Paralelamente se evaluó el efecto de la incorporación de fibras de polipropileno sobre el comportamiento del MAC tanto en estado fresco como en estado curado. En cuanto a la resistencia a la compresión, el efecto de la incorporación de cenizas y fibras no cambió significativamente los valores de resistencia, pero sí se observó un cambio en el mecanismo de falla asociado a la presencia de fibras.
INTRODUCCIÓN Y OBJETIVOS
INTRODUCCIÓN
La gran cantidad de cemento requerida para producir MAC está directamente relacionada con el calor de hidratación, y este a su vez con los defectos mencionados anteriormente (Benaicha et al., 2015). Respecto a las propiedades en fresco, Oktay et al. 2014) demostraron que un contenido de 1,5% de fibras de 12 mm de largo reducía la trabajabilidad del mortero hasta en un 35% y un efecto similar ocurría al duplicar la longitud de las fibras.
OBJETIVOS
- General
- Específicos
PROCEDIMIENTOS Y METODOLOGÍA
CARACTERIZACIÓN DE AGREGADOS Y MUESTREO
- MUESTREO
- GRANULOMETRÍA
- PROPIEDADES FÍSICAS
- HUMEDAD
Densidad relativa real (1): relación entre la masa, en el aire, del árido y la masa de un volumen de agua equivalente al volumen real del árido considerado. Luego se sacó la muestra del horno, se dejó enfriar a temperatura ambiente y se registró el peso.
CARACTERIZACIÓN DE CEMENTO Y ADICIONES
- DRX
- DENSIDAD
- GRANULOMETRÍA
23 incide directamente en el comportamiento reológico de la pasta y en la resistencia del mortero u hormigón (Balzamo, 2012). Donde 𝑃𝑇 es el peso total de la muestra antes del tamiz y 𝑃𝑇 es el peso retenido por el tamiz no. 200.

ENSAYOS DE LA PASTA Y EL MORTERO
- ENSAYOS EN ESTADO FRESCO
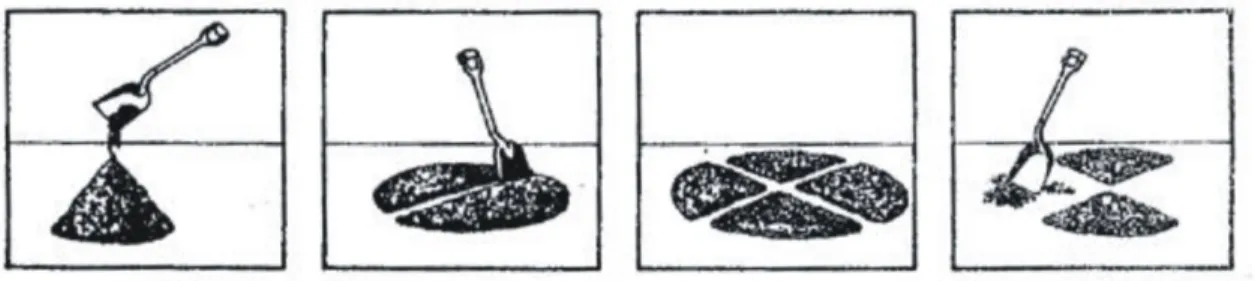
- EMBUDO EN V
- FLUJO DE ASENTAMIENTO
- ENSAYOS EN ESTADO ENDURECIDO
- PREPARACIÓN Y CURADO DE LAS PROBETAS PARA
- MEDICIÓN DE LA DENSIDAD APARENTE
- ENSAYO DE RESISTENCIA A LA FLEXIÓN
- ENSAYO DE RESISTENCIA A LA COMPRESIÓN
- ESQUEMA DE ROTURA
10 segundos después del llenado, abrimos la tapa inferior y dejamos que el mortero fluya libremente por gravedad. Donde 𝑏 es el lado de la sección transversal cuadrada del prisma en milímetros; 𝐹𝑓 carga en el centro del prisma en la rotura, en newtons; 𝐿 distancia entre apoyos, en milímetros.

