It is e.g. It has been estimated (Miller, Personal communication) that annual losses in the United States and Canada due to the effects of mycotoxins on the feed and livestock industries are in the order of $5 billion. The intergranular water concentration is described either in relation to the equilibrium relative humidity (ERH, %) or water activity (aw).
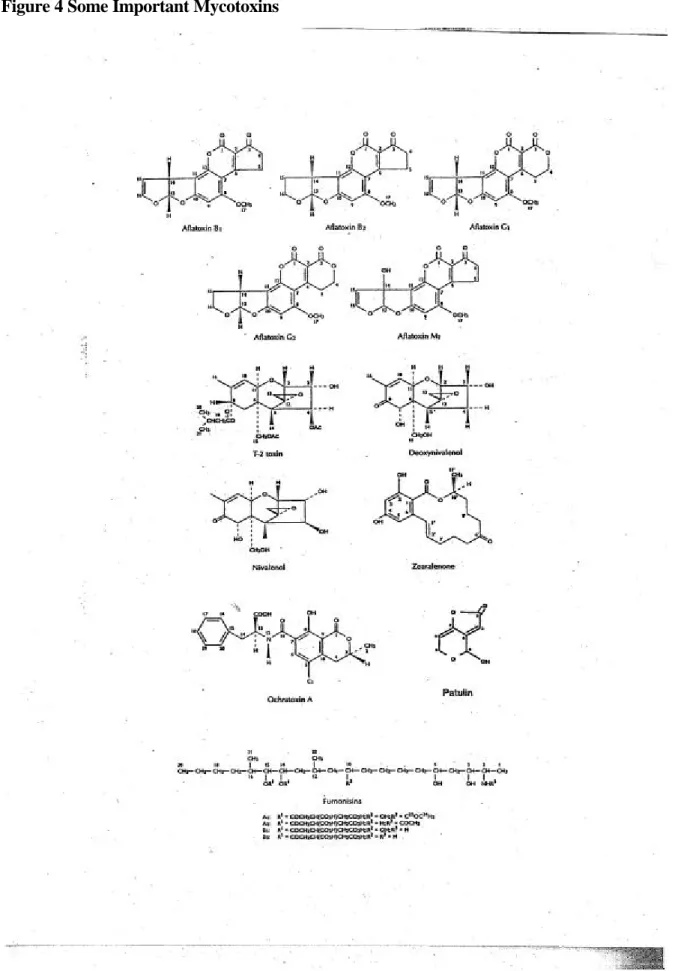
The Trichothecenes
The Chinese outbreak, in 1984-85, was caused by moldy maize and wheat; symptoms occurred within five to thirty minutes and included nausea, vomiting, abdominal pain, diarrhea, dizziness, and headache.
Zearalenone
The Fumonisins
Exposure to fumonisin B1 (FB1) in maize causes leukoencephalomalacia (LEM) in horses and pulmonary edema in pigs. There is no evidence of carcinogenic activity of fumonisin B1 in female rats or male mice.
Ochratoxin A
The presence of the fumonisins in maize has been associated with the occurrence of esophageal cancer in humans in Transkei, southern Africa and China. However, the results of a recently completed study on the toxicology and carcinogenesis of fumonisin B1 have been reported (NTP, 1999) by the National Toxicology Program of the U.S. Department of Health and Human Services.
Patulin
The co-occurrence of mycotoxins
Mycotoxins of Regional Importance
Fungi and mycotoxins include those that have been associated with a variety of livestock diseases, including ergotism, paspalum wobblers, ryegrass wobblers, facial eczema, fescue foot, lupinosis, drooling syndrome and stachybotryotoxicosis (Lacey, 1991). During this period, crops can be colonized by fungi, with fungal development and fungal production dependent on the prevailing ecosystem.
