Elaboración de un Manual de Buenas Prácticas de Manufactura (BPM) e Implementación del Programa de 5 S para la Planta de Alimentos Balanceados El Carmelo, Chambo
197
0
0
Texto completo
(2) ii. DEDICATORIA A Dios y a mi madre querida por ser la base de mi vida..
(3) iii. AGRADECIMIENTO. A Dios y a Nuestra Señora de Guadalupe por permitirme culminar esta etapa de mi vida y por tantas bendiciones recibidas. A mi mamita por todo lo que soy y lo que he logrado, gracias a su amor incondicional y constantes sacrificios. A mi hermana querida por aferrarse a la vida, por permitirme compartir con ella el final de esta etapa y disfrutar su compañía por el resto de mi vida. A la Escuela Superior Politécnica Chimborazo, mi segundo hogar.. de. Mi gratitud eterna a la Dra. Olga Lucero y al Ing. Hugo Calderón por su asesoramiento y valiosa colaboración en la realización de esta Tesis. Al Ing. Wilmer Cushpa e Ing. Andrés Donoso por su preciada contribución. Gracias a los amigos que son hermanos, por su apoyo y cariño.. como.
(4) iv. ESCUELA SUPERIOR POLITÉCNICA DE CHIMBORAZO FACULTAD DE CIENCIAS ESCUELA DE BIOQUÍMICA Y FARMACIA. El Tribunal de Tesis certifica que: El trabajo de investigación: ELABORACIÓN DE UN MANUAL DE BUENAS PRÁCTICAS DE MANUFACTURA (BPM) E IMPLEMENTACIÓN DEL PROGRAMA DE 5 S PARA LA PLANTA DE ALIMENTOS. BALANCEADOS. “EL. CARMELO”. CHAMBO,. de. responsabilidad de la señorita egresada Tania Alejandra Terán Peñafiel ha sido prolijamente revisado por los Miembros del Tribunal de Tesis, quedando autorizada su presentación. NOMBRE. FIRMA. FECHA. Dr. Silvio Álvarez DECANO FAC. CIENCIAS. ______________. ______________. Dr. Iván Ramos DIRECTOR DE ESCUELA. ______________. ______________. Dra. Olga Lucero DIRECTOR DE TESIS. ______________. ______________. Ing. Hugo Calderón MIEMBRO DEL TRIBUNAL. ______________. ______________. Lcdo. Carlos Rodríguez DIRECTOR DEL CENTRO DE DOCUMENTACIÓN. ______________. ______________. NOTA DE LA TESIS ESCRITA. ______________.
(5) v. Yo, Tania Alejandra Terán Peñafiel soy responsable de las ideas, doctrinas y resultados expuestos en esta tesis; y el patrimonio intelectual de la Tesis de Grado, pertenece a la ESCUELA SUPERIOR POLITÉCNICA DE CHIMBORAZO.. _______________________________________ TANIA ALEJANDRA TERÁN PEÑAFIEL.
(6) i. INDICE GENERAL. INDICE DE ABREVIATURAS INDICE DE TABLAS INDICE DE CUADROS INDICE DE GRAFICOS INDICE DE FIGURAS INDICE DE FOTOGRAFIAS INDICE DE ANEXOS INTRODUCCIÓN. 1. MARCO TEORICO 1.1. Inocuidad Alimentaria………………………………………………….. 1. 1.2. Buenas Prácticas de Manufactura……………………………………. 2. 1.2.1. Introducción……………………………………………………………. 2. 1.2.2. Definición………………………………………………………………. 2. 1.2.3. Importancia…………………………………………………………….. 3. 1.2.4. Base Legal…………………………………………………………….. 3. 1.3. Procedimientos Operativos Estandarizados de Saneamiento……. 7. 1.4. Sistema de análisis de peligros y puntos críticos de control (HACCP).. 8. 1.4.1. Principios………………………………………………………………. 9. 1.5. ISO 9000:2009 e ISO 22000:2005……………………………………. 10. 1.6. Alimentos balanceados………………………………………………... 11. 1.6.1. Introducción………………………………………………………….... 11. 1.6.2. Historia de las Plantas de Alimentos Balanceados………………. 12. 1.6.3. Definición……………………………………………………………... 14.
(7) ii. 1.6.4. Requisitos……………………………………………………….......... 15. 1.6.5. Materia Prima……………………………………………………….... 16. 1.6.5.1. Maíz……………………………………………………………......... 16. 1.6.5.2. Soya…………………………………………………………………. 16. 1.6.5.3. Harina de Pescado………………………………………………... 17. 1.6.6. Proceso de Fabricación de Alimentos Balanceados………... ….. 17. 1.6.6.1. Recepción…………………………………………………………... 17. 1.6.6.2. Almacenamiento………………………………………………….... 18. 1.6.6.3. Molienda………………………………………………………….…. 19. 1.6.6.4. Dosificación……………………………………………………….... 19. 1.6.6.5. Mezclado……………………………………………………….. ….. 20. 1.6.7. Definiendo la Calidad Alimento Balanceado………………….…... 20. 1.6.7.1. Sistemas de Calidad en Producción de Alimentos Balanceados.. 21. 1.6.7.2. Trazabilidad………………………………………………………... 22. 1.6.8. Normas Técnicas de Alimentos para animales…………….......... 22. 1.7. Análisis proximal………………………………………………………. 23. 1.7.1. Determinación de Humedad……………………………………….. 24. 1.7.2. Determinación de Cenizas…………………………………………. 25. 1.7.3. Determinación de Proteínas………………………………………... 25. 1.7.4. Determinación de Extracto Etéreo o grasa bruta…………………. 26. 1.7.5. Determinación de Fibra……………………………………………... 26. 1.8. Análisis Complementario……………………………………………... 27. 1.8.1. Determinación de pH……………………………………………….. 27. 1.8.2. Análisis Sensorial……………………………………………..…….. 27. 1.9. Análisis Microbiológico……………………………………………....... 27. 1.10. Programa de las 5 s…………………………………………............... 28.
