Reología e Hidráulica 5.1 N° de Revisión: A-1 / Fecha de Revisión: 14-02-01
Las propiedades físicas de un fluido de perforación, la densidad y las
propiedades reológicas son monitoreadas para facilitar la optimización del proceso de
perforación. Estas propiedades físicas contribuyen a varios aspectos
importantes para la perforación exitosa de un pozo, incluyendo:
• Proporcionar el control de las presiones para impedir el influjo del fluido de la formación.
• Transmitir energía a la barrena para maximizar la Velocidad de
Penetración (ROP).
• Proporcionar la estabilidad del pozo a través de las zonas presurizadas o sometidas a esfuerzos mecánicos. • Suspender los recortes y el material
densificante durante los periodos estáticos.
• Permitir la separación de los sólidos perforados y el gas en la superficie. • Extraer los recortes del pozo.
Cada pozo es único, por lo tanto es importante que estas propiedades sean controladas respecto a los requisitos para un pozo en particular y del fluido que se está usando. Las propiedades reológicas de un fluido pueden afectar negativamente un aspecto, al mismo tiempo que producen un impacto positivo importante sobre otro. Por lo tanto se debe lograr un equilibrio para maximizar la limpieza del pozo, minimizar las presiones de bombeo y evitar los influjos de fluidos o de la
formación, además de impedir la pérdida de circulación hacia la formación que se está perforando.
La reología y la hidráulica son
estudios del comportamiento del fluido que están relacionados entre sí. La reología es el estudio de la manera en que la materia se deforma y fluye. Se trata de una disciplina que analiza principalmente la relación entre el esfuerzo de corte y la velocidad de corte, y el impacto que éstos tienen sobre las características de flujo dentro de los materiales tubulares y los
espacios anulares. La hidráulica describe la manera en que el flujo de fluido crea y utiliza las presiones. En los fluidos de perforación, el
comportamiento de flujo del fluido debe ser descrito usando modelos reológicos y ecuaciones, antes de poder aplicar las ecuaciones de hidráulica.
Este capítulo describe las propiedades reológicas de los fluidos de
perforación, los factores que influyen en estas propiedades y el impacto que tienen en lo que se refiere a la
ejecución del trabajo durante la
operación de perforación. La influencia de las propiedades reológicas sobre la limpieza del pozo, la suspensión de barita y la separación de sólidos está descrita en los capítulos sobre Limpieza del Pozo, Asentamiento de Barita y Control de Sólidos,
respectivamente.
Introducción
Reología es la ciencia que trata de la deformación y del flujo de la materia. Al tomar ciertas medidas en un fluido, es posible determinar la manera en que dicho fluido fluirá bajo diversas condiciones, incluyendo la
temperatura, la presión y la velocidad de corte.
VISCOSIDAD
Viscosidad es el término reológico más conocido. En su sentido más amplio, la viscosidad se puede describir como la resistencia al flujo de una sustancia. En el campo petrolífero, los términos a
continuación se usan para describir la viscosidad y las propiedades reológicas del fluido de perforación:
1. Viscosidad embudo (seg/qt o seg/l). 2. Viscosidad aparente (cP o mPa•seg). 3. Viscosidad efectiva (cP o mPa•seg). 4. Viscosidad plástica (cP o mPa•seg). 5. Punto cedente (lb/100 pies2o Pa).
6. Viscosidad a baja velocidad de corte y Viscosidad a Muy Baja Velocidad de Corte (LSRV) (cP o mPa•sec). 7. Esfuerzos de gel (lb/100 pies2o Pa).
Éstos son algunos de los valores claves para tratar y mantener los fluidos de perforación.
Reología
Reología es la
ciencia que
trata de la
deformación
y del flujo de
la materia.
Viscosidad...
se puede
describir
como la
resistencia
al flujo de
una
Reología e Hidráulica 5.2 N° de Revisión: A-1 / Fecha de Revisión: 14-02-01
V
ISCOSIDAD DE EMBUDOLa viscosidad de embudo se mide usando el viscosímetro de Marsh descrito en el capítulo sobre Pruebas. La viscosidad de embudo se usa como indicador relativo de la condición del fluido. No proporciona suficiente información para determinar las propiedades reológicas o las
características de flujo de un fluido. Debería usarse en el campo para detectar los cambios relativos en las propiedades del fluido. Además, ningún valor en particular de la viscosidad de embudo puede ser adoptado como valor representativo de todos los fluidos. Lo que produce buenos resultados en un área puede fallar en otra; sin embargo, se puede aplicar una regla general a los fluidos de perforación a base de arcilla. La viscosidad de embudo de la mayoría de los fluidos se controla a cuatro veces la densidad (lb/gal) o menos. Sin embargo hay ciertas excepciones, como en las áreas donde se requiere el uso de fluidos de alta viscosidad. Los sistemas de polímeros e inversión inversa (base aceite o base sintético) no siguen necesariamente estas reglas.
ESFUERZO DE CORTE Y VELOCIDAD DE CORTE
Los otros términos para la viscosidad (µ) se pueden describir como la relación del esfuerzo de corte (τ) a la velocidad de corte (γ). Por definición:
esfuerzo de corte (τ) Viscosidad (µ) =
velocidad de corte (γ) Los conceptos de velocidad de corte y esfuerzo de corte se aplican al flujo de todos los fluidos. Dentro de un sistema de circulación, la velocidad de corte depende de la velocidad media del fluido en la geometría en que está fluyendo. Por lo tanto, las velocidades de corte son mayores en las geometrías pequeñas (dentro de la columna de perforación) y menores en las geometrías grandes (como la tubería de revestimiento y los espacios anulares del riser). Las velocidades de corte más altas suelen causar una mayor fuerza resistiva del esfuerzo de corte. Por lo tanto, los
esfuerzos de corte en la columna de perforación (donde hay mayores velocidades de corte) exceden los del espacio anular (donde las velocidades de corte son menores). El total de las pérdidas de presión a través del sistema de circulación (presión de bombeo) está frecuentemente asociado con el esfuerzo de corte, mientras que la velocidad de bombeo está asociada con la velocidad de corte. Esta relación entre la velocidad de corte y el esfuerzo de corte para un fluido define la manera en que dicho fluido corre. La Figura 1 es una representación simplificada de dos capas de fluido (A y B) que se mueven a diferentes velocidades cuando se aplica una fuerza.
Cuando un fluido está fluyendo, hay una fuerza en el fluido que se opone al flujo. Esta fuerza se llama
esfuerzo de corte. Se puede describir
como un esfuerzo de fricción que aparece cuando una capa de fluido se desliza encima de otra. Como el corte ocurre más fácilmente entre capas de fluido que entre la capa exterior del fluido y la pared de una tubería, el fluido que está en contacto con la pared no fluye. La velocidad a la cual una capa pasa por delante de la otra capa se llama velocidad de corte. Por lo tanto, la velocidad de corte (γ) es un gradiente de velocidad.
La fórmula para la velocidad de corte (γ) es:
V2 – V1
γ(seg–1
) = d
Donde:
γ = Velocidad de corte en segundos recíprocos
V2= Velocidad en la Capa B (pies/seg) V1= Velocidad en la Capa A (pies/seg) d = Distancia entre A y B (pies)
Fuerza de flujo
Fuerza opuesta (esfuerzo de corte) A
B d
v1
v2
Figura 1: Velocidad de corte y esfuerzo de corte.
La viscosidad
de embudo...
debería
usarse en el
campo para
detectar los
cambios
relativos en
las
propiedades
del fluido.
Esta relación
entre la
Reología e Hidráulica 5.3 N° de Revisión: A-1 / Fecha de Revisión: 14-02-01
La velocidad de corte (γ), es igual a la velocidad rotacional RPM (ω)
viscosímetro multiplicada por 1,703. Este factor se deriva de la geometría del manguito y del balancín del viscosímetro.
γ(seg–1) = 1,703 x
ω
ESFUERZO DE CORTE
El esfuerzo de corte (τ) es la fuerza requerida para mantener la velocidad de corte. El esfuerzo de corte está expresado en unidades estándar del campo
petrolífero, es decir las libras de fuerza por cien pies cuadrados (lb/100 pies2)
requeridas para mantener la velocidad de corte.
Las indicaciones del cuadrante del viscosímetro de lodo (Θ) tomadas con la combinación de balancín y resorte estándar número uno (1), tal como se describe en el capítulo de Pruebas, pueden ser convertidas en un esfuerzo de corte (τ) con unidades de lb/100 pies2,
multiplicando la indicación por 1,0678.
