Modelo de Integración de Manufactura Esbelta Seis Sigma con Principios de Ingeniería Concurrente Adaptable a PyME Edición Única
114
0
0
Texto completo
(2) INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY CAMPUS MONTERREY. DIVISIÓN DE INGENIERÍA Y ARQUITECTURA PROGRAMA DE GRADUADOS EN INGENIERÍA Los miembros del comité de tesis recomendamos que el presente proyecto de tesis presentado por el Ing. Javier Atala Villalvazo sea aceptada como requisito parcial para obtener el grado académico de: Maestro en Ciencias con Especialidad en Sistemas de Manufactura. Comité de tesis. M.C. LUIS VICENTE CABEZA ASPIAZU Asesor. Dr. José Manuel Sánchez García Sinodal. Dr. Federico Guedea Elizalde Sinodal. Dr. Jorge Limón Robles Director del Programa de Graduados en Ingeniería Mayo del 2010 i.
(3) AGRADECIMIENTOS. A Dios, por todas sus bendiciones A mis padres Javier y Silvia por ofrecerme todo su apoyo incondicional, amistad, consuelo y por ser mi inspiración y modelo a seguir A mi asesor, Ing. Luis V. Cabeza Aspiazu por todo su conocimiento y experiencia de vida transmitida A mis sinodales, Dr. Federico Guedea Elizalde y José Manuel Sánchez García por su paciencia y retroalimentaciones que ayudaron a enriquecer este trabajo A mis hermanos Miguel y Silvia por acompañarme en todo momento y ser fuentes de inspiración y motivación A Paulina, por acompañarme y apoyarme en todo momento y ayudarme con la revisión y corrección de este trabajo de investigación Al ITESM, Campus Monterrey, por ser la base de mi formación académica y personal, por darme la oportunidad y facilidades de vivir esta experiencia A mis amigos y familiares, por apoyarme e impulsarme siempre a seguir estudiando. ii.
(4) RESUMEN. El propósito fundamental de esta tesis es dar a conocer una metodología de mejora, que se pueda usar de forma rápida y sencilla en las empresas. Las bases de esta metodología descansan en las estrategias de Manufactura Esbelta, Seis Sigma, Diseño para Seis Sigma e Ingeniería Concurrente. El modelo desarrollado podrá ser aplicado en cualquier tipo de empresa cuyo propósito principal sea mejorar la producción, resolver problemas, disminuir tiempos de proceso y espera o crear nuevos productos. Éste modelo puede ser adaptado perfectamente a PyMEs siempre y cuando se haga una revisión a fondo de las necesidades de las mismas. Se darán a conocer los principales beneficios de las herramientas y metodologías de mejora a corto y largo plazo. En el primer capítulo se expone la descripción del problema, motivación, tendencias actuales, justificación, objetivos, alcance y modelo de investigación utilizado. También se da una introducción más detallada sobre este trabajo de investigación. En el capítulo dos se presentan las filosofías y metodologías de Manufactura Esbelta, Seis Sigma, Diseño para Seis Sigma e Ingeniería concurrente, así como sus principales herramientas y sus antecedentes. El capítulo 3 describe el modelo integrador desarrollado, sus beneficios, pasos de aplicación y puntos importantes a ser tomados en cuenta por las empresas. En el capítulo 4 se hace una adaptación del modelo para una empresa manufacturera de monterrey, se analiza a detalle la información obtenida de la empresa, se ven las áreas de oportunidad y se hace un plan de seguimiento a futuro. Se implementan algunas herramientas de mejora para la empresa. El capítulo 5 es donde se exponen los resultados obtenidos de la investigación en la empresa y de la simulación que se llevo a cabo para la misma. Se dan puntos clave para llevarse a cabo dentro de la empresa y poder darle seguimiento a las herramientas de mejora. Por último en el capítulo 6 se presentan las conclusiones de todo el trabajo de investigación y del caso de estudio desarrollado, se presentan las áreas de oportunidad para futuras investigaciones que tengan como base este trabajo.. iii.
(5) ÍNDICE. AGRADECIMIENTOS………………………………………………………………...…ii RESUMEN…………………………………………….………………………………….iii ÍNDICE………………………………………………………...………………………….iv LISTA DE FIGURAS………..……………………………………………….………....viii LISTA DE TABLAS…...…………………………………………………………..……..ix LISTA DE ANEXOS……………………...……………………………………..……….ix. CAPÍTULO 1 1. Introducción………………………………………………………….……1 1.1. Motivación…………...………………………………………………………….….2 1.2. Descripción del problema……………………………………..…………………….3 1.3. Tendencias…………………………………………………………………...............3 1.4. Justificación…………….…………………………………………………….……..4 1.5. Objetivos…………………………………………………………….......................4 1.6. Hipótesis de trabajo………………………………………………………………...5 1.7. Alcance…………………………………………………………………………......5 1.8. Metodología de Investigación……………………………………………………….5. iv.
(6) CAPÍTULO 2 2. Marco Teórico………………………………………………..……………6 2.1. Introducción…………..…………………..…………………………………..…….6 2.2. Pensamiento Esbelto………………………………………………………………...6 2.2.1. Los 5 principios del Pensamiento Esbelto…………………...………..…….….7 2.2.2. Beneficios del Pensamiento/Manufactura Esbelta……………………..……….8 2.2.3. La casa de la calidad………………………..…………………………..………8 2.2.4. Los 7 Desperdicios…………...………..…………………………..…….……..9 2.3. Just In Time (Justo a Tiempo)…………………………….…………….………….11 2.4. Herramientas de Manufactura Esbelta……………………………………….….….13 2.4.1. Mapeo de la cadena de valor…………………...……………………………...14 2.4.2. Kanban……………………..……….…….……………………….…….……16 2.4.3. Single Minute Exchange of Die (SMED)…………….…………..……………18 2.4.4. Total Productive Maintenance-Mantenimiento Porductivo Total (TPM)…..…19 2.4.5. Las 5’s……………..…………....………………………………….…………19 2.4.6. Jidoka……………………………...……………………………….…………21 2.4.7. Dispositivos para prevenir errors (Poka Yoke)………...……….…….……….22 2.4.8. Control Visual……………………..………………………...….……………..23 2.4.9. Manufactura Celular…………………………………..……….………………25 2.4.10. Kaizen…………………………..…………………………….……………..25 2.5. Seis Sigma (SS) y Diseño para Seis Sigma (DFSS)…………………………………..27 2.6. Características de Manufactura Esbelta y Seis Sigma………………………………32 2.7. Ingeniería Concurrente (CE)……………………..……………………..…….…….33 2.7.1. Estimación de costos……………………...…………….………..……….…..34 2.7.2. Tecnología……………………...………..………………………..……….….34 2.7.3. Flujo de conocimiento………………………...………………………………34 2.7.4. Diseño para Manufactura y Ensamble DFM/A……………………....……….35 2.7.5. Diseño para Fiabilidad DFR………………………..…….………..…………..36. v.
