El siguiente paso fue procesar los cuchillos mediante la técnica de infusión al vacío. Una vez fabricada y acondicionada para el proceso, se continuó con la preparación de la membrana reutilizable y la determinación de los sistemas de resina que se utilizarían en la infusión.
Marco Teórico
El problema del calentamiento global
- Gases de efecto invernadero (GEI)
- Huella de carbono
- Metas de descarbonización en el mundo
- Estrategias de descarbonización en Argentina
- Generación Distribuida de Energía Renovable
Se observa entonces que es fundamental reducir las emisiones de GEI en el sector energético. Una de las herramientas más importantes para cuantificar las emisiones de estos gases es la huella de carbono (HdC).

Energía eólica
- Recurso eólico en Argentina
- Turbinas eólicas
En el último año, el 26,9% de la energía producida a partir de fuentes renovables se obtuvo de energía eólica. El módulo de fuerza de arrastre (FD) y fuerza de elevación (FL) se dan en la ecuación 1.3.
![Figura 1.1. Evolución de la capacidad instalada de potencia eólica [10].](https://thumb-us.123doks.com/thumbv2/123dok_es/12426325.0/19.893.126.786.289.725/figura-1-evolución-capacidad-instalada-potencia-eólica-10.webp)
Turbinas eólicas de eje vertical (VAWT)
- VAWT vs HAWT
- VAWT en el mercado
- Comparación con Energía Solar
Dentro de las turbinas de eje vertical, se clasifican según el mecanismo de funcionamiento dominante. Esto es mucho menor que el coste por vatio de las turbinas eólicas de eje vertical disponibles en el mercado.
Materiales Compuestos de Matriz Polimérica Reforzados con Fibras
34 Debido a que están hechos de fibras colocadas en ciertas direcciones, las propiedades de los materiales compuestos dependen de la orientación, por lo tanto son materiales anisotrópicos. En el caso de materiales compuestos laminados, las propiedades mecánicas en el plano de la capa son mucho mayores que las propiedades evaluadas fuera del plano.
![Tabla 1.3. Propiedades mecánicas de metales y compuestos estructurales [27].](https://thumb-us.123doks.com/thumbv2/123dok_es/12426325.0/37.893.63.832.628.1088/tabla-1-propiedades-mecánicas-metales-compuestos-estructurales-27.webp)
Procesamiento de materiales compuestos
- Infusión por vacío
- Cinética de curado
Esto depende de la temperatura ya que la velocidad de curado depende de la temperatura. En la vitrificación, a diferencia de la gelificación, la velocidad de solidificación se vuelve extremadamente lenta y se debe aumentar la temperatura para continuar la reacción.
Diseño
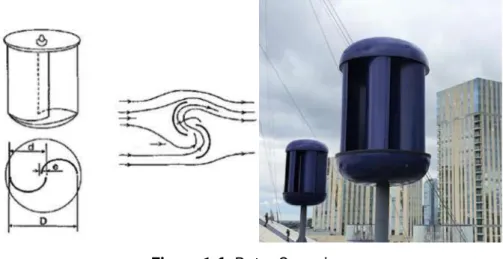
Molino Savonius
La fuerza diferencial entre las dos palas es entonces el resultado de la diferencia en el coeficiente de resistencia y la velocidad relativa con el viento. Por lo tanto, la velocidad relativa del viento con respecto a la pala cóncava será 𝑤=𝑈-𝑣, mientras que la velocidad relativa del viento con respecto a la pala cóncava será 𝑤=𝑈+𝑣, donde U es la velocidad del viento incidente.

