Lic. Arturo Azuara Flores:
Director de Asesoría Legal del Sistema
", en los sucesivo LA OBRA, en virtud de lo cual autorizo a el Instituto Tecnológico y de Estudios Superiores de Monterrey (EL INSTITUTO) para que efectúe la divulgación, publicación, comunicación pública, distribución y reproducción, así como la digitalización de la misma, con fines académicos o propios al objeto de EL INSTITUTO.
El Instituto se compromete a respetar en todo momento mi autoría y a otorgarme el crédito correspondiente en todas las actividades mencionadas anteriormente de la obra.
De la misma manera, desligo de toda responsabilidad a EL INSTITUTO por cualquier violación a los derechos de autor y propiedad intelectual que cometa el suscrito frente a terceros.
Nombre y Firma AUTOR (A)
Monterrey, Nuevo León a de 200
Documentación Genérica de los Programas Pre-Requisito
Basada en la Integración de los Siete Principios del Sistema
HACCP y los Requisitos de la Norma ISO 9001:2000-Edición
Única
Title
Documentación Genérica de los Programas Pre-Requisito
Basada en la Integración de los Siete Principios del Sistema
HACCP y los Requisitos de la Norma ISO
9001:2000-Edición Única
Authors
Yanet Margarita Guillermo Sánchez
Affiliation
ITESM-Campus Monterrey
Issue Date
2005-12-01
Item type
Tesis
Rights
Open Access
Downloaded
19-Jan-2017 12:49:39
DIVISIÓN DE INGENIERÍA Y ARQUITECTURA PROGRAMA DE GRADUADOS EN INGENIERÍA
TECNOLÓGICO
DE MONTERREY
DOCUMENTACIÓN GENÉRICA DE LOS PROGRAMAS PRE-REQUISITO BASADA EN LA INTEGRACIÓN DE LOS SIETE PRINCIPIOS DEL SISTEMA
HACCP Y LOS REQUISITOS DE LA NORMA ISO 9001:2000
TESIS
PRESENTADA COMO REQUISITO PARCIAL PARA OBTENER EL GRADO ACADÉMICO DE:
MAESTRO EN CIENCAS CON
ESPECIALIDAD EN SISTEMAS DE CALIDAD Y PRODUCTIVIDAD
POR:
YANET MARGARITA GUILLERMO SÁNCHEZ
CAMPUS MONTERREY
DIVISIÓN DE INGENIERÍA Y ARQUITECTURA PROGRAMA DE GRADUADOS EN INGENIERÍA
Los miembros del comité de tesis recomendamos que el presente proyecto de tesis
presentado por la Ing. Yanet Margarita Guillermo Sánchez sea aceptado como requisito
parcial para obtener el grado académico de Maestro en Ciencias con Especialidad en
Sistemas de Calidad y Productividad.
Comité de Tesis:
____________________________ M. en C. Carlos A. Chee González
Asesor
____________________________ Dra. Carmen M. Hernández Brenes
Co asesor ‐ Sinodal
________________________________
M. en C. Silvia L. Olivares Olivares
Sinodal
Aprobado:
________________________________
Dr. Federico Viramontes Brown
POR:
Yanet Margarita Guillermo Sánchez
TESIS
Presentada a la División de Ingeniería y Arquitectura Programa de Graduados en Ingeniería
Este trabajo es requisito parcial para obtener el grado de Maestro en Ciencias con Especialidad en Sistemas de Calidad y Productividad
INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY
A mi mamá con todo mi amor y respeto por haber sido una mujer admirable y un ejemplo de excelencia, por inculcarme con su amor los principios y valores que han hecho de mí la mujer
que hoy soy. A mi papá por brindarme su amor y su apoyo durante toda mi vida. Por enseñarme con su ejemplo que la sencillez es uno de los dones más importantes que te abren las puertas en todos los lugares. A mis hermanos Chucho, Bety y Mary por ser la mejor parte de mí y por sus constantes demostraciones de amor que me impulsan a seguir adelante en todas las situaciones de mi vida.
Agradecimientos
En la actual economía las industrias requieren competir con éxito, para ello deben
implementar estrategias basadas en la diferenciación de sus productos, así como en
aquellos factores que influyen en la productividad total de la compañía. Por otro lado,
una de las actividades manufactureras en México de mayor relevancia es la de
alimentos, en donde un factor que permite que una compañía de este género sea
exitosa es la capacidad de ofrecer productos o servicios inocuos lo cual se puede lograr
mediante la implementación del Sistema HACCP, el cual para que tenga un desarrollo
efectivo necesita estar soportado por otros sistemas operativos de administración.
Este estudio se llevó a cabo debido a que se pretende armonizar el vacío que existe
entre la Norma ISO 9001:2000 y el Sistema HACCP y con ello generar la
documentación necesaria para la adecuada administración de los Programas Pre‐
requisito los cuales son la base esencial para el desarrollo e implementación de un plan
HACCP exitoso.
La investigación se desarrolló mediante la aplicación de un método cualitativo, ya
que se trató de describir, decodificar y traducir el significado de ciertos fenómenos que
ocurren en la Industria de Alimentos.
Los pasos para elaborar la investigación fueron: primero, identificar los procesos
necesarios para el sistema de gestión de inocuidad y su interacción, de lo que se obtuvo
un modelo de Sistema de Gestión de Inocuidad el cual contempla los Programas Pre‐
requisito, los Principios del Sistema HACCP y los requisitos de la Norma ISO.
El segundo paso fue determinar los criterios y métodos necesarios para asegurar
que los procesos identificados en el modelo del Sistema Integrado se cumplieran y se
les diera un seguimiento adecuado, por lo que derivado de ello se obtuvieron seis listas
de verificación para auditar los Programas Pre‐requisito, seis procedimientos que
sus respectivos instructivos.
El tercer paso fue validar mediante la opinión de expertos de una empresa del ramo
alimenticio, todos los documentos diseñados que se mencionan en el párrafo anterior.
Como conclusiones de este trabajo de tesis, se puede decir que es posible integrar los
Siete Principios del Sistema HACCP con los requisitos de la Norma ISO 9001:2000 para
generar un modelo con el cual la administración de los Programas Pre‐requisito del
Sistema HACCP se pueda llevar a cabo. Además con el diseño de la documentación
mencionada, es posible asegurar el cumplimiento y darles un adecuado seguimiento a
dichos programas, ya que la empresa que realizó considera que estos contemplan
aspectos normativos relevantes.
