Lean funcione a la perfección. Lo que se busca es un total compromiso por todos los trabajadores, mandos intermedios, jefes de área, directivos e incluso de los sindicatos. Es la empresa quien debe facilitar que todos tengan los recursos 23. http://bibing.us.es/proyectos/abreproy/90575/fichero/TFG+FinalCoral+Mar%C3%ADa+Garc%C3 %ADa+Mac%C3%ADas.pdf 24 https://www.isotools.org/2017/05/31/herramientas-diagnostico-gestion-procesos/ 25http://blog.seidor.com/consultoria-gestion/herramientas-del-lean-management-valor-analisis-ymejora/ 24.
(25) necesarios para llevar a cabo el método Lean. Dichos recursos deben darles la posibilidad de que renueven sus conocimientos, habilidades y experiencia, así como las tecnologías y materiales necesarios.26 Formación: Haciendo uso de los procedimientos de clasificación y codificación de piezas o productos de la tecnología de grupos, se agrupan los productos por familias y se establece el grupo de productos y la cantidad que se desea fabricar. Compromiso de la dirección: consiste en implementar la primera etapa la cual consiste en analizar la situación inicial, buscando en todo momento las causas de los desperdicios y problemas existentes. Se siguen varios pasos: Identificación del flujo de valor: En este paso se utiliza la herramienta VSM, con la que se visualizará el proceso productivo de forma que se podrán conocer los puntos del mismo susceptibles de mejora. Detección de problemas: Una vez conocidas y analizadas las áreas de mejora, se buscan en ellas los problemas y desperdicios a eliminar. El objetivo es encontrar todas las actividades que no aportan valor al proceso y puedan eliminarse. Se hace uso de las herramientas de análisis como son el Pareto, la tormenta de ideas, el diagrama causa efecto. Análisis de la causa raíz: Conocidos los problemas existentes ahora hay que encontrar su causa para actuar sobre ella y no sobre el problema concreto.27 Comunicación: La comunicación visual fomenta la confianza y el control de cada situación de trabajo y del proceso global de producción. Las divisiones entre paredes y los grandes equipos interfieren en el trabajo en grupo y confiere aislamiento y soledad. Los operarios necesitan interaccionar unos con otros, comunicando órdenes, ayudando a los compañeros o supervisando el correcto funcionamiento del proceso. Mientras que las señales visuales y sonoras son perceptibles a gran distancia, la comunicación verbal requiere de proximidad y acercamiento de los operarios.28 Motivación: La mejora continua fomenta la participación y contribución de las personas que realizan el trabajo en la mejora del sistema (algo que impacta positivamente en la autoestima y motivación del personal) y mejora la actitud y aptitud de directivos y personal para una rápida adaptación al cambio.29. 26. https://leanmanufacturing10.com/capital-humano. 27https://www.aulafacil.com/cursos/estrategia/lean-manufacturing/etapas-de-la-implantacion-de-la-. filosofia-lean-l20032 28http://bibing.us.es/proyectos/abreproy/90575/fichero/TFG+FinalCoral+Mar%C3%ADa+Garc%C3 %ADa+Mac%C3%ADas.pdf 29 http://bibing.us.es/proyectos/abreproy/70201/fichero/03+-+Filosofia+Lean.pdf 25.
(26) Trabajo en equipo: Estimular el crecimiento personal y profesional, ofrecer oportunidades para el desarrollo y maximizar el rendimiento individual y de los equipos.30 RCM: Es una técnica más dentro de las posibles para elaborar un plan de mantenimiento en una planta industrial y que presenta algunas ventajas importantes sobre otras técnicas. Inicialmente fue desarrollada para el sector de aviación, donde el alto coste derivado de la sustitución sistemática de piezas amenazaba la rentabilidad de las compañías aéreas.31 Lean: El término Lean es el nombre con el que se da a conocer en occidente al sistema de producción de Toyota. Su objetivo fundamental es la satisfacción del cliente, mediante la entrega de productos y servicios de calidad que son lo que el cliente necesita, cuando lo necesita en la cantidad requerida al precio correcto y utilizando la cantidad mínima de materiales, equipamiento, espacio, trabajo y tiempo.32 Manufacturing: Lean Manufacturing es “una filosofía /sistema de gestión sobre cómo operar un negocio”. Enfocando esta filosofía/sistema de herramientas en la eliminación de todos los desperdicios (MUDA), permitiendo reducir el tiempo entre el pedido del cliente y el envío del producto, mejorando la calidad y reduciendo los costos.33 Industria 4.0: Es la actual revolución industrial, consiste en la digitalización de los procesos industriales por medio de la interacción de la inteligencia artificial con las máquinas y la optimización de recursos enfocada en la creación de efectivas metodologías comerciales. Esto implica cambios orientados a las infraestructuras inteligentes y a la digitalización de metodologías, este proceso incidirá de manera más concreta el modo de hacer negocios. La industria 4.0 fusiona digitalmente diversas disciplinas garantizando la satisfacción del cliente y la personalización de servicios. Uno de los objetivos de esta revolución es la unión entre tecnologías digitales que permiten la creación de mercados inéditos y la interacción entre actores económicos.34 Six sigma: es una metodología de mejora de procesos creada en Motorola por el ingeniero Bill Smith en la década de los 80, esta metodología está centrada en la reducción de la variación o dispersión, consiguiendo reducir o eliminar los defectos o fallos en la entrega de un producto o servicio al cliente, la meta de SIX SIGMA 30. http://bibing.us.es/proyectos/abreproy/70201/fichero/03+-+Filosofia+Lean.pdf http://www.mantenimientopetroquimica.com/rcm.html 32 http://bibing.us.es/proyectos/abreproy/70201/fichero/03+-+Filosofia+Lean.pdf 33 http://leansolutions.co/conceptos-lean/lean-manufacturing/ 34 https://www.logicbus.com.mx/que-es-la-industria-4-0.php 31. 26.
