34; Análisis y reducción de la variación en el proceso de mecanizado en una empresa fabricante de chasis Motorola. "A mis padres Oswaldo Reyes Méndez y Margarita de la Garza de Silva, por darme la oportunidad de estudiar y brindarme todo su amor y cariño durante toda mi vida.
INTRODUCCIÓN
Descripción de la Empresa Troqueles y Matrices S.A deC.V deC.V
- Misión, Visión y Objetivos
- Productos
- Organigrama de la empresa TYMSA
- Diagrama de Flujo de la planta Troqueles y Matrices S.A C.V
TYMSA cuenta con centros de mecanizado CNC, marcas CHIRON, ENSHU y CINCINNATI, junto con otros equipos de soporte, como máquinas de calibración Heald, fresadoras verticales, etc., ligados a estrictos sistemas de garantía de calidad, desde los estudios técnicos iniciales hasta la producción de las piezas. lo que garantiza el cumplimiento y adherencia continuos a las. Convertirnos en una empresa con crecimiento rentable y sostenible, buscando la satisfacción del cliente.

MARCO TEÓRICO CONCEPTUAL
- Definición de TPM (Mantenimiento Productivo Total)
- Definición de Eficiencia Global
- Las ocho mudas de una planta
- Definición de Productividad
- Paradigmas de la Productividad
- Disponibilidad
- Importancia y función de la productividad
- Ingeniería de Métodos
- Estudio de tiempos y movimientos
- Técnicas específicas de tiempos y movimientos
- Costo de calidad (CMC)
- Tipos de costos de mala calidad
- Teoría de Restricciones
- Tipos de restricciones
- Términos y definiciones del TOC
- TOC propone el siguiente proceso para gestionar una empresa y enfocar los esfuerzos de mejora
- Sistema TAC (Tambor, Amortiguador, Cuerda)
- Herramientas Estadísticas de Calidad
- Diagrama de Pareto
Se utiliza para realizar una comparación de la capacidad real contra la capacidad estándar de las actividades y funciones que se realizan en la empresa. El límite será tratado como un “tambor”, es decir el que indica la velocidad de producción de la planta.
2.6.2 ¿Cuando se utiliza el Diagrama de Pareto?
La minoría de causas aparecen en el lado izquierdo del gráfico y la mayoría en el derecho.
METODOLOGÍA GENERAL DEL PROYECTO
Metodología General del Proyecto
El proceso general de intervención en sistemas es una metodología que nos ayuda a analizar cualquier tipo de sistema desde su comprensión hasta su solución. En esta etapa se intentó seguir al pie de la letra la metodología del proceso general de intervención del sistema para poder entender de forma rápida y ordenada los problemas de la empresa.

Diseño
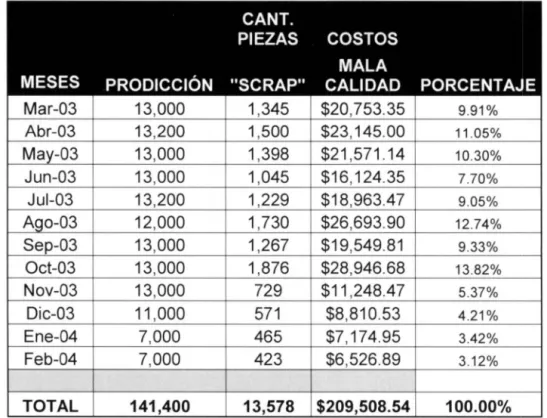
La parte del chasis Motorola es el producto de mayor demanda en TYMSA, el proyecto está enfocado en la parte del chasis. La pieza 477085 tiene altos requisitos de producción, si es posible nos dedicamos a mejorar la productividad de esta pieza. El costo de la mala calidad que está absorbiendo TYMSA es el de las piezas rayadas multiplicado por el costo de fabricación de la pieza.
La siguiente tabla muestra los costos incurridos por TYMSA en la producción de la pieza del chasis. El costo de la materia prima (costo del aluminio) se recupera al reingresar al proceso de fundición, por lo que TYMSA lo considera una pérdida.