DISEÑO DE MEZCLAS Y DOSIFICACIÓN
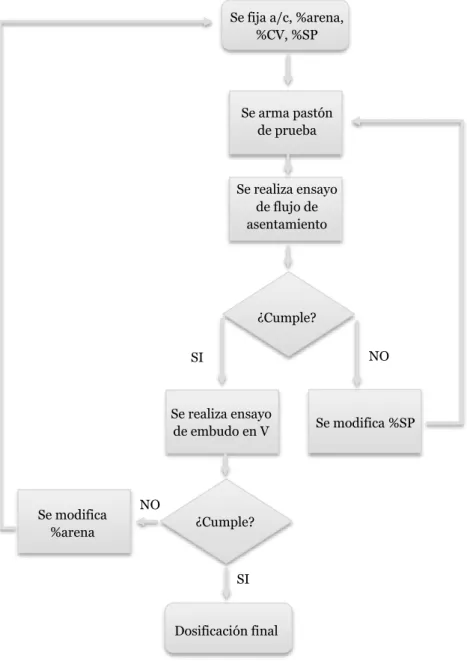
- PROCEDIMIENTO EFNARC
- PARÁMETROS Y AJUSTES UTILIZADOS
Diseño de la composición de la pasta compuesta por agua y polvo (polvo = cemento + aditivo). El contenido de arena se puede variar entre el 40-50% del volumen total del mortero dependiendo de las propiedades de la pasta. El superfluidizador debe usarse para equilibrar la reología de la pasta para lograr el flujo de sedimentación y los valores de tolva en V requeridos.
Para un embudo en forma de V, un valor bajo significa una baja cohesión del mortero con una mayor probabilidad de sangrado (separación pasta-mortero .33). En este caso, las recomendaciones de EFNARC sugieren probar primero con otro superfluidificador. En la categoría C, en cambio, se identificaban por el primer número, que los distingue según el contenido de arena, y el segundo número, que lo hace según el contenido de aditivo superfluidizante.
35 En el caso de la categoría CCV, el primer dígito pretende identificarlos por su contenido de CV, el segundo por su contenido de arena y el tercero por el aditivo superfluidizante.
ARMADO DE PASTÓN DE PRUEBA
Una vez alcanzada la condición de autocompactación, dicho lote fue renombrado con el código MAC (mortero autocompactante) y un número que representa el contenido de CV. El procedimiento de cálculo de cada hoja, incluidas las correcciones por humedad de la arena, se automatizó mediante código escrito en el lenguaje de programación Python, que es un lenguaje de alto nivel con una sintaxis distintiva que hace que los programas sean fáciles de leer. Dispone de una amplia documentación, así como bibliotecas de ingeniería específicas, y es de código abierto, lo que lo hace ideal para aplicaciones de este tipo.
El programa solicita al usuario ingresar los parámetros y características de los agregados para luego devolver las dosis con sus respectivas correcciones. Finalmente se seleccionaron dosis que cumplieran con los criterios de autocompactación para la adición de fibras de polipropileno de origen chino marca FIBRAS Y MALLAS. A la ya conocida nomenclatura, se añade al final la letra “F” para identificar aquellas dosis que cuentan con fibras de polipropileno.
REALIZACIÓN DE NEGATIVO DE UNA PIEZA REAL
RESULTADOS Y DISCUSIÓN
CARACTERIZACIÓN DE MATERIAS PRIMAS
- CEMENTO
- DRX
- GRANULOMETRÍA
- AGUA
- ADITIVOS
- ARENA SILÍCEA DE MEDANO
- CENIZA VOLANTE
En la figura 23 se puede ver, en color azul claro, el modelo de referencia de celite. Los parámetros de celda unitaria más importantes de cada una de las fases identificadas se pueden ver en la Tabla 2. Ambas fases no son independientes entre sí, pero la fase cristalina puede ocurrir dentro de una matriz de vidrio.
Para el presente estudio se utilizaron cenizas volantes de la empresa Matermix, suministradas por I.M.E.P.HO S.A. Patrón de difracción de las cenizas volantes con los patrones de referencia buscados y aceptados. En la Tabla 6 se muestran los parámetros de celda unitaria más relevantes de cada uno de ellos.
