Monterrey, Nuevo León a
Lic. Arturo Azuara Flores:
Director de Asesoría Legal del Sistema
Por medio de la presente hago constar que soy autor y titular de la obra titulada:"
", en los sucesivo LA OBRA, en virtud de lo cual autorizo a el Instituto Tecnológico y de Estudios Superiores de Monterrey (EL INSTITUTO) para que efectúe la divulgación, publicación, comunicación pública, distribución y reproducción, así como la digitalización de la misma, con fines académicos o propios al objeto de EL INSTITUTO.
El Instituto se compromete a respetar en todo momento mi autoría y a otorgarme el crédito correspondiente en todas las actividades mencionadas anteriormente de la obra.
De la misma manera, desligo de toda la responsabilidad a EL INSTITUTO por cualquier violación a los derechos de autor y propiedad intelecutal que cometa el suscrito frente a terceros.
Lean sigma : la propuesta de preparación e implementación de
un modelo estratégico leansigma-Edición Única
Title Lean sigma : la propuesta de preparación e implementación de un modelo estratégico leansigma-Edición Única
Authors Hortencia Téllez Garza
Affiliation ITESM
Issue Date 2003-12-01
Item type Tesis
Rights Open Access
Downloaded 18-Jan-2017 12:15:24
CAMPUS MONTERREY
DIVISIÓN INGENIERÍA Y ARQUITECTURA
PROGRAMA DE GRADUADOS EN INGENIERÍA
LEAN SIGMA: LA PROPUESTA DE PREPARACIÓN E IMPLANTACIÓN DE UN MODELO ESTRATÉGICO LEANSIGMA
TESIS
PRESENTADA COMO REQUISITO PARCIAL PARA OBTENER EL
GRADO ACADÉMICO DE:
MAESTRO EN CIENCIAS
CON ESPECIALIDAD EN SISTEMAS DE CALIDAD Y PRODUCTIVIDAD
POR:
HORTENCIA TÉLLEZ GARZA
MONTERREY
CAMPUS MONTERREY
DIVISIÓN INGENIERÍA Y ARQUITECTURA
PROGRAMA DE GRADUADOS EN INGENIERÍA
Los miembros del comité de tesis recomendamos que la presente propuesta de tesis de la Ing. Hortencia Téllez Garza sea aceptada como requisito parcial para obtener el grado académico de Maestro en Ciencias con Especialidad en Calidad y Productividad.
Comité de tesis
__________________________________ M.C. Jacobo Tijerina Aguilera
Asesor
_________________________ _______________________ Dr. Dagoberto Garza Núñez Ing. Rosa Ma. Martínez Portilla
Sinodal Sinodal
Aprobado
_________________________________ Dr. Federico Viramontes Brown
Director del Programa de Graduados en Ingeniería
A mis padres:
Jesús Francisco Téllez Montoya Hortencia Garza de Téllez
Porque siempre me han guiado por el camino del bien Porque siempre me han apoyado y sobretodo por darme todo su amor y cariño incondicional.
To my future husband:
Michael
Because I know that I found the love of my life And we will be together very soon to share our lives
A mis hermanos:
Jesús y Héctor
Gracias a todos lo que han permitido que esta meta profesional se vuelva realidad
A Dios, por siempre ser mi guía.
To Michael, because he is my motivation and my strength
A mi familia, que siempre me han dado su comprensión y cariño
A Ing. Jacobo Tijerina, por aceptar ser mi asesor, y por todo el apoyo y orientación que siempre me brindó
A mis sinodales, Ing. Rosa Ma. Martínez y Dr. Dagoberto Garza por sus comentarios que ayudaron a enriquecer el presente trabajo
2.6.7 Reconocimiento 17 2.7 Estrategia de Implantación Six Sigma 17 2.8 Resultados 23 CAPITULO III LEAN MANUFACTURING 3.1 Definición 24 3.2 Antecedentes 3.2.1 Fundamentos del Sistema de Producción Toyota 24 24 3.3 Modelo Propuesto Lean Manufacturing 27 3.4 Herramientas 27 3.4.1 Cadena de valor 3.4.2 Justo a tiempo 3.4.3 Sistema Jidoka 3.4.4 Sistema Poke 3.4.5 5S’s 3.4.6 TPM 3.4.7 SMED 3.4.8 Kanban 28 28 29 29 29 30 30 30 3.5 Métricas Lean Manufacturing 30 3.5.1 Takt time/ Tiempo de ciclo 3.5.2 WIP 31 31 3.6 Factores críticos Lean Manufacturing 31 3.6.1 Sistemas de información 3.6.2 Relaciones en la cadena de suministro 3.6.3 Sistemas de incentivos y Políticas de administración 3.6.4 Sistema de contabilidad de costos 3.6.5 Estructura organizacional 3.6.6 Participación del personal 31 31 32 32 32 32 3.7 Estrategia de Implantación Lean Manufacturing 32 3.8 Resultados 35 CAPITULO IV LEANSIGMA 4.1 Implantación de un Modelo
4.1.1 Justificación 37 37
4.3.6 Estandarización y Mejora Continua 49
4.4 Conclusiones 53
CAPITULO V
CONCLUSIONES Y RECOMENDACIONES
5.1 Conclusiones y Recomendaciones 5.1.1 Conclusiones
5.1.2 Recomendaciones
54 54 54
BIBLIOGRAFIA 56
_______________________________________________________________________________
Lista de figuras
Figura 2.1 Efecto de un cambio de σ=1.5 donde sólo 3.4 ppm no cumplen con las especificaciones
6
Figura 2.2 Modelo Propuesto Six Sigma 8
Figura 2.3 Despliegue de la organización [Harry, 2000] 15
Figura 3.1 Modelo Propuesto para Lean Manufacturing 27
Figura 4.1 Modelo Estratégico LeanSigma 41
Figura 4.2 Balanced Scorecard 44
Figura 4.3 Diagrama de proceso ISO 9000:2000 50
Figura 4.4. Links entre Requerimientos del cliente y procesos 51
_______________________________________________________________________________
Lista de tablas
Tabla 2.1 Costo de calidad 12
Tabla 2.2 Modelos Six Sigma, Harry, Stamatics y Eckes 18
Tabla 2.3 Tabla comparativa del perfil, rol y entrenamiento requerido para cada
uno de los integrantes del Six Sigma 20
Tabla 2.4 Etapas DMAIC y sus herramientas 22
Tabla 3.1 Identificación de las actividades en un proceso de manufactura. 25 Tabla 4.1 Tabla comparativa de Six Sigma y Lean Manufacturing 40 Tabla 4.2 Descripción de etapas de la metodología MAIC/Lean 49
Tabla 4.3 Estructura de la norma ISO 9001:2000 51
Tabla 4.4 Relación de actividades relevantes o que agregan valor (Lean) con las Expectativas del cliente
52
Definiciones
ANOVA: Analysis of Variance. Análisis de Varianza COPQ: Cost of poor quality. Costo de baja calidad CTQ: Criticaltoquality.Variable crítica de calidad
DPMO: Defects per million opportunities. Defecto por millón de oportunidades DoE: Design of Experiments. Diseño de Experimentos
DFSS: Design for Six Sigma. DFLS: Design for Lean Sigma
FMEA: Potencial failure mode and effects análisis. Análisis de modo y fallas FTY: First time yield
GAGE R&R: Sistema de Medición de Repetibilidad y Reproductibilidad JIT: Just in time. Justo a tiempo
LM: Lean Manufacturing: Manufactura Esbelta
QFD: Quality Function Deployment. Despliegue de Calidad SIX SIGMA: Seis Sigma
SPC: Statistical Process Control. Control Estadístico de Procesos TQM: Total quality management. Administración total de calidad TPM: Total Productivity Management. Mantenimiento Productivo Total Value Stream Map: Cadena de Valor
CAPITULO I. INTRODUCCIÓN
1.1 Antecedentes
Desde la Revolución Industrial, el mundo ha sido testigo del continuo surgimiento de nuevas tecnologías y de diversas filosofías enfocadas en la calidad.
