Escuela Superior de Ingeniería Mecánica y Eléctrica
Unidad Adolfo López Mateos.Diseño de procesos electroneumáticos en ambientes
virtuales usando una controlador lógico
programable Siemens.
T E S I S
Que para obtener el título de ingeniero en:
Ingeniería en Control y Automatización
Presenta:
Víctor Iván Manzano Osornio.
Asesores:
Ingeniero Antonio Arellano Aceves.
Ingeniero Humberto Soto Ramírez.
: IN DI C E.
INDICE
PaginasObjetivo general. 1
Objetivos particulares. 2
Planteamiento del problema. 3
Justificación. 4
Introducción. 5
Capítulo 1 Marco teórico. 7
1.1 Procesos de manufactura automatizados con electroneumática 7
1.2 Dispositivos para automatización electroneumática 9
1.2.1 Dispositivos electroneumáticos 11
1.2.2 Controlador lógico programable (PLC) 14
1.2.3 Dispositivos de mando y señal 16
1.3 Métodos para el diseño de secuencias electroneumáticas 23
1.3.1 Método cascada 23
1.3.2 Método paso a paso 26
1.3.3 Metodología de Grafcet 29
1.4 Servidor OPC. 36
Capítulo 2 El software y su programación. 39
2.1 FESTO FluidSim 39
2.2 Siemens STEP 7 50
2.3 Interfaz Hombre Máquina (HMI) 66
:
IN
DI
C
E.
II
Capítulo 4 Aplicación y análisis de los métodos 90
4.1 Proyecto 1 Secuencia lineal corta. 90 4.2 Proyecto 2 Secuencia lineal larga. 98
4.3 Proyecto 3 Secuencia con repetición de movimientos. 105
4.4 Proyecto 4 Secuencia con movimientos simultáneos. 115
4.5 Proyecto 5 Secuencia con etapas temporizadas. 127
4.6 Proyecto 6 Secuencia con función selectiva. 134
4.7 Proyecto 7 Secuencia con posición intermedia. 143
4.8 Comparación de los métodos de diseño. 152
Conclusiones. 155
Anexos. 156
Simbología. 156
Pasar control por relevadores a programa de PLC usando el método cascada. 159
Pasar control por relevadores a programa de PLC usando el método paso a paso. 161
Objetivo general:
Objetivos particulares:
1) Diseñar sistemas electro-neumáticos aplicando metodologías prácticas como el método cascada o el método paso a paso. O bien aplicar la metodología del Grafcet. 2) En cada método utilizado, implementar la solución aplicando un controlador lógico
programable, de la marca siemens, con su software de programación y simulación STEP 7.
3) Mediante un servidor OPC enlazar el software FluidSim, con el software STEP 7 y su simulador PLCSim. Verificar en un ambiente virtual el correcto funcionamiento de la solución propuesta.
4) Mediante un servidor OPC enlazar el software FluidSim con STEP 7, su simulador PLCSim, y su software de programación Grafcet. Verificar en un ambiente virtual el correcto funcionamiento de la solución propuesta.
5) Llevar a cabo el desarrollo de una interfaz hombre máquina (HMI), para el monitoreo en un ambiente virtual del funcionamiento del proyecto electroneumático.
6) Desarrollar una metodología para integrar en un solo sistema la simulación electroneumática (FluidSim), la simulación del PLC (STEP 7 y PLCSim) y el monitoreo en una interfaz hombre-máquina.
7) Desarrollar una metodología para integrar en un solo sistema la simulación electroneumática (FluidSim), la simulación del PLC (STEP 7, PLCSim y Grafcet) y el monitoreo en una interfaz hombre-máquina.
Planteamiento del problema:
La electroneumática es muy utilizada dentro de la industria para el desarrollo de distintas actividades secuenciales y poco a poco se va incrementando su uso en la industria, debido a las ventajas que aporta, además si se emplean las propiedades de un controlador lógico programable se puede obtener un control más potente de los procesos electroneumáticos ya que se pueden adquirir mayores funciones por menor espacio.
Para la solución de las problemáticas que se presentan en el uso de la electroneumática se deben emplear de forma correcta alguna de las metodologías prácticas para el diseño de las secuencias, según las características del proceso electroneumático.
Justificación:
Para realizar proyectos electroneumáticos, existen diversas herramientas para implementar su solución. FluidSim es un software de simulación neumática y electroneumática mediante el uso de relevadores o PLC, siendo un simulador muy certero y fácil de utilizar. STEP 7, es un software de programación de PLC Siemens como el S7-300 o el S7-400, además cuenta con su simulador de PLC, el PLCSim, para comprobar el buen funcionamiento de la programación. STEP 7 y S7-GRAPH, es un software de programación para el uso de Grafcet como lenguaje de programación de los PLC siemens S7-300 o S7-400.
Introducción
En el siguiente trabajo se documenta y describe, la integración del software de programación para controladores lógicos programables del fabricante Siemens de las familias S7-300 y S7-400; con el software de simulación de FESTO FluidSim; con la finalidad de crear una herramienta óptima en la solución, desarrollo y diseño de procesos electroneumáticos, controlados mediante algún PLC de la marca Siemens dentro de un ambiente virtual, para verificar su buen funcionamiento.
Se define ambiente virtual, como el apoyo con herramientas multimediales que hagan más agradable el desarrollo de proyectos y el aprendizaje en un entorno interactivo de construcción de conocimiento.
Previamente se tocarán temas para el conocimiento del control mediante electroneumática, la importancia que tiene la implementación y uso de los mecanismos neumáticos en la industria, así como sus ventajas y formas de control de estos mecanismos.
Se conocerán dispositivos neumáticos y electroneumáticos, empleados para la automatización de procesos de manufactura industrial, por lo tanto, también se conocen dispositivos eléctricos y electrónicos, utilizados para el control o mando de actuadores neumáticos.
Un tema de vital importancia dentro de este trabajo es el conocimiento del controlador lógico programable, por lo que se tocan las ventajas del uso de los PLC dentro del control electroneumático, así como las mejoras que se tienen sobre otros tipos de control de procesos electroneumáticos.
Una parte importante del trabajo es el conocimiento y aplicación de las metodologías de resolución de secuencias, empleando cilindros neumáticos. Una de ellas es el conocimiento del Grafcet, por lo que, es necesario conocer de manera amplia cómo y cuando surgió, como ha ido evolucionando, como debe ser utilizado y en especial su funcionamiento como lenguaje de programación en la actualidad para algunos controladores lógicos programables, siendo el caso de los PLC S7-300 y S7-400 de la marca Siemens.
El segundo capítulo incluye el conocimiento de los softwares que conformarán una herramienta de simulación en un ambiente virtual, se conocerá el FluidSim, ¿qué es? y ¿para qué? funciona, las opciones que ofrece al usuario para un mejor desempeño en el manejo de procesos electroneumáticos, también se conocerá el STEP 7, software para programar los controladores lógicos programables de Siemens, se analizan los lenguajes de programación que maneja y las ventajas que ofrece el uso de este ambiente para el diseño de programas para PLC.