τ(lb/100 pies2) = 1,0678 x
Θ
Las indicaciones del viscosímetro son frecuentemente usadas como indicación del esfuerzo de corte (τ) en lb/100 pies2
sin realizar la conversión, ya que la diferencia es pequeña.
Se usan una variedad de viscosímetros para medir la viscosidad del fluido de perforación. Los viscosímetros FANN (VG) y los reómetros están diseñados para simplificar el uso de los modelos reológicos. Los viscosímetros también son usados para medir las propiedades tixotrópicas o los esfuerzos de gel de un fluido.
V
ISCOSIDAD EFECTIVALa viscosidad de un fluido no
newtoniano cambia con el esfuerzo de corte. La viscosidad efectiva (µe) de un fluido es la viscosidad de un fluido bajo condiciones específicas. Estas
condiciones incluyen la velocidad de corte, la presión y la temperatura.
V
ISCOSIDAD APARENTELa viscosidad efectiva a veces es llamada Viscosidad Aparente (VA). La viscosidad aparente está indicada por la indicación del viscosímetro de lodo a 300 RPM (Θ300) o la mitad de la indicación del
viscosímetro a 600 RPM (Θ600). Cabe
indicar que ambos valores de viscosidad
aparente concuerdan con la fórmula de viscosidad:
300 x Θ
AV (cP) =
ω
VISCOSIDAD PLÁSTICA
La viscosidad plástica (VP) en centipoise (cP) o milipascales-segundo (mPa•s) se calcula a partir de los datos del
viscosímetro de lodo, como: PV (cP) = Θ600 – Θ300
La viscosidad plástica se describe generalmente como la parte de la resistencia al flujo que es causada por la fricción mecánica.
La viscosidad plástica es afectada principalmente por:
• La concentración de sólidos.
• El tamaño y la forma de los sólidos. • La viscosidad de la fase fluida.
• La presencia de algunos polímeros de cadena larga (POLY-PLUS®,
hidroxietilcelulosa (HEC), POLYPAC®,
Carboximetilcelulosa (CMC)). • Las relaciones aceite-agua (A/A) o
Sintético-Agua (S/A) en los fluidos de emulsión inversa.
La fase sólida es lo que más interesa al ingeniero de fluidos. Un aumento de la viscosidad plástica puede significar un aumento en el porcentaje en volumen de sólidos, una reducción del tamaño de las partículas de los sólidos, un cambio de la forma de las partículas o una combinación de estos efectos. Cualquier aumento del área superficial total de los sólidos expuestos se reflejará en un aumento de la viscosidad plástica. Por ejemplo, en una partícula sólida que se parte por la mitad, el área superficial expuesta combinada de los dos trozos será más grande que el área superficial de la partícula original. Una partícula plana tiene más área superficial expuesta que una partícula esférica del mismo volumen. Sin embargo, la mayoría de las veces, el aumento de la viscosidad plástica resulta del aumento en el porcentaje de sólidos. Esto puede ser confirmado mediante los cambios de densidad y/o el análisis en retorta.
Algunos de los sólidos contenidos en el fluido están presentes porque fueron añadidos intencionalmente. Por ejemplo, la bentonita es eficaz para aumentar la viscosidad y reducir la pérdida de fluidos, mientras que la barita
El esfuerzo
de corte es la
fuerza
requerida
para
Reología e Hidráulica 5.4 N° de Revisión: A-1 / Fecha de Revisión: 14-02-01 es necesaria para la densidad. Como
regla general, la viscosidad del fluido no debería ser más alta que la que se requiere para la limpieza del pozo y la suspensión de barita. Cuando un fluido no está cumpliendo estas funciones, lo más conveniente sería aumentar el punto cedente y los valores de bajo esfuerzo de corte (6 y 3 RPM) y no la viscosidad plástica.
Sin embargo, los sólidos perforados afectan negativamente las propiedades reológicas y no son convenientes. Estos sólidos son continuamente añadidos al fluido durante la perforación, causando un aumento de la concentración de sólidos. Si no son eliminados rápidamente, los sólidos siguen
dividiéndose en partículas más pequeñas al ser circulados y recirculados a través del sistema. Problemas de viscosidad surgirán si los sólidos perforados no son controlados.
Los sólidos perforados pueden ser controlados de tres maneras: 1. Control mecánico de los sólidos. 2. Asentamiento.
3. Dilución o desplazamiento. El Capítulo 8 describe el control de sólidos y la eliminación de los sólidos más detalladamente.
La viscosidad plástica también depende de la viscosidad de la fase fluida. Cuando la viscosidad del agua disminuye a medida que la temperatura aumenta, la viscosidad plástica
disminuye proporcionalmente. Las salmueras tienen viscosidades más altas que los fluidos de agua dulce. El aceite emulsionado en los fluidos base agua también actúa como un sólido y afectará la viscosidad plástica del fluido.
Los polímeros añadidos al sistema para controlar la viscosidad, controlar la pérdida de fluidos o inhibir la lutita pueden generar altas viscosidades plásticas, especialmente después de la mezcla inicial del polímero. Los polímeros de cadena larga (POLY-PLUS®,
HEC, POLYPAC® R, CMC) tienen el mayor impacto sobre la viscosidad plástica. Las variaciones de cadena corta o baja viscosidad de estos polímeros (POLYPAC®
R, UL, CMC LV) tienen un impacto menos importante sobre la viscosidad plástica. El aumento de la viscosidad plástica resulta más evidente justo después de mezclar estos polímeros. Por
lo tanto, se recomienda que la viscosidad
no sea medida en el tanque de succión
en este momento. En general, la viscosidad plástica y las propiedades reológicas disminuyen y se estabilizan después de unas cuantas circulaciones.
En lo que se refiere a los fluidos de emulsión inversa (base aceite y sintético), la viscosidad plástica puede ser ajustada con la relación A/A o S/A. En general, cuanto más alta sea la relación A/A o S/A, más baja será la viscosidad plástica. Además, la selección del emulsificante principal tendrá un impacto sobre la viscosidad plástica.
Los cambios en la viscosidad plástica pueden producir considerables cambios en la presión de bombeo. Esto es extremadamente importante en la perforación de alcance extendido y con tubería flexible, donde se usan materiales tubulares más largos y de diámetro más pequeño. En estas situaciones, resulta crítico minimizar la viscosidad plástica. Como regla general, la viscosidad plástica debería ser mantenida al nivel más bajo posible en todos los casos, porque una baja VP puede aumentar la energía proporcionada a la barrena, mejorar el flujo en el espacio anular para la limpieza del pozo, y reducir el uso y desgaste de los equipos, así como el consumo de combustible. Un límite superior práctico para la viscosidad plástica es el doble del peso del fluido (lb/gal). Aunque este valor parezca restrictivo en lo que se refiere a los altos pesos de fluido, los sólidos se ven tan apretados por el material densificante, que estos fluidos tienen una tolerancia muy baja respecto a los sólidos de perforación. La viscosidad plástica constituye una buena aproximación de la viscosidad a través de las toberas de la barrena.
P
UNTO CEDENTEEl Punto Cedente (PC) en libras por 100 pies cuadrados (lb/100 pies2) se calcula a
partir de los datos del viscosímetro FANN (VG), de la siguiente manera:
YP (lb/100 pies2) = 2 x Θ
300 – Θ600 o
YP (lb/100 pies2) = Θ
300 – PV o en Pascales:
YP (Pa) = 0,4788 x (2 x Θ300 – Θ600)
o
YP (Pa) = 0,4788 x (Θ300 – PV)
...la
viscosidad
del fluido no
debería ser
más alta que
la que se
requiere para
la limpieza
del pozo y la
suspensión
de barita.
Los cambios
en la
Reología e Hidráulica 5.5 N° de Revisión: A-1 / Fecha de Revisión: 14-02-01
El punto cedente, segundo
componente de la resistencia al flujo en un fluido de perforación, es una medida de las fuerzas electroquímicas o de atracción en un fluido. Estas fuerzas son el resultado de las cargas negativas y positivas ubicadas en o cerca de las superficies de las partículas. El punto cedente es una medida de estas fuerzas bajo las condiciones de flujo, y depende de: (1) las propiedades superficiales de los sólidos del fluido, (2) la
concentración volumétrica de los sólidos, y (3) el ambiente eléctrico de estos sólidos (concentración y tipos de iones en la fase fluida del fluido). La alta viscosidad que resulta de un alto punto cedente o de altas fuerzas de atracción puede ser causada por:
1. La introducción de contaminantes solubles como sales, cemento,
anhidrita o yeso, resultando en arcillas de floculación y sólidos reactivos. 2. Descomposición de las partículas de
arcilla por la acción trituradora de la barrena y tubería de perforación, creando nuevas fuerzas residuales (valencias de enlace roto) en los bordes rotos de las partículas. Estas fuerzas tienden a juntar las partículas en una forma desorganizada o formando flóculos.