Siguiendo el procedimiento descrito en 2.2.2 se encontró la densidad de las cenizas, necesaria para el cálculo de las dosis.

ENSAYOS EN ESTADO FRESCO
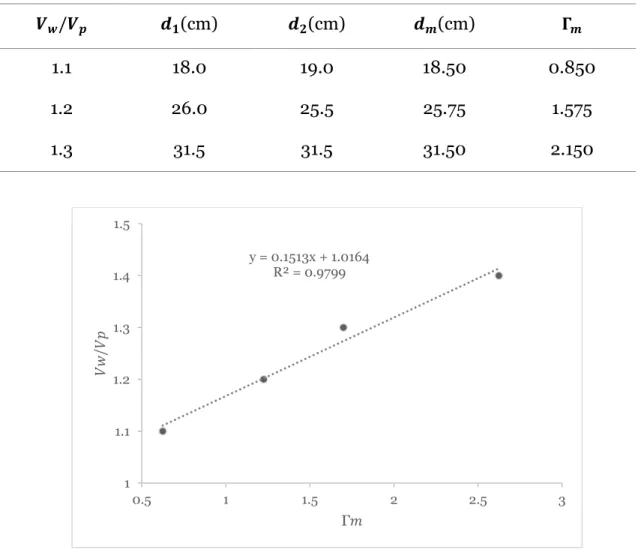
- RELACIÓN MÍNIMA 𝑉𝑤/𝑉𝑝 PARA FLUJO CERO
- DOSIFICACIONES CON POLVO 100% CEMENTO
- DOSIFICACIONES CON 10% EN VOLUMEN DE CENIZA
- DOSIFICACIONES CON 20% EN VOLUMEN DE CENIZA
- DOSIFICACIONES CON 30% EN VOLUMEN DE CENIZA
- COMPARACIÓN
- FORMULACIONES ACEPTADAS BAJO CRITERIO EFNARC
- AGREGADO DE FIBRAS DE POLIPROPILENO
El contenido de arena 𝑓𝑎𝑟𝑒𝑛𝑎 se da como fracción del volumen total de mortero, la concentración de aditivo SP en litros por 100 kg de polvo total, el diámetro de endurecimiento final 𝑫𝒇. La Figura 34 resume los valores de diámetro de solidificación (𝐷𝑒𝑥𝑡, en cm) y tiempo de vaciado (tolva, en segundos) en función del contenido de aditivo superfluidizante. El contenido de arena 𝑓𝑎𝑟𝑒𝑛𝑎 se expresa como fracción del volumen total del mortero, la concentración de aditivo SP en litros por 100 kg de polvo total, el diámetro final de endurecimiento 𝑫𝒇 en centímetros y el tiempo de vertido 𝑡𝑣𝑎𝑐𝑖𝑎𝑑𝑜 en segundos.
En la Figura 42 y Figura 43, es posible observar el efecto del aumento del contenido de cenizas (como sustitución del volumen del polvo total) sobre el diámetro de dispersión de la pulpa. Con un mayor contenido de cenizas, el diámetro de presión aumentó para un contenido de arena de 0,45 (en proporción). Para un contenido de arena de 0,47 en proporción al volumen total del mortero, los tiempos de colada más cortos se lograron con la dosificación C3.
Variación de los diámetros del pavimento para un contenido de arena de 0,47 como fracción del volumen total de mortero. Influencia del contenido de cenizas en el tiempo de vaciado para dosificaciones con un contenido de arena de 0,45 como fracción del volumen total. Con el aumento del contenido de cenizas de 0% (MAC0) a 10% (MAC10), se observó una reducción significativa en la cantidad de aditivo para lograr MAC (Figura 46).
ENSAYOS EN ESTADO ENDURECIDO
- MEDICIÓN DE DENSIDAD APARENTE
- FLEXIÓN
- COMPRESIÓN
Probeta con agregado de fibras ensayada en flexión de tres puntos, después de fractura. A la edad de 7 días se observó una ligera disminución de la resistencia al aumentar el contenido de cenizas. En edades tempranas no se pudieron observar cambios significativos en la resistencia debido a la adición de fibra de polipropileno, excepto para la dosis MAC0 donde se registró un ligero aumento.