Para el tercer capítulo del trabajo se menciona paso a paso y de forma detallada el proceso a seguir para lograr la integración de los softwares especializados de programación y simulación, y mediante esta herramienta virtual simular diferentes tipos de secuencias electroneumáticas, con las metodologías de diseño Cascada, Paso a paso y Grafcet.
Para el capítulo número cuatro, se describen y se analizan los diferentes ejercicios seleccionados para llevar a cabo su simulación mediante la integración de los programas de Festo y Siemens, poder conocer y difundir la metodología que facilitó el diseño de la secuencia requerida para lograr la comunicación a nivel virtual de los programas.
CAPÍTULO 1 Marco teórico.
En este capítulo se conocerán las bases para el manejo y el control de proyectos electroneumáticos gobernados por medio de un controlador lógico programable marca siemens. Se conocerán las ventajas de la utilización de la electroneumática, las bases, los dispositivos actuadores y de mando utilizados dentro de los procesos de fabricación donde se emplea la electroneumática.
1.1 Procesos
de
manufactura
automatizados
con
electroneumática.
En la industria se cuentan con varios tipos de actuadores para los procesos de fabricación, estos actuadores se dividen en hidráulicos, neumáticos y eléctricos, estos actuadores tienen como finalidad transformar alguna clase de energía o señal en una acción mecánica, la cual se ocupara para realizar algún trabajo del proceso industrial.
Los sistemas de fabricación automatizados contemplan el desarrollo del proceso con la menor intervención del hombre, esto es, que las máquinas o automatismos ejecutan la mayoría de las acciones del proceso, pero debido a los diferentes tipos de procesos no siempre se tiene que cualquier tipo de actuador puede ejercer dicho proceso.
Los actuadores neumáticos son muy comunes dentro de los procesos de manufactura automatizados, en especial el uso de actuadores lineales o cilindros neumáticos, estos tipos de actuadores tienen gran aplicación en los procesos de fabricación debido a su control, y a las fuerzas con las que pueden realizar sus movimientos. Como por ejemplo en la figura 1.1-1, se tiene un manipulador neumático que se encarga del desplazamiento y acomodo de piezas pequeñas, como pueden ser pernos, tornillos, etc., utilizando tres cilindros para ejecutar movimiento en los tres ejes X, Y y Z.
Estos tipos de actuadores tienen diferentes tipos de control, pueden ser controlados de forma neumática o mediante la conversión de energía eléctrica a control neumático, a través de electroválvulas de control. A este último tipo de control, aplicado a procesos automáticos, se le llama control electroneumático.
El control de procesos automatizados mediante electroneumática, ofrece una gran ventaja por sobre el control puramente neumático, y esta es las distancias que pueden ser manejadas, ya que, el gobierno de los cilindros mediante aire, requiere de distancias no muy grandes entre el control y el elemento final, ya que si la distancia de la fuente de alimentación de aire es muy grande, se presentará una pérdida de presión del aire para el control de los actuadores, provocando un bajo desempeño de los actuadores, mientras que el control electroneumático ofrece la ventaja de poder tener el control a largas distancias de hasta 1km entre los dispositivos de mando y los actuadores.
El control eléctrico por su parte, presenta el inconveniente que para procesos de fabricación donde se trabaje dentro de un ambiente explosivo, puede ocasionar una explosión debido a una chispa provocada por algún corto circuito o el mal funcionamiento de alguno de sus dispositivos de control, para estos caso es recomendable el uso de un control neumático, siendo aire el elemento de la señal, no causa explosión en caso de fugas.
Pero si contamos con la parte de ejecución dentro del ambiente explosivo y la parte de control eléctrica a una larga distancia, por ejemplo, en el cuarto de control, donde las condiciones de seguridad son diferentes a las del proceso, se tendría un control óptimo y seguro del proceso de manufactura automatizado.
La automatización de procesos de fabricación empleando el control electroneumático, tiene muchas aplicaciones dentro de la industria, algunos casos podrían ser:
1. El control de apertura y cierre de compuertas, para el control del paso de fluidos o de solidos como, tierra, piedras, cemento en polvo y otros.
2. El control de brazos mecánicos. 3. El desplazamiento de objetos.
4. El control de máquinas para realizar barrenos, soldadura, pintura o acomodos, entre otras aplicaciones.
Como se puede observar la automatización mediante electroneumática puede ser aplicable a diferentes industrias, ya que los cilindros pueden ser acoplados para desempeñar diferentes funciones, y controlados por señales eléctricas que serán transformadas a flujo de aire.
Figura 1.1-2. Dispositivo de estampado.
1.2 Dispositivos para automatización electroneumática.
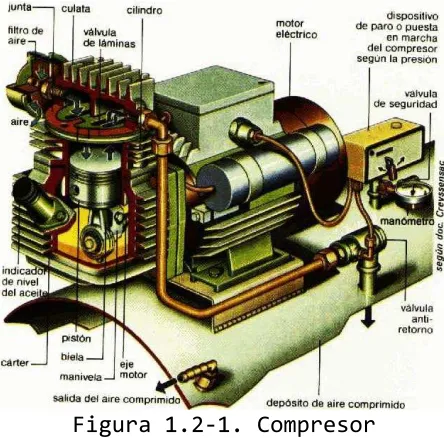
[image:13.612.194.416.389.608.2]La electroneumática consta de dos señales, la eléctrica y la de aire o neumática, esto para aprovechar las ventajas que ambas tienen. La neumática comprende el uso de aire o gas para realizar movimientos mecánicos, a través de un flujo generado por un compresor (figura 1.2-1), este compresor se encarga de alimentar o generar un flujo de aire a los actuadores neumáticos, con una determinada presión.
Figura 1.2-1. Compresor
Figura 1.2-2. Válvula 3/2 acción mecánica y retorno por muelle.
Después de las válvulas, el aire comprimido puede pasar a válvulas reguladoras, esto con la finalidad de poder regular el flujo de aire comprimido que entra a los cilindros, esto se verá reflejado en la velocidad de ejecución del movimiento del actuador. Figura 1.2-3 ejemplo de una válvula reguladora de flujo controlada manualmente.
Figura 1.2-3. Válvula reguladora.
En la figura 1.2-4 se observa un circuito neumático para el control de un cilindro de doble efecto, desde el compresor de aire, hasta el elemento final de control que será el cilindro de doble efecto, pasando por la válvula distribuidora.
Figura 1.2-4. Circuito de control neumático de un cilindro.
1.2.1 Dispositivos electroneumáticos.
1) Electroválvulas.
Son dispositivos que sirven como interfaz para tener gobierno de un dispositivo neumático, partiendo de una señal eléctrica.