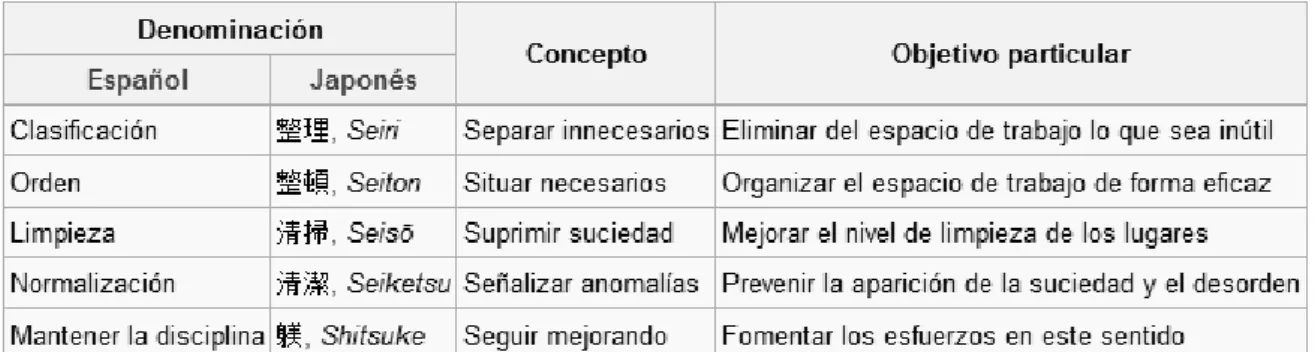
(8) iii. 1.10.1. Origen de la Herramienta de 5 s………………………………….. 28. 1.10.2. Definición……………………………………………………………. 29. 1.10.3. Fases…………………………………………………………………. 30. 1.10.3.1. Organización…………………………………………………….... 30. 1.10.3.2. Orden………………………………………………………………. 31. 1.10.3.3. Limpieza………………………………………………………….... 32. 1.10.3.4. Control Visual………………………………………………… …... 32. 1.10.3.5. Disciplina y Hábito………………………………………………... 32. 1.11. Kaizen…………………………………………………………………... 34. 1.11.1. Definición…………………………………………………………….. 34. 1.11.2. Bases……………………………………………………………......... 35. 1.11.3. Proceso DMAIC…………………………………………………….... 36. 1.12. Calidad de Ishikawa…………………………………………………... 37. 1.12.1. Diagrama de Ishikawa………………………………………………. 37. 1.12.2. Principios de Calidad de Ishikawa………………………………... 38. 1.13. Matriz FODA……………………………………………………………. 38. 1.13.1. Fortalezas…………………………………………………………….. 39. 1.13.2. Oportunidades……………………………………………………….. 39. 1.13.3. Debilidades…………………………………………………………... 39. 1.13.4. Amenazas………………………………………………………......... 39. 2. PARTE EXPERIMENTAL……………………………………………….. 40. 2.1. Lugar de Investigación…………………………………………………. 40. 2.2. Materiales, Equipos y Reactivos………………………………………. 40. 2.2.1. Material de Estudio……………………………………………………. 40. 2.2.2. Materiales………………………………………………………………. 41. 2.2.3. Equipos……………………………………………………………….... 41.
(9) iv. 2.2.4. Reactivos……………………………………………………………….. 42. 2.3. Métodos y técnicas………………………………………………………. 42. 2.3.1. Check List / Listas de Verificación…………………………………... 42. 2.3.2. Análisis FODA…………………………………………………………. 43. 2.3.3. Análisis Proximal………………………………………………………. 43. 2.3.3.1. Determinación de la Pérdida por Calentamiento (NTE INEN 540).. 43. 2.3.3.2. Determinación de las Cenizas (NTE INEN 544)…………………. 44. 2.3.3.3. Determinación de Proteína (Método de MacroKjeldhal)………... 45. 2.3.3.4. Determinación de Grasa (Método de Soxhlet)…………………... 47. 2.3.3.5. Determinación de Fibra Cruda (Método de Weende)…………... 48. 2.3.3.6. Formulas adicionales………………………………………………. 49. 2.3.4. Análisis Complementario…………………………………………….. 50. 2.3.4.1. Determinación de pH (NTE INEN 783)………………………….... 50. 2.3.4.2. Análisis Sensorial………………………………………………….. 51. 2.3.5. Análisis Microbiológico………………………………………………. 51. 2.3.5.1. Placas Petrifilm 3M…………………………………………………. 51. 2.3.5.2. Agar Sabouraud……………………………………………………. 52. 2.3.6. Diagrama Causa – Efecto……………………………………………. 52. 2.3.7. Diagrama de Pareto………………………………………………….... 53. 2.3.8. Capacitación……………………………………………………………. 54. 2.3.9. Elaboración de POES…………………………………………………. 54. 3. RESULTADOS Y DISCUSIÓN…………………………………………... 56. 3.1. Diagnóstico de la planta mediante Check list……………………….. 56. 3.2 Matriz FODA……………………………………………………………... 59. 3.3 Análisis proximal……………………………………………………….. 61.
(10) v. 3.4 Análisis complementario………………………………………………. 63. 3.5 Análisis microbiológico………………………………………………... 64. 3.6 Diagrama de Ishikawa………………………………………………….. 65. 3.7 Diagrama de Pareto…………………………………………………….. 69. 3.8 Capacitación……………………………………………………………... 71. 3.9 Elaboración. de. Procedimientos. Operativos Estándares de. Sanitización………………………………………………………………….... 71. 3.10 Propuesta………………………………………………………………. 75. 4. CONCLUSIONES………………………………………………………... 80. 5. RECOMENDACIONES………………………………………………….. 82. 6. RESUMEN………………………………………………………………... 83. SUMMARY……………………………………………………………….. 85. 7. BIBLIOGRAFÍA………………………………………………………….. 86. 8. ANEXOS………………………………………………………………….. 103.
(11) vi. INDICE DE ABREVIATURAS. AFABA. Asociación Ecuatoriana de Fabricantes de Alimentos Balanceados para Animales. AOAC. Association of Official Analytical Chemists. BF. Base fresca. BPM. Buenas prácticas de manufactura. BS. Base seca. BSD. Base seca y desengrasada. oC. Grados Centígrados. cm. Centímetros. DE. Desviación Estándar. DMAIC. Definir, Medir, Analizar, Mejorar y Controlar. etc. Etcétera. FAO. Food and Agriculture Organization. FDA. Food and Drug Administration. g. Gramos. h. Horas. HACCP. Hazard Analysis Critical Control Point. INEN. Instituto Ecuatoriano de Normalización. Invima. Instituto Nacional de Vigilancia de Medicamentos y Alimentos. ISO. International organization for standardization.
(12) vii. m2. Metros cuadrados. min. Minutos. mL. Mililitro. MR. Marca registrada. NBF. Parámetro en base fresca. No. Número. NTE. Norma Técnica Ecuatoriana. %. Porcentaje. P. Promedio. PC. Puntos de control. POE. Procedimientos Operativos Estandarizados. POES. Procedimientos Operativos Estandarizados de Sanitización. ppm. Partes por millón. S. Desviación estándar. S2. Varianza. Tm. Toneladas métricas. UFC. Unidades formadoras de colonias. VRB. medio bilis rojo violeta. ̅ X. media.
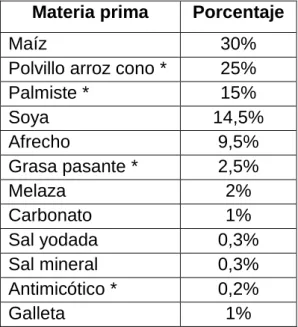
(13) viii. INDICE DE TABLAS. Tabla No. 1 Formulación de súper lechero “El Carmelo”………………….. 40. Tabla No. 2 Resultado del análisis proximal expresado en base seca y fresca…………………………………………………………………... 62. Tabla No. 3 Resultados y valores de referencia……..…………….…..……. 63. Tabla No. 4 Resultados del análisis complementario……………………... 64. Base. Tabla No. 5 Resultados del. análisis microbiológico del balanceado. súper lechero de la planta “El Carmelo” …………………………………….. 65.