3. La introducción de sólidos inertes dentro del sistema aumenta el punto cedente. Esto hace que las partículas se acerquen más entre sí. Como el
espacio entre las partículas disminuye, la atracción entre las partículas
aumenta.
4. Las lutitas o arcillas hidratables perforadas introducen nuevos sólidos activos dentro del sistema,
aumentando las fuerzas de atracción al reducir el espacio entre las
partículas y aumentar el número total de cargas.
5. El subtratamiento o sobretratamiento con productos químicos cargados electroquímicamente aumenta las fuerzas de atracción.
6. El uso de biopolímeros ramificados (DUO-VIS®, la familia FLO-VIS®, XCD®, Xanvis).
7. Sobretratamiento con arcilla organofílica o modificadores reológicos en sistemas de emulsión inversa (HRPTM, V
ERSAMOD™).
El punto cedente es la parte de la
resistencia al flujo que se puede controlar con un tratamiento químico apropiado. El punto cedente disminuye a medida que las fuerzas de atracción son reducidas mediante el tratamiento químico. La reducción del punto cedente también reducirá la viscosidad aparente. En un lodo base agua a base de arcilla, el punto cedente puede ser reducido por los siguientes métodos:
1. Las valencias de enlace roto causadas por la trituración de las partículas de arcilla pueden ser neutralizadas mediante la adsorción de ciertos materiales aniónicos en el borde de las partículas de arcilla. Estas valencias residuales son casi totalmente satisfechas por productos químicos tales como los taninos, las ligninas
(TANNATHIN,®
XP-20,®
K-17TM
), los fosfatos complejos (Phos y SAPP), los lignosulfonatos (SPERSENE™
) y los poliacrilatos de bajo peso molecular
(TACKLE,®
SP-101®
). La carga negativa básica de la partícula de arcilla
predomina, de manera que los sólidos ahora se repelen unos a otros.
2. En el caso de la contaminación causada por el calcio o magnesio, los cationes que causan la fuerza de atracción pueden ser eliminados en la forma de un precipitado insoluble, lo cual reducirá la fuerza de atracción y el punto cedente.
3. Se puede usar el agua para reducir el punto cedente, pero a menos que la concentración de sólidos sea muy alta, este método es relativamente ineficaz y puede ser costoso. El agua sola puede modificar otras propiedades del fluido de manera poco recomendable. Esto ocurre en particular con los fluidos densificados donde el agua puede aumentar la pérdida de fluidos y reducir el peso del fluido
(necesitando otra densificación). En general, en los lodos base agua a base de arcilla, los materiales aniónicos (cargados negativamente) se desfloculan, reduciendo la viscosidad. Los materiales catiónicos (cargados positivamente) fomentan la floculación y aumentan la viscosidad.
Se puede lograr un aumento del punto cedente mediante adiciones de un viscosificador comercial de buena calidad. Además, cualquier cosa que produzca la floculación en un fluido
El punto
cedente...es una
medida de las
fuerzas
Reología e Hidráulica 5.6 N° de Revisión: A-1 / Fecha de Revisión: 14-02-01 aumentará el punto cedente. Por
ejemplo, una pequeña cantidad de cal añadida a un fluido de agua fresca que contiene suficiente bentonita hidratada u otras arcillas, producirá la floculación, y por lo tanto, un aumento del punto cedente. Sin embargo, cabe recordar que la floculación puede tener efectos
indeseables sobre el control de la pérdida de fluidos, las presiones de circulación y los esfuerzos de gel.
El punto cedente de los sistemas de fluido-arcilla de lignosulfonato disperso (SPERSENE) es típicamente mantenido a
un nivel aproximadamente igual al peso del lodo. El punto cedente de los fluidos no dispersos con un bajo contenido o un contenido mínimo de sólidos puede alcanzar niveles considerablemente más altos, aunque estos fluidos se usan pocas veces a densidades mayores que 14 lb/gal.
Agentes humectantes o diluyentes químicos pueden ser usados para reducir el punto cedente en fluidos de emulsión inversa. A veces, estos materiales pueden reducir la cantidad de sólidos que el fluido puede tolerar. En general, el mejor método para reducir el punto cedente en un sistema de emulsión inversa es aumentando la relación A/A o S/A, añadiendo un fluido base aceite o sintético.
El punto cedente es usado
frecuentemente como indicador de las características de dilución por esfuerzo de corte de un fluido y de su capacidad de suspender el material densificante y retirar los recortes del pozo, pero puede inducir a error. Cualquier fluido con un punto cedente superior a cero disminuye en cierta medida su viscosidad con el esfuerzo de corte. Los fluidos con puntos cedentes muy bajos no suspenderán el material densificante, pero es posible que los fluidos con altos puntos cedentes tampoco suspendan el material
densificante. Las soluciones de CMC, Celulosa Polianiónica (PAC) y polímeros HEC en agua tienen puntos cedentes, pero no suspenden el material
densificante bajo condiciones estáticas. Las medidas de sus esfuerzos de corte a bajas velocidades de corte indican que su esfuerzo de corte a una velocidad de corte de cero seg-1 es igual a cero (0). La capacidad de un fluido para suspender la barita depende más de los esfuerzos de gel, de la viscosidad a baja velocidad de
corte y de la tixotropía de un fluido.
VISCOSIDAD A BAJA VELOCIDAD DE
CORTE YLSRV
El uso cada vez más frecuente de la perforación de desviación controlada, de alcance extendido y horizontal y el uso de biopolímeros para controlar las propiedades reológicas han producido un cambio de opinión en lo que se refiere a las propiedades reológicas que son consideradas necesarias para lograr una limpieza eficaz del pozo en los pozos desviados. A través de numerosos estudios de laboratorio y en base a la experiencia de campo, se ha
determinado que los valores de
viscosidad a baja velocidad de corte (6 y 3 RPM) tienen un mayor impacto sobre la limpieza del pozo que el punto cedente, además de proporcionar la suspensión de barita bajo condiciones tanto dinámicas como estáticas. Estos temas están descritos más
detalladamente en los capítulos sobre el Asentamiento de Barita y la Limpieza del Pozo.
Además de las indicaciones de 6 y 3 RPM, se determinó que la viscosidad de baja velocidad de corte creada por la red de polímeros en los sistemas de FLO-PRO®
era crítica para la limpieza del pozo y la suspensión de sólidos en pozos
horizontales y de alto ángulo. Esta LSRV se mide usando un viscosímetro de Brookfield a una velocidad de corte de 0,3 RPM (el equivalente de 0,037 RPM en un viscosímetro VG).
La Figura 2 ilustra la manera en que similares viscosidades a 6 y 3 RPM tal vez no indiquen el comportamiento verdadero de la LSRV.
Estas propiedades reológicas de bajo corte llenan el vacío entre las medidas dinámicas tradicionales de VP y PC, y las medidas estáticas del esfuerzo de gel.
T
IXOTROPÍA Y ESFUERZOS DE GEL La tixotropía es la propiedad demostrada por algunos fluidos que forman una estructura de gel cuando están estáticos, regresando luego al estado de fluido cuando se aplica un esfuerzo de corte. La mayoría de los fluidos de perforación base agua demuestran esta propiedad, debido a la presencia de partículas cargadaseléctricamente o polímeros especiales que se enlazan entre sí para formar una
...los valores
de viscosidad
a baja
matriz rígida. Las indicaciones de esfuerzo de gel tomadas con el
viscosímetro FANN (VG) a intervalos de 10 segundos y 10 minutos, y a intervalos de 30 minutos para las situaciones
críticas, proporcionan una medida del grado de tixotropía presente en el fluido. La resistencia del gel formado depende de la cantidad y del tipo de sólidos en suspensión, del tiempo, de la
temperatura y del tratamiento químico. Es decir que cualquier cosa que fomenta o impide el enlace de las partículas, aumentará o reducirá la tendencia a gelificación de un fluido.