(27) es llegar a un máximo de 3,4 defectos por millón de eventos u oportunidades (DPMO), entendiéndose como defecto cualquier evento en que un producto o servicio no logra cumplir los requisitos del cliente. Para entender qué es Six Sigma conviene primero entender que es variación y cómo se mide: Sigma (σ) es una letra del alfabeto griego, se usa generalmente para representar la desviación estándar (unidad estadística de medición), representa la variación o dispersión de un conjunto de datos.35 Mura: Consiste en una irregularidad en la carga de trabajo. Muri: Consiste en trabajar a un ritmo por encima de la capacidad nominal de la línea de producción, provoca ineficiencias por cansancio del personal, deterioros acelerados de máquinas o equipos, generalmente aumentan los defectos de calidad. Muda: Es utilizar recursos superiores a los mínimos requeridos (Tiempo, Materiales, Mano de obra, etc...).36. 4.2 MARCO REFERENCIAL Tesis Investigativa: Diseño de un Sistema para la Automatización del Proceso de Vigilancia Comercial Aplicado a la Industria Textil Autores: Yamile Adriana Jaime Arias Año: 2015 RESUMEN Muchas organizaciones realizan procesos de Vigilancia Comercial (VC) para apoyar la toma de decisiones, transformando las necesidades de búsqueda de información en conocimiento sobre el sector vigilado. Entre estos procesos se encuentran: la recopilación, filtración, clasificación y análisis de grandes conjuntos de documentos provenientes de múltiples fuentes especializadas en la temática a vigilar. Como resultado de aplicar estos procesos se genera conocimiento sobre el sector vigilado que resulta útil para la toma de decisiones. En esta investigación se genera un sistema computacional que integra técnicas de procesamiento de texto, búsqueda, recuperación de información, análisis y presentación de conocimiento para la automatización del proceso de Vigilancia Comercial. Este sistema es implementado en un prototipo de software integrando. 35 36. http://leansolutions.co/conceptos-lean/lean-manufacturing/ http://leansolutions.co/conceptos-lean/lean-manufacturing/ 27.
(28) herramientas de software libre y aplicado al sector textil, específicamente al algodón. El sistema propuesto está diseñado de acuerdo a las cuatro etapas del proceso de Vigilancia Comercial: 1) definición del objeto a vigilar mediante un diccionario de términos, 2) recuperación de información relevante del objeto a vigilar, que corresponde a un corpus de documentos, mediante un directorio inicial de páginas web, un rastreador web y un buscador, 3) obtención de conocimiento sobre el sector productivo mediante análisis de la información usando minería de texto, específicamente aprendizaje no supervisado (agrupación), 4) presentación y visualización de resultados provenientes de la minería utilizando mapas conceptuales. El sistema se destaca por la calidad de los resultados, los cuales están directamente relacionados con la recopilación de información del entorno. Para el caso del sector aplicado (algodón) los resultados fueron validados con expertos del sector algodonero y del ministerio de agricultura y desarrollo rural resaltando los resultados y la utilidad de esta herramienta para el desarrollo de políticas del sector. El modelo puede ser aplicado en diferentes sectores económicos dependiendo de las definiciones de las fases 1 y 2.37 Trabajo de grado: Automatización y optimización de tareas operativas en transporte público. Autores: Juan Sebastián Carrizo Año: 2011 RESUMEN Este trabajo tiene como objetivo la generación de una herramienta de automatización e integración en las tareas de planificación operativa. Para la evaluación de dicha herramienta se utilizará un caso de estudio real basado en una compañía de transporte público de la Argentina. Las tareas operativas que se evaluarán serán la asignación de tareas de mantenimiento y la asignación de días libres para los choferes. Para comenzar con el desarrollo de esta herramienta se realizará un estudio detallado del tema de la planificación, comenzando por la evolución de la teoría (a nivel general y en el transporte público) y una explicación detallada de la técnica que será el centro del desarrollo de la herramienta, la simulación. Tras este desarrollo teórico se procederá a relevar la situación actual de la compañía a asesorar a modo de generar una base de comparación que permita medir el éxito o no de la herramienta. En esta etapa también se delimitará el. 37. http://www.bdigital.unal.edu.co/12896/1/299672-2014.pdf 28.