Las electroválvulas reciben excitación eléctrica proveniente de los dispositivos de control, pueden ser relevadores o algún autómata programable, que mediante la conexión de bobinas genera un campo magnético, que produce el desplazamiento de la electroválvula a una posición donde se encargan de distribuir el aire a la salida deseada. Las válvulas mandan o regulan la puesta en marcha, paro, inversión de sentido, presión o caudal del fluido transportado por la bomba. Las válvulas de vías, de varios orificios, son los componentes que determinan el camino que debe tomar el fluido bajo presión, la figura 1.2.1-1 es un ejemplo de estas electroválvulas, en sus extremos se observa el pilotaje interno para el gobierno mediante una señal eléctrica del PLC.
Figura 1.2.1-1. Electroválvula biestable 3/2 vías.
Para representar los distribuidores se utilizan símbolos que indican la función de la válvula. Las válvulas son representadas por cuadros. La cantidad de cuadros colocados verticalmente indica la cantidad de posiciones del distribuidor. El funcionamiento está representado en el interior del cuadro. Las líneas esquematizan las canalizaciones internas. La flecha indica el sentido de circulación del fluido. Las posiciones de cierre se representan por líneas transversales. Según el tipo de válvula corresponderá su símbolo figura 1.2.1-2.
Figura 1.2.1-2. Símbolos de diferentes electroválvulas.
desplazamiento lateral de los cuadros, coincidente con las conexiones. Por posición de reposo, se entiende, en el caso de válvulas con retorno por muelle, la posición que ocupa la válvula cuando no está accionada.
La designación de un distribuidor está en función de la cantidad de orificios activos y de las posiciones de trabajo. La primera cifra indica la cantidad de vías, es decir, la cantidad de orificios activos. La segunda cifra indica la cantidad de posiciones que toma la válvula.
Las válvulas biestables cuentan con dos bobinas, para colocar la válvula en cada una de las posiciones que tiene, en la figura 1.2.1-3 se tiene un diagrama de la forma de operación de una biestable, mientras que las válvulas monoestables, únicamente cuentan con una sola bobina, mientras que el estado de reposo se consigue mediante un resorte o muelle.
Figura 1.2.1-3. Electroválvula biestable 5/2.
Para el control de una electroválvula mediante un autómata programable ocurre lo siguiente, al activar una salida del autómata, se activa una bobina, de forma que ésta se posiciona para que permita la circulación de aire hacia el actuador neumático, realizando el movimiento pertinente.
2) Cilindros neumáticos.
Es un dispositivo neumático que permite, a partir de una presión de aire, obtener un movimiento lineal alternativo limitado, en el cual la potencia es proporcional a la presión de aire ejercida. Se tienen tres tipos de cilindros:
Figura 1.2.1-4. Símbolos de cilindros de simple efecto.
2. De doble efecto: En este tipo de cilindros no existe muelle y el movimiento se produce en los dos sentidos por la acción del aire a presión sobre una u otra cara del pistón según la bobina que tenga señal. Para ello existen dos entradas diferentes de aire comprimido en cada uno de los extremos del tubo que forma el cilindro figura 1.2.1-5. Estos tipos de cilindros también cuentan con su simbología, la cual se muestra en la figura 1.2.1-6.
Figura 1.2.1-5. Cilindro de doble efecto.
Figura 1.2.1-6. Símbolo de un cilindro de doble efecto.
3. Especiales: Cilindros con amortiguamiento de caucho, cilindros con tres posiciones fijas, cilindros con cremallera entre otros tipos. En la figura 1.2.1-7 se pueden observar algunos de los símbolos para cilindros especiales.
Figura 1.2.1-7. Cilindros especiales.
como uno solo y no como dos dispositivos distintos, esto es, si se va a gobernar un cilindro de doble efecto la electroválvula debe ser biestable, mientras que para el caso de cilindros de simple efecto se deben emplear electroválvulas monoestables. Figura 1.2.1-8. [12].
Figura 1.2.1-8. Cilindro de doble efecto gobernado por una electroválvula biestable 5/2 vías.
1.2.2 Controlador Lógico Programable (PLC).
El controlador lógico programable representa una gran herramienta para el control de procesos, aunque para utilizarlos se debe tener un conocimiento previo de las características, del software con el que se programa, de su forma de conexión y de la cantidad de entradas y salidas con las que cuenta, los PLC son un gran avance en el control de procesos electro-neumáticos.
El control por PLC tiene grandes ventajas una de ellas es la simplificación, tanto de espacio como para la ejecución del proceso, el espacio reducido es muy grande, en especial si consideramos un proceso muy extenso y complicado, donde se requieren de muchos relevadores, en el caso de control electro-neumático, o muchas válvulas y tuberías, para el caso de control neumático, el PLC lo puede simplificar a una sola gaveta.
Otra ventaja que ofrece el PLC por sobre otros métodos de control es la distancia, puede estar ubicado a una larga distancia de los actuadores y no existirán alteraciones en la velocidad de respuesta. De hecho el PLC puede estar monitoreado a través de una PC que también puede estar apartada del, y contaremos con los datos en tiempo real.
El PLC da la pauta para que el operador pueda estar cambiando la configuración, cuantas veces sea necesaria, o de aumentar o decrementar acciones con una mínima inversión (Hasta donde el PLC lo permita), sin necesidad de tener detenido el proceso por mucho tiempo. Además de que la mayoría de los softwares de programación de PLC cuentan con simuladores, de esta forma podemos hacer algunas pruebas para asegurarnos del funcionamiento o cambiar errores sin tener que gastar los dispositivos.
tipo de PLC, esto ofrece al usuario una herramienta extra para el control del mantenimiento de las máquinas, tiempos de trabajo o tiempos muertos, monitoreando cada parte del proceso, e incluso algunos ofrecen enviar información a alguna base de datos.
La ventaja de reducir el espacio con el PLC se debe a sus dimensiones tan pequeñas como se puede ver en la figura 1.2.2-1, además que los temporizadores y los relevadores de control, ya no son físicos, al contrario están dentro del controlador lógico programable, y no altera el funcionamiento, si no lo optimizan, ya que se encuentran en el sistema del PLC y no expuestos al medio ambiente, a los riesgos de golpes, o desgaste físico. Por lo tanto, no sufren daño y alteran su funcionamiento.
Figura 1.2.2-1. Controladores lógicos programables de Siemens, Rockwell y Omron.
Los controladores lógicos programables no solo cuentan con ventajas para mejorar la eficacia de los procesos, también cuentan con ventajas de energía, por que consumen menos energía eléctrica que sistemas donde existan muchos relevadores. Y para el caso de electro-válvulas, el PLC puede ser conectado directamente, ya que pueden manejar corriente alterna y corriente directa, dependiendo del tipo de PLC y también dependerán los rangos de operación que por lo regular es de 24Vdc.