En los años 30’s la inspección era la base para el aseguramiento de las satisfacción del cliente. En los años posteriores a la Segunda Guerra Mundial se introdujeron algunos sistemas de Control de Calidad más elaborados como los Círculos de Calidad y Dinámicas de Grupo (Stamatics, 2002). Sin embargo, el enfoque continuaba siendo hacia incrementar volumen y reducir costos con un total “enfoque en la fábrica” (Basu, 2001).
En 1970 se inicia con la implantación de sistemas como el Total Management Quality (TQM) donde se involucra a toda la organización y se incorpora a la calidad dentro de la cultura de trabajo. Las compañías japonesas resultan exitosas al aplicar los conceptos de Deming y Juran. Phil Crosby y otros líderes de TQM incorporan el enfoque al cliente y propagan dicha filosofía en los Estados Unidos. Para llenar algunos vacíos de la se introdujeron algunas prácticas con el JIT, MRP y TPM. Sin embargo, TQM no logra cumplir con las expectativas de las compañías en EUA (Basu, 2001), porque fue un concepto de calidad que prometió más de lo que podía entregar.
Aquí es donde Seis Sigma se introduce como un modelo que promete lograr lo que ningún sistema anterior pudo cumplir. Aunque es considerado por muchos, como una versión sofisticada del TQM, donde los procesos de mejora continua cuentan con un detallado análisis estadístico para su medición (Breyfogle III, 2001). En términos prácticos Seis Sigma es una metodología que mejora la satisfacción del cliente, a través de la solución de problemas, maximizando el retorno a los accionistas al disminuir la variabilidad de cada aspecto del negocio
Otra definición de Seis Sigma es la que plantean Harry y Shroeder, quienes la definen como el medio para realizar los valores y filosofía asociados con TQM. Además establecen que la aplicación del modelo DMAIC (Definir, Medir, Analizar, Mejorar y Controlar) acelerará los procesos existentes para lograr los objetivos globales del negocio.
Y aquí es donde entra Lean Manufacturing. Basado en los principios del Sistema de Producción de Toyota, Lean es una metodología que maximiza el valor de las actividades que generan valor y elimina aquellas que no lo generan. Lean se enfoca en las necesidades del cliente, maximizando la interacción entre el personal, materiales, máquinas, procesos y flujo de información. Las actividades que no generan valor, conocidas como “muda” o desperdicio son identificadas y eliminadas (Shingo, 1990).
Lean Manufacturing abarca desde el área productiva, con conceptos como reducción de desperdicio, y se extiende a toda la cadena de valor hasta lograr la satisfacción del cliente.
Ambos métodos han probado que es posible alcanzar mejoras considerables en costo, calidad, tiempo, mediante el enfoque en los procesos. Mientras que Six Sigma se enfoca en reducir la variación y mejorar los procesos mediante la utilización de herramientas estadísticas, Lean se enfoca en eliminar el desperdicio y mejorar el flujo mediante la aplicación de sus principios.
Los resultados impresionantes que compañías como General Electric, AlliedSignal, Toyota, entre otras, han logrado ha inspirado a que otros sigan su ejemplo. Como resultado muchas compañías tienen Six Sigma o Lean implantado. Sin embargo, utilizar uno u otro tiene sus limitaciones: Six Sigma por un lado no puede mejorar la velocidad del proceso y Lean por otro carece de las herramientas estadísticas para alcanzar las capacidades del proceso requerido y ser verdaderamente “lean”.
Por tal motivo, es importante desarrollar un Modelo que combine a Six Sigma y Lean y aproveche la sinergia de dicha integración.
1.2 Definición del problema
El incremento de la popularidad de los sistemas de calidad en los Estados Unidos fue una respuesta a los problemas administrativos, incluyendo la percepción de menor calidad comparativamente con las compañías japonesas.
En los 80’s algunas propuestas indicaban que las compañías con mayor calidad dominarían la industria.
En la actualidad existen una variedad de modelos, sistemas y técnicas que han sido desarrolladas para crear una organización funcional que logre integrar los conceptos teóricos de la calidad y su aplicación práctica, sin embargo, en general no se ha podido lograr un beneficio significativo.
Seis Sigma surge como la solución para eliminar la variación y mejorar la rentabilidad de la organización, sin embargo muchas de las filosofías anteriores como las propuestas por Juran, Deming, entre otros, ofrecían estrategias similares y al final no fueron capaces de penetrar las cultura organizacional de las empresas.
Por otra parte, Lean Manufacturing se centra en el proceso productivo del negocio, con el objetivo de disminuir costos, cero defectos, cero inventarios y una variedad interminable de productos, para finalmente incrementar la productividad.
Por consiguiente es necesario aprovechar los beneficios que ambos sistemas ofrecen, porque al implantarlos de forma independiente:
• Se tienen que compartir los recursos (tiempo, dinero, personal) ocasionando posiblemente conflictos o retrasos.
• Se limita la comunicación
• Se limitan a los beneficios que ofrecen independientemente cada uno de los modelos, desaprovechando la oportunidad de maximizar el resultado.
• Toma más tiempo implantar cada uno por separado, que la implantación de una metodología integrada.
1.3 Justificación
Algunas compañías han obtenido reconocimientos de calidad ha nivel mundial, pero financieramente no han encontrado los resultados esperados.
Las metodologías de Seis Sigma y Lean Manufacturing han trabajado como dos herramientas que buscan perfeccionar los procesos operativos, enfocándose en los resultados finales de satisfacción del cliente, del empleado y los accionistas. Ambas tienen un objetivo común, pero diferentes caminos para llegar al éxito.
Seis Sigma por un lado trabaja en problemas claramente definidos. Al mismo tiempo existe un equipo de apoyo como los Green Belts (GB´s), que ejecutan los proyectos utilizando un software para interpretar resultados. En general, estos proyectos pueden desarrollarse en semanas o meses.
Lean Manufacturing, por otro lado, aplica sus proyectos en períodos pueden tardar solo unos días. Aquí existe un facilitador que será un experto en las herramientas a utilizar, y un equipo que generará soluciones.
A pesar de las diferencias encontradas en ambas metodologías, como el tipo de problema y la forma de solucionarlo, también se ha encontrado una amplia cantidad de similitudes. Ambas metodologías tienen un impacto significativo en las finanzas de la organización, necesitan el apoyo directo de la alta administración y además pueden ser aplicadas en empr esas nomanufactureras.
Tal vez lo más importante, es que Lean, Sigma y algunas otras herramientas como BSC, Kaizen e ISO, no son completamente independientes y cuando se logra una integración adecuada, pueden ayudar a construir una organización de alto desempeño, en un menor tiempo, y con resultados de mayor impacto a corto y largo plazo (Kubiak, 2003).
Lean crea el estándar, Seis Sigma investiga y resuelve las variaciones en él, Kaizen mantiene la mejora continua e ISO estandariza los procesos.
La propuesta del Modelo Estratégico LeanSigma es un marco de referencia para organizar y desplegar de manera sistemática la metodología LeanSigma. Esta cubre una serie de principios y prácticas Six Sigma y de Lean, y se complementa con información externa obtenida de casos prácticos de su implantación en la industria, y de otras metodologías que complementan este estudio como ISO 9000 y Balanced Scorecard.
