Propuesta de modernización de máquina electro erosiva de control numérico ONA Plus 120
67
0
0
Texto completo
(2) Universidad Central “Marta Abreu” de Las Villas Facultad de Ingeniería Eléctrica Departamento de Automática y Sistemas Computacionales. TRABAJO DE DIPLOMA. Propuesta de Modernización de Máquina Electro-erosiva de Control Numérico ONA Plus 120.. Autor: Danny Vicente Álvarez Moreira Email: [email protected]. Tutor: MSc. Eduardo Izaguirre Castellanos Email: [email protected] Ing. Carlos Sing Yú Email: [email protected] Santa Clara 2012 “Año 54 de la Revolución”.
(3) Hago constar que el presente trabajo de diploma fue realizado en la Universidad Central “Marta Abreu” de Las Villas como parte de la culminación de estudios de la especialidad de Ingeniería en Automática, autorizando a que el mismo sea utilizado por la Institución, para los fines que estime conveniente, tanto de forma parcial como total y que además no podrá ser presentado en eventos, ni publicados sin autorización de la Universidad.. _______________________________. Danny Vicente Álvarez Moreira Autor. ____________. Fecha. Los abajo firmantes certificamos que el presente trabajo ha sido realizado según acuerdo de la dirección de nuestro centro y el mismo cumple con los requisitos que debe tener un trabajo de esta envergadura referido a la temática señalada.. ____________________________________________________. Danny Vicente Álvarez Moreira Autor. ____________________________________________________. Boris Luis Martı́nez Jiménez, Dr.C Jefe del Departamento. ____________________________________________________. Responsable ICT o J’ de Carrera, (Dr.C., M.Sc. o Ing.) Responsable de Información Cientı́fico-Técnica. _____________. Fecha. _____________. Fecha. _____________. Fecha.
(4) PENSAMIENTO. Andaríamos mejor si no fuera porque hemos construido demasiados muros y no suficientes puentes. D. Pire. I.
(5) DEDICATORIA. A mis padres, por apoyarme en la obtención de mis metas, por su dedicación y sacrificios para hacer de mí una mejor persona y sobre todo por su infinito amor.. II.
(6) AGRADECIMIENTOS. A todos los que han contribuido a la realización de esta tesis. III.
(7) TAREAS TÉCNICAS. 1. Revisión bibliográfica del tema relacionado con las máquinas electro-erosiva de control numérico, características, aplicaciones y reconversión. 2. Estudio de los métodos de electro-erosión, características, programación, prestaciones, ventajas y desventajas. 3. Estudio de la máquina electro-erosiva ONA Plus 120, funcionamiento y especificaciones. 4. Defectación de los sistemas de control y accionamiento de la ONA Plus 120. 5. Modificación de los elementos de hardware y software necesarios para llevar a cabo la modernización. 6. Evaluación de la efectividad de la modernización, mediante procedimientos de simulación. 7. Realización del análisis técnico-económico.. Firma del Autor. Firma del Tutor. IV.
(8) RESUMEN. El desarrollo creciente de las tecnologías asociadas al control numérico computarizado en máquinas herramientas, hace que desde el punto de vista tecnológico las mismas envejezcan en relativamente pocos años, en una situación económica tan compleja como la actual las empresas de países como el nuestro se enfrentan a este reto difícil de superar. Es por esta razón, que enmarcados en un proceso de renovación y de forma conjunta, la Universidad Central “Marta Abreu” de Las Villas y la Empresa INPUD Primero de Mayo en Villa Clara se han dado a la tarea de desarrollar este proyecto para la modernización y puesta en marcha de una máquina electro-erosiva ONA Plus 120.. En este trabajo se proponen los elementos de reconversión para dicha máquina principalmente en el sistema automatizado electrónico, sensores, actuadores, y controladores de los motores, incorporándose elementos de cómputo para gobernar el posicionamiento de los ejes de la máquina, donde se explota el empleo de técnicas CAD/CAM durante el diseño. De esta manera el proyecto de modernización se concibe como el punto de partida importante para la incorporación de dicha máquina a la producción, con mejores condiciones funcionales y de productividad. De esta manera, la misma pueda ser utilizada en el maquinado de aplicaciones industriales con un costo de inversión relativamente bajo según los resultados del análisis técnico-económico efectuado.. V.
(9) TABLA DE CONTENIDOS. PENSAMIENTO ............................................................................................................................. I DEDICATORIA .............................................................................................................................II AGRADECIMIENTOS ................................................................................................................ III TAREAS TÉCNICAS ................................................................................................................. IV RESUMEN .................................................................................................................................... V Introducción .................................................................................................................................... 1 Organización del informe ........................................................................................................... 2 Capítulo 1: Fundamentos de operación de las máquinas herramientas electroerosivas y de control numérico. ........................................................................................................................................ 4 1.1. Proceso de electroerosión ............................................................................................... 7. 1.1.1. Principio físico ........................................................................................................ 9. 1.2.. Tipos de mecanizado por electroerosión....................................................................... 11. 1.3.. Consideraciones acerca de la modernización de máquinas herramientas..................... 17. 1.4. Conclusiones parciales del capítulo ................................................................................... 19 Capítulo 2: Descripción de los elementos del proyecto de modernización. ................................. 20 2.1 Descripción de la ONA Plus 120 ........................................................................................ 20 2.2 Elementos para la modernización ...................................................................................... 22 2. 2.1 Sistema sensorial......................................................................................................... 24 2. 2.2 Motores de paso .......................................................................................................... 26 VI.
(10) 2.3 Software de control ............................................................................................................. 31 2.3.1. Descripción del software EMC2........................................................................... 32. 2.4 Conclusiones parciales del capítulo .................................................................................... 34 Capítulo 3: Simulación del maquinado de una pieza.................................................................... 35 3.1 Simulación de tarjeta controladora y motores de paso ....................................................... 36 3.2 Configuración del EMC2 para la prueba simulada............................................................. 37 3.2.1 Modos de operación del EMC2 .................................................................................. 43 3.3 Análisis económico............................................................................................................. 43 Conclusiones ................................................................................................................................. 47 Recomendaciones ......................................................................................................................... 48 Referencias bibliográficas............................................................................................................. 49 Anexos .......................................................................................................................................... 51 Anexo A: Estructura de un bloque de programación CNC y algunas instrucciones de movimientos.............................................................................................................................. 51 Anexo B: Conexiones y formas de montaje de los transductores lineales MT ........................ 52 Anexo C: Motor de paso HY 200 3424, dimensiones y especificaciones ................................ 53 Anexo D: Funciones de los pines del circuito integrado L297................................................. 54 Anexo E: Funciones de los pines y características eléctricas del L298.................................... 55 Anexo F: Código G del diseño para la simulación del maquinado de una pieza...................... 56 Anexo G: Circuito impreso y diseño 3D de la tarjeta controladora.......................................... 57. VII.
(11) Introducción Mejorar continuamente la calidad de los procesos, es un factor clave que conduce al éxito y al crecimiento hacia una posición competitiva fortalecida de toda empresa. En este sentido, las empresas manufactureras juegan un papel muy importante en el desarrollo tecnológico de cualquier país. Dentro de este sector, el mecanizado es uno de los que ha experimentado mayor evolución.(Boon and Mercado, 1991) Si para la mecanización total de un número de piezas fuera necesario realizar las operaciones de fresado, mandrinado y perforado, es lógico que se alcanzaría la mayor eficacia, si este grupo de máquinas herramientas estuvieran agrupadas, pero se lograría una mayor productividad si todas estas operaciones se realizaran en una misma máquina. Esta necesidad, sumada a numerosos y nuevos requerimientos forzó la utilización de nuevas técnicas que reemplazaran al operador humano. De esta forma, se introdujo el control numérico en los procesos de fabricación. Inicialmente, el factor predominante que condicionó todo automatismo fue el aumento de productividad. Posteriormente, debido a las nuevas necesidades de la industria aparecieron otros factores no menos importantes como la precisión, la rapidez y la flexibilidad. El gobierno cubano ha fundamentado en el nuevo modelo de actualización económica la necesidad de impulsar el desarrollo industrial como un factor importante para el fortalecimiento económico, y se reconoce que las empresas de manufactura jugarán un papel protagónico en este proceso de avance. Una opción o alternativa frente a esto, es la reconversión de las industrias, introduciendo la automatización y actualizando la mayor cantidad de elementos para enfrentar los retos actuales y futuros de la producción.(PCC, 2011) La industria manufacturera del país, ha asimilado dentro de los procesos no convencionales de mecanizado, los procesos de electroerosión o mecanizado por descarga eléctrica (EDM), los cuales han tenido mucho éxito en el mecanizado de alta dureza, con elevada precisión. Conjuntamente las tecnologías CAD (diseño asistido por computadora) y CAM (manufactura asistida por computadora), permiten utilizar la información geométrica correspondiente a la pieza y para lograr la creación de un programa de control numérico computarizado, que responda al maquinado correcto de la misma, lográndose una sensible reducción del tiempo dedicado a la actividad, a la vez de mejorar la calidad de los resultados obtenidos.(Albert, 2007) Se distinguen dentro del proceso de mecanizado por electroerosión dos métodos: el de corte por electrodo y el corte por hilo conocido como (WEDM) a partir de su significado en ingles (Wire Electrical Deschanger Machining). El presente informe se centrará en mostrar la modernización desde el punto de vista de la automatización de una máquina electro-erosiva de control numérico por penetración, modelo ONA Plus 120, perteneciente a la Empresa INPUD Primero de Mayo en Villa Clara, con el fin 1.
