Monterrey, Nuevo León a 15 DE DICIEMBRE de 2005.
Lic. Arturo Azuara Flores:
Director de Asesoría Legal del Sistema
Por medio de la presente hago constar que soy autor y titular de la obra titulada " SISTEMA DE CODIFICACIÓN DE PIEZAS PARA LA PLANEACIÓN DE
PROCESOS METALMECÁNICOS TRADICIONALES ". en lo sucesivo LA
OBRA, en virtud de lo cual autorizo a el Instituto Tecnológico y de Estudios Superiores de Monterrey (EL INSTITUTO) para que efectúe la divulgación, publicación, comunicación pública, distribución y reproducción, así como la digitalización de la misma, con fines académicos o propios al objeto de EL
INSTITUTO.
El Instituto se compromete a respetar en todo momento mi autoría y a otorgarme el crédito correspondiente en todas las actividades mencionadas anteriormente de la obra.
Sistema de Codificación de Piezas para la Planeación de
Procesos Metalmecánicos Tradicionales-Edición Única
Title Sistema de Codificación de Piezas para la Planeación de Procesos Metalmecánicos Tradicionales-Edición Única
Authors José Salvador Ruíz Baca
Affiliation ITESM
Issue Date 2005-12-01
Item type Tesis
Rights Open Access
Downloaded 19-Jan-2017 12:28:35
INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY CAMPUS ESTADO DE MÉXICO
SISTEMA DE CODIFICACIÓN DE PIEZAS PARA LA
PLANEACIÓN DE PROCESOS METALMECÁNICOS
TRADICIONALES
TESIS QUE PARA OPTAR EL GRADO DE MAESTRO EN CIENCIAS DE LA INGENIERÍA
PRESENTA
JOSÉ SALVADOR RUIZ BACA
Asesor: Dr. Dante Jorge Dorantes González
Comité De Tesis: Dr. Sadegh Babaii Kocheseraii Dr. Oleksandr Tkachenko Vasílevich M. en C. Francisco Javier Sandoval Palafox
Jurado: Dr. Oleksandr Tkachenko Vasílevich Dr. Sadegh Babaii Kocheseraii
M. en C. Francisco Javier Sandoval Palafox Dr. Dante Jorge Dorantes González
Presidente Secretario Vocal Vocal
DEDICATORIA
AGRADECIMIENTOS
A todos los profesores que me apoyaron a concluir esta etapa de mi preparación,
al Dr. Dante Jorge Dorantes González, quien siempre estuvo dispuesto a dirigir y
asesorar el desarrollo de este trabajo, a Francisco Javier Sandoval Palafox, quien
dedicó gran parte de su valioso tiempo en apoyarme para la realización y
culminaciòn de este desarrollo, al Dr. Sadegh Babaii Kocheseraii y el Dr.
Oleksandr Tkachenko Vasílevich, quienes con sus comentarios y sugerencias
ayudaron a la realización de un mejor trabajo.
A mis compañeros, Werner, Joaquín, Rodolfo, Raúl, Ricardo, entre otros, quienes
con su apoyo me alentaron a finalizar esta etapa de mi desarrollo.
A mis hermanas, quienes me han brindado su apoyo y confianza en cada momento
de mi vida.
A Carolina, quien siempre estuvo apoyándome en los momentos màs difíciles de
este trabajo.
RESUMEN
Este trabajo presenta la estructuración de un sistema de codificación de piezas basado en los principios del Análisis de Fabricación y los fundamentos de la Tecnología de Grupos, enfocando su estructuración en la agrupación de piezas de acuerdo a su similitud y los procesos de manufactura.
La estructura del sistema de codificación de piezas está basado en el sistema KK-3, uno de los más difundidos y conocidos en todo el mundo, siempre pensando en la obtención de un Análisis de Fabricación completo a partir del código de las piezas.
La información de los principales procesos de manufactura, materia prima, materiales, formas, tratamientos térmicos y superficiales, entre otras características, son tomados en cuenta para para identificar las características de las piezas a partir de su código.
Se ha desarrollado un algoritmo para la selección de la categoría de máquinas herramientas necesarios para manufacturar las piezas, también es utilizado para agrupar las piezas de acuerdo a su asignación de máquina herramienta. Es posible identificar los procesos de manufactura básicos a partir de las piezas codificadas, así como las categorías de máquinas herramientas para manufacturarlas.
RESUMEN EN INGLÉS
This work presents the structure of a Part Coding System based on the principles of Fabrication Analysis and Group Technology, focusing its structure on grouping pieces by its similarity and feasibility of manufacturing processes involved.
The structure of the Part Coding System is based on the KK-3 system due to it is one of the most used and well known around the world, always thinking about obtainning a complete Fabrication Analysis from the code of the parts.
The information of main processes, raw material, shape, material alloys, superficial and heat treatments, between other characteristics are taken into account in order to identify the most possible features of the parts from its code.
An algorithm for the selection of machine tool category needed for manufacturing the parts is developed and used for grouping the parts. So, it is possible to identify the basic manufacturing processes of coded pieces, as well as the categories of machine tools required to manufacture them.
CONTENIDO
DEDICATORIA ...1
AGRADECIMIENTOS ...2
RESUMEN...3
RESUMEN EN INGLÉS ...4
CONTENIDO ...5
LISTA DE ABREVIATURAS ...7
LISTA DE FIGURAS ...8
LISTA DE TABLAS ...9
1 INTRODUCCIÓN...11
1.1 ANTECEDENTES...12
1.1.1 IMPORTANCIA DE LA MANUFACTURA EN MÉXICO ...13
1.2 PLANTEAMIENTODELPROBLEMA ...19
1.3 JUSTIFICACIÓN ...21
1.4 ESTADODELARTE ...22
1.4.1 CENTROS DE MECANIZADO CNC ...23
1.4.2 TECNOLOGÍA DE GRUPOS...23
1.4.3 PLANEACIÓN DE PROCESOS Y DISEÑO DE SISTEMAS DE MANUFACTURA...24
1.5 OBJETIVOS ...25
2 HERRAMIENTAS PARA EL PROCESAMIENTO Y LA CLASIFICACIÓN DE PIEZAS ...27
2.1 TECNOLOGÍADEGRUPOS ...27
2.1.1 DESCRIPCIÓN DE LA TECNOLOGÍA DE GRUPOS ...28
2.1.2 APLICACIONES DE LA TECNOLOGÍA DE GRUPOS ...30
2.1.2.1 Familias de piezas ... 33
2.2 SISTEMASDECODIFICACIÓNDEPIEZAS...34
2.2.1 ESTRUCTURACIÓN DE LOS SISTEMAS DE CODIFICACIÓN DE PIEZAS...35
2.2.2 ANÁLISIS DE LOS SISTEMAS DE CODIFICACIÓN DE PIEZAS EXISTENTES ...37