Rendimiento del aerogenerador
- Coeficiente de potencia (Cp)
- Tip Speed Ratio (TSR)
- Curva característica
- Coeficiente de torque (C T )
La fórmula para calcular esto se muestra en la ecuación 2.8, donde R es el radio del rotor, 𝜔 es la velocidad de rotación y U es la velocidad del viento [29]. 𝑈 (2.8) La relación entre la velocidad de rotación de la bomba eólica y la velocidad del viento determina la potencia extraída por la turbina eólica. Si las palas del rotor giran muy lentamente y la velocidad del viento es alta, gran parte de la corriente incidente atravesará los espacios entre las palas sin interactuar con ellas.
Dividiendo la velocidad de rotación por la velocidad nominal del viento se obtiene la TSR para cada punto registrado. Debido a que los resultados son valores adimensionales, esta curva es independiente de la velocidad configurada para realizar la prueba [28]. Una vez más allá de este punto, la velocidad de rotación de la turbina disminuye drásticamente debido a la alta resistencia causada por el par aplicado [28].
![Figura 2.5. Curvas características para distintos tipos de rotores [12]](https://thumb-us.123doks.com/thumbv2/123dok_es/12426325.0/47.893.217.701.115.374/figura-curvas-características-para-distintos-tipos-de-rotores.webp)
Parámetros de diseño
- Relación de aspecto
- Platos superiores e inferiores
- Coeficiente de superposición
- Forma de las aspas
- Multi-staging
- Número de aspas
Antes de ponerlo en marcha es importante definir los parámetros geométricos del rotor, los cuales se muestran en la Figura 2.7. El coeficiente de superposición (𝛿), mejor conocido como relación de superposición, se define como la relación entre la superposición entre dos paletas (e) y la longitud de la cuerda de las paletas (d), como se muestra en la Figura 2.7. Sus formas se pueden ver en la Figura 2.9. e) Un nuevo diseño propuesto por Roy et al.
El diseño original no consideraba el solapamiento entre sus palas, mientras que el modificado sí lo hacía, como se ve en la figura 2.9.d. Como se ve en la figura, todos los diseños tienen dos mínimos CTS, uno alrededor de 170° y otro en el área de 340°. Aun así, los autores informan que los valores obtenidos pueden realmente diferir, ya que se trata de un modelo 2D ideal.

Diseño del aerogenerador
- Dimensiones características del rotor
- Cálculo de la potencia estimada
El valor óptimo del diámetro de las carcasas (Dt) es un 10% mayor que el diámetro del rotor. Dependiendo de las dimensiones del rotor, es posible estimar la potencia generada por el aerogenerador. 2𝐴𝜌𝑣3 (1.2) Donde ρ es la densidad del aire, A es el área proyectada del rotor y v es la velocidad del viento incidente.
En la mayoría de los casos, la distribución de probabilidad de la velocidad del viento sigue aproximadamente la función de densidad de probabilidad de Weibull p(v) [12]. Si se multiplica este valor por la superficie del rotor (en este caso 0,7 m2) se obtiene la potencia media anual disponible para la turbina. Para estimar la potencia media anual generada por el rotor, es necesario influir en el valor de la potencia disponible mediante el coeficiente de potencia de la turbina.

Materiales a emplear en la fabricación
Además, a ambos sistemas se incorporará un diluyente reactivo para reducir la viscosidad de la mezcla resultante, para garantizar una impregnación precisa de las fibras durante el proceso de fabricación mediante la técnica SCRIMP. La formulación del sistema reactivo debe optimizarse teniendo en cuenta que un disolvente reactivo, aunque participe en la reacción de reticulación y forme parte de la red polimérica resultante, producirá una disminución de la temperatura de transición vítrea (Tg) del resultado. . polímero. Una característica muy importante de los componentes del sistema es el valor equivalente de epoxi (o peso equivalente).
Esto representa la masa del componente que contiene un mol de grupos funcionales epoxi y es fundamental para calcular la estequiometría del sistema y garantizar que no queden moléculas sin reaccionar, lo que puede provocar cambios en las propiedades de la resina. Dado que la capa exterior está hecha de fibra de carbono, el color de la superficie de la hoja será negro, absorbiendo el calor por radiación y aumentando su temperatura por encima de la temperatura ambiente. Sin embargo, la temperatura de transición vítrea del material se considera un factor de seguridad para evitar inconvenientes.

Métodos
Métodos de caracterización
- Métodos de caracterización de la resina
- Caracterización de la preforma
- Caracterización del material resultante
La fórmula para calcular las relaciones estequiométricas de la formulación de resina se muestra en la Ecuación 3.1. Para caracterizar el flujo de resina a través de la preforma, se debe determinar su permeabilidad (K). La ecuación 3.8, que describe la gráfica mencionada, se obtiene elevando al cuadrado ambos términos de la ecuación 3.7.
Por tanto, la posición del frente de flujo observado corresponde al avance de la resina en la capa de distribución y no en la fibra. Por otro lado, la velocidad de la travesía (R) también es función del espesor de la probeta y viene dada por la ecuación 3.13. Para obtener el valor del módulo de flexión, fue necesario obtener el valor de la tensión a partir de la carga y las propiedades geométricas.