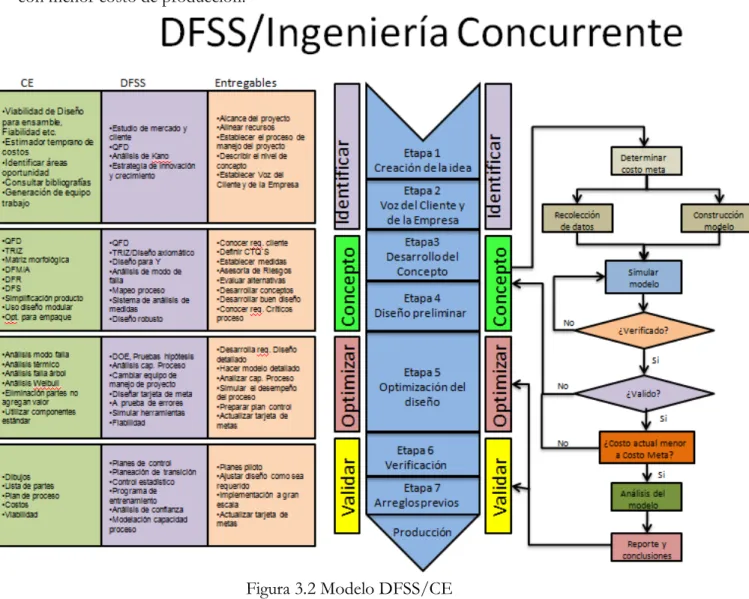
(7) CAPÍTULO 3 3. Desarrollo del Modelo General…………………………………………….38 3.1.1. Desarrollo de nuevo Proceso o Producto……………………………….……..39 3.1.2. Modificar Proceso Existente…………………….………………………….....39 3.1.3. Relaciones Clientes/Proveedores……………………………….…..…………40 3.1.4. Implementación de base de datos de conocimientos…………………………...40 3.2. Diseño para Seis Sigma (DFSS)/Ingeniería Concurrente (CE)……………………..41 3.3. Manufactura Esbelta/Seis Sigma (Lean/Six Sigma)…………….……….…………46 3.4. Beneficios………………………………..…………………………………………51 3.5. Margen de contribución…………………………….………………………………51. CAPÍTULO 4 4. Caso de estudio………………………………………………………..….52 4.1. Aplicación del Modelo……………………...………………………………………52 4.2. Definición…………………………………………………………………………..53 4.2.1. Definir problema, objetivos y alcance………………………….………………53 4.2.2. Definir equipo de proyecto……………………………….……...…………….54 4.2.3. Requerimientos del cliente (VOC)……………………………………..………55 4.3. Medir……………………………………………………………………………….56 4.3.1. Mapeo de la Cadena de Valor Actual (VSM)…………………………….…….56 4.3.2. Los 10 Desperdicios…………...………………………………………………59 4.3.3. Simulación……………………………………………………………………..60 4.3.4. Identificar actividades que no general valor……………………………….…..62 4.4. Analizar……………….……………………………………………………………64 4.4.1. Analizar el desperdicios………………………………….…………………….64 4.4.2. Analizar Flujo…………………….……………………………………………65 4.4.3. Diseño de experimentos (DOE)……………………………….………………69 vi.
(8) 4.5. Mejorar…………………...…………………………………….…………………..70 4.5.1. Mapeo de la Cadena de Valor Futura (VSM)………………………………..….70 4.5.2. Mejoras y herramientas Lean Implementadas dentro de la empresa……………71 4.5.3. Mejoras y herramientas Lean a implementarse a futuro………………………..78 4.5.4. Dirección de la empresa……………………………………………………….83. CAPÍTULO 5 5. Resultados………………………………………………………………....84. CAPÍTULO 6 6. Conclusiones………………………………………………………………87 6.1. Investigaciones futuras……………………………………………………………..88. 7. Referencias Bibliográficas……………………..……………………………………….89 8. Anexo…………………………………………………………………….92. vii.
(9) LISTA DE FIGURAS. Figura 1.1. a) Acciones para implementar lean b) Implementación de Lean Manufacturing en la Industria……………………………………….…………………………………….....3 Figura 1.2. Metodología General a seguir……………………………………………….…..5 Figura 2.1. La casa de la calidad Toyota………………………………………………….….9 Figura 2.2. Sistema de producción Justo a Tiempo…………………………………..……12 Figura 2.3. Ciclo PDCA de Demming……………………….……………………………26 Figura 2.4. Gráfico de Seis Sigma………………………………………………………….27 Figura 3.1. Modelo General……………………………………………………………….38 Figura 3.2. Modelo DFSS/CE………………………….………………………………….41 Figura 3.3. Definir……………………………..………………………………………….46 Figura 3.4. Medir…………………………………………...……………………………...47 Figura 3.5. Analizar………………………………………………………………………..48 Figura 3.6. Mejorar……………………………………………..…………………………49 Figura 3.7. Controlar……………………………………….……………………………..50 Figura 4.1. Modelo a Implementar en compañía……………………………………….…53 Figura 4.2. Equipo de proyecto……………………………….…………………………..54 Figura 4.3. Proceso del talco en la empresa………………………...……………………..56 Figura 4.4. Mapeo de la cadena de valor actual………..…………………….…..………..58 Figura 4.5. Simulación inicial de proceso en Promodel…………………………………...60 Figura 4.6. Sistema Pull propuesto en la empresa………………..……………………….68 Figura 4.7. Secciones en la planta de laboratorios Avant…………………..……………..69 Figura 4.8. Nuevo Layout en Planta………...……………………...………….…….……70 Figura 4.9. Mapeo de la cadena de valor de estado futuro..……………...…....…….……72 Figura 4.10. Ejemplos de Box Scores utilizados en Lean Accounting……...…….…….…...79 Figura 4.11. Niveles a escalar en la organización………………………………...…………80. viii.
(10) LISTA DE TABLAS. Tabla Tabla Tabla Tabla Tabla Tabla Tabla Tabla Tabla Tabla Tabla Tabla Tabla Tabla Tabla. 1.1. Porcentaje de incremento y decremento del empleo del 2008 al 2009……..2 2.1. Herramientas de manufactura esbelta……………….…………………….13 2.2. Características de la Manufactura Esbelta y Seis Sigma……………………..32 4.1. Metas esperadas en la compañía…………………………..………………54 4.2. Matriz de los 10 desperdicios dentro de la empresa………..………………59 4.3. Resultados iniciales en Promodel………….………………………………61 4.4. Los desperdicios y sus herramientas Lean…………..…………………….64 4.5. Defectos encontrados por etapa………..…………………………………72 4.6. Defectos después de mejoras………………………………………………73 4.7. Evaluación 5’s…………………………………………………………….74 4.8. Acciones a implementarse en la organización..…………………………….83 5.1. Mejoras a esperar por implementación de herramientas……………………84 5.2. Comparación antes y después de mejoras empresa Avant….………………85 5.3. Resultados a esperar por implementación de herramientas faltantes……….85 5.4. Resultado de la simulación después de balanceo de líneas y mejoras……….86. ÍNDICE DE ANEXOS ANEXO 1: Recopilación de datos de VSM………………………………………………..89 ANEXO 2: Layout de la planta actual…………………………………………………..….90 ANEXO 3: Fotografías………………………………………………………………….…93 ANEXO 4: Ejemplo de balance general de empresa que usa costo lean………….…….…97 ANEXO 5: Simulación…………………………………………………………………….98 ix.
