Diseño de molde para la obtención de ceniceros por inyección de metal
104
0
0
Texto completo
(2) UNIVERSIDAD CENTRAL “MARTA ABREU” DE LAS VILLAS FACULTAD DE INGENIERÍA MECÁNICA E INDUSTRIAL DEPARTAMENTO DE INGENIERÍA MECÁNICA. TRABAJO DE DIPLOMA. TÍTULO: DISEÑO DE MOLDE PARA LA OBTENCIÓN DE CENICERO POR INYECCIÓN DE METAL. Autor: Ernesto Manso Reyes Tutores: Dr. C. Ing. RICARDO ALFONSO BLANCO Dr. C. Ing. YUDIESKI BERNAL AGUILAR Consultante: Ing. GABRIEL ALBUERNE TEJERA Santa Clara 2016.
(3) Hago constar que el presente trabajo de diploma fue realizado en la Universidad Central “Marta Abreu” de Las Villas como parte de la culminación de estudios de la especialidad de Ingeniería en Mecánica, autorizando a que el mismo sea utilizado por la Institución, para los fines que estime conveniente, tanto de forma parcial como total y que además no podrá ser presentado en eventos, ni publicados sin autorización de la Universidad.. Firma del Autor Los abajo firmantes certificamos que el presente trabajo ha sido realizado según acuerdo de la dirección de nuestro centro y el mismo cumple con los requisitos que debe tener un trabajo de esta envergadura referido a la temática señalada.. Firma del Tutor. Firma del Jefe de Departamento donde se defiende el trabajo. ________________________________________________________________________________________________________________________________________________ DISEÑO DE MOLDE POR INYECCIÓN DE METAL PARA LA OBTENCIÓN DE CENICERO.
(4) PENSAMIENTO. ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE POR INYECCIÓN DE METAL PARA LA OBTENCIÓN DE CENICERO.
(5) PENSAMIENTO. "Lo difícil no es ser bueno, lo difícil es ser justo". José Martí. ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE POR INYECCIÓN DE METAL PARA LA OBTENCIÓN DE CENICERO.
(6) DEDICATORIA. ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE POR INYECCIÓN DE METAL PARA LA OBTENCIÓN DE CENICERO.
(7) DEDICATORIA. En especial este trabajo va dedicado a mi mamá y a mi papá por confiar siempre en mí y brindarme su apoyo incondicional durante todo el transcurso de mi carrera. También a mis familiares, hermanos, amigos y otras personas que ya no están, por motivarme a seguir superándome en la vida.. ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE POR INYECCIÓN DE METAL PARA LA OBTENCIÓN DE CENICERO.
(8) AGRADECIMIENTOS. ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE POR INYECCIÓN DE METAL PARA LA OBTENCIÓN DE CENICERO.
(9) AGRADECIMIENTOS. A mis tutores por su contribución y asesoría durante la realización de este trabajo de diploma. A mis padres Bárbaro e Idania por ser mi paradigma e inspiración para culminar los estudios, pues su apoyo sin medida fundamentó mi deseos de superación como profesional. A mi hermano y abuelo por estar siempre pendiente de mí y por su apoyo incondicional ante cualquier circunstancia. A mis asesores Ángel García y Fredy Santos por su cooperación y empeño para la confección de este trabajo de diploma. A mis hermanos Yasniel, Aldo y Jorgito por brindarme su amistad, comprensión y estar siempre presentes en todo momento de mi vida. A los profesores de la Facultad de Ingeniería Mecánica por brindarme las herramientas necesarias para profundizar en el conocimiento de la ingeniería. A todas las personas que de una forma u otra favorecieron el desarrollo de este trabajo. A todos muchas gracias. ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE POR INYECCIÓN DE METAL PARA LA OBTENCIÓN DE CENICERO.
(10) RESUMEN. ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE POR INYECCIÓN DE METAL PARA LA OBTENCIÓN DE CENICERO.
(11) RESUMEN En el presente trabajo se aborda sobre el estado actual del diseño de moldes para la inyección de piezas metálicas mediante la recopilación de información actualizada. Se estudian y comparan las principales variantes de moldeo que han surgido en los últimos años. A partir del análisis de la bibliografía consultada, así como de algunos aportes realizados por el autor se analizaron los principales aspectos tecnológicos a tener en cuenta para el diseño de moldes para la inyección de metal. También se diseñó un molde para la obtención de una pieza tipo cenicero y se realizó un análisis económica que permite evaluar financieramente el precio de importación y elaboración del molde en los talleres de maquinado de la EMI Ernesto Che Guevara.. ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE POR INYECCIÓN DE METAL PARA LA OBTENCIÓN DE CENICERO.
(12) ABSTRACT. ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE POR INYECCIÓN DE METAL PARA LA OBTENCIÓN DE CENICERO.
(13) ABSTRACT Presently work is approached on the current state of the design of molds for the injection of metallic pieces by means of the summary of up to date information. They are studied and they compare the main variants of I model that they have arisen in the last years. Starting from the analysis of the consulted bibliography, as well as of some contributions carried out by the author the main technological aspects they were analyzed to keep in mind for the design of molds for the metal injection. A mold was also designed for the obtaining of a piece type ashtray and he was carried out an economic analysis that allows to evaluate the import price and elaboration of the mold financially in the shops of having schemed of the EMI Ernesto Che Guevara.. ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE POR INYECCIÓN DE METAL PARA LA OBTENCIÓN DE CENICERO.
(14) ÍNDICE. ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE POR INYECCIÓN DE METAL PARA LA OBTENCIÓN DE CENICERO.
(15) ÍNDICE DE FIGURAS Figuras. Título. Pág.. Figura 1.1. Estado comparativo de métodos de obtención de piezas. 9. Figura 1.2. 11. Figura 1.3. Análisis comparativo de propiedades mecánicas en la mezcla utilizando agua y un gas para atomizar Componentes básicos para la inyección de cámara caliente. Figura 1.4. Componentes básicos para la inyección con cámara fría. 14. Figura 1.5. Esquema genérico de la unidad por inyección. 15. Figura 2.1. 24. Figura 2.2. Aspectos teóricos a tener en cuenta para el diseño de moldes para inyección de metal. Ejemplos de aplicación de la regla de las sombras lumínicas. Figura 2.3. Situaciones para la colada en ambos medios moldes. 31. Figura 2.4. Sistema de alimentación del molde. 34. Figura 2.5. Modelos de sistemas de bebederos exteriores. 35. Figura 2.6. Representación de la extensión del flujo a causa del empleo de salidas cónicas de los bebederos.. 36. Figura 2.7. Parámetros principales del canal de alimentación. 38. Figura 2.8. Elementos básicos de un sistema de expulsión. 40. Figura 2.9. Distribución de cavidades. 41. 13. 30. Figura 2.10 Fuerza de cierre en función de la velocidad del pistón.. 43. Figura 2.11 Esquema de refrigeración en la placa molde. 45. Figura 2.12 Refrigeración en las cavidades del molde. 46. Figura 3.1. Representación del artículo prototipo, al cual se aplicará el procedimiento. 51. Figura 3.2. Representación de la línea de partición del artículo diseñado.. 52. Figura 3.3. Dimensiones del canal de ventilación. 54. Figura 3.4. Distribución de cavidades utilizada. 56. ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE POR INYECCIÓN DE METAL PARA LA OBTENCIÓN DE CENICERO.