2.3 ANÁLISISDEFABRICACIÓN...51
2.3.1 REQUERIMIENTOS DEL ANÁLISIS DE FABRICACIÓN...51
2.3.2 METODOLOGÍA PARA REALIZAR EL ANÁLISIS DE FABRICACIÓN ...54
2.4 PROCESOSDEMANUFACTURA ...57
2.4.1 CLASIFICACIÓN DE LOS PROCESOS DE MANUFACTURA ...58
2.4.2 PROCESOS UTILIZADOS EN SISTEMAS DE MANUFACTURA ...58
2.4.2.1 Procesos tradicionales de mecanizado ... 63
2.5 MÁQUINASHERRAMIENTADECONTROLNUMÉRICOCOMPUTARIZADO...82
2.5.1 EJES COMPLEMENTARIOS...83
2.5.2 PROCESOS DE MECANIZADO PARA CADA CATEGORÍA DE MÁQUINA ...88
2.5.3 MÉTODOS DE SUJECIÓN EN LAS MÁQUINAS HERRAMIENTAS ...89
3 ESTRUCTURACIÓN DEL SISTEMA DE CODIFICACIÓN DE PIEZAS...92
3.1 SISTEMADECODIFICACIÓNDEPIEZASROTACIONALES...93
3.1.1 GRUPO DE DÍGITOS DE PROCESO INICIAL Y FORMA ANTES DEL MECANIZADO...93
3.1.2 GRUPO DE DÍGITOS DE DIMENSIONES PRINCIPALES ...94
3.1.3 GRUPO DE DÍGITOS DE MATERIAL Y MAQUINABILIDAD ...95
3.1.5 GRUPO DE DÍGITOS DE MAQUINADOS ESPECIALES Y OTROS PROCESOS DE CORTE...101
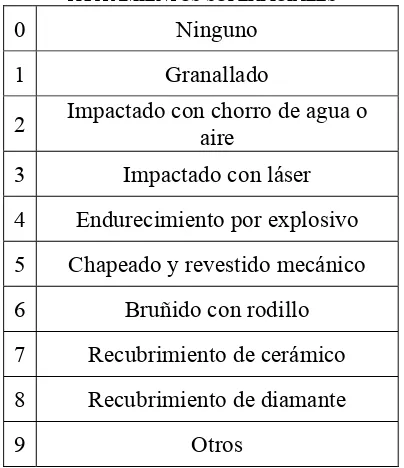
3.1.6 GRUPO DE DÍGITOS DE ACABADOS Y TRATAMIENTOS SUPERFICIALES...102
3.1.7 DÍGITO DE TRATAMIENTO DE PROPIEDADES...104
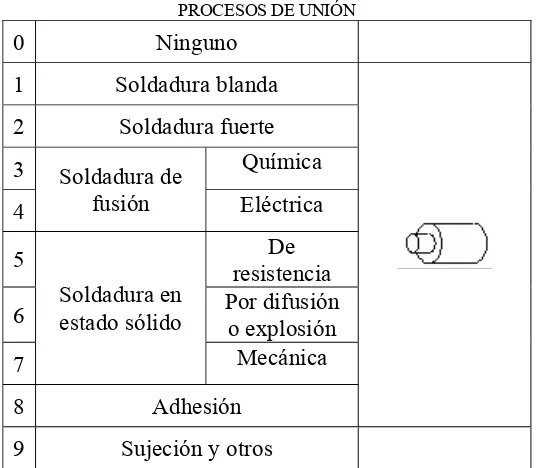
3.1.8 DÍGITO DE PROCESOS DE UNIÓN ...104
3.2 SISTEMADECODIFICACIÓNDEPIEZASNOROTACIONALES ...105
3.2.1 GRUPO DE DÍGITOS DE PROCESO INICIAL Y FORMA ANTES DEL MECANIZADO...105
3.2.2 GRUPO DE DÍGITOS DE DIMENSIONES PRINCIPALES ...105
3.2.3 GRUPO DE DÍGITOS DE MATERIAL Y MAQUINABILIDAD ...106
3.2.4 GRUPO DE DÍGITOS DE MAQUINADOS EXTERIORES E INTERIORES NO ROTACIONALES.106 4 PROPUESTA DEL PROCESAMIENTO DE LA INFORMACIÓN CODIFICADA Y DEL ALGORITMO DE SELECCIÓN DE MH ...112
4.1 PROPUESTAPARAELPROCESAMIENTODELAINFORMACIÓNDELACODIFICACIÓNDE PIEZASPARALAOBTENCIÓNDEFAMILIASPORANALOGÍASTECNOLÓGICAS...112
4.1.1 PROCESAMIENTO DE INFORMACIÓN PARA PIEZAS CODIFICADAS CON EL SISTEMA KK-3 116 4.1.2 PROCESAMIENTO DE INFORMACIÓN PARA PIEZAS CODIFICADAS CON EL NUEVO SISTEMA DE CODIFICACIÓN ...120
4.2 PROCEDIMIENTODESELECCIÓNDELASMÁQUINASHERRAMIENTASAPARTIRDEL SISTEMADECODIFICACIÓNDEPIEZASYDELOSFUNDAMENTOSDELATECNOLOGÍADE GRUPOS ...124
4.2.1 ALGORITMO DE SELECCIÓN DE CATEGORÍA DE MÁQUINAS HERRAMIENTAS ...124
4.3 CONCLUSIONES ...134
5 CONCLUSIONES GENERALES ...136
TRABAJOS FUTUROS Y RECOMENDACIONES...138
REFERENCIAS Y BIBLIOGRAFÍA...139
ANEXO A TABLA COMPARATIVA DE SISTEMAS DE CODIFICACIÓN ...144
ANEXO B CLASIFICACIÓN DE LOS PROCESOS DE MANUFACTURA ...145
ANEXO C ...147
LISTA DE ABREVIATURAS
PIB Producto Interno Bruto
CONACYT Comisión Nacional de Ciencia y Tecnología
FIDETEC Fondo de Investigación y Desarrollo para la Modernización
Tecnológica
FORCCYTEC Fondo para el Fortalecimiento de las Capacidades Científicas y
Tecnológicas
SECOFI Secretaría de Comercio y Finanzas
SMED Cambio de dispositivo ó herramienta en minutos (Single Minute
Exchange Die)
MPa Mega Pascales
PIF Prensado Isostático en Frío
PIC Prensado Isostático en Caliente
LASER Light Amplification by Stimulated Emission of Radiation
(Amplificación de Luz por Emisión de Radiación Estimulada) kV Kilovoltios
HRC Hardness Rockwell C (Dureza Rockwell C)
HV Hardness Vickers (Dureza Vickers)
CA Corriente Alterna
CD Corriente Directa
MIG Metal en Gas Inerte
TIG Tungsteno en Gas Inerte
ASME American Society of Mechanical Engineers (Sociedad Americana
de Ingenieros Mecánicos)
MICLASS Metal Institute Classification System
OIR Organización para la Investigación Industrial
MDSI Manufacturing Data Systems Incorporated
TAGS Alpha Graphics System
CAD Computer Aided Design (Diseño Asistido por Computadora)
CAM Computer Aided Manufacturing (Manufactura Asistida por
Computadora)
JSPMI Japanese Society for Promotion of Manufacturing Industry
(Sociedad Japonesa para la Promoción de la Industria de la Maquinaria)
ISO Internacional Standards Organization (Organización de
Estandarización Internacional)
DFV (PVD) Deposición Física de Vapor (Physical Vapor Deposition)
MH Máquina-Herramienta C Carbono
N Nitrógeno Al Aluminio Cr Cromo
LISTA DE FIGURAS
Figura 1-1 Aportación de la Industria al PIB Nacional... 14
Figura 1-2 Composición del PIB Industrial... 14
Figura 1-3 Aportación de Productos Metálicos, Maquinaria y Equipo al Sector Manufacturero. 15 Figura 1-4 Promedio Porcentual de las Exportaciones del Sector Manufacturero 1995-2005 ... 16
Figura 1-5 Promedio del Personal Ocupado en el Sector Manufacturero 1995-2005... 16
Figura 1-6 Distribución de Patentes Otorgadas a Titulares Mexicanos en 1998 ... 17
Figura 1-7 Esquema General del Desarrollo del Proyecto ... 22
Figura 2-1 Distribución de Planta por Tipo de Proceso ... 33
Figura 2-2 Distribución de Planta por Tecnología de Grupos... 34
Figura 2-3 Estructura de los Monocódigos ... 35
Figura 2-4 Estructura de los Códigos Híbridos ... 37
Figura 2-5 Estructura Básica del Sistema Opitz... 38
Figura 2-6 Árbol E Aplicada para Clasificar la Forma Básica de la Pieza de Trabajo ... 44
Figura 2-7 Árbol N Aplicado para Clasificar las Características de las Formas... 44
Figura 2-8 Código de Familia de Piezas... 45
Figura 2-9 Formas Básicas Sistema DCLASS ... 45
Figura 2-10 Clasificación del Material... 47
Figura 2-11 Superficies de Partida y Referencia... 53
Figura 2-12 Operaciones de Torneado ... 65
Figura 2-13 Operaciones Relacionadas con el Fresado Periférico... 66
Figura 2-14 Operaciones Relacionadas con el Fresado Frontal ... 67
Figura 2-15 Operaciones Relacionadas con el Taladrado ... 68
Figura 2-16 Superficies Generadas por Cepillado... 69
Figura 2-17 Superficies Generadas por Mortajado ... 70
Figura 2-18 Superficies Generadas por Brochado... 71
Figura 2-19 Clasificación general de los Procesos de Unión ... 78
Figura 2-20 Clasificación de los Procesos de Soldadura ... 79
Figura 2-21 Movimientos de Corte y de Avance para Máquinas-Herramienta Convencionales.. 88
