Modernización de la máquina de soplado de polietileno Hesta
62
0
0
Texto completo
(2) Universidad Central “Marta Abreu” de Las Villas Facultad de Ingeniería Eléctrica Departamento de Telecomunicación y Electrónica. TRABAJO DE DIPLOMA Modernización de la máquina de soplado de polietileno Hesta Autor: Yordany Vera Fonseca. Tutor: Ing. Samy Brito Barroso Ing. Omar Hernández Jacomino. Santa Clara 2013 "Año 55 de la revolución".
(3) Hago constar que el presente trabajo de diploma fue realizado en la Universidad Central “Marta Abreu” de Las Villas como parte de la culminación de estudios de la especialidad de Ingeniería en Automática, autorizando a que el mismo sea utilizado por la Institución, para los fines que estime conveniente, tanto de forma parcial como total y que además no podrá ser presentado en eventos, ni publicados sin autorización de la Universidad.. Firma del Autor Los abajo firmantes certificamos que el presente trabajo ha sido realizado según acuerdo de la dirección de nuestro centro y el mismo cumple con los requisitos que debe tener un trabajo de esta envergadura referido a la temática señalada.. Firma del Autor. Firma del Jefe de Departamento donde se defiende el trabajo. Firma del Responsable de Información Científico-Técnica.
(4) i. PENSAMIENTO. No podemos dedicarnos solo a investigar…… Un importante trabajo en el área científica de nuestros investigadores y de nuestros profesionales, es recopilar y analizar informaciones y recoger experiencias de lo que se hace en el mundo. Fidel Castro Ruz..
(5) ii. DEDICATORIA. A mi madre y mi padre (Josefina Fonseca Muñoz y Silvio Vera Cruz) en primer lugar, por todos sus apoyos, especialmente en estos 6 años de mi vida, por compartir mis alegrías y llorar mis dolores en los momentos de desesperación, a ustedes les dedico especialmente este trabajo diploma con todo el amor del mundo. A mi sobrino Daniel A Delgado que es unas de las personas que me motivo al estudio de esta especialidad. A mi hermana y su esposo que siempre me han dado buenos consejos y me ha cérvido de mucho para la vida. A mi compañera de vida, que me apoyo siempre para que este sueño se realizara. A mis compañeros de trabajo, que me apoyaron siempre en todos los momentos..
(6) iii. AGRADECIMIENTOS. -A Dios. -En especial a mis padres por su apoyo, entrega y el aliento que me han dado cuando más lo he necesitado. -A todos mis familiares que siempre han estado pendiente de mí y me han brindado de una forma u otra su apoyo. -A todos mis compañeros de carrera, gracias por la paciencia que han tenido conmigo y toda su ayuda desinteresada. -A mis tutores Samy Brito Barroso y Omar Hernández Jacomino. por toda su. preocupación y dedicación. -A todos aquellos profesores, que de una forma u otra han contribuido en mi formación como profesional. -A todo aquel que de una manera u otra me han ayudado durante la realización de este trabajo diploma..
(7) iv. RESUMEN. En la actualidad el método de moldeo por soplado constituye uno de los más usados para la confección de artículos de plástico. En Cuba existen varias instituciones que desarrollan esta tarea, una de ellas es la EMI “Cte. Ernesto Che Guevara”. La modernización o retrofitting de máquinas de soplado se ha convertido en una meta a realizar. Su objetivo es recuperar y mejorar la capacidad productiva de aquellas máquinas que por su tiempo de uso resulta muy costoso su mantenimiento y adquisición de piezas de repuesto. En la empresa EMI existen tres máquinas con casi 15 años de explotación que requieren de este proceder, nuestro trabajo de diploma se basa en la propuesta de modernización para una de estas máquinas (Hesta) seleccionada por ser la de mayor estado de deterioro y por su gran capacidad de empleo para las producciones de la empresa. Actualmente tiene un alto grado de roturas por la imposibilidad de adquirir las piezas de repuesto para una adecuada disponibilidad técnica pues hoy ya está obsoleta la tecnología utilizada en su fabricación. En el presente trabajo se estudia el proceso de conformación por soplado y se propone una metodología a seguir para lograr reconvertir la máquina. También se realiza la modelación del ciclo de trabajo de esta, para en caso de ser necesario realizar la programación del controlador..
(8) v. TABLA DE CONTENIDOS. PENSAMIENTO .....................................................................................................................i DEDICATORIA .................................................................................................................... ii AGRADECIMIENTOS ........................................................................................................ iii RESUMEN ............................................................................................................................iv INTRODUCCIÓN .................................................................................................................. 1 Organización del informe ................................................................................................... 2 CAPÍTULO 1. 1.1. CARACTERISTICAS GENERALES DE LAS MMS ............................. 4. Tipos de plásticos y su clasificación ........................................................................ 4. 1.1.1. Clasificación ..................................................................................................... 5. 1.1.2. Principales materiales plásticos que se transforman en la MMS B40 .............. 6. 1.2. Métodos de confección de artículos plástico ........................................................... 7. 1.3. Proceso de retrofitting y componentes empleados................................................... 9. CAPÍTULO 2. 2.1. CARACTERIZACIÓN DE LA MMS B40 ............................................. 10. Unidades básicas de una máquina de soplado de plástico ..................................... 10. 2.1.1. Unidad del extrusor ............................................................................................ 11. 2.1.2. Unidad de cierre ................................................................................................. 11. 2.1.3. Unidad de control de proceso ............................................................................. 13. 2.1.4. Unidad de potencia ............................................................................................. 14.
(9) vi 2.1.5. Molde .................................................................................................................. 15. 2.1.6. Unidad de enfriamiento ...................................................................................... 16. 2.2. Caracterización de la máquina de moldeo por soplado B40 .................................. 17. 2.2.1. Sistema hidraulico........................................................................................... 17. 2.2.2. Sistema control ............................................................................................... 19. 2.2.3Interfaz hombre máquina ...................................................................................... 19 2.2.4. Componentes del sistema de control .............................................................. 20. 2.2.5. Sistema de enfriamiento.................................................................................. 22. 2.3. Elementos necesarios para la modernización ......................................................... 24. 2.3.4. Accesorios y sensores ......................................................................................... 24. 2.3.5. Variador de frecuencia ....................................................................................... 26. 2.3.6. Características generales de los PLC y su implementación con otros. componentes para el sistema de control. .......................................................................... 28 2.4. Pasos a tener en cuenta para la modernización ...................................................... 31. CAPÍTULO 3.. PROPUESTA PARA LA MODERNIZACIÓN DE LA MMS B40 ....... 33. 3.1. Sistema de control propuesto ................................................................................. 33. 3.2. Modelo XGT y Master-K120S............................................................................... 33. 3.2.1. Instrucciones de la pantalla ................................................................................ 35. 3.2.2. Botones de interfaz hombre máquina ................................................................. 36. 3.3. Conexión del sistema de control a los principales componentes de le MMS. ....... 37. 3.4. Análisis económico. ............................................................................................... 41. 3.5. Análisis medio ambiental. ...................................................................................... 42. 3.6. Marco legal............................................................................................................. 43. CONCLUSIONES Y RECOMENDACIONES ................................................................... 45 Conclusiones ..................................................................................................................... 45.
(10) vii Recomendaciones ............................................................................................................. 45 REFERENCIAS BIBLIOGRÁFICAS ................................................................................. 46 ANEXOS .............................................................................................................................. 48 Anexo I Anexo II. Propuesta de los componentes necesarios para la modernización .................. 48 Datos necesarios para el análisis económico. ............................................. 52.