(11) LISTA DE TABLAS. Tabla Tabla Tabla Tabla Tabla Tabla Tabla Tabla Tabla Tabla Tabla Tabla Tabla Tabla Tabla. 1.1. Porcentaje de incremento y decremento del empleo del 2008 al 2009……..2 2.1. Herramientas de manufactura esbelta……………….…………………….13 2.2. Características de la Manufactura Esbelta y Seis Sigma……………………..32 4.1. Metas esperadas en la compañía…………………………..………………54 4.2. Matriz de los 10 desperdicios dentro de la empresa………..………………59 4.3. Resultados iniciales en Promodel………….………………………………61 4.4. Los desperdicios y sus herramientas Lean…………..…………………….64 4.5. Defectos encontrados por etapa………..…………………………………72 4.6. Defectos después de mejoras………………………………………………73 4.7. Evaluación 5’s…………………………………………………………….74 4.8. Acciones a implementarse en la organización..…………………………….83 5.1. Mejoras a esperar por implementación de herramientas……………………84 5.2. Comparación antes y después de mejoras empresa Avant….………………85 5.3. Resultados a esperar por implementación de herramientas faltantes……….85 5.4. Resultado de la simulación después de balanceo de líneas y mejoras……….86. ÍNDICE DE ANEXOS ANEXO 1: Recopilación de datos de VSM………………………………………………..89 ANEXO 2: Layout de la planta actual…………………………………………………..….90 ANEXO 3: Fotografías………………………………………………………………….…93 ANEXO 4: Ejemplo de balance general de empresa que usa costo lean………….…….…97 ANEXO 5: Simulación…………………………………………………………………….98 ix.
(12) Modelo de integración de Manufactura Esbelta – Seis Sigma con principios de Ingeniería Concurrente adaptable a PyME. CAPÍTULO 1. INTRODUCCIÓN. Actualmente en la economía global que nos rodea, la velocidad y nivel de competitividad de las empresas son factores cruciales para que éstas puedan mantenerse en un mercado que constantemente se encuentra cambiando, donde las empresas pasan de ser líderes a empresas destinadas al fracaso en cuestión de semanas, en lugar de años, como se hacía anteriormente. Para enfrentar este reto, los equipos de diseño de proyectos en las empresas deben trabajar de manera rápida, efectiva y eficiente. Se deben tener en cuenta muchos factores, donde están involucrados la eficiencia del diseño, su bajo costo y el impacto que genera en el mercado. Estos equipos de trabajo se deben adaptar a un mercado que está en constante movimiento, por lo cual deben disponer de las metodologías y herramientas tecnológicas adecuadas que permitan afrontar las demandas del mercado de una forma concurrente entre los distintos departamentos de la compañía. La excelencia en el tiempo de respuesta hacia el mercado depende mucho de la interacción entre los departamentos de mercadotecnia, diseño y manufactura; una correcta comunicación ahorra muchos problemas a presente y a futuro, también ayuda a reducir costos en producción y a satisfacer las necesidades del mercado, así como las normas de calidad de dicho producto. La ingeniería Concurrente es un enfoque utilizado en manufactura que permite el diseño y desarrollo simultáneo de procesos, productos y actividades. Esto es con la intención de que los participantes consideren todos los elementos del ciclo de vida de un producto, desde su concepción y mercado, hasta su eliminación y reciclaje, todo esto incluyendo calidad, costo, planeación y requerimientos del usuario [ALBIN, 1994] .Aunque el concepto no es nuevo, el desarrollo reciente de tecnologías de la información como Internet y ciertas técnicas de Inteligencia Artificial permite crear nuevas aplicaciones para explotar mejor la filosofía de la Ingeniería Concurrente. Algo que está muy involucrado con la Ingeniería Concurrente y se está haciendo cada vez más importante para el desarrollo de compañías de todos niveles es el uso de tecnologías para incrementar productividad, eficiencia, reducir costos o administrar información y conocimiento, ya sean la Administración de Bases de Datos de Conocimientos (“Knowledge Base Managment”) con información de proyectos pasados, actividades realizadas, personal que ha laborado en la empresa o tecnología CAD, CAM, CAE, simuladores, software de diseño de plantas, reducción de costos, etc., que ayuden a diseñar y manejar un producto o una línea de producto de manera ágil y oportuna, lo que permitirá reducir gastos innecesarios y enfrentarse a la problemática o reto en el menor tiempo posible haciéndolo más efectivo y costeable.. 1.
(13) Modelo de integración de Manufactura Esbelta – Seis Sigma con principios de Ingeniería Concurrente adaptable a PyME. Ahora bien, si a la Ingeniería concurrente y el uso de diversas tecnologías le sumamos una Metodología fundamentada en el Pensamiento Esbelto (Lean Thinking) y Diseño para Seis Sigma (DFSS) podemos lograr una metodología integradora, que abarque todas las aéreas importantes en el diseño o modificación de un producto o línea de producto, que considere los 3 factores más importantes para una empresa: Productividad, Calidad y Manejo de Tecnología encaminada a reducir costos innecesarios, defectos, desperdicios y acortar el tiempo de respuesta hacia la llegada del producto al mercado.. 1.1. Motivación. La dirección y camino de esta tesis nace de la necesidad de hacer las cosas bien a un bajo costo, en un menor tiempo y con una alta productividad, lo que se verá reflejado en el precio final del producto y su calidad, ayudando a las empresas a enfrentar a la competencia y a brindar un producto al cliente con un buen precio y buena calidad, esto dará como resultado más empleos y más ganancias para la empresa y para el cliente. Tabla 1.1 Porcentaje de incremento y decremento del empleo del 2008 al 2009. Actualmente debido a la crisis que aqueja a todo el mundo, las empresas intentan reducir sus costos a toda costa, dejando a mucha gente sin empleo, por eso es muy importante ayudarlas a reducir sus costos en otras partes de la compañía como en producción, inventarios, desperdicios y tareas que no tienen beneficio directo para la empresa, ayudando a generar empleos y reducir costos innecesarios a la compañía manteniendo la calidad de acuerdo a las normas correspondientes. 2.