(12) de incorporar la misma al sector productivo, así como de servir de guía en el desarrollo de aplicaciones de naturaleza similar a la de este trabajo. El resultado tangible de esta investigación es la reconversión de dicha máquina, e incorporación de la misma al sector productivo de la Empresa INPUD en Villa Clara. Para llevar a cabo la reconversión, primeramente se efectúa un estudio de la misma, acompañado de la defectación de los sistemas de control y accionamiento, para finalmente proponer las modificaciones necesarias en relación a los elementos de hardware y software. Por otra parte, debido a que el proyecto de modernización se realiza en nuestro país, la reparación o mantenimiento de la misma es perfectamente realizable, dado que se pueden importar los componentes necesarios para esta tarea. Con ello se evita la contratación de este servicio a la empresa productora de dicha maquinaria, dejando de incurrir en los enormes costos de mano de obra especializada, que esta opción trae consigo. Objetivo General: Proponer los elementos necesarios de hardware y software para la modernización de la máquina electro-erosiva de control numérico ONA Plus 120. Objetivos específicos: 1. Efectuar revisión bibliográfica del tema relacionado con las máquinas herramientas de electroerosión y su reconversión 2. Estudiar el principio de funcionamiento general y especificaciones de la máquina electroerosiva de control numérico ONA Plus 120. 3. Definir los elementos de hardware y medios técnicos en general necesarios para llevar a cabo la modernización. 4. Verificar el funcionamiento y cumplimiento de las especificaciones operativas de los elementos propuestos para la reconversión de la máquina, mediante procedimientos de simulación.. Organización del informe El presente trabajo está compuesto por tres capítulos bien definidos en cuanto a su contenido, además cuenta con las conclusiones generales y recomendaciones, a las cuales se arribaron. Al final se sitúan las referencias bibliográficas para aquellos lectores que deseen profundizar en el tema y los anexos para el mejor entendimiento de lo que aquí se presenta. A continuación se expone la idea principal de cada capítulo. •. Capítulo 1: En este capítulo se realiza una revisión bibliográfica acerca de los fundamentos de operación de las maquinas herramientas enfocándose principalmente en las máquinas electroerosivas por penetración, además se describen elementos del control numérico computarizado. 2.
(13) •. Capítulo 2: En este capítulo se efectúa la descripción general de la máquina ONA Plus 120, considerando los principales parámetros de funcionamiento, sistemas sensoriales, paneles de control y mando, etc. Así como, de manera general se definen los medios técnicos y elementos de software, necesarios para la modernización.. •. Capítulo 3: En este capítulo se desarrolla una simulación del maquinado de una pieza para verificar el funcionamiento de los elementos principales de la propuesta de reconversión, también se expone un análisis económico de las ventajas de la modernización. 3.
(14) Capítulo. 1:. Fundamentos. de. operación. de. las. máquinas. herramientas electroerosivas y de control numérico. La máquina herramienta (MH) es un tipo de máquina que se utiliza para dar forma a materiales sólidos, principalmente metales. Su característica principal es su falta de movilidad, ya que suelen ser máquinas estacionarias. El moldeado de la pieza se realiza por la eliminación de una parte del material, que se puede realizar por arranque de viruta, por estampado, corte o electroerosión.(Gómez, 2006) Se considera control numérico a todo dispositivo capaz de dirigir posicionamientos de un órgano mecánico móvil, en el que las órdenes relativas a los desplazamientos del móvil son elaboradas en forma totalmente automática a partir de informaciones numéricas definidas, bien manualmente o por medio de un programa con la incorporación de elementos de cómputo integrados en la máquina herramienta, Control Numérico (CN) es el término original de esta tecnología, que actualmente es intercambiable con el término Control Numérico por Computadora o CNC, Para la programación en el control numérico se pueden utilizar dos métodos: Programación Manual y Programación Automática. En el primero, el programa pieza se escribe únicamente por medio de razonamientos y cálculos que realiza un operario, mientras que en la programación automática, los cálculos los realiza un computador, que suministra en su salida el programa de la pieza en lenguaje de máquina. Por esta razón recibe el nombre de programación asistida por computador. El lenguaje de máquina comprende todo el conjunto de datos que el sistema de control necesita para la mecanización de la pieza. Al conjunto de informaciones que corresponde a una misma fase del mecanizado, se le denomina bloque o secuencia, y se enumeran para facilitar su búsqueda. Este conjunto de informaciones es interpretado por el intérprete de órdenes. Por otra parte, la denominada Fabricación Asistida por Ordenador (CAM por sus siglas en ingles), ofrece significativas ventajas con respecto a los métodos más tradicionales al controlar equipos de fabricación con ordenadores en lugar de hacerlo con operadores humanos. Por lo general, los equipos CAM conllevan la eliminación de los errores del operador y la reducción de los costes de mano de obra. Sin embargo, la precisión constante y el uso óptimo del equipo constituyen ventajas aún mayores. Los equipos CAM se basan en una serie de códigos numéricos, almacenados en archivos informáticos, para controlar las tareas de fabricación. Este Control Numérico por Computadora (CNC) se obtiene describiendo las operaciones de la máquina en términos de los códigos especiales y de la geometría de formas de los componentes, creando archivos informáticos especializados o programas de piezas. La creación de estos programas de piezas es una tarea que, en gran medida, se realiza hoy día por software informático especial, que crea el vínculo entre los sistemas CAD y CAM.(Valentino and Goldenberg, 1991) 4.
(15) En el sistema CAD (Diseño Asistido por Computador), la pieza que se desea maquinar se diseña en la computadora con herramientas de dibujo y modelado sólido. Posteriormente, el sistema CAM (Manufactura Asistida por Computador) toma la información del diseño y genera la ruta de corte que debe seguir la herramienta para fabricar la pieza deseada; a partir de dicha ruta de corte, se crea automáticamente el programa de maquinado, el cual puede ser introducido a la máquina mediante algún dispositivo de memoria, o enviado electrónicamente. Por su parte, el programa de mecanizado consiste en una secuencia o bloque de programa, que debe contener todas las funciones geométricas, funciones máquina y funciones tecnológicas necesarias para llevar a cabo el proceso de mecanizado el diagrama de la figura 1.1 lo ejemplifica de una manera gráfica.. Figura 1.1: Diagrama de flujo del proceso de mecanizado con CAD/CAM y CNC. El comienzo del control numérico estuvo caracterizado por un desarrollo anárquico de los códigos de programación, donde cada constructor utilizaba el suyo particular. Posteriormente, se crea la necesidad de normalizar los códigos de programación (ver Anexo A), como condición indispensable para que un mismo programa pudiera servir para diversas máquinas, con tal de que dichas máquinas fuesen del mismo tipo. Los caracteres más comúnmente usados, regidos bajo la norma DIN 66024 y 66025 (Tecnología, 2010), son entre otros, los siguientes: N: constituye la dirección correspondiente al número de bloque o secuencia. Esta dirección va seguida normalmente de un número de tres o cuatro cifras. En el caso del formato N03, el número máximo de bloques que pueden programarse es 1000 o sea de N000 a N999. X, Y, Z: son las direcciones correspondientes a las cotas según los ejes X, Y, Z de la máquina herramienta. Dichas cotas se pueden programar en forma absoluta o relativa, es decir, con respecto al cero pieza o con respecto a la última cota respectivamente. 5.