Los PLC como se ha comentado, tienen muchísimas ventajas sobre los anteriores tipos de control, pero en realidad tienen pocas desventajas.
Una seria que aún puede producir chispas, por sus conexiones, por lo tanto no es muy recomendable emplearlo en ambientes explosivos, claro puede ser colocado a una gran distancia evitando estar dentro del ambiente explosivo.
Otra desventaja seria que se necesita aprender a programarlo, o en su defecto contratar a alguien para que lo programe según las necesidades del usuario, y eso resultaría en un costo extra, que más bien podría llamarse inversión.
La desventaja más grande que tiene un PLC podría ser su aun elevado costo, en especial si se requiere de uno con una gran variedad de funciones o de funciones muy avanzadas, además de necesitar el software para su programación, y eso implica estar comprando las actualizaciones y las licencias. [12].
SIMATIC S7-300.
realizar estructuras descentralizadas e interconexiones por red, la gran cantidad de funciones con las que cuenta hacen de este PLC un controlador muy potente, además puede ser ampliado sin problemas para el caso de mejorar el proyecto o de conectar otras tareas, además puede ser implementado de manera fácil, por su forma de instalación tan simple, su facilidad de uso y por ser un equipo que no requiere ventilación.
Una característica importante de este PLC es su pequeño tamaño, siendo las medidas de su CPU 80cm de largo, 12.5cm de alto y 13cm de profundidad, en cuanto a las dimensiones de sus módulos tiene 40cm de largo, 12.5 de alto y 13cm de profundidad, como puede visualizarse en la figura 1.2.2-2, donde se señala cada parte del controlador. Además el S7-300 requiere una alimentación de 24Vdc, por esta razón, los módulos de alimentación de carga transforman la tensión de alimentación de 115/230Vac a una tensión de 24Vdc.
Figura 1.2.2-2. Estructura física del PLC S7-300 de Siemens.
El sistema modular comprende de cinco CPU, para las diferentes tareas, módulos de entradas y salidas digitales y analógicas, módulos de contaje rápido, posicionamiento de lazo abierto y lazo cerrado, así como, módulos de comunicaciones para redes de bus. La CPU más potente puede ejecutar 1024 instrucciones binarias en menos de 0.3mseg.
El controlador lógico programable S7-300 puede trabajar a temperaturas de hasta 60°C en una instalación vertical, y de hasta 40°C para una instalación horizontal, soporta humedad relativa de entre 5 a 95% y es capaz de trabajar con presiones atmosféricas de entre 795 a 1080hPA. [2].
1.2.3 Dispositivos de mando y señal.
al controlador la información necesaria.
Por cuestión de seguridad no solo el PLC debe ser informado, existen procesos donde se es necesario que también el operador conozca dicha información, de esta manera el operador puede tomar decisiones que le correspondan, para ello se emplean dispositivos indicadores.
o Relevadores y Contactores.
Son dispositivos electromagnéticos que conectan o desconectan un circuito eléctrico de potencia al excitar un electroimán o bobina de mando. Los relevadores están previstos para accionar potencias menores a 1kW, mientras que los contactores pueden accionar grandes potencias.
Los relevadores y contactores se suelen emplear como etapa previa para el accionamiento de dispositivos con mayor potencia eléctrica, como, electroválvulas, motores y otros. Por lo regular se encargan de la separación de la parte de control, que trabaja con tensiones y corrientes mucho menores, que la parte de potencia. Muchas salidas de PLC emplean relevadores, para tener aislado eléctricamente el dispositivo o autómata de la acción de potencia. [11]
o Botones pulsadores.
Son dispositivos eléctricos y electrónicos, encargados de la conducción o la interrupción de corriente eléctrica, por medio, de la acción mecánica, al ser pulsados, internamente produce que los platinos se junten en caso de ser un pulsador normalmente abierto (NA) y por lo tanto permitan el paso de la corriente eléctrica, o que los platinos se separen para el caso de los normalmente cerrados (NC) y produciendo un corte en la corriente eléctrica. Existe una gran diversidad de formas para botones, incluso en colores o luminosos, como se observa en la figura 1.2.3-1 la estación de botones cuenta con un botón verde y otro rojo, o en el lado derecho se tiene un botón rojo de paro de emergencia.
Figura 1.2.3-1. Estación de botones.
Figura 1.2.3-2. Botón pulsador virtual en una HMI.
o Detectores final de carrera.
Son captadores de conmutación electro-mecánica, la detección del objeto por medio del cabezal hace conmutar los contactos eléctricos del dispositivo. Para que la señal del captador llegue al PLC se debe cablear una terminal del captador a la fuente de alimentación y la otra terminal al módulo de entradas digitales del PLC.
Estos dispositivos tienen como gran ventaja su bajo costo. Pero como desventaja presentan la necesidad de entrar en contacto con el objeto, además de tener una baja respuesta. Al ser necesario el contacto físico con el objeto estará garantizado para un número máximo de maniobras, siempre que no sean sometidos a mayor esfuerzo del que pueden soportar según el catalogo. En la figura 1.2.3-3 se puede observar una gran variedad de detectores de carrera, donde su elemento de contacto puede variar para el tipo de cilindro a detectar. [11].
Figura 1.2.3-3. Diferentes tipos de final de carrera.
o Detectores de proximidad inductivos.
Su principio de funcionamiento consiste en influenciar desde el exterior un oscilador HF completado con un circuito resonante LC. Un núcleo de ferrita con un bobinado oscilante genera por encima de la cara sensible un campo magnético variable. Al introducirse una pieza metálica en el campo magnético se producen corrientes de Faucoult que influencian el oscilador y provocan una debilitación del circuito oscilante. Un circuito detecta esta variación de amplitud y determina una conmutación de la señal dada por el sensor ver figura 1.2.3-4. [11].
Estos detectores cuentan con las siguientes ventajas:
1. Conmutación sin realizar esfuerzo mecánico. 2. No existe desgaste.
3. Insensibilidad a influencias externas. 4. Larga vida útil.
5. Gran precisión en el punto de conmutación. 6. Frecuencia de conmutación elevada.
Figura 1.2.3-4. Detector de proximidad Inductivo.
o Detectores de proximidad capacitivos.
Estos detectores permiten la detección sin contacto de materiales conductores y no conductores, es decir, materiales metálicos y no metálicos, sólidos o fluidos.
Figura 1.2.3-5. Detector de proximidad Capacitivo.
colocados concéntricamente. Las caras de este condensador forman un acoplamiento reactivo con un oscilador de alta frecuencia, regulado de tal forma que no provoca interferencias en el caso de la cara activa libre. Si un objeto se aproxima a la cara activa se introduce en el campo eléctrico de los electrodos y por lo tanto el oscilador comienza a variar. Un amplificador analiza la variación y la transforma en una conmutación.