(14) Modelo de integración de Manufactura Esbelta – Seis Sigma con principios de Ingeniería Concurrente adaptable a PyME. 1.2 Descripción del problema Hoy en día las estructuras de la mayoría de las PyME y sus problemas que necesitan ser resueltos de manera urgente, dificultan el desarrollo de las mismas. Muchas veces se ven limitadas por distintos factores en la adopción de nuevas metodologías o filosofías que pueden serle de gran utilidad para hacer eficientes sus operaciones diarias. Las industrias de todas las ramas tienden a trabajar con desperdicios y deficiencias por todos lados y se acostumbran a operar de esa manera. Los defectos que se producen dentro de las industrias llegan al cliente, impactando su percepción de la empresa y sus productos, mientras tanto, los defectos que son encontrados a tiempo impactan en los costos de re-trabajo y en la productividad de la empresa. Por lo anterior es importante mejorar la forma de pensamiento de la compañía, su reputación en el mercado y la calidad de sus productos.. 1.3 Tendencias Actualmente la Manufactura Esbelta, Diseño para Seis Sigma (DFSS) y la Ingeniería Concurrente (CE), son tendencias que siguen a la alza y se implementan cada vez más en las compañías como se muestra en la figura 1.1b. Cada vez un mayor número de compañías, tanto en el sector industrial como en el aeronáutico, están interesadas en estas metodologías y herramientas para implementarlas. Algunas de ellas están en la fase de conocerlas y otras en la fase de implementarlas. Actualmente se utilizan para reducción de costos, incremento en la flexibilidad de las líneas, reducción de inventarios, manejo de la manufactura por parte del cliente (Pull systems) y sincronización de la manufactura y logística para la entrega de órdenes a tiempo (Figura 1.1a).. Figura 1.1.‐ a) Acciones para implementar Lean b) Implementación de Lean Manufacturing en la Industria Fuente: Survey of Innovation, Statistics , 2009. 3.
(15) Modelo de integración de Manufactura Esbelta – Seis Sigma con principios de Ingeniería Concurrente adaptable a PyME. 1.4 Justificación El mercado se encuentra en movimiento constante, sin embargo, en las empresas hay una gran resistencia al cambio, los operadores y gerentes quieren seguir realizando sus tareas como lo han venido haciendo durante un largo tiempo, lo que llega a poner a la compañía en una gran desventaja en el mercado, ya que no es capaz de moverse a la rapidez del mismo. Se hace necesaria la implementación de nuevas metodologías y filosofías que permitan a la empresa estar a la vanguardia en calidad y productividad. La manufactura esbelta hace que el flujo de los recursos e información con la que cuenta una empresa sean continuos y no encuentren ningún tipo de obstáculo. Además de la aplicación de técnicas de manufactura esbelta dentro de una empresa, se hace necesaria la creación de una cultura de disminución de desperdicios, el mejoramiento de las relaciones con clientes y proveedores y la implementación de bases de datos que permitan a la empresa acumular conocimiento que puede ser usado a su favor en un futuro. Un aporte muy importante será la combinación de herramientas, filosofías y metodologías que permitan llegar a hacer sistemas más flexibles con un alto grado de productividad y calidad que puedan ser implementados en cualquier tipo de empresas.. 1.5 Objetivos El objetivo general se enfoca en una integración de Manufactura Esbelta, Diseño Esbelto, Pensamiento Esbelto, Diseño para Seis Sigma, uso de Tecnologías y aplicación de la Ingeniería Concurrente para poder desarrollar un modelo para un producto o línea de producto de la manera más eficiente posible incrementando la productividad y manteniendo la calidad deseada, lo cual beneficia tanto al cliente como a las empresas y ayuda a evitar desperdicios y tareas que no hacen ninguna contribución a la compañía. En los objetivos específicos tenemos: •. Implementar el manufacturera.. •. Ofrecer un panorama de la importancia de la identificación de desperdicios y actividades que no generan valor dentro de la empresa.. •. Demostrar los beneficios de la aplicación de las filosofías y metodologías a presentar.. •. Proyectar un camino a seguir para el desarrollo de una PyME.. modelo. planteado. 4. anteriormente. en. una. compañía.
(16) Modelo de integración de Manufactura Esbelta – Seis Sigma con principios de Ingeniería Concurrente adaptable a PyME. 1.6 Hipótesis de trabajo La mayoría de las PyMEs carecen de un asesoramiento adecuado que les ayude a definir un camino hacia la perfección y la mejora continua. Una metodología de integración de distintas herramientas y filosofías ayudará a las PyMes a crear planes de acción de manera sencilla que le permitan mantenerse a un nivel competitivo dentro del mercado tomando en cuenta los elementos más importantes para su desarrollo.. 1.7 Alcance El diseño del modelo se enfocará en la “Manufactura Esbelta” y en el “Pensamiento Esbelto”, el aporte principal del Diseño para Seis Sigma (DFSS) y Seis Sigma (SS) será la reducción de varianza en los procesos. La implementación de la Ingeniería Concurrente (CE) hará que los tiempos de respuesta sean menores y se llegue al diseño óptimo del producto en el menor número de iteraciones posibles, logrando un producto “Esbelto” que cumpla con las normas de calidad adecuadas y fabricado en el menor tiempo posible con el mínimo de defectos. Se pretende crear un modelo integrador e implementarlo dentro de una PyME, pudiendo dejar sentadas las bases y el camino a seguir para que pueda llegar a ser una compañía competitiva y en crecimiento.. 1.8 Metodología de investigación La metodología de investigación a utilizar es la siguiente:. Figura 1.2.‐ Metodología General a seguir.. 5.
(17) Modelo de integración de Manufactura Esbelta – Seis Sigma con principios de Ingeniería Concurrente adaptable a PyME. CAPÍTULO 2. MARCO TEÓRICO. 2.1 Introducción En este capítulo se dará a conocer lo más importante de la información recabada sobre la Manufactura Esbelta, Seis Sigma (SS)/Diseño para Seis Sigma (DFSS) y la Ingeniería Concurrente (CE) con el afán de sentar la base teórica sobre la cual descansa la presente tesis. Se describirán los principios y fundamentos sobre dichas metodologías y filosofías, así como distintas herramientas obtenidas de las mismas. Esto nos ayudará a ver los puntos sobre los cuales se basan estas metodologías y filosofías para poder fusionar sus principios y herramientas y así poder obtener mejores beneficios.. 2.2 Pensamiento Esbelto El pensamiento esbelto es una metodología que dio sus primeros pasos en los años 1850’s con el concepto de partes intercambiables introducido por Eli Whitney, más adelante se desarrollan otros conceptos como el de “trabajo estandarizado” por Frederick Taylor y se genera un gran impacto con la introducción de líneas de ensamble en la empresa Ford durante la primera guerra mundial [Cabeza, 2005]. El concepto evoluciona después en los años 50´s justo después de la segunda guerra mundial, con la introducción del capitalismo a Japón cuando al sistema Justo a Tiempo (JIT) se le considera un principio básico en el Sistema de producción de Toyota (TPS). La metodología como tal y sus cinco principios básicos son introducidos de manera formal en el libro de James P. Womack “Pensamiento Esbelto”. El pensamiento esbelto tiene el propósito de eliminar todas las operaciones que no agregan valor a un producto, al servicio y a los procesos relacionados en las actividades de bienes y servicios. Elimina todo tipo de desperdicios y mejora las operaciones poniendo gran atención en el respeto por el trabajador, es muy común que se critique a un empleado de piso cuando trata de aportar ideas y se le ignore, siendo ellos los que conocen a la perfección su tarea. A continuación se describen los cinco principios del pensamiento esbelto [Womack, 1996]: 6.