(14) ix. INDICE DE CUADROS. Cuadro No.1 Objetivo particular de cada S…………………………………. 29. Cuadro No. 2 Resultados del Diagnóstico mediante check list…………... 56. Cuadro No. 3 Resultados del Análisis FODA……………………………….. 59. Cuadro No. 4 Estrategias para la Matriz FODA……………………………... 60. Cuadro No. 5 Análisis cuantitativo I nivel del Diagrama de Ishikawa……. 67. Cuadro No. 6 Análisis cuantitativo II nivel del Diagrama de Ishikawa……. 69. Cuadro No. 7 Valores del diagrama de Pareto ………………………………. 70. Cuadro No. 8 Procedimientos elaborados……………………………………. 71. Cuadro No. 9 Puntos Críticos del diagrama de Procesos………………….. 75. Cuadro No. 10 Propuesta de acciones correctivas para la planta de balanceados “El Carmelo”, en base a las BPM………………………….... 77. Cuadro No. 11 Plan de acción para la planta de balanceados “El Carmelo”, en base a las 5 s….…………………………………………………………….... 78.
(15) x. INDICE DE GRÁFICOS. Gráfico No. 1 Componentes de las distintas fracciones del análisis proximal. 24 Gráfico No. 2 Porcentaje de cumplimiento de BPM en la planta de alimentos balanceados “El Carmelo”…………………………………………... 57. Grafico No. 3 Estratificación - Diagrama de Pareto………………………….. 70. Gráfico No. 4 Organigrama General de la planta “El Carmelo”…………….. 72. Gráfico No. 5 Diagrama de flujo de Actividades……………………………... 73. Gráfico No. 6 Diagrama de flujo de Procesos………………………………... 74.
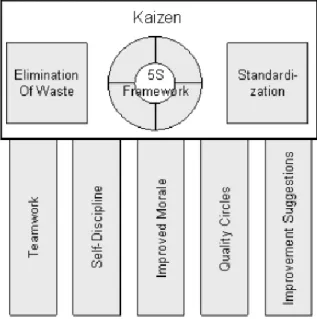
(16) xi. INDICE DE FIGURAS. Figura No. 1 Puntos a seguir para obtener el completo aseguramiento de la calidad……………………………………………………………………….. 8. Figura No. 2 Diagrama de flujo del proceso de fabricación de Balanceados. 17 Figura No. 3 Fases del programa 5 S……………………………………......... 30. Figura No. 4 Programa de las 5 S…………………………………………….. 33. Figura No.5 Kaizen………………………………………………………………. 34. Figura No.6 Factores y elementos base del Kaizen……………………….... 35. Figura No. 7 Procedimiento para el recuento de mohos y levaduras……... 52. Figura No.8 Estratificación nivel I del diagrama de Ishikawa ……………….. 66. Figura No.9 Estratificación nivel II del diagrama de Ishikawa………………. 68.
(17) xii. INDICE DE FOTOGRAFÍAS. Fotografía No. 1 Actual infraestructura……………………………………… Fotografía No. 2 Área desprotegida,. ausencia. 163. de puertas, falta de. servicios………………………………………………………………………….. 163. Fotografía No. 3 Mezcladora antes de iniciar labores………………………. 163. Fotografía No. 4 Área de producción sin limpiar………………………….... 164. Fotografía No. 5 Equipo obsoleto que obstaculiza el paso…………….….. 164. Fotografía No. 6 Materias primas que ingresan a la planta…………….…. 164. Fotografía No. 7 Área de producción sin espacio…………………………... 165. Fotografía No. 8 Material inadecuado en el área de producción…………. 165. Fotografía No. 9 Contaminación cruzada………………………………….... 165. Fotografía No. 10 Bodega improvisada ……………………………………... 166. Fotografía No. 11 Materia prima en contacto con el suelo………………... 166. Fotografía No. 12 Medio de cultivo para mohos y levaduras……………... 166. Fotografía No. 13 Placa Petrifilm con presencia de coliformes…………... 167. Fotografía No.14 Agar Sabouraud con presencia de mohos y levaduras.. 167. Fotografía No.15 Capacitación de BPM……………………………………... 167. Fotografía No.16 Capacitación- ronda de preguntas………………………. 168. Fotografía No.17 Capacitación sobre el programa de las 5 s…………….. 168. Fotografía No.18 Capacitación de 5 s – Asistentes………………………... 168. Fotografía No.19 Medición del terreno para la planimetría……………….. 169. Fotografía No.20 Terreno disponible para la construcción……………….. 169. Fotografía No.21 Determinación de humedad ……………………………... 169. Fotografía No.22 Determinación de cenizas……………………………….. 170. Fotografía No. 23 Determinación de grasa…………………………………. 170. Fotografía No. 24 Determinación de proteína……………………………... 170. Fotografía No. 25 Determinación de fibra…………………………………... 171.
(18) xiii. INDICE DE ANEXOS. Anexo No. 1 Sistema Oficial de Alimentos / Formulario de verificación de cumplimiento de BMP……………………………………………………... 103. Anexo No. 2 POES 1 - Calidad del Agua……………………………………. 120. Anexo No. 3 POES 2 – Superficies de. contacto. directo. con. los. alimentos/ Utensilios…………………………………………………………… Anexo No. 4 POES 3 – Superficies de. contacto. directo. con. 121. los. alimentos/ Mesones……………………………………………………………. 122. Anexo No. 5 POES 4 – Contaminación cruzada / Botas………………….. 123. Anexo No. 6 POES 5 – Contaminación cruzada / Paredes…………….... 124. Anexo No. 7 POES 6 – Contaminación cruzada / Pisos………………….. 125. Anexo No. 8 POES 7 – Contaminación cruzada / Baños……………….... 126. Anexo No. 9 POES 8 – Almacenamiento y uso de componentes tóxicos.. 127. Anexo No. 10 POES 9 – Control de plagas…………………………………. 128. Anexo No. 11 POES 10 – Higiene y sanidad del personal……………….. 129. Anexo No. 12 POES 11 – Apariencia y vestimenta del personal………... 130. Anexo No. 13 Formato para el registro del control de la calidad del agua.. 131. Anexo No. 14 Formato para el registro del control de las superficies en contacto directo con los alimentos……………………………………........ 132. Anexo No. 15 Formato para el registro del control de contaminación Cruzada………………………………………………………………………….... 133. Anexo No. 16 Formato para el registro de almacenamiento y uso de componentes tóxicos…………………………………………………... 134. Anexo No. 17 Formato para el registro de aplicación de pesticidas para el control de plagas……………………………………………………….. 135. Anexo No. 18 Lista de verificación de inspección diaria para la planta…. 136. Anexo No. 19 Lista de verificación de ingreso del personal……………..... 137. Anexo No. 20. Reglas generales para el personal de la planta…………... 138. Anexo No. 21 Reglas generales para los visitantes de la planta…………. 139. Anexo No. 22 Formato para el registro de enfermedades del personal…. 140. Anexo No. 23 Formato para el registro de accidentes del personal.
