Introducción
Introducción
- Materiales compuestos
- Tubulares compuestos en la industria del petróleo y gas
- Integridad estructural de los tubulares de epoxi reforzada con fibra
- Degradación en servicio
Los compuestos de fibra de vidrio se utilizan principalmente en las industrias aeroespacial, automotriz, de aviación, petrolera y de construcción civil, entre otras. Además, se ha demostrado que la humedad, la temperatura y los productos químicos afectan la degradación de la fibra de vidrio.
![FIGURA 1.1. REPARTO DEL MERCADO GLOBAL DE LOS MATERIALES COMPUESTOS POR USO FINAL EN EL 2019 [4]](https://thumb-us.123doks.com/thumbv2/123dok_es/12316312.0/29.893.137.779.346.636/figura-reparto-mercado-global-materiales-compuestos-uso-final.webp)
Objetivo General
Objetivos específicos
Hipótesis
Comprender los procesos de envejecimiento y degradación de los sistemas epoxi reforzados con fibra utilizados en la producción de petróleo y gas permitirá diseñar formulaciones que optimicen el procesamiento tubular y reduzcan la degradación, extiendan la vida útil y, en consecuencia, reduzcan los costos operativos. El uso de un algoritmo basado en el método de los elementos finitos puede resultar muy útil para modelar procesos de envejecimiento, estimar la vida útil restante en condiciones de funcionamiento a partir de condiciones de envejecimiento simuladas en laboratorio y llevar a cabo programas de inspección y seguimiento.
Estructura
En el Capítulo 5 se caracteriza y estudia la degradación hidrotermal de una nueva formulación para el desarrollo de tubos, y en el Capítulo 6 se realiza el análisis de las condiciones de procesamiento y la producción de un prototipo mediante bobinado de filamento. En la tercera parte, capítulo 7, se modela el comportamiento de absorción de las matrices de los compuestos investigados.
En la Figura 4.5 se puede ver una comparación de las curvas de absorción del compuesto con las de la matriz de anhídrido epoxi. La Figura 5.3 muestra los valores de calor de reacción y temperatura de transición vítrea dados en la Tabla 5.1.
Materiales y Métodos
Materiales
- Resina epoxi y agentes de curado
- Fibra de vidrio
En las formulaciones de epoxi-anhídrido se utilizó como agente de curado Dicure® 319 (Novarchem S.A., Buenos Aires, ARG). En las formulaciones de aminas epoxi-aromáticas, el agente de curado utilizado fue Ancamine®Y (Air Products and Chemicals, Inc), un producto a base de metilendianilina (MDA) (Figura 2.1 d)), utilizado para la producción comercial de tuberías.

Procedimientos
- Preparación de las placas
- Preparación de probetas
- Determinación del contenido de fibra
- Calorimetría diferencial de barrido modulada (MDSC)
- Absorción de Agua
- Absorción ideal y pérdida de masa
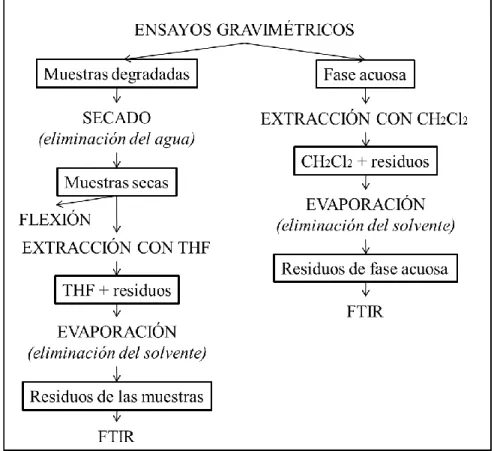
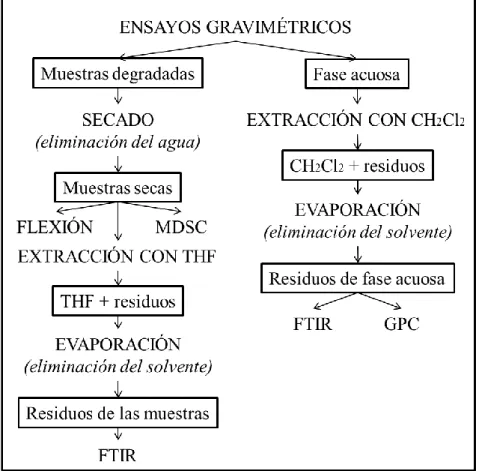
- Extracción de especies orgánicas de la fase acuosa
- Extracción de especies libres dentro de los especímenes
- Espectroscopia infrarroja con transformada de Fourier (FTIR)
- Cromatografía de permeación en gel (GPC)
- Flexión en tres puntos
- Short beam Shear test (SBS)
- Reometría
- Determinación de porosidad por Microscopía Óptica
La difusión se registró pesando los tubos de ensayo en una balanza digital OHAUS con una precisión de 10-4 g. El valor del módulo de elasticidad se obtuvo a partir de la pendiente de las curvas tensión-deformación.