Figura 4-1 Formación de 3 Familias con KK-3 - Rotacionales... 117
Figura 4-2 Formación de 2 Familias con KK-3 - Rotacionales... 118
Figura 4-3 Formación de 3 Familias con KK-3 – No Rotacionales ... 119
Figura 4-4 Formación de 4 Familias con KK-3 – No Rotacionales ... 119
Figura 4-5 Formación de 5 Familias con KK-3 – No Rotacionales ... 120
Figura 4-6 Formación de 2 Familias con Nuevo Sistema – Rotacionales... 121
Figura 4-7 Formación de 3 Familias con Nuevo Sistema – Rotacionales... 121
Figura 4-8 Formación de 3 Familias con Nuevo Sistema – No Rotacionales... 122
Figura 4-9 Formación de 4 Familias con Nuevo Sistema – No Rotacionales... 123
Figura 4-10 Formación de 5 Familias con Nuevo Sistema – No Rotacionales... 123
Figura 4-11 Aproximación al Algoritmo de Selección de Máquinas-Herramienta CNC ... 125
Figura 4-12 Algortimo de Asignación de Máquinas-Herramienta a Piezas Codificadas... 127
LISTA DE TABLAS
Tabla 1-1 Exportaciones por Grupos de Actividad Económica ... 15
Tabla 1-2 Solicitudes de Patente en México ... 18
Tabla 1-3 Patentes Otorgadas en México en 1998 ... 18
Tabla 2-1 Código Geométrico del Sistema Opitz... 40
Tabla 2-2 Dígitos Suplementarios del Código Opitz ... 41
Tabla 2-3 Significado de los Primeros 18 Dígitos del Sistema MULTICLASS ... 42
Tabla 2-4 Clasificación de la Dimensión de la Familia ... 43
Tabla 2-5 Clasificación de la Dimensión de la Familia ... 46
Tabla 2-6 Clasificación de la Clase de Precisión ... 46
Tabla 2-7 Significado de los Dígitos del Sistema Vuoso ... 48
Tabla 2-8 Significado de los Dígitos del Sistema Vuste ... 48
Tabla 2-9 Significado de los Dígitos del Sistema CADCAM... 49
Tabla 2-10 Dígitos del Sistema KK-3 para una Pieza Rotacional... 50
Tabla 2-11 Promedio de Rugosidad Obtenible por Diferentes Procesos ... 56
Tabla 2-12 Signos para Acabados Superficiales ... 57
Tabla 2-13 Características Generales de los Procesos de Fundición ... 59
Tabla 2-14 Características de los Procesos de Forjado ... 60
Tabla 2-15 Obtención de la Maquinabilidad por Medio del Tiempo de Vida de la Heramienta .. 73
Tabla 2-16 Obtención de la Maquinabilidad por Medio de la Velocidad de Avance ... 73
Tabla 2-17 Clasificación de los Procesos de Maquinado No Tradicionales de Acuerdo a la Fuente de Energía ... 74
Tabla 2-18 Características Generales de los Procesos de Maquinado No Convencionales... 75
Tabla 2-19 Comparación de los Diversos Métodos de Unión... 80
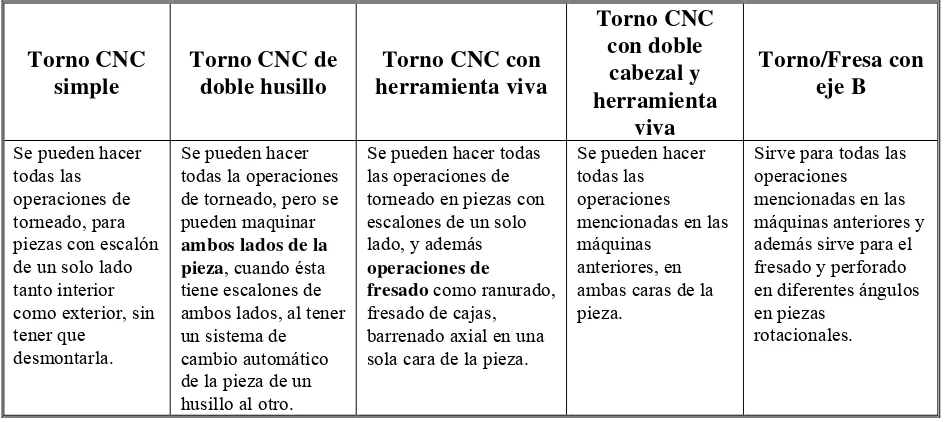
Tabla 2-20 Procesos Viables en Tornos CNC ... 89
Tabla 2-21 Procesos Viables en Centros de Mecanizado CNC ... 89
Tabla 3-1 Estructura General del Sistema Rotacional... 93
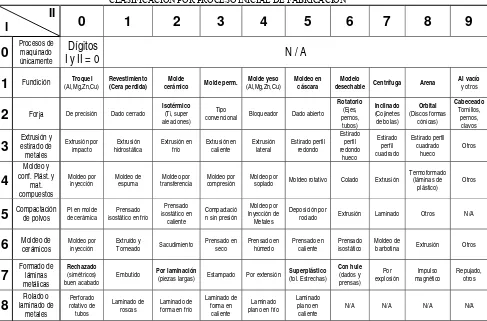
Tabla 3-2 Dígitos I y II del Sistema Rotacional ... 94
Tabla 3-3 Dígitos III, IV y V del Sistema Rotacional... 95
Tabla 3-4 Dígitos VI y VII del Sistema Rotacional ... 96
Tabla 3-5 Dígito VIII del Sistema Rotacional... 97
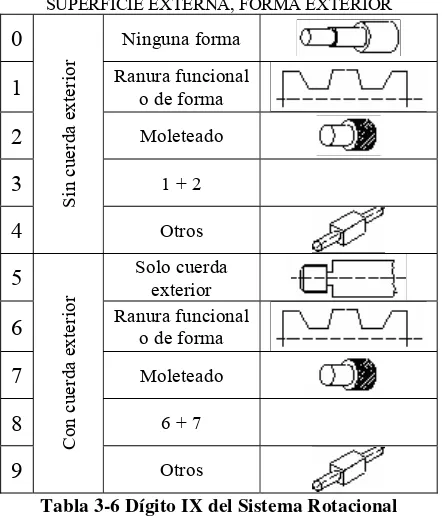
Tabla 3-6 Dígito IX del Sistema Rotacional ... 97
Tabla 3-7 Dígito X del Sistema Rotacional... 98
Tabla 3-8 Dígito XI del Sistema Rotacional ... 98
Tabla 3-9 Dígito XII del Sistema Rotacional ... 99
Tabla 3-10 Dígito XIII del Sistema Rotacional... 99
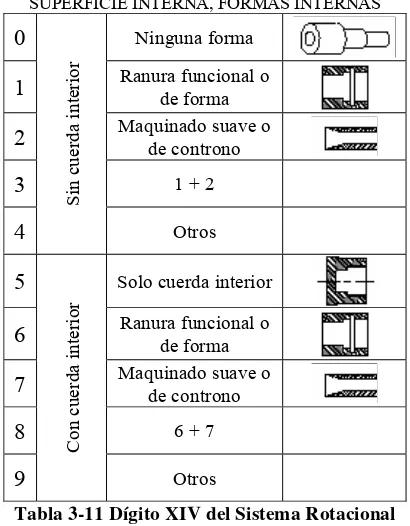
Tabla 3-11 Dígito XIV del Sistema Rotacional ... 100
Tabla 3-12 Dígito XV del Sistema Rotacional... 100
Tabla 3-13 Dígito XVI del Sistema Rotacional ... 101
Tabla 3-14 Dígito XVII del Sistema Rotacional ... 101
Tabla 3-15 Dígito XVIII del Sistema Rotacional... 102
Tabla 3-16 Dígito XIX del Sistema Rotacional ... 102
Tabla 3-17 Dígito XX del Sistema Rotacional... 103
Tabla 3-18 Dígito XXI del Sistema Rotacional ... 103
Tabla 3-19 Dígito XXII del Sistema Rotacional ... 104
Tabla 3-20 Dígito XXIII del Sistema Rotacional... 104
Tabla 3-22 Dígitos III, IV y V del Sistema No Rotacional ... 106
Tabla 3-23 Dígito VIII del Sistema No Rotacional... 107
Tabla 3-24 Dígito IX del Sistema No Rotacional ... 107
Tabla 3-26 Dígito X del Sistema No Rotacional... 108
Tabla 3-27 Dígito XI del Sistema No Rotacional ... 108
Tabla 3-28 Dígito XII del Sistema No Rotacional ... 109
Tabla 3-29 Dígito XIII del Sistema No Rotacional... 109
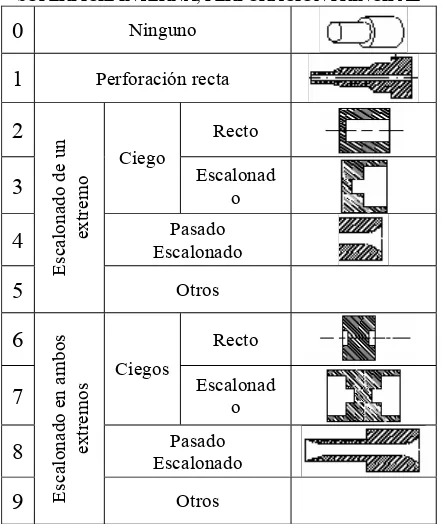
Tabla 3-30 Dígito XIV del Sistema No Rotacional... 110
Tabla 3-31 Dígito XV del Sistema No Rotacional ... 110
Tabla 3-32 Dígito XVI del Sistema No Rotacional... 111
Tabla 4-1 Codificación de Siete Piezas Rotacionales con el Sistema KK-3... 117
Tabla 4-2 Codificación de 12 Piezas No Rotacionales con el Sistema KK-3 ... 118
Tabla 4-3 Codificación de Siete Piezas Rotacionales – Nuevo Sistema ... 121
Tabla 4-4 Codificación de 12 Piezas No Rotacionales – Nuevo Sistema ... 122
Tabla 4-5 Asignación de Máquinas-Herramienta a Piezas Codificadas Rotacionales... 128
Tabla 4-6 Asignación de Máquinas-Herramienta a Piezas Codificadas No Rotacionales... 129
Tabla 4-7 Dígitos utilizados para Asignación de MH de 7 Piezas Rotacionales – Nuevo Sistema ... 130
Tabla 4-8 Asignación de Máquinas-Herramienta a Piezas Rotacionales... 130
Tabla 4-9 Comparación Entre Resultados de Agrupamiento - Rotacionales ... 131
Tabla 4-10 Dígitos Útiles para Asignación de MH de 12 Piezas No Rotacionales – Nuevo Sistema ... 132
Tabla 4-11 Asignación de Máquinas-Herramienta A Piezas No Rotacionales... 133
1
INTRODUCCIÓN
Desde los inicios de la la revolución industrial hasta nuestros días los procesos de fabricación de piezas han sufrido grandes cambios, pero siempre se ha tratado de hacerlos de una manera lo más eficiente y rápida posible cada vez, con el menor desperdicio de materiales y el menor tiempo muerto de fabricación. Todo esto con el fin de reducir los costos de producción, el precio de los productos, y obviamente en las ganancias o utilidades de cada empresa.