(19) xiv. durante la jornada de trabajo………………………………………………….. 141. Anexo No. 24 Formato para el registro de capacitaciones recibidas por los empleados de la planta………………………………………………... 142. Anexo No. 25 Formato para el registro de mantenimiento……………..…. 143. Anexo No. 26 Formato para el registro de reparación de equipos…….... 144. Anexo No. 27 Formato. de. registro. de. distribución. de. alimentos balanceados…………………………………………………………. 145. Anexo No. 28 Formato para el registro de devolución de productos….…. 146. Anexo No. 29 Formato para el registro de reclamos de los productos…... 147. Anexo No. 30 Formato para el registro de control del ingreso de ingredientes………………………………………………………………………. 148. Anexo No. 31 Formato para el registro de control de devolución de ingredientes…………………………………………………………………... 149. Anexo No. 32 Lista de verificación de los Puntos de Control de la planta.. 150. Anexo No. 33 Protocolo de bioseguridad externa e interna………………. 152. Anexo No. 34 Manual de funciones………………………………………..... 154. Anexo No. 35 Planimetría del terreno - Condiciones Actuales de la Planta. 156 Anexo No. 36 Planimetría del terreno – Infraestructura de la nueva Planta. 157 Anexo No. 37 Área de construcción…………………………………………. 158. Anexo No. 38 Equipos de Protección Personal NTE INEN 439…………. 159. Anexo No. 39 Análisis microbiológico……………………………………….. 160. Anexo No. 40 Registro de capacitación en la planta de alimentos balanceados “El Carmelo”…………………………………………………….. 161. Anexo No. 41 Plan de capacitaciones en la planta de Alimentos Balanceados “El Carmelo”…………………………………………………….. 162. Anexo A. Manual de BPM para la planta de alimentos balanceados “El Carmelo”……………………………………………………………………. 172. Anexo B. Manual de implementación del Programa de las 5 s para la planta de alimentos balanceados “El Carmelo”…………………………….. 173. Anexo C. Reglamento de buenas prácticas para alimentos procesados... 174. Anexo D. Registro Oficial No. 839 – 27 de noviembre del 2012………... 175.
(20) xv. INTRODUCCIÓN. La importancia de la inocuidad alimentaria se ha caracterizado por ser una herramienta indispensable para la calidad en los alimentos, como base para la competitividad y protección de la salud de los consumidores. Las preocupaciones sociales como la salud, el bienestar y el cuidado del medioambiente, exigen al sector de la industria alimentaria, de manera irrenunciable, que se garantice a los consumidores la puesta en el mercado de productos con altas garantías de calidad e inocuidad y, sobre todo que en su proceso de elaboración no se haya dañado el medio ambiente. (60) En los últimos años, la industria de alimentos balanceados se ha enfrentado a muchas críticas por problemas en la calidad de sus productos, los cuales perjudican tanto la salud de animales como de personas. Una de las principales causas de los problemas de esta industria radica en el control y manejo inadecuados de materias primas, la misma que tiene efectos negativos en la economía de la industria (incremento de costos de inspección y de prevención, análisis de producto terminado, generación de reclamos y medidas de control) y en la salud del consumidor (baja productividad de animales, enfermedades y muerte). (72) Todos los alimentos balanceados deben ser elaborados con calidad, ya que de esto depende toda la cadena agroalimentaria que tiene su inicio en la crianza de los animales (alimentación) y su final en el consumo de la carne por los humanos. (29) Según cálculos de la FAO, el consumo de carne mundial sigue en alza, a un ritmo mayor que el ritmo de crecimiento de la población. Al aumentar la cantidad de carne consumida, habrá un aumento en la demanda de alimentos balanceados, de sus ingredientes y suplementos. (79).
(21) xvi. Entre las grandes empresas Ecuatorianas que elaboran alimentos balanceados se. encuentran:. BALANCEADOS. PRONACA, AVIFORTE,. NUTRIL,. AGROMEL,. AGROINDUSTRIAL. ALIMENTOS. BALANFARINA. S.A,. AFABA, EL SURTIDOR, por mencionar algunas. (47) Estas y otras empresas, con el objeto de garantizar que los alimentos se fabriquen en condiciones sanitarias adecuadas y se disminuyan los riesgos inherentes a la producción, han incorporado a su funcionamiento un sistema de Buenas Prácticas de Manufactura. Las Buenas Prácticas de Manufactura (BPM), son principios básicos y prácticas generales de higiene en la manipulación, preparación, elaboración, envasado y almacenamiento de alimentos. (83) Por otro lado en nuestro país en los últimos años pequeñas microempresas han incursionado en esta área, así en Chimborazo en el cantón Chambo en el año 2012 comienza su funcionamiento la Planta de Alimentos Balanceados “El Carmelo”, que actualmente se encuentra en vías de desarrollo y con miras a ganar mercado, por lo que busca mejorar la calidad e inocuidad de sus productos. El gerente propietario de la planta reconoce las ventajas que ofrece la implementación de BPM, así como la necesidad de un adecuado proyecto técnico para instalar una planta de alimentos balanceados, el que debe considerar muchos aspectos (instalaciones, personal, higiene, entre otros) si se pretende conseguir eficiencia, calidad y satisfacción de las exigencias del mercado. Las inversiones independientemente de su cuantía, se hacen para conseguir instalaciones industriales que perdurarán años y deben estar preparadas para las exigencias futuras. Entre los aspectos que tienen marcada influencia en el diseño de una planta, la selección de los equipos y de las estructuras edilicias, están las regulaciones sanitarias y las Buenas Prácticas de Manufactura, que engloban aspectos como la higiene, la trazabilidad, el mantenimiento y el control adecuado del proceso de fabricación.(73).
(22) xvii. En este contexto el presente trabajo de investigación tuvo como objetivo la elaboración de un manual de buenas prácticas de manufactura y la implementación del programa de las 5 s. Para esto se efectuó el diagnóstico sobre las condiciones higiénico-sanitarias y técnicas de la planta; mediante check list o guía de verificación (de acuerdo al reglamento vigente en el Ecuador), un análisis FODA; diagrama de causa-efecto y Pareto para obtener la raíz del problema. Con los resultados obtenidos y en razón de que las condiciones actuales de funcionamiento no favorecen la calidad e inocuidad del producto, se planteó un diseño planimétrico para la reconstrucción de la planta. Se elaboró un plan de acciones correctivas, se establecen POES y se realizó la capacitación al personal mediante dos talleres, en los que se enfatizó la importancia del cumplimiento de buenas prácticas de manufactura e importancia de las 5 s. Como aporte final se elaboró un Manual de Buenas Prácticas de Manufactura (BPM) y un manual de implementación del programa de 5 S para la nueva planta..
(23) -1-. CAPITULO I. 1. MARCO TEÓRICO. 1.1 INOCUIDAD ALIMENTARIA. La inocuidad de los alimentos engloba acciones encaminadas a garantizar la máxima seguridad posible de los alimentos. Las políticas y actividades que persiguen dicho fin deberán de abarcar toda la cadena alimenticia, desde la producción al consumo.. Garantiza la obtención de alimentos sanos, nutritivos y libres de peligros para el consumo de la población. La preservación de alimentos inocuos implica la adopción de metodologías que permitan identificar y evaluar los potenciales peligros de contaminación de los alimentos en el lugar que se producen o se consumen, así como la posibilidad de medir el impacto que una enfermedad transmitida por un alimento contaminado puede causar a la salud humana.. Según lo establece el Codex Alimentarius -el código que reglamenta la calidad e inocuidad de los alimentos- un alimento se considera contaminado cuando contiene: agentes vivos (virus o parásitos riesgosos para la salud); sustancias químicas tóxicas u orgánicas extrañas a su composición normal y componentes naturales tóxicos en concentración mayor a las permitidas. (33) (60). El manejo de la inocuidad es un proceso igualmente importante que el manejo de la calidad. Usualmente, se realiza a base de la aplicación de programas donde se integra: La higiene, mediante la aplicación de buenas Prácticas de Manufactura y/o Buenas Prácticas de Higiene..