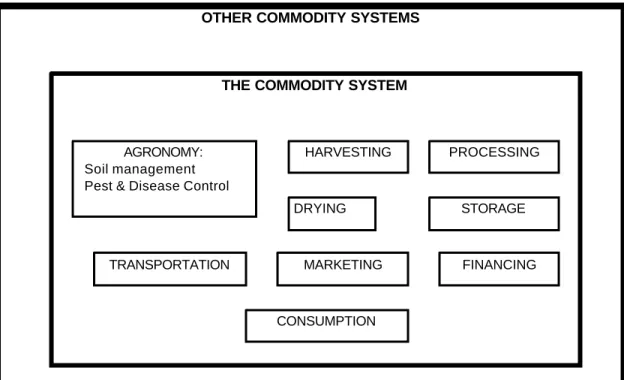
THE SOCIO-ECONOMIC SYSTEM
For example, the topmost leaves of a plant will be exposed to extreme swings in temperature and relative humidity, while those leaves towards the bottom of the plant will represent a more shaded, temperate and humid environment; the surface texture of the leaf will also affect the microenvironment. Whenever efforts are made to improve the quality of food and feed, it must be clearly established that there is an unquestionable need for a higher quality product and that the community is prepared to bear any associated increase in the cost of the improved commodity.
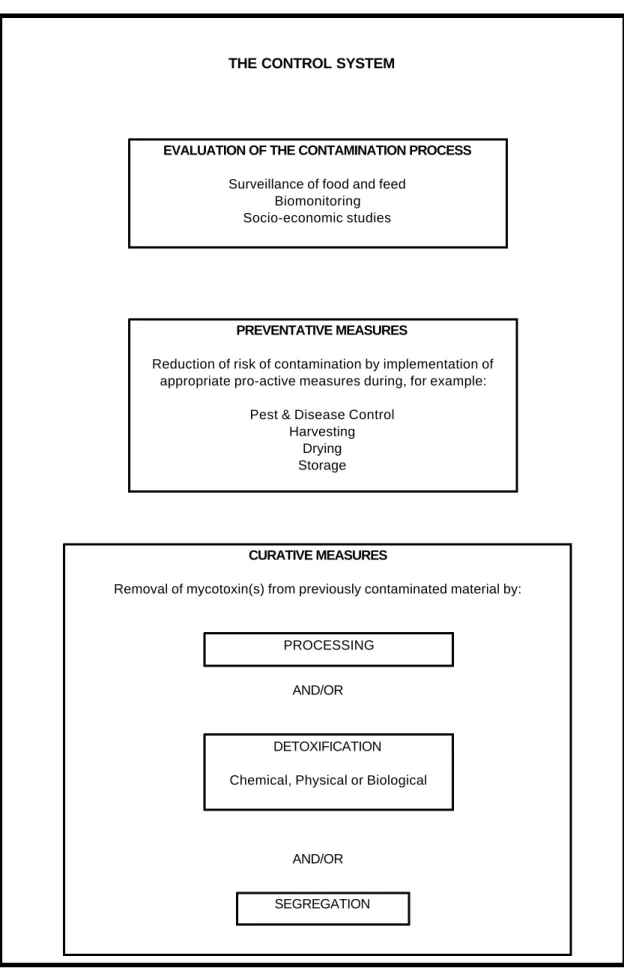
THE CONTROL SYSTEM
The socio-economic system describes the social (eg cultural, political) and economic (macro and micro) factors that will have an important influence on events within the mycotoxicological system. In some cases, given the complexity and unpredictability of human behavior, it can be very difficult to successfully intervene in the socio-economic system.
INTEGRATION OF SYSTEMS
International Agency for Research on Cancer (IARC) (1993c) Toxins derived from Fusarium graminearum: zearalenone, deoxynivalenol, nivalenol and fusarenone and peanuts.
AN OVERVIEW OF HAZARD ANALYSIS AND CRITICAL CONTROL POINT (HACCP)
An ounce of prevention is worth a pound of cure”
INTRODUCTION
Although designed as a food safety system for the agricultural and processing system, HACCP has so far found most application in the latter. This is mainly because it is much easier to use the HACCP system in a factory where there is only one management or 'owner' and where it is possible to completely prevent or eliminate or reduce to an acceptable level the danger to food safety. .