Los detectores capacitivos son influenciados tanto por objetos conductores como no conductores. Los metales, dada su alta conductividad, se detectan a grandes distancias. La sensibilidad de estos detectores está muy relacionada con el tipo de material que se va a detectar, así como por el grado de humedad ambiental y el contenido en agua del cuerpo. Figura 1.2.3-5.
Cuando el objeto a detectar sea un aislante, su distancia de detección será mayor, cuanto mayor sea la constante dieléctrica, dado que aumenta el acoplamiento capacitivo. Para reducir este problema estos detectores llevan un ajuste de sensibilidad según el tipo de material a detectar.
La distancia de trabajo del detector dependerá del valor de la constante dieléctrica del material ( r). Cuanto mayor sea r, más fácil será detectado el material. Por lo tanto la
distancia de trabajo dependerá de la naturaleza del material. En la tabla 1-1 se pueden observar diferentes tipos de constantes dieléctricas ( r) y factores de corrección (Fc) para
diferentes materiales. [11].
Distancia de trabajo = Distancia nominal del detector * Factor de corrección (Fc).
Material r Fc Material r Fc Aire 1 0 Mica 6-7 0,5-0,6 Alcohol 24 0,85 Nylon 4-5 0,3-0,4 Acetona 20 0,8 Papel 2-4 0,2-0,3 Amoniaco 15-25 0,75-0,85 Parafina 2-2,5 0,2 Madera seca 2-7 0,2-0,6 Plexiglás 3,2 0,3 Madera húmeda 10-30 0,7-0,9 Resina poliéster 2,8-8 0,2-0,6
Caucho 2,5-3 0,3 Poliestireno 3 0,3 Cemento 4 0,35 Arena 3-5 0,3-0,4
Agua 80 1 Sal 6 0,5 Gasolina 2,2 0,2 Azúcar 3 0,3 Harina 2,5-3 0,2-0,3 Teflón 2 0,2
Aceite 2,2 0,2 Vidrio 3-10 0,3-0,7 Tabla 1-1. Constante dieléctrica y Factor de corrección para
detectores capacitivos.
o Detector magnético.
de la bobina del detector. De esta forma se varía la corriente que circula por un circuito oscilante. Esta variación detectada en transformada en una conmutación mediante el circuito del sensor, en la figura 1.2.3-6 se pueden distinguir diferentes tipos de sensores magnéticos. [11].
Figura 1.2.3-6. Detectores magnéticos.
o Detectores ópticos.
Este tipo de detectores utilizan fotocélulas como elementos de detección. Algunos tipos disponen de un cabezal que incorpora un emisor de luz y la fotocélula de detección, actuando por reflexión y detección del haz luminoso reflejado sobre el objeto a detectar. Otros tipos trabajan a modo de barrera y están previstos para la detección a mayores distancias con fuentes luminosas independientes del cabezal detector. Ambos tipos suelen trabajar con frecuencias luminosas en la gama IR infrarrojos. Figura 1.2.3-7.
Figura 1.2.3-7. Detectores ópticos de reflexión y de barrera.
Los detectores ópticos cuentan con distancias de detección grandes, respecto a los detectores inductivos y capacitivos. Se tienen fácilmente hasta 500 m en modo barrera y hasta 5 m por reflexión.
Para ambientes muy luminosos pueden emplearse barreras ópticas basadas en detección por luz polarizada. El emisor emite luz polarizada contra una placa reflectora que hace girar el plano de polarización 90º y la devuelve hacia el detector previsto para recibirla en el plano vertical.
Otra variación de estos detectores ópticos son los de fibra óptica, que tienen los puntos de emisión y recepción de luz separados de la unidad generadora, y unidos a ella mediante la fibra. De esta forma, la detección puede llevarse a puntos inaccesibles para las fotocélulas de barrera o reflexión, aprovechando la flexibilidad de la fibra. Estos detectores, tienen distancias de 3mm hasta 10m, pudiendo detectar objetos muy pequeños. [11].
o Detectores ultrasónicos.
Estos detectores están basados en la emisión y recepción de ondas de tipo ultrasónicas. Cuando un cuerpo interrumpe el has, el nivel de recepción varía y el receptor lo detecta.
En la cara activa del detector un disco cerámico piezoeléctrico se encarga de transmitir ondas de sonido a alta frecuencia. Durante un tiempo al disco se le aplica una tensión eléctrica de alta frecuencia, por lo cual, causa una vibración a la misma frecuencia emitiendo ondas de sonido de alta frecuencia. A continuación, el sensor no emite durante un lapso de tiempo en espera de los pulsos reflejados.
Las ondas reflejadas llagan al sensor. Si el tiempo que ha pasado entre la emisión del pulso y la recepción del eco se encuentra dentro del rango permisible en el que se ha ajustado el detector, este conmutara indicando la presencia de algún cuerpo. Figura 1.2.3-8.
Como ventaja frente a las fotocélulas, estos detectores pueden percibir con facilidad objetos transparentes, como lo es el cristal y algunos plásticos, materiales que ofrecen dificultad para su detección óptica.
Figura 1.2.3-8. Detector ultrasónico señal fuera de rango y señal dentro del rango ajustado.
Sin embargo, ya que estos detectores emplean ondas ultrasónicas que se mueven por el aire, no podrán ser utilizados en lugares donde este circule con violencia o gran velocidad, o en medios con elevada contaminación acústica.
Figura 1.2.3-9. Diferentes tipos de detectores ultrasónicos.
1.3 Métodos
para
el
diseño
de
secuencias
electroneumáticas.
En este apartado se conocerán los métodos de diseño para secuencias electroneumáticas (Cascada, Paso a paso y Grafcet), empleando un controlador lógico programable S7-300 de siemens, aplicando los métodos de diseño al programa para PLC.
1.3.1 Método cascada.
Para el uso del método en cascada, es necesario primero conocer cada uno de los movimientos de la secuencia electroneumática. En la figura 1.3.1-1 se tiene una secuencia de dos cilindros.
/A+/B+/B-/A-/
Figura 1.3.1-1. Ecuación de movimientos.
Posteriormente se debe dividir la secuencia en grupos, para esto se debe tener en cuenta que dentro de cada grupo no deben existir dos o más movimientos de un solo cilindro, es decir, el grupo puede contener N movimientos de N cilindros, pero no puede tener un movimiento de avance y un de regreso del mismo cilindro, en la figura 1.3.1-2 se observa la ecuación de movimientos (figura 1.3.1-1), dividida en dos grupos.
Figura 1.3.1-2. Grupos de la secuencia.
y el circuito de control por PLC.
Figura 1.3.1-3. Circuito de fuerza para 2 cilindros y circuito de control por módulos de PLC.
Teniendo el circuito de control conectado a los módulos de entradas y salidas del controlador lógico programable, se procede a realizar la tabla de entradas y salidas del proceso, como se muestra en la tabla 1-2.
Tabla 1-2. Entradas y salidas del proyecto.