(16) Códigos G: establecen la dirección correspondiente a las funciones preparatorias. Se utilizan para informar al control de las características de las funciones de mecanizado, como por ejemplo, forma de la trayectoria, tipo de corrección de herramienta, parada temporizada, ciclos automáticos, programación absoluta y relativa, etc. La función G va seguida de un número de dos cifras que permite programar hasta 100 funciones preparatorias diferentes.(Estern, 2004 ) Códigos M: representan las funciones misceláneas que se requieren para el maquinado de piezas, y que no son de movimiento de la máquina (arranque y paro del husillo, cambio de herramienta, refrigerante, paro de programa, etc.) Los programas CNC que utilizan estos códigos están compuestos por bloques sucesivos cada uno de éstos es una instrucción para el control. Los bloques pueden estar numerados ó no, la numeración puede no ser de uno en uno, puede ser de cinco en cinco, de diez en diez, etc. pero siempre de de manera creciente si por alguna razón existiera un bloque cuyo número sea menor al anterior, el control detiene la ejecución del programa.(Tecnología, 2010) En la actualidad las Máquinas Herramientas de Control Numérico (MHCN), constituyen una modalidad muy utilizada en la automatización flexible, en general son máquinas herramientas programadas para fabricar lotes de piezas de pequeño y medio tamaño y de formas complicadas, donde los programas de software sustituyen a los operarios y/o especialistas que controlaban y operaban el funcionamiento de las máquinas herramientas convencionales. El funcionamiento automático incluye las tareas a ejecutar, velocidades de corte y posicionamiento, así como algunas variables de control adaptable para comprobar aspectos tales como temperatura, vibración, condición del material, desgaste de las herramientas, etc., y que posibilitan proceder a con los reajustes necesarios. Estas máquinas pueden encontrarse en forma asilada, en cuyo caso se habla de un módulo, o bien interconectadas entre sí por medio de algún tipo de mecanismo automático para la carga y descarga de las mismas durante su trabajo continuo, en cuyo caso se hablaría de una célula de fabricación. Cuando una máquina de control numérico actúa de forma independiente, necesita contar con la presencia de un operario, quien generalmente se ocupa de la carga y descarga de las piezas a procesar, los programas y las herramientas.(Martino, 1990) Por la forma de trabajar las máquinas herramientas se pueden clasificar en tres tipos: • • •. De desbaste o desbastadoras, que dan forma a la pieza por arranque de virutas. Prensas, que dan forma las piezas mediante el corte, el prensado o el estirado. Especiales, que dan forma a la pieza mediante técnicas diferentes, láser, electroerosión, ultrasonidos, plasma, etc.. Otra de las formas de clasificación existente, consiste en agruparlas en dos grupos principales: máquinas convencionales y no convencionales; en el primer grupo clasifican, entre otras, los tornos, taladros, fresadoras, pulidoras, sierras, cepilladoras, etc. El segundo grupo lo componen las máquinas de electroerosión, arco de plasma, láser, ultrasónicas, etc.. 6.
(17) Si bien la anterior clasificación es correcta, el término de proceso de "mecanizado no convencional" para hacer referencia a la electroerosión, podría ponerse en duda, debido a la amplia introducción de la misma en los talleres de maquinado, lo cual ha venido acompañado en los últimos años, de grandes avances tecnológicos asociados a este proceso. La velocidad de trabajo, tamaño de las piezas, ángulo de corte, costo, precisión, trabajo desatendido, etc. representan los pilares fundamentales en los que se sustenta el éxito de la electroerosión, tanto en sus variantes de electroerosión por hilo, como electroerosión por penetración. De hecho, actualmente representa el cuarto método de maquinado de piezas más utilizado, sólo superado por el fresado, el torneado y el rectificado. La amplia difusión de la electroerosión en los últimos tiempos, obedece a las rápidas mejoras experimentadas en relación a precio/prestaciones, a la introducción de nuevas aplicaciones y al creciente interés generado en la industria mecánica, por las ventajas asociadas a esta tecnología.(Gómez, 2006). 1.1. Proceso de electroerosión. Desde que la electricidad comenzó a dar sus primeros pasos, se observó el efecto destructivo producido por la chispa eléctrica, al saltar entre dos contactos en el momento de su separación. Este efecto incitó a numerosos científicos a profundizar en su investigación, con el fin de evitarlo, pero ello, unido a una necesidad de buscar un método nuevo de mecanizado diferente a los convencionales que utilizaban herramientas mecánicas, llevó a la idea de utilizar el citado efecto destructivo, como vía o método de reproducción de formas. En 1943, en plena segunda guerra mundial, y dada la escasez de oro y cobre, el matrimonio compuesto por los científicos soviéticos B.R. y N.I. Lazarenko centraban su investigación en la búsqueda de materiales que pudieran sustituir estos metales, que se empleaban en los contactos de dispositivos eléctricos de conmutación de alta potencia. Los Lazarenko establecieron un plan de pruebas para comprobar la influencia de determinados parámetros en el desgaste de los contactos, mediante descargas de condensadores.(Ona-Electroerosión, 2002a) Un joven científico de su equipo, B.N. Zolotykh, fue encargado de realizar tal tarea con los Lazarenko y fue quien publicó el 23 de abril de 1943 el primer artículo sobre la electroerosión, titulado "Sobre la inversión del efecto de la erosión eléctrica”. Si bien, su mayor interés como investigador era cómo minimizar el efecto de las descargas, se percataron de que bajo ciertas condiciones el desgaste se maximiza, lo que les llevó a pensar en utilizar esta técnica como una nueva tecnología para el arranque de material. Para ello, pusieron a punto el primer circuito generador de descargas erosivas, conocido como "circuito Lazarenko", y desde entonces se ha denominado con la palabra "electroerosión" a esta nueva técnica de mecanización de los metales. La característica más importante de la electroerosión, es la posibilidad de erosionar cualquier tipo de material conductor de la electricidad, independientemente de su dureza, ya que los factores que influyen en los resultados no son los puramente mecánicos como dureza, tenacidad, etc. sino los térmicos como conductividad térmica, temperatura de fusión, etc. Junto a esta 7.
(18) característica, hay que citar la capacidad de reproducir la forma del electrodo-herramienta, que en adelante será llamado tan sólo "electrodo", lo cual supone una gran ventaja para el caso de piezas de formas complicadas. Las primeras máquinas de electroerosión aparecieron en los años 1948-1950, siendo básicamente máquinas-herramienta convencionales, tales como taladros, etc. que habían sido transformadas parcialmente para las necesidades de la electroerosión, adaptándoles un generador, un tanque de trabajo, etc.(Ona-Electroerosión, 2002a) Fue a mediados de la década de los años 50, cuando aparecieron en el mercado las primeras máquinas de electroerosión concebidas como tales, siendo alguna de sus aplicaciones iniciales la destrucción de brocas y machos rotos en piezas. Los primeros generadores que existieron, denominados de relajación, producían un gran desgaste de los electrodos, del orden del 100% en volumen, pero esto no fue impedimento para que los sectores industriales se interesaran en la naciente tecnología. Al igual que en otras áreas de la tecnología, los avances de la electrónica tuvieron su influencia positiva en el proceso de electroerosión, permitiendo sustituir los generadores de relajación por los transistorizados, lo cual se produjo en los inicios de los años 60. La reducción de los índices de desgaste de los electrodos a niveles del 0.5% en volumen, consecuencia directa del uso de los generadores transistorizados, abrió las grandes puertas de la industria del molde, matricería, forja, etc. El efecto en los índices de producción de máquinas de electroerosión fue inmediato, y la tecnología de la electroerosión se convirtió en un sistema de mecanizado fundamental, frente a los hasta entonces existentes. De este modo, comenzó a extenderse el concepto de “métodos no convencionales” para referirse a la electroerosión frente a los “métodos convencionales” diferenciación que todavía hoy perdura. Hasta esas épocas, la única electroerosión conocida era la de penetración, y su aplicabilidad en el mercado era un hecho real y ampliamente aceptado. Hacia finales de los años 60 y comienzos de los 70, surge la idea de desarrollar la tecnología de las máquinas de electroerosión por hilo. Si bien, este avance podría ser fijado en una fecha concreta, la evolución de las máquinas de electroerosión por hilo se ha prolongado a lo largo de dos décadas, y es hacia comienzos-mediados de la década de los años 90, cuando se aprecia una identificación masiva entre los usuarios y la electroerosión por hilo, haciendo que los índices de producción de estas máquinas lleguen a igualar y hasta a superar a los de las máquinas de electroerosión por penetración.(Ona-Electroerosión, 2002b) Si bien la electroerosión por hilo se ha desarrollado gracias a la evolución de la electrónica y, más concretamente, a los controles numéricos, estos avances tecnológicos también han tenido su 8.