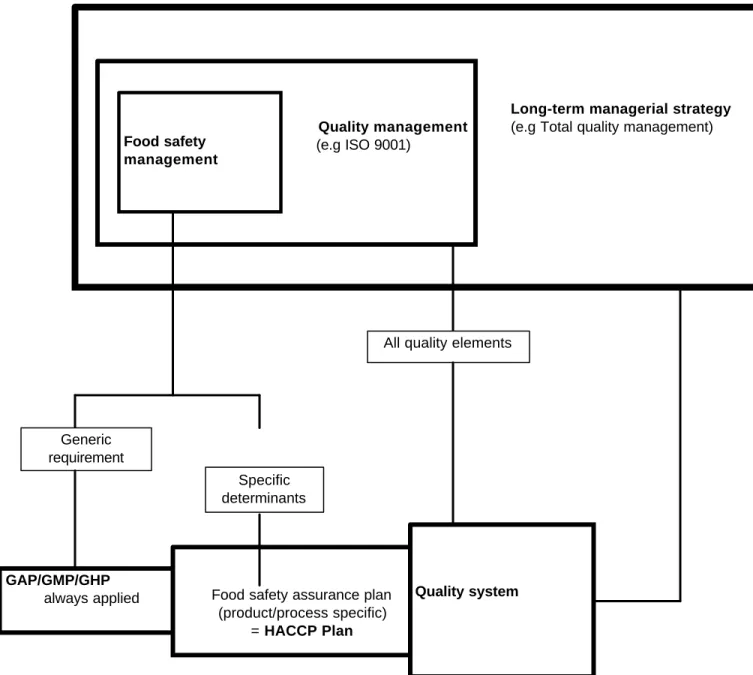
PRE-REQUISITE PROGRAMMES
The National Advisory Committee on Microbiological Criteria for Food (NACMCF) provided guidelines on HACCP in 1992, including generic plans and decision trees, and the Codex Alimentarius Commission adopted the HACCP system at its twentieth session in 1993. This Manual aims to address this subject, based on the approach as close as possible to the Codex Code of General Principles on Food Hygiene (1997), which emphasizes the importance of GMP/GAP/GHP as good foundations for the incorporate HACCP approach and develop a user-friendly food safety management system.
Good Agricultural Practices
In a commodity system, there are often many different "owners" of a commodity as it moves from farm to consumer, and complete control may not be achievable. Good storage practices (GSP) must be observed when storing goods on the farm.
Good Manufacturing Practices
Commodities or product to be transported in certain environments must be appropriately controlled, e.g. Containers used for bulk transfer must be specifically designated and labeled for food use.
BASIC PRINCIPLES OF HACCP
Conduct a hazard analysis
Determine the Critical Control Points (CCPs)
Establish critical limits
Establish a monitoring system
Establish a procedure for corrective action, when monitoring at a CCP indicates a deviation from an established critical limit
Establish procedures for verification to confirm the effectiveness of the HACCP plan
Establish documentation concerning all procedures and records appropriate to these principles and their application
DEVELOPING A HACCP PLAN
- Establish a HACCP team
- Describe the product
- Identify the product’s intended use
- Draw up the commodity flow diagram
- On site confirmation of flow diagram
- Identify and analyse hazard(s) - (Principle 1)
- Determine the critical control points (ccps) - (Principle 2)
- Establish critical limits for each ccp - (Principle 3)
- Establish a monitoring procedure - (Principle 4)
- Establish corrective action - (Principle 5)
- Verify the HACCP plan - (Principle 6)
- Keep record - (Principle 7)
The first activity of the HACCP team is to identify the scope of the investigation. It is also important to remember the stated scope of the HACCP analysis at this stage.
APPLICATION OF HACCP TO MYCOTOXIN CONTROL
Mycotoxin hazard analysis and identification of possible control measures
Manual and computerized records are equally acceptable, but a method of documentation should be devised that suits the size and nature of the business. Examples of the use of these forms are provided in the case studies presented in Chapter 3.
Hazard Analysis
Additionally, documentation can be used by a company as evidence of "Due Care Protection" as required, for example, by the Food Safety Act 1990 (HMSO), in the UK. Records to be maintained include: all processes and procedures related to GMP, GHP, CCP monitoring, deviations and corrective actions.
Guideline limits exist for fumonisin B1 and regulatory limits are likely to be set in the near future. The regulatory limits are taken as target levels and should be included in the product description table.
Identification of steps in the Commodity Flow Diagram (CFD) where mycotoxin contamination is most likely. It is rarely possible to be certain that pre-harvest mycotoxin levels are below regulatory or target levels in the commodity system, so post-harvest mycotoxin control measures can often only prevent or reduce FURTHER contamination rather than preventing the hazard entirely.