(29) alcance del estudio al igual que las restricciones y simplificaciones que resulten más relevantes. Se dedicará un capítulo entero al desarrollo y explicación de la solución, la cual generará diferentes módulos para resolver cada una de las tareas a planificar. Existirá un módulo final encargado de la integración de los módulos individuales. Una vez descripta la solución y su generación, se evaluará y validará la misma mediante indicadores comparativos entre actual metodología y la desarrollada en este proyecto. Finalmente, y a partir de todo el estudio realizado, se propondrán recomendaciones a la empresa asesorada, conclusiones y líneas de investigación para el futuro. 38. 4.3 MARCO LEGAL ¿Qué es el software y por qué hay que licenciarlo? Según la legislación colombiana. El software se puede definir como un conjunto de herramientas creadas por una persona o un grupo con el fin de resolver necesidades puntuales. Estos desarrollos pueden ir desde una aplicación sencilla compuesta por un número pequeño de instrucciones hasta la conformación de un complejo sistema de información. Gracias al Software, el hardware, es decir, la máquina, realiza sus tareas. Así como los libros y las obras de teatro tienen derechos de autor, el software, por ser una creación generada desde la inteligencia individual, debe tener un permiso explícito para su uso y aprovechamiento. Por lo tanto, si el software no tiene un permiso que autorice su uso libre, requiere de una licencia, normalmente representada por un documento que dice frases como “se autoriza el uso del software xx a nombre de una empresa o persona natural XXX”. Un ejemplo de este tipo de software son los sistemas operativos que corren en nuestros computadores, las herramientas ofimáticas, etc. Las entidades que regulan las licencias y la piratería son: 1. Dirección Nacional de Derechos de Autor 2. DIAN (Dirección de Impuestos y Aduanas Nacionales): ésta se encarga de controlar lo ilegal o pirata y de que no se evadan impuestos. 38https://ri.itba.edu.ar/bitstream/handle/123456789/969/C318%20%20Automatizaci%C3%B3n%20y. %20optimizaci%C3%B3n%20de%20tareas%20operativas%20en%20transporte%20p%C3%BAblic o.pdf?sequence=1&isAllowed=y 29.
(30) Y las empresas de licencia de software están más que todos los de sistemas como: IBM Colombia Microsoft Colombia ¿Qué dice la Ley colombiana sobre el tema de licenciamiento de software? La Ley 44 de 1993 especifica penas entre dos y cinco años de cárcel, así como el pago de indemnizaciones por daños y perjuicios a quienes comentan el delito de piratería de software. Se considera delito el uso o reproducción de un programa de computador de manera diferente a como está estipulado en la licencia. Los programas que no tengan licencia son ilegales y es necesaria una licencia por cada copia instalada en los computadores. Sin embargo, uno de los logros más importantes de la legislación colombiana en materia de protección de derechos de autor fue la Ley 603 de 2000, en la cual todas las empresas deben reportar en sus Informes Anuales de Gestión el cumplimiento de las normas de propiedad intelectual y derechos de autor. La Dirección de Impuestos y Aduanas Nacionales (DIAN) quedó encargada de supervisar el cumplimiento de estas leyes, mientras que las Superintendencias quedaron responsables de vigilar y controlar a estas empresas.39 PLC381 – CoDeSys versión 3.5: Introducción a programación de PLCs Con el fin de satisfacer los cambiantes requisitos de las aplicaciones industriales integradas y controladas por ordenador, cada vez es más importante poder dominar y aplicar diferentes lenguajes de programación. Este objetivo es complicado debido a la enorme cantidad de lenguajes de programación. Las diferencias entre las Interfaces de usuario, los modos de funcionamiento y los comandos provocan confusión y aumentan las probabilidades de error. CoDeSys: un consolidado software universal de 3S aplicable en cualquier hardware ofrece un sistema de desarrollo de controladores (Controller Development System) de acuerdo con la norma IEC 61131-3 con todos los lenguajes de programación definidos independientemente del fabricante del hardware. Este curso de formación ayuda a comprender CoDeSys y proporciona a los participantes las herramientas para manejarlo con soltura. Contenido Diseño y funcionamiento de un PLC Introducción al estándar IEC 61131-3 Resumen de las estructuras de automatización y los sistemas de bus Funcionamiento del entorno de programación CoDeSys Uso de los 6 lenguajes de programación IL, ST, LD, FBD, SFC, CFC Simulación offline 39. http://www.colombiaaprende.edu.co 30.