ESPECTROS FTIR DE LOS EXTRACTOS DE LA FASE ACUOSA EN DISTINTAS CONDICIONES (INDICADAS A LA DERECHA) DE A) SISTEMA A, B) SISTEMA B Y C) SISTEMA CB. El esquema de la geometría y las condiciones de Dirichlet y Neumann se muestran en la Figura 7.7.
Estudio de la degradación de compuesto epoxi-amina
Objetivo
Introducción
10] observaron la disminución en el diámetro de la fibra de vidrio cuando se expone a un medio alcalino de alta temperatura, lo que atribuyeron a la reacción de hidrólisis entre el vidrio y los iones hidroxilo en el medio. Por ello, en este capítulo estudiamos la influencia del medio en los mecanismos de degradación de materiales epoxi reforzados con fibra de vidrio y curados con amina aromática.
Experimental
Para ello, en diferentes momentos de la curva de absorción se retiraron muestras sólidas y muestras de fase acuosa. Luego se sumergieron en THF para inducir el hinchamiento de la matriz y extraer especies que no estaban adheridas a la red y no habían llegado a la solución.
Resultados y Discusión
- Ensayos de absorción
- Efecto del medio básico (pH 13)
La Figura 3.3 muestra las curvas gravimétricas tanto de la matriz como del compuesto del sistema epoxiamina sumergido en agua destilada a 93 ° C. La Figura 3.10 muestra las curvas de pérdida de masa evaluadas al secar las muestras extraídas en diferentes momentos de la curva. ESPECTROS FTIR DE LOS EXTRACTOS DE LA FASE AGUA A 93°C Y PH L DEL SISTEMA DE FIBRAS EPOXIAMINA.

Conclusiones
Esto implica una fuerte degradación de la interfaz y de la fibra, lo que provoca una disminución de las propiedades mecánicas. A partir de la curva gravimétrica es posible determinar si existe degradación irreversible por pérdida de masa. Además, la sección 3.4.4 señala que en un entorno básico el efecto de la carbonatación puede enmascarar la pérdida de masa creada por la degradación.
La disminución de la baja temperatura de transición vítrea de las probetas antiguas supone la ruptura del enlace en la red. La figura 5.2 muestra el flujo de calor irreversible en función de la temperatura para varios sistemas. Como se puede observar en la Figura 6.4 a 140 °C, el aumento de la viscosidad es repentino después de aproximadamente 10 minutos.
Estudio de la degradación de compuestos epoxi-anhídrido
Objetivo
Introducción
10] propuso un proceso de degradación de cuatro pasos de la matriz de anhídrido epoxi (Figura 4.1), en el que los procesos de difusión, hidrólisis y lixiviación funcionan simultáneamente. Además, los alcoholes y ácidos carboxílicos, productos de la hidrólisis, aumentan el número de grupos polares en la red. Estos cambios fisicoquímicos afectan tanto al proceso de difusión como a la cinética de hidrólisis.
![FIGURA 4.1. REPRESENTACIÓN ESQUEMÁTICA DE LA VELOCIDAD DE CAMBIO DE MASA PARA UN SISTEMA EPOXI-ANHÍDRIDO [10]](https://thumb-us.123doks.com/thumbv2/123dok_es/12316312.0/99.893.183.635.268.623/figura-representación-esquemática-velocidad-cambio-sistema-epoxi-anhídrido.webp)
Experimental
En el tercer paso, la movilidad de la red aumenta considerablemente como resultado de los grupos ácidos producidos durante la hidrólisis, que actúan como catalizadores de la reacción (Figura 4.2) y dan como resultado una red más hidrófila [15]-[17]. Para ello se tomaron muestras y se tomó una alícuota de la fase acuosa en diferentes tiempos de absorción. Luego, las muestras se sumergieron en THF (consulte el Capítulo 2: Materiales y métodos) para extraer las especies ocluidas en la red y en la interfaz; los extractos se caracterizaron por FTIR.
Resultados y Discusión
- Ensayos de absorción
- Análisis de los productos de degradación
- Influencia de la absorción de agua en las propiedades del material
- Efecto de la absorción de agua en las propiedades mecánicas
COMPARACIÓN DE CURVAS DE ABSORCIÓN DE COMPOSICIÓN Y MATRIZ DE EPOXI-ANHÍDRIDO EN AGUA DESTILADA Y A DIFERENTES TEMPERATURAS Y 93 °C. Finalmente, la caída de la curva es menos abrupta que en el sistema epoxi-anhídrido. Se promediaron las temperaturas de transición vítrea informadas.