Algunas técnicas han sido desarrolladas para mejorar los puntos antes mencionados, y una de estas técnicas es la Tecnología de Grupos (TG). Inició a mediados del siglo pasado, y ha venido en aumento a partir de entonces, generando investigación y desarrollo en el área de manufactura.
La Tecnología de Grupos es una técnica que ayuda a incrementar la eficiencia de la producción por medio de la agrupación de una gran variedad de partes en familias para su proceso de fabricación
Los beneficios que ofrece la tecnología de grupos pueden ser aprovechados al hacer un sistema de codificación que tome en cuenta el análisis de fabricación (AF), los procesos para la fabricación de piezas para materiales muy variados, y haciendo usos de la tecnología actual, como la automatización y las computadoras.
prueba automatizada de los productos, control de inventarios, y numerosas actividades administrativas [9].
Entre las aplicaciones principales de las computadoras en la automatización en los procesos de manufactura son el control numérico por computadora (CNC), aplicado específicamente a las máquinas herramienta, manejo automatizado de los materiales, planeación de procesos asistidos por computadora (CAPP), la tecnología de grupos y la inteligencia artificial o sistemas inteligentes.
Las aplicaciones principales utilizadas para este trabajo son las máquinas herramienta CNC, el manejo automatizado de los materiales y los procesos asistidos por computadora. Los sistemas automatizados controlados por computadora se están haciendo cada vez más capaces de aprender y tomar decisiones que optimizan las operaciones y minimizan los costos. La tecnología de grupos que tiene como principio agrupar y producir piezas agrupándolas en familias, de acuerdo con sus similitudes de diseño y procesos de manufactura empleados para su producción [9].
Generación de la idea
La idea principal es la estructuración de un sistema de codificación de piezas para la manufactura enriquecido con procesos de manufactura de conformado y procesos para una amplia variedad de materiales, con un análisis de fabricación con el fin de automatizar el proceso de selección de categorías de máquinas herramientas utilizadas para producir grupos de piezas similares.
Este trabajo está enfocado en una etapa de un proyecto dentro de una Cátedra de Investigación en el diseño de Sistemas Automatizados de Manufactura y consiste en estructurar un sistema de codificación de piezas por medio del cual se determine el conjunto de operaciones que se llevarán a cabo para la manufactura de grupos de piezas formados por el algoritmo estudiado en un trabajo previo a éste [1]. Para esto se utilizan herramientas que no han sido aplicadas a los Sistemas de Codificación de Piezas, como el Análisis de Fabricación, las máquinas herramienta CNC, y todos los proceso de manufactura necesarios para producir piezas, desde plásticos hasta cerámicos.
Con el objeto de justificar las razones que motivan a realizar este trabajo a continuación se presentan diferentes factores que hacen necesario el desarrollo de nueva tecnología en nuestro país y la importancia que tiene el sector manufacturero en México.
1.1
ANTECEDENTES
Actualmente existe mucha competencia en el mercado en todos los ramos, lo que causa una saturación en el mismo y genera cambios en los procesos de producción. En todos lados se tratan de reducir los costos y disminuir el tiempo de producción. También, se quiere tener la mejor calidad por el menor costo posible.
La manufactura está sustentada en los materiales, los procesos y los sistemas [1], siempre
buscando la eficacia, que puede ser representada por la capacidad de producción, tamaño físico y peso del producto y capacidad tecnológica del proceso.
Para que se logre lo anterior se necesita: [1]
a) Mejorar la calidad y la productividad
b) Mejorar las capacidades operativas de la producción c) Rapidez por medio de la automatización de procesos.
Las empresas están sujetas hoy en día a los clientes, los proveedores, la economía global, la economía del país y la competencia. Ahora los clientes juegan un rol muy importante en las empresas porque éstos ahora eligen sus productos y servicios dependiendo del precio, calidad y satisfacción. Para seguir compitiendo las empresas buscan un nivel mínimo de defectos en el producto, un tiempo de entrega exacto (just in time) y tener una alta gama de productos.
Existen criterios en respuesta a las nuevas políticas de producción, los cuales son [1]:
• Flexibilidad de los procesos de fabricación.
• Automatización de los procesos.
• Confiabilidad y calidad del producto.
• Aumento de la productividad.
• Confiabilidad del proceso.
• Integración del producto, proceso y organización.
• Reducción de tiempos de lanzamiento de nuevos productos.
• Eliminación de desperdicios.
• Reducción de los tiempos de preparación y de espera.
Todos los puntos anteriores ayudan a que las empresas sean cada vez más competitivas, por eso que se siguen desarrollando técnicas para poder lograrlos y mejorarlos. Dentro de éstas técnicas entra el desarrollo de sistemas de codificación dentro de la TG y otras que pueden ser empleadas conjuntamente como SMED, Poka Yoke, entre muchas otras.
1.1.1 IMPORTANCIA DE LA MANUFACTURA EN MÉXICO
Existen varios factores determinantes para la adopción de una técnica de producción como las características geométricas y tecnológicas del producto, las características de los procesos de fabricación, el tamaño del lote, el volumen de producción y la variedad del producto. A pesar de que la manufactura aporta fuertes ingresos para el país, las empresas mexicanas tienen un pobre desarrollo tecnológico y alta dependencia del extranjero.
impacto con el 69% de participación mostrado en la Figura 1-2, lo que representa un 18.21% del PIB nacional.
A continuación se presenta de manera gráfica la aportación de la industria para el PIB nacional y particularmente el porentaje de la industria manufacturera dentro de la composición del PIB industrial.
COMPOSICIÓN DEL PRODUCTO INTERNO BRUTO NACIONAL Industria
26.42%
Otros Sectores
72%
Figura 1-1 Aportación de la Industria al PIB Nacional
Fuente: [3]
Y la composición del PIB industrial de muestra a continuación:
COMPOSICIÓN DEL PIB INDUSTRIAL
Otras Indsutrias
31%
Industria Manufacturera
69%
Figura 1-2 Composición del PIB Industrial
Fuente: [3]
PERIODO Total
Agricultura y Silvicultura
Ganadería, Apicultura,
Caza y Pesca
Industrias Extractivas
Industrias Manufactureras
Servicios y Productos
no Clasificados
1995 79,541.6 3,323.4 692.8 7,974.8 67,382.9 167.6
1996 95,999.7 3,197.3 395 11,191.6 81,013.8 202.0
1997 110,431.3 3,408.3 419.7 10,840.4 95,565.4 197.7
1998 117,539.2 3,435.7 360.9 6,945.0 106,550.4 247.4
1999 136,361.8 3,473.3 452.6 9,372.4 122,819.2 244.4
2000 166,120.7 3,615.4 601.6 15,093.3 146,497.4 313.0
2001 158,779.8 3,325.9 576.9 12,392.2 142,115.3 369.6
2002 161,045.9 3,259.9 606.4 13,792.7 143,203.0 183.7
2003 164,766.3 3,911.3 753.1 17,194.3 142,704.6 202.7
2004 188,626.5 4,510.4 834.0 22,174.0 160,580.9 527.2
Tabla 1-1 Exportaciones por Grupos de Actividad Económica
(millones de dólares) Fuente: [3]
Así mismo, dentro de la industria manufacturera destaca el ramo de productos metálicos, maquinaria y equipo que tiene mucha relación con este trabajo, al tomar en cuenta las máquinas herramienta CNC como la fabricación de productos metálicos. En la siguiente figura se muestra la aportación de esta rama a la producción del sector manufacturero, teniendo mas de la tercera parte de aportación, apoya aún más a la realización de este trabajo teniendo impacto en esta rama.
Figura 1-3 Aportación de Productos Metálicos, Maquinaria y Equipo al Sector Manufacturero
Fuente: [3]
PROMEDIO PORCENTUAL DE LAS EXPORTACIONES DEL SECTOR MANUFACTURERO 1995-2000
Textiles, 8% Madera, 1%
Productos químicos, 7% No metálicos, 2%
Metálicas báscias, 4%
Productos metálicos, maquinaria y equipo, 73%
Alimentos, 3%
Papel, 1% Otras ind. Manufactureras, 1%
Figura 1-4 Promedio Porcentual de las Exportaciones del Sector Manufacturero 1995-2005
Fuente: [3]
Esta división de Productos Metálicos, Maquinaria y Equipo contrata al 21.62% de las personas del sector manufacturero equivalente a 360,837 personas empleadas promedio anual de 1995 al año 2005.
Figura 1-5 Promedio del Personal Ocupado en el Sector Manufacturero 1995-2005
La manufactura en México
La manufactura en México es un sector que ha tenido muchos problemas por no estar al nivel de otros países en cuestión tecnológica, lo que la convierte en obsoleta comparativamente con otros países. En el ámbito internacional la industria mexicana es poco competitiva, por lo que permite que las empresas transnacionales dominen y que las empresas pequeñas y medianas tengan poco apoyo causándoles esto grandes problemas económicos.
Bajo este marco de referencia se puede intuir que existe una gran dependencia de la tecnología externa, lo que incrementa los costos por uso de marcas y patentes además de la compra del equipo.
En el año 2000, de 34,895 empresas altamente representativas de la economía mexicana, el 77.1% emplea tecnología obsoleta, el 19.5% cuenta con equipo moderno vulnerable, el 2.9% tienen fuerza tecnológica pero carece de capacidad competitiva y estratégica, y únicamente el 0.5% utiliza tecnología de punta [1].