(11) INTRODUCCIÓN. 1. INTRODUCCIÓN. El moldeado de plástico ha alcanzado un alto desarrollo a nivel mundial, debido a que los productos plásticos sustituyen a otros tradicionales como el acero, la madera y el papel. Su introducción en Cuba responde a la fácil obtención de la materia prima. En tal sentido resulta evidente un aumento de la comercialización de productos plásticos en el país. La empresa EMI “Cte. Ernesto Che Guevara” ubicada en la provincia de Villa Clara municipio Manicaragua, constituye una de las primeras industrias en asumir esta técnica. Debido a ello se introdujeron en la fábrica varias máquinas de soplado de plástico. La Hesta, con más de 20 años de explotación es una de ellas. Diseñada para trabajar continuamente todo el año en turnos rotatorios de 24 horas, sufre gran cantidad de interrupciones, debido a roturas, que afectan su eficiencia. Posee un sistema de control obsoleto que no permite realizar muchas funciones presentes en las Máquinas de Moldeo por Soplado (MMS) modernas. Su reparación se hace muy difícil pues el fabricante ya no produce piezas para este tipo de maquinarias. Por ello la producción de piezas y la productividad de la empresa se ven afectadas. En función de lo antes planteado resulta pertinente la modernización de la máquina. Respondiendo a tal demanda la presente investigación pretende proponer la sustitución de los componentes que tengan desgaste, así como el sistema de control, para de esta forma lograr condiciones óptimas de producción, logrando ahorrarle a la empresa dinero en la compra de una máquina nueva y humanizar más el trabajo de los operadores. Este tipo de trabajo conocido como retrofitting en el mundo de la ingeniería, se lleva a cabo en muchos lugares, principalmente en países desarrollados como Portugal, Italia, Estados Unidos etc. Actualmente resulta más económico modernizar una máquina de soplado que.
(12) INTRODUCCIÓN. 2. adquirir una nueva. Se contaría así con un equipo que ofrecería las mismas prestaciones que otro de última generación. Teniendo en cuenta lo expresado anteriormente se definen como objetivos de este trabajo de diploma:. Objetivo general: Diseñar un sistema de control para la máquina de soplado de plástico B40 a fin de perfeccionar su funcionamiento.. Objetivos específicos: Estudiar el funcionamiento general de las MMS y las especificaciones de la B40. Realizar estudio de los termoplásticos. Sustituir la instrumentación obsoleta en la MMS B40. Programar el PLC MK 120 que garantice el correcto funcionamiento de la maquina.. Organización del informe: El presente trabajo de diploma está constituido por tres capítulos, conclusiones, recomendaciones, referencias bibliográficas y anexos. Los contenidos de los capítulos, en forma resumida son los siguientes: Capítulo 1 Constituye una revisión bibliográfica sobre las máquinas de soplado de plástico y sus principales componentes. Incluye una explicación de los plásticos más usados y su clasificación. Explica las formas de moldear los mismos, haciendo énfasis en el moldeo por soplado. Se realiza una introducción a las MMS, sus principales componentes, características y funcionamiento. Capítulo 2 Especifica las características de la MMS B40. Se define sus principales unidades y se explican los diferentes sistemas que la componen. Culmina con los tipos de accesorios y sensores que deben ser ubicados para que el proceso de modernización sea exitoso. Incluye.
(13) INTRODUCCIÓN. 3. la metodología para implementar los cambios propuestos. Explica los pasos a seguir, las medidas de protección a tener en cuenta y como realizar la integración de los componentes. Capítulo3 Incluye la propuesta de un nuevo sistema de control explicando sus particularidades. Además el sistema de comunicación empleados entre los dispositivos utilizados. También se explica el funcionamiento de cada pantalla del sistema de control propuesto y se muestran los esquemas eléctricos realizados para la conexión de los componentes. Finalmente se hace un análisis económico del proceso y su implicación con el medio ambiente, además del marco legal en que se desarrolló este proyecto..
(14) CAPÍTULO 1CARACTERISTICAS GENERALES DE LAS MMS. 4. CAPÍTULO 1. CARACTERISTICAS GENERALES DE LAS MMS. Para realizar la modernización es necesario conocer a fondo el funcionamiento de las MMS y en especial de la B40. Con este fin se explicarán las principales unidades de la máquina y su principio de funcionamiento, principales materias primas con que trabaja además de las partes que la componen. También se tienen en cuenta los componentes fundamentales, los parámetros principales para que funcione de forma correcta y algunas otras características de la B40. Además se exponen las principales características de las MMS. Luego se da una explicación de los tipos de plástico y los métodos para elaborar artículos de este material. Se hace mención al principio de soplado de plástico, dando una breve explicación del mismo. Concluye el capítulo con una reseña de las principales partes de las máquinas de moldeo por soplado y su funcionamiento tanto a nivel general, como a nivel de sus principales componentes. 1.1. Tipos de plásticos y su clasificación. Para comprender mejor qué es un material plástico, es necesario explicar algunos conceptos químicos asociados a su estructura y los tipos de plásticos. Polímeros: Polímero, sustancia que consiste en grandes moléculas formadas por muchas unidades pequeñas que se repiten, llamadas monómeras. El número de unidades que se repiten en una molécula grande se llama grado de polimerización. Los materiales con un grado elevado de polimerización se denominan altos polímeros. Los homopolímeros son polímeros con un solo tipo de unidad que se repite. En los copolímeros se repiten varias unidades distintas. La mayoría de las sustancias orgánicas presentes en la materia viva, como las proteínas, la madera, la quitina, el caucho y las resinas, son polímeros; también lo.
(15) CAPÍTULO 1CARACTERISTICAS GENERALES DE LAS MMS. 5. son muchos materiales sintéticos como los plásticos, las fibras, los adhesivos, el vidrio y la porcelana(ARIAS 2001). 1.1.1 Clasificación Los plásticos se pueden clasificar de acuerdo a varios parámetros, las más usadas actualmente son: Dependiendo de su estructura Los polímeros pueden subdividirse en tres o cuatro grupos estructurales(INTRGLOBAL 2011). Las moléculas de los polímeros lineales consisten en largas cadenas de monómeros unidos por enlaces como las cuentas de un collar. Ejemplos típicos son el polietileno, el alcohol polivinílico y el policloruro de vinilo (PVC). Los polímeros ramificados tienen cadenas secundarias que están unidas a la cadena principal. La ramificación puede ser producida por impurezas o por la presencia de monómeros que tienen varios grupos reactivos. Los polímeros compuestos por monómeros con grupos secundarios que forman parte del monómero, como el poliestireno o el polipropileno, no se consideran polímeros ramificados. En los polímeros entrecruzados dos o más cadenas están unidas por cadenas secundarias. Con un grado pequeño de entrecruzamiento se obtiene una red poco compacta esencialmente bidimensional. Los grados elevados de entrecruzamiento dan lugar a una estructura compacta tridimensional. El entrecruzamiento es producido normalmente por reacciones químicas. Un ejemplo de estructura entrecruzada bidimensional es el caucho vulcanizado, en el cual los eslabones están formados por átomos de azufre. Los duroplásticos son polímeros entrecruzados con una estructura tan rígida que al calentarse se descomponen o arden en lugar de fundirse(ETD 2013). Dependiendo de su origen: (Morales 2005) Naturales: Son compuestos orgánicos, que pertenecen a organismos, y forman parte de su estructura. Artificiales: Son polímeros que no existen en la naturaleza, pero que están formados a partir de compuestos naturales poliméricos, y han sido modificados artificialmente..
(16) CAPÍTULO 1CARACTERISTICAS GENERALES DE LAS MMS. 6. Sintético: Son creados totalmente por el hombre a partir de compuestos orgánicos derivados del petróleo y del gas natural. Dependiendo de su comportamiento ante la temperatura:(Zamora 2012). Termofijos: Son aquellas resinas que ante el aumento de temperatura forman una estructura con enlaces tipo red, este tipo de enlace produce que al calentarlos nuevamente se quemen en lugar de reblandecerse, este tipo de material no se puede recuperar, no es reciclable. Termoplásticos: Se consideran termoplásticos aquellos que están formados por polímeros lineales o ramificados, estos se ablandan al calentarlos y se endurecen cuando se enfrían. El proceso de fabricación de plásticos consta de cuatro etapas: obtención de las materias primas, síntesis del polímero básico, obtención del polímero para las aplicaciones en las industrias y moldeo del plástico para obtener la forma final. La materia prima más común en la obtención de polímeros para hacer plásticos es el petróleo, aunque existen otros materiales de los cuales podemos obtenerlos como son: resinas de origen vegetal, aceites de semillas y derivados del almidón(INTRGLOBAL 2011).. 1.1.2 Principales materiales plásticos que se transforman en la MMS B40 Con el desarrollo de la ciencia y la técnica la industria del plástico se fue desarrollando. A partir de ello se logró obtener diferentes tipos de plásticos que de acuerdo a su composición química y estructura cada uno cuenta con un número de propiedades físicas y mecánicas que lo hacen apropiados para la fabricación de diferentes productos. Los principales plásticos que son procesados en las MMS y sus principales características son: Polietileno de alta densidad (PEAD): El producto acabado cuenta con las siguientes propiedades: Alta rigidez, estabilidad a la temperatura, estabilidad de forma, buena dureza superficial, buenas propiedades dieléctricas, insípido e inodoro, resistente a la ebullición, permeable a los hidrocarburos, alcoholes y gases, resistentes a los rayos X y los agentes químicos(FINATHENE 5502 2012). Polietileno de baja densidad (PEBD): Los objetos obtenidos presentan las siguientes características; (INTRGLOBAL 2012).