(24) -2-. La estandarización de procedimientos, mediante los Procedimientos Operativos Estándares de Saneamiento (POES). El control de peligros. (34). 1.2 BUENAS PRÁCTICAS DE MANUFACTURA. 1.2.1 INTRODUCCIÓN. Históricamente las BPM surgen como una respuesta o reacción ante hechos graves (algunas veces fatales), relacionados con la falta de inocuidad, pureza y eficacia de alimentos y/o medicamentos. Los primeros antecedentes de las BPM datan de 1906 en USA. En Colombia, las buenas prácticas de manufactura para alimentos están reguladas por el Decreto 3075 de 1997 y controladas por el Instituto Nacional de Vigilancia de Medicamentos y Alimentos (Invima). (39) Mientras que en el Ecuador son emitidas con Decreto Ejecutivo (3253) el 4 de noviembre del 2002, en el Gobierno de Gustavo Noboa Bejarano; Presidente Constitucional de aquel entonces. (83). 1.2.2 DEFINICIÓN. Las Buenas Prácticas de Manufactura, son un sistema integral de garantía que se implementa para conseguir que los productos sean fabricados de manera consistente y acorde a ciertos estándares de calidad. (81). En el Ecuador según el Reglamento, las Buenas Prácticas de Manufactura; son los principios básicos y prácticas generales de higiene en la manipulación, preparación, elaboración, envasado y almacenamiento de alimentos para consumo humano, con el objeto de garantizar que los alimentos se fabriquen en condiciones sanitarias adecuadas y se disminuyan los riesgos inherentes a la producción. (83).
(25) -3-. 1.2.3 IMPORTANCIA. La aplicación de las BPM, constituye una garantía de calidad e inocuidad que redunda en beneficio del empresario y del consumidor en vista de que ellas comprenden aspectos de higiene y saneamiento aplicables a toda la cadena productiva, incluido el transporte y la comercialización de los productos.. Es importante el diseño y la aplicación de cada uno de los diferentes programas, con diligenciamiento de formatos para evaluar y realimentar los procesos, siempre en función de proteger la salud del consumidor, ya que los alimentos así procesados pueden llevar a cabo su compromiso fundamental de ser sanos, seguros y nutricionalmente viables. (59). Las BPM son indispensables para la aplicación del Sistema HACCP (Análisis de Peligros y Puntos Críticos de Control), de un programa de Gestión de Calidad Total o de un Sistema de Calidad como ISO 9000.. Los clientes confían más en un producto que ha sido producido según normas sanitarias. (58). 1.2.4 BASE LEGAL. En el año 2002 y mediante Registro Oficial No. 696 se instituye en el Ecuador el Reglamento de Buenas Prácticas de Manufactura para Alimentos Procesados. Este reglamento establece los lineamientos higiénicos generales para la producción, manejo, envasado, empacado, almacenamiento y distribución de los alimentos, y tienen como finalidad asegurar que los mismos sean inocuos para la salud del consumidor.. El reglamento consta de:. TÍTULO I: Ámbito de Aplicación..
(26) -4-. Se empleará en todas las fábricas y establecimientos donde se procesan los alimentos; los equipos, utensilios y el personal manipulador de alimentos. Además de todas las actividades de preparación, envase, almacenamiento, transporte, distribución y comercialización de alimentos en el territorio nacional.. TÍTULO II: Definiciones.. Sección que consta de varias terminologías útiles como contaminante, inocuidad, validación y otras más, el reglamento toma en cuenta también definiciones contempladas en el Código de la Salud y en el Reglamento de Alimentos.. TÍTULO III: Requisitos de Buenas Prácticas de Manufactura. Capítulo I: De las Instalaciones. Deben estar diseñadas y construidas de tal forma que las áreas estén diferenciadas y señalizadas, deben estar protegidas de focos de insalubridad y tener control efectivo de plagas. Los pisos, paredes, techos y drenajes deben ser de materiales adecuados al igual que las puertas y ventanas, de tal forma que se facilite la limpieza y el mantenimiento.. La red de instalaciones eléctricas, de preferencia debe ser abierta y los terminales adosados en paredes o techos. Las áreas tendrán una adecuada iluminación y ventilación.. Deben existir instalaciones sanitarias que aseguren la higiene del personal para evitar la contaminación de los alimentos. Se dispondrá de un abastecimiento y distribución adecuado de agua potable, además de un sistema adecuado de eliminación de desechos..
(27) -5-. Capítulo II: De los Equipos y Utensilios. Deben estar fabricados de material resistente y fácil de limpiar, la superficie que está en contacto directo con el alimento no debe contaminarlo.. Los equipos se instalarán de acuerdo a las recomendaciones del fabricante, siguiendo el flujo continuo y racional del material y el personal.. TÍTULO IV: Requisitos Higiénicos de fabricación. Capítulo I: Personal. Deber estar capacitado en cuanto a su trabajo, higiene y comportamiento. El personal que manipula los alimentos se someterá a un reconocimiento médico, antes de desempeñar su función y debe contar con uniformes adecuados y equipo de protección como mascarillas, guantes, botas, etc.. Capítulo II: Materias Primas e Insumos. Las materias primas e insumos deben someterse a inspección y control antes de ser utilizados, no se aceptarán aquellas que presenten algún tipo de contaminación química, física o biológica y serán almacenados en condiciones adecuadas, evitando su deterioro.. Capítulo III: Operaciones de Producción. La elaboración de un alimento debe efectuarse según procedimientos validados, en locales adecuados, con áreas y equipos limpios, con personal competente y material conforme a las especificaciones. Todo proceso será descrito claramente en un documento que precise la secuencia de pasos a seguir..
(28) -6-. Capítulo IV: Envasado, Etiquetado y Empaquetado. Deberá hacerse de conformidad con las normas técnicas respectivas. El envase será de material apropiado y deberá ofrecer una protección adecuada de los alimentos para reducir al mínimo la contaminación.. Los alimentos envasados y empaquetados deben llevar una identificación codificada donde está el lote, fabricante y cualquier información adicional que corresponda, según norma técnica de rotulado.. Capítulo V: Almacenamiento, distribución, transporte y comercialización.. Las bodegas de almacenamientos deben mantenerse en condiciones higiénicas y ambientales apropiadas para evitar la descomposición o contaminación de los alimentos.. Los vehículos destinados al transporte de alimentos y materia prima serán adecuados a la naturaleza del alimento y construido de material apropiado.. La comercialización deberá realizarse en condiciones que garanticen la conservación y protección de los mismos.. TÍTULO V: Garantía de Calidad. Capitulo único: Del Aseguramiento y Control de Calidad. (9). Todas. las. operaciones. de. fabricación,. procesamiento,. envasado,. almacenamiento y distribución de los alimentos deben estar sujetas a controles de calidad apropiados. Se deben considerar las especificaciones de materia prima y producto terminado, tener documentación sobre la planta, equipos y procesos, manuales instructivos, actas y regulaciones..