En comparación con algunos países altamente desarrollados la inversión en investigación científica y desarrollo tecnológico representa más del 50% de su PIB, además que su PIB es superior al de nuestro país. También es difícil encontrar que del desarrollo que se realiza en México solo se patentó el 4.38% para el año 1998, de las cuales el 51% pertenece a personas físicas o inventores independientes; el 33% a empresas grandes; el 14% corresponde a instituciones mexicanas de investigación y finalmente el 2% a empresas pequeñas.
DISTRIBUCIÓN DE PATENTES OTORGADAS A TITULARES MEXICANOS EN 1998
Inventores independientes; 51% Empresas grandes; 33%
Empresas pequeñas; 2% Institutos de investigación;
14%
Figura 1-6 Distribución de Patentes Otorgadas a Titulares Mexicanos en 1998
Fuente: [1]
De las patentes otorgadas a titulares mexicanos pertenecientes al sector de educación superior y de investigación, destacan el Instituto Politécnico Nacional (6 patentes); el Instituto Mexicano del Petróleo (5 patentes); el Instituto de Investigaciones Eléctricas (3 patentes) y la Universidad Autónoma Metropolitana (2 patentes).
EMPRESAS O INSTITUCIONES MEXICANAS QUE MÁS SOLICITUDES DE PATENTE PRESENTARON EN 1998
Empresas 1997 1998
Central Impulsora, S.A. de C.V. 1 21
Universidad Nacional Autónoma de México 7 15
Instituto Mexicano del Petróleo 15 14
Consorcio G Grupo DINA 4 6
Servicios CONDUMEX 13 6
Centro de Investigación en Química
Aplicada 7 6
Agroservicios Nieto S.A. de C.V. 0 6
Universidad Autónoma de Nuevo León 1 5
Universidad de Guanajuato 1 5
CUPRUM, S.A. de C.V. 0 4
Grupo P.I. MABE 1 4
MZM, S.A. de C.V. 0 3
Universidad Autónoma Metropolitana 3 3
Plastindustrias Metálicas Mexicanas 0 3
Total 53 101
Tabla 1-2 Solicitudes de Patente en México
Fuente: [6]
Las patentes otorgadas a instituciones de educación superior y de investigación en 1998 son las siguientes [1]:
PATENTES OTORGADAS A INSTITUCIONES DE INVESTIGACIÓN CIENTÍFICA Y TECNOLÓGICA E INSTITUCIONES DE EDUCACIÓN SUPERIOR EN 1998
INSTITUCIÓN NÚMERO DE PATENTES
OTORGADAS
Instituto Politécnico Nacional 6
Instituto Mexicano del Petróleo 5
Instituto de Investigaciones Eléctricas 3
Universidad Autónoma Metropolitana 2
Centro de Investigación Científica y de Educación Superior de
Ensenada 1
Centro de Investigación Científica y de Estudios Avanzados del
IPN 1
Instituto Mexicano de Tecnología del Agua 1
Instituto Mexicano del Transporte 1
TOTAL 20 Tabla 1-3 Patentes Otorgadas en México en 1998
En México se necesita que el gobierno, las instituciones de educación superior y la iniciativa privada aumenten la inversión en el ámbito de la investigación y el desarrollo de nuevos productos patentados, ya que actualmente sólo el 0.4% del PIB se invierte en este ámbito a pesar de que el CONACYT ha creado programas dirigidos a impulsar la innovación en la empresa.
Los esfuerzos realizados hasta el momento para impulsar el desarrollo tecnológico del país son los programas que ha creado el CONACYT como el Fondo de Investigación y Desarrollo para la Modernización Tecnológica (Fidetec), Fondo para el Fortalecimiento de las Capacidades Científicas y Tecnológicas (Forccytec) y programas de vinculación con la industria. Estos programas impulsan el desarrollo tecnológico mediante préstamos a empresas innovadoras, la creación de centros destinados a la compra de tecnología e información y la vinculación de la industria con las universidades o centros de investigación.
Vivimos en un país que necesita impulsar el desarrollo tecnológico, el gobierno debería proporcionar las herramientas para el desarrollo de la pequeña y mediana empresa e instrumentar políticas que impulsen la planta industrial y la producción de bienes. Además se requiere de una política industrial que permita una diversificación de la base de las exportaciones y que genere ahorro interno para dinamizar las inversiones.
Con este preámbulo se tiene una visión del estado de la industria manufacturera en México, y como se puede constatar hay muchas carencias y defectos en este sector, y por lo mismo, es un sector con un alto potencial y con grandes oportunidades de crecimiento a nivel nacional como en cuestión de exportaciones. Por estas razones se plantea un trabajo que apoya al sector manufacturero mexicano para elevar la producción y el desarrollo de tecnología, aportando al sector manufacturero con una mayor aportación al PIB y las exportaciones en México.
1.2
PLANTEAMIENTO DEL PROBLEMA
La clasificación y codificación de grupos de piezas industriales es una metodología que permite una rápida y eficiente retroalimentación de la información.
La clasificación de los componentes en grupos considerando su forma, calidad de los materiales y tamaño ha ayudado a la industria a generar los procesos de fabricación de partes y a programar la fabricación de las piezas en los Sistemas de Manufactura. El punto de este trabajo es que se pueden mejorar estos sistemas tomando en cuenta la funcionalidad de la pieza y el análisis de fabricación.
Todos los códigos creados hasta la fecha, son muy completos en determinados ramos y han sido creados para una empresa, o para cierto tipo de empresas. Como el KK-3, que considera una gran cantidad de características de las piezas, pero no considera algún tratamiento térmico o procesos más complicados, y con el Opitz, otro sistema muy conocido es el mismo caso.
Una de las conclusiones a las que se ha llegado en dicho trabajo es que los sistemas de codificación y clasificación de piezas se pueden mejorar para propósitos de asignación de la lista de operaciones. Es por eso que se ha recomendado para trabajos posteriores como este el complementar el sistema KK-3, que ha sido uno de los más utilizados a nivel mundial, o generar un nuevo Sistema de Codificación y Clasificación de Piezas que, además de la información que el KK-3 proporciona, contenga información referente a [1]:
• Procesos de manufactura de conformado.
• Procesos especiales de mecanizado.
• Forma de la materia prima.
• Superficies de partida y de referencia
• Tolerancias dimensionales de posición, de forma y rugosidades.
• Procesos de unión permanente.
• Procesos de mejoramiento de propiedades.
• Procesos de mejoramiento de superficies.
Además se ha recomendado, para el mejor funcionamiento de un algoritmo de asignación de operaciones a partir del Sistema de Codificación y Clasificación de Piezas, que el nuevo sistema sea estructurado de tal forma que [1]:
• Las superficies estén ordenadas en función de su complejidad.
• Defina los valores de acabado de manera cuantitativa.
• Defina de manera clara el tipo la forma de las superficies.
• No existan valores de los dígitos sin definir.
En este desarrollo se trata de cubrir con todas las consideraciones expuestas con anterioridad, por eso se ha desarrollado el Sistema de Codificación de Piezas para que sea más adecuado que el KK-3 al momento de generar el algoritmo de agrupación de piezas en familias y de obtener la asignación de procesos y operaciones para cada familia.
La finalidad de este trabajo es que el nuevo sistema de clasificación de partes se pueda utilizar para propósitos generales en cuanto a procesos y materiales se refiere, tomando en cuenta desde los procesos utilizados para producir plásticos o polímeros, metales ferrosos y no ferrosos, hasta cerámicos y aleaciones de alta temperatura.
Las variables que utilizan para la estructuración del código son todos los materiales que se utilizan para la fabricación de piezas en la industria en general, tantos procesos como sea posible así como sus ventajas, tiempos de producción y materiales.
La metodología a seguir es generar un Sistema de Codificación de Piezas que permita la selección de procesos de acuerdo a las características de cada pieza, como dimensiones, material, exactitud y tratamientos térmicos y superficiales.
Para la realización de este trabajo se han estudiado diferentes tipos de materiales utilizados para la fabricación de piezas en ingeniería y los procesos utilizados para la producción de piezas.
Las muestras que se extraen para probar el funcionamiento del sistema de codificación son las que se han ocupado en trabajos anteriores para probar el funcionamiento del KK-3, se aplican los materiales, formas y los planos de fabricación de cada una de estas piezas para así asegurar el adecuado funcionamiento del sistema de clasificación y codificación de piezas.
El procesamiento de los datos se hace con un paquete de programación llamado Visual Basic.NET por medio de algoritmos de agrupación que ya han sido implementados en trabajos anteriores en otros sistemas de clasificación como en el KK-3 [1].
1.3
JUSTIFICACIÓN
El requerimiento fundamental para la TG es tener un sistema de codificación y clasificación de piezas, el cual describa las características de la pieza, como su forma geométrica, material y procesos para producir la pieza con un número de código, y así reunir las partes con códigos similares en una misma célula o grupo de máquina.
Dentro de la TG está el clasificar piezas por medio de sistemas de codificación, además ayuda a incrementar la productividad cuando se tiene una amplia variedad de piezas y ha sido aplicada no solo en los campos de la manufactura y el diseño, también en problemas de planeación de la producción.