(31) . Visualización Configuración y puesta en funcionamiento de sistemas de automatización de Festo.. Objetivos El participante: . Usará y combinará lenguajes IEC 61131-3 (CoDeSys versión 3.5) con el fin de programar de forma rápida y eficaz una solución profesional para una aplicación industrial. Programará controladores industriales compatibles con la norma IEC 61131-2. Describirá la secuencia de la estación de distribución MPS® de Festo utilizando GRAFCET. Programará la secuencia de la estación de distribución MPS® de Festo utilizando un lenguaje o combinación de lenguajes. Podrá utilizar herramientas de detección y eliminación de errores para simular, probar y rastrear podrá aprovechar las particularidades de CoDeSys para localizar averías. Dominará los fundamentos de la visualización. Podrá crear y utilizar diferentes tipos de variables (locales, globales). Conocerá la forma de encontrar soluciones en la ayuda del software40. Automatización industrial: Sistemas de aprendizaje y servicios para la formación técnica. Este programa didáctico interactivo multimedia permite iniciarse en el complejo tema de las medidas de seguridad. En él se enseña qué son las medidas de seguridad eléctricas y cómo se clasifican. El alumno aprenderá además todo lo relativo a las disposiciones legales que existen sobre este tema. Mediante numerosos ejemplos concretos y principios de funcionamiento, se explica qué medidas son eficaces contra el contacto directo e indirecto. Finalmente, se muestra cómo se verifican las medidas de seguridad y cuál debe ser el comportamiento ante un caso de electrocución. . Niveles de protección Medidas de seguridad, clases de protección, tipos de protección Diferencias entre normas DIN, disposiciones VDE y normas DIN-VDE, requisitos legales y consecuencias jurídicas Definición y visión de conjunto de las medidas de seguridad contra el contacto directo. Sistemas de red (sistemas TN, TT, IT). 40. https://www.festo-didactic.com/es-es/tecnologia/plc381-codesys-version-3.5-introduccionprogramacion-de-plcs.htm?fbid=ZXMuZXMuNTQ3LjE0LjI2LjI2NDM3LjUwNTk 31.
(32) . Verificación de las medidas de seguridad Licencia simple con CD-ROM/ DVD Relación entre directivas y normas El procedimiento de evaluación de riesgos según EN ISO 14121 y EN ISO 12100 Todos los símbolos son de conformidad con las normas DIN ISO 1219 o DIN EN 81346-2 El dispositivo de conmutación de seguridad cumple los requisitos de las normas EN 60947-5-1, EN 60204-1.41. . Neumática e hidráulica: Sistemas de aprendizaje y servicios para la formación técnica Festo Didactic se ha marcado el objetivo de diseñar y desarrollar el aprendizaje de un modo aún más efectivo, para lo que cuenta con una experiencia de 50 años de historia empresarial en el sector de las soluciones de aprendizaje y el equipamiento de laboratorios y talleres para la formación. Le ayudamos a definir, planificar y equipar sus laboratorios o talleres personalizados con una extensa gama de sistemas de aprendizaje y un amplio abanico de tecnologías en el ámbito de la formación técnica. Nuestra oferta abarca sistemas de aprendizaje completos, así como formación y asesoramiento para el sector industrial. 100 % conforme a la norma: Todos los símbolos son de conformidad con las normas DIN ISO 1219 o DIN EN 81346-2. Todo lo que debe saber: 5 posters “Neumática”: Todos los símbolos y denominaciones cumplen las actuales normas ISO 1219-1 y DIN/ EN 81346-2. Todo lo que debe saber: 5 posters “Hidráulica”: Todos los símbolos y denominaciones cumplen las actuales normas ISO 1219-1 y DIN/ EN 81346-2. El programa de un control lógico programable se puede adaptar flexiblemente a todas las tareas. Para elaborar un programa de mando conforme con la normativa, existen diferentes lenguajes de programación, todos ellos basados en la norma internacional IEC 61131. Distribución y control: el caudal nominal de las unidades y los componentes se determinará a través de un segundo sensor de presión externo, de tal manera que sea igual que el estándar según la norma ISO 6358. Circuitos básicos de la hidráulica. En los esquemas de los circuitos se utilizan los símbolos conforme a la norma DIN/ISO 1219. Manual de trabajo: En el manual se incluyen tareas de proyectos en progresión de dificultad con las soluciones correspondientes a cada hoja de ejercicio. En los ejercicios se irá reduciendo paso a paso el potencial de peligro de un sistema neumático. La parte dedicada a las bases teóricas incluye los contenidos siguientes: resumen de las normas pertinentes, leyes y directivas, resumen y 41. https://www.festodidactic.com/ov3/media/customers/1100/56827_2017_09_es_pg_fa_small.pdf 32.