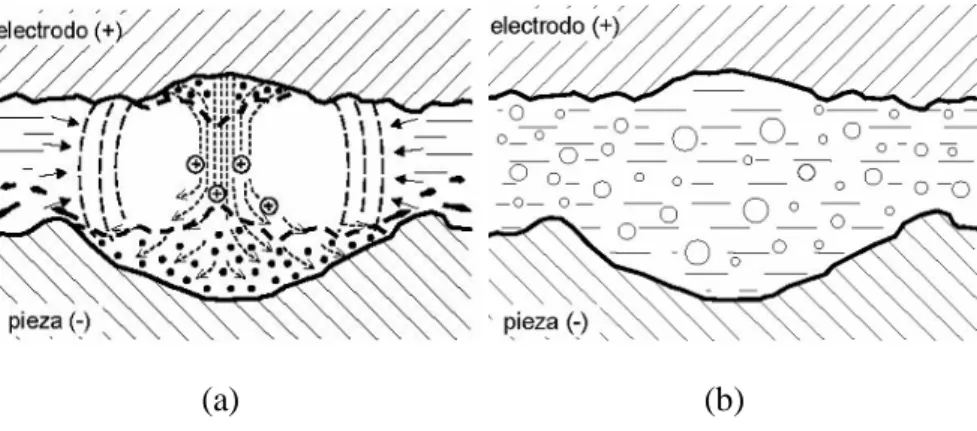
(19) influencia en la electroerosión por penetración. En los inicios de la década de los años 80, se comienza a implementar la electroerosión por penetración con tecnología CNC.(Valentino and Goldenberg, 1991) Este avance en las máquinas de electroerosión por penetración, fue tan importante que al cabo de poco más de una década (comienzos de los 90), prácticamente la totalidad de las máquinas producidas por los fabricantes de primera línea ya eran de control numérico, la evidente y progresiva implantación de las micro-tecnologías, ha jugado en los últimos años, un papel de gran importancia en el avance de la electroerosión. 1.1.1. Principio físico. Se define el proceso de electroerosión como el método de arranque de material por medio de descargas eléctricas controladas, que saltan, en un medio dieléctrico, entre un electrodo (herramienta de trabajo) y la pieza a mecanizar.(Kahng and Rajurkar, 1977, Werner and Olson, 1968) Los diversos fenómenos que entran en juego en el momento de la descarga y el consiguiente arranque del material de la pieza son de gran complejidad, ya que las circunstancias que concurren son muy críticas; por ejemplo el tiempo de duración varía entre microsegundos y milisegundos, y las distancias interelectródicas son del orden de unas centésimas ó quizás algunas décimas de milímetro. En este tiempo y, debido a la intensidad del campo eléctrico en los dos puntos de máxima proximidad (D) entre electrodo y pieza (ver figura 1.2), se llegará a un momento en que se supere la tensión de disrupción del dieléctrico que los separa, iniciándose la formación de un canal de elevada conductividad.. Figura 1.2: Lugar de máxima proximidad entre electrodo y pieza. La concentración e intensificación del campo eléctrico, tiene como efecto la ionización del dieléctrico y la polarización de las partículas e iones (Figura 1.3a). De esta manera, se forma el canal de descarga, el cual queda rodeado por iones positivos que comprimen y lo aíslan del medio circundante, reduciendo así su sección (Figura 1.3b).. 9.
(20) (a). (b). Figura 1.3: Ionización del dieléctrico (a) e iniciación del canal de descarga (b). La brusca caída de la resistencia del canal, permite que la corriente alcance valores elevados, y el paso masivo de electrones origina un aumento de la ionización que, a su vez, crea un potente campo magnético que comprime aún más el canal de la descarga, produciendo su calentamiento. (Figura 1.4a). La velocidad de aumento de la intensidad de la corriente se cifra en unos 10 a 100 millones de amperes por segundo, alcanzándose temperaturas del orden de hasta decenas de miles de grados en un tiempo de 2 a 4 microsegundos (Figura 1.4b).(Werner and Olson, 1968). (a). (b). Figura 1.4: Paso de la corriente por el canal de descarga (a) y efecto del paso masivo de la corriente por el canal (b). El resultado de tan intensa acción térmica es la fusión, e incluso evaporación, de un reducido volumen de material, tanto en pieza como electrodo. Incluso se generan residuos como consecuencia de la ruptura del dieléctrico (Figura 1.5 a). 10.
(21) (a). (b). Figura 1.5: Arranque de material producido por la descarga (a). Estado final del cráter (b). Al final de la descarga, la presión del interior de la burbuja cae bruscamente, a consecuencia de lo cual se genera una depresión de manera que el dieléctrico arrastra los residuos existentes en el cráter recién formado, a la vez que enfría su superficie, impidiendo la conducción del calor hacia el interior del metal. Al agotarse por completo la energía de la descarga, el ciclo ha llegado a su fin. El canal de conductividad eléctrica se cierra al desionizarse el dieléctrico y recobra de nuevo su rigidez dieléctrica, pudiendo así comenzar el ciclo correspondiente a la siguiente descarga, que se dará entre los dos puntos de máxima aproximación entre electrodo y pieza (Figura 1.5b). El tiempo de pausa entre dos descargas es fundamental para el correcto desarrollo del proceso. Si este tiempo no existiera o fuese insuficiente, la chispa se colapsaría, dando lugar a un arco. La acumulación de residuos en la cavidad también puede llegar a producir este efecto.. 1.2. Tipos de mecanizado por electroerosión Distinguiendo según la forma del electrodo y según el movimiento relativo de éste con relación a la pieza, se pueden hacer varias subdivisiones dentro del concepto general de mecanizado por electroerosión.. Figura 1.6: Formas típicas del mecanizado por electroerosión. La variante por penetración es la más universal. Se basa en el avance continuo, y servocontrolado de un electrodo-herramienta que penetra en el electrodo-pieza, en presencia de un líquido dieléctrico. Según la forma del electrodo y la profundidad que se dé a las formas 11.
(22) erosionadas en la pieza, se podrán obtener tanto formas pasantes, como formas ciegas de geometrías complicadas (Figura 1.7).. Figura 1.7: Ejemplos de electroerosión por penetración. La diferencia básica entre el corte por electroerosión y la electroerosión por penetración es que la forma del electrodo no influye directamente en la forma de la pieza a obtener, ya que lo único que se pretende es el realizar un corte en la pieza y no obtener una copia con la forma del electrodo (Figura 1.8).. Figura 1.8: Corte por Electroerosión. Todo ello presupone, por tanto, que el costo del electrodo se reduzca considerablemente al tener una forma característica que lo hace muy asequible, ya que se puede comprar en el mercado listo para su utilización. En este tipo de electroerosión hay que destacar el caso en que el electrodo tiene forma de hilo (electroerosión por hilo), que se presenta la totalidad de las aplicaciones prácticas. En esta forma de electroerosión, se da un movimiento de rotación del electrodo, con lo que el comportamiento se asemeja a una operación de rectificado convencional, pero el arranque de material se realiza mediante descargas eléctricas, sin contacto directo entre electrodo y pieza (Figura 1.9). El ámbito de aplicación de este tipo de máquina es muy reducido.. 12.