Desde el punto de vista del análisis de fabricación los sistemas de codificación de partes carecen de una estructura que les ayude a tomar decisiones al involucrar procesos como mecanizado, soldadura, fundición entre otros. Estos sistemas están limitados a una caracterización robusta de las propiedades físicas mecánicas de los materiales.
La Figura 1-7 muestra la ubicación de este trabajo dentro de un gran proyecto que lleva al diseño automatizado de Sistemas Automatizados de Manufactura, la parte sombreada indica la aportación de este trabajo al proyecto. Este trabajo integra y estructura un sistema de codificación de piezas para, por medio del procesamiento de la información codificada, obtener los procesos y operaciones de manufactura, las categorías de máquinas herramientas requeridas y, si es posible las secuencias de operación:
Procesamiento de la información Sistemas de codificación de piezas Medios Salida Entrada Información de la pieza: •Dimensiones •Materiales
Recursos
Programa Computacional •Procesos de Manufactura. •Análisis de Fabricación.
•Análisis de Sistemas de Codificación •de piezas
•Métodos de Sujeción
•Técnicas de Agrupación •Información detallada de las Maquinas herramienta
•Planeación de Procesos.
•Procesos y Operaciones de Manufactura •Categorías de Maquinas requeridas •Secuencias
•Plan de Fabricación •Hoja de operaciones.
Diseño Automatizado de un
Sistema Automatizado de Manufactura Tecnología de Grupos Maquinas Herramienta Procesamiento de la información Sistemas de codificación de piezas Medios Salida Entrada Información de la pieza: •Dimensiones •Materiales
Recursos
Programa Computacional •Procesos de Manufactura. •Análisis de Fabricación.
•Análisis de Sistemas de Codificación •de piezas
•Métodos de Sujeción
•Técnicas de Agrupación •Información detallada de las Maquinas herramienta
•Planeación de Procesos.
•Procesos y Operaciones de Manufactura •Categorías de Maquinas requeridas •Secuencias
•Plan de Fabricación •Hoja de operaciones.
Diseño Automatizado de un
Sistema Automatizado de Manufactura Tecnología de
Grupos
Maquinas Herramienta
Figura 1-7 Esquema General del Desarrollo del Proyecto
El sistema de codificación de piezas modificado trata de complementarse con varios sistemas de codificación, principalmente basándose en la estructura del KK-3, además se está proponiendo el procesamiento de la información codificada por un programa computacional que agrupa las piezas en familias de acuerdo a la similitud en su codificación. Por último se propone en este trabajo un algoritmo de asignación de categoría de máquinas herramientas de acuerdo a las piezas codificadas con el nuevo sistema de codificación.
1.4
ESTADO DEL ARTE
En el presente análisis del estado del arte, los trabajos relacionados con este trabajo se pueden dividir de la siguiente manera:
• Centros de Mecanizado de Control Numérico y mecanizado en 5 ejes
• Tecnología de Grupos y formación de familias de piezas
• Planeación de procesos
• Diseño de sistemas de manufactura
A continuación se analiza cada uno de los grupos de trabajos mencionados:
1.4.1 CENTROS DE MECANIZADO CNC
Los artículos que hablan comúnmente de Centros de Mecanizado CNC brindan ayuda acerca de las nuevas tecnologías que se están implantando en este tipo de máquinas-herramienta, las cuales cada vez son más precisas y necesitan de menos intervención del hombre, y ayudan a reducir los tiempos muertos gracias a la diversidad de mecanismos que poseen para tener las piezas siguientes a procesar ya listas antes de que se termine con el proceso de la pieza actual, incluso se pueden producir dos piezas al mismo tiempo en la misma máquina.
Algunos de los artículos revisados sobre este tema hablan de técnicas de programación que aumentan la eficiencia de la máquina herramienta en cuestión, como interpolaciones para poder mecanizar piezas con contornos difíciles con máquinas de cinco ejes y la forma de colocar las piezas dependiendo del tipo de corte que se vaya a realizar para obtener un mejor acabado superficial, como es el caso del trabajo desarrollado por Lin y Koren en el año 2000 [32].
Se revisaron trabajos que tienen gran relación con una sección de este trabajo [32], tal es el caso de la comparación entre las máquinas-herramienta tradicionales, como el torno, la fresadora, el cepillo, el taladro, con las máquinas-herramienta CNC que pueden llegar a terminar piezas en un solo montaje, que antes se tenía que hacer con diferentes máquinas-herramienta. De esta forma, además de aumentar la rapidez en la producción al disminuir considerablemente el flujo de materiales en proceso, se logra tener una mayor precisión y exactitud en el maquinado de piezas sin desmontarla.
1.4.2 TECNOLOGÍA DE GRUPOS
Existe una gran cantidad de trabajos relacionados con la Tecnología de Grupos que tratan temas muy variados, tales como la calendarización de lotes en celdas o células de manufactura, y algoritmos de aprendizaje para el diseño de celdas de manufactura, incluso se encuentran trabajos para el agrupamiento de desechos [45]. Algunos están relacionados directamente con la formación de familias de piezas, los cuales se han aplicado a diferentes procesos de manufactura, tales como ensamble, mecanizado, forja, fundición, inyección en moldes [31], laminado y prensado de láminas metálicas.
sólo que el propósito de estos trabajos está más enfocado a realizar una planeación de procesos y una estimación de costos [33].
Una rama de trabajos de investigación muy interesante es la que propone utilizar sistemas inteligentes, como redes neuronales para la formación de celdas de manufactura, de la misma manera proponen nuevos métodos para aplicar estas técnicas a este propósito. En un caso en particular, se presenta un método de agrupamiento de máquinas por medio de una red neuronal que no necesita supervisión al ser entrenada, pero aún falta continuar su investigación probando el algoritmo introduciendo factores relacionados con la imperfección en los datos [34], lo que es encontrados normalmente en la industria.
Existen trabajos de investigación muy particulares acerca de la clasificación y codificación de piezas que se han desarrollado específicamente para la industria de la fundición [35], los cuales utilizan un código jerárquico para definir las familias de productos, lo que es explicado con detenimiento más adelante. En en este caso es desafiante hacer una buena estructuración del sistema de codificación, debido a que los manufactureros de fundición por lo general se especializan en una línea de productos específica e introducen constantemente nueva tecnología.
También se han desarrollado investigaciones para sistemas de formación de familias de piezas en el doblado de láminas de metal [36] que se apoyan en que algunas prensas producen más de un tipo de pieza sin necesidad de cambio de herramienta o ajuste. Dicho trabajo hace un estudio acerca de las diferentes tipos de piezas que se pueden producir en la misma máquina y bajo el mismo herramental y ajuste.
Se revisó el trabajo realizado por Chwen, donde se desarrolla un algoritmo para la formación de familias utilizando la lógica difusa [37] que ha sido implementado en un trabajo anterior al presente dentro de la misma línea de investigación [1]. Este algoritmo es utilizado para ejemplificar y probar la formación de familias de piezas codificadas en este trabajo.
En relación con este presente trabajo existen desarrollos que toman en cuenta los procesos de mecanizado, los agrupan de acuerdo a la máquina donde se pueden llevar a cabo [38] y de esta forma asignan grupos de piezas a las máquinas herramientas más recomendables. Lo más sobresaliente de este trabajo es que obtiene los datos de una base de datos de CAD pero hay que desarrollar un nuevo trabajo como este que trabaje con los sistemas CAD más actualizados posibles.
1.4.3 PLANEACIÓN DE PROCESOS Y DISEÑO DE SISTEMAS DE MANUFACTURA
El diseño de sistemas de manufactura está ligado con la planeación de procesos, ambos están fundados con las bases de la TG. En este trabajo se les ha dado este apartado especial debido al importante rol que conllevan cada uno. Se pueden hallar muchas investigaciones que giran alrededor del diseño de sistemas de manufactura, así como de la planeación de procesos. En algunos casos se encuentran involucrados con diferentes procesos como los de inyección con moldes o con procesos de mecanizado, entre otros.
tolerancias [41]. Este modelo incorpora el costo de una tolerancia aceptable para los procesos de manufactura y las pérdidas por no alcanzar la calidad requerida en un producto específico. También existen trabajos que consideran la capacidad de los equipos, errores de medición y capacidades del proceso.
En cuanto al diseño de sistemas de manufactura existe una gran cantidad de trabajos, pero para objeto de estudio del presente trabajo destacan los que se enfocan a estudiar la secuencia las células de manufactura y la agrupación de piezas y máquinas en familias. Los beneficios aumentan en la disminución de las piezas entre celdas de manufactura. Este es un estudio a un nivel macro entre células de manufactura [44] que se puede aplicar cuando ya se tiene la planeación de procesos para cada familia de piezas y se tienen las células de manufactura formadas.
1.5
OBJETIVOS
Objetivo General:
- Estructurar un sistema de codificación de piezas basado en el reconocimiento de los parámetros más significativos de los procesos tecnológicos en manufactura para lograr una adecuada agrupación de piezas en familias, basado en el sistema KK-3 y en el Análisis de Fabricación.
Objetivos Específicos:
- Hacer un análisis completo de los parámetros y procesos tecnológicos más significativos para la formación de familias de piezas.
- Desarrollar un programa computacional que automatice la formación de grupos de piezas a partir del código de las mismas.
- Desarrollar un algoritmo de selección de las máquinas herramientas requeridas para producir cada pieza con base en el sistema de codificación de piezas para hacer una agrupación de las mismas de acuerdo a su asignación de máquina herramienta.