Conclusiones
Se sabe que la disminución de la resistencia es más drástica que la disminución del módulo de elasticidad. Los resultados de GPC de extractos en fase acuosa indican la presencia de grupos epoxi principalmente hidrolizados. Además, se observa un pico en la zona cm-1 en extractos de tubos digeridos, lo que indica la presencia de grupos éster y ácido.
Verdu, "Water Absorption Properties of Diglycidyl Ether of Butanediol-3,5-Diethyl-2,4-Diaminotoluene Network," Polymer (Guildf)., vol. Davies, "Physical Aging of Epoxy in a Wet Environment: Coupling Between Plasticization and Physical Aging ,” Polym. Celina, “Water diffusion with temperature enabling predictions of sorption and transport behavior in thermosetting materials,” Polymer (Guildf)., vol.
Desarrollo de tubulares para alta temperatura
Objetivo
Según las prácticas recomendadas para el uso de tuberías epoxi reforzadas con fibra de vidrio (ERFV) del Instituto Argentino de Petróleo y Gas (IAPG) [1], en el diseño de este tipo de tuberías, la temperatura de trabajo es una variable crítica para la selección de la cura. Como se mostró en capítulos anteriores, los tubos en contacto con el agua sufren daños irreversibles como consecuencia de la reacción de hidrólisis en la matriz, si operan a temperaturas superiores a las recomendadas para el sistema epoxi-anhídrido (65 °C). el debilitamiento del material compromete la integridad estructural de la instalación, lo que puede provocar una falla catastrófica. El objetivo de este capítulo es desarrollar una formulación para la fabricación de tubos que permita trabajar a altas temperaturas a partir de una red polimérica que no requiera el uso de aminas y que no se degrade en contacto con el agua.
Experimental
Por otro lado, el procesamiento de los tubos se realiza mediante bobinado de filamentos y requiere el control de la polimerización [6] y la identificación de una ventana de procesabilidad determinada por la evolución de la viscosidad durante la polimerización.
Resultados y Discusión
- Caracterización
- Ensayos de Absorción
- Análisis de los productos de degradación
- Influencia de la absorción de agua en las propiedades del material
La Figura 5.7 muestra la comparación de las curvas gravimétricas para los sistemas CB y de fibra de vidrio epoxi-amina expuestos a agua destilada a 93 °C y las del sistema epoxi anhídrido a 65 y 80 °C. En la figura 5.8 a)-c) se puede ver una selección de los espectros para los diferentes sistemas químicos. Las temperaturas de transición vítrea iniciales del sistema B y CB son similares, algo superiores a la Tg obtenida en el sistema A.