La magnitud de la gelificación, así como el tipo de esfuerzo de gel, es importante en la suspensión de los recortes y del material densificante. No se debe permitir que la gelificación alcance un nivel más alto del necesario para cumplir estas funciones. Los
esfuerzos de gel excesivos pueden causar complicaciones, tales como las
siguientes:
1. Entrampamiento del aire o gas en el fluido.
2. Presiones excesivas cuando se
interrumpe la circulación después de un viaje.
3. Reducción de la eficacia del equipo de remoción de sólidos.
4. Pistoneo excesivo al sacar la tubería del pozo.
5. Aumento brusco excesivo de la presión durante la introducción de la tubería en el pozo.
6. Incapacidad para bajar las herramientas de registro hasta el fondo.
La formación de geles progresivos o geles instantáneos puede indicar problemas en el sistema de fluido. Una
variación amplia entre la indicación inicial de gel y las indicaciones de gel a 10 o 30 minutos constituye la formación de geles progresivos e indica la
acumulación de sólidos. Si las indicaciones de gel inicial y a 10
minutos son altas y muestran muy pocas diferencias entre ellas, esto representa la formación de geles instantáneos y puede indicar que la floculación ha ocurrido. En el caso de un sistema de FLO-PRO, los
esfuerzos de gel son altos y planos, pero esto se debe a la red de polímeros creada. Además de ser altos y planos, los
esfuerzos de gel de FLO-PROtambién son
frágiles y “rompen geles” con facilidad. Los esfuerzos de gel frágiles son muy comunes en los fluidos de perforación de polímeros. La Figura 3 ilustra
gráficamente los diferentes tipos de esfuerzo de gel.
El esfuerzo de gel y el punto cedente son medidas de las fuerzas de atracción en un sistema de fluido. El esfuerzo de gel inicial mide las fuerzas de atracción estáticas, mientras que el punto cedente mide las fuerzas de atracción dinámicas. Por lo tanto, el tratamiento que se usa para el esfuerzo de gel inicial excesivo es el mismo que para el punto cedente excesivo.
Además, la gelificación le proporciona a un fluido una “memoria” de su pasado y debe ser tomada en cuenta cuando se toman medidas significativas de las propiedades reológicas. Si se deja reposar un fluido por un tiempo determinado antes de medir el esfuerzo de corte a una velocidad de corte determinada, será necesario mantener dicha velocidad de corte por cierto tiempo, antes de que se
Reología e Hidráulica 5.7 N° de Revisión: A-1 / Fecha de Revisión: 14-02-01 Figura 2: Comparación entre la LSRV de Flo-Vis y la de HEC.
0,01 0,1 1,0 10,0
Velocidad de corte (seg–1)
V
iscosidad
1.5 lb/bbl FLO-VIS
2.5 lb/bbl HEC
Fann rpm 3 6
Esfuerzo de gel (lb/100 pies
2) 80
70
60
50
40
30
20
10
0
Geles progresivos
Geles planos Geles de tipo
polímero FLO-PRO
Figura 3: Esfuerzos de gel.
0 10 20 30 40 50 60
Tiempo (min)
La formación
de geles
progresivos o
geles
instantáneos
puede
indicar
problemas en
el sistema de
fluido.
Reología e Hidráulica 5.8 N° de Revisión: A-1 / Fecha de Revisión: 14-02-01 pueda medir un esfuerzo de corte en el
equilibrio. Todos los enlaces entre partículas que pueden romperse a dicha velocidad de corte deberán romperse, si no el esfuerzo de corte medido será más alto que el esfuerzo de corte en el equilibrio verdadero. El tiempo requerido depende del grado de gelificación que haya ocurrido en la muestra.
Después de tomar una medida a 600 RPM y de reducir la velocidad de corte a 300 RPM, el fluido tiende a recordar sus antecedentes de corte a 600 RPM. Se requiere un tiempo determinado para que ciertos enlaces entre partículas que pueden existir a la velocidad de corte reducida se formen de nuevo, antes de que se pueda medir un esfuerzo de corte en el equilibrio verdadero. El esfuerzo de corte indicado será demasiado bajo inicialmente, y aumentará gradualmente hasta alcanzar un valor de equilibrio.
El primer valor indicado de esfuerzo de corte a cualquier velocidad de corte depende de los antecedentes de corte inmediatos de la muestra. Si se mide el esfuerzo de gel inicial de un fluido inmediatamente después de cortar el fluido a 600 RPM, el valor indicado será inferior al esfuerzo de cedencia
verdadero del fluido.
Como la formación o descomposición de una estructura de gel depende del tiempo, muchas relaciones diferentes de esfuerzo de gel/velocidad de corte pueden ser usadas para pasar de una velocidad de corte a otra. Esto está ilustrado en la Figura 4. La curva continua representa la relación estabilizada de esfuerzo de
corte/velocidad de corte que ocurre cuando la velocidad de corte del fluido es modificada muy lentamente. Sin embargo, si el fluido parte del punto A a un valor de equilibrio del alto esfuerzo de corte que disminuye repentinamente a una velocidad de corte igual a cero, el esfuerzo de corte seguirá la curva inferior, la cual es inferior en todos los puntos a la curva de equilibrio.
Una vez que el fluido está inactivo, el esfuerzo de gel aumenta hasta que se alcance el punto B. Si la velocidad de corte es aumentada repentinamente después de la gelificación hasta el punto B, el esfuerzo de corte seguirá una trayectoria más alta desde el punto B
hasta el punto C, la cual es más alta en todos los puntos que la curva de equilibrio. Con el tiempo, a esta alta velocidad de corte, el esfuerzo de corte disminuirá desde el punto C hasta el valor de equilibrio en el punto A. En cambio, si la velocidad de corte es aumentada lentamente después de la gelificación hasta el punto B, el esfuerzo de corte disminuirá inicialmente, y luego seguirá la curva de equilibrio hasta el punto A.
Se puede seguir la curva de B a C si el fluido de perforación no está siendo tratado correctamente. Esto resultaría en presiones de circulación muy altas. Periodos muy largos pueden ser necesarios para alcanzar el punto de equilibrio A. Los fluidos de perforación tratados correctamente siguen la trayectoria más corta hasta la curva de equilibrio, resultando en presiones de bombeo más bajas.
EFECTO DE LA TEMPERATURA Y LA
PRESIÓN SOBRE LA VISCOSIDADLos aumentos de temperatura y presión afectan la viscosidad de las fases líquidas de todos los fluidos de
perforación. El efecto es más pronunciado sobre los fluidos de emulsión inversa que sobre los fluidos base agua. Los aceites y sintéticos de base se diluyen considerablemente más en condiciones de altas temperaturas. El efecto de la temperatura es algo diferente sobre cada uno de los diferentes fluidos base aceite y base sintético.
Los fluidos base agua son fluidos hidráulicos casi perfectos. Estos fluidos no se comprimen perceptiblemente bajo presión. En cambio, los fluidos base aceite y base sintético son comprimibles hasta cierto punto. Su compresibilidad varía según el fluido de base, la relación A/A o S/A, y los aditivos. En situaciones
Esfuerzo de corte (
τ
)
Aumento rápido
Disminuci ón rápida
Curva de equilibrio
Aumento lento
Figura 4: Comportamiento tixotrópico.
Velocidad de corte (γ)
B A
C
...la
gelificación le
proporciona
a un fluido
una
“memoria”
de su
Rheology and Hydraulics 5.9 Revision No: A-1 / Revision Date: 07·17·98
críticas, los efectos de la temperatura y la presión deberían ser determinados para el fluido de perforación y las fases del líquido de base. Los efectos sobre la viscosidad pueden ser determinados con un viscosímetro rotativo de alta
temperatura, tal como el Modelo 50 de Fann para fluidos base agua, o con un viscosímetro de alta presión, alta temperatura, tal como el Modelo 70 de Fann o el Huxley Bertram para fluidos base aceite o sintético.
Las ecuaciones de API para compensar los efectos de la temperatura y la presión requieren la viscosidad efectiva (µe) a dos temperaturas.
T2– T1
ß
[
T1T2]
µe(T2)= µe(T1)
La constante de temperatura (ß) debe ser determinada a cada velocidad de corte para cada fluido.
α(P2– P1) µe(P2)= µe(P1)
La constante de presión (α) debe ser determinada para cada fluido de perforación.
El programa de computadora VIRTUAL HYDRAULICS®
de M-I usa los datos del viscosímetro Modelo 70/75 de Fann para determinar la viscosidad del fluido de perforación a cualquier combinación de temperatura y presión.