(33) descripción detallada de los modos de funcionamiento, resumen y descripción detallada de las diez funciones relevantes de seguridad, soluciones técnicas posibles para cada función de seguridad, completas ilustraciones y dibujos en sección para explicar principios constructivos.42. 4.4 MARCO TÉCNICO Ilustración 1. Certificación ISO 9001:2015. Ilustración 2. Certificación ISO 14001:2015. 42https://www.festodidactic.com/ov3/media/customers/1100/56824_2017_04_es_pg_ph_small.pdf. 33.
(34) Festo Software: ejecución digital de funciones: Las aplicaciones simplifican considerablemente la ingeniería y el uso de productos y servicios. Festo ofrecerá varias aplicaciones técnicas, sistemas de objetivos y entornos de trabajo. . Aplicaciones basadas en la nube Aplicaciones basadas en escritorio Aplicaciones para terminales móviles Aplicaciones cercanas al producto/hardware.43. Uso previsto: Condiciones de utilización de las estaciones del Sistema de Producción Modular: Únicamente para su uso previsto en cursos de formación y perfeccionamiento profesional Uso en perfecto estado técnico Las estaciones cuentan con la tecnología más avanzada actualmente disponible y cumplen las normas técnicas de seguridad reconocidas. A pesar de ello, si se utiliza indebidamente, es posible que surjan peligros que pueden afectar al usuario o a terceros, e incluso provocar daños en el sistema. El sistema de aprendizaje de Festo Didactic ha sido concebido exclusivamente para la formación y el perfeccionamiento profesional en materia de automatización y tecnología. Peligros que pueden surgir durante el uso del sistema de producción modular: El MPS fue producido aplicando la tecnología más moderna disponible y, además, respetando las normas de seguridad técnica conocidas. A pesar de ello, su utilización puede generar peligros que podrían afectar la integridad física o poner en peligro la vida de los usuarios o de terceros, así como también provocar daños en la máquina u otros daños materiales44. La plataforma de automatización CPX de Festo ayuda a alcanzar el objetivo de industria integrada: La automatización se está acercando cada vez más al objetivo de las piezas que controlan su propia producción. Un hito importante en el camino hacia la industria integrada es el concepto de la automatización integrada de Festo, basado en la plataforma de automatización CPX. Ahora está disponible con complementos importantes que facilitan la comunicación en red y una flexibilidad aún mayor.. 43 44. https://www.festo.com/net/SupportPortal/Files/619371/Industrie4_2018_es_V03_M.pdf. https://ip.festo-didactic.com/InfoPortal/MPS/PackagingStation/Documentation/Manual.pdf. 34.
(35) PLATAFORMA DE AUTOMATIZACIÓN 4.0: Acciones en el proceso: Integración de funciones con CPX respetuosa con los recursos: varios terminales de válvula, zonas de tensión y muchos otros componentes individuales se pueden agrupar sin ningún problema. . 45. Válvulas servopilotadas o para procesos continuos Válvulas de mando para cilindros, pinzas, vacío Reguladores de presión para la técnica proporcional Sistemas servoneumáticos de posicionamiento Actuadores eléctricos y ejes.45. https://www.festo.com/net/SupportPortal/Files/17550/Terminal_CPX_Plataforma_de_automatizaci%C3%B3n.pdf. 35.