- Determine Critical Control Points (CCPs)
- Establish critical limits for each CCP
- Establish a monitoring system for each CCP
- Establish a corrective action
- Establish verification procedures
- Establish documentation and record keeping
If the risk of exceeding the acceptable mycotoxin level is considered to be low enough, then the HACCP team can define each step as a CCP. Critical limits for chemical detoxification may be reaction vessel temperature and pressure and residence time.
CONCLUSIONS
If it turns out not to be the case, troubleshooting should be done immediately to identify the step where the hazard got out of hand. Similarly, if an examination of discrepancies and product dispositions reveals an unacceptable level of control at a particular CCP, revisions will need to be made.
Definition of terms
Annex to CAC/RCP-1 (1969), Rev.3 (1997)
The acceptable level of the final product, sometimes referred to as the target level, must be stated in the product description and will normally be set at or below any regulatory limit. Target level: The acceptable level of a risk in the final product, such as the regulatory level of mycotoxin in a product description.
Tasks involved in developing HACCP system
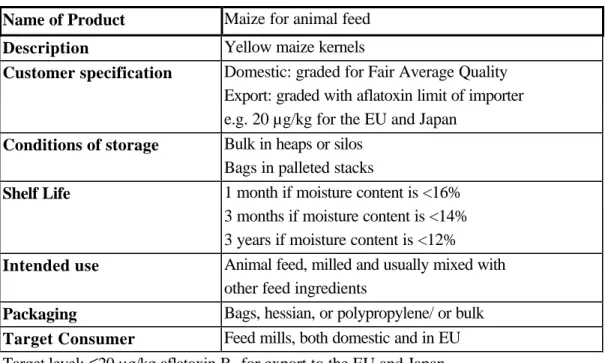
Name of product
Full description of product including structure/variety, processing parameters,
Customer specification
Conditions of storage and distribution
Shelf Life
Packaging
Instructions on the label
Target Consumer
Recommendation for further processing required before consumption
An example of decision tree to identify CCPs
The definition of control measure in Codex 1997 has been modified slightly for application to the production chain. The definition now includes activities used to prevent
Answer questions in sequence
An Example of a HACCP Worksheet
Describe Product
Commodity Flow Diagram
HACCP Analysis Plan
ILLUSTRATIVE EXAMPLES OF APPLICATION OF HACCP TO MYCOTOXIN CONTROL
The examples have a strong preference for aflatoxin, as this is the most regulated mycotoxin. The format used to present the examples is a brief introduction, followed by an overview of the 12 phases of HACCP, including a description and intended use form, a material flow diagram and a HACCP plan worksheet.
Introduction
- The HACCP team
- and 3. - Product Description and Intended Use
- and 5 - The Commodity Flow Diagram (CFD), Verified
- Mycotoxin hazard analysis and identification of possible control measures
Other mycotoxins that may be present include: zearalenone, one or more trichothecenes, and fumonisins. In this case, aflatoxin is the only mycotoxin transferred to Task 7. b) Identification of steps in the Commodity Flow Diagram (CFD) where mycotoxin contamination is most likely to have occurred.
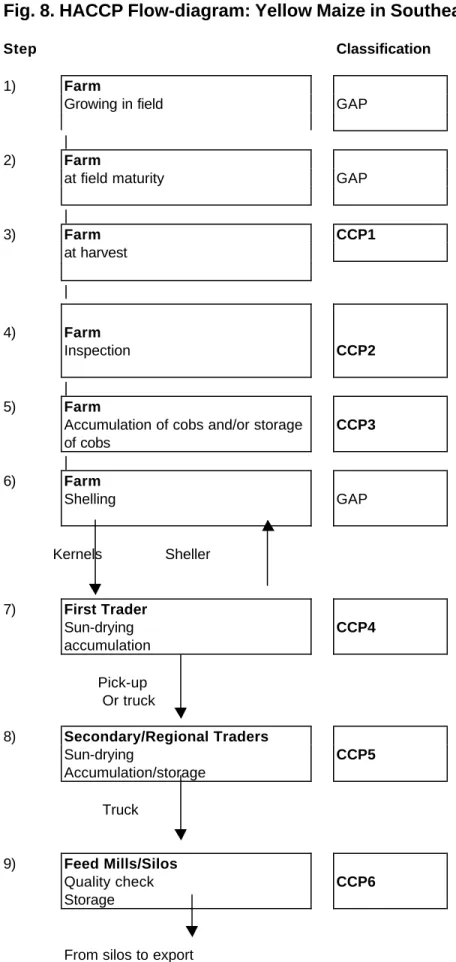
Steps 1, 2, and 3: on farm, through growing and including harvest
- on-farm inspection of cobs
- on-farm accumulation of cobs and storage
- shelling
- drying and accumulation at Primary Trader
- drying and storage at a secondary trader
- feed mills and export silos
- to 10: Development of a HACCP Plan
- Farm, growing in the field – GAP
- Farm, at field maturity – GAP
- Farm, at harvest – CCP1
- Inspection on farm – CCP2
- Accumulation and storage of cobs on-farm – CCP3
- Shelling - GAP
- Primary Trader – CCP4
- Secondary Trader – CCP5
- Feed mills and export silos –CCP6
- Establish Verification Procedures
- Establish documentation and record keeping
Surveys during the rainy season confirmed that aflatoxin contamination is highly likely at this stage. This step is intended to be a CCP with drying to a moisture content of 14% (no fraction >15%) prior to storage as a control measure.