Ya que se cuenta con la relación de entradas y salidas del proyecto, se procede a realizar el programa, para esto se debe tomar en cuenta que cada grupo de movimientos será una bobina de marca de memoria figura 1.3.1-4, como se observa en la tabla 2, el grupo 1 se direcciona a m0.0, y el grupo 2 a m0.1. Cada grupo controlará la activación de los movimientos correspondientes.
Debe notarse que se tiene un contacto normalmente cerrado de la bobina grupo2, en serie con la bobina del grupo1, esto es, con la finalidad de desactivar al grupo1 al instante en que el grupo2 entre en funcionamiento.
Una vez que el grupo1 está activado, mediante sus contactos normalmente abiertos, asegurará que únicamente los movimientos del grupo1 sean activados cuando se cumplan las condiciones. Como se observa en la figura 1.3.1-5, el control de los movimientos del grupo1.
Figura 1.3.1-5. Líneas 2 y 3 del programa para activar las salidas de los cilindros A y B.
Figura 1.3.1-6. Programa en PLC diseñado con el método cascada.
Para finalizar el ciclo del programa es necesario que el contacto cerrado del último grupo sea el último detector final de carrera que sea activado para desactivar al último grupo, como se puede observar en la figura 1.3.1-6 en la línea 4 correspondiente al grupo2, el contacto cerrado será la entrada del detector final de carrera A0.
Ya que se ha finalizado el programa se debe verificar su buen funcionamiento, esto se puede realizar con la ayuda del diagrama de estado que generen los movimientos de los cilindros, en la figura 1.3.1-7 se puede observar el diagrama de estado obtenido por el ejemplo.
Figura 1.3.1-7. Diagrama de estado.
1.3.2 Método paso a paso.
Para el diseño de secuencias electroneumáticas con el método paso a paso, deben seguirse las siguientes etapas. Primero se debe tener la ecuación de movimientos de la secuencia a desarrollar como ejemplo se tiene la figura 1.3.2-1.
/A+/B+/B-/A-/
Figura 1.3.2-1. Ecuación de movimientos.
Figura 1.3.2-2. División de la secuencia en pasos.
Ahora se prosigue con el diseño del circuito de fuerza y control por mando de PLC de los cilindros a ejecutar la secuencia. Se puede ver en la figura 1.3.2-3 los cilindros A y B, sus electroválvulas y los módulos de entradas y salidas del PLC.
Figura 1.3.2-3. Circuito de fuerza para 2 cilindros y circuito de control por módulos de PLC.
Ya que se cuenta con el diseño del circuito de fuerza neumático y el circuito de control mediante PLC, se procede a realizar la tabla de entradas y salidas del proyecto, esto con la finalidad de tener un control de la cantidad de entradas y salidas a usar, el tipo y las direcciones y símbolos del programa a utilizar.
Tabla 1-3. Entradas y salidas del proyecto.
Una vez que las entradas y salidas están definidas, se procede al diseño del programa de PLC, para esto se debe tomar en cuenta que al activarse el nuevo paso, este desconecta al paso anterior y así sucesivamente al que le sigue, esto se ejemplifica con la figura 1.3.2-4.
Figura 1.3.2-4. Línea básica del método.
Como se muestra en la figura 1.3.2-4, el contacto abierto BA, activará el paso, en este caso la salida del cilindro A, mientras que el contacto cerrado B+ provocará que al entrar en funcionamiento el siguiente paso, el paso actual quedará desactivado.
Se debe tomar en cuenta que para algunos pasos se deben cumplir algunas condiciones, por ejemplo que algún cilindro este expulsado o que concluya su movimiento de retracción, por lo que será necesario utilizar dos contactos abiertos para la activación del paso. En la figura 1.3.2-5 se observa el programa completo de la secuencia de ejemplo.
Para finalizar el ciclo de la secuencia es necesario de utilizar en el último paso un contacto cerrado del detector final de carrera A0, como se puede ver en la figura 1.3.2-5 en el paso 4, esto debido a que, el último movimiento es la retracción del cilindro A y cuando llega al final, activa al detector final de carrera A0 y produce que se abra el circuito, desactivando el paso 4 y por lo tanto la secuencia.
De la misma forma que el método cascada, se puede hacer uso del diagrama de estado como el de la figura 1.3.2-6, para verificar el buen funcionamiento del proyecto.
Figura 1.3.2-6. Diagrama de estado de la secuencia.
1.3.3 Método de Grafcet.
La complejidad en el diseño de procesos y la disponibilidad de controladores más potentes, eficientes y con un mayor número de funciones, obligan a replantearse los métodos de diseño en los sistemas de control electroneumático.
Normalmente los automatismos controlados a base de relevadores han sido diseñados con métodos intuitivos a base de prueba y error, estos métodos se han sido empleados en los controladores lógicos programables, debido a que la mayoría pueden ser programados a base de diagramas o lenguajes de contactos.
En 1975, uno de los grupos de trabajo de la AFCET (Asociation Francaise pour la Cibernétique Economique et Technique), decidió crear la normalización de la representación de la especificación de los controladores lógicos. En Agosto de 1977 una comisión formada por 12 académicos e investigadores y 12 representantes de algunas compañías firmó el informe final.
Es entonces cuando nació el Grafcet, gráfico de mando etapa-transición, en principio se pretendía satisfacer la necesidad de disponer de un método de descripción de procesos, con total independencia de la tecnología, mediante una serie de gráficos de fácil interpretación no solo por especialistas en automatización.
singular, donde se manejan eventos, condiciones y acciones en forma análoga a los clásicos diagramas de estado, siendo la variable local de estado intrínsecamente binaria.
El Grafcet está definido por unos elementos gráficos y unas reglas de evolución, las cuales reflejan la dinámica del comportamiento del sistema. Todas las secuencias pueden ser estructuradas en una serie de etapas, dichas etapas representan estados o subestados del sistema en los cuales se realizan una o varias acciones, igual que transiciones, que son las condicionantes para que se dé un cambio de una etapa a otra. En pocas palabras se podría decir, que el Grafcet es una representación gráfica del automatismo compuesto por etapas y transiciones. [11], [12].
Etapas:
Una etapa corresponde a una acción del proyecto indicando un comportamiento estable. Se conviene en representar una etapa por un cuadro en el que se indica el número de la etapa como lo muestra la figura 1.3.3-1.
Figura 1.3.3-1. Símbolo de la etapa 1.
Las etapas de inicio son representadas por dobles cuadros, es decir, un cuadro estará dentro de otro cuadro más grande como se muestra en la figura 1.3.3-2. Estas etapas son las únicas que serán activadas al iniciarse la secuencia en Grafcet.
Figura 1.3.3-2. Símbolo de una etapa inicial.
Para indicar que una etapa está en ejecución o está activa, debe estar con algún relleno de color, es decir, una etapa fuera de funcionamiento estará de color blanco como en las figuras 1.3.3-1 y 1.3.3-2, mientras que una etapa en ejecución estará colorada o en su defecto será en negro, como en la figura 1.3.3-3. [11].
Acciones:
En las etapas se desarrollan una serie de acciones sobre el sistema. Estas acciones se representan mediante un rectángulo situado en la parte derecha del símbolo de la etapa, como se muestra en la figura 1.3.3-4. Estas acciones pueden ser de tipo impulso como seria activar un temporizador o incrementar en uno un contador, o pueden ser continuas como seria activar un motor o activar un solenoide de una electroválvula, mientras la etapa correspondiente se mantenga activa.
Figura 1.3.3-4. Etapa con acción asociada.
Pueden existir etapas a las que no se les asocia una acción, esto puede ser correspondiente a estados de reposo, ya sea de una máquina o en una etapa temporizada, para una toma de decisión o para esperar un acontecimiento. [11].
Transiciones:
Las transiciones son elementos que permiten la evolución de la secuencia de Grafcet. Una transición entre dos etapas se representa mediante una línea perpendicular a las uniones orientadas, en la figura 1.3.3-5 se observa el símbolo de la transición. Para facilitar la comprensión del Grafcet, cada transición puede o no ir numerada a la izquierda del símbolo.
Figura 1.3.3-5. Símbolo de la transición.
1. La etapa inmediata anterior debe encontrarse activa.
2. La receptividad asociada a la transición debe ser verdadera.
La receptividad asociada a una transición es una condición booleana que expresa la lógica de la que depende el avance de una etapa a otra (véase figura 1.3.3-6), es decir, las condiciones de transición deberán ser verdaderas para que la transición permita el paso de una etapa a otra. [11].
Figura 1.3.3-6. Transición con su condición.
Etapas simultaneas:
Cuando la transición de una etapa produce la activación de más de una etapa o acción al mismo tiempo, se dice que son etapas simultaneas. Después de la activación de las etapas simultaneas, estas son independientes una de la otra.
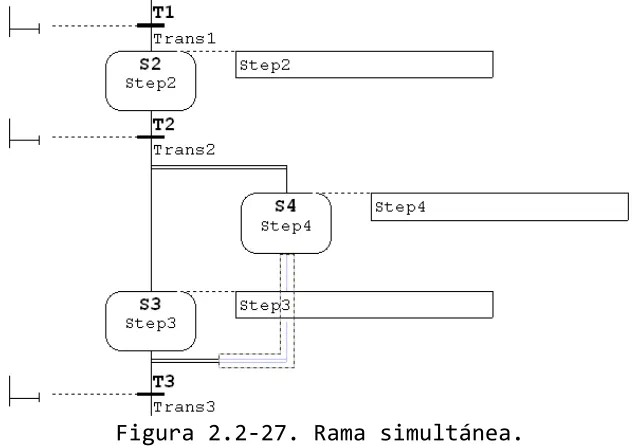
Para las etapas simultáneas se debe cumplir una transición en común para todas las etapas a accionarse, por lo tanto debajo de la transición se deben dibujar dos líneas paralelas horizontales a lo largo de las etapas a accionar, en la figura 1.3.3-7 se tienen dos etapas simultaneas.
Figura 1.3.3-7. Símbolo para conectar etapas simultaneas.
estructura, después de las etapas se dibujan otras dos líneas paralelas horizontales a lo largo de todas las etapas y después de las líneas se conecta una sola transición para pasar a otra etapa, así como se muestra en la figura 1.3.3-8. [11].
Figura 1.3.3-8. Estructura de etapas simultaneas.
Etapas alternas:
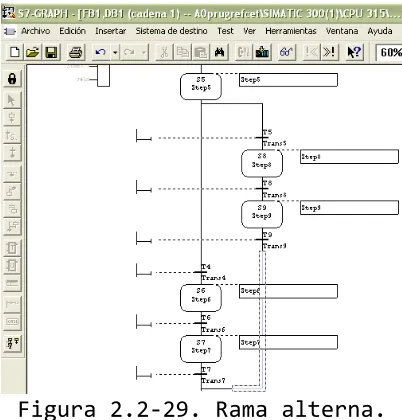
Las etapas alternas son secuencias donde se presenta una selección de la evolución del proceso, puede representarse con tantas etapas que representen la cantidad de selecciones, mediante la misma cantidad de transición validas como evoluciones se tengan, una para cada etapa a seleccionar, para representar una selección en Grafcet, se tiene una sola línea horizontal como en la figura 1.3.3-9, la cual conecta todas las transiciones de las diferentes evoluciones, y posteriormente las etapas, la transición que se cumpla primero será la rama que se active. [11].
Figura 1.3.3-9. Estructura de etapas alternas.
Repetición:
que relacione la transición a cumplir y la etapa que se va a volver a ejecutar como se muestra en la figura 1.3.3-10. [11].
Figura 1.3.3-10. Estructura de la repetición.
Ya con el conocimiento sobre la simbología y las reglas para el uso de Grafcet, se puede realizar el diseño de una secuencia electroneumática. Igual que en los otros métodos se debe tener primero la ecuación de movimientos de la secuencia a diseñar figura 1.3.3-11.
/A+/B+/B-/A-/
Figura 1.3.3-11. Ecuación de movimientos.
Posteriormente se procede al diseño del Grafcet, observar la figura 1.3.3-12, se debe tener en cuenta que esta secuencia no tiene ninguna rama alterna o rama simultánea, por lo que será una secuencia lineal, también se debe tomar en cuenta que la primera etapa será una etapa de reposo y no tendrá acción, pero si deberá regresar el punto inicial cada vez que finalice el ciclo.
Después se procede a realizar la tabla de entradas y salidas del proyecto, como se puede ver en la tabla 1-4, se emplearan entradas y salidas digitales y no serán necesarias las marcas de memoria para el desarrollo del programa con Grafcet.
Tabla 1-4. Entradas y salidas del proyecto.
Ya teniendo la relación de entradas y salidas se procede a traducir el Grafcet diseñado al programa de PLC utilizando la simbología del Grafcet como lenguaje de programación como puede observarse en la figura 1.3.3-13.
Figura 1.3.3-13. Programa para PLC S7-300 utilizando Grafcet.
Figura 1.3.3-14. Diagrama de estado de los cilindros.
1.4 El servidor OPC.
El servidor OPC por sus siglas en ingles OLE for Process Control, OLE para control de procesos, a su vez OLE es incrustación y enlazado de objetos, es un estándar de comunicación en el campo del control y supervisión de procesos industriales, basado en una tecnología Microsoft, ofreciendo una interfaz común para el intercambio de datos entre diferentes softwares, como se ve en la figura 1.4-1, una comunicación entre distintas aplicaciones. La comunicación OPC entre diferentes softwares se lleva a cabo mediante una metodología cliente-servidor.