(23) Figura 1.9: Rectificado por electroerosión. En este contexto, podemos mencionar que las partes fundamentales de una máquina de electroerosión son las siguientes: • Una bancada o armazón, que sirve de base para los demás elementos. • La mesa de trabajo. • La unidad de filtrado, con el sistema de circulación del líquido dieléctrico, su filtrado, enfriamiento, etc. • El generador de impulsos, que puede estar incorporado en la bancada, pero que generalmente se halla en un armario aparte, y se sitúa al lado de la máquina. • Una unidad de CNC, que permite elevados niveles de automatización, aunque tales unidades pueden no estar incorporadas en todas las máquinas.. Figura 1.10: Partes fundamentales y ejes de una máquina electroerosiva. Dados los diferentes conceptos constructivos de máquina que existen, además de las dos tipologías básicas de penetración e hilo, y de las numerosas variantes que pueden ser utilizadas para dar solución al amplio espectro de aplicaciones de la electroerosión, la asociación alemana 13.
(24) VDI desarrolló la norma VDI 3402 en la que se definen los diferentes ejes de cualquier máquina de electroerosión. En lo adelante toda referencia a este tema será consecuente con dicha norma.(VDI-3402, 1980) Armazón: Constituye el esqueleto de la máquina. Aunque puede tener diversas formas, ha de estar concebido para servir de base de sujeción a todos los elementos y dispositivos necesarios para el proceso de electroerosión, tales como los dedicados al accionamiento del sistema portaelectrodos (en las de penetración), al sistema de movimiento y guiado del hilo (en las de hilo), y a la mesa de trabajo con el tanque de dieléctrico. En máquinas pequeñas, normalmente, en la construcción del armazón se adopta la forma de cuello de cisne. La tendencia más moderna en máquinas de electroerosión consiste en separar el generador de los elementos mecánicos, introduciendo aquél en un armario aparte. Esta tendencia está justificada por el gran número de variantes que se pueden dar en los generadores para alimentar una misma máquina, en el caso de la penetración, y en la conveniencia de alejar del cuerpo de la máquina de cualquier fuente de calor que pudiese producir distorsiones mecánicas. El cabezal de una máquina de electroerosión es un elemento esencial de la misma, ya que lleva consigo todo el complejo sistema de mecanizado automático, además de una serie de órganos que sirven para parar la máquina automáticamente al final del trabajo y para la lectura de la posición del electrodo. Su parte principal es el servosistema de control que actúa sobre el portaelectrodos, asegurando un desplazamiento vertical del electrodo, siempre sobre el mismo eje. La rigidez de estos elementos ha de ser muy cuidada. El servosistema de control es el encargado de mantener la distancia entre el electrodo y la pieza constante, a menudo se le suele llamar a esta distancia “gap”. En el proceso de electroerosión se van desgastando ambos electrodos, lo cual daría como consecuencia su separación en el momento en que el gap se hubiera agrandado. La velocidad de arranque de material y el desgaste dependen de la intensidad de la descarga y del tiempo de impulso.(Kahng and Rajurkar, 1977) Según sean las dimensiones del electrodo, ambos polos tenderán a separarse en un tiempo más o menos corto. Por ello, el servosistema de control ha de tener gran velocidad de respuesta para acercar el electrodo a la pieza, con un avance muy preciso. Asimismo, hay casos en los que el electrodo y la pieza entran en contacto directamente, produciéndose un cortocircuito. En este caso el servosistema de control debe de separarlos automáticamente con gran rapidez. Este movimiento automático se realiza aprovechando la relación que existe entre la tensión media entre electrodos y su distancia. Toda variación de esta distancia, se traduce automáticamente en una proporcional variación de dicha tensión (en el mismo sentido). Midiendo con la ayuda de un dispositivo apropiado la desviación de dicha tensión como señal de error, es posible regular automáticamente el avance y mantener constante la distancia entre electrodos.. 14.
(25) La mesa de trabajo es la unidad en la que se fija la pieza para su mecanización. Según sea el tipo de arquitectura de la máquina, puede hacer que sea indistintamente la mesa o el cabezal el elemento móvil. La mesa de trabajo se halla dentro del tanque de trabajo, que se llena de líquido dieléctrico, y es donde se efectúa el mecanizado. El volumen de dicho tanque depende del tamaño de la pieza y de la potencia del generador. Por su parte, los módulos CNC permiten la realización de una muy variada gama de funciones, las cuales, en conjunto con la posibilidad de variar de los regímenes de potencia de los generadores, el control del estado del proceso y los sistemas automáticos de intercambio de electrodos y piezas, suponen un muy elevado grado de automatización y la posibilidad de trabajar en modo desatendido durante largos períodos de tiempo. La unidad de filtrado es la encargada de extraer del líquido dieléctrico, los residuos del material arrancado durante el proceso de electroerosión. Además de los elementos necesarios para la función de filtración, ésta unidad incluye los dispositivos necesarios para asegurar el envío del líquido hacia el tanque de trabajo y poder ejecutar los diferentes tipos de limpieza de la zona de trabajo. Otro de los elementos fundamentales de la máquina de electroerosión es el generador. Con el paso del tiempo se han ido desarrollando diversos tipos. Principalmente se pueden distinguir dos grandes grupos: generadores de relajación y generadores de impulsos transistorizados. Así pues, el generador que proporciona los impulsos o descargas erosivas tiene como fundamento el proporcionar la tensión necesaria para el cebado o encendido de la descarga así como para su mantenimiento. Además, tiene que limitar la corriente de las descargas, así como garantizar la duración y la frecuencia de sucesión de las descargas. La tensión de mantenimiento de las descargas cebadas es característica de cada pareja de metales electrodo-pieza y es independiente de la corriente de la descarga. Inicialmente, el primer circuito generador de descargas eléctricas para la electroerosión, fue el denominado “Circuito Lazarenko” que recibe este nombre por los investigadores que lo desarrollaron. El circuito Lazarenko es de gran simplicidad y su elemento más característico es un condensador que es alimentado por medio de una fuente de corriente a través de una resistencia (figura 1.11).. 15.
(26) Figura 1.11: Variantes de circuitos generadores de relajación RCLD, con sus señales de descargas. Así pues, los circuitos de relajación presentan como ventajas la simplicidad, la robustez y un campo relativamente extenso de energías de descarga. Como inconvenientes hay que citar el elevado desgaste que afecta a los electrodos, la interdependencia de parámetros como la corriente de la descarga, su duración y su energía, y la limitación relativa a la elección de los materiales de los electrodos. Hoy en día, todavía se emplea este tipo de generadores en aplicaciones como el de superacabado y el de algunos micromecanizados, que exigen muy bajas energías y elevadas frecuencias. Aumentando la corriente de la descarga, se llega a un cierto valor donde desaparece el fenómeno de relajación, produciéndose un arco continuo donde el canal no se desioniza, y al no apagarse la descarga, toda la energía de la fuente alimenta directamente al arco. No obstante existe una limitante en el aumento de la capacidad de la corriente de arranque, esto llevó a la idea de interrumpir exteriormente la corriente de carga, justo tras la descarga, para poder asegurar una eficaz desionización del canal. Todo lo expuesto anteriormente llevó a la idea de pulsar la corriente de descarga. Por ello se pensó en los generadores de impulsos impuestos, siendo en 1959 cuando se presenta en París el primer generador de impulsos transistorizado, en el cual las variables de tiempo de impulso (ti), tiempo de pausa (to) y la intensidad del impulso (if), pueden ser variadas de forma independiente (ver figura 1.12 a). Estos generadores toman corriente de la red alterna, trifásica a 220 ó 380 V, y dan a su salida un tren de impulsos consecutivos, en los que se pueden variar independientemente las variables. 16.
(27) antes mencionadas. Dicha salida se aplica directamente a los electrodos, según se muestra en la figura 1.12 b).. (a). (b). Figura 1.12: (a) Gráficas de las descargas y (b) generador de impulsos La figura 1.12 (a) muestra un impulso de tensión y otro de intensidad en un proceso normal. Entre los dos polos (electrodo y pieza) se establece una tensión (Uo) llamada tensión de vacío. Durante un tiempo muy corto (td), llamado tiempo de encendido, que oscila entre 0,5 y 2 µs, se inicia la descarga a través del líquido dieléctrico. Entonces la tensión entre los polos baja mucho, hasta un valor Uf, llamado tensión de descarga. Se crea entonces el impulso de intensidad que es de forma rectangular y de duración tf. En estos generadores, el electrodo es uno de los polos (normalmente el ánodo), mientras que la pieza constituye el otro electrodo.. 1.3.. Consideraciones acerca de la modernización de máquinas herramientas. Como ya se ha mencionado, en este proyecto se proponen los elementos necesarios para la reconversión de la máquina herramienta electroerosiva por penetración ONA Plus 120 sustituyéndose los elementos de desplazamiento de la misma por un sistema eléctrico de tres motores para el movimiento de los ejes y el movimiento del cabezal electroerosivo, así como un moderno sistema sensorial. Tal y como se muestra en la Tabla 1.1 existen varias máquinas, equipos e instalaciones tecnológicas que requieren de este tipo de modernización. En este caso citamos solo las máquinas pertenecientes a la Empresa INPUD, pero en situación similar pudieran encontrarse diversas entidades en nuestro país. En el caso particular del INPUD, sería de gran importancia añadir otra estación de maquinado en la Planta de Moldes y Troqueles de la citada entidad, para el cumplimiento de los planes de producción de este centro, en este caso se seleccionó la ONA Plus como objetivo de la reconversión. 17.