(18) Modelo de integración de Manufactura Esbelta – Seis Sigma con principios de Ingeniería Concurrente adaptable a PyME. 2.2.1 Los 5 Principios del Pensamiento Esbelto. 1) Especificar el valor del producto desde la perspectiva del cliente.- Este principio es de vital importancia ya que de aquí se desprenden los procesos por los cuales será sometido el producto. El valor se debe especificar desde el punto de vista del cliente más que del punto de vista de los ingenieros o desarrolladores del producto. Se identifica lo que el cliente requiere y valora. Una vez definido este valor, se debe determinar el costo esperado basándose en la cantidad de recursos y el esfuerzo requerido para hacer un producto con especificaciones y capacidades excelentes, como si todos los procesos que generen desperdicio (muda) fueran removidos de él. La mayoría de las compañías determinan el costo basándose en el mercado y sacando el margen de ganancia que esperan recibir de cada producto; después trabajan hacia atrás para determinar los costos aceptables que requiere el producto o servicio. 2) Identificar el flujo de valor.- En esta etapa se identifican todos los procesos que van desde el diseño del producto y manufactura hasta distribución y ventas; también se identifican también capacidades y desperdicios de cada actividad o proceso. El propósito es eliminar todos los pasos o procesos que no agreguen valor, algunos de los cuales son inevitables y muchos otros podrían no ser removidos inmediatamente. Es muy importante identificar capacidades y desperdicios desde la cadena de suministro y tener buena comunicación y trato con proveedores para disponer de la materia prima en cantidades deseadas, cuando la necesitamos y a buen precio. 3) Hacer que el valor fluya.- Aquí es donde se debe hacer que el valor fluya de una etapa que agrega valor a otra tratando que no haya interrupciones. Se debe identificar si el proceso está formado por lotes, si existen colas e identificar cuellos de botellas. Esto con la finalidad de remover cuellos de botella, optimizar los tamaños de lotes, tratando de llegar al producto unitario, con la finalidad de que el producto fluya con mucha más facilidad desde la materia prima hasta el consumidor. 4) Hacer que el producto sea “jalado” por el cliente.- Se busca hacer un producto con especificaciones definidas por el cliente cuando el cliente lo requiere. Este sistema Pull (jalar) busca regular los inventarios en proceso (WIP), lo cual impacta directamente en los inventarios y automatiza el proceso de acuerdo a la demanda. Si existe variabilidad en un proceso se debe permitir un pequeño inventario como protección, hasta que la variabilidad sea eliminada.. 7.
(19) Modelo de integración de Manufactura Esbelta – Seis Sigma con principios de Ingeniería Concurrente adaptable a PyME. 5) Perseguir la perfección.- Podemos describir la perfección como la eliminación total del desperdicio, se debe perseguir y pregonar siempre la mejora continua y la eficiencia en el proceso; en esta parte se debe prestar gran atención al capital humano. Se establecen mejores formas de cuantificar los procesos, mejorando la calidad y productividad. La manufactura esbelta es un conjunto de herramientas que ayuda a eliminar todas aquellas operaciones que no agreguen valor. Su uso ha ido creciendo últimamente debido a las ventajas competitivas que ofrece como la reducción de costos y el aumento de la efectividad.. 2.2.2 Beneficios del Pensamiento/Manufactura Esbelta Entre los principales beneficios de usar la manufactura esbelta podemos encontrar (Wood, 2004): • • • • • • •. Reducir el tiempo entre cada proceso (Lead Time) Reducir inventarios Reducir los defectos Mejorar la utilización de los recursos Mejorar tiempo de entrega Incrementar productividad Reducir el costo por unidad de producto. Como podemos ver la implementación de la manufactura esbelta ofrece una ventaja competitiva para la empresa sobre el mercado, beneficiándola directamente a ella y al cliente.. 2.2.3 La casa de la calidad Para ayudar a explicar a empleados y proveedores el Sistema de Producción Toyota, Taiichi Ohno y Eiji Toyoda crearon el gráfico llamado la “Casa de Toyota”. Ellos eligieron la forma de una casa por ser tan popular y porque transmitía estabilidad. El techo contiene las metas principales del TPS: Calidad, Costo y Entrega superiores, mediante la eliminación del desperdicio.. 8.
(20) Modelo de integración de Manufactura Esbelta – Seis Sigma con principios de Ingeniería Concurrente adaptable a PyME. Figura 2.1.‐ La casa de calidad Toyota Fuente: http://www.gemba.com/consulting.cfm?id=144. 2.2.4 Los 7 Desperdicios Existen 7 tipos de desperdicios según la clasificación de Ohno, el cual es el mentor del sistema Just In Time, sobre el cual descansa el pensamiento esbelto: 1. 2. 3. 4. 5. 6. 7.. Sobreproducción Transporte Movimientos innecesarios Espera Procesamiento Inventario Defectos. Adicionalmente a la clasificación hecha por Ohno podemos encontrar otros 3 tipos de desperdicios de gran importancia los cuales son [Cabeza, 2003]:. 8. Trabajar con las Métricas Equivocadas 9. Falta de Aprovechamiento de Talento Humano 10. Uso Impropio de los sistemas Computacionales. 9.
(21) Modelo de integración de Manufactura Esbelta – Seis Sigma con principios de Ingeniería Concurrente adaptable a PyME. 1) Sobreproducción.- Es importante tratar de producir solo la cantidad que sea requerida, producir productos antes de que se necesiten genera inventario y por lo tanto un costo para la empresa. Puede haber sobreproducción debido a diferentes factores como: Querer un mayor aprovechamiento de las maquinas, una mayor producción, una preparación adecuada en caso sobre-demanda, etc. Se debe tener presente que producir de más genera un alto costo porque el dinero no fluye, se queda acumulado en inventarios. 2) Transporte.- Se refiere al excesivo movimiento de partes o materiales para su almacenamiento dentro de la línea de producción, casi siempre debido a errores en la ubicación de las máquinas, almacenes y sistemas de transporte. Un exceso de lotes genera más movimiento de material hacia almacenes y gastos de energía y espacios. 3) Movimientos innecesarios.- Se refiere a los movimientos realizados por los trabajadores o máquinas durante o después del proceso. Muy a menudo son micro-desperdicios que afectan el tiempo de ciclo y la efectividad. También genera cansancio para las personas y desperdicio de energía para las máquinas. Se genera principalmente por una falta de planificación o un mal diseño de la línea de producción. 4) Espera.- Partes o lotes que están esperando ser procesados, hacer que el cliente esté esperando el servicio o producto, pérdida de tiempo por reparaciones o mantenimientos, espera de órdenes, espera de materia prima o insumos, labores administrativas, de calidad, etc. En general se refiere a todos los tiempos que no agreguen valor y que generan menos productividad. 5) Procesamiento.- Desperdicio generado por procesos, usos de materiales, herramientas y equipo que no generan valor al producto. Genera un gran costo debido a la compra de más material, equipo, herramienta etc. Todo esto debido en gran medida a los errores en los procesos de producción, mal diseño de la planta, mal diseño de la línea de producción y mal diseño de producto. 6) Exceso de Inventario.- Acumulación de materia prima, Inventario en proceso (WIP) y acumulación de productos terminados. Muy típico en sistemas tipo “PUSH” donde la empresa hace un gran número de productos y los empuja hacia el mercado, haciendo el sistema sensible ante el cambio de la demanda y materia prima. Se genera inventario cuando existe gran variabilidad en el proceso y deben haber productos que reemplacen los defectuosos. 7) Defectos.- Hacer productos defectuosos genera re-trabajo, acumulación de productos en inventarios, costos de materia prima, costos de procesamiento y energía, gastos por garantías y servicio técnico, pérdida de clientes y por ende perdida de ventas.. 10.