T
IPOS DE FLUIDOBasado en su comportamiento de flujo, los fluidos se pueden clasificar en dos tipos diferentes: newtonianos y no newtonianos.
FLUIDO NEWTONIANO
La clase más simple de fluidos es la clase de fluidos newtonianos. Los fluidos de base (agua dulce, agua salada, aceite diesel, aceites minerales y sintéticos) de la mayoría de los fluidos de perforación son newtonianos. En estos fluidos, el esfuerzo de corte es directamente proporcional a la velocidad de corte, como lo indica la Figura 5. Los puntos forman una línea recta que pasa por el punto de origen (0, 0) del gráfico según coordenadas cartesianas. La viscosidad de un fluido newtoniano es la pendiente de esta línea de esfuerzo de
corte/velocidad de corte. El esfuerzo de cedencia (esfuerzo requerido para iniciar
el flujo) de un fluido newtoniano siempre será cero (0).
En el ejemplo, cuando se duplica la velocidad de corte, el esfuerzo de corte también se duplica. Cuando la velocidad de circulación para este fluido se duplica, la presión requerida para bombear el fluido será elevada al cuadrado (por ej.: el doble de la velocidad de circulación requiere el cuádruple de la presión). Por ejemplo, a 100 RPM, el esfuerzo de corte es de 35 unidades de deflexión, y
cuando se duplica la velocidad de corte, el esfuerzo de corte se duplica a 70 unidades de deflexión, etc. Este fluido tendría una viscosidad de 105 cP a 100 rpm. Los fluidos newtonianos no suspenderán los recortes y el material densificante bajo condiciones estáticas. Cuando los fluidos newtonianos (agua dulce, agua salada, salmueras y aceites) son usados para perforar, el pozo debería ser sometido a circulaciones o barridos de limpieza periódicamente y antes de realizar los viajes.
El esfuerzo de corte debe ser medido a distintas velocidades de corte para caracterizar las propiedades de flujo de un fluido. Sólo se requiere una medida, porque el esfuerzo de corte es
directamente proporcional a la velocidad de corte para un fluido newtoniano. A partir de esta medida, se puede calcular el esfuerzo de corte a cualquier otra velocidad de corte, usando la siguiente ecuación:
τ= µ x γ
Esta definición general es
independiente de las unidades. Los datos del viscosímetro VG (convertidos en valores de esfuerzo de corte y velocidad de corte) pueden ser convertidos en
Esfuerzo de corte (
τ
) (unidades del cuadrante)
105
70
35 Viscosidad (µ) = pendiente τ
γ
τ
µ= γ
Pendiente constante
Figura 5: Fluido newtoniano.
100 200 300
Velocidad de corte (γ) (rpm)
Los fluidos
base
agua...no se
comprimen
perceptible-mente bajo
presión.
En los
fluidos
newtonianos,
el esfuerzo de
corte es
directamente
proporcional
a la
Rheology and Hydraulics 5.10 Revision No: A-1 / Revision Date: 07·17·98 valores de viscosidad mediante la
siguiente fórmula:
1,0678 x Θ
µ =
1,703 x ω
La viscosidad determinada por esta fórmula está expresada en unidades inglesas (pies, lb, etc.), pero la viscosidad indicada en el Informe Diario de Lodo de API debe estar expresada en
centipoise (cP o 0,01 dinas/cm2). El
factor para convertir la viscosidad de unidades inglesas a centipoise es 478,9. Después de incluir este factor de conversión en la fórmula, la fórmula resultante es la siguiente:
1,0678 Θ
µ (cP) = 478,9 x x
1,703 ω
Después de simplificar los valores numéricos, esta fórmula queda modificada de la siguiente manera:
Θ
µ (cP) = 300 x
ω
Esta simple fórmula será usada para demostrar que la viscosidad de los fluidos de perforación es mucho más compleja de lo que se puede suponer.
El fluido que corre dentro de una tubería cilíndrica según un flujo laminar u ordenado, se desplaza en capas
concéntricas, de la manera indicada en la Figura 6a. La Figura 6b muestra un perfil de velocidad típico para un fluido newtoniano que fluye dentro de una tubería. El perfil de flujo tiene la forma de una parábola o de una bala.
La razón de cambio de velocidad con la distancia (velocidad de corte) es la pendiente del perfil de velocidad en cualquier punto dentro de la tubería. La pendiente del perfil de velocidad alcanza su nivel máximo en la pared de la tubería y disminuye hasta cero en el centro de la tubería. Por lo tanto, la velocidad de corte es máxima en la pared y nula en el centro de la tubería. En la pared de la tubería, la pendiente del perfil de velocidad es paralela a la pared de la tubería y tiene una pendiente infinita (máxima). Esta pendiente disminuye con la distancia a medida que se aleja de la pared, y en cierto punto tiene una pendiente de 45º que tendría una pendiente de 1. En el centro de la tubería, la pendiente del
perfil de velocidad es perpendicular a la pared de la tubería y tiene una
pendiente de cero (mínima) (ver la Figura 6b). Por lo tanto, el esfuerzo de corte también será máximo en la pared.
La velocidad de corte (seg-1) en la pared
de una tubería cilíndrica puede ser calculada con la siguiente ecuación:
8V
γ= D
Donde:
V = Velocidad media del fluido en la tubería (pies/seg)
D = Diámetro de la tubería (pies)
Este cálculo es algo diferente en el caso de los espacios anulares concéntricos, como, por ejemplo, en un pozo que contiene tubería de perforación de la manera indicada en la Figura 7. Aquí, el fluido está fluyendo alrededor de la tubería de perforación y dentro del pozo entubado o no entubado. La velocidad de corte anular (seg-1) para tuberías
concéntricas se calcula con la siguiente ecuación:
12V
γ=
DH– DP
Donde:
V = Velocidad media del fluido en la tubería (pies/seg)
DH = Diámetro del pozo (pies) DP = Diámetro exterior de la tubería
(pies)
La relación DH – DP a veces es llamada diámetro hidráulico.
Perfil de velocidad Máximo
A B
Pendiente del perfil de velocidad = velocidad de corte
Mínimo
dr dv
Cero Máximo
V
elocidad media
Figura 6: Perfil de velocidad de un fluido newtoniano (laminar).
La pendiente
del perfil de
velocidad
alcanza su
nivel
Reología e Hidráulica 5.11 N° de Revisión: A-1 / Fecha de Revisión: 14-02-01
F
LUIDOS NO NEWTONIANOSCuando un fluido contiene arcillas o partículas coloidales, estas partículas tienden a “chocar” entre sí, aumentando el esfuerzo de corte o la fuerza requerida para mantener una velocidad de corte determinada. Si estas partículas son largas en comparación con su espesor, la interferencia causada por las partículas será importante cuando estén orientadas al azar en el flujo. Sin embargo, a
medida que se aumenta la velocidad de corte, las partículas se “alinearán” en el flujo y el efecto de la interacción de las partículas disminuye. Esto hace que el perfil de velocidad dentro de una tubería sea diferente al perfil del agua. En el centro de la tubería, donde la velocidad de corte es baja, la interferencia causada por las partículas es grande y el fluido tiende a fluir más como una masa sólida. El perfil de velocidad se aplana de la manera indicada en la Figura 8. Este aplanamiento del perfil de velocidad aumenta la eficacia de barrido de un fluido para desplazar a otro fluido, y también aumenta la capacidad que un fluido tiene para transportar partículas más grandes.
Si las partículas se atraen
eléctricamente, el efecto es similar. A
bajas velocidades de corte, las partículas se enlazan entre sí, aumentando la resistencia al flujo, pero a altas velocidades de corte, los enlaces se rompen. Bajo estas circunstancias, el esfuerzo de corte no aumenta en proporción directa a la velocidad de corte. Los fluidos que se comportan de esta manera son llamados fluidos no
newtonianos. La mayoría de los fluidos de
perforación son de este tipo. Los fluidos no newtonianos
demuestran una relación de esfuerzo de corte/velocidad de corte, de la manera ilustrada en la Figura 9. La relación de esfuerzo de corte a velocidad de corte no es constante, sino diferente a cada velocidad de corte. Esto significa que un fluido no newtoniano no tiene ninguna viscosidad única o constante que pueda describir su comportamiento de flujo a todas las velocidades de corte. Para describir la viscosidad de un fluido no newtoniano a una velocidad de corte en particular, se usa una “viscosidad
efectiva”. La viscosidad efectiva se define como la relación (pendiente) de esfuerzo de corte a velocidad de corte, a una velocidad de corte determinada, y se ilustra como la pendiente de una línea trazada desde la curva de esfuerzo de corte (a la velocidad de corte
considerada) hasta el punto de origen (ver la Figura 9). Como se indica, la mayoría de los fluidos no newtonianos demuestran un comportamiento de “disminución de la viscosidad con el esfuerzo de corte”, de manera que la
Figura 7: Perfil de velocidad de un fluido newtoniano – espacio anular concéntrico (laminar).