(29) -7-. Los métodos de limpieza dependen de la naturaleza del alimento, se llevará un registro de esto, así como de la calibración y mantenimiento de cada equipo. (83). El Comité Interministerial de la Calidad, resuelve emitir una política de plazos de cumplimiento de Buenas Prácticas de Manufactura para plantas procesadoras de alimentos (Registro Oficial No. 839 del 27 de Noviembre de 2012). Conforme al riesgo epidemiológico inherente al producto alimentario procesado, a la participación del sector industrial por actividad principal y a la categorización, se han dispuesto diferentes plazos para la obtención del Certificado de Operación. (Anexo D). 1.3. PROCEDIMIENTOS. OPERATIVOS. ESTANDARIZADOS. DE. SANEAMIENTO (POES).. Los POES son prácticas y procedimientos de saneamiento escritos, que un establecimiento elaborador de alimentos debe desarrollar e implementar para prevenir la contaminación directa o la adulteración de los alimentos que allí se producen, elaboran, fraccionan y/o comercializan. (77). Según la FDA, los Procedimientos Operativos Estandarizados de Saneamiento (POES) abarcan: Mantención General. Sustancias Usadas para la limpieza y saneamiento. Almacenamiento de materiales tóxicos Control de plagas. Higiene de las superficies de contacto con alimentos. Almacenamiento y manipulación de equipos y utensilios limpios. Retirada de la basura y residuos. (7).
(30) -8-. Se debe tener en cuenta que las BPM y los POES son prerrequisitos esenciales para el funcionamiento exitoso de un plan HACCP, puesto que contienen en gran parte las medidas preventivas sugeridas en el plan. Además, en conjunto proveen la base estructural para el desarrollo e implementación de Sistemas de Gestión de la Calidad como las Normas ISO 9000, es así como se puede observar en la Figura No. 1 los puntos a seguir para obtener el completo aseguramiento de la calidad. (32). Figura No. 1 Puntos a seguir para obtener el completo aseguramiento de la calidad Fuente de investigación: http://www.bpm.gov.ar (2007).. BPM y POES aseguran el proceso de elaboración y distribución. HACCP asegura la inocuidad del producto. ISO 9000 asegura la Gestión del Sistema de Calidad. Calidad Total asegura la Mejora Continua.. 1.4 SISTEMA DE ANÁLISIS DE PELIGROS Y DE PUNTOS CRÍTICOS DE CONTROL (HACCP). El sistema de HACCP, que tiene fundamentos científicos y carácter sistemático, permite identificar peligros específicos y medidas para su control con el fin de garantizar la inocuidad de los alimentos. Es un instrumento que se centran en la prevención, en lugar de basarse principalmente en el ensayo del producto final. Todo sistema de HACCP es susceptible de cambios, que pueden derivar de los avances en el diseño del equipo, los procedimientos de elaboración o el sector tecnológico..
(31) -9-. El sistema de HACCP puede aplicarse a lo largo de toda la cadena alimentaria, desde el productor primario hasta el consumidor final, y su aplicación deberá basarse en pruebas científicas de peligros para la salud humana, además de mejorar la inocuidad de los alimentos, la aplicación del sistema de HACCP puede ofrecer otras ventajas significativas, facilitar asimismo la inspección por parte de las autoridades de reglamentación, y promover el comercio internacional al aumentar la confianza en la inocuidad de los alimentos. (50). Para que la aplicación del sistema de HACCP dé buenos resultados, es necesario que tanto la dirección como el personal se comprometan y participen plenamente. También se requiere un enfoque multidisciplinario en el cual se deberá incluir, cuando proceda, a expertos agrónomos, veterinarios, personal de producción, microbiólogos, especialistas en medicina y salud pública, tecnólogos de los alimentos, expertos en salud ambiental, químicos e ingenieros, según el estudio de que se trate. La aplicación del sistema de HACCP es compatible con la aplicación de sistemas de gestión de calidad, como la serie ISO 9000, y es el método utilizado de preferencia para controlar la inocuidad de los alimentos en el marco de tales sistemas.. 1.4.1 PRINCIPIOS. El Sistema de HACCP consiste en los siete principios siguientes:. PRINCIPIO 1: Realizar un análisis de peligros.. PRINCIPIO 2: Determinar los puntos críticos de control (PCC).. PRINCIPIO 3: Establecer un límite o límites críticos.. PRINCIPIO 4: Establecer un sistema de vigilancia del control de los PCC..
(32) - 10 -. PRINCIPIO 5: Establecer las medidas correctivas que han de adoptarse cuando la vigilancia indica que un determinado PCC no está controlado.. PRINCIPIO 6: Establecer procedimientos de comprobación para confirmar que el Sistema de HACCP funciona eficazmente.. PRINCIPIO 7: Establecer un sistema de documentación sobre todos los procedimientos y los registros apropiados para estos principios y su aplicación.. Antes de aplicar el sistema de HACCP a cualquier sector de la cadena alimentaria, el sector deberá estar funcionando de acuerdo con los Principios Generales de Higiene de los Alimentos del Codex, los Códigos de Prácticas del Codex pertinentes y la legislación correspondiente en materia de inocuidad de los alimentos. El empeño por parte de la dirección es necesario para la aplicación de un sistema de HACCP eficaz. Cuando se identifiquen y analicen los peligros y se efectúen las operaciones consecuentes para elaborar y aplicar sistemas de HACCP, deberán tenerse en cuenta las repercusiones de las materias primas, los ingredientes, las prácticas de fabricación de alimentos, la función de los procesos de fabricación en el control de los peligros, el probable uso final del producto, las categorías de consumidores afectadas y las pruebas epidemiológicas relativas a la inocuidad de los alimentos. (49) (52). 1.5 ISO 9000:2009 e ISO 22000:2005. La ISO 9000:2009 comprende normas de validez y aceptación internacional creadas por la Organización Internacional de Normalización, las cuales certifican sistemas de calidad utilizados en la organización en lugar de productos. Esta serie de normas constituyen modelos para el aseguramiento y gestión de la calidad, que incluyen los requisitos contenidos en la Serie ISO 9000/1/2/3/4/19011..
(33) - 11 -. Estas normas incluyen una serie de requisitos para implementar un sistema de calidad, no aplicables a un producto específico sino a todo tipo de empresa, en la que cada una tendrá que ver cuál de ellas se ajusta a sus necesidades y cuáles serán las adaptaciones que en su caso deban efectuarse.(63). Las ISO 22000:2005 son normas que establecen los requisitos que deben cumplir las organizaciones al implementar un Sistema de Gestión de Inocuidad de Alimento, este es un sistema de gestión aplicable a la cadena de abastecimientos de alimentos derivada de sistemas de gestión HACCP. Las ISO 22000: 2005 establecen los requisitos internacionales para inocuidad en la cadena de alimentos.. Cuando se implementan las ISO 22000:2005 se está garantizando la inocuidad alimentaria, se identifica y soluciona los peligros vinculados a la industria alimentaria con un enfoque preventivo, se fomenta las mejores prácticas de higiene y seguridad en la cadena alimentaria y permite estar a la vanguardia de las exigencias del mercado internacional. (64). 1.6 ALIMENTOS BALANCEADOS. 1.6.1 INTRODUCCIÓN. Todos los animales necesitan alimentos para poder vivir, aunque ellos mismos se alimentan, muchos animales domésticos son alimentados por sus dueños. Este alimento es conocido como alimento para animales o balanceados. Este alimento, contiene nutrientes esenciales para mantener la salud y productividad de los animales domésticos. Muchas investigaciones han sido realizadas para determinar qué tipo de alimentos podrían usarse para hacer alimento animal nutritivo.. Sin embargo, en muchos países los animales son alimentados, realmente, con los residuos de los alimentos consumidos por los humanos. Ellos son.