A los 28 días de edad se observó una disminución de la resistencia para las dosis MAC10F y MAC20F respecto a sus correspondientes dosis sin fibra, lo que puede deberse a defectos específicos de la muestra surgidos durante el colado y preparación. Se pudo observar un aumento en la resistencia a la edad de veintiocho días para todas las dosis, y una tendencia a disminuir la resistencia al aumentar el aspersante, posiblemente debido a un efecto de dilución (Turkel & Altuntas, 2009; Xu et al., 1993; Xu y Sarkar, 1994). Respecto a la adición de fibras, no hubo cambios significativos en la resistencia a la compresión a los 7 y 28 días (Figura 58).
En el caso de especímenes con fibras añadidas, dificultan la propagación diagonal de las grietas (Lawler et al., 2003), lo que resulta en abombamiento y posterior falla del espécimen (Figura 60).

REALIZACIÓN DE NEGATIVO DE UNA PIEZA REAL
ANÁLISIS Y DISCUSIÓN DE IMPACTO AMBIENTAL
A modo de ejemplo, suponiendo que se tome como referencia la dosificación MAC10 desarrollada anteriormente, el nuevo factor de clínker será del 69,2%, lo que representará una reducción del 10% de este índice, lo que se traducirá en una reducción en la extracción de caliza y otras materias primas. en canteras, y combustibles utilizados en la fabricación de clinker. Por otro lado, la matriz energética en Argentina se basa principalmente en el uso de combustibles fósiles en centrales térmicas (Figura 62), por lo que la reutilización de subproductos de difícil tratamiento posterior, como las cenizas volantes, se convierte en una necesidad necesaria. cuestión importante para el medio ambiente.
ANÁLISIS DE COSTOS E IMPLEMENTACIÓN
El precio de las cenizas volantes se tomó según datos del trabajo de Farias-Linares, 2018. Teniendo en cuenta la dosis de MAC10, su costo por Se calculan los metros cúbicos y se comparan con la dosis MAC0 para determinar la presencia de reposición de cenizas en los costos finales (Cuadro 20). A pesar de que la diferencia de costos no es significativa y la implementación de un sistema de almacenamiento y dosificación de cenizas volantes en una planta procesadora requiere de una alta inversión inicial en dólares (Farías & Linares, 2018), los beneficios se presentan desde el inicio. punto de vista de la calidad.
87 ya que el volumen del polvo total mejoró las propiedades de trabajabilidad del mortero sin perder la cohesión entre la pasta (agua más polvo) y el árido fino (arena), lo que evita el fenómeno conocido como sangrado. Esto es de crucial importancia para aplicaciones como rehabilitación y reparación de estructuras, donde es necesaria la homogeneidad en las propiedades mecánicas del área reparada. Además, su alta capacidad de relleno mejora la instalación, facilita el relleno del encofrado y el paso a través de la armadura, reduce el coste de los procedimientos vibratorios y su consiguiente riesgo laboral sin cambios significativos en las propiedades mecánicas.
A su vez, la adición de fibras de polipropileno contribuye a modificar el modo de fallo, tanto en flexión como en compresión, ayudando al comportamiento post-rotura de la pieza.
CONCLUSIONES
TRABAJOS A FUTURO
BIBLIOGRAFÍA
Properties of self-compacting concretes made with binary, ternary and quaternary cementitious mixtures of fly ash, blast furnace slag and silica. Effect of coal fly ash on mechanical properties of total dissolved solids mortar. Methodology for mix design of mortar phase of self-compacting concrete using different mineral admixtures in binary powder mixtures.
Viscosity and hardened properties of self-thickening mortars with binary and ternary cement mixtures of fly ash and silica. Effect of limestone dust, fly ash and silica on the properties of self-compacting repair mortars. Effect of fly ash and silica on rheology, compressive strength and self-compaction in cement mixtures.
Properties of self-compacting concrete with fly ash and ground granulated mineral from blast furnace slag.