Cilindros telescópicos
del fluido
Figura 8: Perfil de velocidad de un fluido no newtoniano (laminar).
V
elocidad media
Reología e Hidráulica 5.12 N° de Revisión: A-1 / Fecha de Revisión: 14-02-01 viscosidad efectiva disminuye cuando la
velocidad de corte aumenta.
Como se muestra en la Figura 10, cuando se traza la viscosidad efectiva junto a la curva de esfuerzo de corte-velocidad de corte, es fácil observar la naturaleza de disminución de la viscosidad con el esfuerzo de corte que exhiben la mayoría de los fluidos de perforación. La disminución de la viscosidad con el esfuerzo de corte tiene implicaciones muy importantes para los fluidos de perforación, porque nos proporciona lo que más deseamos: 1. A altas velocidades (altas velocidades
de corte) en la columna de
perforación y a través de la barrena, el lodo disminuye su viscosidad con el esfuerzo de corte hasta alcanzar valores bajos de viscosidad. Esto reduce la presión de circulación y las pérdidas de presión.
2. A las velocidades más bajas (velocidades de corte más bajas)
dentro del espacio anular, el lodo tiene una viscosidad más alta que facilita la limpieza del pozo. 3. A una velocidad ultrabaja, la
viscosidad del lodo alcanza su más alto nivel, y cuando el lodo no está circulando, éste desarrolla esfuerzos de gel que contribuyen a la suspensión de los materiales densificantes y de los recortes.
Esfuerzo de corte (
τ
)
Líneas de viscosidad efectiva (µ)
µ1
µ3
µ2
Perfil de flujo
Figura 9: Efecto de la velocidad de corte sobre la viscosidad efectiva de un fluido no newtoniano.
Velocidad de corte (γ)
Esfuerzo de corte (
τ
) y viscosidad efectiva (µ) Curva de esfuerzode corte
Cur va de viscosidad efectiva
Figura 10: Efecto de disminución de la viscosidad con el esfuerzo de corte en los fluidos no newtonianos.
Velocidad de corte (γ)
...un fluido no
newtoniano no
tiene ninguna
viscosidad única
o constante que
pueda describir
su
Reología e Hidráulica 5.13 N° de Revisión: A-1 / Fecha de Revisión: 14-02-01
Un modelo reológico es una descripción de la relación entre el esfuerzo de corte y la velocidad de corte. La ley de
viscosidad de Newton es el modelo reológico que describe el
comportamiento de flujo de los fluidos newtonianos. También se llama modelo newtoniano. Sin embargo, como la mayoría de los fluidos de perforación son fluidos no newtonianos, este modelo no describe su comportamiento de flujo. En realidad, como no existe ningún modelo reológico específico que pueda describir con precisión las
características de flujo de todos los fluidos de perforación, numerosos modelos han sido desarrollados para describir el comportamiento de flujo de los fluidos no newtonianos. A
continuación se proporciona una descripción de los modelos de Flujo Plástico de Bingham, de Ley Exponencial y de Ley Exponencial Modificada. El uso de estos modelos requiere medidas del esfuerzo de corte a dos o más
velocidades de corte. A partir de estas medidas, se puede calcular el esfuerzo de corte a cualquier otra velocidad de corte.
M
ODELO DEF
LUJOP
LÁSTICO DEB
INGHAMEl modelo de Flujo Plástico de Bingham ha sido usado más frecuentemente para describir las características de flujo de los fluidos de perforación. Éste es uno de los más antiguos modelos reológicos que son usados actualmente. Este modelo describe un fluido en el cual se requiere una fuerza finita para iniciar el flujo (punto cedente) y que luego demuestra una viscosidad constante cuando la velocidad de corte aumenta (viscosidad plástica). La ecuación para el modelo de Flujo Plástico de Bingham es la siguiente:
τ= τ0 + µpγ Donde:
τ = Esfuerzo de corte
τ0 = Punto cedente o esfuerzo de corte a
una velocidad de corte de cero (intersección de Y)
µp = Viscosidad plástica o tasa de aumento del esfuerzo de corte con el aumento de la velocidad de corte (pendiente de la línea)
γ = velocidad de corte
Cuando se convierte la ecuación para
su aplicación con las indicaciones del viscosímetro, la ecuación resultante es la siguiente:
ω Θ= YP + PV x
300 La mayoría de los fluidos de
perforación no son verdaderos fluidos Plásticos de Bingham. Para el lodo típico, si se hace una curva de consistencia para un fluido de perforación con los datos del viscosímetro rotativo, se obtiene una curva no lineal que no pasa por el punto de origen, según se muestra en la Figura 11. El desarrollo de los esfuerzos de gel hace que la intersección de Y se produzca en un punto por encima del punto de origen, debido a la fuerza mínima requerida para romper los geles e iniciar el flujo. El flujo tapón, condición en que un fluido gelificado fluye como un “tapón” que tiene un perfil de viscosidad plano, comienza a medida que esta fuerza aumenta. A medida que la velocidad de corte aumenta, el flujo pasa del flujo tapón al flujo viscoso. Dentro de la zona de flujo viscoso, los incrementos iguales de la velocidad de corte producirán incrementos iguales del esfuerzo de corte, y el sistema adopta la configuración del flujo de un fluido newtoniano.
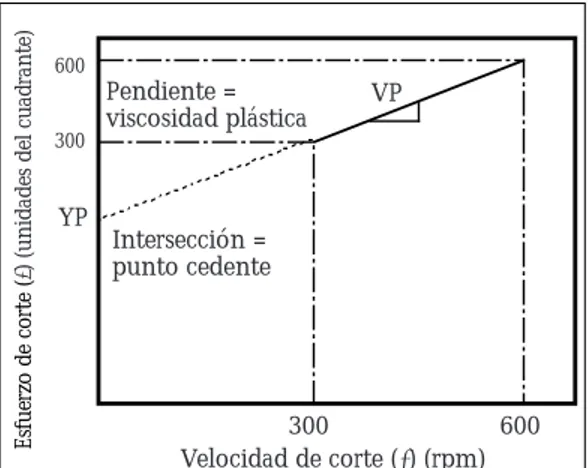
El viscosímetro de dos velocidades fue diseñado para medir los valores
reológicos del punto cedente y de la viscosidad plástica de un Fluido Plástico de Bingham. La Figura 12 ilustra una curva de flujo para un fluido de perforación típico, tomada en el viscosímetro FANN (VG) de dos
Modelos Reológicos
Esfuerzo de corte (
τ
) Punto
cedente de Bingham
Transición del flujo tapón al flujo viscoso Flujo tapón
Esfuerzo de
cedencia verdadero Lodo newtoniano
Lodo t ípico
Figura 11: Diagrama de flujo del lodo newtoniano y típico.
Velocidad de corte (γ)
Un modelo
reológico es
una
descripción
de la
relación
entre el
esfuerzo de
corte y la
velocidad de
corte.
La mayoría
de los fluidos
de
Reología e Hidráulica 5.14 N° de Revisión: A-1 / Fecha de Revisión: 14-02-01 velocidades. La pendiente de la porción
rectilínea de esta curva de consistencia constituye la viscosidad plástica. A partir de estas dos medidas de esfuerzo de corte, se puede extrapolar la línea de viscosidad plástica hasta el eje Y para determinar el punto cedente de Bingham que está definido como la intersección de Y. Para la mayoría de los lodos, el esfuerzo de cedencia verdadero es inferior al punto cedente de Bingham, como lo indican las Figuras 11 y 13.
La Figura 13 ilustra un perfil de flujo verdadero de un fluido de perforación con el modelo ideal de Flujo Plástico de Bingham. Esta figura muestra no solamente la comparación entre el “punto cedente verdadero” y el punto cedente de Bingham, sino también la desviación de la viscosidad a bajas y altas velocidades de corte en comparación con la viscosidad Plástica de Bingham. El punto cedente de Bingham es más alto que el esfuerzo de cedencia verdadero.