(34) - 12 -. frecuentemente mezclados con maíz, arroz, afrecho, papas y otros alimentos semejantes. Estos no son nutricionalmente beneficiosos para los animales, particularmente si ellos están siendo criados para huevos, leche, o matanza.. El alimento animal es producido de una gran variedad de sustancias tales como harina de pescado, harina de soya, harina de carne y huesos, salvado de arroz, hojuelas de cebada y maíz, así como de otros granos. La proporción exacta de cada ingrediente específico dependerá del tipo de cultivo crecido en la región donde la planta está siendo operada y en el tipo de alimento que está siendo producido. Todos los ingredientes son obtenidos fácilmente alrededor del mundo.. La maquinaria automatizada usada para hacer balanceados es conectada por una serie de transportadores y baldes elevadores, haciendo fácil su operación. Por lo tanto, sólo diez trabajadores son necesarios para producir diez toneladas de alimento animal en forma de bolitas o comprimidos por hora. Ciertamente, cualquier inversionista que busque invertir en esta producción, requerirá de un moderado desembolso de capital, una pequeña fuerza laboral, costos mínimos de operación, y obtendrá ganancias estables. (48). 1.6.2 HISTORIA DE LAS PLANTAS DE ALIMENTOS BALANCEADOS En enero de 1894 la compañía “Robinson Danforth Comission” nace como un pequeño negocio de ventas de alimentos para animales en St. Louis Missouri en Estados Unidos de América. El primer producto que la compañía elaboró fue una mezcla para “mulas de tiro” y bajo la premisa de que: los animales tienen que comer todos los días de su vida, William Danforth y sus socios iniciaron lo que hoy es una de las empresas más grandes y de mayor prestigio en el mundo: Purina..
(35) - 13 -. De 1900 a 1910, al avanzar la industria automotriz, el mercado de alimentos para caballos decrece y Purina inicia entonces su incursión en el cada vez más creciente mercado de alimentos para ganado lechero.. A pesar de los efectos de la Primera Guerra Mundial, Purina mantiene un crecimiento sólido y consistente, incursionando en el naciente mercado de la producción de huevo. Como parte del auge de la economía, se populariza el uso de mascotas y la gente busca comodidad para alimentarlas. Purina detecta ese mercado y lanza su línea de alimento para perros, iniciando así, una de sus aventurar más exitosas en su historia. (54). La industria de balanceados en el Ecuador tuvo su despegue en el año 60 orientada a satisfacer las necesidades del sector avícola y porcino.. El producto más importante dentro de los alimentos balanceados en el Ecuador históricamente es el destinado al sector avícola, aunque existen otros con una importante participación en el mercado nacional como el alimento balanceado para cerdos, vacas, tilapia, trucha, salmón, además de la elaboración para otros tipos de animales.. Existen en el país 107 plantas de balanceados, de las cuales 15 tienen tecnología adecuada y 4 de éstas con tecnología de punta.. Dentro de los principales proveedores se encuentran: Pronaca, AFABA, Unicol, Grupo Anhazel y Champion. De éstos, AFABA y Pronaca cubren el 85% de la producción nacional.. Pronaca es la fábrica de mayor producción de alimento balanceado, pero no se la tiene en consideración porque su mayor producción es de auto consumo. Pronaca es la compañía avícola más grande del país con lo cual, igual que otras reducen sus costos aproximadamente en un 30% gracias a la fabricación de su propio alimento balanceado. (55).
(36) - 14 -. 1.6.3 DEFINICIÓN. Los Alimentos Balanceados, son mezclas homogéneas de varios alimentos, formulados en cantidad y proporción para satisfacer en lo posible todas las necesidades alimenticias y nutricionales de una especie animal durante un periodo de 24 h. También se denominan “dietas equilibradas” o “piensos balanceados”, pero no “raciones balanceadas”. Una “ración” es una porción del alimento diario consumida en algún periodo del día. Por ejemplo, la dieta de los humanos consiste de cuatro raciones al día: desayuno, almuerzo, té, y cena (pero hay variantes por países y culturas). Entonces la “dieta” es la suma de las raciones diarias por ende, no son sinónimos. La dieta de los animales de granja puede constituirse de dos raciones, una en la mañana y otra en la tarde (dependiendo las estrategias de manejo). Si las “raciones” consumidas durante todo el día, suman las proporciones y cantidades de un “alimento balanceado” sólo así se denominan “raciones balanceadas”.. Al momento de formular y elaborar alimentos balanceados existen muchas consideraciones que se deben tomar en cuenta, entre ellas:. - Las condiciones del productor: Objetivos de la Producción, Capacidad de Inversión, Costos de Producción.. - La Información de la granja: Lugar, condiciones ambientales durante la producción, sistema de producción adoptado, infraestructura y manejo de ganado..
(37) - 15 -. - Información de la especie en producción: Raza, línea, edad, etapa productiva, peso vivo promedio (en caso de varios animales), consumo de alimento promedio, sanidad todo para definir sus requerimientos nutricionales.. - La información del mercado. Productos y servicios disponibles, demanda y precio del producto final y precios de los insumos.. - La información de las instituciones de transferencia tecnológica. Métodos disponibles para la formulación de alimentos balanceados, herramientas como software para la formulación, maquinaria para el proceso y elaboración, tablas confiables de contenidos nutricionales de alimentos, información sobre el uso de nuevos alimentos. - La parte legal y ética. Normas estatales, advertencias de uso de insumos, no usar alimentos producto de residuos entre especies. Y muchos otros factores más.. 1.6.4 REQUISITOS. Se considera que algunos de los requisitos deseables de un buen alimento balanceado son:. 1º. Tener un estricto balance de nutrientes. 2º. Contener variedad de insumos de buena calidad. 3º. Ser palatable. 4º. Tener cualidades físicas apropiadas. 5º. Ser digestible. 6º. Ser inocuo, sin factores antinutricionales o toxinas. 7º. No contener insumos obtenidos de restos la misma especie animal. 8º. Tener un costo apropiado. (76).