(17) CAPÍTULO 1CARACTERISTICAS GENERALES DE LAS MMS. 7. Una ramificación lateral cada 20-30 carbonos. Las ramificaciones laterales funcionan como lubricantes. Facilidad en el proceso. Ramificaciones largas generan buena estabilidad de la burbuja. Estructura amorfa, alta transparencia. Baja resistencia a la tensión. Enfriamiento rápido. Bajo punto de reblandecimiento. Punto de fusión entre 105-115 ºC. 1.2. Métodos de confección de artículos plástico. Después de exponer los conceptos químicos elementales para comprender qué son los materiales plásticos, los grupos en que es clasifican y las características de cada uno de los plásticos fundamentales que se utilizan en nuestro país, estamos en condiciones de conocer cómo se realiza la transformación de estos. Los principales métodos de moldeado son: compresión, inyección, extrusión, termo conformado y soplado hueco(García 2011). Todos estos métodos consisten en calentar el plástico y darle forma, pero en dependencia de la forma que se quiera lograr, usamos uno u otro, debido a que sus particularidades tienen ventajas a la hora de confeccionar las piezas. En el moldeo por soplado hueco cuenta de una extrusora la cual plastifica el material y la lleva a un cabezal el cual es el encargado de obtener el parizón o manga, el molde es abierto y llenado con una gran cantidad de material y es cerrado bajo presión hidráulica, causando que el material cubra toda la parte interior del mismo. El molde se mantiene cerrado hasta que una presión de aire lo obliga a cubrir toda cavidad del mismo, después de un determinado tiempo el material se habrá enfriado, seguidamente el molde es abierto. La velocidad del ciclo es determinada por la rapidez con que el material usado se enfría, esto depende en la conductibilidad térmica del material y de la capacidad de enfriamiento del molde. La pieza o parte final se obtiene al abrir el molde y sacar de la.
(18) CAPÍTULO 1CARACTERISTICAS GENERALES DE LAS MMS. 8. cavidad la pieza moldeada. Ejemplo de piezas obtenidas por este proceso tenemos envases de distintas medidas y formas como son los bidones de 330mL, 750mL y 1L, empleados especialmente en la industria de perfumería Súchel y en la industria farmacéutica Labiofan. El proceso de moldeo por soplado es complicado. En ocasiones, un diseño defectuoso de la pieza o del molde puede traducirse en resultados poco aceptables(B2Bportales 2011). Cuando no vigilan los procesos, aumenta el índice de desechos y el rechazo de piezas por parte del cliente, lo cual puede suponer importantes pérdidas financieras. El proceso de extrusión consiste en estirar el plástico sin llegar al punto de fundido. La aplicación de este método es en la producción continua de largos filamentos, como son: mangueras, tuberías, juntas, grandes rollos de nylon etc. El termo conformado consiste en calentar una hoja de plástico; la forma de la pieza se da con la forma que tenga el molde, tanto como por diferentes presiones de aire o por métodos mecánicos(Morales 2005). En ingeniería, el moldeo por inyección es un proceso semicontinuo que consiste en inyectar un polímero, o un metal en estado fundido (o ahulado) en un molde cerrado a presión y frío, a través de un orificio pequeño llamado boquilla. En ese molde el material se solidifica, comenzando a cristalizar en polímeros semicristalinos. Es el proceso más práctico, la operación es fácil, pero el equipo no. Este método es muy eficaz porque permite la confección de un gran número de elementos más rápido que los demás y obtener piezas de gran tamaño (hasta 8 kg) y variedad de formas(Zamora 2012). El moldeo por inyección es muy extendido, permite insertos de metal, altos índices de productividad, control de acabado superficial con la textura deseada y una buena precisión en las dimensiones(Morales 2005). Estos tipos de métodos de conformado de plástico se emplean en diferentes países como Estados Unidos, Canadá, Italia, Portugal, etc. y en el ámbito nacional en diferentes empresas como el IMPUD y la EMI Comandante Che Guevara ambas en la provincia de Villa Clara, Cepil en Ciego de Ávila etc..
(19) CAPÍTULO 1CARACTERISTICAS GENERALES DE LAS MMS. 1.3. 9. Proceso de retrofitting y componentes empleados.. El proceso de retrofitting consiste en la restauración o modernización de equipos y máquinas que por su largo período de explotación se han deteriorado sus principales mecanismos, componentes eléctricos y electrónicos, convirtiéndolos en equipos ineficientes y altos consumidores de energía. En el proceso de retrofitting en la máquina B40 se empleó como elemento principal de control del trabajo general de la máquina el PLC Master-K120s de la firma coreana LG. Se escogió este autómata por su bajo precio, fácil programación y comunicación de PLC a PLC y de PLC a panel editor. Se emplearon también en este trabajo otros componentes, como sensores de proximidad inductivos, controles de temperatura digital, etc. Todos estos elementos son de la firma japonesa OMRON de precio moderado y de alta calidad. Debido al alto precio de las máquinas en el mercado mundial, se han fundado diferentes empresas que se dedican al retrofitting, entre ellas la Tecnocanto en Portugal y HTMIR en Italia con las que nuestra Empresa tiene contratos de trabajo.. Resumen del capitulo. El desarrollo del capítulo contiene un breve estudio de los diferentes tipos de plásticos y su clasificación, teniendo en cuenta el PEAD como una de las materias primas fundamentales, en el proceso de extrusión por soplado y se mostraron los tipos de moldeado más comunes. Además se hace una breve reseña de los lugares que más se emplean estos métodos en el país y en mundo en general..
(20) CAPÍTULO 2. CARACTERIZACIÓN DE LA MMS B40. 10. CAPÍTULO 2. CARACTERIZACIÓN DE LA MMS B40. 2.1 Unidades básicas de una máquina de soplado de plástico Una MMS está compuesta por un grupo de unidades, cada una de ellas tiene un propósito específico en el funcionamiento de la máquina. Además contienen un grupo de componentes que son los que permiten realizar cada tarea. La figura 2.1 muestra un esquema general de una MMS con las principales unidades que las conforman.. Motor extrusor. Unidad de Extrusión. Tolva. Pizarra eléctrica. Motor bomba hidráulica. Unidad de cierre Tanque de aceite Figura 2.1. Esquema general de una MMS.
(21) CAPÍTULO 2. CARACTERIZACIÓN DE LA MMS B40. 11. 2.1.1 Unidad del extrusor La unidad del extrusor está conformada por el husillo y la cámara de extrusión, el cabezal y las resistencias alrededor de la cámara. El material sólido ingresa por la tolva a la zona de alimentación del husillo, en esta zona es transportado, por efecto de la rotación del husillo; finalmente el material es sacado por una parte del cabezal llamada macho e hilera. Durante el proceso de extrusión del material, el husillo gira constantemente a una velocidad definida por el operador, cuando se va a realizar la operación de conformado por soplado, el mismo continua girando sin detenerse para realizar el mismo proceso(Zamora 2012). En la figura 2.2 se puede ver cómo está conformada esta unidad:. Figura 2.2. Unidad de Extrusión 2.1.2 Unidad de cierre Consiste de una prensa conformada por dos placas que sujetan las dos partes del molde, estas partes son móviles. El sistema de accionamiento de las placas móviles puede ser de dos formas..
(22) CAPÍTULO 2. CARACTERIZACIÓN DE LA MMS B40. 12. 1-Por un cilindro hidráulico, una rueda dentada y una cremallera acoplados entre sí que funcionan en la misma dirección, es decir, cierran o abren al mismo tiempo. 2- Un cilindro hidráulico central. El exterior (camisa) del mismo está sujeto a una de las partes de las placas móviles y el interior (vástago) a unas columnas que sirven de guías y sujetan la otra parte de las placas móviles. El funcionamiento es el siguiente se hace accionar el cilindro introduciéndole por uno de sus extremos según el movimiento que se desea hacia adentro o afuera, que sería abrir o cerrar, una presión de aceite y el realiza un movimiento, atrayendo y empujando las placa. El parámetro fundamental para dimensionar una unidad de cierre es su fuerza para mantener el molde cerrado. Otros parámetros importantes en una unidad de cierre son: la distancia mínima entre las placas, la distancia máxima de apertura, las dimensiones de las placas y la distancia entre columnas. Estos datos se utilizan para dimensionar los moldes. La fuerza del cierre se obtiene normalmente por un sistema de presión hidráulico que actúa sobre cilindro hidráulico. Existen dos tipos de sistemas de cierre. Un cilindro hidráulico central Por un cilindro hidráulico, una rueda dentada y una cremallera acoplados entre sí.. Molde. Placas móviles. Placa fija. Molde. Placa fija. Cilindro hidráulico. Placas móviles. Columnas guías Figura 2.3. Sistemas de cierre.. Sistema cremallera. Cilindro hidráulico. Columnas guías.
(23) CAPÍTULO 2. CARACTERIZACIÓN DE LA MMS B40. 13. a) Un cilindro hidráulico central b) Por un cilindro hidráulico, una rueda dentada y una cremallera acoplados entre sí. El sistema por un cilindro hidráulico, una rueda dentada y una cremallera acoplados entre sí, nos brinda alta velocidad y fuerza del cierre, menor consumo de energía y puede soportar los esfuerzos no equilibrados. Como inconveniente se puede decir que requiere de mayor mantenimiento por el desgaste que tienen las partes móviles, la fuerza del cierre con el tiempo no puede ser la misma en toda el área de las partes en contacto(MAGIC 2001). Por su parte el sistema de un cilindro hidráulico central posee facilidad de ajuste en cambios de moldes y en los ajustes de presión y es el más común para este tipo de equipamiento. 2.1.3 Unidad de control de proceso Este equipo básicamente está compuesto por un sistema de control con componentes discretos como son temporizadores electromecánicos, controles proporcional–integral– derivativo (PID), relé electromagnético, contactores electromagnéticos y micros electromecánicos. Los temporizadores son los encargados del ajuste de tiempo de cada uno de los movimientos realizados siguiendo una secuencia lógica en conjunto con los micros electromagnéticos que son los responsables de limitar cada uno de los movimientos, en caso de existir una interrupción se completaría el tiempo máximo del ciclo y se interrumpiría el proceso de trabajo. Los controladores PID son los que se usan para el control de temperatura debido a su elevada velocidad de respuesta para mantener la temperatura a los niveles requeridos. En caso de existir una variación en las temperaturas ya sea por alta o disminución de las mismas, envían una señal a un sistema eléctrico elaborado con relé electromagnéticos y estos a su vez son los encargado de emitir otra señal a un buzzer y al mismo tiempo al panel de control para indicar el tipo de alarma mediante indicadores luminoso. Este sistema eléctrico mediante relé no solo son los encargados del control de alarmas sino que también proporcionan la ejecución manual y automática de todas las operaciones relacionadas. Esto facilita poder ajustar la máquina cuando se realice el cambio de.
(24) CAPÍTULO 2. CARACTERIZACIÓN DE LA MMS B40. 14. producción, para poder realizar los diferentes movimientos del molde, de soplador y del extrusor. También le brinda protección tanto para el molde y máquina como para los operarios. Por ejemplo, para la protección de operarios, la máquina no realizara ningún movimiento si las gualderas o puertas se encuentran abiertas y esta señal es enviada al sistema eléctrico por mediación de micros electromagnéticos, en caso de protección de la máquina por ejemplo al no tener las temperaturas acorde con el control PID no dejara encender el extrusor. El modo manual se caracteriza por un mayor intercambio entre el operador y la máquina, la forma más fácil de realizar los movimientos y de corregir los errores y ajustes de la misma, pues cada operación debe realizarse por separado, y es el operador quien ejecuta por medio de pulsadores, directamente en la botonera de comandos manuales, las acciones a realizar. La operación dura exactamente el tiempo que el operador mantiene presionado el pulsador. El modo de ejecución automático, es el modo de trabajo continuo que se emplea para lograr una ejecución simultánea una vez que la máquina sea ajustada, sin que el operador tenga que realizar alguna otra operación similar a la de modo manual. En caso de producirse alguna falla durante la operación se interrumpiría el modo automático y se pasaría al modo manual para llevar la ejecución de todos los movimientos a la posición inicial y repetir de nuevo la operación en automático. 2.1.4 Unidad de potencia Es el sistema que suministra la potencia necesaria para el funcionamiento de la unidad de extrusión, de la unidad de cierre y traslación. Los principales tipos de sistemas de potencia se pueden clasificar como:. Sistema de motor eléctrico con unidad reductora de engranajes Sistema de motor eléctrico con bomba hidráulica directa El sistema de motor eléctrico con unidad reductora de engranaje es el más utilizado generalmente en este tipo de máquinas de plástico. Este sistema se emplea específicamente.
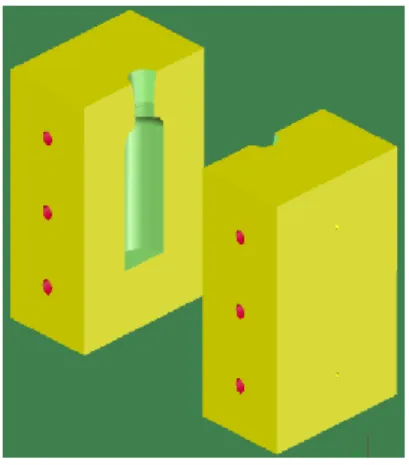
(25) CAPÍTULO 2. CARACTERIZACIÓN DE LA MMS B40. 15. para el giro del husillo y es comandado por un variador de frecuencia para lograr aumentar o disminuir la velocidad. Los sistemas de motor eléctrico con bomba hidráulica directa son los más comúnmente utilizados para los movimientos de todas las partes mecánicas de la máquina, su funcionamiento se basa en la transformación de la potencia hidráulica de los fluidos de aceite en potencia mecánica a través de cilindros hidráulicos(MAGIC 2001). A diferencia de los sistemas electromecánicos, donde la potencia es transmitida a través de engranajes, en un sistema con fluidos estos elementos se sustituyen, parcial o totalmente, por tuberías de conducción que llevan el fluido a presión a los pistones de soplado, cierre y traslación del molde. En los sistemas hidráulicos es común utilizar presiones que varían entre los 70 y 140 kg/cm2 (Zamora 2012). Este sistema posee ventajas con respecto al eléctrico, entre ellas están su fácil variación de velocidades, regulando el volumen de fluido; permitir arranques y paradas rápidas debido al pequeño momento de inercia. Uno de los requisitos básicos del moldeo con una máquina MMS eficiente consiste en tener un buen sistema hidráulico. Esto permite alcanzar una mayor presión y velocidad en sus movimientos. La selección y mantenimiento del fluido hidráulico son de mayor importancia. Los aceites no solamente han de ser claros y poseer la debida viscosidad, sino que debe ser antioxidantes y completamente saturados. De otro modo la sedimentación y los aumentos de espesor no tardarán en hacer su aparición. 2.1.5 Molde El molde contiene una cavidad que se llena con el plástico durante la extrusión, produciendo así una pieza con la forma deseada. El mismo consta de circuitos de enfriamiento por donde circula el agua y se produce entonces el enfriamiento por trasmisión de calor desde el material hacia el molde y desde este al agua. Estos circuitos de enfriamientos están divididos en varias partes del molde, enfriamiento del fondo, intermedio y superior. Esto facilita la obtención del artículo y aumenta la productividad..
(26) CAPÍTULO 2. CARACTERIZACIÓN DE LA MMS B40. 16. Figura 2.4. Molde de una MMS. Entre las funciones principales que cumple el molde es darle la conformación al artículo o embase plástico, las cuales obtendrá la forma y el acabado definido. Después se enfría la pieza hasta su solidificación para poder extraerla se abre el molde para la expulsión de las piezas moldeadas. Los metales y aleaciones usadas para la fabricación de moldes y sus partes deben tener la capacidad de trasmisión de enfriamiento para lograr una mayor productividad, además debe permanecer sin deformación bajo presiones extremas de soplado. Los materiales recomendados para su fabricación por lo general son el aluminio y el acero (48X) por todo lo antes expuesto. Por esta y otras razones, el molde es el componente de más valor en el proceso de soplado y por tal motivo se requiere la producción de grandes cantidades de piezas para que el proceso sea rentable(García 2009). 2.1.6 Unidad de enfriamiento La refrigeración de las MMS está a cargo de equipos de refrigeración generalmente. Los equipos de refrigeración son los encargados de enfriar el agua y otros líquidos que se encuentran a temperaturas altas para la función de enfriamiento de los moldes. La eficiencia global del sistema de enfriamiento está directamente relacionada con el diseño del sistema de distribución de agua caliente(MatriXclima 2011). El agua calentada se bombea a una estación de enfriamiento que es la encargada de hacer que la temperatura de la misma descienda por debajo de los 17 ºC que es la temperatura por lo general de trabajo para este tipo de producción, a través de un tanque y una bomba de.
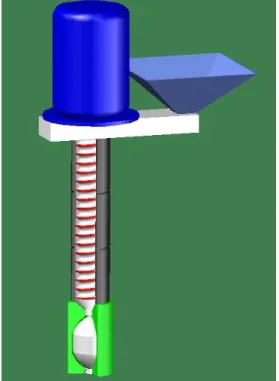
(27) CAPÍTULO 2. CARACTERIZACIÓN DE LA MMS B40. 17. recirculación conectada a varias máquinas de refrigeración las cuales realizan el proceso de enfriamiento. Esta tecnología es la más avanzada en este tipo de trabajo a nivel mundial(Piovan 2012). 2.2 Caracterización de la máquina de moldeo por soplado B40 La máquina de soplado de plástico B40 en su unidad de extrusión cuenta con un husillo de diámetro 50 mm. Otro parámetro fundamental es la presión máxima que alcanza la bomba para que pueda trabajar, en el caso de la B40 este valor llega hasta los 100 bar. El husillo gira a una velocidad que varía desde 0 hasta 70rpm. El husillo se halla dentro de la cámara de calentamiento que tiene una longitud de 1040mm y un diámetro de 100mm. La unidad de cierre se caracteriza por tener una fuerza de cierre de 350 toneladas(Bosch 2006), los moldes que utiliza puede alcanzar una altura máxima de 190mm y lograr una apertura hasta 120mm. La velocidad de cierre de este mecanismo es de 0.32s y la de apertura 0.55s. El mecanismo de expulsión es neumático y tiene una presión de aire 4 bar. Otra de las partes fundamentales de una MMS de plástico es la unidad de potencia, en la máquina B40, la misma está compuesta por dos motores, uno motor principal que gobierna la bomba hidráulica y tiene una potencia máxima de 7.5hp y el otro es el del extrusor que cuenta con una potencia máxima de 2.4hp. El peso neto de la máquina es de 1.8 toneladas, tiene una altura de 3.2m y ocupa un área de 2.1m2. 2.2.1 Sistema hidraulico El sistema hidráulico de la máquina de soplado está compuesto por: un motor eléctrico, una bomba hidráulica, siete electroválvulas, un tanque de aceite, tres cilindros para el movimiento de las partes, la unidad de cierre, traslación del carro y el soplo. La función del sistema hidráulico es convertir en energía mecánica la circulación del aceite para mover varios componentes de la máquina, en la figura 2.5 se ve un esquema mostrando cómo está formado este:.
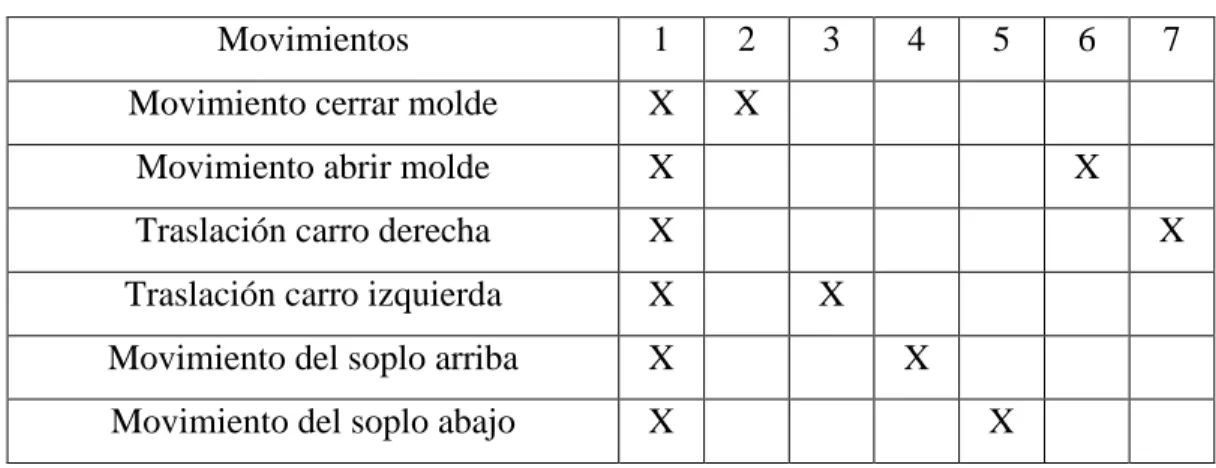
(28) CAPÍTULO 2. CARACTERIZACIÓN DE LA MMS B40. Cilindro. Cilindro. Cilindro. de soplo. del molde. traslación. 18. Figura 2.5. Sistema hidráulico de la máquina B40 Las electroválvulas que controlan los cilindros hidráulicos de la máquina B40 son de marca Vickers, serie DG4V, dicha serie son válvulas direccionales eléctricas de varias vías. Estas son totalmente permutables con válvulas Rexroth y Yuken. Se utilizan para varios sistemas hidráulicos pues pueden trabajar con un flujo máximo de 21 gpm y su conexión eléctrica puede configurarse como conexión individual o central. También tienen invalidación manual opcional(Bosch 2006). El motor que mueve la bomba consume 9.57 A, es alimentado con 440 VAC y alcanza una velocidad de 1740 rpm. Este motor mueve una bomba Vickers de paletas modelo 4525V, esta bomba puede alcanzar una presión máxima de 16.8 MPa(Zamora 2012). A continuación se muestra una tabla con las válvulas que son necesarias accionar para cada movimiento:.
(29) CAPÍTULO 2. CARACTERIZACIÓN DE LA MMS B40. 19. Tabla 2.1 Accionamiento de las válvulas para cada movimiento Movimientos. 1. 2. Movimiento cerrar molde. X. X. Movimiento abrir molde. X. Traslación carro derecha. X. Traslación carro izquierda. X. Movimiento del soplo arriba. X. Movimiento del soplo abajo. X. 3. 4. 5. 6. 7. X X X X X. Para movimiento del husillo es utilizado un motor eléctrico que es comandado por un variador de frecuencia. El movimiento del motor hace mover un reductor que está acoplado mediante una serie de engranajes al husillo, por lo que al rotar generan el movimiento del husillo y así ingresa más plástico a la cámara de calentamiento. 2.2.2 Sistema control El sistema de control está dividido en varias partes, dentro de las cuales se halla la interfaz hombre – máquina y componentes que lo conforman. 2.2.3 Interfaz hombre máquina La interfaz-hombre-máquina se hallan varios pulsadores que permiten la realización de algunos movimientos de la máquina y unos temporizadores que permiten al operador ajustar algunos parámetros del funcionamiento de la máquina como son el tiempo de soplado, tiempo de enfriamiento, tiempo de cierre y apertura del molde, etc. Este sistema presenta varios problemas porque es una tecnología obsoleta, tiene un tiempo de explotación de 15 años y es por ello que hay parámetros que no se pueden ajustar debido al desgaste de algunos pulsadores. A continuación se muestra los mismos en la figura 2.6:.
(30) CAPÍTULO 2. CARACTERIZACIÓN DE LA MMS B40. 20. Figura 2.6. Interfaz hombre máquina MMS B40 2.2.4 Componentes del sistema de control En el sistema de control están presentes contactores que no son más que dispositivos electromecánicos que funcionan como un interruptor controlado por un circuito eléctrico y temporizadores que son los encargados del ajuste de los tiempos de las diferentes funciones. Los contactores, por medio de una bobina y un electroimán, se accionan un juego de uno o varios contactos que permiten abrir o cerrar otros circuitos eléctricos independientes. Dado que el contactor es capaz de controlar un circuito de salida de mayor potencia que el de entrada, puede considerarse como un amplificador eléctrico. Por otra parte los temporizadores cuentan de un circuito de tiempo que es el encargado de accionar una bobina y esta a su vez cierra los contactos del mismo para dar salida y así controlar el proceso al que fue destinado. El tiempo se ajusta por medio de una resistencia variable (potenciómetro). Los contactores electromagnéticos presentes en la B40 son de la marca SIEMENS, de diferentes modelos acorde a las corrientes que manejan para gobernar los distintos elementos finales (motor, resistencias, etc.). La ventaja de los contactores.
(31) CAPÍTULO 2. CARACTERIZACIÓN DE LA MMS B40. 21. electromagnéticos es la completa separación eléctrica entre la corriente de accionamiento la que circula por la bobina del electroimán- y los circuitos controlados por los contactos, lo que hace que se puedan manejar altos voltajes o elevadas potencias con pequeñas tensiones de control. Se puede apreciar en la Figura 2.7 como se ubica este elemento.. Figura 2.7. Contactores electromagnéticos y temporizadores en la MMS B40. Para controlar los desplazamientos del mecanismo de cierre se usan interruptores límites (micros). Estos son contactos que están pegados a las partes fijas de la máquina para limitar el recorrido de cado movimiento de la misma,. y al cerrarse su contacto debido al. movimiento envía una señal de control a un circuito que actúa como señal de entrada a la tarjeta de control. Estos son ajustados por el operador manualmente, lo que conlleva a que estos procesos no sean exactos, sino aproximados y dependan de la experiencia del operador, además cuando se cambia un molde es necesaria su reconfiguración, en lo que se pierde tiempo y se deja de producir, disminuyendo la eficiencia de la máquina..
(32) CAPÍTULO 2. CARACTERIZACIÓN DE LA MMS B40. 22. Figura 2.8. Interruptores límites de desplazamiento del mecanismo de cierre.. También están presentes una serie de sensores que son los que facilitan la medición de la temperatura y presión. Para medir la temperatura se utilizan termopares tipo J, este sirve para un intervalo de medida entre los -100 a 850 ºC por lo que se ajusta al proceso de soplado. En la cámara de extrusión se hallan 3 sensores de este tipo, uno por cada zona de calentamiento del mismo y 2 en las zonas del cabezal. 2.2.5 Sistema de enfriamiento Para la extracción de las piezas del molde es necesaria la disminución de su temperatura, para ello se usa en la B40 de de enfriamiento de tiro forzado para reducir la temperatura del agua de enfriamiento (figura 2.9)..
(33) CAPÍTULO 2. CARACTERIZACIÓN DE LA MMS B40. 23. Figura 2.9. Equipo de enfriamiento de las MMS En este equipo de enfriamiento las máquinas de refrigeración son las encargadas de hacer bajar la temperatura del agua a la propuesta por el operador. Estos equipos de enfriamiento son muy eficientes, puesto que la presión del agua ejercida sobre los canales de enfriamientos del molde por una bomba recirculación es muy útil. El agua es enfriada por varias máquinas de refrigeración a través de unos capilares introducidos en un recipiente en contacto con el agua induciendo bajas temperaturas a la misma. Ente sistema es más eficiente que el de las torres de tiro forzado, que el aire es el encargado de realizar este procedimiento. Esto también significa que la productividad de la máquina tenga un aumento considerable por la rapidez con que se enfría el agua y con esta el molde..
(34) CAPÍTULO 2. CARACTERIZACIÓN DE LA MMS B40. 24. 2.3 Elementos necesarios para la modernización Para modernizar la máquina de soplado B40 además de la interfaz hombre- máquina se hacen necesarios una serie de accesorios y sensores debido a que algunos se pierden al cambiarse el sistema de control de la máquina vieja y otros son necesarios para la implementación del sistema de control nuevo. También se deben agregar una serie de elementos que mejoran el rendimiento de la máquina así como su consumo energético. 2.3.4 Accesorios y sensores Para modernizar la máquina se hace necesario sustituir y agregar sensores y accesorios nuevos. Luego de realizado un análisis se demuestra que es necesaria la compra de termopares, sensores de proximidad, reguladores de presión, contactores electromagnéticos, relé triac, relés térmicos y relé electromagnéticos(Farnell 2006). Los termopares están hechos de dos alambres de metales diferentes unidos precisamente en el punto de medición, conocido como unión caliente. Un pequeño voltaje llamado Seebeck, en honor a su descubridor, aparece entre los dos alambres en función de la temperatura de esa unión y, ese voltaje es la señal que actúa sobre el controlador de temperatura. Los termopares son en general de los sensores los más baratos y los más robustos, aunque para evitar errores de materiales disímiles, los cables de extensión deben ser del mismo material del termopar. Existen termopares apropiados para diferentes rangos de temperatura y diferentes ambientes industriales(Zamora 2012). Los sensores de proximidad: como su nombre lo indica son los encargados de enviar una señal cuando estos son accionados por un objeto (metal, plástico, líquido, etc.) que se les aproxime a una distancia determinada según su capacidad y tamaño, esta señal pude ser tanto positiva (PNP) como negativa (NPN). Estos se clasifican en dos grupos, en inductivos y capacitivos, y operan en varios rangos de voltaje en dependencia su utilización(Farnell 2006). Los reguladores de caudal comúnmente funcionan como una especie de estranguladores de caudal de aceite y así de esta forma limitan la velocidad en el sistema que sea colocado..
(35) CAPÍTULO 2. CARACTERIZACIÓN DE LA MMS B40. 25. El contactor electromagnético es un componente electromecánico que tiene por objetivo establecer o interrumpir el paso de la corriente, ya sea en el circuito de potencia o en el circuito de control, en caso de ser contactores instantáneos esto ocurre tan pronto se energice la bobina. Es un dispositivo con capacidad de cortar la corriente eléctrica de un receptor o instalación, con la posibilidad de ser accionado a distancia, tiene dos posiciones de funcionamiento: una estable o de reposo, cuando no recibe acción alguna por parte del circuito de mando, y otra inestable, cuando actúa dicha acción(Zamora 2012). Los relé triac son componentes que operan por medio de una señal enviada por un control PID a la parte de control del mismo, este por mediación de un circuito de control permite el paso de la corriente por la parte de potencia. La señal por los terminales de control como la corriente y la tención por los terminales de potencia varían en dependencia el tipo de control PID que se utilice y de la corriente y la tensión que se emplee(Farnell 2006). El relé térmico es un elemento de protección que se ubica en el circuito de potencia, contra sobrecargas. Su principio de funcionamiento se basa en la deformación de ciertos elementos, bajo el efecto de la temperatura, para accionar, cuando este alcanza ciertos valores, unos contactos auxiliares que desactiven todo el circuito y energicen al mismo tiempo un elemento de señalización. El bimetal está formado por dos metales de diferente coeficiente de dilatación y unidos firmemente entre sí, regularmente mediante soldadura de punto. El calor necesario para curvar o reflexionar la lámina bimetálica es producido por una resistencia, arrollada alrededor del bimetal, que está cubierto con asbesto, a través de la cual circula la corriente que va de la red al motor. Los bimetales comienzan a curvarse cuando la corriente sobrepasa el valor nominal para el cual han sido dimensionados, empujando una placa de fibra hasta que se produce el cambio de estado de los contactos auxiliares que lleva. El tiempo de desconexión depende de la intensidad de la corriente que circule por las resistencias(Zamora 2012). Los relés electromagnéticos al igual que el contactores electromagnéticos son componente electromecánico que tiene por objetivo establecer o interrumpir el paso de la corriente, pero en este caso se emplea fundamentalmente en los circuitos de control, es decir, poca potencia. Estos también funcionan de dos formas; dejar pasar la señal por medio de sus contactos cuando es comandado y se llama (NO) y la otra forma es viceversa cuando no es comandado y se denomina (NC)(Farnell 2006)..
(36) CAPÍTULO 2. CARACTERIZACIÓN DE LA MMS B40. 26. En la siguiente figura se muestran algunos de estos accesorios.. Figura 2.10. Contactor electromagnético, temporizador, sensores de proximidad y PLC. En el anexo 1 se muestra una tabla con el resto de los componentes necesarios para llevar a cabo la modernización de la máquina. 2.3.5 Variador de frecuencia La ubicación de un variador de frecuencia para controlar la velocidad del motor extrusor logra hacer más eficiente el trabajo de la máquina y contribuye al ahorro energético además de prolongar la vida útil del motor. Un variador de frecuencia es un sistema para el control de la velocidad rotacional de un motor de corriente alterna (AC) por medio del control de la frecuencia de alimentación suministrada al motor. Los dispositivos variadores de frecuencia operan bajo el principio de que la velocidad sincrónica de un motor de corriente alterna está determinada por la frecuencia AC suministrada y el número de polos en el estator, de acuerdo con la relación: (ELECTRIC 2008).. RPM = Revoluciones por minuto f = frecuencia de suministro CA (Hz) p = Número de polos.