- Mycotoxin hazard analysis and identification of possible control measures
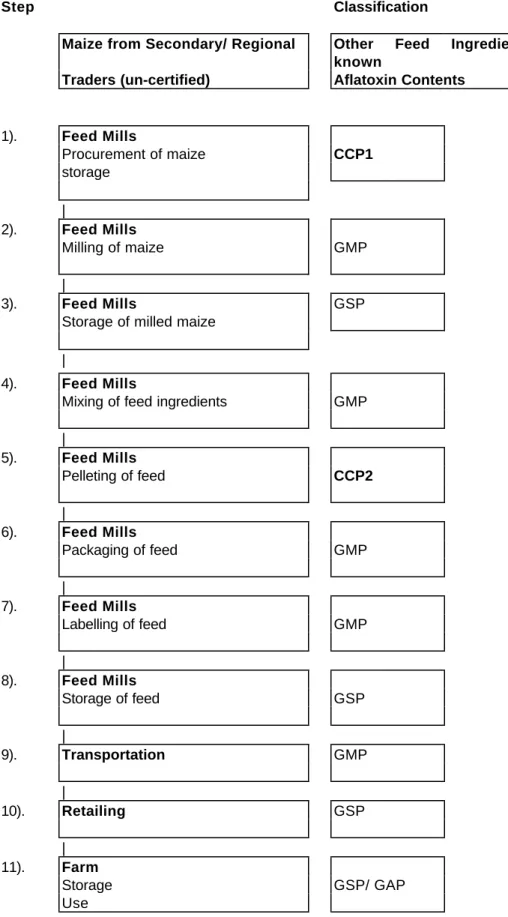
- Procurement and storage
- Milling
- Storage of milled maize
- Mixing of feed ingredients
- Pelleting
- Packaging
- Labelling
- Storage of mixed feed
- Transportation
- Retailing
- Farm storage and use
- Procurement and storage, CCP1
- Milling of maize, GMP
- Storage of milled maize, GSP
- Mixing of feed ingredients, GMP
- Pelleting of feed, CCP2
- Packaging of feed, GMP
- Labelling of feed, GMP
- Storage of feed, GSP
- Transportation, GMP
- Retailing, GSP
- Farm storage and use, GSP/ GAP
- Establish verification procedures
- and 3 - Product Description and Intended Use, Verified
- Secondary/ City traders GMP Storage
This step must be carried out correctly to ensure that the aflatoxin content of the compound feed remains within the target level. Validation procedures are required for each of the CCPs and overall verification of the HACCP plan is provided by aflatoxin results on representative samples of feed lots leaving the feed mill.
Oil Mills
Expelling/ Extracting/
CCP3 to yield copra cake/ meal
Farm, harvesting and dehusking – CCP1
The critical limit will be set at zero cracked nuts and will be monitored by trained pickers or weaners.
Farm, splitting nuts – GAP
Farm, drying – CCP2
Controlled drying and storage tests conclusively demonstrated that direct smoke drying protects copra from aflatoxin contamination: for safe storage, copra only needed to be dried to a moisture content of ≤16%, while copra dried in hot air or sun dried evenly to ≤12% to prevent aflatoxin contamination. CCP validation will be achieved by measuring the moisture content of the product.