Este modelo puede servir como referencia para entender mejor como desplegar estas herramientas en una organización y sus procesos, y al final el resultado será una organización de alto desempeño que combina la velocidad y eficiencia de Lean con la calidad de Six Sigma.
1.4 Objetivo
El principal objetivo de este trabajo es desarrollar un Modelo Estratégico LeanSigma que permita a las organizaciones aprovechar la sinergia que ambas metodologías generan, enfocando la energía de la organización en un solo objetivo. Esto será logrado mediante el análisis de las propuestas que Six Sigma y Lean ofrecen por separado, así como de herramientas adicionales como Balanced Scorecard, Kaizen e ISO 9000.
1.5 Hipótesis
La propuesta del Modelo Estratégico LeanSigma aprovecha la sinergia que ambas metodologías generan al integrarse, acelerando el éxito obtenido a través de las etapas de preparación (Liderazgo, Desarrollo del Plan y de la Organización, Entrenamiento) y implantación (Análisis de proyectos, Enfoque MAIC/Lean, Estandarización y Mejora Continua)
1.6 Alcances y limitaciones
La presente investigación se limita al desarrollo del modelo conceptual LeanSigma. La información presentada es exclusivamente cualitativa, es decir, se fundamenta en la realidad, es descriptiva y subjetiva, y se basa en la observación y percepción para dar las conclusiones finales.
1.7 Metodología
Para alcanzar loso objetivos establecidos en este trabajo de investigación, es necesaria la realización de las actividades que se presentan a continuación:
1) Revisión bibliográfica: En la primera etapa fue necesaria la recopilación de información de las metodologías de Six Sigma y Lean Manufacturing, además de los subtemas como BSC, Kaizen e ISO 9000:2000, para lo cual se consultaron libros, artículos, tesis y casos aplicados de cada uno.
2) Análisis de las Metodologías Six Sigma y Lean Manufacturing: Se investigaron los orígenes, aplicaciones, factores críticos, herramientas y métricas de cada uno.
3) Diseño de los Modelos Six Sigma, Lean Manufacturing: Una vez identificados los elementos críticos de cada uno de los sistemas, se procedió a crear un modelo de implementación para cada uno de ellos.
4) Diseño del Modelo Estratégico LeanSigma: Después del análisis realizado de las características sobresalientes de cada uno de los modelos por separados, se integraron para presentar una propuesta de implementació n de LeanSigma. Para ofrecer un sistema robusto, se propusieron algunas herramientas o metodologías adicionales como Balanced Scorecard, Kaizen e ISO 9000:2000.
5) Conclusiones y Recomendaciones: En esta etapa se presenta una conclusión general del proceso de investigación y se harán algunas recomendaciones para las posteriores aplicaciones del modelo propuesto.
CAPITULO II. SIX SIGMA
2.1 Definición
De acuerdo a Stamatis, Six Sigma “es una metodología para mejorar la satisfacción del cliente a través de la solución de problemas, y de la reducción de la variabilidad de cada una de las etapas del proceso, que a su vez permite maximizar el valor del accionista”.
Para otros Six Sigma no es otro programa de calidad, es más bien, de acuerdo a Dan Burnham, CEO de Raytheon Corporation, “un cambio de cultura a un nivel profundo dentro de la organización” que espera la participación activa de todos los miembros de la misma.
Seis Sigma ha sido definida de muchas formas. Algunos lo ven como una iniciativa estratégica de negocio más que un programa de calidad, que promueve la creación de valor tanto del cliente como del proveedor, en este caso la organización en cuestión. (Breyfogle, 2001)
Mientras que otros, como Richard Johnson, director de Seis Sigma para AlliedSignal’s, lo describen como un medio para mejorar los procesos del negocio, “Allied no esta en el negocio de medir los procesos de calidad, Allied está en el negocio de medir resultados”. Al final lo que Johnson especifica que el resultado final no será logrado, si Seis Sigma no tiene un impacto real en la satisfacción del cliente, en los accionistas y empleados y genera una verdadera ganancia para el negocio.
Finalmente Six Sigma se convierte en una estrategia de negocio y una metodología sistemática que espera logros significativos en la calidad del producto o servicio, en la satisfacción del cliente y productividad.
El concepto de implantar Six Sigma en los procesos, fue establecido por primera vez por Motorola en los 80’s y el objetivo era reducir el número de defectos hasta 3.4 partes por millón de oportunidades.
Para definir el concepto de Six Sigma empezamos por que sigma es la letra del alfabeto griego utilizada en estadística para describir la variabilidad (desviación estándar) de un proceso. En Six Sigma, se asume que la media del proceso, a pesar del control tenido sobre él, se mueve por 1.5 desviaciones estándares, por lo tanto un proceso con σ= + 6 deberá contener 3.4 defectos en un millón de oportunidades, como se muestra en la Figura 2.1.
La mayoría de las empresas operar en un nivel de 3 a 4 sigma, lo que se traduce en 66,810 a 6210 defectos por millón de oportunidades, respectivamente. Por definición, lograr un desempeño de Six Sigma significa lograr un nivel de defectos de 3.4ppm
+1.5 +1.5
X +1σ +2σ +3σ +4σ +5σ +6σ −6σ −5σ −4σ −3σ −2σ −1σ
Límite Inferior
Límite superior
+1.5 +1.5
X +1σ +2σ +3σ +4σ +5σ +6σ −6σ −5σ −4σ −3σ −2σ −1σ
Límite Inferior
Límite superior
Límite especificado Porcentaje Defectos (ppm)
+1 σ 30.23 697700
+2 σ 69.13 308700
+3 σ 93.32 66810
+4 σ 99.3790 6210
+5 σ 99.97670 233
+6 σ 99.999660 3.4
Figura 2.1 Efecto de un cambio de σ=1.5 donde sólo 3.4 ppm no cumplen con las especificaciones [Breyfogle, 2001. Copiado de Motorola]
2.2 Antecedentes
El término Six Sigma fue introducido por Motorola en los años 80’s. Desde entonces ha capturado la atención con la implantación exitosa en otras compañías como General Electric (GE), AlliedSignal y Sony.
Motorola lanzó el programa fijando un objetivo para lograr implantar Six Sigma en cinco años. El programa se inicio con capacitación exhaustiva del personal y el establecimiento de programas de mejora para alcanzar las metas de calidad corporativas, finalmente obtuvo el Malcom Baldrige National Quality Award.
Por otra parte, en GE, Jack Welch resaltó que Six Sigma es “la más importante iniciativa que GE ha tomado”. De acuerdo a los resultados de la su libro “Straight from the Gut” se reporta que “en 1988 se hubieron generado ahorros por $750millones con Six Sigma y se esperan ahorros por $1.5 billones el próximo año. Nuestros márgenes operativos fueron de 14.8% en 1996 a 18.9% en 2000.”
[image:18.612.156.468.73.311.2]A medida que GE se enfrenta al quinto año desde la implantación de Six Sigma, no existe la menor duda que el programa esta aquí, fortalecido y para quedarse. De acuerdo a una descripción del propio Jack Welch “Six Sigma significa arreglar los procesos hasta casi dejarlos perfectos…y mantenerlos controlados para que permanezcan en orden. El objetivo común es todos los proyectos de Six Sigma es la eliminación de la variabilidad”.
Sin embargo no solo GE se ha beneficiado de dicha implantación. Los clientes han visto el impacto en este proceso. DFCI (Design For Customer Impact) es un programa enfocado en ver al cliente como el punto de partida de cada proceso. De esta forma, la visión desde “afuera”, permite medir las necesidades de los clientes y de sus procesos, antes de iniciar con la eliminación de la variación en los procesos internos.