Finalmente se puede decir que con la documentación realizada con base en la
integración de los Siete Principios del Sistema HACCP con los requisitos de la Norma
ISO 9001:2000, puede contribuir a la mejora de la administración de los Programas Pre‐
Tabla
de
contenido
Dedicatoria iv
Agradecimientos iv
Resumen v
Tabla de contenido vii
Lista de figuras x
Lista de tablas x
Capítulo I Introducción
I.1 Planteamiento del Problema 2
I.2 Objetivos 3
I.2.1 Objetivo general 3
I.2.2 Objetivos específicos 3
I.3 Justificación 4
I.4 Estructura de la tesis 7
Capítulo II Revisión de literatura
II.1 Sistema HACCP 9
II.1.1. Principios del Sistema HACCP 12
II.2 Programas Pre‐requisito 15
II.2.1 Buenas Prácticas de Manufactura 16
II.2.1.1 Control de plagas 17
II.2.1.2. Mantenimiento de instalaciones 19
II.2.1.3. Recepción, almacenamiento y embarque de
producto 19
II.2.1.4. Diseño sanitario de equipo e infraestructura 20
II.2.1.5. Higiene de personal 20
II.2.1.6. Control de proveedores 21
II.2.2 Programa de limpieza y desinfección 22
delII.2.3 producto Sistema de identificación, trazabilidad y recuperación 24
II.2.4 Programa de mantenimiento preventivo 24
II.2.5 Programa de educación y capacitación 25
II.3 Principales limitantes del sistema HACCP 25
II.4 Sistema de Gestión de la Calidad 27
II.5 ISO (Organización Internacional para la Estandarización) 28
laII.5.1 Calidad: Norma Requrimientos” ISO 9001:2000, “Sistema de Administración de 29
II.5.2 Norma ISO 22000: Food safety management systems 33
Capítulo III Definición del alcance y formulación de la hipótesis
III.1 Alcance de la investigación 38
III.2 Hipótesis 39
Capítulo IV Metodología
VI.1 Desarrollo de la Investigación 40
Capítulo V Resultados y discusión 54
Capítulo VI Conclusiones y recomendaciones
VI.1 Conclusiones 61
VI.2 Recomendaciones 63
Anexos
seguridadAnexo 1 Listado alimentaria de regulaciones normativas en materia de 65
Anexo 2 Documentos que definen los lineamientos para cada
Programa Pre‐requisito
PlagasAnexo 2.1 Procedimiento para el Programa Control de 70
Anexo 2.2 Procedimiento para el Programa Diseño Sanitario
de Equipo e Infraestructura 74
PersonalAnexo 2.3 Procedimiento para el Programa Higiene de 79
Anexo 2.4 Procedimiento para el Programa Limpieza y
Desinfección 84
AnexoPreventivo 2.5 Procedimientode Equipo e Instalaciones para el Programa Mantenimiento 89
Anexo 2.6 Procedimiento para el Programa Recepción,
Almacenamiento y Embarque de Producto 93
deAnexo los Programas 3 Documentos Pre‐requisito diseñados para el monitoreo y control
Anexo 3.1 Lista de Verificación para el Programa Control
de Plagas 100
AnexoSanitario 3.2 de Lista Equipo de eVerificación Infraestructura para el Programa Diseño 103
PersonalAnexo 3.3 Lista de Verificación para el Programa Higiene de 106
yAnexo desinfección 3.4 Lista de Verificación para el Programa Limpieza 109
MantenimientoAnexo 3.5 Lista Preventivo de Verificación de Equipos epara instalaciones el Programa 112
AnexoAlmacenamiento 3.6 Lista de y VerificaciónEmbarque para el Programa Recepción, 115
[image:10.595.142.475.191.746.2]
Anexo 3.8 Formato para el Seguimiento de Acciones
Correctivas y/o Preventivas 122
AuditoríaAnexo 3.9 Formato para el Informe de Resultados de 124
Anexo 4 Escritos para el proceso de documentación del
Sistema de Gestión de Inocuidad
deAnexo Inocuidad 4.1 Formato de la Lista para el Control de Registros 127
Anexo 4.2 Procedimiento de Elaboración y Control de
Documentos del Sistema de Gestión de Inocuidad 129
AnexoSistema 4.3 de GestiónProcedimiento de Inocuidad para el Control de Registros del 137
Anexo 4.4 Formato para la Programación de Auditorías 140
Anexo 5 Instructivos para el llenado de los formatos
Anexo 5.1 Instructivo de llenado para el formato Informe de
Resultados de Auditoría 143
Anexoel Control 5.2 deInstructivo Registros de de llenado Inocuidad para el formato Lista para 146
Anexo 5.3 Instructivo de llenado para el formato
Programación de auditorías 148
SeguimientoAnexo 5.4 deInstructivo acciones correctivasde llenado y/o preventivaspara el formato 150
Anexo 5.5 Instructivo de llenado para el formato Solicitud
de acción correctiva y/o preventiva 153
Aneco 6 Retroalimentación de la empresa bajo estudio 156
Anexo 7 Formatos modificados
y/oAnexo Preventiva 7.1 Formato para la Solicitud de Acción Correctiva 159
CorrectivasAnexo 7.2 y/oFormato Preventivas para el Seguimiento de Acciones 161
Lista
de
Figuras
Figura 2.1 Listado de los 7 Principios del Sistema HACCP. 12
Figura 2.2 Programas Pre‐requisito más comunes en la Industria de Alimentos. 16
Figura 2.3 Modelo de un sistema de gestión de la calidad basado en procesos. 30
Figura 4.1 Alineación de los Programas Pre‐requisito hacia la inocuidad de los
alimentos. 42
Figura 4.2 Alineación de los 7 Principios de HACCP, hacia la inocuidad de los
alimentos. 44
Figura 4.3 Alineación de los Principios de la Norma ISO 9001:2000, hacia un
Sistema de Gestión de la Calidad y su relación con algunos de los Principios
del Sistema HACCP. 46
Figura 4.4 Sistema integrado para la administración de los Programas Pre‐
requisito, alineados hacia la inocuidad de los alimentos. 48
Figura 5.1: Diagrama de flujo que indica la secuencia de uso de la
documentación diseñada para contribuir al desarrollo de un Sistema de
Gestión de Inocuidad. 56
Lista
de
Tablas
Tabla 2.1 Principales limitantes que impiden una adecuada implementación
del Sistema HACCP. 25
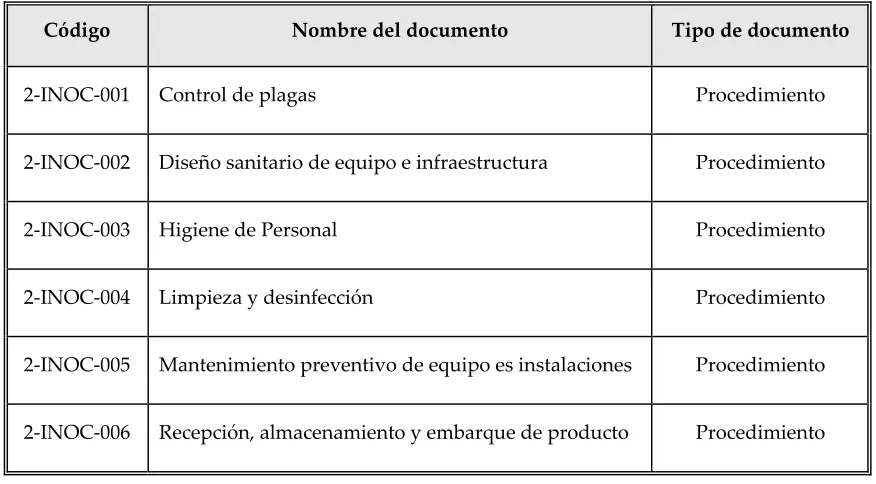
Tabla 4.1 Documentos que definen los lineamientos para cada Programa Pre‐
requisito. 49
Tabla No. 4.2 Documentos diseñados para el monitoreo y control de los
Programas Pre‐requisito
50
Tabla 4.3: Escritos para el proceso de documentación del Sistema de Gestión
de Inocuidad.
51
Tabla No. 4.4 Instructivos diseñados para el llenado de los formatos del
Sistema de Gestión de Inocuidad
52
Tabla 5.1: Listado de la documentación diseñada para contribuir al desarrollo
de un Sistema de Gestión de Inocuidad.
Capítulo I
Introducción
En la actual economía de mercados globales, las industrias requieren competir
con éxito. Para ello deben implementar estrategias basadas en el conocimiento de la
organización, la diferenciación de sus productos y servicios, la competencia, las
necesidades de los clientes, los continuos cambios del entorno así como aquellos
factores que influyen en los resultados y en la productividad total de la compañía.
(Maldonado, Y., 2002).
La actividad manufacturera en México está integrada por nueve ramas económicas
las cuales son la de alimentos, bebidas y tabaco; la de textiles, vestido y cuero; madera
y sus productos; imprenta y editoriales; químicos, derivados del petróleo, caucho y
plástico; minerales no metálicos, excepto derivados del petróleo; industrias metálicas
básicas; productos metálicos, maquinaria y equipo, y otras industrias manufactureras.
(Castañón R., 2003).
Entre estas actividades manufactureras destaca la de alimentos por su importancia
estratégica, pues se encarga de suministrar estos productos a una población creciente,
mantiene excedentes, agrega valor y satisface nuevas necesidades de consumo.
Además, tiene un alto peso específico en la economía mexicana, de hecho, en el
período 1994‐1998 esta industria contribuyó con el 25.1% del valor agregado bruto; con
el 24.7% de la producción bruta; el 17.4% de las remuneraciones de asalariados y con el
19.5% del personal ocupado (Castañón R., 2003).
I.1
Planteamiento
del
Problema
Los factores que permiten que una compañía de alimentos sea exitosa son entre
otros la capacidad de ofrecer productos y/o servicios inocuos, el satisfacer las
expectativas de sanidad, cumplir con los estándares, especificaciones y regulaciones
aplicables, así como también estar en el mercado a precios competitivos y ser provistos
a un costo que genere beneficios para la industria que los produce.
Para lograr ofrecer productos y/o servicios inocuos, la compañía debe controlar los
factores humanos, técnicos y administrativos que afectan la sanidad y la calidad de sus
productos y servicios. La aplicación de lo anterior brinda beneficios tanto para la
compañía que provee este tipo de productos, como para el cliente que los consume.
Para la compañía, uno de los beneficios es el incremento de su rentabilidad y su valor
de acción en el mercado, y para el cliente es el incremento de su satisfacción y la
confianza hacia los productos de la compañía.
La industria alimentaria a lo largo de su evolución, ha probado diversos métodos
buscando optimizar sus procesos, garantizar la calidad e inocuidad de sus productos y
responder a los continuos cambios del mercado y estándares nacionales e
internacionales. Un método que ofrece excelentes perspectivas para que esta industria
garantice la inocuidad de sus productos, es el Sistema HACCP el cual es un concepto
desarrollado en 1960 por la National Aeronautics and Space Administration (NASA) y
el US Army Natick Laboratory.
En los últimos años, el sistema se ha expandido y se encuentra legislado en varios
países. La reciente expansión de este se debe a dos razones principales, la primera de
ellas al surgimiento de enfermedades provenientes de alimentos contaminados con
microorganismos patógenos debido a nuevas adaptaciones de los mismos y la segunda
al incremento considerado de importaciones/exportaciones entre países. (Jiménez,
Para un desarrollo efectivo, el Sistema HACCP necesita estar soportado por otros
sistemas operativos de administración, tales como Programas Pre‐requisito, Sistemas
de administración de calidad y Prácticas normales de administración. Sin embargo no
existe un sistema que contribuya a la administración de los Programas Pre‐requisito,
los cuales son la base esencial para el desarrollo e implementación de un plan HACCP
exitoso.
I.2
Objetivos
A continuación se presentan los objetivos tanto generales como específicos,
planteados en este trabajo de tesis.
I.2.1
Objetivo
general
Realizar la documentación requerida para contribuir al cumplimiento de los
Programas Pre‐requisito necesarios para un adecuado desarrollo e implementación del
Sistema HACCP, así como integrar los Siete Principios del HACCP con los requisitos
de la Norma ISO 9001:2000 para generar un modelo de Sistema de Gestión de
Inocuidad.
I.2.2
Objetivos
específicos
Para el desarrollo de este trabajo, se plantearon 3 objetivos específicos. El primero de
ellos pretende integrar los Siete Principios del Sistema HACCP con la Norma ISO
9001:2000 para generar un modelo de Sistema de Gestión de Inocuidad o modelo para
la administración de los Programas Pre‐requisito del Sistema HAACP. El segundo,
elaborar documentos genéricos de procedimientos, formatos de control y auditoría
para el modelo del Sistema de Gestión de Inocuidad. Y el tercero es evaluar mediante
la opinión de expertos en una empresa del ramo alimenticio la aplicabilidad de los
documentos genéricos propuestos.
I.3
Justificación
Como se mencionó anteriormente, la actividad manufacturera en México está
integrada por nueve ramas económicas y una de las más relevantes es la de alimentos
por su importancia estratégica. (Castañón R., 2003)
En cuanto a su evolución creciente, la década de los sesenta corresponde a un
período expansivo y de consolidación de la industria alimentaria. En el período de
recuperación económica, de 1988 a 1993, la industria alimentaria reivindicó su carácter
dinámico, coincidente con el incremento relativo del poder adquisitivo de algunos
grupos de la población, el control relativo de la inflación y el retorno de las tendencias
a diversificar el consumo. (Torres, F., 1997)
Este comportamiento de la industria alimentaria sólo se explica si se consideran
varios factores que influyen en ella. Entre los principales se encuentran los siguientes:
disminución del tiempo para preparar los alimentos lo cual representa un factor
adicional para el crecimiento de la demanda de productos procesados listos para su
consumo, por otro lado los hábitos de consumo y la demanda se han diversificado, esto
es que un mismo producto se tienen varias versiones según el nicho de mercado al que
vaya dirigido (recién nacidos, niños, adolescentes, jóvenes, adultos mayores, etcétera).
(Castañón R., 2003).
En materia de comercio exterior, las exportaciones del sector alimentario respecto a
las manufactureras totales han decrecido. Esto significa que el sector ha perdido
importancia relativa en el comercio exterior de estas últimas.
El rubro alimentos, bebidas y tabaco incluye 13 ramas de actividad que
comprenden: carnes y lácteos; preparación de frutas y legumbres; molienda de trigo;
molienda de maíz; beneficio y molienda de café; azúcar; aceites y grasas comestibles;
malta; refrescos y aguas, y tabaco. En conjunto agrupan 45 ramas industriales, cuyo
comportamiento en la última década de cada una de ellas ha sido heterogéneo.
(Castañón R., 2003).
Las ramas que ocupan los primeros lugares de producción son carnes y lácteos,
molienda de maíz y la de refrescos y aguas, con una participación en el sector de 21.3,
18.5 y 12.6 por ciento, respectivamente. Carnes y lácteos es la más importante, pues ha
tenido un desempeño bueno y sostenido; respecto a la producción bruta en el período
1991‐1998, su participación en el sector de alimentos y bebidas fue cercana a 30%, con
un crecimiento promedio anual de 4.1%.(Castañón R., 2003).
De acuerdo con el Consejo Nacional de Empacadores de Carnes Frías el consumo
anual per cápita de carnes frías y embutidos se duplicó durante los últimos cinco años al
pasar de 2.8 kg en 1994 a 5.2 kg en 1999; las carnes frías representan 15% del consumo
de carne en México. (Consejo Nacional de Empacadores, 2003). También la producción
se incrementó en el mismo período, al pasar de 286 000 a 430 000 toneladas. (Sánchez,
2000).
Las ventas en el mismo año fueron de alrededor de 1,320 millones de dólares,
equivalentes a 527,000 toneladas. Esta rama está conformada por cerca de 450 empresas
de todos los tamaños (micro, con menos de cinco empleados, medianas y grandes),
que en conjunto proporcionan alrededor de 35,000 empleos directos y 25 000
indirectos. Sin embargo, siete empresas controlan 80% del mercado, entre ellas
destacan Sigma (45%), AXA (Zwan incluida, 26%) y Bafar (10%). (Hernández, L., 1999)
El crecimiento anual de esta rama, nos indica que la demanda por este tipo de
productos va en aumento. Pero de la misma forma, este es el rama de productos
alimentarios que producen en mayor número las Enfermedades Transmitidas por
De acuerdo con la Organización Mundial de la Salud (OMS), todos los años, 130
millones de personas en el mundo contraen alguna afección relacionada con los
alimentos. Tan solo en el México se informaron más de cien mil casos de intoxicación
alimentaria en 1998, con un saldo de 200 muertes. Aunque resulta más difícil obtener
cifras a escala mundial, la OMS informó que a nivel mundial, en 1998, unos 2,200,000
personas perdieron la vida a causa de las enfermedades diarreicas, de las que 1,800,000
eran niños.
Por lo anterior y debido a que está demostrada la relación que existe entre una
inadecuada manipulación de los alimentos y la producción de enfermedades
trasmitidas a través de éstos. Las empresas requieren buscar la mejora continua en toda
la organización. El sistema HACCP tiene importancia relevante en cuanto a su
capacidad para garantizar inocuidad y cumplir con los requisitos legales ante las
autoridades sanitarias.
Las ventajas de implantar el Sistema HACCP en una compañía de alimentos son
entre otras el aumento de la productividad, un mayor nivel sanitario de los productos
alimentarios que elaboran, contribuye a consolidar la imagen y credibilidad de la
empresa lo que lleva a un aumento de la competitividad tanto en el mercado interno
como en el externo y facilita la comunicación de las empresas con las autoridades
sanitarias.
Las consideraciones referentes a peligros y beneficios son aspectos inherentes a la
mayoría de productos y servicios y tienen impacto tanto para la compañía como para
el cliente. Los peligros a los que se enfrenta la compañía se relacionan con productos
deficientes que conllevan a la pérdida de imagen o reputación, pérdida de mercado,
quejas, reclamos, desperdicio de recursos financieros o humanos. Se tienen que
considerar además aquellos riesgos que pertenecen a la salud y seguridad del
consumidor, insatisfacción con los productos, disponibilidad, quejas de mercado y
Por tanto, realizar acciones enfocadas al aseguramiento y mejora de las actividades
que agregan valor a la cadena alimentaria es algo necesario. Con ese propósito,
numerosos países han desarrollado esquemas únicos e independientes en materia de
salud, higiene y seguridad alimentaria, los cuales deben ser armonizados bajo uno solo
ya que ello traerá muchos beneficios para las industrias de este giro, entre ellos se
encuentran: la mejora de la calidad sanitaria de los productos y servicios que ofrece la
industria de alimentos, la satisfacción de las necesidades de sus consumidores y
clientes, el apoyo de esfuerzos para que el personal que labora en contacto directo con
los alimentos realice bien su trabajo al contar con un sistema que permita ver de una
manera objetiva las áreas susceptibles de cambio, aumentar la productividad y la
disponibilidad de alimentos en el mercado.
I.4
Estructura
de
la
tesis
Para el logro del objetivo planteado, este trabajo se estructura de la siguiente
manera:
Capítulo I Introducción: en este capítulo se incluyen de manera concreta y específica
los antecedentes que sirven como punto de partida para el planteamiento del
problema, los objetivos y la justificación del estudio.
Capítulo II Revisión de literatura: donde se menciona el marco de referencia; es
decir el sustento teórico del presente estudio en el cual se presentan las definiciones de
Sistema HACCP, Programas Pre‐requisito y de Sistema de Gestión de la Calidad.
Capítulo III Definición del alcance y formulación de la hipótesis: una vez realizada
la revisión de literatura y determinado la relevancia de la investigación, se plasman en
este capítulo el alcance que tendrá este estudio, así como también la hipótesis
planteada.
Capítulo IV Metodología: se describe el método de investigación empleado para
llevar a cabo el desarrollo de este trabajo de tesis, así como la manera en la que se dio
cumplimiento a los objetivos específicos planteados en el Capítulo II.
Capítulo V Resultados y discusión: se muestran los resultados del proceso de
validación realizado por la empresa elegida para ello.
Capítulo VI Conclusiones y recomendaciones: se formularon las conclusiones
basadas en el resultado de la validación que realizó la empresa bajo estudio y
Capítulo II
Revisión
de
literatura
El objetivo de este capítulo es analizar la literatura referente a generalidades y
antecedentes que se consideran válidos para establecer un marco de referencia y a
partir de este contextualizar el problema de investigación.
II.1
Sistema
HACCP
El concepto de Hazard Analysis Critical Control Point Program (HACCP por sus
siglas en inglés), fué desarrollado en 1960 por la National Aeronautics and Space
Administration (NASA) y la US Army Natick Laboratory.
El Sistema de Análisis de Peligros y de Puntos Críticos de Control (HACCP) es un
sistema de control para la inocuidad de los alimentos. El cual garantiza un
planteamiento científico, racional y sistemático para la identificación, la valoración y el
control de los peligros de tipo microbiológico.
El Sistema HACCP tuvo sus primeros inicios hace más de tres décadas, pero no fue
sino hasta principios de los 90 s, que las grandes compañías multinacionales
empezaron a requerir que sus proveedores lo adoptaran.
Desarrollado originalmente por la Pillsbury de los EE.UU. a instancias de la NASA,
con el objetivo de preservar, por un lado la salud de los astronautas y por otro, la de los
instrumentos de las naves.
En 1959 se empezó a aplicar el plan HACCP con su alcance limitado a los vuelos
espaciales. En 1971, esta metodología de seguridad alimentaria se hizo pública, no
obstante años antes se le había considerado al elaborar la FDA (Food and Drug
El sistema ha estado en constante evolución desde su introducción en 1972, cuando
la compañía Pillsbury desarrolló e implantó el primer sistema y lo publicó en 1973 en el
primer texto Food Safety Through the Hazard Analysis and Critical Control Point
System.
La utilización reglamentaria del Sistema HACCP comenzó en 1973 por la USFDA
(United States Food and Drug Administration), para alimentos enlatados. La mayoría
de las aplicaciones comenzaron hasta 1995 con la promulgación del método HACCP de
la FDA para productos de pesca. De manera paralela, las reglamentaciones de la USDA
(United States Department of Agriculture), sobre productos cárnicos requirieron la
implementación del Sistema HACCP en las grandes compañías.
El primer sistema estandarizado fue desarrollado en 1989 por la NACMCF (U.S. National Advisory Committee on Microbiological Criteria for Foods). Sistema
actualizado a la versión 1997 NACMCF HACCP, basándose en el desarrollo de las
reglamentaciones por la FDA, para productos de pesca en 1995 y de la FSIS‐USDA, en
1996 para productos cárnicos. Ésta última versión busca la aprobación de la UN‐FAO
Codex Alimentarius HACCP System, estándar para uso internacional, hoy en día
masificado y convertido en el más utilizado.
En México, la Dirección General de Control Sanitario de Bienes y Servicios
desarrolló en 1992, con la participación de diversas asociaciones y cámaras industriales,
el Manual de Buenas Prácticas de Higiene y Sanidad. Esto, para difundir y fomentar la
aplicación de procedimientos generales en la elaboración y manipulación de alimentos.
Al año siguiente, realizó un Manual de aplicación de Análisis de Peligros,
Identificación y Control de Puntos Críticos (HACCP), como un método de enfoque
sistemático y preventivo, para garantizar la inocuidad en los alimentos (Secretaría de
Salud, 1993).
En los últimos años, el sistema se ha expandido y es muy común que las compañías
exijan a sus proveedores. Hoy en día incluso, el sistema es obligatorio en varios países,
en el caso de México, para algunas industrias como la del pescado, es necesario la
implementación de este sistema (Jiménez, 1999).
El acelere por la adopción de este sistema, se debe a dos razones principales,
primero; el surgimiento desde los años sesenta de enfermedades provenientes de
alimentos contaminados con microorganismos patógenos tales como Listeria
monocytogenes, Campylobacter jejuni, Yersinia enterocolitica, Escherichia coli y Salmonella
enteritidis, y segundo; el incremento considerado de importaciones/exportaciones entre
países de materias primas e ingredientes alimenticios, lo cuál generó la preocupación
de entidades federativas por regular la producción y distribución de los alimentos para
proteger la salud de la población.
A las empresas del rubro alimenticio se les ha motivado a adoptar el Sistema
HACCP. La aceptación del HACCP en la industria alimentaria, también se debe a que
se ha probado la capacidad de asegurar la producción de alimentos inocuos,
previniendo la ocurrencia de peligros potenciales a un costo relativamente bajo
(Mortimore, 1995).
Algunas de las ventajas de implantar el Sistema HACCP en una empresa son el
aumento de la productividad, un mayor nivel sanitario de los productos alimentarios
que elaboran, contribuye a consolidar la imagen y credibilidad de la empresa frente a
los consumidores y aumenta la competitividad tanto en el mercado interno como en el
externo, facilita la comunicación de las empresas con las autoridades sanitarias dado
que se resuelven premisas básicas como el cumplimiento de las buenas prácticas
sanitarias y el control del proceso que garantice esta operación. En general se concibe
como la forma más sencilla de llegar a un punto de entendimiento entre el empresario
y las autoridades para proteger la salud del consumidor.
El Sistema HACCP se basa en Siete Principios, los cuales son aplicados al completar
del producto y su distribución, describir el uso y consumidor final del producto,
desarrollar un diagrama de flujo que describa el proceso y finalmente verificar el
diagrama de flujo.
II.1.1.
Principios
del
Sistema
HACCP
Como se mencionó anteriormente, el Sistema HACCP se basa en Siete Principios
que son los que a continuación se enlistan:
Principio 1: Análisis de peligros.
Principio 2: Determinar Puntos Críticos de Control (PCC).
Principio 3: Establecer límites críticos.
Principio 4: Establecer sistemas de vigilancia para el control
de los Puntos Críticos de Control.
Principio 5: Establecer medidas correctivas cuando la
vigilancia indica que un PCC no está controlado.
Principio 6: Establecer procedimientos de verificación para
confirmar que el Sistema HACCP funciona de manera eficaz.
Principio 7: Establecer un sistema de documentación.
Principios del
Sistema HACCP
Figura 2.1: Listado de los Siete Principios del Sistema HACCP
A continuación se da una breve descripción de cada uno de los principios
mencionados en la figura 2.1.
El Principio 1, tiene como función realizar un análisis de peligros e identificar los
controles de medición apropiados. El propósito de este principio, es desarrollar un
listado de peligros (agente biológico, químico o físico), cuya significancia sea tal, que
exista la probabilidad de que estos causen una enfermedad si no son controlados de
El Principio 2, se encarga de determinar los puntos críticos de control (PCC). Un
punto crítico de control, se define como un paso en el cual el control puede ser aplicado
y es esencial para prevenir o eliminar peligros en los alimentos, o reducirlos a niveles
aceptables.
El Principio 3, establece un límite o límites críticos. Un límite crítico es un valor
máximo o mínimo al cual un parámetro biológico, químico o físico debe ser controlado
en un PCC para prevenir, eliminar o reducir a un nivel aceptable la ocurrencia de un
peligro en la seguridad del alimento. Estos límites no se deben confundir con los
límites operacionales, los cuales se establecen por razones ajenas a la seguridad de
alimentos.
El Principio 4, establece un sistema de monitoreo o vigilancia para el control de los
PCC. El monitoreo es una secuencia de observaciones o mediciones para asegurar si un
PCC está bajo control, para producir un registro exacto para su uso futuro en la
validación.
El monitoreo tiene tres propósitos, el primero de ellos es que facilita a la
administración de la seguridad del alimento, rastrear la operación. Si el monitoreo
indica que hay una tendencia hacia la pérdida del control, entonces la acción puede ser
controlada en el proceso, antes de que una desviación de un límite crítico ocurra. El
segundo propósito se debe a que se utiliza para determinar cuándo hay una pérdida de
control y cuándo una desviación en un PCC. Cuando una desviación tenga lugar, se
debe de llevar a cabo una acción correctiva. El tercer propósito es proveer
documentación escrita, para su uso en la verificación.
Un producto inseguro, resulta si un proceso no es controlado de la manera
adecuada, debido a que esto conlleva a serias consecuencias, los procedimientos de
monitoreo deben ser efectivos. Lo ideal es que el monitoreo sea de manera continua, lo
cual es posible mediante el uso de varios tipos de métodos tanto físicos como químicos.
Para asignar al responsable de las tareas de monitoreo, se debe considerar cada
de su complejidad para monitorearlas. El personal encargado de monitorear los PCC’s,
debe ser entrenado en técnicas de monitoreo y de procedimientos a seguir cuando haya
tendencia a perder el control, entender el propósito y la importancia del monitoreo, ser
imparcial en el proceso de monitoreo y de reporte. Todos los registros y documentos
asociados con el monitoreo de los PCC’s, deben contener la fecha de realización y la
firma o iniciales de la persona que lo realizó.
Cuando no sea posible monitorear un PCC de manera continua, es necesario
establecer una frecuencia y un procedimiento de monitoreo que sea lo suficientemente
seguro como para indicar que un PCC está bajo control. Ejemplos de actividades de
monitoreo incluyen la observación visual, medición de temperatura, pH, tiempo y
nivel de humedad.
El Principio 5, establece las medidas correctivas que han de adoptarse cuando la
vigilancia indica que un determinado PCC no está controlado. Un propósito relevante
de las acciones correctivas, es prevenir que lleguen a los consumidores aquellos
alimentos que puedan contener algún peligro.
Cuando haya una desviación de un límite crítico, es necesario aplicar acciones
correctivas. Las acciones correctivas deben incluir los siguientes elementos: (a)
determinar y corregir la causa de no conformidad, (b) determinar la disposición de un
producto no conforme, (c) registrar las acciones correctivas que has sido tomadas.
El Principio 6, establece los procedimientos de verificación para confirmar que el
Sistema HACCP funciona de manera eficaz. La verificación se define como aquellas
actividades encargadas de determinar la validez del plan HACCP y de que el Sistema
es operado de acuerdo al plan.
Una cédula de verificación, generalmente incluye la actividad a realizar, la
frecuencia con la que se lleva a cabo, el responsable y la persona que se encarga de dar
El Principio 7, establece un sistema de documentación sobre todos los
procedimientos y los registros apropiados para estos principios y su aplicación.
Generalmente, los registros que debe mantener el Sistema HACCP, incluyen un
resumen del análisis de peligros que contiene la base para determinarlos y las medidas
para su control, la documentación que sustenta los registros de validación, así como
también los registros que han sido generados durante la operación del plan.
A su vez el plan HACCP contiene la descripción del producto, su distribución, su
uso y consumidor final, el diagrama de flujo verificado, los pasos en el proceso que
tiene un PCC, los peligros a los que está sujeto, sus límites críticos, su monitoreo y
acciones correctivas, sus cédulas y procedimientos de verificación, así como también
los registros de sus procedimientos.
Estos Siete Principios, han sido aceptados de manera universal por agencias de
gobierno, asociaciones comerciales y por la industria de alimentos a nivel mundial.
Para que la implementación de un Plan HACCP sea exitosa, la administración debe
estar fuertemente basada en el concepto de HACCP. La elaboración de productos
alimenticios seguros, requiere que el Sistema HACCP sea construido sobre una base de
los Programas Pre‐requisito. Cada segmento de la industria de alimentos debe
proporcionar las condiciones necesarias para proteger al alimento mientras se
encuentre bajo su control.
II.2
Programas
Pre
‐
requisito
Los Programas Pre‐requisito, son la base esencial para el desarrollo e implementación de un plan HACCP exitoso. Estos programas especifican las
condiciones ambientales básicas y de operación, que son necesarias para la producción
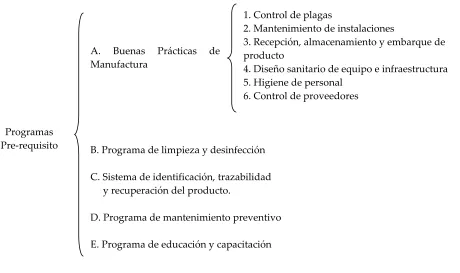
Con base al Institute of Food Technologists (IFT), comúnmente los Programas Pre‐
requisito incluyen a las Buenas prácticas de manufactura (BPM), a los Programas de
Limpieza y Desinfección, al Sistema de Identificación de Producto, Rastreo y
Recuperación del mismo, al Programa de Mantenimiento Preventivo de Equipos, al
Programa de Procedimientos Estándares de Operación (saneado, proceso y
formulación), así como también al Programa de Educación y Entrenamiento. Sin
embargo, no están limitados exclusivamente a esas actividades, tal y como se muestran
en la siguiente figura:
Programas
Pre‐requisito B. Programa de limpieza y desinfección
C. Sistema de identificación, trazabilidad
y recuperación del producto.