Alcance de los objetivos
Los objetivos que se han propuesto se limitan de la siguiente manera:
• La finalidad del programa computacional visual es ayudar a visualizar la agrupación de piezas ya codificadas, y no así la generación del código de cada pieza. Se toma en cuenta el algoritmo aplicado para formar familias de piezas en el sistema KK-3 en el trabajo anterior al presente [1].
• Presentar el algoritmo de asignación de máquinas-herramientas en forma de diagrama de flujo que depende totalmente de los dígitos generados en el sistema de codificación de piezas. Tomando en cuenta como primera opción las máquinas CNC debido a que cada vez son más frecuentes en el mercado mundial y nacional.
2
HERRAMIENTAS PARA EL PROCESAMIENTO Y LA
CLASIFICACIÓN DE PIEZAS
El sistema de codificación de piezas desarrollado en este trabajo fue estructurado con base en la investigación de los procesos tecnológicos para la fabricación de piezas. A continuación se describen las técnicas que han sido estudiadas y tomadas en cuenta para la estructuración del sistema de codificación de piezas como la Tecnología de Grupos y el Análisis de Fabricación. Se presenta un estudio de los Sistemas de Codificación y Clasificación existentes, la funcionalidad de los procesos de manufactura y de las máquinas herramientas considerados.
2.1
TECNOLOGÍA DE GRUPOS
Como inicio de la TG se puede considerar el momento en el que R. E. Flanders, en 1925, presentó un artículo a la ASME (American Society of Mechanical Engineers, en español Sociedad Americana de Ingenieros Mecánicos) donde describió un método de manufactura que después sería considerado como TG. En dicho trabajo se enfatizó la estandarización del producto, la creación de departamentos basado en los productos en lugar de hacerlo por procesos apoyando la minimización del transporte de materiales. Su trabajo fue utilizado por la Compañía Jones and Lamson Machine para enfrentar dificultades en la manufactura y el control de la producción.
En 1937, A. P. Sokolovski propuso que las piezas pueden ser clasificadas de acuerdo a características similares y podrían ser manufacturadas juntas con procesos estandarizados. Este trabajo fue desarrollado posteriormente por su colega y seguidor S. P. Mitrofanov.
Engineers) donde habló sobre seccionar grupos de máquinas herramientas. La idea de Kerr fue dar a las máquinas ciertos trabajos para realizarlos en secuencia con otras máquinas.
De esta manera, a lo largo de los años siguientes y hasta la fecha esta filosofía se ha esparcido por todo el mundo de la manufactura.
2.1.1 DESCRIPCIÓN DE LA TECNOLOGÍA DE GRUPOS
Esta técnica envuelve métodos que buscan identificar similitud en el diseño de un producto y en los procesos de manufactura que se necesitan para producirlo.
Se entiende como el uso de la clasificación de piezas para desarrollar alguna técnica en la forma de manufacturarlas, comprarlas, venderlas o almacenarlas. También se comprende como la estandarización de los procesos de manufactura agrupando las piezas de acuerdo a su similitud.
La definición aceptada por este trabajo como adecuada es en la que la mayoría de los expertos en tecnología de grupos y el mismo Mitrofanov1 coinciden:
“La Tecnología de Grupos es una técnica para fabricar lotes pequeños o medianos de piezas similares por medio de un proceso de manufactura con materiales, geometría y tamaño similares. Los grupos de piezas con producidas en un conjunto de células de máquinas que son agrupadas físicamente con herramientas específicas y programadas como sola unidad.” [2]
Otra definición es la siguiente: “Es una filosofía de manufactura en donde se identifican las piezas que son similares y se agrupan para tomar ventaja de su similitud en el diseño y producción. Cada familia de piezas posee características de diseño y/o manufactura similares.” [19]
Con la TG todas las actividades en todos los niveles de la empresa se producen mediante grupos tecnológicos, entendiéndose por grupos tecnológicos como la distribución física de un grupo de máquinas para procesar familias de piezas semejantes. El conjunto de grupo tecnológico incluye los siguientes puntos básicos [24]:
• Las piezas fabricadas en la empresa tienen características similares, lo cual permite agruparlas por familias.
• La semejanza entre piezas se aprovecha para integrar un grupo de máquinas que realicen todas las operaciones para determinado grupo de piezas.
• Con la búsqueda de equipo adicional, los grupos tecnológicos pueden ampliar el rango de procesos por realizar.
Para la implantación de la Tecnología de Grupos se recomienda la siguiente metodología general [24]:
• Entendimiento y apoyo de la organización.
• Formación de las familias de piezas.
• Análisis de la maquinaria existente.
• Fijación de reglas de colaboración con los otros departamentos.
• Selección inicial de la primera familia por producir.
• Implantación del primer grupo.
• Planeación e instalación de otros grupos tecnológicos.
El proceso de agrupar las piezas en familias mediante sistemas de codificación y clasificación se hace de acuerdo con los atributos de diseño y manufactura de la pieza
Los atributos de diseño pertenecen a semejanzas en características geométricas y consisten en los siguientes [9]:
a) Formas y dimensiones externas e internas.
b) Relaciones de aspecto (longitud a ancho, o longitud a diámetro). c) Tolerancias dimensionales.
d) Acabados superficiales. e) Funciones de la pieza.
Los atributos de manufactura implican las semejanzas en las secuencias de operaciones de manufactura que se ejecutan en la pieza. Los atributos de manufactura de una pieza consisten en:
a) Los procesos primarios empleados.
b) Los procesos secundarios y de acabado utilizados. c) Las tolerancias dimensionales y el acabado superficial. d) La secuencia de operaciones que se efectúa.
e) Las herramientas, dados, soportes y maquinaria que se emplean. f) La cantidad y rapidez de producción.
Para poder clasificar las piezas completamente, se deben tener en cuenta sus características geométricas y tecnológicas que se describen en los siguientes párrafos.
Clasificación geométrica
Los atributos considerados para realizar una clasificación geométrica son [1]:
• Forma externa principal.
• Forma interna principal.
• Dimensiones principales.
• Relación entre las dimensiones principales.
Es importante mencionar, que para este trabajo las operaciones con desprendimiento de viruta tradicionales, permiten obtener las siguientes superficies externas e internas:
• Superficies de revolución
• Superficies planas
• Superficies compuestas
Clasificación tecnológica
Los atributos considerados para realizar la clasificación tecnológica son [1]:
• Material.
• Peso.
• Operaciones principales.
• Operaciones secundarias.
• Tolerancias dimensionales, de forma y de posición.
• Acabado superficial (rugosidad de las superficiales).
• Tratamientos térmicos.
• Recubrimientos superficiales.
• Secuencia de operaciones.
• Herramientas.
Una pieza ha sido caracterizada geométrica y tecnológicamente cuando se han descrito sus atributos correspondientes.
Una buena clasificación geométrica y tecnológica permite definir cuales son los procesos más convenientes para producirla de acuerdo a sus atributos.
También se pueden clasificar las piezas estudiando su flujo de producción, a este método se le llama Análisis del Flujo de Producción. Sin embargo, una desventaja de este método es que una hoja de ruta no necesariamente determina la operación manufacturera optimizada en su totalidad.
2.1.2 APLICACIONES DE LA TECNOLOGÍA DE GRUPOS
Para implementar la TG se requiere crear un método para reconocer los atributos de las piezas que permita una clasificación adecuada de las mismas.
Algunas ventajas generales sobresalientes del uso de la TG son las siguientes [6]:
• Efecto de producción en masa. Por medio de la agrupación de diferentes tipos de piezas, y con el uso de un efectivo de un sistema de codificación y clasificación de piezas, el tipo de producción puede ser cambiado de producción por trabajo a producción en masa o por lotes.
• Posibilidad de formar un patrón de flujo de producción. Con la TG, se espera que el flujo de trabajo siga siempre un patrón que se repite constantemente, así, los tiempos y costos de manejo de material y espera son reducidos, y la planeación de procesos es simplificada.
• Reducción de tiempos de ajuste y gastos. El tiempo y gastos de ajuste para cada trabajo son reducidos porque muchos trabajos son agrupados y procesados secuencialmente y las mismas máquinas herramientas son empleadas en todo el grupo de piezas.
• Distribución de planta de TG. Las máquinas herramienta también son acomodadas por grupos, y esto disminuye considerablemente el flujo y el manejo de material.
• Economía. La TG significa reducción en los gastos de producción desde que las piezas son agrupadas y fabricadas de acuerdo a características y/o procesos similares, por los puntos mencionados anteriormente.
Las ventajas del uso de grupos tecnológicos específicamente en las áreas de diseño, planeación de la producción, producción y administración dentro de una empresa son las siguientes [24]:
I. Diseño
1. La adecuada preparación del sistema de clasificación y códigos facilita el proceso del diseño y la creación de diferentes bases de datos útiles en dicho proceso.
2. La clasificación que implica el proceso de estandarización permite reducir variaciones en el diseño y eliminar repeticiones.
3. Reducción de costos de diseño debido a la creación de éste, de manera reintegrada. 4. La clasificación y estandarización facilitan la estimación de:
- Métodos de manufactura - Métodos de diseño - Métodos de ingeniería
II. Planeación y programación de la producción
1. La clasificación y los códigos debidamente preparados provienen de la posibilidad de estandarizar los procesos de producción.