Por otro lado, Larry Bossidy, CEO resucitó a AlliedSignal de la bancarrota al implantar Six Sigma. AlliedSignal reportó ahorros por $175 millones en 1995 y desde que se implementó el programa en 1994 se han logrado ahorros por más de $2 billones en costos directos (Harry, 2000)
AlliedSignal ha desarrollado su comercialización alrededor de los conceptos de Six Sigma como la voz del cliente, el análisis de la cadena de valor y la satisfacción del cliente. Su constante enfoque le permite conocer los requisitos del cliente y reducir las fallas y variaciones en el diseño del producto, escalabilidad y comercialización. Además de haber extendido su aplicación en servicios financieros.
Algunas de las lecciones que AlliedSignal aprendió en su proceso de implantación fueron las siguientes:
• Allied estableció Six Sigma como la base de partida y utilizó el resto de las iniciativas o programas para ampliar el rango de cobertura del programa.
• Creo una relación estrecha entre las metas, la visión de la compañía y las actividades que se realizaban dentro de la organización
• Capacitó a todo el personal, de tal forma que Six Sigma fuera entendida y trasmitida a todos los niveles de la organización
• Estrechó sus relaciones con los proveedores y los capacitó para elevar los niveles de calidad y la confiabilidad de sus operaciones
• Compromiso e involucramiento constante de todos los niveles de la organización
Algunos de los elementos críticos de las organizaciones anteriores para lograr la implantación de Six Sigma fueron mantener un liderazgo efectivo, un enfoque en las operaciones, una definición clara de métricas, selección adecuada de proyectos, y el identificar y entrenar al personal adecuado. La iniciativa fue dirigida por líderes como Jack Welch en GE y Larry Bossidy en AlliedSignal, y filtrada a todos los niveles administrativos y operativos dentro de la organización.
de equipo de trabajo como los Master Black Belts, Black Belts y Green Belts, Six Sigma evolucionó de un simple programa de calidad en manufactura a un sistema para reducir fallas en el diseño de productos, escalamiento y comercialización. El énfasis en la implantación de un proceso de mejora continuo combinado con la parte cuantitativa, ha permitido que los diversos negocios en que se aplica, muestren resultados del negocio significativos. Como se puede observar, para la efectiva implantación de Six Sigma en una organización, se deben entender las herramientas, los factores críticos de éxito, las métricas y las etapas en que debe consistir la implantación para así lograr el éxito.
2.3 Modelo Propuesto Six Sigma
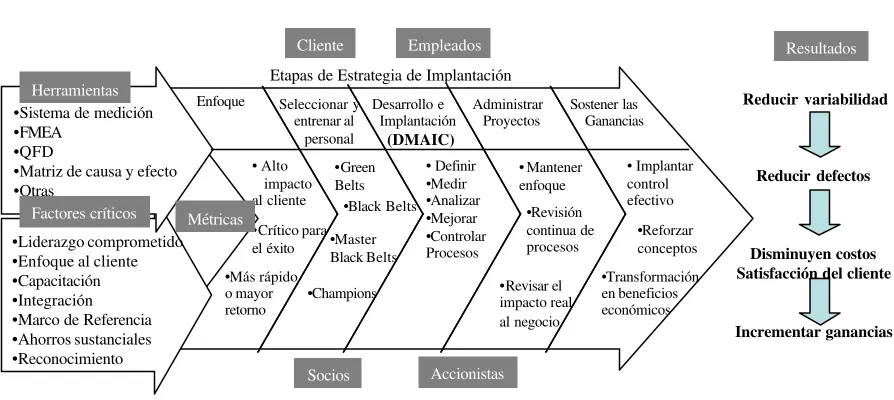
[image:20.612.84.531.472.672.2]Six Sigma deberá proveer un modelo que permita ser mejor y más rápido, a través de la combinación de técnicas estadísticas, herramientas y metodologías que permitan a los administradores definir claramente los problemas, medirlos y analizarlos, alcanzando una mejora significativa y sustentable. Six Sigma reconoce que la variabilidad es su enemigo, y su objetivo de reducir variación excesiva y desperdicio para lograr la meta final de reducir defectos, incrementar ganancias y satisfacer a los consumidores. A continuación se presenta un esquema del modelo conceptual que representa las teorías documentadas acerca de Six Sigma y su implantación en la organización (Ver Figura 2.2)
Figura 2.2 Modelo Propuesto Six Sigma
•Liderazgo comprometido •Enfoque al cliente •Capacitación •Integración •Marco de Referencia •Ahorros sustanciales •Reconocimiento Etapas de Estrategia de Implantación Enfoque Seleccionar y entrenar al personal Desarrollo e Implantación (DMAIC) Administrar
Proyectos Sostener lasGanancias
• Alto impacto al cliente •Crítico para el éxito •Más rápido o mayor retorno •Green Belts •Black Belts •Champions • Definir •Medir •Analizar •Mejorar •Controlar Procesos • Mantener enfoque •Revisión continua de procesos •Revisar el impacto real al negocio • Implantar control efectivo •Reforzar conceptos •Sistema de medición •FMEA •QFD •Matriz de causa y efecto •Otras •Transformación en beneficios económicos Socios Empleados Cliente Factores críticos Herramientas Métricas Resultados Reducir variabilidad Reducir defectos Disminuyen costos Satisfacción del cliente
Incrementar ganancias
•Master Black Belts
Paso por paso
2.4 Herramientas Six Sigma
Las herramientas permiten mejorar los procesos y la calidad, y básicamente en nuestro modelo, éstas nos permitirán lograr la implantación de Six Sigma. Las más comunes son análisis de causa y efecto, análisis de Pareto y gráficas de control. Otras compañías utilizan herramientas más poderosas como el análisis de modo y falla (FMEA), función de despliegue de calidad (QFD), diseño de experimentos. A continuación se describen algunas de las múltiples herramientas disponibles, sin embargo, en la organización deben implantarse aquellas que sean adecuadas para la empresa.
IMPLANTACION
FACTORES CRITICOS
HERRAMIENTAS
Métricas
RESULTADOS
2.4.1 Sistema de medición
El análisis del sistema de medición (Gage R&R) permite considerar que las mediciones pueden estar mal, ya sea por condiciones mismas del proceso o bien del operador, por lo que se corre el riesgo de que partes malas sean aceptadas o viceversa.
El análisis del Sistema de Medición evalúa las propiedades estadísticas de la repetibilidad (instrumento de medición), reproducibilidad (operador), linealidad, etc. Teniendo como propósito entender mejor las fuentes de variación que puedan influenciar los resultados del sistema.
Un buen estudio del Sistema de Medición arroja resultados en los cuales el sistema influye en la variabilidad del producto de una manera no relevante, típicamente menos del 10%, si bien, se pueden tomar aceptables los resultados que alcanzan un 20%.
2.4.2 FMEA
El análisis de modo y fallas (FMEA) es una metodología que facilita el proceso de mejora, mediante éste, se pueden identificar y eliminar algunos problemas encontrados en el desarrollo del proceso o en el diseño del mismo.
FMEA se divide en diseño FMEA y producción FMEA. Durante estas dos etapas el sistema puede ser estudiado realizando los cambios adecuados, de tal manera que los problemas latentes pueden ser analizados y los defectos posibles puedan ser identificados antes de que
• Sistema de medición • FMEA
• QFD
• Matriz de causa y efecto • SPC
lleguen al cliente final. Por lo tanto, debe evitarse cualquier modificación que durante el proceso productivo pueda incrementar los costos (Juran, 1989).
Los beneficios obtenidos por utilizar FMEA son:
• Mejora de la funcionalidad y robustez del producto
• Reducir costos por garantías
• Reducir los problemas diarios de manufactura
• Mejorar la seguridad de productos y la implantación de procesos
• Reducir los problemas de proceso
2.4.3 QFD
La función de despliegue de calidad (QFD) es una herramienta que traduce los requerimientos del cliente en los requerimientos técnicos adecuados para cada etapa durante el desarrollo del producto o la producción del mismo.