Por lo general, la mejor manera de estimar el punto cedente verdadero es a partir del valor de esfuerzo de gel inicial.
El modelo de Flujo Plástico de Bingham representa con precisión la relación de esfuerzo de corte/velocidad de corte de los lodos base agua, de arcilla floculada, de baja densidad (como el Hidróxido de Metales Mezclados (MMH)) y de la mayoría de los demás fluidos a altas velocidades de corte (mayores que 511 seg-1o 300 RPM). Generalmente, los valores de esfuerzo de corte/velocidad de corte de la mayoría de los fluidos no floculados se desvían de los valores pronosticados por el modelo de Flujo Plástico de Bingham, a medida que se reduce la velocidad de corte. La mayor divergencia está a velocidades de corte más bajas. Si un lodo es un verdadero fluido Plástico de Bingham, entonces el esfuerzo de gel inicial y el punto cedente serán iguales, como en el caso de numerosos fluidos base agua de arcilla floculada.
M
ODELO DEL
EYE
XPONENCIAL El modelo de Ley Exponencial procura superar las deficiencias del modelo de Flujo Plástico de Bingham a bajas velocidades de corte. El modelo de Ley Exponencial es más complicado que el modelo de Flujo Plástico de Bingham porque no supone que existe una relación lineal entre el esfuerzo de corte y la velocidad de corte, como lo indica la Figura 14. Sin embargo, como para los fluidos newtonianos, las curvas de esfuerzo de corte vs. velocidad de corte para los fluidos que obedecen a la Ley Exponencial pasan por el punto de origen.Este modelo describe un fluido en el cual el esfuerzo de corte aumenta según la velocidad de corte elevada
matemáticamente a una potencia determinada. Matemáticamente, el
Esfuerzo de corte (
τ
) (unidades del cuadrante)
Θ600
Θ300
YP
Pendiente = viscosidad plástica
Intersección = punto cedente
VP
Figura 12: Valores de Flujo Plástico de Bingham obtenidos a partir de dos medidas.
300 600
Velocidad de corte (γ) (rpm)
Esfuerzo de corte (
τ
)
Punto cedente de
Bingham
Punto cedente verdadero
Fluido Pl
ástico de Bingham
Fluido no newtoniano t ípico
Figura 13: Modelo de Bingham y fluido no newtoniano típico.
Velocidad de corte (γ)
Esfuerzo de corte (
τ
)
Ley Exponencial
Flujo Plástico de Bingham
Fluido newtoniano
Figura 14: Comparación del modelo de Ley Exponencial. Velocidad de corte (γ)
Lodo típico
Si un lodo es
un verdadero
fluido
Reología e Hidráulica 5.15 N° de Revisión: A-1 / Fecha de Revisión: 14-02-01
modelo de Ley Exponencial se expresa como:
τ= Kγn
Donde:
τ = Esfuerzo de corte K = Índice de consistencia
γ = Velocidad de corte
n = Índice de Ley Exponencial Al ser trazada en un gráfico en escala log-log, la relación de esfuerzo de
corte/velocidad de corte de un fluido que obedece a la Ley Exponencial forma una línea recta, como lo indica la Figura 15. La “pendiente” de esta línea es “n”. K’ es la intersección de esta línea.
El índice “n” de Ley Exponencial indica el grado de comportamiento no
newtoniano de un fluido sobre un rango determinado de velocidades de corte. Cuanto más bajo sea el valor de “n”, más el fluido disminuye su viscosidad con el esfuerzo de corte sobre dicho rango de velocidades de corte, y más curvada será la relación de esfuerzo de corte/velocidad de corte, como se muestra en la Figura 16.
Según el valor de “n”, existen tres tipos diferentes de perfiles de flujo y
comportamientos del fluido: 1. n < 1: El fluido es un fluido no
newtoniano que disminuye su viscosidad con el esfuerzo de corte. 2. n = 1: El fluido es un fluido
newtoniano.
3. n > 1: El fluido es un fluido dilatante que aumenta su viscosidad con el esfuerzo de corte (los fluidos de perforación no están incluidos en esta categoría).
La Figura 17 muestra una comparación entre un fluido de perforación típico y un fluido que disminuye su viscosidad con el esfuerzo de corte, un fluido newtoniano y un fluido dilatante.
El efecto de “n” sobre el perfil de flujo y el perfil de velocidad es muy importante para los fluidos no newtonianos que disminuyen su viscosidad con el esfuerzo de corte. A medida que el perfil de viscosidad se aplana (ver la Figura 18), la velocidad del fluido aumenta sobre un área más grande del espacio anular, lo cual aumenta considerablemente la limpieza del pozo. Ésta es una de las razones por las cuales los fluidos de bajo valor de “n” como Flo-Pro proporcionan una limpieza del pozo tan buena.
El índice de consistencia “K” es la viscosidad a una velocidad de corte de un segundo recíproco (seg-1). Este índice está relacionado con la viscosidad de un fluido a bajas velocidades de corte. La eficacia con la cual un fluido limpia el pozo y suspende los materiales
densificantes y los recortes puede ser mejorada aumentando el valor de “K”. El índice de consistencia “K” está
generalmente expresado en lb-seg-n/100
pies2, pero también se puede expresar en
otras unidades. Los términos “K” y “n” sólo son verdaderamente pertinentes Esfuerzo de corte logar
ítmico (
Θ
)
log ω600– log ω300 K
}
log Θ600– log Θ300 Θ= K(rpm)nn = pendiente
Figura 15: Gráfico logarítmico del modelo de Ley Exponencial.
Velocidad de corte logarítmica (rpm)
Esfuerzo de corte (
τ
)
n = 0,25
n = 1 n = 0,5
Figura 16: Efecto del índice “n” de Ley Exponencial sobre la forma del perfil de flujo.
Velocidad de corte (γ)
Esfuerzo de corte (
τ
)
Lodo t
ípico (n < 1)
Fluido newtoniano (n = 1)
Dilatante (n > 1) Ley exponencial (n < 1)
Figura 17: Efecto del índice “n” de Ley Exponencial sobre el comportamiento del fluido.
Velocidad de corte (γ)
A medida
que el perfil
de viscosidad
se aplana, la
velocidad del
fluido
aumenta
sobre un
área más
grande...
El índice de
consistencia
“K” es la
viscosidad a
una
Reología e Hidráulica 5.16 N° de Revisión: A-1 / Fecha de Revisión: 14-02-01 cuando están relacionados con una
velocidad de corte específica. Sin embargo, cuando la curva de un fluido está descrita por un número finito de medidas, los segmentos de la línea para estas medidas describen a “K” y “n”.
Los valores de “K” y “n” pueden ser calculados a partir de los datos del viscosímetro. Las ecuaciones generales
para los valores de “n” y “K” son las siguientes:
Θ2 log
(
Θ1
)
n =ω2 log
(
ω1
)
Θ1 K =
ω1n
Donde:
n = Índice de Ley Exponencial o exponente
K = Índice de consistencia o índice de fluido de la Ley Exponencial (dina seg–n/cm2)
Θ1 = Indicación del viscosímetro de lodo
a una velocidad de corte más baja
Θ2 = Indicación del viscosímetro de lodo
a una velocidad de corte más alta
ω1 = RPM del viscosímetro de lodo a
una velocidad de corte más baja
ω2 = RPM del viscosímetro de lodo a
una velocidad de corte más alta
R
ELACIÓN ENTRE(K,
N)
Y(VP, PC)
En los fluidos de perforación a base de arcilla, tanto la viscosidad plástica como el punto cedente del lodo indicados en la Figura 19 afectan el coeficiente “K”. SeV
elocidad n = 1,0
n = 0,667 n = 0,5 n = 0,25 n = 0,125
Figura 18: Efecto del índice “n” de Ley Exponencial sobre el perfil de velocidad.
V
iscosidad efectiva (µ
e
)
1.000
100
10
VP 44, PC 32
VP 36, PC 10
VP 30, PC 8
VP 28, PC 4 (3)
(1)
(2) Base
Figura 19: Relación entre “K” y “n” de Ley Exponencial y VP y PC de Bingham.