Secondary traders, procurement and storage – GMP/ GSP
This practice often leaves copra at unsafe moisture levels for more than 48 hours and results in a greatly increased risk of mold and aflatoxin contamination. Lower quality copra will dry in the store and successive colonies of mold will grow until the safe moisture content of 12% is reached.
Oil mills, procurement – GMP
Good storage practices, such as pallet storage in a warehouse with good ventilation and a sound roof, will prevent rewetting and subsequent contamination with mold and aflatoxin (Head, S. W., 1999).
Oil mill, expelling/ extracting/ pelleting – CCP3
Shipment – GMP/ GSP
The commodity system proposed here is similar to those systems frequently found in sub-Saharan Africa, where the small-scale production of peanuts is practiced in combination with the commercial production of peanut butter. Groundnut processing systems are very complex, involving a variety of manufacturing lines producing different specified products; a single product line is considered in the present example.
Small-scale commercial or peasant farmers' crops are usually short-season, low-input cultivars (cvs) intended to be grown within the rainy season without irrigation. Aflatoxin is the only mycotoxin hazard for which the region has regulatory limits for peanuts and is therefore the only mycotoxin considered.

On farm, pre-harvest
On-farm harvesting
On-farm, removal of pods from haulm
Farm to trader or processor
At factory, aflatoxin testing of incoming batches of groundut kernels There is no risk of additional contamination at this step
At factory, roasting
At factory, hand-sorting
On-farm harvesting - GAP
On-farm, sorting during removal of pods from haulm – CCP3
Farm to trader or processor - GAP
At factory, aflatoxin testing of incoming batches of groundut kernels
At factory, roasting - GMP
At factory, hand-sorting - GMP
Establish verification procedures
There is a significant risk that patulin levels in apple juice produced in South America will exceed a 50 µg/kg target level. Apple juice produced in Latin America differs from that produced in Europe in that it has added sucrose and water, as well as the preservative sodium metabisulphite.
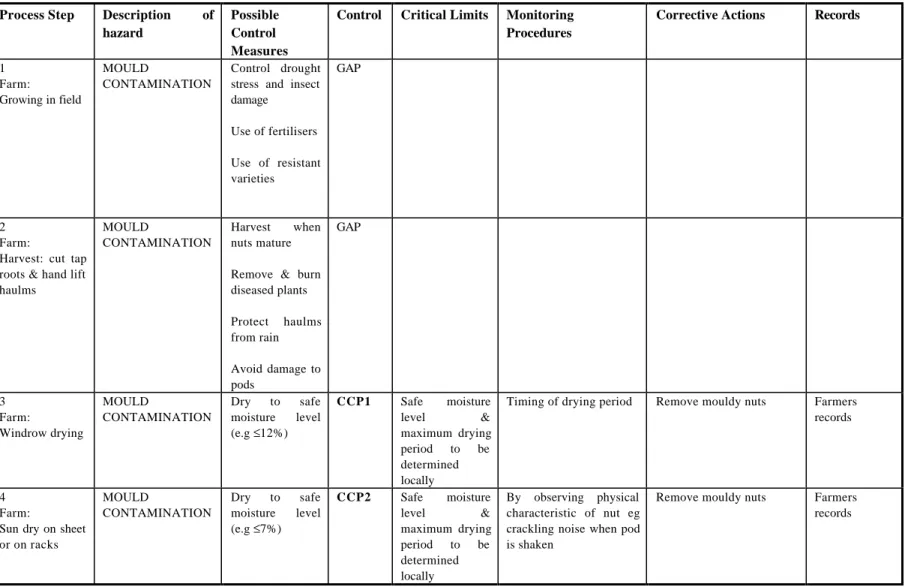
Patulin contamination is likely to be produced in the orchard during growth (Step 1) and during bulk storage (Step 3). Patulin contamination is likely present in the apples, or the resulting apple juice, at every step in the commodity chain.
Farm, growing in the orchard - GAP
Patulin can also be removed from apple juice by filtration, when patulin bound to solid particles of apple flesh is removed. Inactivation of Penicillium expansum spores during pasteurization at Step 11 will reduce the risk of patulin production in the finished juice.