Una matriz típica de QFD tiene dos partes:
1. Una parte horizontal que contiene la información del cliente. Es una lista de las necesidades y los deseos del cliente y su importancia relativa. También enlista la retroalimentación del cliente y sus quejas.
2. La parte vertical contiene la información técnica que corresponde a las entradas del cliente. Esta parte se traduce en las necesidades y los deseos en un lenguaje que puede ser medido, examina la relación entre el cliente y sus reque rimientos técnicos, y contiene datos técnicos de la competencia que permiten establecer metas y objetivos para lograr ser competitivos.
Los beneficios obtenidos por utilizar QFD son:
• Mejora de los procesos, productos o servicios de la compañía
• Producir resultados más rápidos que los otros métodos
• Complementar el proceso de diseño
• Ayudar al equipo a mantener el enfoque
• Facilitar la administración y la revisión del diseño de actividades
2.4.4 Matriz de causa y efecto
2.4.5 SPC
La implantación de SPC (Control Estadístico de Procesos) permite entender la naturaleza de la variación en el proceso, de tal manera, que al eliminar las causas de las variaciones en dicho proceso, permite mejorar la organización y por consecuencia satisfacer al cliente. Además SPC sirve como un indicador al evaluar al proceso antes y después de implantar Six Sigma.
2.4.6 Regresión
Al realizar un Análisis de Regresión simple existe una variable respuesta o dependiente (y) que puede ser características particulares de calidad del producto o servicio en evaluación o características de mercadotecnia como el precio, promociones, etc., mientras que por otro lado se tiene una variable explicativa o independiente (x), que en este caso representa desde la calidad del producto/ proceso hasta la rentabilidad del negocio. El propósito es obtener una función sencilla de la variable explicativa, que sea capaz de describir lo más ajustadamente posible la variación de la variable dependiente, y de esta forma determinar los cambios requeridos en el proceso y/o producto o en los aspectos administrativos con el fin de mejorar el resultado final del negocio.
2.5 Métricas Six Sigma
Las métricas pueden ser beneficiosas dentro de la organización cuando son utilizadas para dar dirección. Además representan un indicador de la situación interna del negocio. Algunos otros indicadores se presentan durantes las etapas de implantación del modelo.
Las organizaciones deben considerar aquellas métricas que sean apropiadas para cada situación particular. Las métricas más comunes incluyen los índices de capacidad de procesos (Cp, Cpk), la tasa de defectos, costo de baja calidad (COPQ), porcentaje de desperdicio, TY, FTY, RTY. A continuación se describen algunas de ellas.
IMPLANTACION
Métricas
HERRAMIENTAS
FACTORES CRITICOS
RESULTADOS
• CTQ • COPQ • DPMO, DPU
• Capacidad de Proceso (Cp y Cpk)
• Capacidad de
Desempeño (Pp y Ppk )
2.5.1 Variable crítica de calidad
La variable crítica de calidad (CTQ) fue desarrollada para asegurar que los proyectos cumplieran con los requerimientos del cliente y las metas estratégicas del negocio simultáneamente. Cada nuevo proyecto debe cumplir con alguna de las metas estratégicas del negocio. Algunos ejemplos de CTQ son tiempo de entrega, tiempo de ciclo, precio y calidad del proveedor.
2.5.2Costo por baja calidad (COPQ)
Esto es el costo por fallar en fabricar el 100% de la producción con calidad desde el principio. El costo de baja calidad afecta los costos por inspección interna, el desperdicio y retrabajo, además de garantías y reparaciones. El costo de baja calidad puede ser comparado con las ganancias para determinar si es necesario implantar un proyecto Six Sigma.
2.5.3 Defectos por millón de oportunidades (DPMO)
Estos, como su nombre lo indica, son el número de defectos por millón de oportunidades, incluyendo el número de oportunidades por falla. Lo más importante es cuantificar la importancia de reducir la tasa de defectos a través de la conversión de la métrica en sus resultados monetarios.
Costo de Calidad
Nivel Sigma Defectos por millón de oportunidades Costo de Calidad
2 308,537 (Compañías no competitivas) No aplica
3 66,807 2540% de ventas
4 6,210 (Industria promedio) 1525% de ventas
5 233 515% de ventas
[image:24.612.116.513.388.517.2]6 3.4 (Compañía de clase mundial) <1% de ventas Tabla 2.1 Costo de calidad [Harry, 2000]
Al reducir la variación en el proceso productivo, podemos ver que posible lograr una calidad six sigma. De tal forma, que al reducir la variabilidad, se reducen los defectos, se disminuyen los costos y por consecuencia se incrementa la rentabilidad. Así al final se logra crear productos de mayor calidad a un menor costo.
2.5.4 Capacidad de proceso (Cp y Cpk ) y Desempeño de proceso (Pp y Ppk )
Los índices de capacidad de capacidad del proceso Cp y Cpk generalmente se enfocan en la
capacidad del proceso a “corto plazo”, mediante la utilización de un estimado de la desviación estándar de “corto plazo”, mientras que los índices de desempeño de proceso, Pp y Ppk,
típicamente se enfocan en la capacidad a “largo plazo” mediante la utilización del estimado de la desviación estándar a “largo plazo”.
2.5.5 TY, RTY,NY
Cada una de estas medidas esta basada en los defectos producidos. TY, por ejemplo, es la probabilidad de que “hacer todas las cosas bien”, es decir, que todas las características del producto se encuentren dentro de estándar en una sección del proceso. RTY es la probabilidad de ser capaz de que el producto pase por todo el proceso libre de defectos. NY es el resultado del promedio de TY que uno esperaría en cualquier etapa del proceso.
2.6 Factores críticos Six Sigma
Una cosa en la que coinciden todos los investigadores es que la organización debe contener ciertos aspectos o características que le permitirán facilitar su implantación de Six Sigma. Tomemos los siguientes factores críticos de éxito, que de acuerdo a Jerome Blakeslee, director del centro de excelencia en PricewaterhouseCoopers, aseguran que la compañía obtenga los beneficios deseados de la inversión en un programa como el de Six Sigma.
IMPLANTACION Métricas
HERRAMIENTAS
FACTORES CRITICOS
RESULTADOS
2.6.1 Liderazgo comprometido
La exitosa implantación de un modelo como el de Six Sigma requiere un liderazgo altamente comprometido. Los líderes según la definición de Tichy y Cohen, un líder es aquel que es capaz de establecer los cambios necesarios en la organización que la llevarán al éxito a largo plazo. En resumen, los líderes de las organizaciones, son capaces de retar los convencionalismos y establecer cambios o políticas poco populares o inusuales que serán clave para el futuro del negocio.
En el caso de Six Sigma, existen claro ejemplos de líderes comprometidos, como los son Jack Welch de GE, Larry Bossidy de AlliedSignal y Bob Galvin en Motorola.
Jack Welch inició una de las implantaciones de Six Sigma a nivel corporativo más exitosas de la historia. De esta manera, estableció las bases para lo que seria un fenómeno en ventas, ganancias históricas y el ahorro de millones de dólares por año para GE. El éxito de la iniciativa de Six Sigma construyó una reputación de líderes exitosos tanto a Jack Welch como GE.
Bossidy por su parte, ha jugado un papel fundamental como el motor del cambio en la organización.
Larry Bossidy, después de tomar las riendas de AlliedSignal – una compañía manufacturera de “calidad promedio”, cambió por completo la vision de la compañía al transformarla en un
• Liderazgo comprometido • Enfoque al cliente • Capacitación • Integración
empresa con altos niveles de crecimiento y productividad. Six Sigma fue su principal herramienta para lograr el cambio.