(36) 5. DISEÑO METODOLÓGICO. Investigación aplicada, puesto que se la realización del trabajo busca dar propuestas de solución a los problemas presentados en la simulación del proceso de producción en la empresa Cilindros UCC. Según la fuente de información Las fuentes de información utilizadas son del tipo experimental, puesto que la información presentada en el trabajo, se recolecto directamente de las 4 simulaciones ejecutadas por los integrantes del curso. Según el nivel de medición y análisis de la información El enfoque que tomó el presente trabajo fue cuantitativo, recopilaron y analizaron datos haciendo uso de herramientas informáticas, estadísticas, y matemáticas para obtener resultados. Según la extensión del estudio El estudio toma un enfoque determinístico, puesto que se desea planificar, modelar y ejecutar el proceso de producción de cilindros, a fin de evitar la propagación de errores, en entornos reales.. 36.
(37) 6. RESULTADOS. 6.1 PRODUCCIÓN MANUAL DE CILINDROS Synchro game Synchro game es un juego de estrategia que se desarrolló a fin de implementar toda la producción manufacturada de cilindros, en ella se combinan, la actividad humana y el uso de la máquina prensa troqueladora y testeo. Con la ejecución de este juego se buscaba identificar y conocer los diferentes desperdicios que se presentan en cualquier proceso de producción, para qué, de este modo se puedan proponer soluciones a dichos desperdicios y contribuir a la mejora del proceso. Con la solución de los problemas presentados en el proceso debido a los desperdicios se puede contribuir a mejorar la productividad de la empresa y aumentar la satisfacción de sus clientes. Para llevar a cabo el juego Synchro game se creó una empresa productiva, en este caso, se creó a Cilindros UCC, la cual, se dedica a la fabricación y comercialización de Cilindros de diferentes tamaños donde se implementó la misión, visión y los valores institucionales que la destacaban. La creación de la empresa permitió hacer una simulación del proceso de producción, más cercana a la realidad. Se asignaron cargos y funciones, se definieron tiempos de producción y se estableció la meta de producción, la cual fue de 60 cilindros en 40 minutos, así mismo se creó la planeación estratégica de la empresa, quedando establecida así:. 6.1.1 Misión. Cilindros UCC es una empresa líder en fabricación y comercialización de cilindros para todo tipo de industria neumática a nivel departamental, con el fin de satisfacer las necesidades del cliente y con ello establecer una mejora continua en un mercado competitivo con los estándares de calidad.. 6.1.2 Visión. Para el 2025 la empresa Cilindros UCC, será líder en la región Sur Colombiana en fabricación de cilindros neumáticos con altos estándares de calidad mediante tecnologías aplicadas al a industrial 4.0. 6.1.3 Valores Institucionales Responsabilidad Compromiso. 37.
(38) . Liderazgo Calidad Honestidad Ética profesional Trabajo en equipo. 6.2 DESCRIPCIÓN DEL PROCESO MANUAL SYNCHRO GAME CICLOS 1 Y 2 En el proceso manual de cilindros se utilizó la máquina prensa troqueladora y de testeo. Ilustración 3. Máquina de troquelado y testeo.. Fuente: Los autores La prensa troqueladora se encargaba de realizar los orificios a las tapas para posteriormente entregarlas al proceso de ensamble de acuerdo a la referencia que se encontraba en fabricación. Mientras que la máquina de testeo, se encargaba de verificar el sellado de cada uno de los cilindros de acuerdo a su referencia.. 38.
(39) A continuación, se mostrará el diagrama de flujo del proceso de producción de Cilindros en la empresa Cilindros UCC- ciclos 1 y 2 Ilustración 4. Diagrama de flujo de proceso cilindros ronda 1 y 2.. Fuente: Los autores. 39.
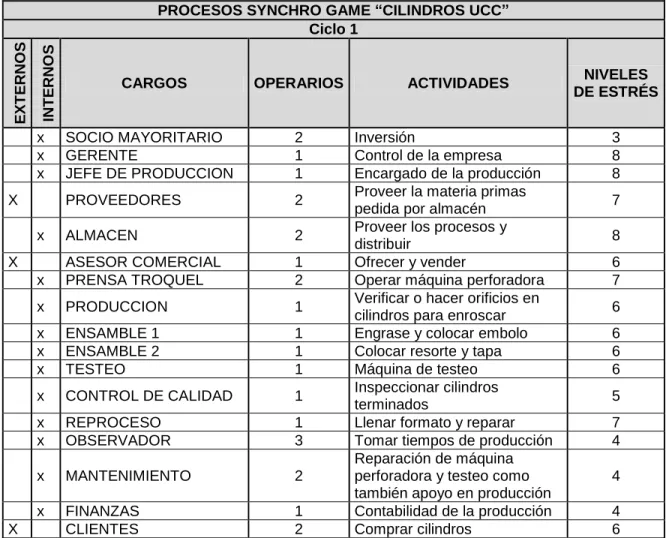
(40) 6.2.1 Distribución en planta proceso de producción de cilindros ciclo 1. Una vez definidas cada una de las actividades del proceso de producción de cilindros UCC, se procedió a determinar la distribución en planta, con cada una de las áreas que interviene en el proceso. Las áreas requeridas para efectuar el proceso, las cuales son: Producción, Ensamble 1, Ensamble 2, Asesor Comercial, Prensa Troqueladora, Testeo, Calidad, Retrabajo, Proveedores, Almacén y Finanzas. Esta primera distribución fue realizada por parte de los operarios quienes fueron libres de ubicarse, sin previa comunicación para el proceso. Ilustración 5. Distribución en planta ronda 1.. Fuente: Los autores. 6.2.2 Cargos requeridos proceso de producción de cilindros ciclo 1. Como se menciona en apartados anteriores, para la simulación del proceso manual de cilindros, fue necesario definir los cargos para desarrollar el proceso productivo.. 40.