Métodos de fabricación
- Preparación del método
Este último también muestra el canal de inyección utilizado para la bolsa de vacío. Luego se realiza por separado el proceso de colocación de la membrana reutilizable y la bolsa de vacío. La Figura 3.12 muestra la impregnación de la fibra con la resina durante la fase de infusión.
La Figura 4.8 muestra el resultado de aplicar la masilla y la plantilla de lijado. La Figura 4.9 muestra la superficie después de aplicar el gelcoat y después del pulido. Además, se evaluó el tiempo de curado de la resina a la temperatura de curado seleccionada (75°C).
La caracterización del sistema resinoso a utilizar se basó en la determinación de la estequiometría. La viscosidad (𝜂) corresponde a la de la resina a temperatura ambiente (aproximadamente 20°C en el momento del procesamiento): 0,3775 Pa.s.

Membrana reutilizable
Bolsa de vacío
Infusión
El tubo de entrada de resina se colocó bloqueado en el recipiente donde se preparaba la resina y se abrió la línea quitando la abrazadera. La resina comenzó a fluir hacia el sistema debido a la diferencia entre la presión ambiental a la que está expuesto el recipiente y el vacío interno del molde. Una vez completada la impregnación, se cierra la línea de resina mediante la pinza y comienza el curado.
El progreso de la resina se nota ya que durante la saturación de la fibra de carbono, su negro destaca sobre el color de la capa de la calota.
Curado
Fabricación y resultados
- Fabricación del molde
- Diseño
- Maquinado
- Ensamblaje y acondicionamiento
- Evaluación
- Membrana reutilizable
- Procesamiento de las aspas
- Primer caso
- Segundo caso
- Tercer caso
- Análisis de resultado
- Comparación entre métodos
- Análisis del método de fabricación
- Aspectos a mejorar
Resultado de la membrana después de aplicar la primera, segunda y tercera capa (de arriba a abajo). La figura 4.16 muestra el estado del borde de la pieza donde se observa este defecto. La extracción se completó aplicando una tensión de tracción al extremo desprendido de la pieza.
El fuerte aumento de la viscosidad se debe a un avance en la reacción de curado. La caracterización de la preforma consistió en determinar su permeabilidad. Luego se colocan los refuerzos en el molde junto con los suministros de infusión.
En el caso de la membrana, este paso es muy corto y sólo dura unos cinco minutos. La Figura 4.39 muestra dos gráficas que comparan los tiempos requeridos para cada etapa en el caso de (a) la membrana reutilizable y (b) la bolsa de vacío.

Conclusiones y trabajos futuros
Además, en el caso del tercer sistema, fue necesario definir el agente de curado utilizado, ya que se desconocían sus propiedades. Para cada uno de ellos se analizaron los resultados con el fin de corregir las fuentes de errores y mejorar el proceso productivo. Con base en estos, se comparó su desempeño con el de otro material candidato para esta aplicación, como es el acero, y se encontró que la resistencia por unidad de peso del compuesto desarrollado superaba con creces a la del otro material.
Utilizando una metodología replicable para el resto de piezas se obtuvo un cuchillo sin defectos. Como trabajo futuro se prevé fabricar el resto de palas y montar el molino, evaluando las propuestas de mejora de procesos planteadas como la optimización del molde y la membrana reutilizable. Otra propuesta de trabajo futuro es evaluar la posibilidad de incluir dispositivos externos para mejorar el rendimiento obtenido.
Cálculo de la distribución de Weibull
A continuación se asigna el valor de frecuencia acumulada a cada valor de velocidad según el intervalo en el que se encuentra. Para cada valor se calcula el logaritmo neperiano de la velocidad (Ln (v)) y el logaritmo neperiano de (-Ln(1-F(v))), correspondientes a las variables x e y de la ecuación 3. Luego se procede para graficar y vs x y realizar una aproximación de mínimos cuadrados de la ecuación resultante.
Centro de Estudios para la Producción XXI (CEP-XXI) - Ministerio de Desarrollo Productivo de la Nación. Tecnologías para la eficiencia energética en los hogares y la reducción de emisiones de gases de efecto invernadero. Criterios de priorización de políticas públicas y marco de propuestas para su desarrollo y adopción en el contexto argentino.




![Figura 2.17. Líneas de flujo y distribuciones de presión para distintas configuraciones de seis aspas [31]](https://thumb-us.123doks.com/thumbv2/123dok_es/12426325.0/57.893.115.776.519.720/figura-líneas-flujo-distribuciones-presión-distintas-configuraciones-aspas.webp)