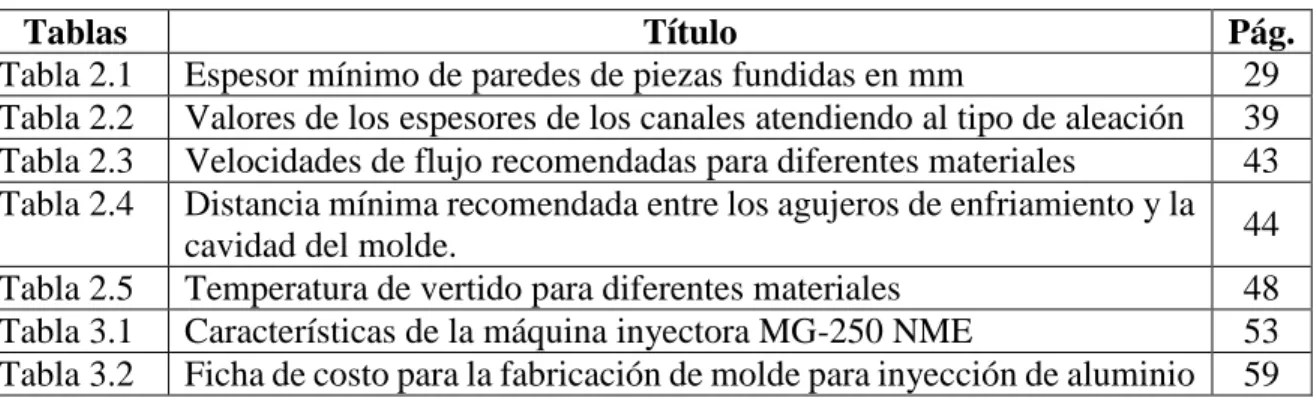
(16) ÍNDICE DE TABLAS Tablas Tabla 2.1 Tabla 2.2 Tabla 2.3 Tabla 2.4 Tabla 2.5 Tabla 3.1 Tabla 3.2. Título Pág. Espesor mínimo de paredes de piezas fundidas en mm 29 Valores de los espesores de los canales atendiendo al tipo de aleación 39 Velocidades de flujo recomendadas para diferentes materiales 43 Distancia mínima recomendada entre los agujeros de enfriamiento y la 44 cavidad del molde. Temperatura de vertido para diferentes materiales 48 Características de la máquina inyectora MG-250 NME 53 Ficha de costo para la fabricación de molde para inyección de aluminio 59. ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE POR INYECCIÓN DE METAL PARA LA OBTENCIÓN DE CENICERO.
(17) LISTA DE ABREVIATURAS Y SIGLAS EMI MIM PIM CAD FAR CIPP- CIPEM HTCS CNC CAMD Al Cu MEP PCC UIM. Empresa Militar Industrial Moldeo por inyección de metal Moldeo por inyección de polvos Diseño asistido por computadora Fuerzas Armadas Revolucionarias Centro de investigación de materiales y manufactura Acero de alta conductividad térmica Control numérico computacional Diseño de moldes asistido por computadora Aluminio Cobre Ministerio de Economía y Planificación Partido Comunista de Cuba Unión de Industrias Militares. ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE POR INYECCIÓN DE METAL PARA LA OBTENCIÓN DE CENICERO.
(18) ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE POR INYECCIÓN DE METAL PARA LA OBTENCIÓN DE CENICERO.
(19) ÍNDICE PENSAMIENTO DEDICATORIA AGRADECIMIENTOS RESUMEN ABSTRACT Pág. INTRODUCCIÓN................................................................................................................................ 1 CAPÍTULO I: FUNDAMENTOS SOBRE EL MOLDEO POR INYECCIÓN DE METAL Estado actual y perspectivo del Moldeo por Inyección de Metal……………………………… 7 Diseño de moldes por inyección utilizando tecnología MIM…………………………………. 10 Características técnicas del sistema por inyección de metal. Variantes y componentes………. 12 Defectos, causas posibles y soluciones en partes moldeadas …………………………………. 16 Características y aplicaciones sobre materiales que se aplican para el diseño de la tecnología 1.5. 17 MIM…………………………………………………………………………………………... 1.5.1. Aleaciones aplicadas a la tecnología MIM. Descripciones generales…………………………. 18 1.6. Análisis de procedimientos teóricos y de cálculo……………………………………………... 19 1.7. Software utilizado en el diseño de la tecnología MIM………………………………………… 20 1.8. Conclusiones parciales………………………………………………………………………... 22 1.1. 1.2. 1.3. 1.4.. 2.1. 2.2. 2.2.1. 2.2.2. 2.2.3. 2.2.4. 2.2.5. 2.3. 2.3.1. 2.3.2. 2.3.3. 2.3.4. 2.3.5. 2.4. 2.4.1. 2.4.2. 2.4.3. 2.4.4. 2.4.5. 2.4.6. 2.4.7. 2.4.8. 2.4.9.. CAPÍTULO II: ASPECTOS GENERALES EN EL DISEÑO DE MOLDES PARA INYECCIÓN DE METAL Aspectos teóricos relacionados con el diseño de moldes para inyección de metal……………. Aspectos del modelo, prototipo y dimensiones de la pieza……………………………………. Tecnología de moldeo y aleaciones a emplear……………………………………………….. Período útil requerido…………………………………………………………………………. Costo de fabricación…………………………………………………………………………... Aspecto……………………………………………………………………………………….. Condiciones de explotación…………………………………………………………………... Esquema de la pieza metálica ………………………………………………………………… Dimensionado de la pieza…………………………………………………………………….. Espesores de pared, transiciones y radios de redondeado……………………………………... Categorización de la pieza a producir de acuerdo al grado de complejidad…………………… Determinación de la línea de partición de la pieza…………………………………………….. Nervios de refuerzo…………………………………………………………………………… Cálculo y esbozo del molde para inyección…………………………………………………… Selección de la máquina inyectora……………………………………………………………. Entrada del material a inyectar………………………………………………………………... Aspectos importantes para el diseño del sistema de alimentación …………………………… Canales de ventilación y salida de gases………………………………………………………. Sistemas de expulsión a utilizar……………………………………………………………….. Cálculo del número de cavidades……………………………………………………………... Acabado superficial en machos y cavidades…………………………………………………... Determinación del área proyectada de la pieza………………………………………………... Colocación de cavidades……………………………………………………………………… ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE POR INYECCIÓN DE METAL PARA LA OBTENCIÓN DE CENICERO. 24 25 26 27 27 27 28 28 28 29 30 30 31 32 32 32 32 38 38 40 40 41 41.