Conclusiones
En el compuesto, tanto el módulo como la resistencia a la flexión muestran una disminución que parece comenzar a 65 °C y aumenta al aumentar la temperatura; alcanzando casi el 30% para el módulo elástico y el 65% para la resistencia en las muestras envejecidas a 93 °C. Los resultados indican que el mayor efecto del envejecimiento en el agua para estos sistemas se produciría en la interfaz. Como se indicó en capítulos anteriores, este efecto se incrementa cuando se utilizan muestras con fibras expuestas, el comportamiento durante el uso puede dar resultados más alentadores.
Chailan, "Investigation of moisture/stress effects on glass fiber/epoxy composite and the influence of the interphase region".
Procesamiento de tubulares para uso a alta temperatura
Objetivo
Introducción
Por otro lado, algunas de las desventajas del proceso de bobinado de filamentos son: 1) se limita a formas axiales o simétricas similares, y no se pueden producir formas cóncavas; 2) la variación del ángulo de enrollado debe ser gradual; 3) el mandril puede ser removible y su costo es relevante [3]. El ángulo de envoltura, α, es el ángulo de las fibras con respecto a la dirección longitudinal (Figura 6.2) y es el principal parámetro que controla el comportamiento mecánico de la tubería. Existen varios métodos de cálculo para determinar el mejor ángulo de bobinado, uno de los cuales es el análisis de red.

Experimental
Resultados y Discusión
- Determinación de las condiciones de procesamiento
- Fabricación del tubular
- Caracterización del Tubular
El ancho de la banda se mide por la colocación de las trenzas a la salida de la funda y dependerá de la tensión de las fibras y del ángulo a utilizar. El valor de Tg también es inferior al obtenido en las placas estudiadas en el capítulo 5. Esto puede corregirse mejorando las condiciones de mezcla de los componentes de la formulación y modificando el ciclo de curado.

Conclusiones
Zhao, “Effect of fiber volume fraction on strength of filament wound composite pressure vessel,” Compos.
Objetivo
Introducción
Esta clasificación se basó en la velocidad relativa de difusión de las moléculas penetrantes y la relajación de las cadenas poliméricas. La primera categoría es la difusión fickiana, en la que la tasa de relajación es mucho mayor que la tasa de difusión. La tercera categoría pertenece al caso en el que la tasa de relajación es mucho menor que la tasa de difusión.

Experimental
Verdú desarrolló un modelo cinético más detallado para la hidrólisis de éster de una red de poliéster casi ideal basada en macrodioles, incluido el efecto de autocatálisis del ácido carboxílico resultante de la reacción. 17] propusieron un modelo de hidrólisis autocatalítica de poliésteres alifáticos capaz de predecir cambios en número y peso molecular promedio. En este capítulo se propone describir el comportamiento de absorción de los sistemas epoxi propuestos en el Capítulo 5 – Desarrollo de tubos de alta temperatura mediante la implementación de un modelo basado en la combinación de procesos de difusión y relajación de la red polimérica [18].
Resultados y Discusión
- Optimización de parámetros
- Modelo difusión-relajación
- Modelo difusión-reacción
Es decir, podrían calificar como curva "B" en la Figura 7.2, el modelo de difusión de humedad en dos etapas. CURVAS GRAVIMÉTRICAS TEÓRICAS QUE MUESTRAN EL EFECTO COMBINADO DE DIFUSIÓN FICK Y RELAJACIÓN DEL POLÍMERO [22]. 𝑀0 es la masa inicial de la muestra y se puede calcular como el producto entre la densidad (𝜌0) y el volumen inicial de la muestra (𝑉0).

Conclusiones
Conclusiones y trabajo futuro
Conclusiones generales
Trabajo a Futuro
Suposición de plato infinito
Desarrollo académico –
![FIGURA 1.2. PARTICIPACIÓN DE CADA CUENCA EN LA PRODUCCIÓN DE PETRÓLEO Y GAS NATURAL EN ARGENTINA EN 2020 [9]](https://thumb-us.123doks.com/thumbv2/123dok_es/12316312.0/32.893.235.661.103.562/figura-participación-cada-cuenca-producción-petróleo-natural-argentina.webp)

![FIGURA 1.5. ESQUEMA DE POSIBLES LUGARES Y MECANISMOS DE ABSORCIÓN DE HUMEDAD [24].](https://thumb-us.123doks.com/thumbv2/123dok_es/12316312.0/38.893.142.766.197.582/figura-esquema-posibles-lugares-mecanismos-absorción-humedad.webp)