(38) - 16 -. 1.6.5 MATERIA PRIMA. 1.6.5.1 Maíz. El Maíz es el principal insumo para la elaboración de alimentos balanceados en el país, ya que todas las formulaciones para el sector avícola (80% del total de la producción nacional de alimentos balanceados), contienen como un mínimo del 60% de este producto. Además se utiliza en formulaciones de alimentos de otros animales, como por ejemplo vacas o cerdos. El requerimiento anual de este producto asciende a 900 mil Tm y se calcula una demanda mensual de 70.000 Tm.. El maíz ecuatoriano es de muy buena calidad, ya que el clima y el suelo son adecuados para su producción; su limitación está dada por el tiempo de producción, ya que en la temporada invernal de la costa ecuatoriana, se debe importar de mercados como el argentino y el americano.. En la actualidad este producto tiene gran demanda, especialmente en el mercado americano por las políticas norteamericanas de nuevas alternativas energéticas con lo que está siendo destinado a la producción de etanol.. 1.6.5.2 Soya. La torta de soya es otro de los insumos de mayor demanda para la fabricación de alimento balanceado, ya que la formulación de toda dieta para el sector avícola cuenta con un mínimo del 15% hasta un máximo del 20%. La cantidad de este insumo dependerá directamente del costo de la soya, que tiene incidencia en como formular al mínimo costo (idea básica de la industria de alimentos balanceados). Además de ser un insumo utilizado para la formulación de alimentos balanceados para otros tipos de animales. La demanda de torta de soya en el Ecuador es de aproximadamente 300000 Tm.
(39) - 17 -. al año, alrededor del 80 % de la demanda nacional es abastecida por las importaciones.. 1.6.5.3 Harina de Pescado. La harina de pescado es un subproducto de la industria pesquera en la cual piezas enteras o trozos de pescado son aprovechados. Es la principal fuente de proteínas para los animales a alimentar, proporcionando altos niveles de proteína y un adecuado balance de aminoácidos. Existen 2 tipos de harinas de pescado en el país: la artesanal y la de pista o pampa. En general la calidad de la harina de pescado ecuatoriana no es muy buena por lo que los fabricantes de alimentos balanceados del Ecuador se ven en la necesidad de abastecerse de harina de pescado importada, a fin de brindar calidad en su producto a sus compradores. (73). 1.6.6 PROCESO DE FABRICACIÓN DE ALIMENTOS BALANCEADOS. Para la elaboración de alimento balanceado generalmente se sigue el proceso que muestra la Figura No.2, en muchas industrias el alimento para animales se presenta en forma de pellets; en esos casos se le agrega al proceso de fabricación la etapa de pelletizado, después de la mezcla.. Figura No. 2 Diagrama de flujo del proceso de fabricación de Balanceados. Fuente: Terán T.. 1.6.6.1 Recepción. La fabricación de alimentos balanceados de calidad comienza con la selección de ingredientes de calidad. Un departamento de compras que garantice la.
(40) - 18 -. calidad de los ingredientes garantizará el producto final, ya que si por razones económicas se compra ingredientes de poca calidad (nutricional), solo se podrá producir balanceados de baja calidad. Las materias primas o ingredientes conforman el 90% de los costos de manufactura.. Esta es una de la razones por las cuales toda empresa fabricante esta en el deber de implementar un programa de compras de materias primas, con estándares o parámetros de medición de calidad. Con lo que se podrá asegurar la uniformidad de los ingredientes y las formulas finales que al mismo tiempo permitan controlar los procesos productivos.. 1.6.6.2 Almacenamiento. La materia prima debe almacenarse en áreas secas, frescas, y bien ventiladas, preferentemente por debajo de los 30. oC.. En zonas tropicales donde la. temperatura es mayor debe ponerse mayor atención a la ventilación, especialmente de la parte superior de las bodegas. A menos que se manejen grandes volúmenes de materia prima a granel y sea estrictamente necesario, se recomienda no almacenar materia prima al granel en bodegas (solo en silos), ya que este sistema dificulta la rotación y control de la materia prima, y le expone a mayores riesgos de contaminación y ataques por parte de aves y roedores.. La materia prima debe ser colocada en sacos sobre estibas de madera, evitando siempre el contacto directo de éstos con el piso, y a más de 50 cm de las paredes de las bodegas. Para el almacenamiento de materia prima de origen animal como harina de pescado se recomienda no hacer grandes pilas o arrumes de sacos. Se recomienda revisar periódicamente y limpiar o desinfectar las paredes internas de los silos o tanques donde se almacena materia prima que ha pasado por un molino de martillos. Generalmente se produce calentamiento de la materia prima al pasar por esta maquinaria, y en las tardes o noches frías se produce condensación del vapor de agua sobre las.
(41) - 19 -. paredes, contribuyendo a la formación de capas o costras de material seriamente contaminado por bacterias y hongos.. 1.6.6.3 Molienda. Se define como la reducción por medios mecánicos del tamaño de las partículas de un ingrediente o mezcla de ingredientes que conforman una fórmula completa.. La molienda es el paso más limitante en la fabricación de alimentos balanceados y representa el 50-60% de los costos de manufactura. Al considerar la molienda también se debe tomar en cuenta su impacto en el mezclado ya que ésta afecta directamente la homogeneidad de la mezcla y del producto final. Una buena molienda es absolutamente fundamental para la producción de un alimento para avicultura de buena calidad. Hasta ahora la forma más práctica y aceptable de controlar el tamaño de la molienda es mediante el uso de mallas o cribas con los orificios acorde con el tamaño que se quiere controlar. Cada fábrica debe crear su máximo estándar de tamaño promedio de la partícula basada en la especie y tamaño del animal que se va alimentar.. 1.6.6.4 Dosificación Toda la materia prima que compone un “batch” o tanda de alimento debe ser cuidadosamente pesada, de acuerdo con las especificaciones de la fórmula. Las balanzas utilizadas para el pesaje de ingredientes mayores y micro ingredientes deben tener la sensibilidad necesaria para pesar adecuadamente las cantidades especificadas en la fórmula. En el caso de los ingredientes mayores, especialmente en las instalaciones donde no se cuenta con básculas electrónicas, es aconsejable que se especifique en números redondos..
Figure



+7




Documento similar
Buenas Prácticas de Manufactura (B.P.M.): Son los principios básicos y prácticas generales de higiene en la manipulación, preparación, elaboración, envasado y almacenamiento
Son los principios básicos y prácticas generales de higiene en la manipulación, preparación, elaboración, envasado y almacenamiento de alimentos para consumo
que se determinó, está enmarcado en Evaluar las Buenas prácticas de manufactura (Instalaciones, Higiene Personal, Utensilios de cocina, Desperdicios sólidos y
Mediante el diseño e implementación de buenas prácticas de manufactura en la planta de lácteos “El Belén”, se logró el incremento de la calidad de los quesos frescos
Para evitarlos existen distintos Sistemas de Aseguramiento de Inocuidad, como ser las Buenas Practicas Agrícolas (BPA)las Buenas Prácticas de Manufactura (BPM), los
Es por esto, que se considera necesaria la aplicación de un sistema de Buenas Prácticas de Manufactura para la granja “Avícola Maribel”, tomando como referencia la Norma INEN
Son los principios básicos y prácticas generales de higiene en la manipulación, preparación, elaboración, envasado, almacenamiento, transporte y distribución de alimentos para
4.2.2 Consideraciones generales para la preparación de alimentos “Buenas Prácticas de Manufactura” Las Buenas Prácticas de Manufactura BPM que comprenden la limpieza e higiene