(22) Modelo de integración de Manufactura Esbelta – Seis Sigma con principios de Ingeniería Concurrente adaptable a PyME. 8) Trabajar con las Métricas Equivocadas.- Este tipo de desperdicio se refiere principalmente a cuando se está reportando información de métricas que no son de gran relevancia para el proceso o que no generan el impacto relevante que se requiere para mejorar un proceso, muchas veces las personas prefieren reportar solo la información conveniente para ellos mismos y no para la empresa. 9) Falta de Aprovechamiento de Talento Humano.- Este es un desperdicio muy común y se refiere específicamente a no utilizar de manera adecuada las capacidades de los empleados. Comúnmente se utilizan solo para lo que se les pagó en un principio, sin embargo pueden tener conocimientos que sean de gran utilidad para la empresa y también pueden servir para diferentes propósitos dentro de la empresa y no para uno solo. Es muy común que se ignore a los obreros, siendo ellos los que mejor conocen los funcionamientos de las máquinas y su desempeño. 10) Uso Impropio de Sistemas Computacionales.- Cuando no se puede transmitir la información de manera continua debido a la falta de tecnología informática, cuando no se tiene la capacitación adecuada para usar los sistemas computacionales o cuando se utilizan estos sistemas con otros fines distintos a los destinados en un principio.. 2.3 Just In Time (JIT), Justo a Tiempo Justo a tiempo es una filosofía que se enfoca en reducir las fuentes de desperdicios en la manufactura, enfatizando la producción de la pieza correcta en el lugar correcto y en el tiempo correcto. La idea es producir solamente las partes que se necesitan para completar los productos terminados en el momento requerido. Los elementos principales de esta filosofía fueron desarrollados en Toyota en los años 50’s por Taiichi Ohno y se hizo llamar “Sistema de Producción Toyota”. Los requerimientos principales para un sistema de producción Justo a tiempo son los siguientes [El-Haik, 2006]: •. • •. Crear una carga de trabajo balanceada para todas las estaciones en un plan de producción diaria uniforme y estable. Esto se puede lograr aumentando el pronóstico de la demanda y reduciendo las fluctuaciones de la demanda a través de un inventario de partes finales en lugar de fluctuaciones en el nivel de producción. Reducir tiempo de set up y cambio de herramientas. SMED Reducir el lote de producción, esto está ligado a reducir el tiempo de set up, ya que permite la producción de lotes pequeños. Debe haber una gran cooperación con proveedores y compañías de transporte.. 11.
(23) Modelo de integración de Manufactura Esbelta – Seis Sigma con principios de Ingeniería Concurrente adaptable a PyME. •. •. •. •. • • •. Implementar una mejor planeación de los recursos de producción para cumplir las necesidades existentes. Esto puede incluir rediseño de producto o proceso, así como estaciones de trabajo flexibles o trabajadores que hagan diversas tareas. Reducir “lead time” de entrega y producción. Estos tiempos pueden ser reducidos reconfigurando el proceso de producción de tal manera que los viajes de partes o material sean menores, así como la distancia entre máquinas, almacenes y proveedores. Herramientas lean como tecnología de grupo y manufactura celular pueden ser usados también. Implementar una política de calidad en la entrada para reducir defectos en productos. Debido a que los buffers son reducidos en el sistema Justo a Tiempo, los defectos también deben ser minimizados desde las partes que llegan del proveedor. Usar un sistema de tarjeta KanBan para dar señal al retiro de partes en producción para sus próximas fases. Un KanBan es una tarjeta que está en un almacén o contenedor de transporte. Identifica el número de parte y la capacidad del contenedor junto con otra información. Soporte de gerencia, soporte de transporte e involucramiento de personal. Layout de planta con flujo celular, distancias mínimas y señales claras. Planeación de producción efectiva y control de inventarios con la planificación de los requerimientos del material (MRP).. Figura 2.2 Sistema de producción Justo a Tiempo. Como podemos ver el sistema Justo a tiempo tiene como principal objetivo mejorar la respuesta de la empresa hacia las necesidades del consumidor, incrementando la capacidad de la empresa para destacarse en un mercado competitivo y tener ventaja sobre las demás, incrementando la eficiencia y productividad; reduciendo desperdicios, costos, tiempos y esfuerzo.. 12.
(24) Modelo de integración de Manufactura Esbelta – Seis Sigma con principios de Ingeniería Concurrente adaptable a PyME. 2.4 Herramientas de la Manufactura Esbelta A continuación se enlistan las principales herramientas de las cuales hace uso la manufactura esbelta y los principales beneficios que traen al utilizarlas: Tabla 2.1.‐ Herramientas de manufactura esbelta. Herramienta/Técnica Lean. Beneficio. Mapeo de la cadena de valor. Flujo de procesos y representación de los tiempos entre procesos. Identificar los 10 tipos de desperdicio. Analizar oportunidades para la reducción de desperdicios. Sistema de las 5S. Organización y limpieza de lugar de trabajo. SMED. Reducción de tiempo de set-up. TPM. Reducir tiempos de espera por mantenimiento e incrementar rendimiento del equipo. Manufactura celular Trabajo estandarizado. Reducir el viaje del flujo y mejorar control Producir consistentemente. Poka-yoke. Rendimiento robusto y pequeños defectos y errores. Just in time (JIT). Estabilidad del producto y reducción de desperdicios. Flujo por una sola unidad KanBan Balancear flujo trabajo. Reducir tiempo entre procesos Producción dirigida por el consumidor Reducir variabilidad. Reducción de inventarios. Reducir costo en inventarios. Calidad desde el inicio. Menos defectos. Controles visuales Kaizen. Transparencia y mejor control Mejora continua. 13.