(28) Tabla 1.1: Equipos e instalaciones tecnológicas de la Empresa INPUD que requieren modernizarse con sistemas de automatización. ESTADO Máquina o equipo. TÉCNICO. Sistema de Control Automático. Mecánico. Eléctrico. Torno CNC DFS 2/E Alemán. No funciona. Bueno. Malo. Electroerosiva de hilo UE250 ONA. No funciona. Bueno. Malo. Trabajando. Bueno. Bueno. Trabajando. Bueno. Bueno. No funciona. Malo. Regular. No funciona. Bueno. Regular. No funciona. Bueno. Malo. No funciona. Bueno. Malo. Electroerosiva de penetración HS 600 ONA Fresadora CNC, Modelo K600, KONDIA Fresadora CNC, Modelo FKR SRS, Alemania Taladro por coordenadas BKOE Electroerosiva penetración Plus 120 ONA Electroerosiva penetración INFRESA, ONA. 18.
(29) 1.4. Conclusiones parciales del capítulo. Después de realizar una profunda revisión bibliográfica se arriban a las siguientes conclusiones:. •. El control numérico unido al diseño y maquinado asistido por ordenador (CAD/CAM), ofrece significativas ventajas con respecto a los métodos más tradicionales permitiendo la eliminación de los errores del operador, una precisión constante y la reducción de los costes de mano de obra.. •. La electroerosión por penetración constituye uno de los métodos de mecanizado más usados, principalmente por la posibilidad que ofrece de erosionar cualquier material conductor independientemente de su dureza.. •. Como resultado de las investigaciones acerca de las partes fundamentales de las máquinas electroerosivas, así como las funciones de cada una de ellas, se considera resulta factible desarrollar una propuesta de reconversión para la máquina electroerosiva ONA Plus.. 19.
(30) Capítulo 2: Descripción de los elementos del proyecto de modernización. En este capítulo se muestra una descripción general de las partes involucradas en el proyecto de reconversión, considerando los principales parámetros de funcionamiento, sistemas sensoriales, paneles de control y mando de la ONA Plus 120. Así como se definen los medios técnicos y elementos de software en general, necesarios para llevar a cabo la modernización.. 2.1 Descripción de la ONA Plus 120 Como objeto principal de la presente investigación se encuentra la máquina electroerosiva por penetración ONA Plus 120 (figura 2.1 a) de la compañía ONA Electroerosión S.A., con sede en País Vasco, España. Por consiguiente, como primer paso hacia su reconversión se procede a la revisión y estudio de los datos mecánicos y eléctricos de sus partes principales. Tabla 2.1: Principales datos de la máquina electroerosiva ONA Plus Recorrido del porta electrodos. 200 mm.. Distancia máxima entre cabezal/mesa. 520 mm.. Medición profundidad comparador. 50 + 25 =7 5 mm.. Curso longitudinal del carro. 300 mm.. Curso transversal del carro. 200 mm.. Dimensiones del tanque. 800 × 500 × 290 mm.. Dimensiones de la mesa. 550 × 350 mm.. Peso admisible de la mesa. 200 Kg.. Peso máximo del electrodo. 30 Kg.. En la Tabla 2.1 se muestran de manera resumida las principales características de la máquina electroerosiva por penetración ONA Plus 120, según los datos brindados por el fabricante (ONAElectroerosión, 1980). Dentro de las especificaciones de la máquina se tienen las longitudes de los ejes X (300 mm), Y (200) y Z (200 mm), valores que serán utilizados en el próximo capítulo. Por su parte, en la Tabla 2.2 se indican los principales parámetros del generador de impulsos de la máquina. 20.
(31) Tabla 2.2: Parámetros técnicos del generador de impulsos de la ONA Plus Potencia. 15, 30, 45, 60 Amperes. Tensión de los impulsos. 50, 100, 200 volts. Regulación de los impulsos. 1/1.999 µs. Regulación de las pausas.. 1/999 µs. Desgaste volumétrico (cobre)*. 0,2 (% vol.). Desgaste volumétrico (grafito)*. 0,1 (% vol.). Rugosidad Ra (CLA)**. 0,4/0,8 (µ). Máximo arranque de material*** Potencia máxima requerida. 100, 220, 350, 500 mm³/min 3/4/5.14/6.3 KVA. *. ( ) Relación porcentual del volumen del electrodo gastado, respecto al volumen de material arrancado. (**) Aspereza producida por la chispa en la superficie de mecanizado. El valor indicado está reflejado en unidades "Ra" (CLA). Entre la rugosidad "Ra" (CLA) y "Rt" (rugosidad total) no existe una relación matemática sencilla pero se utiliza como buena aproximación la siguiente: Rt = 4Ra. (***) Volumen de material arrancado por unidad de tiempo en la pieza mecanizada, siendo el valor indicado según normas VDI 3402.. Uno de las partes esenciales de cualquier máquina electroerosiva es su cabezal, lugar donde se encuentra el portaelectrodos. El dispositivo de desplazamiento del cabezal de la ONA Plus 120 está compuesto por una caña, guiada por rodillos y con desplazamiento mediante un husillo a bolas, el movimiento se realiza mediante la acción de bombas hidráulicas. Posee un sistema de medición vertical (ver figura 2.1 b) encargado de regular la profundidad de la erosión. La medición de los desplazamientos verticales del cabezal se hace con ayuda de un reloj comparador (1) de 50 mm de carrera, que va fijado a la parte superior de la caña.. (a). (b). Figura 2.1: (a) Máquina ONA Plus 120 y (b) sistema de medición vertical para el cabezal. 21.
(32) EI comparador se apoya sobre el cabezal micrométrico (2) de 25 mm. con lo cual se puede obtener una medición centesimal por comparador de 75 mm de recorrido del cabezal. En la parte superior del comparador va incorporado, un microrruptor de profundidad (4) que detiene el cabezal al llegar a cero el comparador, es decir, por haber alcanzado la profundidad de trabajo deseada. El reloj comparador, al alcanzar la altura programada, detiene el cabezal, desconectando la erosión o no, dependiendo de la configuración dada por el usuario. Se dispone además de un interruptor de fin de carrera ascendente (5) que desconecta el maquinado al terminar el recorrido en la parte superior y de un fin de carrera descendente (3) que lo desconecta al terminar el recorrido en la parte inferior. Todo el sistema de medición vertical además de poseer una alta precisión, se encuentra calibrado y en buen estado técnico, por lo que se propone que el mismo se incluya en la reconversión como parte del sistema de medición vertical, efectuando la función de elemento sensor límite para la generación de señales de final de carrera. Como se ha mencionado en el capítulo anterior en la máquina original los desplazamientos en X e Y se realizan manualmente mediante la acción sobre los nonios de los ejes, mientras una bomba hidráulica es la encargada de ejecutar la función de recorrido del cabezal electroerosivo, a lo largo del eje Z. En este caso se propone que el control de los recorridos de la máquina electroerosiva sean gobernados por una computadora, que generará los pulsos mediante un programa elaborado en código G (que es cargado por el usuario o generado por un software), donde mediante el puerto paralelo de la computadora se efectuará la comunicación con la máquina ONA Plus. Los códigos G establecerán las especificaciones relativas al movimiento lineal de cada eje, a partir de los atributos: dirección y velocidad, generando las señales de pulsos que luego son enviadas a los controladores de potencia (drivers) de los motores, que a su vez habilitan la rotación de los mismos, convirtiendo las trayectorias generadas en el software, en movimientos mecánicos de desplazamiento de los tres ejes de la máquina.. 2.2 Elementos para la modernización El proyecto de actualización está enfocado en tres direcciones de trabajo: proyecto mecánico, proyecto electrónico y proyecto de control por software. En la primera parte se incluyen las estructuras mecánicas y la especificación de los datos de la máquina. El proyecto electrónico consiste en la selección de las fuentes de energía, placas controladoras de los motores de paso, sensores y servomotor para el accionamiento de cabezal electroerosivo; mientras que el control por software se enmarca en el uso de una plataforma de software para el control de la velocidad y dirección de los motores de paso, además de proporcionar una interfaz gráfica para la interacción con el usuario. 22.