2. La estandarización de los procesos de manufactura genera el diseño de los dispositivos y herramientas estandarizadas, facilita la programación de MH de control numérico y reduce los tiempos de cambio.
3. Las familias de piezas facilitan la planeación del proceso asistido por computadora (CAPP).
4. Las familias de piezas facilitan la programación y control del proceso de producción. 5. Se pueden reducir los inventarios si se disminuyen las rutas de transporte y el tiempo
de espera antes de los puestos de trabajo.
III. Producción
1. Las familias de piezas mejoran la distribución de la planta (layout) y como resultado, reducen el costo de manejo de material, mejoran el aprovechamiento del área de trabajo.
2. Se reduce la mano de obra. 3. Se reduce el número de desechos.
4. Mediante la especialización del supervisor y operarios se mejora la calidad de la producción.
5. Se reduce la variedad de los tipos y formas de la materia prima.
IV. Manejo y administración
1. Las ventajas de la aplicación de grupos pueden influir positivamente en los diversos departamentos de la empresa.
2. Se mejora la supervisión del trabajo y se descentralizan las decisiones, es decir se reduce el nivel de la toma de decisiones.
3. Se reducen los gastos y las inversiones a través de un mejor aprovechamiento de la mano de obra, maquinaria y equipo.
4. El sistema de codificación y clasificación forma el fundamento para desarrollar las aplicaciones relacionadas con las bases de datos para los objetivos de la planta.
5. Los grupos tecnológicos pueden reducir la burocracia evitando trámites innecesarios.
La aplicación de la TG es dependiente de tener la estructura del sistema de codificación de piezas para poder tomar decisiones sobre los procesos para la manufactura. Por esta razón este trabajo se enfoca a la modificación de los sistemas de codificación de piezas existentes y está basado en los conceptos de Análisis de Fabricación para obtener los procesos necesarios para producir una pieza, así como las fases, subfases y operaciones en cada puesto de trabajo, dichos conceptos son definidos más adelante en la sección 2.3 Análisis de Fabricación.
A pesar de toda la ayuda y ventajas que la TG puede brindar, algunas desventajas pueden presentarse, las cuales son [24]:
a) La implantación del sistema de clasificación y codificación puede ocasionar fuertes gastos y durar mucho tiempo, especialmente para el nuevo arreglo de dibujos y archivos.
b) Podría ser necesario emplear nuevo personal para lograr los objetivos de los grupos tecnológicos.
c) Los sistemas de clasificación disponibles en el mercado pueden requerir modificaciones. Si el sistema no funciona, la cantidad de piezas fabricadas fuera de los grupos tecnológicos puede resultar tan grande que se puede regresar al problema inicial.
d) La Tecnología de Grupos no resulta exitosa sin la colaboración entre los departamentos. e) Pueden surgir problemas en el balance de la capacidad de la maquinaria.
f) En caso de fallas en la maquinaria básica se puede detener todo el grupo tecnológico, lo cual significaría que el sistema no es flexible para los cambios inesperados.
h) La infalibilidad de los datos actualizados y la documentación de los procesos se considera de gran importancia para la aplicación de los grupos tecnológicos.
i) La selección apropiada y la capacitación del personal es muy importante y difícil de realizar. j) El desarrollo de grupos tecnológicos puede ser complicado sin el apoyo de la Dirección de la
planta.
k) La aplicación de la Tecnología de Grupos puede significar inversiones en nueva maquinaria o equipo necesario para garantizar la independencia de nuevas formas organizacionales.
2.1.2.1Familias de piezas
Es un conjunto de piezas que son similares en su forma geométrica y tamaño o en sus procesos de manufactura. Una de las ventajas más importantes de agrupar las piezas de trabajo en familias se puede ver con las Figuras 2-1 y 2-2. La primera de ellas muestra una distribución de planta de tipo proceso para producción en lotes. La variedad de máquinas herramientas están acomodadas de acuerdo a la función que realizan. Hay un departamento de Torneado, otro de Fresado, otro de Taladrado, de Rectificado, y uno de Ensamble.
El resultado de esta distribución de planta es una cantidad muy grande de movimiento de material, mucho ajuste de máquinas y cambios de herramientas en cada una de ellas y como consecuencia un alto costo de manufactura.
Figura 2-1 Distribución de Planta por Tipo de Proceso
Figura 2-2 Distribución de Planta por Tecnología de Grupos
El obstáculo más grande para cambiar la producción a TG de una producción convencional es poder agrupar las piezas de acuerdo a su similitud. Los métodos más comunes para identificar atributos similares en la manufactura y diseño de las piezas son tres, y dependen de un análisis extenso de muchos datos por personal entrenado, éstos son:
• Inspección visual
• Sistemas de clasificación y codificación
• Análisis del flujo de producción
Al utilizar la inspección visual la similitud en la manufactura de la pieza debe ser inspeccionada físicamente por un individuo, o en el mejor de los casos, se puede hacer a través de técnicas automatizadas como máquinas de visión, las cuales tienen un uso cada vez mayor en la industria. Con estos métodos se pueden tener muchos errores en la exactitud cuando la complejidad de las piezas aumenta o el número de máquinas y piezas utilizadas se vuelve excesivo. Así como tener una variación en el juicio de cada persona que se encuentre inspeccionando.
Los sistemas de clasificación y codificación buscan eliminar el error humano y el juicio de una persona en la inspección manual, primero se codifican los atributos de las piezas y después se emplean métodos computacionales para la clasificación y agrupación de las piezas. En este caso se necesita encontrar un modelo matemático o algoritmo computacional que opere en forma sencilla para terminar la clasificación de las piezas en un tiempo razonable.
Los métodos de análisis del flujo de producción tienden a reducir el número de datos a procesar, considerando únicamente los atributos de manufactura de las piezas, tomados de las hojas de ruta de proceso. La desventaja en el uso de estos métodos es que únicamente se toma en cuenta la ruta que llevan las piezas, por lo que se pueden llegar a perder detalles importantes, como las operaciones en cada puesto de trabajo que pueden variar considerablemente de uno a otro.
2.2
SISTEMAS DE CODIFICACIÓN DE PIEZAS
Los sistemas de codificación de piezas asignan un número a cada pieza de acuerdo a sus características. Esta codificación permite agrupar piezas con características comunes. Para ello se usa una computadora que determine el conjunto de piezas similares.
procesos, lo cual ha dado éxito a la implantación de la TG. El primer paso para el uso de la TG es establecer de manera adecuada un sistema de codificación y clasificación de piezas [1].
A continuación se explican los conceptos de clasificación y codificación.
Codificación: Es la asignación de un símbolo o un grupo de símbolos para representar
información, en este caso se representa información de una pieza a ser manufacturada.
Clasificación: Es un algoritmo o protocolo utilizado para separar un gran número de objetos, en
este caso, piezas, en grupos más pequeños.
Para una aplicación dada donde se desea implementar la TG, se puede comenzar por seleccionar pequeños grupos de características representativas, donde cada una de éstas es dada por una o por algunas posiciones del código.
2.2.1 ESTRUCTURACIÓN DE LOS SISTEMAS DE CODIFICACIÓN DE PIEZAS
Los esquemas para estructurar un sistema de codificación y clasificación de piezas se basan en la idea de que cada característica dada se puede representar con un valor numérico o una letra [7], las estructuras pueden ser jerárquicas (monocódigo) o de cadena (policódigo).
a) Estructura Jerárquica o Monocódigo
En la estructura del monocódigo cada posición del sistema representa una característica o un subgrupo. El primer dígito representa un grupo entero. El siguiente dígito representa subgrupos de la característica anterior, y así sucesivamente. En este sentido, cada dígito es calificado por los dígitos que lo preceden y cada dígito siguiente ya contiene las propiedades de los dígitos previos a él.
Figura 2-3 Estructura de los Monocódigos
Por ejemplo:
Considerando que el primer dígito únicamente nos indica si la pieza es rotacional o no rotacional (prismática).
Dentro de cada uno de los dos grupos anteriores, se pueden clasificar las piezas de acuerdo a ciertas características, por ejemplo, la presencia de perforaciones.
0 = Sin perforaciones 1 = Con perforaciones
Ventajas de los monocódigos:
- Con sólo unos pocos dígitos, se puede almacenar una gran cantidad de información.
- La estructura del monocódigo permite que la información del código pueda ser utilizado a diferentes niveles de abstracción.
Desventajas de los monocódigos:
- Es muy difícil obtener una adecuada estructura jerárquica para todas las características.
- Diferentes subgrupos pueden llegar a tener diferentes niveles de sub-subgrupos, lo cual puede llevar a tener dígitos sin ocupar o en blanco en algunas posiciones.
b) Códigos de Cadena o Policódigos
En este caso cada dígito del código representa una característica, por lo que el valor dado a algún dígito dentro del código no tiene relación con otros dígitos.
Por ejemplo, una característica que puede ser representada por un dígito es la longitud de la pieza. El valor de dicho dígito puede ser representado por un número entero que se obtiene a partir del redondeo de la longitud en pulgadas de la pieza que está siendo codificada.
Pero si se tienen piezas con una longitud mayor a 10 pulgadas, se necesitarían reservar dos o más dígitos para representar dicha característica.
Ventajas de los Policódigos:
- Son fáciles de estructurar.
Desventajas: