INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
MÉXICO, D.F. 2009
INGENIERO EN COMUNICACIONES Y ELECTRÓNICA
T E S I S
QUE PARA OBTENER EL TITULO DE:
P R E S E N T A :
3
OBJETIVO
Diseñar y construir el sistema de control para un generador de vapor con un quemador frontal, a
partir de los datos de diseño dados por el fabricante; que cumpla lo siguiente:
- Normas locales e internacionales
- Confiable a toda prueba
- Construcción simple con equipos de última generación
- Sistema de control utilizando un PLC
- Sistema de monitoreo y operación utilizando una computadora
- Instrumentos confiables y exactos
- Bajo costo de mantenimiento
JUSTIFICACIÓN
Actualmente existen una gran cantidad de Generadores de Vapor en toda la industria,
incluyendo desde luego la industria alimenticia, ya que podemos afirmar que dentro de una
Planta Industrial, un generador de vapor es el "motor que permite que los procesos industriales
se lleven a cabo. Sin embargo, en la actualidad, una buena cantidad de éstos, más
comúnmente conocidos como "calderas", tienen sistemas de control basados en
servomecanismos ó instrumentos obsoletos; lo cual, representa un alto riesgo para las
personas, los activos fijos de fábrica y la posibilidad de no cumplir el plan de producción. En
suma cualquier planta industrial puede llegar a pagar un altísimo costo por no contar con
sistemas de control modernos, confiables y bien construidos en sus generadores de vapor.
Los proyectos de automatización son el motor que impulsa y motiva a los directivos a invertir en
tecnología que serán usadas en sus procesos de producción para que las empresas sean
competitivas a nivel local, nacional, regional y mundial. Una de las preguntas claves en las
industrias es ¿un proyecto de automatización logrará resolver el o los problemas para los cuales
se diseñó o conseguirá incrementar las ganancias de la empresa?
La automatización Industrial es un conjunto de técnicas basadas en sistemas capaces de recibir
4
controlarlas apropiadamente con el objetivo de optimizar los recursos de producción, como los
materiales, humanos, económicos, financieros, etc. La automatización de una empresa
dependiendo del proyecto puede ser parcial o total, y se puede ajustar a procesos manuales o
semi-automáticos. La automatización de las plantas industriales es un aspecto muy importante
en el crecimiento de las empresas ya que se ven en la necesidad de:
- Incrementar la demanda del producto.
- Ofrecer productos de mejor calidad y seguridad.
- Optimizar el consumo de energía.
Una de las principales razones de automatizar es el incremento de la productividad, ello se
logra racionalizando las materias primas e insumos, reduciendo los costos operativos,
reduciendo el consumo energético, incrementando la seguridad de los procesos, optimizando el
recurso humano de la empresa y mejorando el diagnóstico, supervisión y control de calidad de
la producción.
También tomamos en cuenta que los tiempos de producción como de control o toma de datos
se reducen ya que los instrumentos digitales eliminan las tareas repetitivas de anotación de
datos y de procesamiento de los mismos, ya que todo esto es programado y ejecutado
automáticamente por los instrumentos. De este modo, el número de Operadores necesarios
para realizar estas tareas se reduce, pero hay otras tareas nuevas a realizar para utilizar al
máximo las posibilidades de los instrumentos de los sistemas modernos de control.
El proyecto de automatización toma en cuenta las estrategias y objetivos de la empresa ya que
de esto depende el éxito del proyecto. Para ello los objetivos coinciden con las estrategias
empresariales para cumplir con su misión.
Teniendo en cuenta la situación actual de la empresa se establecieron los problemas a resolver,
como por ejemplo: probabilidad de accidentes laborales, salud laboral, utilización del personal
en el proceso de naturaleza peligrosa o dañina para la salud, pérdida de calidad por falla en la
demanda de vapor, niveles altos de paros no programados por sistemas de control defectuosos,
instrumentos obsoletos, incumplimiento de las normas de calidad, contaminación ambiental en
5
El siguiente paso fue revisar detalladamente el proceso, utilizando para esto técnicas que
permitieron determinar si el problema podía ser resuelto con modificaciones pequeñas o si era
necesario llevar a cabo un proceso de automatización ó ambos.
Conocido el problema y el estado actual de la empresa se procedió a definir los objetivos que
se deben cumplir con la automatización. Estos son:
1) Automatización que asegure tener la máxima seguridad de las personas y los activos fijos
2) Cumplir los estándares de diseño reconocidos internacional y localmente.
3) Sistema de control que cumple los estándares de construcción, tipos y marcas de equipos de
control establecidos por la Cía.
Tomando en consideración lo anterior, el sistema de control debe cumplir las bases de diseño:
- Cambiar completamente el sistema de automatización de la calderas por tiempo de uso
e instrumentos y equipos de control obsoletos
- El sistema de control debe cumplir las recomendaciones de NFPA 8501 para maximizar
la seguridad de las personas y los activos
Para cumplir con los estándares de control de procesos de la Cía. se debe utilizar como
hardware un controlador lógico programable (PLC) y una computadora de construcción especial
como sistema de visualización y operación (HMI) con comunicación Ethernet
También se debió incluir los repuestos para el tiempo de vida útil del sistema, así como también
entrenamiento, mantenimiento, apoyo técnico, manuales y toda documentación en el idioma
oficial, licencias, convenios de actualización de software, etc.
En el desarrollo del proyecto se comprobarían el estado de las tuberías de los sistemas de
alimentación a los instrumentos, el estado del cableado, el de los instrumentos en general, los
6
Es importante indicar que la decisión de cambiar todo el sistema de control obedece a que en la
mayoría de los casos siempre es más económico utilizar instrumentos nuevos que reparar uno
antiguo (a no ser que esté instalado en lugares poco importantes de la planta). El mal
funcionamiento de un instrumento antiguo ubicado en una parte importante del proceso, da
origen a paros del proceso o a la fabricación bajo condiciones de servicio que incumplen las
normas de calidad o las especificaciones del producto. Por lo que las pérdidas ocasionadas
superan con creces el valor del nuevo instrumento, además hay que considerar el costo por
mantenimiento del instrumento antiguo.
La lista de algunos ahorros que se producen al ejecutar el proyecto de automatización son:
Seguridad: ahorros económicos en seguros de vida y de las instalaciones, hospitalización y
accidentes, indemnizaciones a familiares, costos de representación legal, multas provenientes
de organismos reguladores de la actividad laboral, tiempo fuera de servicio de los equipos al
producirse un accidente, reemplazo o reparación de equipos afectados.
Calidad: ahorros económicos por evitar la reparación de piezas, reducción de la frecuencia de
los servicios de mantenimiento, disminución de la devolución de artículos por parte del
consumidor, aumento de la demanda por parte de clientes nacionales y/o internacionales
debido a la continuidad en el cumplimiento de las especificaciones, ingreso a nuevos mercados
y aumento de la demanda al obtener una certificación por parte de un organismo supervisor de
calidad.
10
Desechos: ahorros estimados en disminución del almacenamiento de productos de desecho,
utilización más eficiente de la materia prima y de la energía, disminución en los costos
involucrados en la eliminación o transporte de los desperdicios.
Ambiente: ahorros económicos en disminución de la generación de desechos tóxicos, efectos
7
contaminación del ambiente, disminución de gastos de representación legal en el caso de
violación de regulaciones ambientales, disminución de gastos médicos e indemnizaciones a las
personas (internas o externas a la empresa) afectadas por la contaminación generada por la
industria.
Laboral: ahorros estimados en: sueldos y salarios del personal asociado al proceso a
automatizar, promociones, seguro social, prestaciones, pensiones, bonos, tiempo extra y otros
ingresos del personal, paro de la producción, daño de equipos, tiempo de respuesta, y otros
originadas por errores humanos.
Energía: ahorros económicos por disminución o uso más eficiente de la energía (eléctrica ó
provenientes de combustibles), disminución de los costos al utilizar una fuente alterna de
8
INTRODUCCIÓN
La mayoría de las industrias modernas de manufactura requieren vapor para una gran variedad
de usos; tales como: pasteurización, evaporación, secado, esterilización, generación eléctrica,
etc.
Muchos miles de generadores de vapor o, más comúnmente conocidos como calderas están
instalados en la industria suministrando vapor de baja presión y temperatura. En una planta
industrial, la dependencia de un sistema de generación de vapor es crítica. La mayoría de las
operaciones industriales tienen dos o más calderas. Si el flujo de vapor se interrumpe, el
cumplimiento del programa de producción se impactará seriamente.
Los instrumentos y sistemas de control son esenciales en todas las instalaciones de generación
de vapor para promover la seguridad, operación confiable y económica en estas instalaciones.
Los rangos de aplicación de los sistemas de control van desde dispositivos simples operados
manualmente hasta sistemas de control completos y sofisticados del generador de vapor y sus
equipos auxiliares.
Los sistemas de control de un generador de vapor son de diferentes tipos y cada uno sirve para
ejecutar una de las diferentes funciones requeridas. En el pasado, la práctica aceptada con
frecuencia ha sido identificar esas funciones, como sistemas separados e independientes y
frecuentemente los fabricantes de las calderas las aplican de esa manera. Actualmente, los
sistemas de control de un generador de vapor, en la mayoría de los casos esta incluido como
un paquete con requerimientos de demanda aplicados simultáneamente a la caldera y sus
equipos auxiliares, esto minimiza el número de interacciones complejas entre dos subsistemas.
En general la mayoría de los sistemas de control de las calderas conservan su sistema de
control original; el cual, estaba construido para ser de alguno de los siguientes tipos:
1) Sistema de control neumático: Los generadores de vapor más antiguos integraban un
9
utilizaban señales de control de 3 a 15 psig. Interconectados entre si para abrir o cerrar
el mecanismo de las válvulas de control de flujo del combustible y las compuertas en la
succión del ventilador de tiro forzado para controlar el flujo de aire de combustión. El
sistema de encendido se construye con un conjunto de relevadores electromecánicos
interconectados eléctricamente entre si para realizar la secuencia de encendido de la
caldera en todas sus etapas: purga, encendido de piloto y encendido de quemador de
una manera que se conoce como “manual supervisada” porque el Operador oprime
botones para realizar toda la secuencia.
2) Sistema de control mecánico: Para el sistema de control de combustión utiliza un
actuador rotatorio eléctrico ó neumático, conectado a un eje al que están unidos
simultáneamente a los eslabonamientos de los “brazos” mecánicos que mueven para
abrir o cerrar el mecanismo de las válvulas de control de flujo del combustible; al igual
que los mecanismos que mueven las compuertas instaladas en la succión del ventilador
de tiro forzado para controlar el flujo de aire de combustión al interior del generador de
vapor. El sistema de encendido utiliza un dispositivo electromecánico de levas; el cual,
es movido por un motor sincrono que gira hasta 360° según se vayan cumpliendo
condiciones y tiempos desde hacer la purga, el encendido del piloto, el encendido del
quemador y hasta la post-purga.
3) El sistema de control eléctrico: Los generadores de vapor de construcción más reciente,
el sistema de control de combustión y nivel del domo, utilizan controladores electrónico
tipo “stand-alone” configurados como estaciones de control e interconectados
eléctricamente para hacer la función de control arriba descritas. Para el sistema de
protección y encendido se utiliza un controlador también electrónico; el cual se conecta
eléctricamente y funciona de manera muy similar al dispositivo electromecánico también
arriba descrito.
En los avances de la tecnología destaca por mucho el avance de los sistemas electrónicos
basado en que el desarrollo de los dispositivos nuevos, no solamente son más pequeños y
10
electrónicos sean obsoletos y caros en pocos años de uso. Lo anterior, hace que la
actualización de los sistemas de control de los generadores de vapor sea indispensable debido
principalmente a:
- Componentes obsoletos con los que se construyeron originalmente
- Alta dependencia del uso de vapor en los procesos productivos
- Confiabilidad en la generación de vapor necesaria para cumplir programas de producción
- Cumplir con la seguridad en el funcionamiento de los equipos de combustión
11
PLANTEAMIENTO DEL PROBLEMA
En términos generales, un generador de vapor tiene una durabilidad que se extiende a varias
decenas de años; por lo cual, los sistemas de control de éstos originalmente se diseñaron y
construyeron con dispositivos que a esta fecha están obsoletos y ya no existen partes de
repuesto; tales como instrumentos 100% mecánicos, neumáticos ó electrónicos de primera
generación; con gabinetes de control que contienen varias decenas de relevadores de control,
interconectados eléctricamente para realizar las funciones de control del sistema de protección
y encendido. Hace varias decenas de años, los generadores de vapor integraban los sistemas
de control con dispositivos neumáticos; los cuales, en la actualidad casi ya no se fabrican por
los altos costos de producción (comparativamente con los electrónicos), esto los hace ser muy
caros, por la baja cantidad de fabricación y altos costos de la mano de obra, y en consecuencia
poco disponibles. En el caso de los relevadores de control, comparativamente con un
Controlador Lógico Programable (PLC), ocupan mucho espacio, consumen mucha energía
eléctrica, requieren más tiempo de mantenimiento y presentan poca versatilidad para realizar
adiciones o modificaciones.
En la conversión de agua desde su fase liquida a vapor (su fase de vapor), se adiciona calor
para incrementar la temperatura de agua hasta la temperatura de ebullición. Este calor que
incrementa la temperatura del agua es conocido como calor sensible. La temperatura del punto
de ebullición se le conoce también como temperatura de saturación del vapor que se está
produciendo. El calor que se adiciona en la conversión de fase liquida a vapor a temperatura
constante se llama calor latente de vaporación. El vapor obtenido de una evaporación completa
que no es recalentado por arriba de la temperatura de saturación se llama vapor saturado
“seco”. El vapor que no es completamente vaporizado se llama vapor “húmedo”.
Para una aplicación apropiada del control, es necesario entender los objetivos del sistema de
control. En el caso de los generadores de vapor son tres los objetivos básicos:
12
2. Operación al menor costo de combustible y demás suministros, con niveles altos de
seguridad para máxima durabilidad.
3. Puesta en marcha, apagado y operación de visualización seguros, detección de
condiciones inseguras, y toma de acciones apropiadas para la operación segura todo el
tiempo
El sistema de control de un generador de vapor es aquel que incluye los procedimientos de
puesta en marcha y paro, así como el sistema de seguridad y la operación continua de la
caldera. En el desarrollo del sistema de control de una caldera, las acciones de modulación
continua del control se ejecutan con equipos analógicos. Los procedimientos de puesta en
marcha y paro; así como el sistema de seguridad de la caldera son acciones digitales y como
tal; incluye equipos digitales.
En nuestro caso, para el desarrollo de este trabajo la referencia para el desarrollo del sistema
de control completo es para un generador de vapor instalado en la fabrica de formulas
infantiles. Por lo anterior, es indispensable tomar en cuenta la información recopilada en el
lugar, de las características de éste y de la caldera; cuyos datos a continuación se enlistan:
Localización: ...Ocotlán Jalisco
Altura sobre el nivel del mar:...1220 metros
Generador de vapor tipo...Tubos de agua
Capacidad de generación...20,000 kg/h vapor saturado
Fabricante...Babcock & Wilcox de México
Superficie de calefacción...335 m²
Presión de diseño...17.6 kg/cm²
Modelo del generador de vapor...DS 10/57 IZQ.
Año de fabricación... 1989
Fabricada en...México bajo licencia de Babcock & Wilcox LTD
Cantidad de quemadores...1
13
Combustible utilizado... combustoleo
Atomización de combustible...vapor saturado
Presión de operación...12 kg/cm
Temperatura del vapor...saturado
Combustible para encendido... gas LP
Generación de vapor promedio...9.5 ton. /h
Hogar tipo...presurizado
Presión de hogar de diseño...250 mm C.A.
El sistema de control incluido en el generador de vapor era equivalente a la descripción en el
inciso 3 del Capitulo 1; es decir, como se puede ver en las imágenes siguientes; incluía un
sistema de control de combustión y nivel en domo utilizando controladores electrónicos tipo
stand-alone de la marca Bailey Controls modelo CLC; los cuales, al igual que los transmisores,
dejaron de fabricarse desde hace diez años debido a que este fabricante fue comprado por la
marca ABB, que por decisión estratégica dejó de fabricar estos productos algunos años mas
tarde de la compra. Por otra parte, el sistema de protección y encendido se construyó en base a
un controlador también electrónico de la marca Fireye; el cual, realiza una secuencia de
encendido y protección del generador de vapor tipo manual supervisada con luces piloto y
botones del Operador, en concordancia con las recomendaciones de NFPA 85, e incluía un
sistema de detección de flama tipo Infrarrojo (IR) adecuado para ver la radiación infrarroja de la
flama del quemado de combustoleo, pero sin auto-chequeo de éste dispositivo; lo cual,
14
Fig. 2.1 Tablero de control de la caldera con instrumentos electrónicos
En lo que respecta al sistema de registro de operación el sistema de monitoreo estaba
construido en base a la utilización de registradores de tres plumas tipo electrónico; los cuales
graficaban sobre un rollo de papel con graduaciones en unidades de ingeniería de una de las
variables ó en porcentaje (0 a 100 %) dando información parcial de las mediciones reales por
no mostrar unidades de ingeniería. Finalmente, el sistema de alarmas era un dispositivo
también electrónico construido independiente de cualquier otro sistema de tal forma que en
caso de presentarse una condición de alarma, esta se mostraba al operador por el destello de
una lámpara de tras de la leyenda de la alarma, con el defecto de que podían presentarse
varias de forma simultanea pero sin un sistema que dejara conocer al Operador, acerca de cual
se había presentado primero; lo cual serviría para corregir mas rápido la falla presentada.
15
Fig. 2.2 Tuberías de suministro y retorno de combustible a quemador con instrumentos
16
Fig. 2.4 Válvula de control de flujo de agua
[image:16.612.206.433.55.352.2]
17
Fig. 2.6 Domo superior de caldera con instrumentos: columna de nivel, indicador visual de nivel, interruptor por muy bajo nivel y válvulas de seguridad
Adicional a la obsolescencia de los instrumentos del sistema de control y de protección y encendido, los problemas a resolver son los que a continuación se enlistan:
- Sistema de alarmas con detección de primera alarma.
- Detección de flama con auto-chequeo.
- Mediciones y lecturas en unidades de ingeniería.
- Diseño que permita detectar con rapidez anomalías en los sistemas de control.
- Instalación para asegurar confiabilidad y bajo costo de mantenimiento.
- Información que muestre la eficiencia de generación de vapor.
- Diseño de control que permita integrarse a la red de control de procesos.
18
3. MARCO TEÓRICO
3.1 Generadores de vapor
En esencia, un generador de vapor es un contenedor dentro del cual se puede alimentar agua
y, por la aplicación de calor, se evapora continuamente como vapor. Los primeros diseños de
calderas fueron un simple contenedor con una tubería de alimentación y otra de salida de
vapor, montadas sobre un soporte. El combustible era quemado de tal forma que el calor era
dirigido hacia la parte inferior de la superficie del contenedor y la mayoría de esta superficie
quedaba fuera del flujo de gases calientes.
Los diseñadores aprendieron que calentando un único depósito de agua era completamente
ineficiente, que era necesario llevar más de esta agua dentro de un contacto cerrado con el
calor. Una de las maneras para hacer esto es dirigir los productos calientes de la combustión a
través de tubos en el interior de un Generador de vapor. Tales diseños son llamados de "tubos
de humo" que no solamente incrementan la superficie de calentamiento al agua sino que
también tienden a distribuir más uniformemente la formación de vapor a través de la masa de
agua.
En contraste a la idea de "tubos de humo", los diseños de generadores de vapor del tipo "tubos
de agua" que se caracterizan por uno o más domos relativamente pequeños con una gran
cantidad de tubos a través de los cuales circula la mezcla agua-vapor. Esta subdivisión de
partes de presión hace posible tener grandes capacidades y altas presiones de operación.
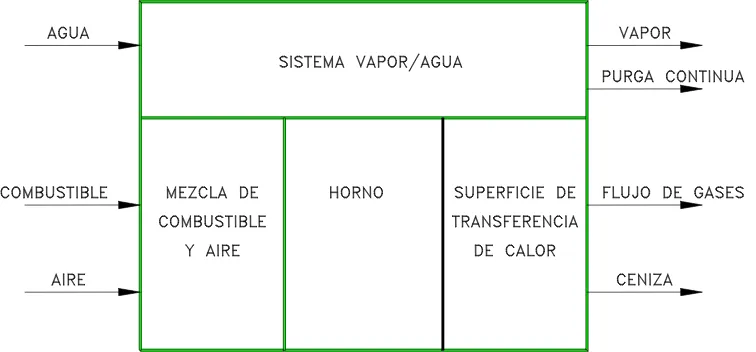
Un diagrama básico de un Generador de vapor se muestra en la Figura 3.1. Este diagrama
muestra que una "Caldera" incluye dos sistemas separados. El primero es un sistema es el
sistema agua-vapor. El otro sistema es el sistema combustible-aire-gases de combustión; el
cual provee el calor que transforma el agua. La entrada a este sistema es combustible y el aire
necesario para quemar el combustible.
En este sistema el aire y el combustible son mezclados y quemados en el horno de la "Caldera".
El resultado de la combustión convierte la energía química del combustible a energía térmica o
calor. El horno usualmente está formado por una superficie de transferencia de calor construida
19
de la flama y la transfieren al sistema agua-vapor. Los gases resultantes de la combustión, se
enfrían por la transferencia de su calor por las que son conocidas las superficies de
transferencia de calor radiante. Los gases salen del horno y pasan a través de superficies de
calentamiento que están en forma de tubos circulantes de agua-vapor. En estas superficies la
flama no se puede ver y el calor se transfiere por convección. También en esta área, conocida
como superficie de calentamiento por convección, cantidades adicionales de calor se
transfieren a las paredes de tubos de agua de la caldera. Esta transferencia de calor enfría más
los gases de combustión que salen de la caldera.
El proceso de adicionar calor para convertir agua en vapor tiene una constante de tiempo que
depende de características específicas de la instalación. Los factores que afectan esta
constante de tiempo incluye el sistema de almacenamiento de calor, los coeficientes de
transferencia de calor en diferentes partes del sistema, las masas de metal y refractario y su
configuración, y varios otros factores. Para el propósito del control, esto es una referencia para
[image:19.612.73.451.418.594.2]entender que la constante de tiempo completa es del orden de minutos.
Fig. 3.1. Diagrama Básico de bloques del generador de vapor
Los generadores de vapor tipo “tubos de agua” son los más comunes en la industria y como su
nombre lo indica, el agua circula dentro de los tubos de la Caldera. Estos tubos están siempre
20
inferior es reemplazado por un cabezal de tubos. El domo superior, llamado domo de vapor, se
mantiene aproximadamente a la mitad lleno de agua. El domo inferior está completamente lleno
con agua y es el punto bajo de la caldera.
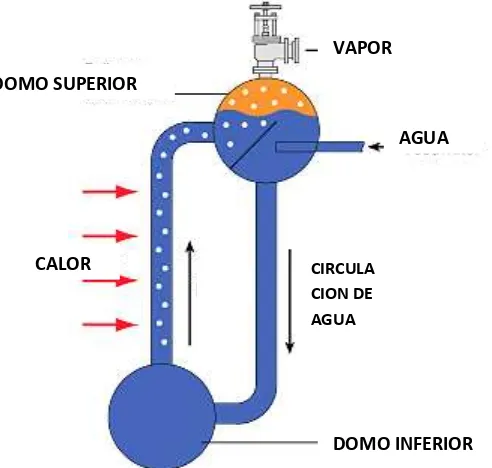
En una caldera de "tubos de agua" calentando los tubos "subientes" con gases producto de la
combustión el agua tiende a circular y el vapor a permanecer en el domo de vapor. Este
principio se muestra en la Figura 3.2. Particularmente este tipo de generador de vapor no se
[image:20.612.165.411.232.466.2]había construido hasta los años 50's pero ahora muchas están en servicio.
Fig. 3. 2. Circulación en los tubos de agua
Debido a que las calderas de tubos de agua pueden ser diseñadas fácilmente para
grandes o pequeños volúmenes de hornos usando la misma superficie de calentamiento por
convección, las calderas de tubos de agua son particularmente útiles para quemar combustibles
sólidos. También son aplicables para grandes tamaños y presiones desde 4 hasta 400 Bar.
Actualmente el tamaño mínimo disponible de calderas industriales de tubos de agua es de
aproximadamente de 100 a 1000 kg/hr de vapor-equivalente a 600 o 750 BoHP (caballos fuerza
caldera). Muchas calderas de tubos de agua que están operando actualmente son de tamaños
entre 250 y 300 BoHP.
VAPOR
DOMO SUPERIOR
AGUA
CALOR CIRCULA
CION DE AGUA
21
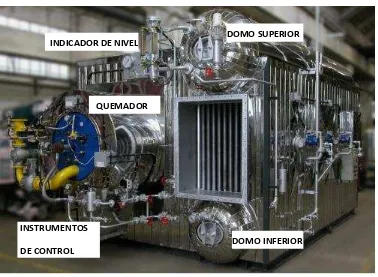
Un típico generador de vapor industrial de tubos de agua para quemar gas y combustible
líquido es una caldera paquete (ensamblada en fábrica) se muestra en la Figura 3. Tales
calderas, generalmente tienen un solo quemador con una generación de vapor de hasta
aproximadamente 56,000 kg/hr pero están disponibles en tamaños hasta de aproximadamente
115,000 kg/hr con uno o mas quemadores.
[image:21.612.114.492.195.472.2]Fig. 3.3 Caldera de tubos de agua.
3.2 Fundamentos de control automático
El elemento mas fundamental de cualquier sistema de control automático es el lazo de control
cerrado. El concepto de control retroalimentado no es nuevo; la primera vez que se aplicó este
control fue en 1774 por James Watt para controlar la velocidad en una antigua máquina de
vapor. Aunque los lazos de control se desarrollaron lentamente, el primer sistema de
transmisión neumático no llego a ser muy conocido hasta los anos 40's. En los años más
recientes ha habido un extenso estudio y desarrollo en la teoría y aplicación de los lazos de
control cerrados. Ahora mismo, la aplicación de los lazos de control cerrados es un elemento
DOMO SUPERIOR
DOMO INFERIOR QUEMADOR
INSTRUMENTOS
DE CONTROL
22
esencial en la prosperidad y fabricación económica virtualmente en cada producto industrial
desde el acero hasta la comida de un desayuno. Este lazo de control cerrado que es tan
importante para la industria esta basado en algunos principios muy simples y fáciles de
entender. Esta sección trata de este lazo de control, sus elementos básicos, y el principio
básico de su aplicación.
3.2.1 Funciones del Control Automático
La idea básica del lazo de control cerrado es más fácil de entender si imaginamos que
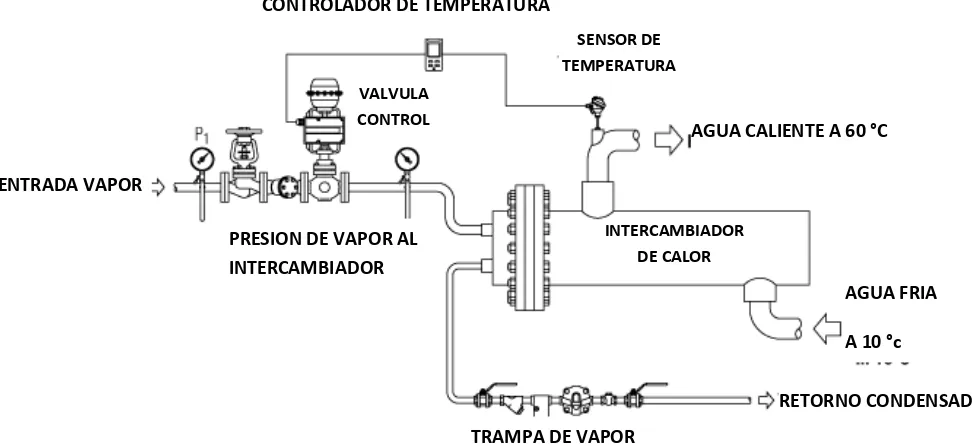
un Operador debería hacerlo como si el control automático no existiera. La Figura 4 muestra
una aplicación común del control automático encontrada en muchas plantas industriales, un
intercambiador de calor el cual usa vapor para calentar agua fría. En operación manual, la
cantidad de vapor que entra al intercambiador de calor depende de la presión de aire a la
válvula la cual se fija en el regulador manual. Para controlar la temperatura manualmente, el
operador desearía ver la temperatura indicada, y por comparación de esta con la temperatura
deseada el abrirá o cerrara la válvula para admitir mas o menos vapor. Cuando la temperatura
haya llegado al valor deseado, el operador simplemente mantendrá la salida de la válvula para
mantener la temperatura constante. Bajo control automático, el controlador de temperatura
ejecutará la misma función. La señal de medición al controlador desde el transmisor de
temperatura está continuamente comparándose a la señal de punto de ajuste prefijada en el
controlador. Basado en una comparación de señales, el controlador automático puede decir
cuando la señal de medición está por arriba o por abajo del punto de ajuste y mueve la válvula
23
Figura 3.4. Intercambiador de Calor
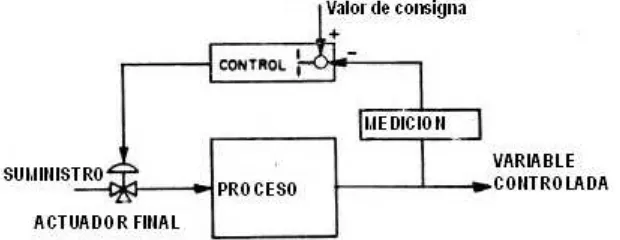
3.2.2 Lazo cerrado de control
Este lazo de control sencillo con retroalimentación sirve para ilustrar los cuatro componentes
principales de cualquier lazo cerrado de control (Figura 3.5).
Figura 3.5. Control de temperatura
PRESION DE VAPOR AL
INTERCAMBIADOR
AGUA CALIENTE A 60 °C
AGUA FRIA
A 10 °c
TRAMPA DE VAPOR ENTRADA VAPOR
RETORNO CONDENSADOS
VALVULA CONTROL
INTERCAMBIADOR DE CALOR SENSOR DE TEMPERATURA
[image:23.612.50.536.463.686.2]24
La medición: La medición sirve para indicar el valor de la variable controlada del lazo de
control. Las mediciones más comunes usadas en la industria son el flujo, la presión, el nivel, la
temperatura y mediciones de análisis tales como el pH, el ORP y muchas otras particulares a
industrias específicas.
El actuador final: Para todo proceso debe existir un actuador final de control, el cual regula el
suministro de energía o material al proceso y cambia la señal de medición. En la mayoría de las
veces, es algún tipo de válvula de control, pero también puede ser un alimentador o motor con
control de velocidad, compuerta con control de posición etc.
El proceso: Las clases de procesos encontrados en las plantas industriales son tan diversos
como los materiales que ellas producen. Estos pueden variar desde el simple y ordinario, tales
como lazos de control de relación de flujo, hasta los muy grandes y complejos tales como
columnas de destilación en la industria petroquímica.
3.3.3 El Controlador Automático
El último elemento del lazo es el controlador automático. Su trabajo es el control de la
medición. El "control" significa mantener la medición dentro de limites aceptables. En este
trabajo, los mecanismos dentro de un controlador automático no serán considerados. De este
modo, los principios a ser discutidos pueden ser aplicados igualmente bien a ambos
controladores electrónicos o neumáticos y para los controladores de cualquier fabricante. Todos
los controladores automáticos utilizan la misma respuesta general, también los mecanismos
internos y las definiciones dadas para estas respuestas pueden ser ligeramente diferentes de
un fabricante a otro.
Un concepto básico es, que para que exista el control automático con retroalimentación, el
lazo de control debe ser cerrado. Esto significa que la información debe ser continuamente
pasada a través del lazo. El controlador debe ser capaz de mover la válvula, la válvula debe ser
capaz de afectar la medición, y la señal de medición debe ser reportada al controlador. Si esta
25
lazo es abierto, como por ejemplo, cuando el controlador automático se pone en modo manual,
la salida de control automática no será capaz de mover la válvula. De esta forma las señales del
controlador en respuesta a condiciones de cambio en la medición no afectarán la válvula y el
[image:25.612.166.476.177.297.2]control automático no existe
26
4. SOLUCIÓN PROPUESTA
4.1 Introducción
Los sistemas de control de un Generador de vapor son multivariables con los lazos de control de combustible, aire de combustión, agua de alimentación interactuando con los demás
sistemas. Éstos pueden ser comprendidos fácilmente si se tienen conocimientos básicos de
lazos de control y sus requerimientos de aplicación.
Todos los generadores de vapor instalados en las fabricas del grupo Nestlé México en su gran
mayoría son tipo “tubos de agua”, utilizan un quemador capaz de quemar combustoleo como
combustible principal y diesel como combustible para iniciar la marcha después de un paro
prolongado de la producción; y existen algunos otros que en lugar de combustoleo queman gas
natural y no requieren quemar diesel.
En la primera fase del proyecto, con el primer objetivo de estandarizar los sistemas de control
de todas las calderas del grupo; se decidió por tener una arquitectura de control similar a la de
los sistemas de control de proceso; los cuales, tienen como base la utilización de los
controladores lógicos programables, más comúnmente conocidos como PLC’s; en los cuales,
se programan las secuencias de los sistemas de control analógicos y lógicos. Los PLC’s
utilizados en Nestlé México son marca Allen Bradley. Como Interfase para Operación y
Visualización del Operador (HMI), se utilizan computadoras de construcción mas robusta; las
cuales, son en esencia computadoras de escritorio con hardware más robusto, para ejecutar las
aplicaciones de control configuradas a través de “pantallas”, en un software marca GE llamado
comercialmente Cimplicity; el cual, también es estándar en las aplicaciones de control de
procesos de Nestlé México.
Por tamaño de las calderas y con el objetivo de lograr tener la mayor seguridad, eficiencia y
controlabilidad del proceso de generación de vapor, se decidió utilizar los siguientes sistemas
de control:
1. Sistema de control de demanda de vapor común a todas las calderas.
2. Sistema de control de combustión del tipo “limites cruzados”,
27
4. Sistema de control de presión diferencial de vapor para atomización, y
5. Sistema de Protección y Encendido basado en recomendaciones NFPA 8501
En esta etapa del diseño fue indispensable conocer a detalle las especificaciones de la unidad a
controlar, para lo cual se elabora como parte del procedimiento de diseño, el llenado del
cuestionario, tanto de la caldera como de los equipos auxiliares usados para su operación. De
estos datos se desprenderá la solución técnica específica para hacer la selección correcta de
los instrumentos, desde los elementos primarios de medición, los transmisores, elementos
finales de control y equipos complementarios.
También, del conocimiento de los datos del fabricante de la caldera, así como las partes de que
se compone, nos dará una idea exacta del número y tipo de variables a controlar, y por ende el
número de lazos de control a implementar y el equipo a seleccionar.
La selección de los instrumentos estará supeditada a factores tales como: cumplimiento de
normas locales e internacionales, marcas estándares de fábrica y sobre todo el que existan
instrumentos y equipos diseñados para éste fin.
4.2 Parámetros de Diseño
LUGAR DE INSTALACIÓN: _______Ocotlán, Jal.____
AGUA DE ALIMENTACION (100% DE CARGA)
CONSUMO DE AGUA:_________________20_____m³/h __20,000___Kg./Hr
TEMPERATURA AGUA ALIMENTACION:_______96_____°C.
CAIDAS DE PRESIÓN EN VALVULAS DE NO RETORNO DE AGUA:___0.15__Bar
DISTANCIA ENTRE TOMAS DEL DOMO:____600__mm
CANTIDAD DE ELECTRODOS EN COLUMNA DE AGUA: ____4___
DISTANCIA DE TOMA INFERIOR A NIVEL NORMAL:______250__mm
PRESIÓN DESC. BOMBA AGUA AL 100%:____20__Bar
28
PRESIÓN AGUA ENTRADA MEDIDOR FLUJO:__15_ Bar
DIAMETRO/CEDULA DE TUBERIA:____2" cédula 40_____________
QUEMADORES
TIPO DE QUEMADOR(ES): __frontal____
NUMERO DE QUEMADORES:_UNO _______________________
MARCA Y MODELO DE QUEMADOR:____Babcock&Wilcox__________
COMBUSTIBLE(S): COMBUSTOLEO_X_ DIESEL_X_ BIOGAS ___
PRESIÓN EN QUEMADOR:____8.5___Bar___2__Bar. (bajo fuego)
PRESIÓN EN CABEZAL:________11__Bar___2__Bar. (bajo fuego)
TEMPERATURA DE COMBUST.:_120_°C
VISCOCIDAD:__100 a 200___ SSU _0.0125__ CP
FLUJO DE COMBUSTIBLE:___1,660__kg/h
DIAM./CEDULA TUBERIA:_1" cédula 40__
ATOMIZACION
ATOMIZACION POR:____vapor al combustoleo y aire comprimido al diesel
CONSUMO DE VAPOR:____249______Kg/h
CONSUMO DE AIRE:_______26______Kg/h
TEMPERATURA VAPOR:___170____ °C.
TEMPERATURA AIRE:______27____ °C.
DIAM./CED. TUBERIA VAPOR:___1" cédula 40____
DIAM./CED. TUBERIA AIRE:____1/2" cédula 40______
PILOTOS
CANTIDAD DE PILOTOS:______________UNO_____________
MARCA Y MODELO DE PILOTOS:______ Babcock&Wilcox __
COMBUSTIBLE:______________gas L.P_
PRESIÓN REQUERIDA:______350_____mBar
29
PRESIONES A 100% CARGA
PRESIÓN AIRE SALIDA V.T.F.__________210___mm C.A.
PRESIÓN EN CAJA DE AIRE___________170____mm C.A.
PRESIÓN EN HOGAR:__________________89___mm C.A.
PRESIÓN GASES SALIDA CALDERA:______45___mm C.A.
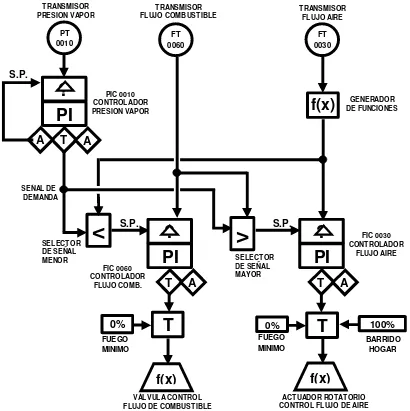
4.3 Control de Combustión
El sistema de control de límites cruzados es el sistema de control que ofrece una mayor
seguridad debido a que impide una mezcla rica en combustible en el "hogar" de la Caldera. Este
tipo de control se especifica normalmente en la actualidad sin importar el tamaño y tipo de la
Caldera y la clase del combustible que vaya a ser quemado.
Como se muestra en la Figura 6, el controlador maestro de presión PIC-10 genera la
señal de demanda de la relación de quemado de combustible, a los selectores de señal mayor y
menor (HSS-30 y LSS-60). La función de control de estos selectores de señal es llamada
"límites cruzados aire-combustible". El selector de señal mayor también recibe la señal de flujo
de combustible como una entrada, y su salida es el "punto de ajuste" remoto del controlador de
flujo de aire FIC-30. El selector de señal menor también recibe la señal de flujo de aire como
una entrada, y su salida es el punto de ajuste para el controlador de flujo de combustible
FIC-60. Cuando la señal de demanda de la relación de quemado se incrementa, el selector de señal
mayor proporciona el punto de ajuste remoto al controlador de flujo de aire FIC-30, y el selector
de señal menor bloquea la señal de demanda de la relación de quemado al controlador de flujo
de combustible FIC-60. Entonces el flujo de aire inmediatamente empieza a incrementarse
según se incremente la señal de demanda de la relación de quemado. El selector de señal
menor permite el paso de la señal de flujo de aire incrementándose como punto de ajuste del
controlador de flujo de combustible FIC-60. De esta forma el flujo de aire se incrementa antes
de que el flujo de combustible se incremente.
Cuando la señal de demanda del quemado de combustible disminuye, el selector de señal
30
de señal mayor bloquea la señal de demanda al controlador de flujo de aire. El flujo de
combustible inmediatamente empieza a disminuir siguiendo el decremento en el valor de la
señal de demanda. El selector de señal mayor permite el paso de la señal de flujo de
combustible que esta disminuyendo, como el punto de ajuste del controlador de flujo de aire
para disminuir el flujo de aire. De esta forma, también disminuye el flujo de combustible antes
de que el flujo de aire disminuya.
Si un mal funcionamiento causa un decremento en el flujo de aire, el selector de señal
menor permite el paso de la señal de flujo de aire al controlador de flujo de combustible. El flujo
de combustible disminuirá en proporción al flujo de aire sin importar la demanda de vapor del
sistema; esta disminución evitará tener una mezcla rica en combustible en el "hogar" de la
caldera.
En este sistema de control, el flujo de aire siempre se incrementa antes que el flujo de
combustible lo haga, y el flujo de combustible siempre disminuirá antes que el flujo de aire.
El sistema de control de combustión incluye a las estaciones automático/manual y de control
PIC-10 (llamado control maestro de presión), que genera la señal demanda. El controlador
FIC-30, permite tener el control del flujo de aire y el controlador FIC-60 se encarga del control del
flujo de combustible y manipulación de la posición de la válvula de control de combustible.
La indicación de la variable de proceso en la estación FIC-60 corresponde a la señal de
medición del flujo de combustoleo. Esta señal de la variable de proceso corresponde a una
indicación relacionada con la cantidad de calor (BTU/HR) que se quemará en el interior de la
31
Figura 4.1. Diagrama del Sistema de Control de Combustión
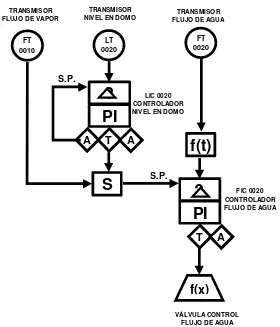
4.4 Control de Agua de Alimentación
El sistema de control de agua de alimentación es del tipo de tres elementos; el cual se usa en
Generadores de vapor que tienen grandes y rápidos cambios de "carga", para mantener el nivel
en el domo de vapor en los mismos. El sistema de control de tres elementos, mostrado en la
Figura 8, mantiene la entrada de agua igual a la salida de vapor, y usa el nivel del domo, el flujo
de vapor y el flujo de agua de alimentación como variables de proceso para controlar y
mantener el nivel de agua en el domo de vapor. PT 0010
?
PI
T A Af(x)
S.P.f(x)
ACTUADOR ROTATORIO CONTROL FLUJO DE AIRE PIC 0010 CONTROLADOR PRESION VAPOR FIC 0060 CONTROLADOR FLUJO COMB. TRANSMISOR PRESION VAPORf(x)
VÁLVULA CONTROL FLUJO DE COMBUSTIBLE SEÑAL DE DEMANDA FIC 0030 CONTROLADOR FLUJO AIRE FT 0060 TRANSMISOR FLUJO COMBUSTIBLE?
PI
T A<
>
?
32
La señal de flujo de vapor, representa la demanda de flujo de agua, y se suma a la señal del
nivel del domo y la salida de este sumador es la señal de demanda total del flujo de agua de
alimentación para el controlador FIC-20. Este controlador compara la señal de variable del flujo
de agua de alimentación con la señal de demanda total de agua y proporciona una acción
correctiva para la posición de la válvula de control de flujo de agua de alimentación.
En este caso el controlador de flujo de agua de alimentación FIC-20, desplegará de forma
gráfica, en la "barra" iluminada de la variable de proceso la señal de flujo de agua de
alimentación, en la "barra" del punto de ajuste (setpoint) se mostrará la señal de demanda (flujo
de vapor mas corrección por nivel del domo), y en la "barra" de salida se indicará la señal de
salida de control a la válvula FCV-20, la cual podrá ser manipulada por el Operador siempre y
cuando el controlador FIC-20 este es el modo de operación manual.
[image:32.612.71.351.364.691.2]
Figura 4.2. Diagrama del Sistema de Control de Agua de Alimentación
FT 0010
LT 0020
TRANSMISOR FLUJO DE VAPOR
TRANSMISOR NIVEL EN DOMO
?
PI
T A AS
?
PI
T Af(t)
FT 0020 TRANSMISOR FLUJO DE AGUAf(x)
S.P. S.P.
VÁLVULA CONTROL FLUJO DE AGUA LIC 0020
CONTROLADOR NIVEL EN DOMO
33
4.5 Sistema de Protección y Encendido
El sistema de protección y encendido está diseñado para asegurar la ejecución de una
secuencia de operación segura y ordenada en el arranco y paro del equipo de quemado de
combustible y para prevenir errores de omisión o funcionamiento en dichos procedimientos de
operación segura.
El sistema se encarga de la protección del generador de vapor contra mal funcionamiento del
equipo de quemado de combustible y sistemas de aire de combustión asociados. Las
características de seguridad del sistema están diseñadas para protección en la mayoría de las
situaciones de emergencia más comunes; sin embargo, EL SISTEMA NO PUEDE SUPLANTAR
LA INTELIGENCIA Y JUICIO RAZONABLE DEL OPERADOR EN TODAS LAS SITUACIONES.
En algunas fases de la operación, el sistema de protección y encendido tiene sistemas
(interlocks) de permisivos, solamente para tener seguridad en la secuencia de encendido de la
caldera. Cuando la unidad está en servicio, el Operador debe utilizar normalmente las prácticas
aceptadas de operación segura.
Esta sección da una descripción completa del Sistema de Protección y Encendido (SPyE)
considerado para esta caldera. Por lo cual se describen las diferentes fases de operación y el
equipo de quemado de combustible y sistema de aire de combustión asociados.
En términos generales el sistema está diseñado para ejecutar las siguientes funciones:
- Evitar iniciar el quemado del combustible si no ha sido completada satisfactoriamente, la
secuencia de barrido o purga del horno.
- Evitar el encendido de los quemadores si determinadas condiciones de encendido o
permisivos no han sido satisfechos.
- Monitorear y controlar la secuencia de encendido y apagado del quemador.
- Proveer indicaciones visuales del estado de la secuencia al Operador.
- Proporcionar la supervisión de flama cuando el quemador esté en servicio y efectuar el
34
- Llevar a cabo el "Disparo maestro de combustible" bajo ciertas condiciones inseguras de
operación de la caldera.
Operación de encendido
Purga de hogar de caldera:
Antes de que se lleve a cabo el quemado del combustible (antes o después de un "disparo" de
caldera), se debe completar satisfactoriamente primero un ciclo de barrido del horno. Antes de
iniciar el ciclo de "purga", el sistema de control verifica que se cumplan los siguientes
requerimientos:
1. Válvulas de corte de gas a piloto desenergizadas.
2. Válvula de corte de recirculación de combustóleo abierta.
3. Válvulas de corte de combustóleo a quemador cerrada.
4. Detector de flama indicando que no hay presencia de flama.
5. No existe condición de "disparo" por estar establecidas las condiciones.
Adicionalmente deben estar presentes las condiciones que a continuación se enlistan:
- Ventilador de tiro forzado (VTF) operando
- No existe alta presión en el hogar
- No existe bajo nivel en el domo
- Existe un mínimo de flujo de aire de combustión
- No existe alta presión en el domo de vapor
Cuando todas estas condiciones son satisfechas, se indica en pantalla (PURGA LISTA). Al
seleccionar con el “ratón” el “botón” (INICIAR PURGA), se iniciara el ciclo de purga, el cual dura
60 segundos, y está indicado en el contador de TIEMPO DE PURGA de esta pantalla. Es
importante aclarar que para que se inicie el periodo de purga, el sistema de control de
combustión abre al máximo, en forma automática, las compuertas de succión del ventilador de
tiro forzado mediante la estación de control de flujo de aire. De esta manera, se actuarán los
interruptores de "purga del hogar" presente y compuertas del VTF abiertas.
Al finalizar el periodo de los 60 segundos, y cumplidas las condiciones de inicio de purga, se
35
momento, el sistema mandará cerrar las compuertas del V.T.F., para poder continuar la
secuencia de encendido del piloto en forma automática.
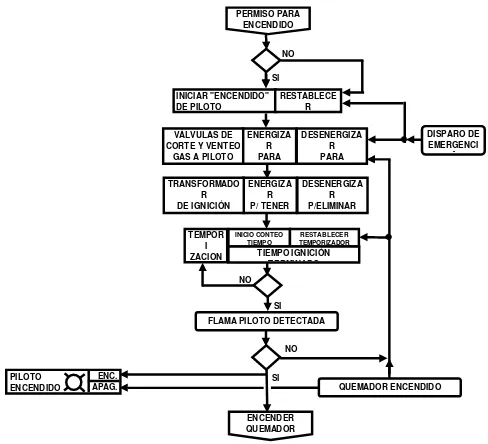
Encendido del piloto
El piloto será encendido por el sistema de protección y encendido de la caldera al terminar el
ciclo de “purga”, energiza para abrir las válvulas de corte de gas a piloto (SV 0140 y SV 0142) y
energiza para cerrar la válvula de venteo (SV 0142) simultáneamente, iniciándose de esta
forma, un ciclo de encendido, de diez segundos cada vez, y que comprende también que
genere chispa el transformador de ignición (IT 0130), para que se encienda el piloto,
debiéndose detectar flama en el piloto antes de terminarse los diez segundos que dura el ciclo;
lo cual, será indicado con la presencia de la flama del piloto en la pantalla de ENCENDIDO DEL
QUEMADOR, como consecuencia de que el detector de flama está “observando” la flama.
En caso de que la presencia de flama no sea detectada al terminarse el ciclo de lo diez
segundos, el sistema de protección y encendido se pondrá en condición de “disparo”; por lo cual, para intentar encender el piloto nuevamente será necesario realizar el ciclo de “purga”.
Encendido con combustoleo
El atomizador debe estar insertado y perfectamente bien asegurado en su tubo guía. Antes de
que el quemador de combustóleo pueda ser encendido, el sistema de protección y encendido
comprueba que las siguientes condiciones se cumplan:
1.- Piloto encendido
2.- Válvula de corte del cabezal de recirculación de combustóleo abierta
3.- Temperatura de combustóleo mayor a 100 grados centígrados
4.- Flujo de aire establecido a través de la caldera
5.- El sistema de "disparo" de la caldera este restablecido
6.- Presión suministro de vapor para atomización mayor a la mínima requerida (7 Kg./cm2)
7.- Presión de combustóleo a quemador mayor a la mínima requerida (7 Kg./cm.)
8.- Presión vapor atomización a quemador mayor a la mínima requerida (7 Kg/cm)
36
Si las condiciones arriba indicadas están cumplidas, el sistema de protección y encendido
(SPyE) iniciará la secuencia de encendido para poner en servicio el atomizador de
combustoleo, abriéndose la válvula de corte de combustible al quemador y cerrándose la
válvula de recirculación del mismo simultáneamente.
Cuando el SPyE detecta que la válvula de corte de combustoleo a quemador esta
completamente abierta, la flama del quemador aparece dentro de la caldera en la pantalla de
ENCENDIDO DEL QUEMADOR.
Operación de Apagado
Apagado de piloto
Un apagado normal de un piloto lo lleva a cabo en forma automática el sistema de protección y
encendido al desenergizar las válvulas de corte de gas a piloto después de transcurridos 30
segundos, contados a partir que se inició el encendido del quemador.
Cualquiera de las condiciones que a continuación se enlistan, en caso de presentarse,
provocan que el piloto se apague en forma automática:
1.- Pérdida del suministro eléctrico
2.- Cierre de las válvulas de corte de gas
3.- Condiciones de "disparo" de la Unidad
Apagado del quemador
Un apagado normal del quemador se lleva a cabo por el Operador seleccionando y oprimiendo
momentáneamente con el botón izquierdo del ratón, el “botón” APAGAR QUEMADOR o el
botón DISPARO DE EMERGENCIA. Esto provoca cancelar de servicio el quemador
correspondiente en la secuencia siguiente:
1.- La válvula de corte de combustoleo a quemador se cierra
2.- La válvula de corte de vapor para atomización se cierra 10 segundos después de que se
37
En cualquiera de las condiciones, enlistadas a continuación, se "dispara" el quemador; lo cual
terminará en un apagado total del mismo.
1.- Cerrar la válvula de corte manual de combustoleo a quemador
2.- Una señal de disparo dada por cualquiera de las siguientes condiciones:
2.a Cierre válvula manual de corte principal del cabezal de suministro de combustible.
2.b Pérdida del suministro eléctrico del sistema.
2.c. Condición de "disparo" presente.
Disparo de la caldera
Cualquiera de las siguientes condiciones al presentarse causarán un “paro” ó "disparo" de la
caldera, el cual tendrá como resultado un apagado total del combustible, requiriéndose otro
ciclo de purga del "hogar" antes de poder reencender el quemador:
1.- Pérdida del suministro eléctrico.
2.- Desenergizar el motor del Ventilador de Tiro Forzado (VTF).
3.- Alta presión en el hogar de la Caldera.
4.- Flujo de aire de combustión menor al mínimo calibrado.
5.- Disparo por falla en la detección de flama del quemador.
6.- Bajo nivel del domo.
38
Fig. 4.3. Diagrama de bloques del sistema de protección y encendido que corresponde a “purga de caldera”
ENERGIZAR SISTEMA
NIVEL DOMO > MIN.
1.- PRESION DE VAPOR < MAX. 2.- PRESIÓN EN HOGAR < MAX. 3.- SIN PRESENCIA DE FLAMA 4.- VÁLV'S COMBUSTIBLE
OPRIMIR BOTON "INICIAR ENCENDIDO"
INICIAR SECUENCIA
RESTABLECE R
ABRIR COMPUERTAS V.T.F.
¿FLUJO AIRE MAXIMO EN HOGAR? ENC. APAG. PERMISO ENCENDE INICIO CONTEO TIEMPO RESTABLECER TEMPORIZADOR TIEMPO TERMINADO TEMPOR I ZACION SI SI NO SI
39
Fig. 4.4. Diagrama de bloques del sistema de protección y encendido que corresponde a “encendido de piloto”
INICIAR "ENCENDIDO" DE PILOTO RESTABLECE R SI SI ENC. APAG. PILOTO ENCENDIDO DISPARO DE EMERGENCI A NO PERMISO PARA ENCENDIDO ENERGIZA R PARA ABRIR VÁLVULAS DE
CORTE Y VENTEO GAS A PILOTO
DESENERGIZA R PARA CERRAR ENERGIZA R P/ TENER
CHISPA TRANSFORMADO R DE IGNICIÓN DESENERGIZA R P/ELIMINAR CHISPA INICIO CONTEO TIEMPO RESTABLECER TEMPORIZADOR TIEMPO IGNICIÓN TERMINADO TEMPOR I ZACION
FLAMA PILOTO DETECTADA
40
Fig. 4.5. Diagrama de bloques del sistema de protección y encendido que corresponde a “encendido de quemador”
1.- CICLO PRE-ENCENDIDO TERMINADO 2.-VALV. CONTROL GAS < POS. MIN. 3.- SIN PRESENCIA DE FLAMA 4.- VÁLV'S CORTE GAS CERRADAS 5.- PRESION SUMINISTRO DE GAS > MIN.
6.- PRESIÓN GAS A QUEMADOR < MAX.
SI NO DISPARO DE EMERGENCI A CALDERA ENCENDIDA ENC. APAG. QUEMADOR ENCENDIDO PILOTO ENCENDIDO ENERGIZA R PARA ABRIR VÁLVULAS DE CORTE GAS DESENERGIZA R PARA CERRAR ENERGIZAR PARA CERRAR VÁLVULA VENTEO GAS DESENERGIZA R PARA ABRIR TIEMPO ENCENDIDO QUEMADOR RESTABLECE R TIEMPOTERMINADO QUEMADOR ENCENDIDO SI NO
POR EL OPERADOR: ABRIR VÁLV. "MACHO" GAS A QUEM.
RESTABLECER PILOTO RESTABLECER
41
4.7 Lista de Instrumentos
La lista de instrumentos se elabora a partir del diagrama de tubería e instrumentación (DTI) del
generador de vapor, puesto que en este dibujo se muestran en forma simbólica todos los
instrumentos requeridos para monitorear y controlar la operación del mismo. La selección del
rango de los instrumentos está basada en datos del cuestionario incluido en la sección 4.
PDA CTD TAG DESCRIPCION RANGO MODELO MARCA
1 1 FT 0130 TRANSMISOR DE PRESION DIFERENCIAL 0.5 Y 25" C.A. 3051CD1A22A1AB ROSEMOUNT
PARA MEDIR FLUJO AIRE DE COMBUSTION 4 a 20mA 4E5L4M5Q4
2 1 FE 0160 ELEMENTO SENSOR DE FLUJO TIPO MASICO 1500 kg/h F-100SR-128-SU ROSEMOUNT
PARA MEDIR FLUJO DE COMBUSTOLEO
CONEXÓN A PROCESO TIPO BRIDADO 1" 150 #
INCLUYE TRANSMISOR INTEGRAL
3 1 FT 0160 TRANSMISOR DE FLUJO MASICO PARA IFT-9701-L6-D3U ROSEMOUNT
MEDIR FLUJO DE COMBUSTOLEO
SEÑAL DE CONTROL 4 a 20mA
SUMINISTRO ELECTRICO 115 VAC
4 1 FE 0130 ELEMENTO PRIMARIO PARA MEDIR FLUJO 1/2" DIAM S/MODELO
AIRE COMBUSTION TIPO ANILLO PIEZOMETRICO
FABRICADO EN ACERO INOXIDABLE 304
5 1 FV 0130 SERVOMOTOR PARA CONTROL DE 90 FT-LB UP-20A0100 BAILEY
COMPUERTAS DEL VENTILADOR DE A 100 PSIG
TIRO FORZADO QUE INCLUYE:
1 POSICIONADOR ELECTRONEUMATICO 3-15PSIG AV23210011 BAILEY
CONVERTIDOR DE CORRIENTE A PRESIÓN 4-20mA/3-15PSIG 3311DS1J1B4F1G7G8 ROSEMOUNT
1 ZSH 0130 INT. DE POSICION COMP. VTF CERRADAS BAILEY
1 ZSL 0130 INT. DE POSICION COMP. VTF ABIERTAS BAILEY
1 VARILLA
2 HORQUILLA
2 PERNO
2 CONTRATUERCA
1 FILTROREGULADOR DE AIRE C/MANOMETRO 35-100 PSI 67-AFR FISHER
6 1 FCV-0160 VALVULA PARA CONTROL DE FLUJO DE 3/4" 150# R.F. 32-24577C BAUMANN
COMBUSTOLEO CON ACTUADOR NEUMATICO PUERTO 3/8" Cv = 3.03
INCLUYE: (=%)
1 ZC-0160 POSICIONADOR ELECTRONEUMATICO 4-20mA/3-15PSIG 3582i FISHER
1 ZS-0160 INTERRUPTOR DE POSICION LIMITE N.O.
[image:41.612.70.520.199.646.2]FILTROREGULADOR DE AIRE C/MANOMETRO 5-35 PSI 67 AFR FISHER
42
PDA CTD TAG DESCRIPCION RANGO MODELO MARCA
1 1 FT 0110 TRANSMISOR TIPO PRESION DIFERENCIAL 2.5-250" C.A. PBR+25S,060,HAMSO, ROSEMOUNT
FE 0110 CON ELEMENTO PRIMARIO TIPO ANNUBAR 6" CED. 40 MP4CO,2A,1,A,4
TODO EL CONJUNTO INTEGRADO
PARA MEDIR FLUJO VOLUMETRICO DE VAPOR
MONTAJE TIPO PAK-LOK
SEÑAL DE CONTROL 4-20mA
INCLUYE ACCESORIOS PARA MONTAJE A.I. 316
2 1 LT 0120 TRANSMISOR DE PRESION DIFERENCIAL 3-30" C.A. 3051CD2A22A1AS1B ROSEMOUNT
PARA MEDIR NIVEL DEL DOMO 4-20mA 4E5L4M5Q4
INCLUYE MANIFOLD DE TRES VIAS Y A.I. 316 PCI
1 CAMARA DE CONDENSADOS 600 PSIG
3 1 FT 0120 TRANSMISOR DE FLUJO CON 25,000 KG/H 8800AW020SA3N1D1 ROSEMOUNT
FE 0120 ELEMENTO PRIMARIO TIPO VORTEX E5M5Q4
PARA MONTAJE EN TUBERIA HORIZONTAL 2" 300 # R.F.
CON CONEXIONES TIPO WAFER
PARA MEDIR FLUJO AGUA DE ALIMENTACION 4-20mA
1 INCLUYE ACCESORIOS PARA MONTAJE A.I. 316
4 1 FCV 0120 VALVULA PARA CONTROL FLUJO AGUA DE 1 1/2", 300 # R.F. 667-ET FISHER
ALIMENTACION CON ACTUADOR NEUMATICO PUERTO 1 7/8" (=%) Cv = 35.8
QUE INCLUYE:
1 ZC 0120 POSICIONADOR ELECTRONEUMATICO 4-20mA/3-15PSIG 3582i FISHER
1 FILTRO REGULADOR DE AIRE C/MANOMETRO 5-35 PSIG 67AFR FISHER
43
PDA CTD TAG DESCRIPCION RANGO MODELO MARCA
1 1 TSL 0160 INTERRUPTOR PARA INDICAR 66 - 127 °C T424-TS-040 ASHCROFT
BAJA TEMPERATURA COMBUSTOLEO A XFMFS-150/260
QUEMADOR
1 TSH 0160 INTERRUPTOR PARA INDICAR 66 - 127 °C T424-TS-040 ASHCROFT
ALTA TEMPERATURA COMBUSTOLEO A XFMFS-150/260
QUEMADOR
2 1 PSH 0110 INTERRUPTOR PARA INDICAR ALTA PRESION 2 A 14 KG/CM2 B-424B-XFM-XFS ASHCROFT
DE VAPOR EN DOMO, CON CAJA A PRUEBA DE -200
AGUA, INCLUYE SIFON
3 1 LSH 0120 INTERRUPTOR P/INDICAR ALTO NIVEL DOMO 110-500 1G1E0 WARRICK
INCLUIDO EN CAJA CONTROL COLUMNA NIVEL VAC/60HZ
4 1 LSL 0120 INTERRUPTOR P/INDICAR BAJO NIVEL DOMO 110-500 1G1E0 WARRICK
INCLUIDO EN CAJA CONTROL COLUMNA NIVEL VAC/60HZ
5 1 PAH 0130 ALTA PRESION DE HOGAR 50 a 275 mm C.A.
SEÑAL TOMADA DEL TRANSMISOR DE
PRESION EN HOGAR PT 0231
6 1 PSL 0170 INTERRUPTOR PARA INDICAR BAJA PRESIÓN 2 A 14 KG/CM2 B-424B-XFM-XFS ASHCROFT
SUMINISTRO DE VAPOR PARA ATOMIZACIÓN -200
CON SIFON
7 1 PSL 0172 INTERRUPTOR PARA INDICAR BAJA 2 A 14 KG/CM2 B-424B-XFM-XFS ASHCROFT
PRESIÓN DE VAPOR PARA ATOMIZACIÓN -200
A QUEMADOR CON SELLO REMOTO Y CAPILAR
8 1 PSL 0160 INTERRUPTOR PARA INDICAR 2 A 14 KG/CM2 B-424B-XFM-XFS ASHCROFT
BAJA PRESION DE COMBUSTOLEO EN EL -200
CABEZAL DE SUMINISTRO 50-200SB-02T-CG
9 1 PSL 0130 INTERRUPTOR PARA INDICAR BAJA PRESION 1 A 7 KG/CM2 B-424B-XFM-XFS ASHCROFT
DE AIRE PARA INSTRUMENTOS EN CABEZAL -100
DE SUMINISTRO
10 1 DPSL 0130 INTERRUPTOR DE PRESION DIFERENCIAL 50 a 275 mm C.A. 1626-10 DWYER
PARA INDICAR FALLA DE VENTILADOR DE TIRO
FORZADO, CON CAJA A PRUEBA DE AGUA
11 1 BSL 0131 RELEVADOR POR FALLA DE FLAMA 120 VAC 700-HC54A1 ALLEN
TIPO ENCAPSULADO CON BASE P/MONTAJE 700-HN128 BRADLEY
44
PDA CTD TAG DESCRIPCION RANGO MODELO MARCA
1 1 DPSL 0131 INTERRUPTOR DE PRESION DIFERENCIAL 50 - 275 mm C.A. 1626-10 DWYER
PARA INDICAR VENTILADOR DE TIRO FORZADO 2 A 11 " C.A.
EN OPERACIÓN, CON CAJA A PRUEBA DE AGUA
2 1 DPSL 0132 INTERRUPTOR DE PRESION DIFERENCIAL 50 - 275 mm C.A. 1626-10 DWYER
PARA INDICAR PURGA EN PROCESO 2 A 11 " C.A.
CON CAJA A PRUEBA DE AGUA
3 1 PSH 0131 INTERRUPTOR DE PRESION DIFERENCIAL PARA 200 - 610 mm CA 1626-20 DWYER
INDICAR MUY ALTA PRESION EN EL HOGAR 8 A 24 " C.A.
CON CAJA A PRUEBA DE AGUA
4 1 PSH 0111 INTERRUPTOR DE PRESION PARA INDICAR 4 A 21 KG/CM2 B-424B-XFM-XFS-300 ASHCROFT
MUY ALTA PRESION EN EL DOMO, INCLUYE SIFON
CON CAJA A PRUEBA DE AGUA
5 1 LSL 0121 INTERRUPTOR PARA INDICAR MUY BAJO 110-500VAC/60HZ 1G1E1 WARRICK
NIVEL EN EL DOMO DE VAPOR
INCLUIDO EN CAJA CONTROL COLUMNA NIVEL
6 1 PSL 0161 INTERRUPTOR DE PRESION PARA INDICAR 2 A 14 KG/CM2 B-424B-XFM-XFS-200 ASHCROFT
MUY BAJA PRESION EN EL CABEZAL DE 50-200SB-02T-CG
COMBUSTOLEO A QUEMADOR
CONECTADO A SELLO REMOTO
7 1 PSL 0171 INTERRUPTOR PARA INDICAR MUY BAJA 2 A 14 KG/CM2 B-424B-XFM-XFS-200 ASHCROFT
PRESIÓN DE SUMINISTRO DE VAPOR PARA
ATOMIZACIÓN CON SIFON
8 1 TSL 0161 INTERRUPTOR PARA INDICAR MUY 66 - 127 °C T424-TS-040-XFMFS ASHCROFT
BAJA TEMPERATURA COMBUSTOLEO A 150/260
QUEMADOR
9 1 TSH 0161 INTERRUPTOR PARA INDICAR MUY 66 - 127 °C T424-TS-040-XFMFS ASHCROFT
ALTA TEMPERATURA COMBUSTOLEO A 150/260
QUEMADOR
10 2 SV 0140 VALVULA TIPO SOLENOIDE PARA CORTE GAS A 3/4" NPT 8215-G30 ASCO
SV 0142 PILOTO DE DOS VIAS NORMALMENTE CERRADA
CON BOBINA A PRUEBA DE AGUA 120 VAC/60HZ
11 1 SV 0141 VALVULA TIPO SOLENOIDE VENTEO GAS 3/4" NPT 8215-G33 ASCO
DE DOS VIAS NORMALMENTE ABIERTA 120 VAC/60HZ
CON BOBINA A PRUEBA DE AGUA
12 1 FSV 0160 VALVULA CORTE SUMINISTRO COMBUSTOLEO 3/4" NPT 8730 VCS-1 & VOS-2 MAXON
QUEMADOR, NORMALMENTE CERRADA, CON POO & POC
ACTUADOR ELÉCTRICO, INCLUYE: 120VAC/60 HZ
ZSL 0160 INTERRUPTOR POSICION VALVULA CERRADA SPDT