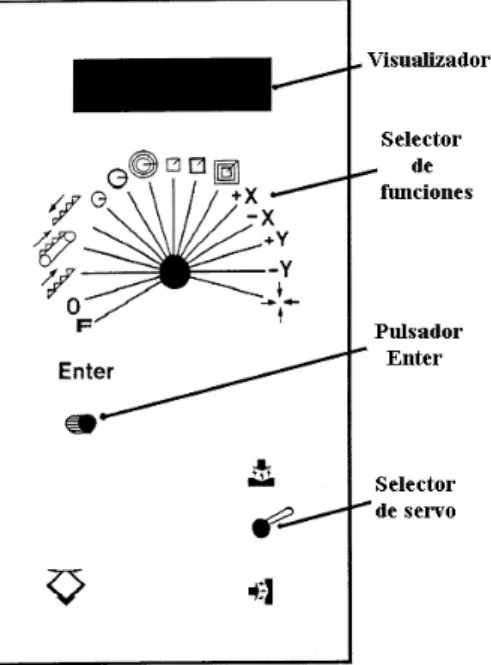
(33) El panel control manual que se muestra en la figura 2.2, se propone como un valor añadido y tiene como función proporcionar una variante de manejo opcional al operador, lo que significa que ante un determinado evento, previsto o no, se puede prescindir del control computarizado y disponer del mecanizado manualmente.. Figura 2.2: Vista frontal del panel de control manual. Dentro de los elementos que contiene se encuentra el selector de servo, un conmutador de dos posiciones, que permite seleccionar el servo vertical (para realizar erosiones y centrajes verticales) o el servo horizontal (para realizar erosiones, desplazamientos y centrajes horizontales), en esta posición permanece bloqueado el eje Z. También se incluye una pantalla alfanumérica de 5 caracteres para la visualización de las cotas de desplazamiento en centésimas de milímetro (máx. 199,95), radios de órbitas en milésimas de milímetro (máx. 19,995), así como de mensajes de control, que indican el estado de operación en que se encuentra la máquina. El panel de mando cuenta además un conmutador de 16 posiciones, que permite seleccionar las distintas funciones que el control es capaz de realizar. Para la ejecución de estas funciones se utiliza el pulsador Enter; dentro de las selecciones posibles se encuentran 6 posiciones que permiten 3 tipos de órbitas circulares y otras 3 cuadradas, todas diferentes, que exigen la selección previa del radio (en milésimas de milímetro), siendo el radio máximo de 19,995 mm. Todas las funciones del selector de funciones necesitan un valor que deberá seleccionarse previamente. En el caso de las órbitas, es el radio, en el de los desplazamientos, es la cota y en el de la velocidad será un valor que se especificará durante el proceso de diseño de la pieza. Las escalas utilizadas en los radios y en las cotas de los desplazamientos son diferentes, siendo 5 µm las unidades menores de los radios y 50 µm las de las cotas.. 23.
(34) Por otra parte existen 4 posiciones, que permiten desplazar manualmente la mesa según los ejes X e Y, en sentido positivo o negativo. Esta función pone a cero el control, los motores para el movimiento de los ejes X e Y permanecen libres, permitiendo movimientos manuales en ambos ejes. Cualquier cota seleccionada previamente es puesta a cero. Si en esta situación se sitúa el selector de servo en posición horizontal, se logran dos formas de mover la mesa: a) Manualmente: al estar libres los motores se puede desplazar la mesa en cualquier dirección del plano definido para los ejes X e Y. b) A través del control: si se sitúa el selector de funciones en alguna de las posiciones +X, -X, +Y, -Y, al pulsar Enter estando desconectada la erosión, la mesa se desplazará en el sentido indicado por la posición del selector. Por último, las demás opciones del panel brindan la posibilidad al usuario de: localizar de forma automática, el centro de una cavidad; aumentar o disminuir de forma rápida y continua los valores reflejados en el visualizador, así como fijar una velocidad de movimiento deseada. A partir de este momento se definen los elementos de hardware necesarios para llevar a cabo la modernización de la ONA Plus 120. Entre los elementos seleccionados se encuentran dos motores de paso modelo HY 200 3424 para el desplazamiento de los ejes X e Y, disponiéndose para el tercer eje (eje Z) de un servomotor DC de Mavilor Motors, modelo BL 110. 2. 2.1 Sistema sensorial Para poder diseñar un adecuado sistema de control es necesario definir las variables a medir y seleccionar la instrumentación más adecuada. Para una máquina herramienta C.N.C es necesario medir el número de revoluciones de los motores de paso para controlar la velocidad de acercamiento y posición de la herramienta en el eje “Z” así como el movimiento de las mesas en los ejes “X” e “Y”.(Zúñiga, 2003) Controlar la ubicación de la herramienta en el eje “Z” para determinar la profundidad del maquinado, la distancia entre la mesa del eje “X” y el eje “Z” así como la posición de la mesa de trabajo para ejecutar los movimientos necesarios con el fin de maquinar los relieves deseados. Dado que se necesita controlar la velocidad de los motores de paso y la posición de las mesas, se propone como alternativa, el uso de transductores lineales o reglas lineales como también se les conoce. Los transductores lineales (figura 2.3 a) son elementos de las máquinas herramientas que se fijan a los ejes de una máquina CNC, tienen como objetivo convertir el desplazamiento lineal en señales eléctricas. A partir de los años 80, los principales fabricantes de máquinas comenzaron a emplear las guías lineales en lugar de los buses tradicionales porque tienen una alta precisión, una excelente rigidez y se desplazan más suavemente. (SANTOS, 2001) 24.
(35) Debido al desgaste mecánico que se ha producido durante la vida útil de la máquina herramienta bajo estudio, se hace necesario el uso de estos elementos, para la medición fiable y precisa (centésimas de milímetros) del trayecto recorrido. En tal sentido, se dispone de dos transductores lineales modelo MT de la compañía Fagor para ser ubicados en los ejes X, Y, Z. Este modelo está diseñado para proveer como señal de salida, dos trenes de impulsos desfasados 90° (VA y VB en la figura 2.3 b), además de un impulso de referencia VIO sincronizado con las señales de VA y VB. La longitud máxima del cable es de 20 metros y la tensión de alimentación, +5 V ±5 %, 100 mA.. Figura 2.3: (a) Transductor lineal Fagor MT y (b) señal de salida del transductor lineal. Es indispensable considerar el tipo de movimiento (vertical, horizontal o inclinado) y considerar la influencia de las cargas y fuerzas a fin de optimizar el funcionamiento del sensor, el Anexo B se muestran algunos de estos parámetros. Otro aditamento que se propone para el control de la posición de los ejes, son los detectores de proximidad. El campo de aplicación más importante de este tipo de detector es como final de carrera, siendo los más usados los medidores de posición eléctricos del tipo inductivo y capacitivo, siendo su señal de salida empleada para alimentar instrumentos registradores o controladores. Estos detectores tienen ventajas respecto a los que emplean el principio electromagnético, como la ausencia de contacto, la robustez mecánica, la resistencia a ambientes agresivos y su bajo costo (Sánchez and Hidalgo, 2010). Otro elemento importante propuesto para la reconversión en un visualizador de cota Fragor VN 200, que está diseñado para trabajar en ambientes industriales, especialmente en máquinas herramienta y como elemento de medición. Permite visualizar la posición de uno, dos o tres ejes de la máquina, tal y como se muestra en la figura 2.4.(Fagor-Automation, 2009). 25.