Bob Galvin fue el que inició con el proceso de implantación de Six Sigma en Motorola en los 80’s. La necesidad de permanecer en el mercado frente a la competencia japonesa, hizo que Galvin promoviera el uso de Six Sigma para mantener a Motorola en el negocio. Su participación dentro del proceso de implantación fue continua, inclusive se llegaron a fijar metas de llegadas temprano a las juntas. Llegó un punto en que las juntas terminaban para la hora que debían estar comenzando. Galvin comentó “Eso es calidad: una junta realizada en tiempo cero”.
El liderazgo de Welch, Bossidy y Galvin entre otros, es un elemento común en las organizaciones que ha tenido el mayor de los éxitos en el despliegue de Six Sigma. No cabe duda que cada uno de estos individuos a impreso su propia huella y han sido factor clave en el logro de los objetivos de estas organizaciones. Su participación no se ha limitado a ser espectadores, sino que han profundizado en las entrañas de la compañía, convirtiéndose a su vez en los agentes principales del cambio participando en equipos de mejora, encabezando proyectos six sigma y enseñando con el ejemplo al resto de los líderes de la organización.
2.6.2 Enfoque al Cliente
La información es la base más importante de toda buena comunicación. Los datos y requerimientos del cliente serán la los “inputs” para los procesos de mejora a implantar. Según las palabras de Kiichiro Toyoda fundador de Toyota, “cada defecto es un tesoro”, claro solo si la compañía es capaz de descubrir sus causas y convertirlo en una oportunidad de crecimiento y de incremento en la participación de mercado.
El proceso de retroalimentación debe mantenerse en un círculo continuo donde el cliente proporciona la información requerida, se analiza, se hacen los ajustes necesarios para eliminar cualquier diferencia observada y se evalúan los resultados. El objetivo es mantener un nivel de satisfacción adecuado y que ser verá reflejado en la participación de mercado.
Por ejemplo, GE en sus inicios con Six Sigma implementó un sistema para reducir el tiempo promedio de entrega del producto. Esta reducción fue de 16 a 8 días, sin embargo el cliente no percibía la mejoría porque algunos obtenían el producto con 9 días de retraso y otros con 6 días de adelanto.
Fue cuando se desarrolló el concepto de “span”, el cual mide la variación de la fecha de entrega con la fecha en que el cliente quiere el producto, que GE fue capaz de sincronizar six sigma con la perspectiva del cliente, y así lograr reducciones en el tiempo de entrega de 15 a 2 días. Ahora los clientes podían percibir el efecto en la mejoría.
GE desarrolló inclusive un programa llamado “Six Sigma: Para el cliente, por el cliente”, en el cual los GE Black Belts y Green Belts colaboran con el cliente para mejorar su desempeño. Por otro lado Motorola también resalta la importancia de alinear las expectativas del cliente y del stakeholder.
2.6.3 Capacitación
La administración de Six Sigma deberá ser encabezada por personal altamente capacitado. Debido a que el programa exige conocimientos específicos, se requiere que los participantes manifiesten un compromiso y disciplina durante su entrenamiento.
Los practicantes de Six Sigma, conocidos como “Black Belts” (Motorola, AlliedSignal) y como “Líderes de Reducción de Variabilidad” (Polaroid), son sometidos a entrenamientos rigurosos de más de 5 semanas. Su capacitación consiste principalmente de herramientas de calidad, análisis de causaraíz y métodos estadísticos.
El personal típicamente es capacitado por personal externo y estos estudiantes se convertirán en los futuros Black Belts (BB), Green Belts (GB), Champions y Master Black Belts (MBB). En la Figura 2.3 se puede observar un claro ejemplo de la forma de despliegue del personal en la organización
Cliente GB BB MBB Champions Líder ejecutivo
[image:27.612.212.411.270.369.2]Figura 2.3. Despliegue de la organización [Harry, 2000]
Los MBB son los encargados de entrenar a los Black Belts en las operaciones de negocio específicas que les corresponden, por ser los líderes y servir como agentes de cambio. Los Champions proveen apoyo administrativo y la directriz en términos de la selección y evaluación de proyectos, además de seleccionar a los BB y MBB, y eliminar las posibles barreras encontradas durante el proceso.
Después de completar un proyecto, en aproximadamente 4 meses, los BB toman un nuevo proyecto y comienzan a desplegar nuevamente la secuencia de MAIC. Los BB reportan los resultados a la administración y la revisión de dichos resultados es parte del entrenamiento, el cual toma de 5 a 6 meses.
El entrenamiento de los Green Belts (GB) es menos exhaustivo durando de 6 a 10 días, y a diferencia de los BB, los GB no ocupan la mayor parte de su tiempo en proyectos Six Sigma. Generalmente puede tomar un proyecto que sea relevante para el éxito del negocio. Además de GB, también existen los Yellow Belts (YB) que son entrenados en operaciones financieras y de negocios.
Esta estrategia de entrenamiento tiene como objetivo involucrar a toda la organización, de tal forma que su participación en proyectos Six Sigma, se convierta en parte de las actividades diarias de su trabajo.
2.6.4 Integración
Six Sigma debe ser capaz de integrarse a las estrategias de negocio, a los sistemas actuales que rigen la organización y las medidas claves de desempeño. Por ejemplo, AlliedSignal ha extendido el uso de las herramientas six sigma hacia las operaciones no manufactureras. Así se ha aplicado la metodología al desarrollo de productos y procesos para lanzarlos al mercado en el menor tiempo posible.
Por su parte, Jack Welch ha buscado integrar sus objetivos de globalización, servicios, e business y Six Sigma para hacerlos trabajar en el beneficio de la organización, reduciendo costos, incrementando productividad y arreglando los procesos deficientes. Como establece Welch “Construir estas iniciativas será crítico para nuestro éxito en el futuro”. Además debido a que el éxito futuro depende en gran medida del diseño de productos y servicios, GE ha apostado a aplicaciones como DFSS (Design for Six Sigma) y recientemente en DFR (Design for Reliability) como elementos de éxito de la iniciativa de Six Sigma.
Dentro de dichas iniciativas también pueden estas involucradas la Metodología Lean, como en Maytag Corporation que creo un programa de calidad y productividad que combina Lean Manufacturing con Six Sigma, o como en el caso de AlliedSignal y Honeywell que al fusionarse, integraron el sistema de calidad Baldrige de Honeywell con el Six Sigma de Allied para dar paso a un nuevo sistema de calidad llamado “Six Sigma Plus”.
Deberá existir una perfecta alineación de la estrategia de Six Sigma con el resto de las iniciativas y esto deberá ser administrado por un equipo que involucre a los líderes de la organización y a los empleados.
2.6.5 Marco de referencia
Todos los procesos exitosos requieren tener un marco de referencia. El tener un procedimiento estandarizado para implementar los proyectos Six Sigma permitirá obtener resultados más rápidos y con mayor enfoque en las necesidades reales del cliente.
El objetivo es que Six Sigma provea de un modelo que logre establecer con proyectos enfocados en el cliente, maximice el valor para los accionistas y provea una administración efectiva mediante el monitoreo de los resultados contra el plan propuesto.
Para lograr esto Motorola propone los siguientes pasos: 1. Alinear las Expectativas del cliente y del stakeholder
2. Establecer claramente la visión, misión y objetivos estratégicos del negocio 3. Identificar resultados claves
4. Completar un análisis para identificar los “drivers” del desempeño 5. Lograr las oportunidades de mejora del negocio
2.6.6 Ahorros sustanciales
los cuales han logrado recuperar las inversión mediante ahorros logrados gracias a la eliminación de ineficiencias y de baja productividad, o por incrementar la calidad y reducir costos por retrabajo o reposiciones.