(25) Modelo de integración de Manufactura Esbelta – Seis Sigma con principios de Ingeniería Concurrente adaptable a PyME. 2.4.1 Mapeo de la cadena de valor Esta es una herramienta muy importante y muy utilizada en sistemas de Manufactura Esbelta, ya que en ésta se definen los procesos, las actividades, la información del sistema y las actividades que generan y no generan valor. El Mapeo de la Cadena de Valor (VSM) es utilizado como una herramienta clave para desarrollar sistemas esbeltos [El-Haik, 2006]. “Un mapa del proceso son todas las actividades (ambas: añaden valor y no añaden valor) actualmente requeridas para llevar a un producto por los flujos principales esenciales para todo producto: (1) el flujo de producción desde materia prima hasta que llega al cliente, y (2) el flujo de diseño desde su concepto hasta el lanzamiento” (Rother & Shook, 1999). La información de operación de la cadena actual nos permite identificar oportunidades para mejorar los procesos. Los beneficios en usar el VSM son los siguientes [El-Haik, 2006]: • • • • •. Reducir “lead time” Reducir desperdicios y re-trabajo y mejorar la calidad del producto Mejorar equipo y utilización de espacios Reducir los niveles de inventarios Reducir costos directos e indirectos de trabajo. El objetivo primario de VSM es eliminar el “lead time”(tiempo de espera) asociado al flujo de cierto producto a través de un sistema. Empezando desde el proveedor, el flujo de producto comúnmente incluye los siguientes elementos en una cadena de valor: 1. 2. 3. 4. 5. 6. 7. 8.. Ordenar los materiales y componentes a los proveedores Enviar materiales y componentes desde los proveedores hasta las fábricas Recibir y almacenar materiales y componentes Procesar materiales y componentes Pasar o retrasar sub-ensambles de producto a través de buffers Almacenar productos terminados antes de ser enviados Preparar los productos para la entrega Enviar los productos al consumidor. En general se aprende a analizar un producto desde su inicio hasta su finalización. Se lleva a cabo un mapa de estado actual, el cual indica cómo se encuentra el proceso actualmente y la información con la que se cuenta. Después se lleva a cabo un estado futuro que es a donde se quiere llegar, a donde se dirigen las mejoras y cómo se va a llevar a cabo dicho recorrido.. 14.
(26) Modelo de integración de Manufactura Esbelta – Seis Sigma con principios de Ingeniería Concurrente adaptable a PyME. •. DESARROLLO DE UN MAPEO DE CADENA DE VALOR DE ESTADO ACTUAL. Los pasos a seguir para el desarrollo de la cadena de valor del estado actual son los siguientes [Nash, 2008]: 1.- Dibujar el icono del proveedor, cliente y control de producción 2.- Colocar los requerimientos por día y por mes 3.- Colocar la producción diaria y sus requerimientos 4.- Dibujar el icono del envío que sale al cliente y dentro de ése la frecuencia de entrega 5.- Dibujar el icono de la entrega al proveedor y dentro de ése la frecuencia de entrega 6.- Agregar los iconos del proceso en orden de izquierda a derecha 7.- Agrega los iconos de información abajo de cada proceso 8.- Agregar los iconos de comunicación e información y frecuencia en que se ejecuta 9.- Obtener la información del proceso y agregarla en la caja de texto correspondiente 10.- Agregar iconos y cantidad de operadores 11.- Agregar iconos de inventarios y días 12.- Agregar iconos de empuje y PEPS 13.- Agregar alguna otra información que sea útil al proceso 14.- Agregar las horas del proceso 15.- Revisar los ciclos del proceso esbelto 16.- Calcular el tiempo de ciclo total y los días requeridos. •. DESARROLLO DE UN MAPEO DE CADENA DE VALOR DE ESTADO FUTURO. Los pasos a seguir para el desarrollo de mapeo de la cadena del valor del estado futuro son los siguientes [Nash, 2008]: 1.- Se obtiene el Takt time para determinar el tiempo necesario para la fabricación de una pieza. 2.- Se identifican los cuellos de botella de las máquinas para poder hacerlas más eficientes. 3.- Se anota la mejora en donde se redujo la cantidad de operaciones y por consiguiente el nivel de inventario en proceso, determinando el tamaño del lote requerido. 4.- Identificar las estaciones de trabajo potenciales, en caso necesario, se determina el uso de celdas de trabajo. Generalmente se utilizan cuando se realizan operaciones similares. 5.- Determinar las situaciones del KanBan. Se utiliza un Supermercado al inicio del proceso en la recepción de la materia prima para disminuir los días de inventario. 6.- Se establecen los métodos de planificación. Se anotan los nuevos datos arrojados en la aplicación de la mejora en la caja de datos para realizar la operación en el menor tiempo posible, mayor balanceo de operación y disminuir el personal operario. 7.- Se obtiene el nuevo tiempo de producción y tiempo de valor no agregado. En la parte inferior de la hoja se anotan los nuevos tiempos de valor agregado y valor no agregado, el cual se visualiza que mejoró en mucho de acuerdo a la situación anterior.. 15.
(27) Modelo de integración de Manufactura Esbelta – Seis Sigma con principios de Ingeniería Concurrente adaptable a PyME. 2.4.2 Kanban KanBan es la herramienta clave para implementar la producción Justo a Tiempo. Esta herramienta hace al sistema Justo a Tiempo un sistema efectivo de planeación que optimiza los movimientos de material y los niveles de inventario en el sistema de producción. KanBan es un sistema que controla el flujo de recursos en procesos de producción a través de tarjetas, Kan significa tarjeta y Ban significa señal, las cuales son utilizadas para indicar abastecimiento de material o producción de piezas; se basa en la demanda y en el consumo del cliente, y no en la planeación de la demanda. Puede entenderse también como un sistema de producción que determina el flujo de materiales a través de señales que indican cuándo debe producirse un bien o producto y cuándo debe reabastecerse de materias primas entre dos centros de trabajo que son consecutivos. Un KanBan tiene como propósito comunicar: qué piezas deben producirse, cuándo iniciar la producción, cuándo finalizar la producción, cuántas piezas es necesario producir y dónde entregarlas. Existen algunas variantes de este sistema de producción, el KanBan dual por ejemplo, se utiliza cuando no necesariamente el material debe moverse entre dos procesos consecutivos; es decir, el proceso A que precede a los procesos B y C alimenta de materia prima tanto a los procesos B o C. Los principales beneficios de un KanBan son [Hirano, 1991]: • • • • • • • • • •. Reducción de los niveles de inventario Reducción de WIP (Work In Process) Reducción de tiempos caídos. Flexibilidad en la calendarización de la producción y la producción en sí El rompimiento de las barreras administrativas (BAB) son archivadas por KanBan Trabajo en equipo, círculos de calidad y autonomía (decisión del trabajador de detener la línea) Limpieza y mantenimiento (housekeeping) Provee información rápida y precisa Evita sobreproducción Minimiza desperdicios. Las fases por las que debe llevarse a cabo su implementación son las siguientes [Hirano, 1991]:. 16.