D. Programa de mantenimiento preventivo
E. Programa de educación y capacitación
1. Control de plagas
2. Mantenimiento de instalaciones
3. Recepción, almacenamiento y embarque de
producto
4. Diseño sanitario de equipo e infraestructura
5. Higiene de personal
6. Control de proveedores
A. Buenas Prácticas de
[image:28.595.79.539.270.543.2]Manufactura
Figura 2.2: Programas Pre‐requisito más comunes en la Industria de Alimentos
A continuación, se hará una descripción de cada una de estos programas.
II.2.1
Buenas
Prácticas
de
Manufactura
Uno de los Programas Pre‐requisito son las Buenas Prácticas de Manufactura, que
con base en el Servicio Nacional de Sanidad, Inocuidad y Calidad Agroalimentaria
(SENASICA), son un conjunto de procedimientos, condiciones y controles que se
saneamiento de personal, equipo, utensilios, instalaciones físicas y sanitarias y el
control de plagas, con el objeto de disminuir los peligros de contaminación físicos,
químicos o biológicos, en productos empacados.
Las BPM proveen condiciones ambientales y operativas básicas necesarias, para
producir alimentos inocuos. Éstas incluyen condiciones y prácticas basadas en
regulaciones y lineamientos federales, estatales y locales. Son documentadas y
regularmente auditadas, pero se dirigen de manera separada del plan HACCP.
En cuanto a las regulaciones mexicanas se cuenta con la NOM‐120‐SSA1‐1994, la
cual es aplicable a todos los establecimientos dedicados a la obtención, elaboración,
fabricación, mezclado, acondicionamiento, envasado, conservación, almacenamiento,
distribución, manipulación y transporte de alimentos y bebidas, así como de sus
materias primas y aditivos, a fin de reducir riesgos a la salud del consumidor.
Las BPM se dividen en Control de plagas, Mantenimiento de instalaciones,
Recepción, almacenamiento y embarque de producto, Diseño sanitario de equipo e
infraestructura, Higiene de personal y Control de proveedores.
II.2.1.1
Control
de
plagas
Una plaga, es un animal o planta cuya densidad de población excede un nivel
arbitrario no aceptable para la humanidad, la cual resulta en un daño económico.
De acuerdo a la NOM‐120‐SSA1‐1994, todas las áreas de la planta, deben
mantenerse libres de plagas, tales como insectos, roedores, pájaros; entre otros.
El control de plagas es aplicable a todas las áreas del establecimiento, tales como la
de recepción de materia prima, de almacén, de proceso, de almacén de producto
terminado, el área de distribución y Punto de venta, así como también en los vehículos
Las plagas pueden ingresar a la planta por medio de cajas de cartón, empaques y
materiales, así como a través de puertas y ventanas sin protección.
En relación a la industria alimentaria de productos cárnicos, las plagas conservan
siempre la posibilidad de contaminar la carne por contacto directo o indirecto. Por lo
que los programas de lucha contra las plagas forman parte integrante de la higiene de
la carne, siendo necesario tomar precauciones para que los medios utilizados en esta
lucha no sean a su vez una causa de contaminación.
Para lograr lo anterior, se deberá mantener un programa continuo y efectivo de
erradicación de las plagas que con base en el Código Internacional de Prácticas
Recomendadas de Higiene para la Carne Fresca del CODEX Alimentarius, deberá
incluir las siguientes medidas: documentación detallada del programa, control directo
del programa por un representante del director que esté debidamente capacitado para
realizar esta tarea; inspección regular de las zonas adyacentes para detectar posibles
indicios de invasión de plagas; si existen indicios de plagas, aplicación de medidas de
erradicación bajo una supervisión competente y con conocimiento del inspector.
El uso de plaguicidas solamente es aceptado, cuando no puedan utilizarse con
eficacia otros métodos de lucha. Estos plaguicidas deben ser aprobados por la
autoridad de inspección a tal efecto. También se deberá garantizar que las sustancias
químicas utilizadas en la lucha contra las plagas no contaminen el producto.
Se deberá retirar todo el producto, de las salas que vayan a ser tratadas antes de
utilizar los plaguicidas; así como también se deberá realizar un lavado cuidadoso de
todo el equipo y de los utensilios que se encuentren en las áreas que hayan sido
tratadas con plaguicidas, antes de utilizarlos de nuevo.
Por otro lado, los plaguicidas u otras sustancias tóxicas que se empleen para
combatir las plagas deberán etiquetarse con un rótulo en que se informe sobre su
armarios, los cuales tendrán que permanecer cerrados con llave, a los que cuáles sólo
podrán tener acceso el personal autorizado y debidamente capacitado que actúe de
conformidad con el programa de erradicación de las plagas.
II.2.1.2.
Mantenimiento
de
instalaciones
Considerando que las instalaciones empleadas para la comercialización de
productos alimenticios, pueden representar un peligro sanitario, estas áreas deben
reunir características que permitan conservar en óptimas condiciones el
almacenamiento de los productos.
De acuerdo con la NOM‐120‐SSA1‐1994, después del mantenimiento o reparación
del equipo se debe inspeccionar con el fin de localizar residuos de los materiales
empleados para dicho objetivo. El equipo debe estar limpio y desinfectado previo uso
en producción.
II.2.1.3.
Recepción,
almacenamiento
y
embarque
de
producto
De acuerdo con la NOM‐120‐SSA1‐1994, se deberá llevar un control de primeras
entradas y primeras salidas, a fin de evitar que se tengan productos sin rotación. En
cuanto al almacenamiento del producto, se deberá realizar sobre tarimas u otros
aditamentos a 6 pulgadas sobre el nivel del piso. Los alimentos perecederos deberán
almacenarse a temperatura y humedad controlada, cuando se trate de alimentos
refrigerados la temperatura deberá ser igual o inferior a 7 °C, mientras que para
alimentos congelados la temperatura deberá ser tal que evite la descongelación del
producto. El producto se deberá colocar de tal manera que haya espacio suficiente para
la circulación del aire frío.
II.2.1.4.