Es importante establecer metas a corto y largo plazo que permitan “percibir” los resultados logrados. De tal forma, la compañía podrá mantener un proceso de inversión continúa sostenible.
2.6.7 Reconocimiento
Six Sigma debe mantener un continuo esfuerzo por recompensar a los líderes y a los equipos de mejora que apoyan las iniciativas Six Sigma.
De acuerdo con Welch, GE exige que los empleados, que sean considerados para promoción, deban ser entrenados como ejecutivos Six Sigma. Adicionalmente bonos y premios especiales son otorgados como parte del programa de compensación variable a los emp leados con mayores logros en los proyectos Six Sigma. Welch establece “el entrenamiento de Sigma es un prerrequisito para promociones a cualquier posición professional o administrativo y un requisito para cualquier premio en acciones de la compañía”.
2.7 Estrategia de Implantación Six Sigma
De acuerdo a Michael George (2002), Six Sigma puede describirse como:
• Un sistema de administración para lograr un liderazgo continuo y un alto desempeño
que beneficie a la compañía, los clientes y sus accionistas.
• Una sistema de medición que permita evaluar y medir la capacidad de cualquier
proceso
• Una meta de mantener la mejora continua para casi alcanzar la perfección de la organización
Contrario a lo que muchos pensarían, la meta en la implantación de Seis Sigma no es lograr específicamente niveles de calidad de seis sigma. Six Sigma está enfocado en mejorar la rentabilidad, sin embargo la mejora de calidad y eficiencia son subproductos en este proceso.
Al pensar en una estrategia viene n a nuestra mente conceptos como el cliente, los empleados, la organización, ¿Pero como ordenarlos y organizarlos de tal manera que generen un significativo valor para todos y cada uno de ellos?
El reto no es fácil y si añadimos la creciente competitividad que enfrentan las organizaciones, el panorama se ve aún más complicado. Ahora el reto continúa siendo el mismo, incrementar las ganancias e incrementar el valor dado al cliente con productos de calidad al menor costo posible.
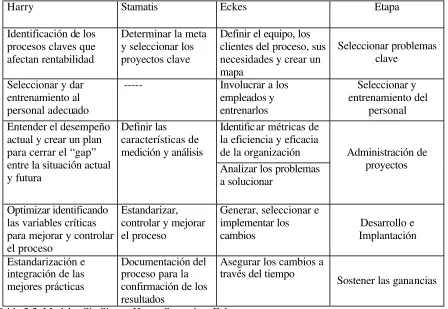
a ellos”. En otras palabras, Seis Sigma permitirá que el negocio ser proactivo, en lugar de reactivo, a los problemas de calidad. En su libro Six Sigma, Mikel Harry nos plantea Six Sigma Breakthrough Strategy, la cual va mas allá de un solo proceso, involucra a todas las actividades dentro de la organización. De tal forma que obliga a la compañía a reexaminar la forma en que el trabajo se realiza, en lugar de “parchar” los sistemas actuales. Simplifica los sistemas y los procesos, mejora la capacidad y al final encuentra la forma de controlar los sistemas y procesos permanentemente. Así Harry plantea la necesidad de las compañías de lograr Six Sigma en todo lo que realizan. De esta forma, Six Sigma Breakthrough Strategy cambia la forma de administrar cada nivel del negocio. Y esta integración de los niveles administrativos, operativos y de procesos permite obtener resultados más efectivos y eficientes. Además, como parte de esta estrategia, las lecciones aprendidas pueden ser estandarizadas y subsecuentemente integradas a la cultura organizacional. Por otra parte, Eckes propone administrar el cambio con un total compromiso de toda la cadena de valor, y Stamatis establecer una estrategia que involucre desde la clasificación de los problemas hasta la documentación de su solución. A continuación se presentan los modelos Six Sigma propuestos por Harry, Stamatis y Eckes y la propuesta de la etapa de implantación correspondiente. Harry
Stamatis Eckes Etapa
[image:30.612.89.537.388.697.2]
Con la información anterior y las etapas propuestas se desarrollará el Modelo Propuesto de Six Sigma en su etapa de Implantación.
IMPLANTACION
FACTORES CRITICOS Métricas
RESULTADOS
HERRAMIENTAS
A continuación se presenta una descripción de cada una de los pasos para implantar la estrategia.
1. Selección de problemas claves
Una de las opciones, y quizá la más efectiva, es buscar un enfoque en la capacidad del proceso, de tal forma, que se atacan directamente las causa raíz de un defecto y las insatisfacciones provocadas en el cliente.
La clave radica en aplicar la estrategia identificando aquellos procesos que son variables críticas que agregan valor y que están operando a bajos niveles de sigma. Esto requiere coordinación entre los diferentes departamentos debido a que los procesos traspasan las barreras departamentales. De esta manera las soluciones encontradas en este proceso pueden ser reproducidas al resto de la organización
Otras opciones es enfocarse en los ahorros generados por proyecto o en los problemas ocasionados al cliente, sin embargo, estas dos opciones son menos prácticas y eficientes que la primera.
2. Selección y entrenamiento del personal
El personal es el responsable de la ejecución en la implantación de Six Sigma. Por tal motivo es importante que todos los niveles se encuentren capacitados y entrenados para cumplir con sus responsabilidades, además de asegurarse que la visión creada por los líderes, sea claramente entendida y desplegada por el personal para lograr la satisfacción total del cliente.
En Six Sigma existe una clara definición de roles y responsabilidades:
Champions: El líder ejecutivo o “Senior Champion” selecciona al individuo que será el campeón en Six Sigma dentro de un negocio específico a lo largo de toda la organización y que deberá asegurarse que todas las funciones claves de la organización están conectadas a Six Sigma. Existen dos tipos: Deployment Champion y Project Champion. El primero tiene una función similar al CEO en función de liderazgo y compromiso y se encargan de la
1. Selección de problemas clave 2. Selección y entrenamiento del
personal
implantación de Six Sigma en la organización. El Project Champion tiene una función a nivel del negocio vigilando a los Black Belts y enfocando en la ejecución de los proyectos. Ambos se encargarán de organizar y administrar el comienzo, despliegue e implantación de Six Sigma a lo largo de la organización. Master Black Belts (MBB): Este personal es seleccionado por los Champions para actuar como expertos en la diseminación de la estrategia a través de la organización. Se dedican 100% a Six Sigma y apoyan a los Champions a identificar los proyectos de mejora. Entrenan, a su vez, a los Black y Green Belts y comunican el progreso y estatus de los proyectos dentro de sus áreas de negocio. Se aseguran de que Six Sigma forme parte de la cultura organizacional. Solicitan los recursos necesarios y son el enlace que coordina la aplicación de proyectos de los Black Belts en la organización. Black Belts (BB): Trabajan con los MBB, aplicando las herramientas y conocimiento a proyectos específicos. Se dedican 100% a trabajar en proyectos de Six Sigma. Green Belts (GB): Estos son empleados dentro de la organización que dedican un porcentaje de su tiempo a proyectos de Six Sigma. Tiene menos responsabilidades en la implantación del modelo, y sus energías están mayormente enfocadas al trabajo diario. Apoyan a los proyectos de los BB. A continuación se muestra una tabla comparativa del perfil, rol y entrenamiento requerido, para cada uno de los integrantes del Six Sigma. Perfil Conocimientos técnicos Respetado por colegas Conocimiento de herramientas básicas y avanzadas Grado técnico Respetado por colegas y administración Experto en herramientas básicas y avanzadas Administrador senior Líder respetable y mentor Proponente de Six Sigma Rol Dirige equipos de mejora de procesos Dirige y entrena en herramientas y análisis Asiste Black Belts Medio tiempo en proyectos Líder estratégico con alto impacto en mejora de procesos Agente de cambio Entrena y apoya a los miembros de los equipos Líder de tiempo completo Provee recursos y liderazgo para proyectos Inspira y comparte la visión Establece, planea y crea la infraestructura Entrenamiento Sesiones de 2 a 3 días con un mes para implantar 4 Sesiones en una semana con 3 semanas para aplicar Entrenamiento de una semana Desarrollo e implantación del plan Números 5% (1 por cada 20
[image:32.612.83.543.390.684.2]empleados) 12 % (1 por cada 100 empleados) o área de manufactura 1 por grupo de trabajo Tabla 2.3. Tabla comparativa del perfil, rol y entrenamiento requerido para cada uno de los integrantes del Six Sigma
3. Administración de Proyectos Six Sigma
La clave para la administración de los proyectos es:
Mantener un enfoque: El objetivo de los proyectos es mejorar la satisfacción del cliente y su rentabilidad, sin embargo, alguno de éstos se enfocarán en actividades particulares dentro del negocio (procesos industriales, comerciales, etc.) donde se reduce el desperdicio, tiempo de paro o se mejora la capacidad total del área.