(36) Figura 2.4: Panel frontal del visualizador de cotas. El display de cada eje dispone de 8 dígitos verdes de 14,1 mm de altura y una indicación para el signo negativo. Posee variantes de trabajo en modo absoluto o en modo incremental. Mediante el panel numérico de teclas, se introducen valores o se le aplican ajustes de compensación a la herramienta. Las características técnicas de este visualizador de cotas, lo hacen apto para las condiciones de trabajo existentes en el lugar de ubicación de la máquina. Entre las principales ventajas que ofrece se encuentran el régimen de funcionamiento a una temperatura ambiente entre los 5º C y 45º C, con una humedad relativa del 95%, además mantiene almacenados los parámetros máquina hasta 10 años incluso estando visualizador apagado. La alimentación es de 100 a 240V AC +10 % -15 %, con frecuencia de red de 45 Hz a 400 Hz. 2. 2.2 Motores de paso Un motor de paso es un transductor de características electromecánicas que permite la conversión de energía y de información en movimiento. Su alimentación es eléctrica digital (tren de impulsos) y su movimiento de rotación es de carácter progresivo. El motor paso a paso se caracteriza por la capacidad de generar fuerza y la velocidad a través de señales eléctricas añadidos en sus bobinas. (Domingos, 2009) Los motores de paso son ampliamente utilizados en máquinas CNC (Domingos, 2009), debido a que éste divide una rotación completa en un número de pasos iguales, o lo que es lo mismo en una serie de ángulos precisos. Con ello se alcanza una alta resolución en desplazamiento y un posicionamiento preciso, además poseen la habilidad de quedar enclavados en una posición (si una o más de sus bobinas están energizadas) o bien totalmente libres (si no existe corriente alguna circulando por éstas). En este caso, se proponen tres motores de paso, para efectuar los movimientos de traslación de la máquina en los ejes X, Z e Y. A fin de proporcionar una buena conversión de la información, el motor paso a paso debe tener características síncronas, es decir, a cada impulso de alimentación debe corresponder un avance 26.
(37) fundamental, constante, llamado paso. La sucesión de impulsos en una determinada frecuencia, permite imponer una velocidad de movimiento prácticamente constante. En función de estas características el motor de paso proporciona un control de posición y velocidad sin la introducción de errores acumulados y esto, junto con la simplicidad, la precisión y la durabilidad, hace que se utilicen ampliamente en este tipo de aplicaciones. Existen dos tipos básicos de motores de paso de uso común: los permanentemente magnetizados y los de reactancia variable. Los primeros se dividen en unipolares y bipolares.. (a). (b). Figura 2.5: (a) Motor bipolar permanentemente magnetizado y (b) motor de paso HY 200 3424 Un motor bipolar permanentemente magnetizado (figura 2.5 a) consiste en un rotor magnetizado permanentemente rodeado por los polos del estator con bobinados. Si se usa una corriente manejada bidireccionalmente el motor da pasos conmutando las bobinas en secuencia. Para un motor de este tipo, hay tres posibles secuencias de manejo, aunque para el motor seleccionado, se utiliza la secuencia conocida como “one phase on” o “full step”, donde solo una fase es energizada en cada momento o sea se energizan las bobinas en la siguiente secuencia para el giro en el sentido horario: AB/CD/BA/DC (BA significa que el enrollado AB es energizado pero en el sentido contrario). En la figura 2.6 se muestra de una manera más explícita lo anteriormente explicado (Guerrero, 2007 ), donde la rotación que se indica es en el sentido de las manecillas del reloj.. Figura 2.6: Secuencia de manejo “one phase on” para un motor bipolar. 27.
(38) Para la rotación en la dirección opuesta (en contra de las manecillas del reloj) se usa la misma secuencia, excepto que el orden se invierte. En la Tabla 2.3 se muestran los principales datos de los motores de paso escogidos, tipo HY 200 3424 (Technology, 2008), según se muestra en la figura 2.5 (b). Por su parte, en el Anexo C, se indican las dimensiones y varias de las especificaciones de estos motores. Tabla 2.3: Datos de motores de paso modelo HY 200 3424-170 A8 Número de fases. 4. Pasos por giro. 200. Ángulo de paso. 1.8°. Corriente de fase nominal. 1.7 A. Resistencia de fase. 1.8 Ω. Tensión máxima aplicable. 90 V. Torque de retención bipolar. 116 Ncm. Figura 2.7: Torque de retención en los motores en función de los pasos por segundo. El valor del torque de retención (116 Ncm) de la figura 2.7 está especificado en la hoja de datos del motor, para una secuencia de manejo “one phase on” o “full step” y para una configuración bipolar; de esta gráfica se desprende que el voltaje de alimentación de los enrollados puede ser 36V. Obsérvese que para una configuración bipolar ambos voltajes de trabajo 36 y 75 volts generan la misma cantidad de pasos por segundo. Para el manejo de este tipo de motores, se necesita una etapa intermedia entre la lógica de control y el elemento motor, dicha función la ejercen los controladores, también conocidos como drivers.. 28.
(39) Estos dispositivos electrónicos interconectan las instrucciones de las estrategias de mecanizado con las máquinas CNC (Yeadon and Yeadon, 2001). Estas interfaces (o drivers) están presentes normalmente en forma de circuitos electrónicos, el grado de complejidad de estos circuitos varía en la medida, en que varían las características de las máquinas que van a ser controladas por dichos circuitos.(Parker, 2003) Un driver para motores de paso provee la energía eléctrica al motor en respuesta a las señales de baja tensión del sistema de control, por lo que son básicamente una fuente de corriente controlada, cuyo objetivo es suministrar la corriente adecuada a las bobinas del motor de paso.(Parker, 2003) Existen una gran cantidad de variantes para la confección de un controlador de potencia, en este caso se planeó en un primer momento la utilización de una tarjeta de servomotores Compact 2 perteneciente a una máquina en desuso, pero luego de realizar algunas pruebas se comprobó el mal estado de sus principales componentes. Sin embargo para la propuesta de la nueva tarjeta controladora de potencia, se mantienen como elementos principales los circuitos integrados L297 y L298, empleándose el esquema circuital que se muestra en la figura 2.8, diseñado para medir y controlar la corriente en los motores de paso. Al utilizarse de manera conjunta en una configuración circuital los integrados L297 y L298, se logra un módulo que garantiza una corriente constante para la carga inductiva que caracteriza al motor, así como posibilita efectuar la función de interface entre la lógica de control y la etapa de potencia. Esta combinación del controlador L297 y el L298 tiene muchas ventajas: son muy pocos los componentes necesarios, el coste de montaje es bajo, la fiabilidad alta y requiere poco espacio, así como se simplifica el desarrollo del software y la carga en el micro se reduce. Además, la elección de un enfoque de dos chips ofrece un alto grado de flexibilidad. Tal y como se muestra en el esquema de la figura 2.8, el circuito L297 recibe señales de control desde el controlador del sistema, por lo general un microprocesador o una PC, y proporciona todas las señales de activación necesarias para la etapa de alimentación del motor o etapa de potencia. Adicionalmente, incluye dos circuitos PWM (Pulse-Width Modulation o Modulación por Ancho de Pulsos) para regular la corriente en los devanados del motor de paso. (Microelectronics, 1995). 29.
Figure



+7





Documento similar
Sanz (Universidad Carlos III-IUNE): "El papel de las fuentes de datos en los ranking nacionales de universidades".. Reuniones científicas 75 Los días 12 y 13 de noviembre
(Banco de España) Mancebo, Pascual (U. de Alicante) Marco, Mariluz (U. de València) Marhuenda, Francisco (U. de Alicante) Marhuenda, Joaquín (U. de Alicante) Marquerie,
La campaña ha consistido en la revisión del etiquetado e instrucciones de uso de todos los ter- mómetros digitales comunicados, así como de la documentación técnica adicional de
You may wish to take a note of your Organisation ID, which, in addition to the organisation name, can be used to search for an organisation you will need to affiliate with when you
Where possible, the EU IG and more specifically the data fields and associated business rules present in Chapter 2 –Data elements for the electronic submission of information
Products Management Services (PMS) - Implementation of International Organization for Standardization (ISO) standards for the identification of medicinal products (IDMP) in
This section provides guidance with examples on encoding medicinal product packaging information, together with the relationship between Pack Size, Package Item (container)
Fundación Ramón Menéndez Pidal / Universidad Autónoma de Madrid... Fundación Ramón Menéndez Pidal / Universidad Autónoma