Diseño
sanitario
de
equipo
e
infraestructura
Esta práctica, dicta que el establecimiento debe ser ubicado, construido y mantenido
de acuerdo a los principios de diseño sanitarios. Para ello se deberán consultar las
regulaciones normativas que apliquen al tipo de Industria de Alimento de interés, en el
Anexo 1 se presenta un listado de estas normas.
II.2.1.5.
Higiene
de
personal
En este caso, Personal se definirá como toda persona que entre en contacto con
materias primas, ingredientes, material de empaque, producto en proceso y terminado,
equipo y utensilios.
De acuerdo a la NOM‐120‐SSA1‐1994, todo el personal que trabaje en relación
directa con productos alimenticios o en áreas de trabajo de los establecimientos, deberá
presentarse aseados, usar ropa limpia y realizarse un lavado y desinfección de manos.
En caso de ser necesario, deberá utilizar cubre bocas y protección que cubra totalmente
el cabello, la barba y el bigote.
En áreas de procesamiento y manejo de producto está prohibido fumar, mascar,
comer beber o escupir. Por otro lado, también se deberá prohibir el uso de bolígrafos,
lapiceros termómetros, sujetadores u otros objetos desprendibles tales como joyas,
adornos como anillos, aretes, relojes, etc.
Se debe evitar que personas con enfermedades contagiosas, laboren en contacto
directo con los productos, así como también se debe evitar estornudar y toser sobre el
producto.
Todo el personal que opere en áreas de producción debe entrenarse en Buenas
II.2.1.6.
Control
de
proveedores
Este programa incluye al control de peligros en las materias primas e ingredientes.
Se debe asignar para cada proveedor, de acuerdo a su desempeño, el grado
apropiado de control, y las actividades abarcadas.
Existen básicamente dos alternativas de control que son la verificación por
inspección y la verificación del sistema de calidad del proveedor. En el primer caso la
inspección se puede realizar al 100% de la mercancía del proveedor o utilizando algún
método de muestreo, en algunos casos la inspección puede ser previa a la aceptación,
en otros casos es con distribución periódica según avance y en otros a trabajo o
producto terminado.
Cuando la verificación sea dificultosa, riesgosa, o signifique una pérdida irreparable
la alternativa de control que se utiliza es la de verificación del sistema de calidad del
proveedor (gestión de la calidad, registros de inspecciones finales del proveedor, datos
de diseño, de fabricación o de realización, auditorías, capacitación del personal, etc.); es
decir, asegurarse de cómo realiza sus actividades para que sus resultados sean los
adecuados y se apeguen a los requerimientos de la empresa.
Naturalmente, todas estas actividades deberán programarse de manera adecuada.
Desde definir todas las responsabilidades involucradas, la forma de comunicar los
datos de compra, la selección de proveedores, los criterios de selección y evaluación,
las acciones consecuentes, los controles al proveedor, la retroalimentación, y los
reclamos. Lo mejor es asignar prioridades, y empezar por donde más problemas han
sido detectados, así como evaluar riesgos, consecuencias y costos involucrados.
Para el control de materia prima, los documentos y registros requeridos que los
proveedores deberán presentar son las especificaciones para materia prima, las
instrucciones para inspección de materia prima, así como los registros de monitoreo de
Todo proveedor debe entregar una carta de garantía en la que éste se ampara de que
hace entrega de su mercancía de acuerdo a las leyes donde se elabora el producto y a
lo que dicta la FDA. Esta carta debe traer un anexo con lo que el proveedor determina
los componentes e ingredientes de manera detallada que contiene su producto.
También, deberán presentar la documentación pertinente que especifique avale las
condiciones en las que se almacena el producto durante el transporte.
Para el control del proceso de manufactura, los documentos y registros requeridos al
proveedor son las especificaciones del producto y del envase y embalaje, las
instrucciones de trabajo, los parámetros de procesos definidos y los registros de
producción y calidad.
II.2.2
Programa
de
limpieza
y
desinfección
Uno de los Programas Pre‐requisito más importantes es el de limpieza y
desinfección. El término limpieza, se define como la eliminación de suciedad visible y
microscópica con ayuda de detergentes aptos para el tipo de suciedad y superficie. Por
otro lado, se entiende por desinfección al proceso aplicado a productos limpios para
destruir o reducir sustancialmente cantidades de microorganismos que implican un
peligro para la salud pública, así como otros microorganismos no deseados, sin afectar
de manera negativa la calidad o inocuidad del producto.
Una manera básica para cumplir este programa es realizar la secuencia de los 7
pasos que son: primero la preparación para limpiar, en la cual se reúne todo el
material necesario tal como utensilios, químicos de limpieza y desinfección, equipo de
protección personal para desarrollar la actividad, etc. El segundo paso es el de limpieza
física, que se refiere a quitar todos los restos de suciedad que pueden ser observables a
simple vista. En el tercer paso se realiza un primer enjuague con agua. El cuarto paso
agua, el sexto paso se hace una inspección del trabajo realizado y finalmente la séptima
etapa es la de desinfección
.
Por lo anterior, la buena higiene exige una limpieza eficaz y regular, de las
instalaciones, de los equipos y vehículos con la finalidad de eliminar la suciedad y
residuos de alimentos que puedan contener microorganismos que contaminen y
deterioren el producto final y después de cada proceso de limpieza, se debe desinfectar
con el objetivo de reducir el número de microorganismos que queden después de la
misma, a un nivel tal en que no puedan contaminar en forma nociva al producto.
Los Programas de Limpieza y Desinfección, son procedimientos que se deben llevar
a cabo para asegurar que las actividades de limpieza y desinfección, se realizaron de
manera adecuada. Este tipo de programas, son lo más relevante en HACCP ya que
describen el procedimiento para todas las actividades de limpieza e higiene y
establecen las formas para reducir los peligros de contaminación. Algunos de los
requerimientos de este tipo de programas son realizar un inventario de los locales y
utensilios del área, evaluar el tipo de suciedad y superficies a tratar; así como su nivel
de riesgo, elegir el tipo de productos, los métodos y los utensilios de aplicación,
redactar y transmitir al personal los protocolos e instrucciones para realizar estas
actividades.
Es fundamental que cada área asegure su limpieza y desinfección, por lo que se
debe llevar un control documentado que sirva de guía al personal involucrado. Esto se
obtiene mediante el registro del número de procedimiento, del nombre de la actividad
a realizar, del lugar donde se realiza esta actividad, del listado de equipo y material
necesario para ello, de la frecuencia con la que se lleva a cabo, del tiempo aproximado
de realización, del responsable y la descripción de cada paso necesario su ejecución.
El seguimiento y verificación de la ejecución de cada uno de los procedimientos
sanitarios diseñados especialmente para cada unidad de producción, aseguran el éxito