Farm, at harvest – CCP1
Control Measures Control Critical limits Monitoring
Corrective actions
Records
- Farm, bulk storage - GAP
- Transportation – GAP
- Factory procurement – GMP
- Factory sorting – CCP2
- Factory, washing – CCP3
- Bulk storage of whole apples – CCP4
- Pressing/ extraction process – GMP
- Filtration – CCP5
- Pasteurisation – CCP
- Asceptic packaging process - GMP
- Storage and dispatch - GMP
The critical limits for this CCP will be related to the pressure of the sprays and the duration of the washing step. Although it is unlikely that patulin levels will be significantly reduced during pasteurization, mold spores will be destroyed and the risk of patulin being produced later in the apple juice will be reduced.

Slow-lane (Steps 2 through 7)
Factory
Factory
109Mechanical Drying
Factory
Factory
Factory
Factory
Factory
110Steps 1: On farm, pre-harvest
On-farm harvesting
Farm drying of nuts in hull
Farm, storage of nuts in hull
Primary and Secondary Trader
Factory Procurement and storage of nuts in hull (slow lane)
111Step 7: Factory de-hulling
Factory floatation
Factory drying (and storage in the fast lane)
Factory sorting
Roasting and salting
Factory, aflatoxin testing and grading
112Step 13: Factory packing
- Factory storage of finished product
- Factory export
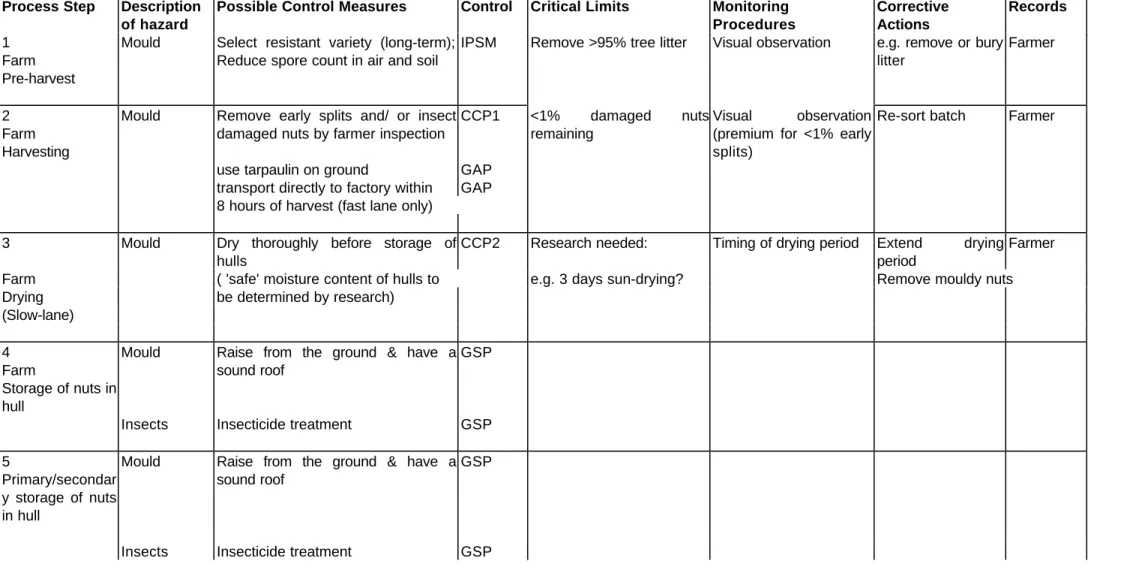
- Farm, preharvest – IPSM/GAP
- on-farm harvesting – CCP1
- Farm, drying of nuts in hull – CCP2
- Farm, storage of nuts in hull - GSP
- Primary and Secondary Trader - GSP
- Factory, procurement and storage of nuts in hull (slow lane) – GMP/ GSP
- Factory de-hulling - GMP
- Factory floatation - CCP3
- Factory drying – CCP4
- Factory sorting – CCP5
- Roasting and salting - GMP
- Factory, aflatoxin testing and grading – CCP6
- Factory packing - GMP
- Factory storage of finished product -GMP
- Factory export - GMP
The critical limit will be set at <=1% damaged nuts remaining after inspection and the CCP will be monitored by visual observation. Critical limits will be set for the operating temperature of the dryer, and the residence time in the dryer.