(41) Con la creación y asignación de cargos se buscaba que todos los integrantes conocieran los distintos formatos empleados en producción, el funcionamiento y modo de uso de las herramientas utilizadas en los procesos y las máquinas de troqueladora y de testeo. Los cargos definidos son: Tabla 3 Listado de cargos requeridos para el proceso de producción.. CARGO. PROCESO SYNCHRO GAME “CILINDROS UCC” ciclo 1 CANTIDAD EXTERNO INTERNO ACTIVIDADES OPERARIOS. SOCIO MAYORITARIO GERENTE JEFE DE PRODUCCION. x. 2. Inversión. x. 1. Control de la empresa. x. 1. Encargado de la producción. 2. Proveer la materia primas pedida por almacén Proveer los procesos y distribuir. 1. Ofrecer y vender. x. 2. Operar máquina perforadora. PRODUCCION. x. 1. ENSAMBLE 1 ENSAMBLE 2 TESTEO CONTROL DE CALIDAD REPROCESO OBSERVADOR. x x x. 1 1 1. Verificar o hacer orificios en cilindros para enroscar Engrase y colocar embolo Colocar resorte y tapa Máquina de testeo. x. 1. Inspeccionar cilindros terminados. x x. 1 3. MANTENIMIENTO. x. 2. x. 1 2. Llenar formato y reparar Tomar tiempos de producción Reparación de máquina perforadora y testeo como también apoyo en producción Contabilidad de la producción Comprar cilindros. PROVEEDORES ALMACEN ASESOR COMERCIAL PRENSA TROQUEL. FINANZAS CLIENTES. X. 2 x. X. X. Fuente: Los autores. 6.2.3 Simulación proceso de producción cilindros UCC Ciclo 1. Una vez se definió el proceso a seguir, los cargos y la distribución en planta se procedió a realizar la simulación del proceso. En la primera simulación o ciclo 1 el grupo de trabajo fue libre de generar las estrategias para cumplir con la meta propuestas de 60 cilindros en 40 minutos.. 41.
(42) Cada integrante tomó posición en su lugar de trabajo de acuerdo a la distribución en planta definida, una vez todos los integrantes se encontraron en posición se dio la orden de iniciar el proceso de producción simulado. La primera ronda de simulación presento fallas, un factor que incidió en la manifestación de las fallas fue el desconocimiento, pues los operarios o cargos no estaban muy familiarizados con sus actividades y formatos a diligenciar. Las fallas presentadas en el proceso de producción simulado son: . Almacén: Desconocimiento de los formatos a diligenciar. Retrabajo: Desconocimiento de los formatos a diligenciar. Proveedor: Desconocimiento de las piezas para cada referencia de cilindro. Troqueladora: Falta de conocimiento y practica en el manejo de la troqueladora, demoras en los cambios de referencia Todos los cargos: Se presentaron demoras en el proceso puesto que los operarios no desarrollaban las actividades rápidamente debido a la falta de conocimiento y practica. Las diferentes fallas presentadas ocasionaron caos y confusión, por tanto, los primeros 20 minutos después de iniciado los procesos fueron desaprovechados y no se logró terminar ningún cilindro. Pasados los 20 minutos se logró iniciar el proceso de producción, sin embargo, debido a las demoras y fallas recurrentes, el tiempo restante no fue suficiente para lograr cumplir con la meta. De los 60 cilindros propuestos como meta, tan solo se logró realizar 3 cilindros, por tanto, el ciclo 1 fue un fracaso. A continuación, se resumen los resultados del proceso de simulación en la ronda 1: Tabla 2. Resultados simulación proceso de producción ciclo 1. Fuente: los autores. 42.