(20) 2.4.10. 2.4.11. 2.4.12. 2.4.13. 2.4.14. 2.4.15. 2.5.. 3.1. 3.1.1. 3.1.2. 3.1.3. 3.1.4. 3.2. 3.2.1. 3.2.2. 3.3. 3.3.1. 3.3.2. 3.3.3. 3.3.4. 3.3.5. 3.3.6. 3.3.7. 3.3.8. 3.3.9. 3.3.10. 3.3.11. 3.3.12. 3.4. 3.5.. Carácter del flujo del material metálico………………………………………………………. Período de moldeo……………………………………………………………………………. Recorrido máximo favorecido entre agujeros de refrigeración y las cavidades del molde…… Sistema de refrigeración del molde…………………………………………………………… Lubricación del molde y la cámara de prensado ……………………………………………… Comprobación de la correcta fabricación del molde………………………………………….. Conclusiones parciales……………………………………………………………………….... 42 43 44 44 48 48 49 50 CAPÍTULO III: DISEÑO DE MOLDE PARA LA OBTENCIÓN DE CENICERO POR51 INYECCIÓN DE METAL Cálculo y diseño de un molde para la obtención de un cenicero de aluminio………………… 51 Proceso de moldeo y material que se empleará……………………………………………….. 51 Período útil que se requiere para el cenicero…………………………………………………... 51 Apariencia…………………………………………………………………………………….. 52 Condiciones de trabajo de la pieza ornamental……………………………………………….. 52 Dimensionado del cenicero…………………………………………………………………… 52 Clasificación de la pieza a elaborar de acuerdo a su grado de complejidad………………….. 52 Determinación del plano divisor de la pieza………………………………………………...... 53 Cálculo y diseño del molde de inyección……………………………………………………… 53 Selección del tipo de inyectora……………………………………………………………….. 53 Selección del tipo de colada…………………………………………………………………... 53 Entrada del material…………………………………………………………………………... 53 Sistema de alimentación………………………………………………………………………. 54 Canales de ventilación………………………………………………………………………... 54 Mecanismo de extracción a utilizar en el molde ……………………………………………… 55 Cálculo del número de cavidades……………………………………………………………... 55 Velocidad del flujo recomendado…………………………………………………………….. 55 Cálculo del área proyectada de la pieza………………………………………………………. 56 Distribución de cavidades para el molde de la pieza prototipo……………………………….. 56 Tiempo de llenado del molde…………………………………………………………………. 56 Sistema de enfriamiento………………………………………………………………………. 56 Evaluación económica financiera de la propuesta del molde para el Producto: Ceniceros de 57 Aluminio……………………………………………………………………………………… Conclusiones parciales 60 Conclusiones Generales............................................................................................................. 61 Recomendaciones....................................................................................................................... 62. Bibliografía................................................................................................................................. 63. Anexos. ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE POR INYECCIÓN DE METAL PARA LA OBTENCIÓN DE CENICERO.
(21) INTRODUCCIÓN. ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE POR INYECCIÓN DE METAL PARA LA OBTENCIÓN DE CENICERO.
(22) INTRODUCCIÓN. 1. ________________________________________________________________________________________________________________________________________________. El moldeo por inyección de polvos, PIM (Powder Injection Moulding) y su variante aplicada a los metales, MIM (Moldeo por Inyección de Metal), constituye una tecnología de conformado de materiales desarrollada aproximadamente en los años veinte y que ha experimentado un gran avance, fundamentalmente, en los últimos quince años. El refinamiento del equipo de moldeo de precisión desarrolló rápidamente la viabilidad comercial del MIM y se ha estimado que el crecimiento anual de esta tecnología es superior al 50%. El MIM también denominado moldeo por inyección a presión, es un proceso de conformación que combina la flexibilidad y alta productividad de la inyección de termoplásticos con las prestaciones mecánicas de las piezas metálicas. Gracias a esta combinación de ingenierías de fabricación, se pueden obtener competitivamente. productos. con. altas. prestaciones. mecánicas. y. morfológicamente complejos. Puesto que se han eliminado las operaciones de mecanizado después de obtenidas las piezas, cabe destacar la ventaja económica asociada. Las piezas pueden ser producidas en una amplia variedad de materiales metálicos los cuales pueden ser sometidos posteriormente a tratamientos térmicos para mejorar sus propiedades mecánicas en dependencia de la aplicación requerida por el fabricante [1]. Por otra parte, estudios realizados por diferentes autores específicamente dirigidos a esta rama de la ingeniería, plantean que la colada a presión fue implementada por vez primera en el año 1838, donde G. Bruzòn la esgrimió para la elaboración de las letras para las máquinas impresoras para periódicos, pero no fue hasta el año 1839 que fue patentada oficialmente la primera máquina para la colada de metal a presión. Desde hace algunos años se han venido realizando estudios sobre el Moldeo por Inyección de Metal prestando atención a las características del proceso, ventajas y desventajas, materiales a utilizar, sus propiedades mecánicas como la resistencia a la fatiga térmica y variantes de refrigeración del molde durante la introducción del metal en la cavidad, con el objetivo de incrementar su fiabilidad y desarrollar una mayor capacidad de moldeabilidad en las cavidades de los moldes para la fabricación de piezas y accesorios empleados en los diferentes sectores ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE PARA LA OBTENCIÓN DE CENICERO POR INYECCIÓN DE METAL.
(23) INTRODUCCIÓN. 2. ________________________________________________________________________________________________________________________________________________. de la sociedad, tales como los desarrollados por diferentes investigadores con el fin de aumentar las capacidades productivas en la industria. De todo lo anterior pueden citarse autores como Candal Maria Virginia, Zaldumbide Pamela, Morales R. Amalia, Molas Silvia, D. Casellas [2]. Existen también aportes de otros autores que profundizan sobre el efecto de la distribución del tamaño de partícula sobre el procesamiento y propiedades del material moldeado por inyección, las diferencias en el comportamiento de la densificación valorando diferentes materiales y temperaturas de sinterizaciòn Coleman Andrew, Murray Keith, Sanford Bob, González Erainy [3]. En la actualidad el tema de la moldeabilidad de materiales como el acero debido al análisis previo de sus propiedades mecánicas es motivo de debates para especialistas y otras personas vinculadas a esta rama de la ingeniería. Unos afirman que los aceros ya pulverizados no presentan problemas en cuanto a la moldeabilidad atendiendo al tamaño de las partículas a emplear en el proceso de la inyección, simplemente se debe analizar previamente la composición del material para luego valorar la capacidad de integración que presenta este con los demás componentes que serán necesarios emplear para obtener la mezcla para inyectar con la ayuda de la máquina de inyección, problemática analizada por varios investigadores con el fin de resolverla Davies Paul, Heaney Donald F, Mueller Timothy J[4]. El principio de funcionamiento del sistema de inyección y su análisis, el cálculo de las dimensiones de la máquina y sus parámetros de funcionamiento, son requisitos necesarios para la implementación de metodologías que permitan comprender la influencia de los posibles defectos como la rebaba en las piezas ya conformadas. En esta dirección autores como Hernández Juan Carlos [5], han desarrollado estudios que permiten controlar y eliminar estos defectos que son innecesarios en los productos elaborados. Lo anterior demuestra la importancia del estudio de la tecnología MIM y los materiales a utilizar para la inyección como es el caso del aluminio. Varios son los autores que enfatizan que el aluminio ha sido un material muy estudiado para su aplicación en el campo de la Ingeniería desde hace muchas décadas, debido ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE PARA LA OBTENCIÓN DE CENICERO POR INYECCIÓN DE METAL.
(24) INTRODUCCIÓN. 3. ________________________________________________________________________________________________________________________________________________. principalmente a su ligereza. Ya en los años 1940 y 1950 existían piezas fabricadas enteramente de este material. Como material presenta una densidad bastante baja (aproximadamente, un tercio de la del acero), una altísima resistencia a la corrosión (más o menos, del orden de tres o cuatro veces superior a la del acero) y una gran maleabilidad; propiedades muy deseables para su utilización en el sector de automoción y la industria militar. Como principales desventajas se puede destacar su relativa fragilidad (comparada con el acero), así como su elevado costo, resultado del costoso proceso de extracción por electrólisis que hace que los precios de este material sean elevados [6]. Numerosos estudios empíricos, por ejemplo el desarrollado por Porras Ruiz Fabian J. [7], han permitido una mejor comprensión y análisis de expresiones de cálculo, conceptos teóricos, valores normalizados, entre otros parámetros técnicos importantes que son necesarios a la hora de implementar procedimientos de cálculo para el diseño de moldes de inyección a presión. No obstante, existen algunas cuestiones relacionadas con el tema que han sido estudiadas desde diferentes puntos de vista por varios investigadores. Estos han propuesto varias consideraciones desde diferentes perspectivas, pero realizando un análisis profundo de estas investigaciones se ha concluido que existen variedades de criterios en cuanto a la implementación de una metodología que cubra todas las aristas para diseñar moldes de inyección de metal. Autores como Orrantia Martín Dayan [8], Sánchez Camargo Enrique [9], entre otros, han brindado excelentes consideraciones que han servido de material de estudio. Estos análisis difieren unos de otros, debido a que existen argumentos que se tienen en cuenta mediante las observaciones de unos autores que no son considerados por otros. El estudio de esta tecnología aún es de vital importancia, debido a que con el aumento de la complejidad de los proyectos a elaborar, es necesario poseer un procedimiento que abarque todas las consideraciones técnicas necesarias que permitan facilitar el diseño de estos moldes. Todas las herramientas mencionadas anteriormente resultan muy útiles y de aplicación creativa para el desarrollo del Moldeo por Inyección de Metal el cual ocupa un lugar muy importante para el desarrollo de la industria siderúrgica, en ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE PARA LA OBTENCIÓN DE CENICERO POR INYECCIÓN DE METAL.
(25) INTRODUCCIÓN. 4. ________________________________________________________________________________________________________________________________________________. esta dirección varios investigadores han desarrollado diversas herramientas para mejorar el desempeño de este método de inyección con la ayuda de sistemas de software CAD (Diseño Asistido por Computadora), disposición de robots para la extracción de las piezas elaboradas, inyección controlada por sistemas computacionales que brindan una mayor eficacia en el registro y control de la temperatura y calidad del producto una vez concluido su fabricación. Hoy el uso de la tecnología MIM ha permitido elaborar piezas metálicas que permiten desempeñar funciones de responsabilidad para la industria mecánica permitiendo el desarrollo de nuevas tecnologías como instrumento de apoyo para el desarrollo industrial. La Empresa Militar Industrial (EMI) Ernesto Che Guevara, ubicada en el municipio de Manicaragua en la provincia de Villa Clara, necesita confeccionar ceniceros de aluminio que permitan satisfacer necesidades propias del Ministerio de las Fuerzas Armadas Revolucionarias (FAR) y otros sectores de la sociedad. En Cuba con el objetivo de sustituir importaciones se están confeccionando moldes para inyección de aluminio, por lo que en este trabajo de diploma se presenta un procedimiento que tiene en cuenta una serie de aspectos teóricos para el diseño de moldes de inyección de metal y se diseña un molde para la pieza tipo cenicero contribuyendo con el desarrollo científico técnico del país y así propiciar mejoras económicas al mismo. Atendiendo a todo lo anterior se plantea el siguiente problema científico: ¿Cómo diseñar un molde de inyección de metal para la obtención del cenicero que cumpla con las exigencias técnicas necesarias para su uso? De esta forma el objetivo general de esta investigación se presenta de la siguiente perspectiva: Diseñar moldes de inyección de metal para la obtención del cenicero teniendo en cuenta los principales aspectos tecnológicos que intervienen en el proceso. Para dar respuesta a la perspectiva anterior se presentan los siguientes objetivos específicos: 1. Recopilar bibliografía sobre el proceso de moldeo por inyección de piezas metálicas. ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE PARA LA OBTENCIÓN DE CENICERO POR INYECCIÓN DE METAL.
(26) INTRODUCCIÓN. 5. ________________________________________________________________________________________________________________________________________________. 2. Presentar los principales aspectos tecnológicos para el diseño de moldes para la inyección de metal. 3. Realizar el diseño del molde de inyección de metal para la obtención del cenicero. 4. Elaborar un análisis económico que permita evaluar financieramente el precio de importación y elaboración del molde. Preguntas de investigación: 1. ¿Qué fundamentos teóricos sustentan el proceso de moldeo por inyección de piezas metálicas? 2. ¿Cuáles son los aspectos tecnológicos que permiten diseñar moldes para la inyección de metal? 3. ¿Cómo realizar el diseño del molde de inyección de metal para la obtención del cenicero? 4. ¿Qué resultados se obtienen a partir del análisis económico del molde diseñado? Aportes esperados de la investigación. Con la confección de este trabajo de diploma se obtendrá el diseño de un molde de inyección de metal para la obtención del cenicero con las exigencias técnicas necesarias para su uso contribuyendo al desarrollo científico-técnico del país y su industria mecánica. En base a la revisión de bibliografía actualizada, el objetivo de la investigación y el problema científico puede plantear la siguiente Hipótesis: Teniendo en cuenta todos los parámetros tecnológicos para el diseño de moldes para la inyección de metales, será posible realizar el diseño de un molde para la obtención del cenicero con la disminución de los defectos que aparecen durante el proceso. Justificación La investigación presentada en este trabajo de diploma servirá de base para el diseño de moldes de inyección de metales, contribuyendo de forma positiva a la implementación en la industria de todo el proceder tecnológico, a la sustitución de importaciones y al mejoramiento económico del país. ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE PARA LA OBTENCIÓN DE CENICERO POR INYECCIÓN DE METAL.
(27) INTRODUCCIÓN. 6. ________________________________________________________________________________________________________________________________________________. Viabilidad de la investigación La investigación es viable debido a que se cuenta con la preparación necesaria y la supervisión de profesionales adecuadamente capacitados pertenecientes a la Universidad Central "Marta Abreu de las Villas" y la EMI Ernesto Guevara de Manicaragua, además de poseer información y herramientas computacionales para realizar este estudio.. Estructura del trabajo El trabajo de diploma presenta un resumen, introducción, tres capítulos, conclusiones, recomendaciones, bibliografía y anexos. Capítulo I: Se realiza una fundamentación teórica sobre el moldeo por inyección. de metal refiriéndose a los materiales a utilizar, variantes de moldeo, software que se utilizan y se aborda sobre diferentes autores que han presentado consideraciones técnicas sobre el diseño de moldes para la inyección de metales. Capítulo 2: Se presentan los aspectos generales a tener en cuenta para el diseño. de moldes de inyección de metales. Capítulo 3: Se diseña un molde de inyección de metal para la obtención del. cenicero, así como su análisis económico sobre la base de la sustitución de importaciones.. ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE PARA LA OBTENCIÓN DE CENICERO POR INYECCIÓN DE METAL.
(28) CAPÍTULO I FUNDAMENTOS SOBRE EL MOLDEO POR INYECCION DE METAL.. ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE PARA LA OBTENCIÓN DE CENICERO POR INYECCIÓN DE METAL.
(29) FUNDAMENTOS SOBRE EL MOLDEO POR INYECCIÓN DE METAL 7 ________________________________________________________________________________________________________________________________________________. 1. Generalidades En el transcurso de los últimos años la tecnología encaminada al Moldeo por Inyección de Metal (MIM) ha superado las limitaciones impuestas por los procesos tradicionales de la industria mecánica, utilizando metales blandos como el aluminio o el ZAMAC, para fabricar piezas poco complejas. Con el MIM es posible crear piezas de gran complejidad, combinaciones de piezas múltiples, elementos y funciones variadas dentro de un solo componente, con características mejoradas de ensamblaje de productos, miniaturización de componentes mecánicos, reducción de masa y propiedades físicas especialmente adaptadas al uso final previsto como se puede apreciar en el (Anexo 1). En general, esta tecnología se aplica a la fabricación de componentes metálicos de tamaño relativamente pequeño, geometría compleja y fabricados en series para grandes producciones. Es un proceso multisectorial que puede dar servicio a sectores industriales tan variados como el automotor, electrónico, médico-quirúrgico, bienes de equipo, cerrajería y seguridad, entre otros [10]. 1.1.. Estado actual y perspectivo del Moldeo por Inyección de Metal. En Colombia, aún el desarrollo de esta tecnología es incipiente e industrialmente no existe, la gran mayoría de estudios acerca de la inyección de polvos metálicos han sido desarrollados a nivel académico por, diferentes, grupos de investigación como el de Materiales y Manufactura CIPP- CIPEM, de la Universidad de los Andes, que lleva un poco más de cuatro años estudiando la técnica. Actualmente, el CIPP-CIPEM cuenta con laboratorio y maquinaria adecuada para producir aproximadamente 800 piezas por hora. Por su parte en América Latina la empresa brasilera Steelinject es una de las pocas compañías que ofrecen piezas y servicios de manufactura con inyección de metales. Actualmente la implementación del aluminio en los vehículos ya está muy extendida y estos incorporan piezas de aluminio generalmente en lugares no críticos a la hora de absorber energía de impacto, ya que las propiedades del aluminio no son las más apropiadas para ello; en cambio el acero es mucho más adecuado para estas situaciones. Sin embargo, existen vehículos con elementos. ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE PARA LA OBTENCIÓN DE CENICERO POR INYECCIÓN DE METAL.
(30) FUNDAMENTOS SOBRE EL MOLDEO POR INYECCIÓN DE METAL 8 ________________________________________________________________________________________________________________________________________________. estructurales. completamente. de. aluminio,. aunque. no. son. vehículos. particularmente económicos. De todo lo descrito, se desprende las ventajas que presenta este proceso de fabricación de piezas metálicas a partir de polvos metálicos respecto de los principales procesos de conformado existentes en pulvimetalurgia. Sin embargo, probablemente, no tendría gran interés la aplicación de la tecnología MIM para fabricar piezas relativamente sencillas de metal o cerámica, en especial, cuando se trata de producciones pequeñas, ya que industrialmente el mayor ahorro se logra al elaborar un alto número de productos. Lo cierto es que la tendencia creciente de la industria a la miniaturización, la fabricación de piezas finales con gran valor agregado y el desarrollo de productos innovadores y de alto rendimiento, impulsan enormemente la tecnología MIM y le abre las puertas a nuevos mercados [10]. A esto se puede añadir que el mercado MIM desde el año 2007 ha aumentado debido a resultados alcanzados durante la investigación y desarrollo de este proceso. Estudios avanzados han demostrado que la industria MIM se encuentra ampliamente difundida en Europa, donde la mayor parte de la presencia de esta tecnología se encuentra en la industria automovilística y la relojería. El continente asiático ha adquirido también esta técnica moderna y la ha aplicado en el mercado de la electrónica de consumo y la informatización siendo punteros países como Malasia, Tailandia, China, Singapur y Corea del sur. De igual manera compañías vinculadas al desarrollo y explotación de este conjunto de técnicas han aumentado un 10.5 % de sus ventas debido a la combinación de la expansión de capital y la investigación de esta técnica. Pronósticos desarrollados por analistas industriales basados en el crecimiento progresivo de esta tecnología demuestran que el mercado MIM en el año 2017 puede alcanzar el 70 % del producto mundial brindando una diversidad de productos con excelentes parámetros de calidad al comprador, aportando a la economía valores monetarios de hasta $3.7 mil millones de euros anualmente como se aprecia en la figura 1.1 [3].. ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE PARA LA OBTENCIÓN DE CENICERO POR INYECCIÓN DE METAL.
(31) FUNDAMENTOS SOBRE EL MOLDEO POR INYECCIÓN DE METAL 9 ________________________________________________________________________________________________________________________________________________. Actualmente la implementación del aluminio en los vehículos ya está muy extendida y estos incorporan piezas de aluminio generalmente en lugares no críticos a la hora de absorber energía de impacto, ya que las propiedades del aluminio no son las más apropiadas para ello; en cambio el acero es mucho más adecuado para estas situaciones. Sin embargo, existen vehículos con elementos estructurales. completamente. de. aluminio,. aunque. no. son. vehículos. particularmente económicos. Una de las muchas ventajas que ofrece la utilización de aleaciones de aluminio inyectadas como sustitutas de la fundición férrica, sería la de reducir el peso de los componentes fabricados por este material. Las piezas fabricadas por fundición férrica son más pesadas que las de acero y mucho más que las del aluminio por su superior densidad. En el campo de la automoción la reducción del peso es un aspecto fundamental que conlleva la consiguiente reducción del consumo de combustible y emisiones de C02 junto con otros gases contaminantes a la atmósfera [11]. El proceso MIM es rentable económicamente en piezas que no presenten un gran volumen y su peso sea moderado, esto se debe al alto costo feedstock [12].. Figura 1.1: Estado comparativo de métodos de obtención de piezas. En nuestro país la tecnología MIM debido a la influencia de factores económicos no se encuentra presente en el sector industrial, solamente se posee esta técnica en la EMI Ernesto Che Guevara donde se cuenta con máquinas de Inyección de ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE PARA LA OBTENCIÓN DE CENICERO POR INYECCIÓN DE METAL.
(32) FUNDAMENTOS SOBRE EL MOLDEO POR INYECCIÓN DE METAL 10 ________________________________________________________________________________________________________________________________________________. Metal específicamente orientada hacia el sector de las FAR en el país, proporcionando dispositivos y componentes para el desarrollo tecnológico de esta organización. 1.2.. Diseño. de. moldes. por. inyección. utilizando. tecnología. MIM.. Características y tendencias actuales En los últimos años ha aumentado el número de investigaciones relacionadas con la evaluación del desempeño de los moldes y su capacidad de operar bajo condiciones críticas mediante la utilización e implementación de diferentes tecnologías. Asociado a lo anterior varios son los autores que enfatizan en el estudio de las tendencias recientes en cuanto al tamaño del polvo y la composición de los elementos aditivos a utilizar para mejorar la compactación de la mezcla para brindar un correcto moldeado de las piezas sin que presenten desperfectos técnicos que impidan su correcto funcionamiento. Según lo planteado por S. Molas [2] en su estudio de la resistencia a fatiga térmica en moldes de inyección de aluminio utilizando aceros de alta conductividad térmica, afirma que existen mecanismos de fallo que determinan la durabilidad de un molde de inyección de aluminio a alta presión, estas están relacionadas con las solicitaciones termo-mecánicas de la superficie, planteando que existen variaciones de temperatura y cargas mecánicas, las cuales afectan las propiedades superficiales del molde (dureza, resistencia, etc.) induciendo la aparición de grietas. Con el fin de retardar la aparición de estas grietas se ha desarrollado una generación de aceros caracterizados por poseer elevados valores de difusividad térmica denominados HTCS (High Thermal Conductivity Steel) contribuyendo al aumento de la vida útil del molde de inyección. Otro modelo importante ha sido el propuesto por Sotomayor Lozano M. Eugenia [11], en su tesis doctoral donde realiza un estudio de los procesos por inyección y extrusión de piezas de aceros inoxidables; según este autor la preparación y caracterización del sistema ligante es muy importante en el caso del moldeo por inyección de polvos metálicos debido a que una correcta preparación de la mezcla atendiendo al tamaño de partícula del polvo contribuye al mejoramiento de las. ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE PARA LA OBTENCIÓN DE CENICERO POR INYECCIÓN DE METAL.
(33) FUNDAMENTOS SOBRE EL MOLDEO POR INYECCIÓN DE METAL 11 ________________________________________________________________________________________________________________________________________________. propiedades reológicas del feedstock, mejorando luego las propiedades mecánicas de las piezas conformadas. Muy relacionados con el concepto anteriormente expuesto A.Kearn y P.A. Davies [12], realizan una comparación sobre la influencia de un gas de atomización y agua en parámetros como temperatura y tensión última permitiendo el control de las asperezas en la superficie y en la fuerza de tensión final de los productos elaborados mediante el proceso MIM, atendiendo al grado de sinterizaciòn y la temperatura de las partículas influyendo positivamente en el mejoramiento de las propiedades de las piezas ya elaboradas contribuyendo a la competitividad del proceso sobre otros métodos de elaboración de piezas como se aprecia en la figura 1.2.. Figura 1.2: Análisis comparativo de propiedades mecánicas en la mezcla utilizando agua y un gas para atomizar.. Al igual que A.Kearn y P.A. Davies, Kearns Martin [12] analiza el efecto que proporciona la adición de una mezcla de gas y agua en la mezcla para lograr un efecto esferoidal en la partícula permitiendo la homogeneidad de la misma potenciando la aparición de superficies con un excelente acabado superficial. Este autor no tiene en cuenta la temperatura de sinterizado en su análisis pudiendo existir complejidades a la hora de conformar las piezas. ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE PARA LA OBTENCIÓN DE CENICERO POR INYECCIÓN DE METAL.
(34) FUNDAMENTOS SOBRE EL MOLDEO POR INYECCIÓN DE METAL 12 ________________________________________________________________________________________________________________________________________________. Aunque el país no cuenta con un relevante desarrollo tecnológico en cuanto a la tecnología MIM, existen en la EMI Ernesto Che Guevara de Manicaragua máquinas convencionales de inyección de metal que permiten el desarrollo de la industria militar en cuanto a dispositivos y accesorios para su implementación en este sector. Actualmente en Cuba se cuenta con máquinas de control numérico computarizado CNC que posibilitan la fabricación de moldes brindando una mayor exigencia tecnológica mediante el uso de software CAD, para diseñar y elaborar instrumentos crecidamente complejos, aspecto que permite el potenciamiento del desarrollo científico-técnico promovido por investigadores de diferentes Empresas e Instituciones fomentándose la reciprocidad de experiencias e ideas renovadoras en cuanto al tema. Las representaciones que anteriormente se plantean demuestran que el país, aunque carece de recursos para potenciar su desarrollo tecnológico, está encaminado hacia un avance escalonado de la tecnología. La Unión de Industrias Militares UIM es un ejemplo de superación en este ámbito debido a que sus resultados en la fabricación de moldes han logrado sustituir importaciones con la fabricación de elementos metálicos elevando la calidad del sistema defensivo del país satisfaciendo intereses propios de las FAR. Esto ha propiciado un ahorro considerable a la economía del país perfeccionando cada vez la viabilidad de creación de proyectos científicos en la región. 1.3. Características técnicas del sistema por inyección de metal. Variantes y componentes Estudios realizados por diferentes especialistas demuestran que la inyección de metal es un proceso mecánico en el cual el material fundido se comprime en un molde fragmentado, metálico y permanente. El desarrollo del proceso de llenado en este caso de estudio no está subordinado esencialmente al actuar de la influencia de la gravedad como se aprecia en la fundición en moldes de arena o en coquilla, sino que está determinado por la transformación de la energía de presión que incide sobre el volumen del metal fundido en energía cinética. También, en el marco de tema que se aborda, conviene hacer una distinción entre las clases que dividen la concepción de las máquinas de inyección, las cuales ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE PARA LA OBTENCIÓN DE CENICERO POR INYECCIÓN DE METAL.
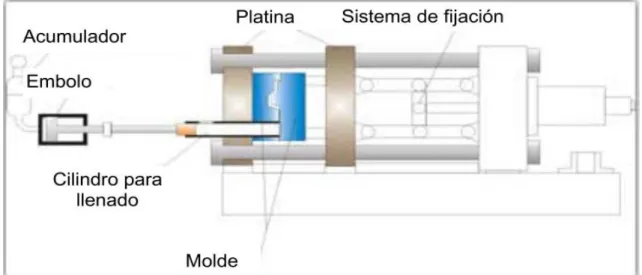
(35) FUNDAMENTOS SOBRE EL MOLDEO POR INYECCIÓN DE METAL 13 ________________________________________________________________________________________________________________________________________________. pueden presentarse con cámara caliente y con cámara fría de comprimido. El primero es utilizado para materiales metálicos donde su punto de fusión sea bajo asociados a temperaturas en el orden de los (310-390 oC) como el zinc y el plomo. A su vez las máquinas de cámara caliente son divididas en dos grupos, las que inyectan el metal mediante un pistón y las que realizan la operación mediante un compresor. El otro método es utilizado en materiales como el aluminio y el latón cuyo punto de fusión es mayor [13]. La investigación sobre las máquinas de fundición de cámara caliente y el molde de la pieza a conformar se ha concentrado inicialmente en las dimensiones óptimas que deben alcanzar el émbolo de inyección y el cilindro los cuales quedan sumergidos en el metal fundido y pueden estar sometidos a cambios en la estructura cristalina del material de los mismos debido a la influencia de las altas temperaturas del metal fundido dentro del horno de mantenimiento. También han sido estudiados parámetros de funcionamiento de la máquina como la potencia necesaria para el bombeo del material que va a ser insertado en la cavidad del molde proveniente de un acumulador hidráulico. Este dispositivo recibe aceite por medio de una bomba, a un régimen tal, que permita al acumulador alcanzar presiones que estén por encima del nivel de operación deseado cada vez que se vaya a producir una pieza. Esta operación se realiza antes de cada inyección [13]. Un esquema de una máquina de este tipo se representa en la figura 1.3.. Figura 1.3: Componentes básicos para la inyección de cámara caliente.[13] ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE PARA LA OBTENCIÓN DE CENICERO POR INYECCIÓN DE METAL.
(36) FUNDAMENTOS SOBRE EL MOLDEO POR INYECCIÓN DE METAL 14 ________________________________________________________________________________________________________________________________________________. El proceso por inyección con cámara fría presenta diferencias con respecto al de cámara caliente debido a que el sistema para la inyección no se encuentra sumergido en el metal líquido. En el lugar que este ocupa la carga de metal previamente fundido es transportado mediante un dispositivo denominado cuchara de colada, del crisol a un contenedor donde un émbolo accionado hidráulicamente empuja el metal hacia el interior del molde. El exceso de material es utilizado para lograr la introducción de una mayor cantidad de metal fundido hacia la cavidad del molde teniendo como objetivo compensar la contracción producida durante la contracción para evitar la presencia de grietas o discontinuidades en la superficie de la pieza. Las piezas que se obtienen mediante este método pueden estar concebidas hasta los 15 kg. En la figura 1.4 se aprecia una representación de una máquina de cámara en frío.. Figura 1.4: Componentes básicos para la inyección con cámara fría.. Sobre esta base numerosos investigadores han realizado estudios sobre el diseño de la máquina de inyección, los cuales han propuesto desarrollar un conjunto cuya función principal sea la de procesar el material hasta lograr la obtención de un artículo específico. Una representación gráfica de esta maquinaria se muestra en la figura 1.5 que se emplea como soporte teórico de esta investigación, por considerar que resulta la más pertinente con el análisis que se realiza.. ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE PARA LA OBTENCIÓN DE CENICERO POR INYECCIÓN DE METAL.
(37) FUNDAMENTOS SOBRE EL MOLDEO POR INYECCIÓN DE METAL 15 ________________________________________________________________________________________________________________________________________________. Figura 1.5: Esquema genérico de la unidad por inyección [1].. Unidad de inyección La función principal de la unidad de inyección es la de fundir, mezclar e inyectar el metal. Para lograr esto se utilizan husillos de diferentes características según las propiedades del metal que se desea fundir. La unidad de inyección es en origen una máquina de extrusión con un solo husillo, teniendo la cámara calentadores y sensores para mantener una temperatura programada constante. La profundidad del canal del husillo disminuye de forma gradual (o drástica, en aplicaciones especiales) desde la zona de alimentación hasta la zona de dosificación. De esta manera, la presión en la cámara aumenta gradualmente. Unidad de cierre Es una prensa hidráulica o mecánica, con una fuerza de cierre suficiente para contrarrestar la fuerza ejercida por el polímero fundido al ser inyectado en el molde. Si la fuerza de cierre es insuficiente el molde tenderá a abrirse y el material escapará por la unión del molde. Es común utilizar el área proyectada de una pieza (área que representa perpendicularmente a la unidad de cierre el total de la cavidad) para determinar la fuerza de cierre requerida, excluyendo posibles huecos o agujeros de la pieza (Ver ecuación 1.1). El parámetro fundamental para dimensionar una unidad de cierre es su fuerza para mantener el molde cerrado. ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE PARA LA OBTENCIÓN DE CENICERO POR INYECCIÓN DE METAL.
(38) FUNDAMENTOS SOBRE EL MOLDEO POR INYECCIÓN DE METAL 16 ________________________________________________________________________________________________________________________________________________. Usualmente se da este valor en toneladas (t). Otros parámetros importantes en una unidad de cierre son: la distancia mínima entre placas, la distancia máxima de apertura, las dimensiones de las placas y la distancia entre columnas, la carrera del sistema de expulsión. Estos datos son utilizados para dimensionar los moldes como se muestran en la ecuación 1.1. 𝐹 = 𝑃𝑚 ∗ 𝐴𝑝. (1.1). Ecuación 1.1: Fuerza necesaria para contrarrestar la fuerza ejercida por el metal fundido al ser inyectado en el molde.. Dónde: F= Fuerza (N) Pm= Presión media (Pa) Ap= Área proyectada (m2) 1.4- Defectos, causas posibles y soluciones en partes moldeadas Los defectos en partes moldeadas requieren experiencia tanto para ser identificados como para ser resueltos. Los operarios con años de experiencia en inyección son los mejores maestros de identificación y solución de problemas, ya que su experiencia les da las ideas y recursos necesarios para solucionar problemas rápidamente. La pieza fundida de calidad se diferencia por la homogeneidad, densidad de todos los cortes y la ausencia de defectos en la superficie. Se debe tener en cuenta que no cualquier defecto da desecho de las piezas fundidas, para desechar se relacionan solamente aquellos defectos que disminuyen las propiedades de servicio de la pieza. El estudio de los defectos de la colada con presión demuestra que los defectos principales de las piezas fundidas surgen dentro del intervalo de temperatura de cristalización del material. En la deformación de la pieza de fundido duro-líquido este último se somete a la acción de la presión exterior. Esto permite la homogeneidad de la construcción interior de la pieza y la disminución de su porosidad. Es necesario tener en cuenta que si un mismo régimen tecnológico conlleva a diferentes defectos, significa ante todo una huella de inestabilidad del trabajo de la máquina. En el (Anexo 2) se puede apreciar una representación de los principales defectos, sus causas posibles y las probables soluciones durante el proceso de inyección [14]. ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE PARA LA OBTENCIÓN DE CENICERO POR INYECCIÓN DE METAL.
(39) FUNDAMENTOS SOBRE EL MOLDEO POR INYECCIÓN DE METAL 17 ________________________________________________________________________________________________________________________________________________. 1.5. Características y aplicaciones sobre materiales que se aplican para el diseño de la tecnología MIM El estudio de las propiedades de los materiales que van a ser utilizados en el moldeo por inyección a presión es de vital importancia debido a que en la medida que estos son seleccionados correctamente facilitan una mayor capacidad de moldeo. En el (Anexo 3) se aprecia un resumen de las aplicaciones más importantes y materiales de mayor utilización en la industria de la inyección a presión. El moldeado por inyección de metal ofrece dos ventajas importantes cuando se lo compara con los procesos pulvimetalúrgicos convencionales: propiedades físicas mejoradas y mayor flexibilidad de diseño [1]. Más específicamente, los ingenieros pueden diseñar componentes con: . Propiedades mejoradas donde las piezas consiguen una densidad entre 95 y 98%, obteniendo las propiedades del material moldeado. Obtienen una mayor resistencia mecánica, mejor resistencia a la corrosión y propiedades magnéticas mejoradas en comparación con los procesos pulvimetalúrgicos convencionales.. . Detalles mejorados: Se pueden fabricar funciones complejas como colas de milano, ranuras, muescas, roscas y superficies curvas complejas. Además, se pueden producir piezas cilíndricas con mayor proporción de largo por diámetro.. . Desperdicio/trabajo en máquina reducido: La capacidad para brindar componentes sinterizados elimina muchas operaciones secundarias.. . ·Mayor libertad en el diseño: Ofrece flexibilidad en el diseño similar al moldeado por inyección de plástico y produce piezas geométricamente complejas que no pueden producirse mediante procesos metalúrgicos de alto rendimiento.. . Ensambles reducidos: Presenta una mayor capacidad para combinar piezas de acoplamiento en un único componente más complejo.. Se reportan algunos estudios relacionados con la utilización de los diferentes tipos de materiales empleados en esta innovadora tecnología, diversas son las ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE PARA LA OBTENCIÓN DE CENICERO POR INYECCIÓN DE METAL.
(40) FUNDAMENTOS SOBRE EL MOLDEO POR INYECCIÓN DE METAL 18 ________________________________________________________________________________________________________________________________________________. aleaciones que han sido estudiadas con profundidad que por sus características presentan una adecuada capacidad para ser inyectados [15]. 1.5.1. Aleaciones aplicadas a la tecnología MIM. Descripciones generales Para el moldeo por inyección a presión se emplean ampliamente las aleaciones a base aluminio las cuales tienen una mejor conjugación de las propiedades físicas, mecánicas y tecnológicas. Las aleaciones a base de Zinc en comparación con las de base aluminio poseen mejores propiedades de fusión y aproximadamente iguales. características. de. resistencia,. asimilando. magníficamente. los. recubrimientos electrolíticos, pero estas son 2,5 veces más pesadas que las de base aluminio, tienen baja conductividad eléctrica y de calor conservando su capacidad de trabajo en un intervalo relativamente estrecho de temperatura. Aleaciones a base de Magnesio: Son las más ligeras, cerca de las aleaciones a base aluminio por las propiedades mecánicas, con excepción de un bajo módulo de elasticidad, absorben muy bien las vibraciones, poseen una alta resistencia al impacto y estabilidad de las dimensiones en el envejecimiento. Las principales desventajas de las aleaciones a base magnesio son: . Alta propensión al surgimiento de grietas durante el proceso de la merma de la pieza fundida.. . Baja resistencia a la corrosión durante a su explotación.. Aleaciones a base Cobre: Presentan altas propiedades mecánicas y conductividad eléctrica, pero en comparación con las de base aluminio ellas son tres veces más pesadas y poseen malas propiedades de fusión y poca durabilidad del molde. Durante la inyección de aleaciones a base de cobre disminuye la calidad de la superficie de la pieza y aumenta el consumo para su fabricación. El acero significativamente sobrepasa por las propiedades mecánicas a las aleaciones de metales no ferrosos que se emplean en la colada a presión, pero exige para la fabricación de las partes de trabajo del molde materiales caros como el Molibdeno, Wolframio y otros materiales de alto punto de fusión [16]. En el (Anexo 4) se establece una comparación sobre diferentes aleaciones para la inyección a presión basada fundamentalmente en sus propiedades físicas, mecánicas y de fusión. ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE PARA LA OBTENCIÓN DE CENICERO POR INYECCIÓN DE METAL.
(41) FUNDAMENTOS SOBRE EL MOLDEO POR INYECCIÓN DE METAL 19 ________________________________________________________________________________________________________________________________________________. 1.6. Análisis de procedimientos teóricos y de cálculo. El diseño actual de moldes para inyección de metales ha sido influido por la solicitud continua de artículos que presentan diferentes configuraciones geométricas, además, este se ha modificado con el objetivo de que las piezas obtenidas carezcan de un costo elevado de producción, lo que implica rapidez de inyección, bajas temperaturas, y un ciclo de moldeo corto y preciso. Teniendo en cuenta las consideraciones anteriores varios autores han desarrollado estudios acerca de esta variante de moldeo. Profesionales como Porras Ruiz Fabian J. [7] han analizado factores como el tiempo de llenado del contenedor, volumen del mismo y trayectoria del pistón durante las fases de inyección. Según D.J. Sloane [17] mediante una variedad de ejemplos obtenidos de la práctica, refleja que repetidamente la fuerza de reacción real es menor que la teórica y esto resulta de vital importancia para el funcionamiento práctico de la fundición a presión, ya que permite trabajar con máquinas de menor fuerza de cierre, parámetro que no ha sido reflejado en el estudio de Porras Ruiz. Las teorías de llenado de las cavidades también han sido resaltadas en estos estudios, siendo analizadas por Fromer [18] donde establece que el metal se proyecta por el canal de colada hasta la pared posterior de la cavidad, así el llenado se realiza desde adentro hacia afuera, produciendo un mínimo contacto de flujo con las paredes del molde llamando su teoría como “Llenado a Chorro”. Por otro lado el investigador Brent [19], establece que el metal llena la cavidad empezando desde el ataque de colada hasta la parte posterior produciendo un contacto permanente con las paredes, enfriando más rápido el metal llamando esta teoría como “Llenado por almacenamiento”. Este autor analiza el espesor medio de la pieza donde asume este elemento como una placa plana de espesores uniformes de solidificación, de esta forma el espesor puede ser determinado por la fórmula 1.2. 𝐸𝑚 =. 𝑉𝑝 𝑆𝑝. (𝟏. 𝟐). Donde: 𝐸𝑚- Espesor medio.(mm) ________________________________________________________________________________________________________________________________________________. DISEÑO DE MOLDE PARA LA OBTENCIÓN DE CENICERO POR INYECCIÓN DE METAL.
Figure

![Figura 1.3: Componentes básicos para la inyección de cámara caliente.[13]](https://thumb-us.123doks.com/thumbv2/123dok_es/7321695.452223/35.918.132.785.453.1001/figura-componentes-básicos-inyección-cámara-caliente.webp)
+7
![Figura 1.5: Esquema genérico de la unidad por inyección [1].](https://thumb-us.123doks.com/thumbv2/123dok_es/7321695.452223/37.918.147.779.115.382/figura-esquema-genérico-unidad-inyección.webp)

![Tabla 2.1: Espesor mínimo de paredes de piezas fundidas en mm [22].](https://thumb-us.123doks.com/thumbv2/123dok_es/7321695.452223/52.918.192.721.705.870/tabla-espesor-mínimo-paredes-piezas-fundidas-mm.webp)

Documento similar
"No porque las dos, que vinieron de Valencia, no merecieran ese favor, pues eran entrambas de tan grande espíritu […] La razón porque no vió Coronas para ellas, sería
que hasta que llegue el tiempo en que su regia planta ; | pise el hispano suelo... que hasta que el
Abstract: This paper reviews the dialogue and controversies between the paratexts of a corpus of collections of short novels –and romances– publi- shed from 1624 to 1637:
Habiendo organizado un movimiento revolucionario en Valencia a principios de 1929 y persistido en las reuniones conspirativo-constitucionalistas desde entonces —cierto que a aquellas
Por lo tanto, en base a su perfil de eficacia y seguridad, ofatumumab debe considerarse una alternativa de tratamiento para pacientes con EMRR o EMSP con enfermedad activa
The part I assessment is coordinated involving all MSCs and led by the RMS who prepares a draft assessment report, sends the request for information (RFI) with considerations,
o Si dispone en su establecimiento de alguna silla de ruedas Jazz S50 o 708D cuyo nº de serie figura en el anexo 1 de esta nota informativa, consulte la nota de aviso de la
• El monumento debió ser visible desde la ciudad dada la ubicación general en El Espinillo, un Mo- numento Conmemorativo y planteado en paralelo a otro en la barranca, debió