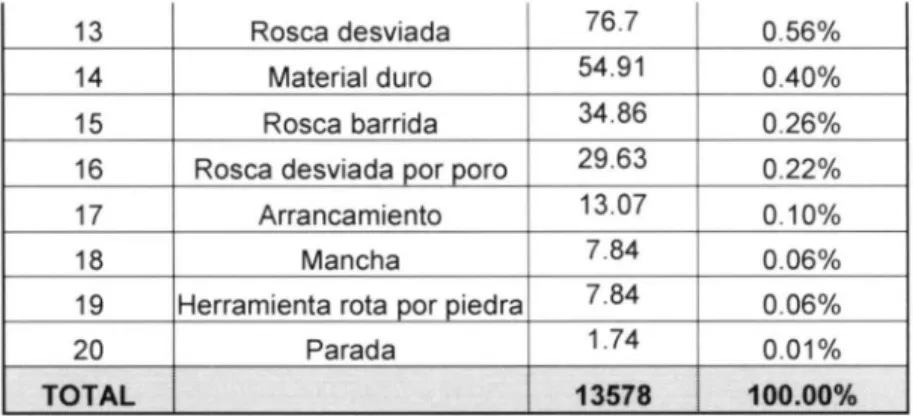
Los indicadores que utiliza TYMSA para clasificar una pieza como “SCRAP” son los siguientes. a.) Rosca abierta b.) Rosca desviada c.) Herramienta rota d.) Diámetro abierto e.) Diámetro desviado . F.). Luego de detectar el tipo de SCHROOT, las piezas de desecho se envían nuevamente a la fundición donde se refunden las piezas y de esta manera TYMSA elimina el costo de materia prima.
DESCRIPCIÓN DEL PROYECTO
Objetivo General
Para lograr este objetivo es necesario reducir el nivel de SCRAP donde se establece un indicador de la vida útil de la herramienta, para tener una idea de cuándo se debe cambiar y cuánto dura su vida. Para aumentar la productividad bastará con implementar una segunda máquina CNC que apoye la producción junto con otra máquina CNC; esto romperá la barrera creada en el área de mecanizado por la máquina CNC actualmente en uso.
Objetivos Particulares
DESCRIPCIÓN GENERAL DEL PROCESO
El proceso de la pieza del chasis comienza en el área de fundición, cuando se funden los bloques de aluminio, de allí el aluminio líquido se lleva a las máquinas de inyección y se comienza a inyectar toda la producción. Esta etapa consta de 3 máquinas de inyección, donde colocan el aluminio fundido y inyectan el aluminio a través de un molde prefabricado para poder retirar la pieza del chasis. De allí se envía a auditoría donde se corrige que la pieza cumpla con las especificaciones indicadas para pasar a la siguiente etapa.
En la etapa de ensamblaje es donde se colocan los componentes de la pieza y se conectan a otra pieza llamada carcasa. Al final la pieza es enviada al área de envío donde es empacada en sus respectivas cajas y enviada al almacén en Nogales.
Auditoria
Embarque
DD DDD
METODOLOGÍA DE ANÁLISIS
Metodología de Análisis
En esta fase se busca conocer el proceso en estudio para determinar los posibles factores que están provocando la baja productividad en el área de procesamiento. Lo primero que buscamos fue entender qué necesitaría el cliente, para poder trabajar al mismo nivel que él y lograr la completa satisfacción con el proyecto. En esta etapa se refiere al conocimiento completo del proceso de los chasis de Motorola, en las diferentes áreas de su trabajo, con el fin de comprender mejor su proceso y así encontrar más fácilmente áreas de oportunidad. ~ - l~msaJ.
Conozca también el grado de interacción con otras zonas de la instalación, como por ejemplo los almacenes. Este apartado se refiere a conocer todas las opciones posibles, fuentes de información, formatos que existen para medir la productividad en este ámbito.
Cantidad y tipo de SCRAP de piezas Chasis motorota
Esta tabla nos muestra que se ha emitido un total de pesos de mala calidad en los últimos doce meses, lo que apunta a un área clave de oportunidad para atacar. Con base en la información recolectada se obtuvo el número de SCRAPs por código de defecto y se determinaron las principales causas. Donde de acuerdo a estos datos se elaboró un pareto para encontrar las principales causas del SCRAP.
7 .2.1 Obtener información relevante del área sobre los indicadores de SCRAP
- Entrevista con el personal del área de Maquinado
- Cuello de botella
- TABLA MENSUAL DE COSTO DE TIEMPO EXTRA MAQUINA A
- TABLA MENSUAL DE COSTO DE OPERAR MAQUINA B
- Interpretación de datos Recolectados
El operador no colocó correctamente la pieza en la base de la máquina. No eligen la herramienta adecuada. o se mantienen notas sobre la vida útil de las herramientas. Otra de las causas que hemos encontrado que provoca el diámetro abierto es en la rama de trabajo, ya que el operador no tiene datos de la vida de la herramienta, carece de ese historial y no sabe qué vida le queda. la herramienta.
El problema viene de las máquinas, la máquina espera demasiado, el operador no se da cuenta hasta que la pieza sale con muchos cortes porque no tiene control sobre la herramienta que utiliza la máquina. Al analizar las causas fundamentales de la rotura o desguace de herramientas, se encontró que no hay control sobre la vida útil de la herramienta y cuando la herramienta se rompe genera SCRAP.

DISEÑO
SCRAP
- Vida útil de herramientas y soportes
- Colocar vida de herramientas, códigos y formato para cambio de herramientas
- Asignación operario para que cambie el soluble, verifique niveles de lubricantes de las máquinas en el área
- Bitácora para dar seguimiento a mantenimiento preventivo
- Designar responsable mantenimiento preventivo
- Bitácora para reportar alguna falla en la máquinas
En TYMSA no hay nadie responsable de velar por el correcto mantenimiento de las máquinas, como cambio de aceite, solventes, etc. Esta tarea es importante ya que ayudará a reducir los tiempos muertos, paradas y fallas de las máquinas por falta de mantenimiento. El supervisor archivará los formularios para llevar un historial de lo sucedido con el mantenimiento de las máquinas.
Se creó un formato especial para evaluar el estado de las máquinas con las siguientes características como: lubricación, cambio de herramientas, inspección visual de la máquina, nivel de solubilidad, cambio de correas, limpieza de rebabas de depósitos y posteriormente se otorga una calificación de 1 a 5 (bueno, malo, regular, etc.). Para darle seguimiento a este registro se designó a un responsable, Mario Velásquez, quien realiza el reporte mensual y lleva un registro de todo lo que se ha modificado o acoplado a las máquinas cada mes.
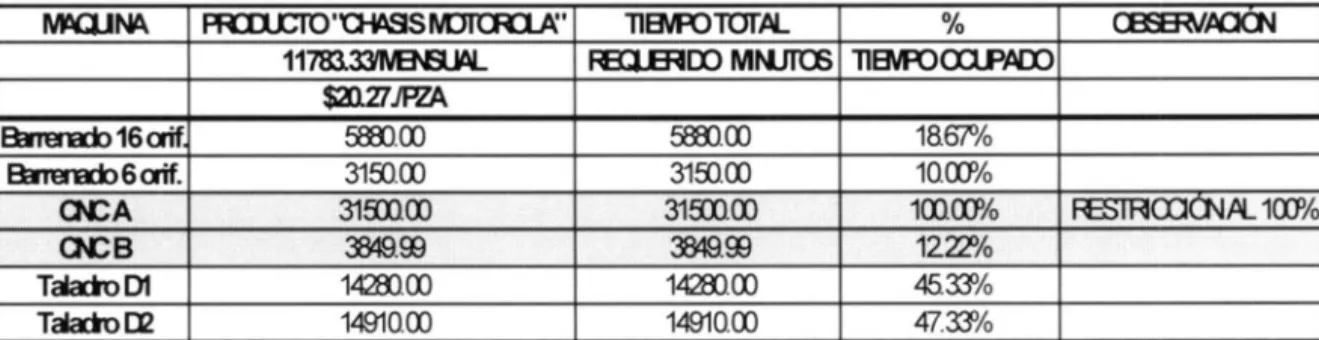
Cuello de botella
De los demás formatos que se han diseñado los recogerá y llenará esta bitácora con la información presentada. Es importante tener un historial para poder analizar si hay algún error que se repite con mucha frecuencia y el motivo del mismo. De esta forma el CNC con el que estábamos trabajando en ese momento se mantuvo funcionando al 100%, eliminando el cuello de botella.
Por lo tanto, la nueva máquina CNC sólo funcionará con 3849,99 piezas si se quiere satisfacer la demanda promedio de 11783,33 piezas por mes. Después de ver que la máquina B puede manejar la restricción, se elabora un plan de producción donde caben ambas máquinas.
Tiempos y movimientos
El primer formato contiene una lista de posibles tareas que puede realizar un operador de máquina CNC Chiron. El segundo formato contiene la siguiente leyenda; "No olvides separar las piezas que vas a inspeccionar y ponerlas en tu mesa de trabajo. Con los datos obtenidos de este estudio de tiempos y movimientos, encontramos que este problema no es un área de oportunidad como una República de Corea y una embotellamiento.
IMPLEMENTACIÓN
SCRAP
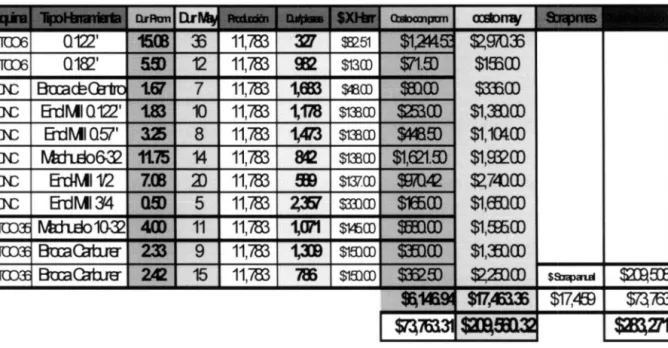
El SCRAP se redujo de 9.6% a 1.17% mediante la implementación de indicadores de desempeño para cada herramienta y equipo, creando un procedimiento definido para la operación y mantenimiento de las máquinas del área de mecanizado. Se implementaron controles visuales en las máquinas del área de mecanizado, permitiendo a los operadores y supervisores identificar el tipo de herramientas, la vida útil de las piezas y la cantidad de herramientas que tiene cada máquina. TYMSA trabaja con diferentes tipos de herramientas para cada una de las máquinas del área de mecanizado.
Luego, se analizaron mediante un pareto las medias que más cambiaron durante el año (Ver Anexo 3). Hablando con el supervisor o supervisores del área de inyección, nos informaron que los hornos no fueron limpiados antes del inicio del turno.
Cuello de botella Cuello de botella
Otra opción es utilizar una máquina CNC para esto, TYMSA ya cuenta con dos máquinas CNC, pero habría que analizar la disponibilidad de la máquina.

CONCLUSIONES
Se implementó una segunda máquina CNC en el área de mecanizado, rompiendo el cuello de botella e incrementando la producción en un 12,22%. Se ha implementado un sistema de mantenimiento preventivo mediante el cual el personal podrá dar servicio a cada parte esencial de la máquina para ofrecer un rendimiento óptimo en la producción y así evitar el desgaste excesivo de las partes y piezas que componen la máquina. Se logró subsanar la falta de limpieza en los hornos del área de inyección, lo que provocaba que la pieza llegara mal llena, con material contaminado, logrando ahorros en el consumo de herramientas durante el año.
Esto para contribuir al mantenimiento preventivo ha incidido en la reducción de chatarra.
BIBLIOGRAFIA
PARE10 DE SCRAP
ANEX04
HOJA IDE RECOL~CCIÓN DIE SÍNTOMAS
SINlOMlAS RECOlECTADOS
RÁFICA IDIE TIEMPOS Yi MOVIMIENTOS
CAMBIO DE HERRAMIENTA DE ACEITE VERIFICACIÓN VISUAL DE LA MÁQUINA . nivel soluble CAMBIO DE . deposición de cinta limpiadora de rebabas. Pieza No PIEZAS DE LA MÁQUINA FECHA DE LUBRICACIÓN MTTO FECHA HORAS DE SERVICIO MECRSP PRÓXIMA REVISIÓN. Instrucciones: Ingrese el número que corresponde según el estado de la función o componente.
Durante el tiempo que se fabrica la máquina CNC, le solicitamos que realice una de las siguientes tareas.