(28) Modelo de integración de Manufactura Esbelta – Seis Sigma con principios de Ingeniería Concurrente adaptable a PyME. Fase 1: Entrenar a todo el personal en los principios de KanBan, y en los beneficios de usarlo. Fase 2: Implementar KanBan en aquellos componentes con más problemas para facilitar su manufactura y para resaltar los problemas escondidos. El entrenamiento con el personal continúa en la línea de producción. Fase 3: Implementar KanBan en el resto de los componentes, esto no debe ser problema debido a que los operadores ya han visto las ventajas del KanBan. Se deben tomar en cuenta todas las opiniones de los operadores ya que ellos son los que mejor conocen el sistema. Es importante informarles cuándo se va estar trabajando en su área. Fase 4: Esta fase consiste de la revisión del sistema KanBan, los puntos de re-orden y los niveles de re-orden. Es importante tomar en cuenta las siguientes recomendaciones para el funcionamiento correcto de KanBan: a) Ningún trabajo debe ser hecho fuera de secuencia. b) Si se encuentra algún problema se debe notificar al supervisor inmediatamente. Reglas de KanBan: • • • • • •. Regla 1: No se debe mandar producto defectuoso a los procesos subsecuentes. Regla 2: Los procesos subsecuentes requerirán sólo lo que es necesario. Regla 3: Producir solamente la cantidad exacta requerida por el proceso subsecuente. Regla 4: Balancear la producción. Regla 5: KanBan es un medio para evitar especulaciones. Regla 6: Estabilizar y racionalizar el proceso.. Información necesaria en una etiqueta de KanBan. • • • • • • •. 1.- Número de parte del componente y su descripción. 2.- Nombre/Número del producto. 3.- Cantidad requerida. 4.- Tipo de manejo del material requerido. 5.- Dónde debe ser almacenado cuando sea terminado. 6.- Punto de re-orden. 7.- Secuencia de ensamble/producción del producto.. 17.
(29) Modelo de integración de Manufactura Esbelta – Seis Sigma con principios de Ingeniería Concurrente adaptable a PyME. 2.4.3 Single Minute Exchange of Die (SMED) Esta es una herramienta muy importante en industrias esbeltas, sobre todo cuando los lotes de producción son pequeños y se tienen muchos tipos de productos. Esta herramienta se centra en la reducción de los tiempos de preparación de las máquinas (Set-up) y los tiempos de cambio de herramienta (changeovers), esto hace que la empresa o línea de producto cuente con más flexibilidad, que se puedan reducir los niveles de inventario y que se mejore la moral y el nivel de envolvimiento de los empleados con su trabajo. Los principales componentes del tiempo de cambio de herramienta incluyen los siguientes [Shingo, 1993]: 1.-Preparación de inicio, que puede incluir actividades como preparación de papeleo, cambio de operario, limpieza de máquina o área de trabajo y la preparación de los dados, herramientas, materiales etc. 2.-Remoción o instalación de partes, herramientas, agregados y equipo, los cuales pueden incluir cambio de dados o reconfiguración de máquina. 3.-Medir, calibrar y poner los parámetros de la máquina. 4.-Hacer piezas de prueba del producto tomando las medidas y preparando los ajustes correspondientes. Como se puede ver, se tiene que analizar y observar todo el procedimiento y prácticas que estén involucradas con el fin de reducir los tiempos que toman estos procedimientos y minimizar el tiempo que está parada la o las máquinas. Se pueden tomar varias acciones al respecto, las cuales pueden incluir las siguientes [Shingo, 1993]: • • • • • •. Controles visuales Listas de chequeo Utilizar herramienta complementaria Sujetadores rápidos Dados estandarizados Hacer operaciones para preparar la máquina en paralelo. Muchas empresas han comprobado que se pueden reducir significativamente los tiempos de cambio de herramientas hasta un 75% con el mero estudio del problema y la posterior mejora en la organización de las actividades para la preparación de la máquina [El-Haik, 2006].. 18.
(30) Modelo de integración de Manufactura Esbelta – Seis Sigma con principios de Ingeniería Concurrente adaptable a PyME. 2.4.4 Total Productive Maintenance – Mantenimiento productivo total (TPM) Esta herramienta apunta hacia la predicción de fallas y la reparación de las mismas antes de que causen daños en las máquinas y por consiguiente que se pare la línea de producción mientras se repara. La meta principal de TPM es maximizar la efectividad global del equipo disminuyendo los tiempos de paro de máquina y aumentando la calidad y capacidad. Además esta herramienta aumenta la productividad al aumentar la participación de todos los empleados en el mejoramiento de la confianza de las máquinas y la seguridad de las mismas, ya que los operadores de las máquinas son los que mejor conocen sus equipos y por lo tanto son las mejores fuentes de información sobre el estado actual de las máquinas. En la manufactura lean, TPM minimiza los siguientes desperdicios incluyendo [El-Haik, 2006]: • • • • • •. Tiempo de preparación y calibración Fallas y paros de máquina Bajo performance de la máquina Tiempo de inicio Defectos Cuellos de botella. 2.4.5 Las 5´s Basada en palabras japonesas que comienzan con una "S" (Seiri, Seiton, Seiso, Seiketsu, Shitsuke) esta filosofía se enfoca en trabajo efectivo, organización del lugar y procesos estandarizados de trabajo. 5’s simplifica el ambiente de trabajo, reduce los desperdicios y actividades que no agregan valor, al tiempo que incrementa la seguridad y eficiencia de calidad. A continuación se describen los puntos en los que se basa esta filosofía [Columbus, 2006]: •. Seiri (Ordenar, Acomodar). Se refiere a eliminar del área de trabajo todo aquello que no sea necesario. Una forma efectiva de identificar estos elementos que habrán de ser eliminados es llamada "etiquetado en rojo". En efecto una tarjeta roja (de expulsión) es colocada a cada artículo que se considera no necesario para la operación. Enseguida, estos artículos son llevados a un área de almacenamiento transitorio. Más tarde, si se confirmó que eran innecesarios, se dividirán en dos clases, los que son utilizables para otra operación y los inútiles que serán descartados. Este paso de ordenamiento es una manera excelente de liberar espacios de piso desechando cosas tales como: herramientas rotas, aditamentos o herramientas obsoletas, recortes y excesos de materia prima. Este paso también ayuda a eliminar la mentalidad de "Por Si Acaso". 19.
Figure




+7





Documento similar
La campaña ha consistido en la revisión del etiquetado e instrucciones de uso de todos los ter- mómetros digitales comunicados, así como de la documentación técnica adicional de
Abstract: This paper reviews the dialogue and controversies between the paratexts of a corpus of collections of short novels –and romances– publi- shed from 1624 to 1637:
Por lo tanto, en base a su perfil de eficacia y seguridad, ofatumumab debe considerarse una alternativa de tratamiento para pacientes con EMRR o EMSP con enfermedad activa
The part I assessment is coordinated involving all MSCs and led by the RMS who prepares a draft assessment report, sends the request for information (RFI) with considerations,
Precisamente, en la fase de soldadura se identificó un área de mejora, ya que durante el proceso de soldeo de tablillas electrónicas, específicamente en las máquinas
Las manifestaciones musicales y su organización institucional a lo largo de los siglos XVI al XVIII son aspectos poco conocidos de la cultura alicantina. Analizar el alcance y
En esta investigación se aplicaron diversas técnicas de Seis Sigma, tales como diseño de experimentos, el método de ascenso rápido, superficie de respuesta, entre otras, con
La Tabla 1 muestra las herramientas de Seis Sigma que son empleadas para el Diseño y Desarrollo de nuevos productos, el empleo de estas herramientas tienen aplicaciones tales como