Verificar su impacto: Los proyectos deben estar ligados a los niveles más altos dentro de la organización y proveer de un apoyo directo de los objetivos específicos del negocio. La estrategia debe ser aplicada a proyectos que impactarán significativamente el desempeño global de la organización, su rentabilidad y disminuirán costos de forma drástica. Comunicación continua: Estrecha comunicación entre los líderes de la organización y todos aquellos involucrados en los proyectos
4. Desarrollo e implantación de las mejoras
Los proyectos pasan por cuatro fases: Medición, Análisis, Mejora y Control (MAIC). Algunas veces se agrega un paso preeliminar de Definir. El significado de cada etapa en el proceso DMAIC es el siguiente:
Definir: Selección adecuada de proyectos, definición de problema y definición de las métricas y su base de referencia. Aquí se define, junto con los clientes, el tipo de problemas que estos tienen y se identifican las variables para el cliente, así como los procesos que afectan esas variables. Por otro lado se identifican las condiciones de salida y los elementos del proceso.
Medición: Selecciona las variables de respuesta que buscan ser mejoradas. Basado en la
información del cliente y en otras consideraciones, y asegurándose que éstas sean cuantificables y que puedan ser medidas con precisión. Después de tomar los datos, se determina cuando el desempeño es inaceptable o defectuoso.
Análisis: Consiste en analizar los datos preeliminares del desempeño actual y comenzar a
identificar las causas raíz y su impacto.
Mejora: Determina como se debe intervenir en el proceso para reducen significativamente los
defectos, además de reducir la variabilidad del proceso. Se desarrollan soluciones y se realizan los cambios necesarios, además se determina si los cambios han sido benéficos o si son necesarias nuevas modificaciones.
Control: Después de implementar las mejoras, se verifica que las mejoras implementadas, con
efectivas y continuas. A pesar, de que la mayoría de los recursos ya no están enfocados en el problema. El proceso es monitoreado para asegurarse que no existan cambios inesperados.
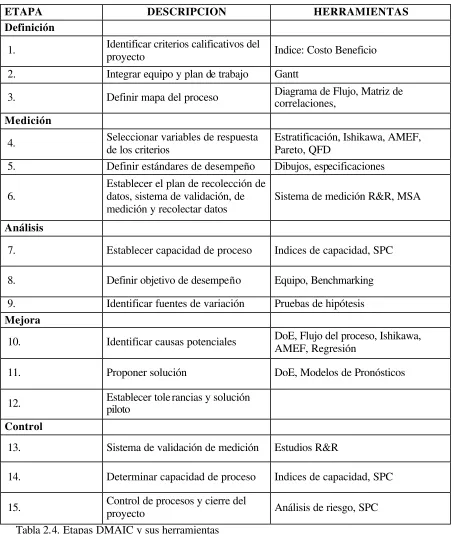
A continuación se presenta un resumen de las etapas DMAIC y sus herramientas
ETAPA DESCRIPCION HERRAMIENTAS
Definición
1. Identificar criterios calificativos del proyecto Indice: Costo Beneficio
2. Integrar equipo y plan de trabajo Gantt
3. Definir mapa del proceso Diagrama de Flujo, Matriz de correlaciones,
Medición
4. Seleccionar variables de respuesta de los criterios Estratificación, Ishikawa, AMEF, Pareto, QFD
5. Definir estándares de desempeño Dibujos, especificaciones
6. Establecer el plan de recolección de datos, sistema de validación, de
medición y recolectar datos Sistema de medición R&R, MSA
Análisis
7. Establecer capacidad de proceso Indices de capacidad, SPC
8. Definir objetivo de desempeño Equipo, Benchmarking
9. Identificar fuentes de variación Pruebas de hipótesis
Mejora
10. Identificar causas potenciales DoE, Flujo del proceso, Ishikawa, AMEF, Regresión
11. Proponer solución DoE, Modelos de Pronósticos
12. Establecer tole rancias y solución piloto
Control
13. Sistema de validación de medición Estudios R&R
14. Determinar capacidad de proceso Indices de capacidad, SPC
[image:34.612.87.541.95.629.2]15. Control de procesos y cierre del proyecto Análisis de riesgo, SPC
Tabla 2.4. Etapas DMAIC y sus herramientas
5. Sostener las Ganancias
efectividad de los proyectos de acuerdo a un plan e identificar y lanzar continuamente nuevos proyectos Six Sigma.
2.8 Resultados
Después de analizar todo el concepto, más importante que la definición técnica es el establecer a Six Sigma como una disciplina, con un enfoque cuantitativo para mejorar, en base a métricas definidas, los procesos de manufactura, servicio y financieros. Esto lleva al proceso de seleccionar proyectos basados en su potencial de mejora y en identificar y entrenar a las personas adecuadas para lograr los resultados y metas establecidos.
Diferentes caminos pueden llevar a diferentes resultados. Por tal motivo la necesidad de estandarizar dichos caminos en una metodología se ve cada vez más imperante. Las administraciones actuales requieren acción, ante la velocidad con la que se mueve la economía actual. Sin embargo dicha velocidad, debe estar encauzada y propiamente guiada para alcanzar los objetivos deseados.
El modelo propuesto de Six Sigma provee del camino y una estrategia de mejora continua, que a través de una serie de iniciativas conectadas logran los beneficios esperados para el cliente y la organización. Y para darle la velocidad requerida analizaremos el concepto de Lean Manufacturing en el capítulo 3.
![Figura 2.1 Efecto de un cambio de σ[Breyfogle, 2001. Copiado de Motorola] =1.5 donde sólo 3.4 ppm no cumplen con las especificaciones](https://thumb-us.123doks.com/thumbv2/123dok_es/4438565.34885/18.612.156.468.73.311/figura-efecto-cambio-breyfogle-copiado-motorola-cumplen-especificaciones.webp)
![Tabla 2.1 Costo de calidad [Harry, 2000]](https://thumb-us.123doks.com/thumbv2/123dok_es/4438565.34885/24.612.116.513.388.517/tabla-costo-de-calidad-harry.webp)
![Figura 2.3. Despliegue de la organización [Harry, 2000]](https://thumb-us.123doks.com/thumbv2/123dok_es/4438565.34885/27.612.212.411.270.369/figura-despliegue-de-la-organizacion-harry.webp)


![[Retrato de un príncipe inglés] E. de B.](data:image/gif;base64,R0lGODlhAQABAIAAAP///wAAACH5BAEAAAAALAAAAAABAAEAAAICRAEAOw==)