1 2 3 6
Velocidad de corte (rpm x 100) Velocidad de corte (sec–1)
1 10 100 1,000
Base – k = 0.95, n = 0.85 Caso 1 – k = 1,30, n = 0,83 Caso 2 – k = 0,65, n = 0,89 Caso 3 – k = 6,00, n = 0,67
En los
fluidos de
perforación a
base de
arcilla, tanto
la viscosidad
plástica
como el
punto
Reología e Hidráulica 5.17 N° de Revisión: A-1 / Fecha de Revisión: 14-02-01
muestran tres casos: (1) acumulación de sólidos, (2) disminución de sólidos, y (3) floculación causada por la
contaminación.
Caso 1.La viscosidad plástica ha aumentado hasta exceder la viscosidad de la “base” debido al aumento de los sólidos sin producir mucho cambio en el punto cedente. La curva de viscosidad es básicamente paralela a la curva de base, por lo tanto no se produce prácticamente ningún cambio en “n”. La viscosidad global ha aumentado; por lo tanto, el valor de “K” es más alto.
Caso 2.La viscosidad plástico ha disminuido debido a la remoción de los sólidos; el punto cedente también ha disminuido. Como en el Caso 1, la curva de viscosidad es básicamente paralela y no se produce prácticamente ningún cambio en “n”. “K” disminuye debido a la disminución de la viscosidad global.
Caso 3.El punto cedente y la
viscosidad plástica aumentaron debido a la contaminación y al aumento de los sólidos. La relación de PC a VP se ve muy afectada por la floculación resultante y el valor de “n”, la pendiente de la curva de viscosidad, ha disminuido. “K” aumenta según el cambio de la pendiente (“n”) y el aumento global de la viscosidad.
El boletín titulado “Práctica Recomendada para la Reología y la Hidráulica de los Fluidos de Perforación de Pozos de Petróleo” (Práctica 13D Recomendada por API, Tercera Edición, 1 de junio de 1995) recomienda dos conjuntos de ecuaciones reológicas, uno para dentro de la tubería (condiciones turbulentas) y otro para el espacio anular (condiciones laminares).
La ecuación de Ley Exponencial para tuberías está basada en las indicaciones del viscosímetro de lodo a 300 y 600 RPM (Θ300 y Θ600). Después de sustituir las
velocidades de corte (511 y 1.022 seg–1)
en las ecuaciones de “n” y “K” y de simplificar las ecuaciones, el resultado es el siguiente:
Θ600 log
(
Θ300
)
Θ600np= = 3,32 log
1.022 Θ300
log
(
511
)
5,11Θ300 5,11Θ600 Kp= 511np o 1.022np
Las ecuaciones de Ley Exponencial para el espacio anular son desarrolladas de la
misma manera, pero éstas utilizan los valores obtenidos a 3- y 100-RPM (Θ3 y Θ100). Al sustituir las velocidades de corte
(5,1 seg–1y 170 sey–1, respectivamente)
dentro de la ecuación general, las ecuaciones quedan simplificadas de la siguiente manera:
Θ100 log
(
Θ3
)
Θ100na= = 0,657 log
170,2 Θ3
log
(
5,11
)
5,11Θ100 5,11Θ3 Ka= 170,2na o 5,11na
Estas ecuaciones anulares requieren una indicación del viscosímetro a 100 RPM (Θ100), la cual no se puede obtener con
los viscosímetros VG de dos velocidades. API recomienda que se calcule un valor aproximado para la indicación a 100 RPM cuando se usan los datos del viscosímetro VG de dos velocidades:
2(Θ600– Θ300)
Θ100= Θ300– 3
Ecuación general de Ley Exponencial para la viscosidad efectiva (cP):
µe = 100 x Kγn–1
Viscosidad efectiva, tubería µep(cP) =
1,6 x Vp (np–1) 3np + 1 np 100 x Kp
(
D
) (
4np)
Viscosidad efectiva, espacio anular: µea(cP) =
2,4 x Va (na–1) 2na+ 1 na 100 x Ka
(
D2– D1
) (
3na)
Donde:
D = Diámetro interior de la tubería de perforación o de los portamechas D2 = Diámetro interior del pozo o de la
tubería de revestimiento
D1 = Diámetro exterior de la tubería de perforación o de los portamechas Aunque API se refiera a estas ecuaciones como ecuaciones de Ley Exponencial para espacios anulares y tuberías, la velocidad de corte dentro del espacio anular puede disminuir hasta un nivel comprendido dentro del rango que está mejor descrito por las ecuaciones para tuberías. La velocidad de corte dentro de la tubería puede disminuir hasta un nivel comprendido dentro del rango que está
las
ecuaciones
de Ley
Exponencial
para
Reología e Hidráulica 5.18 N° de Revisión: A-1 / Fecha de Revisión: 14-02-01 mejor descrito por las ecuaciones para el
espacio anular. Cualquiera que sea el caso, deberían usarse las ecuaciones de Ley Exponencial que coinciden mejor con los datos. Generalmente, las ecuaciones de Ley Exponencial para tuberías deberían ser usadas cada vez que la velocidad de corte es mayor que 170 seg–1.
LEY
EXPONENCIAL
MODIFICADA
Como se mencionó anteriormente, API ha seleccionado el modelo de Ley Exponencial como modelo estándar. Sin embargo, el modelo de Ley Exponencial no describe totalmente a los fluidos de perforación, porque no tiene un esfuerzo de cedencia y calcula un valor demasiado bajo de la LSRV (viscosidad a muy baja velocidad de corte), como se mostró previamente en la Figura 14. El modelo de Ley Exponencial modificada, o modelo de Herschel-Bulkley, puede ser utilizado para tomar en cuenta el esfuerzo
requerido para iniciar el movimiento del fluido (esfuerzo de cedencia).
Los diagramas mostrados en las Figuras 20 y 21 ilustran las diferencias entre los modelos de Ley Exponencial modificada, Ley Exponencial y Flujo Plástico de Bingham. Está claro que el modelo de Ley Exponencial modificada se parece más al perfil de flujo de un lodo de perforación típico. Se ha usado un viscosímetro FANN (VG) para obtener las indicaciones del cuadrante a velocidades de 600, 300 y 3 RPM. Primero, los tres modelos son presentados sobre papel de coordenadas cartesianas (Figura 20), y luego sobre papel cuadriculado con doble escala logarítmica (Figura 21).
En cada caso, el modelo de Ley Exponencial modificada está ubicado entre el modelo de Flujo Plástico de Bingham, siendo éste el más alto, y el modelo de Ley Exponencial, el más bajo. El modelo de Ley Exponencial modificada es ligeramente más complicado que el modelo de Flujo Plástico de Bingham o el modelo de Ley Exponencial. Sin embargo, este modelo puede aproximarse más al comportamiento reológico verdadero de la mayoría de los fluidos de perforación.
Matemáticamente, el modelo de Herschel-Bulkley es el siguiente:
τ= τ0 + Kγn
Donde:
τ = Esfuerzo de corte
τ0 = Esfuerzo de cedencia o fuerza para
iniciar el flujo
K = Índice de consistencia
γ = Velocidad de corte
n = Índice de Ley Exponencial
En la práctica, se acepta el esfuerzo de cedencia como valor para la indicación a 3 RPM o el esfuerzo de gel inicial en el viscosímetro VG. Al convertir las ecuaciones para aceptar los datos del viscosímetro VG, se obtienen las ecuaciones para “n” y “K”.
Θ2– Θ0 log
(
Θ1– Θ0
)
n =ω2 log
(
ω1
)
Θ1– Θ0 K =
ω1n
Donde:
n = Índice de Ley Exponencial o exponente
K = Índice de consistencia o índice de fluido de la Ley Exponencial (dina seg–n/cm2)
Θ1 = Indicación del viscosímetro de lodo
a una velocidad de corte más baja
Θ2 = Indicación del viscosímetro de lodo
a una velocidad de corte más alta
Θ0 = Esfuerzo de gel nulo o indicación a
3 RPM
ω1 = Viscosímetro de lodo (RPM) a una
velocidad de corte más baja
ω2 = Viscosímetro de lodo (RPM) a una
velocidad de corte más alta
Esfuerzo de corte (
τ
)
Modelo de Flujo Plástico de Bingham
Ley Exponencial
Ley Exponencial Modificada
Figura 20: Comparación de los modelos reológicos.
Velocidad de corte (γ)
Esfuerzo de corte logar
ítmico (
τ
)
Modelo de Flujo Plástico de
Bingham
Ley Exponencial
Ley Exponencial Modificada
Figura 21: Gráfico logarítmico de comparación de los modelos reológicos.
Velocidad de corte logarítmica (γ)