(37) CAPÍTULO 2. CARACTERIZACIÓN DE LA MMS B40. 27. Estos se utilizan si es necesario en la industria el dominio de par y la velocidad; la regulación sin golpes mecánicos; así como movimientos complejos y mecánica delicada(ELECTRIC 2008). Los variadores de velocidad están preparados para trabajar con motores trifásicos asincrónicos de rotor jaula de ardilla o bobinado. La estrategia de control es realizada por un microprocesador que, para lograr el máximo desempeño del motor dentro de todo el rango de velocidad, utiliza un algoritmo de control vectorial de flujo. Este algoritmo por medio del conocimiento de los parámetros del motor y las variables de funcionamiento (tensión, corriente, frecuencia, etc.), realiza un control preciso del flujo magnético en el motor manteniéndolo constante independientemente de la frecuencia de trabajo. Al ser el flujo constante, el par provisto por el motor también lo será(ELECTRIC 2008). Para definir el equipo más adecuado para resolver una aplicación de variación de velocidad, deben tenerse en cuenta los siguientes aspectos:(Varispeed -F7 2008). Tipo de carga: Par constante, par variable, potencia constante, cargas por impulsos. Tipo de motor: De inducción rotor jaula de ardilla o bobinado, corriente y potencia nominal, factor de servicio, rango de voltaje. Rangos de funcionamiento: Velocidades máximas y mínimas. Necesidad de ventilación forzada del motor. Par en el arranque: Verificar que no supere los permitidos por el variador. Si supera el 170% del par nominal es conveniente sobredimensionar al variador. Frenado regenerativo: Cargas de gran inercia, ciclos rápidos y movimientos verticales requieren de resistencia de frenado exterior. Condiciones ambientales: Temperatura ambiente, humedad, altura, tipo de gabinete y ventilación. Aplicación multimotor: Prever protección térmica individual para cada motor. La suma de las potencias de todos los motores será la nominal del variador. Consideraciones de la red: Micro interrupciones, fluctuaciones de tensión, armónicas, factor de potencia, corriente de línea disponible, transformadores de aislación..
(38) CAPÍTULO 2. CARACTERIZACIÓN DE LA MMS B40. 28. Consideraciones de la aplicación: Protección del motor por sobre temperatura y/o sobrecarga, contactor de aislación, bypass, re arranque automático, control automático de la velocidad.. 2.3.6 Características generales de los PLC y su implementación con otros componentes para el sistema de control. Un PLC es un dispositivo electrónico operado digitalmente que utiliza la memoria programable para el almacenamiento interno de instrucciones a fin de implementar funciones específicas, tales como lógicas, secuenciales, tiempo, conteo y aritméticas y así controlar varios tipos de máquinas o procesos a través de módulos de entrada/salida analógicos o digitales(Bryan and Bryan 1997). Un PLC está compuesto por varios elementos, el conjunto de estos es lo que le da versatilidad y los hace funcionar. Sus partes fundamentales son: la unidad básica de procesamiento (CPU), módulos de entrada y salida, fuente de alimentación, interfaces y dispositivos periféricos. La unidad central de procesamiento (CPU) es donde se toman las decisiones relacionadas al control de la máquina o proceso. Durante su operación, la CPU recibe entradas de los dispositivos sensores, ejecuta las decisiones lógicas basándose en un programa almacenado en la memoria, y controla los dispositivos de salida de acuerdo al resultado de la lógica programada (Bryan and Bryan 1997). Los módulos de entrada y salida son los que conectan al PLC con los sensores y actuadores, a través de ellos se controla y monitorea el proceso. La fuente de alimentación convierte los voltajes de línea (110 a 220 VAC) a bajos voltajes (5, 12, 24 VDC) requeridos por la CPU y los módulos de entrada y salida. Los PLC tienen muchas ventajas, algunas de ellas son su efectividad para controlar sistemas complejos, su flexibilidad y gran capacidad computacional. También contienen una gran capacidad de entradas y salidas, lo que favorece su aplicación en sistemas de control para monitorear procesos. Además realiza operaciones a una gran velocidad.(Bryan and Bryan 1997). Estos dispositivos se pueden programar en varios lenguajes:(Bolton 2006)..
(39) CAPÍTULO 2. CARACTERIZACIÓN DE LA MMS B40. 29. Diagrama de contactos: El diagrama de contactos (Ladder Diagram LD, por sus siglas en inglés) es un lenguaje que utiliza un juego estandarizado de símbolos de programación. La representación del lenguaje de programación gráfico (esquema de contactos) es la más usada para hacer programas, esta es muy similar a la de los esquemas de circuitos. Los elementos de un esquema de circuitos como son: contactos normalmente cerrados y normalmente abiertos, se agrupan en segmentos, estos segmentos a su vez en el área de instrucciones de un bloque lógico. Cada segmento de un esquema puede contener instrucciones de entrada y salida. Las instrucciones de entrada realizan una comparación o prueba y coloca el estado del segmento dependiendo del resultado. Las instrucciones de salida examinan el estado del segmento y ejecutan alguna operación o función. Gráfico secuencial de funciones: El gráfico secuencial de funciones (SFC o Grafcet) es un lenguaje gráfico para describir ciclos automáticos mediante símbolos. Desarrolla los automatismos de una forma simple y de fácil comprensión para el que analiza esta representación gráfica. Soporta selecciones alternativas y secundarias paralelas. Los elementos básicos son etapas y transiciones. Una etapa puede ser inactiva o activa. En todo el Grafcet sólo una etapa puede ser activa en un momento dado. Para que una etapa sea activa ha tenido que preceder una transición en la que se han producido unas acciones. El franqueamiento de una transición provoca el paso de una etapa a otra dentro del ciclo de mando. Lista de instrucciones: La lista de instrucciones (IL o AWL) es un lenguaje de bajo nivel, en el que cada línea del programa contiene una operación que utiliza una abreviatura nemotécnica para representar una función de la CPU, (ejemplo, almacenar un valor en un registro). Las operaciones se unen y combinan en un programa, creando así la lógica de control de la aplicación. Diagrama de funciones: El diagrama de funciones (Function Block Diagram o FBD, por sus siglas en inglés) es un lenguaje gráfico que permite programar elementos que aparecen como bloques para ser cableados entre sí de forma análoga al esquema de un circuito. FBD es adecuado para muchas aplicaciones que involucren el flujo de información o datos entre componentes de control. Es el tipo más poderoso de los lenguajes de programación en cualquier marca de aparato, ya que es lo más cercano al lenguaje máquina y, puede hacer.
(40) CAPÍTULO 2. CARACTERIZACIÓN DE LA MMS B40. 30. uso de particularidades de los mismos microprocesadores, y con ello hacer más rápido un programa o, más compacto. Texto estructurado: El texto estructurado (Structured text o ST, por sus siglas en inglés) es un lenguaje de alto nivel estructurado por bloques que posee una sintaxis parecida al PASCAL. El ST, puede ser empleado para realizar rápidamente sentencias complejas que manejen variables con un amplio rango de diferentes tipos de datos, incluyendo valores analógicos y digitales. También se especifica tipos de datos para el manejo de horas, fechas y temporizaciones, algo importante en procesos industriales. El PLC se encarga de que cada fase del proceso sea efectuado en el orden cronológico correcto y sincronizado. También nos permite verificar automáticamente ciertas condiciones de la instalación como temperaturas, presiones, niveles y al detectar un exceso en los coeficientes máximos o mínimos de los parámetros actúa de dos formas: adopta las medidas necesarias para evitar desperfectos, o bien emite señales de aviso para el personal. Se caracteriza por permitir reprogramación, ocupar muy poco espacio en los circuitos eléctricos, consumir poca potencia y poseer auto-diagnóstico. Además pueden realizar operaciones aritméticas, manipulaciones complejas de datos, tienen capacidad de almacenamiento y pueden comunicarse más eficientemente con el programador y con otros controladores e incluso con otros PLC y paneles editores, también con computadoras en redes de área local. En la actualidad muchos PLC incorporan instrucciones y módulos para manejar señales analógicas y para realizar estrategias de control más sofisticado que el simple ON-OFF, tales como el control PID, inclusive con múltiples procesadores(Zamora 2012). Este sistema básicamente contiene dos controladores lógicos programables (PLC), panel editor y controlador PID para las resistencias eléctricas de la cámara de extrusión y del cabezal. El PLC permite programar la secuencia del ciclo de trabajo a través del panel editor y recibe señales de alarma, por irregularidad de temperaturas o finales de carrera, para detener el ciclo. Los controladores PID son los que se usan para el control de temperatura debido a su elevada velocidad de respuesta para mantener la temperatura a los niveles requeridos y son los encargados de enviar una señal al PLC cuando existe irregularidad en las temperaturas y.