(43) 6.2.4 Evaluación de los niveles de estrés en los cargos del ciclo 1. El caos y confusión presentada debido al desconocimiento de las actividades, genero un ambiente de tensión, el cual contribuyo a que los niveles de estrés manejados por los integrantes en cada uno de sus cargos, fueran mayores a los límites normales. Por tanto, se realizó una medición cuantitativa a los niveles de estrés manejados por cada uno de los cargos. Para desarrollar la medición cuantitativa, se establecido un rango de 1 a 10, siendo 1 el nivel mínimo de estrés y 10 nivel máximo de estrés. Los resultados obtenidos son presentados en la siguiente tabla. Tabla 3. Niveles de estrés por cada cargo presentados en la simulación o ciclo 1. INTERNOS. EXTERNOS. PROCESOS SYNCHRO GAME “CILINDROS UCC” Ciclo 1. x x x. OPERARIOS. SOCIO MAYORITARIO GERENTE JEFE DE PRODUCCION. 2 1 1. PROVEEDORES. 2. x. ALMACEN. 2. x. ASESOR COMERCIAL PRENSA TROQUEL. 1 2. x. PRODUCCION. 1. x x x. ENSAMBLE 1 ENSAMBLE 2 TESTEO. 1 1 1. x. CONTROL DE CALIDAD. 1. x x. REPROCESO OBSERVADOR. 1 3. x. MANTENIMIENTO. 2. x. FINANZAS CLIENTES. 1 2. X. X. X. CARGOS. ACTIVIDADES. Inversión Control de la empresa Encargado de la producción Proveer la materia primas pedida por almacén Proveer los procesos y distribuir Ofrecer y vender Operar máquina perforadora Verificar o hacer orificios en cilindros para enroscar Engrase y colocar embolo Colocar resorte y tapa Máquina de testeo Inspeccionar cilindros terminados Llenar formato y reparar Tomar tiempos de producción Reparación de máquina perforadora y testeo como también apoyo en producción Contabilidad de la producción Comprar cilindros. Fuente: Los autores. 43. NIVELES DE ESTRÉS 3 8 8 7 8 6 7 6 6 6 6 5 7 4 4 4 6.
(44) Gráfica 1. Niveles de estrés ciclo 1. Fuente: Los autores Análisis de gráfica: En la gráfica se puede evidenciar que los niveles de estrés varían, pues las funciones o actividades que desempeñan tiene mayor o menor complejidad de acuerdo al cargo ocupado Se puede evidenciar que los cargos de gerente, jefe de producción, almacén, proveedores, prensa troquel y reproceso presentan niveles de estrés altos (7 a 8 puntos), mientras que cargo como socios mayoritarios, mantenimiento y finanzas presentan niveles de estrés relativamente bajos. 6.3 PROCESO DE PRODUCCIÓN CILINDROS UCC CICLO 2 Debido al fracaso del ciclo 1, se decidió efectuar una segunda ronda, sin embargo, fue necesario realizar mejoras al proceso, cargos y distribución en planta, a fin de evitar reincidir en las fallas y así lograr la meta de 60 cilindros en 40 minutos. Para mejorar el ciclo 2 se realizó de flujo de valor o VSM, el cual permitió identificar los puntos críticos del proceso a mejorar y los tiempos empleados, además de ello se realizó una nueva distribución en planta y decidió procesar la referencia 24 por grupos o bloques a fin de evitar retrasos en el proceso a causa de los cambios de referencia.. 44.
Figure




+7




Documento similar
Proporcione esta nota de seguridad y las copias de la versión para pacientes junto con el documento Preguntas frecuentes sobre contraindicaciones y
[r]
Contraindicaciones: El uso de la mascarilla está contraindicado para los pacientes y los miembros de sus familias, profesionales sanitarios y compañeros de
Para recibir todos los números de referencia en un solo correo electrónico, es necesario que las solicitudes estén cumplimentadas y sean todos los datos válidos, incluido el
que hasta que llegue el tiempo en que su regia planta ; | pise el hispano suelo... que hasta que el
Y tendiendo ellos la vista vieron cuanto en el mundo había y dieron las gracias al Criador diciendo: Repetidas gracias os damos porque nos habéis criado hombres, nos
d) que haya «identidad de órgano» (con identidad de Sala y Sección); e) que haya alteridad, es decir, que las sentencias aportadas sean de persona distinta a la recurrente, e) que
Las manifestaciones musicales y su organización institucional a lo largo de los siglos XVI al XVIII son aspectos poco conocidos de la cultura alicantina. Analizar el alcance y