(41) CAPÍTULO 2. CARACTERIZACIÓN DE LA MMS B40. 31. este es el encargado de emitir una señal a un buzzer y al mismo tiempo al panel editor para visualizar el tipo de alarma. El panel editor es el encargado de enviar al PLC todos los tiempos del ciclo de trabajo y de visualizar el proceso de tiempo de cada movimiento, las alarmas y las entradas / salidas del PLC. Este está equipado por una pantalla LCD en colores y varias teclas para el funcionamiento de la misma, posee un voltaje de operación: 24 vdc. La configuración de sus pantallas se puede mantener almacenados por más de cinco años en la condición de falta de energía. La misma cuenta con tres idiomas para su uso: inglés, coreano y español. Posee una comunicación serie de tipo (RS-232) con una velocidad de trasmisión de datos de 9600 bd con los PLC. Tiene una memoria de amplia capacidad de almacenamiento para guardar la configuración de sus pantallas. Además es muy fácil la adaptación del operador al trabajo con la interfaz del mismo. 2.4 Pasos a tener en cuenta para la modernización El procedimiento en la realización del proyecto de modernización, consiste en desmontar el sistema de control vigente e instalar el nuevo, seguido de la posterior puesta en marcha de la máquina. En la realización de esta tarea primero se define correctamente el cronograma apropiado para la instalación y puesta en marcha, para ello es necesario el estudio del esquema hidráulico y la elección correcta del accionamiento de las válvulas para los movimientos de la máquina. A partir del esquema eléctrico del sistema de control propuesto, se elige la ubicación de la entrada de los solenoides de las válvulas y todos los dispositivos que serán instalados. Finalmente se escogen los componentes que pueden ser reutilizados en el nuevo control y se preparan nuevos esquemas que ayuden a la instalación. Después de realizados los pasos anteriores se desarrolla una guía para el montaje del sistema de control nuevo. Es necesario seguir un orden para que el montaje sea exitoso y en el menor tiempo posible. Primero se comprueba si el funcionamiento de los elementos que no son retirados de la máquina (válvulas, motores y bomba) es correcto. En caso de ser necesaria la sustitución de una válvula, se debe realizar su cambio. A la vez se debe identificar las válvulas correspondientes a cada movimiento y enumerarlas como estaban anteriormente..
(42) CAPÍTULO 2. CARACTERIZACIÓN DE LA MMS B40. 32. Luego hay que eliminar el sistema de control presente, para ello se retira la interfazhombre-máquina, así como todo el cableado de la misma. Los contactores electromagnéticos, sensores, relés térmicos y todos los demás componentes que están conectados a la misma interfaz deben ser desconectados y removidos junto a sus cables correspondientes. Los cables del sistema hidráulico y eléctrico se deben retirar también. Después de remover las partes y accesorios innecesarios se ubican físicamente los sensores en su posición. Posteriormente se deben cablear todos los dispositivos a los módulos de entrada/salida del sistema de control propuesto y ubicar marcadores de PVC para señalizarlos. Se deben ubicar contactores electromagnéticos para controlar los circuitos que requieren de una potencia mayor que la suministrada por PLC. Para realizar esta tarea se debe guiar el trabajador por los esquemas eléctricos propuestos en el epígrafe 3.3. Cuando estén cableados todos los dispositivos se fija la interfaz-hombre-máquina y se conecta a la fuente de alimentación. Finalmente se comprueba el nuevo control, para ello se enciende el motor, se realiza la calibración hidráulica, se comprueba la conexión de los sensores y se gradúan los mismos. Para terminar se pone a funcionar la máquina en manual y después en automático. Aquí se verifica si funciona correctamente el sistema de control y se reajustan los parámetros necesarios..
(43) CAPÍTULO 3. PROPUESTA PARA LA MODERNIZACIÓN DE LA MMS B40. 33. CAPÍTULO 3. PROPUESTA PARA LA MODERNIZACIÓN DE LA MMS B40. Para realizar la modernización de la MMS B40 se debe diseñar una metodología a seguir. De esta forma se asegura la eficiencia en el trabajo y el ahorro de tiempo para llevarlo a cabo. La propuesta de modernización que se hace concluye con el diseño de esta metodología, en esta se describen los pasos a seguir, las medidas de seguridad y como realizar el proceso de reconversión de la máquina. La misma se explica en este capítulo. También se realiza modelación del ciclo de trabajo de la MMS, la misma puede ser usada en caso de no lograrse la compra del sistema de control propuesto. Basándose en esta se puede comprar otro PLC y realizar su programación. 3.1 Sistema de control propuesto Debido a las desventajas del sistema de control vigente en la máquina de soplado B40 y su desgaste, se hace necesario su cambio por uno nuevo con mejores prestaciones. Para ello luego de un estudio de las principales opciones se propone la modernización e instalación del sistema nuevo de control y de su funcionamiento. 3.2 Modelo XGT y Master-K120S El sistema de control propuesto es usado por varios fabricantes de máquinas tanto de inyección como de soplado de plástico (figura 3.1), está presente en una MMS y en una MMI de la empresa EMI. Cmdte Ernesto Che Guevara situada en el municipio de. Manicaragua y no han presentado roturas en varios de explotación, demostrando ser muy eficiente y fiable..
(44) CAPÍTULO 3. PROPUESTA PARA LA MODERNIZACIÓN DE LA MMS B40. 34. Figura 3.1 Interfaz Hombre-Máquina del XGT Este sistema tiene incluido en su programación la prevención contra arranque en frío, esto evita echar a andar la máquina sin que el plástico esté en condiciones no adecuadas (caliente) y que eso traiga consigo la rotura de algún componente de la máquina. Igualmente está disponible la configuración de alarmas mediante una señal de entrada enviada por los controles de temperaturas PID para control de alta y baja temperatura tanto en la cámara de extrusión como la del aceite, la detección automática de bloqueo de la máquina y la demora excesiva del tiempo de trabajo por un desperfecto eléctrico o mecánico. Otra ventaja de mucha importancia es la posibilidad de programación de los tiempos de trabajos. Esto hace muy versátil a la máquina de moldeo por soplado, pues existen piezas que para su confección necesitan más de una programación de determinados tiempos debido a su tamaño y forma. Esto hace posible realizar casi cualquier tipo de piezas de plástico dentro de su capacidad. En el XGT están presentes en unas de sus pantallas predeterminadas, siete parámetros de ajuste de tiempos para facilitar el proceso conformación de la pieza, tres de ellos forman parte del ajuste de las operaciones de soplado (retardo del tiempo de soplo, tiempo de soplado y retardo del tiempo de extracción) y los otro restantes parámetros para los movimientos del molde y del tiempo total del ciclo (carro izquierda, cierre del molde, carro.
Figure

+7






Documento similar
You may wish to take a note of your Organisation ID, which, in addition to the organisation name, can be used to search for an organisation you will need to affiliate with when you
Where possible, the EU IG and more specifically the data fields and associated business rules present in Chapter 2 –Data elements for the electronic submission of information
The 'On-boarding of users to Substance, Product, Organisation and Referentials (SPOR) data services' document must be considered the reference guidance, as this document includes the
In medicinal products containing more than one manufactured item (e.g., contraceptive having different strengths and fixed dose combination as part of the same medicinal
Products Management Services (PMS) - Implementation of International Organization for Standardization (ISO) standards for the identification of medicinal products (IDMP) in
Products Management Services (PMS) - Implementation of International Organization for Standardization (ISO) standards for the identification of medicinal products (IDMP) in
This section provides guidance with examples on encoding medicinal product packaging information, together with the relationship between Pack Size, Package Item (container)
Package Item (Container) Type : Vial (100000073563) Quantity Operator: equal to (100000000049) Package Item (Container) Quantity : 1 Material : Glass type I (200000003204)