Este servidor es una fuente de datos, donde cualquier software con aplicación basada en OPC puede entrar al servidor y escribir o leer datos que ofrezca el servidor. Este tipo de software ofrece una solución al problema de drivers dentro de los softwares especializados siendo una solución abierta y flexible para ejercer el intercambio de datos.
Figura 1.4-1. Diagrama básico del servidor OPC.
El servidor OPC ofrece algunas ventajas para los usuarios de softwares especializados en el control, supervisión y adquisición de datos.
aplicaciones, de ese modo los usuarios solo deben configurar o direccionar estos conjuntos de aplicaciones para intercambiar datos entre sus softwares.
Los fabricantes no deben realizar cambios significativos en los drivers debido a cambios en el hardware.
Simplificar la integración de softwares en un entorno homogéneo.
o Arquitectura OPC Cliente / Servidor.
La arquitectura básica del servidor OPC se representa de manera sintética con la siguiente figura 1.4-2.
Figura 1.4-2. Diagrama a bloques de la comunicación vía OPC.
o Aplicaciones del servidor OPC.
Como ya se ha dicho el servidor OPC sirve para el intercambio de datos entre softwares, pero puede emplearse en las siguientes aplicaciones:
Bases de datos.
Obtener datos para sistemas SCADA o DSC. Monitoreo y control de procesos (HMI). Simulación de procesos.
Figura 1.4-3. Pantalla del servidor OPC.
Se puede observar en la figura 1.4-3 que se encuentra seleccionado para la comunicación
entre el simulador FluidSim, y el controlador S7-PLCSim, mediante un controlador virtual o servidor.
Se debe tener cuidado al momento de realizar la instalación del servidor Festo Didactic EzOPC V5.3, de que la PC no se encuentre descargando actualizaciones, ya que puede producir errores o impedir la instalación del servidor.
CAPÍTULO 2 El software y su programación.
Dentro de este capítulo se conocerán los softwares especializados de simulación y programación para la creación de una óptima herramienta virtual, para el diseño y verificación de secuencias electroneumáticas gobernadas por un controlador lógico programable, dentro de un ambiente virtual.
2.1 Festo FluidSim.
Es un popular software, desarrollado por la empresa alemana Festo, sirve para la simulación de sistemas neumáticos y electroneumáticos, funciona en el ambiente de Microsoft Windows.
FluidSim es de fácil manejo para cualquier persona que desee obtener conocimientos básicos, enseñar y relacionarse con la neumática, este software es completamente didáctico y ofrece un fácil manejo del programa para el diseño y simulación de sistemas neumáticos y electroneumáticos, debido a esta característica el usuario no necesitara más que un tiempo breve de práctica para poder desenvolverse ágilmente en el uso del software para poder diseñar diversos sistemas.
El software esta creado no solo con la finalidad del diseño y simulación, también tiene como objetivo la enseñanza, es decir, el software mediante su simbología, fotos, presentaciones y breves pero concisas explicaciones de cómo funcionan los dispositivos, ofrece los conocimientos básicos de los elementos neumáticos y eléctricos que se emplean para el control neumático y electroneumático.
Figura 2.1-1. Ventana de descripción de un cilindro de doble efecto.
más detallada sobre los dispositivos. Esta información se presenta en diferentes idiomas y el usuario puede seleccionarlo.
También ofrece, para algunos dispositivos, mostrar una ventana donde se ven las fotos de los dispositivos físicos. En la figura 2.1-2 se observa la pantalla de FluidSim con el símbolo y la fotografía de un cilindro de doble efecto.
Figura 2.1-2. Ventana de FluidSim con la foto de un cilindro de doble efecto.
El software también ofrece la ventaja de mostrar un diagrama donde se puede observar el funcionamiento del dispositivo seleccionado, en la figura 2.1-3 se observa un ejemplo de esta acción con un cilindro de doble efecto.
Figura 2.1-3. Funcionamiento de un cilindro de doble efecto.
Para hacer uso de estas ventajas, es necesario de dar clic derecho sobre el símbolo del dispositivo a conocer, posteriormente seleccionar los que se desea conocer, foto, funcionamiento o descripción del dispositivo. Se debe tomar en cuenta que estas acciones no se encuentran disponibles para todos los dispositivos que trabaja el software.
Como se ha dicho anteriormente el software de simulación FluidSim es fácil de utilizar, a continuación se presenta la forma de trabajar en el software, para el desarrollo de procesos electroneumáticos controlados por PLC.
Dentro del ambiente de FluidSim se pueden diferenciar dos ventanas principales, la primera y más importante es la ventana de trabajo del software, esta se sitúa a la derecha y se caracteriza por que al iniciar se encuentra en blanco. Del lado izquierdo se tiene la biblioteca de componentes, en esta ventana se encontraran todos los dispositivos que trabaja el software, en la figura 2.1-4 se tiene la ventana de la biblioteca de componentes.
Figura 2.1-4. Biblioteca de componentes de FluidSim.
Para comenzar a diseñar el proyecto, es necesario de arrastrar de la biblioteca de componentes al área de trabajo del software, en la figura 2.1-5 se observa la colocación de un cilindro de doble efecto, dos válvulas estranguladoras y una electroválvula 5/2.
Figura 2.1-5. Comienzo de un circuito electroneumático.
mediante palancas. [1].
Figura 2.1-6. Configuración de la válvula.
Ahora se procede a conectar, esto se realiza mediante la selección de la primera terminal, se da clic y sin soltar el curso se lleva hacia la otra terminal, donde se debe soltar el curso, en este proceso se observa que cada que el curso se coloca sobre un posible punto de conexión cambia su forma. En la figura 2.1-7 se observa el circuito de fuerza conectado entre el cilindro, las válvulas estranguladoras y la electroválvula.
Figura 2.1-7. Conexión del circuito de fuerza.
[image:46.612.231.380.526.694.2]Para la configuración de las salidas de aire en la electroválvula se debe dar dos clics en las terminales de salida y se podrá configurar la conexión de estas salidas y aceptar, en la figura 2.1-8 se observa el ejemplo donde se colocaron silenciadores.
Ahora se le configura la regla de distancia al cilindro, donde se ubicarán los detectores final de carrera, para realizar se debe dar doble clic sobre el cilindro, en la figura 2.1-9 se observa la ventana que despliega el software.
Figura 2.1-9. Configurar cilindro.
Dar clic en configurar marcas de accionamiento, elegir la cantidad y las posiciones de los detectores llenando la tabla y colocando los detectores con la distancia, considere que el 0 es la posición totalmente retraída y el 100 la posición totalmente expulsada. En la figura 2.1-10 se tiene la configuración de dos detectores finales de carrera A0 y A1 colocados a los extremos de la carrera del cilindro.
Figura 2.1-10. Regla de distancia.
Figura 2.1-11. Configuración de solenoide.
Ahora se colocar la alimentación de aire comprimido para el circuito de fuerza, puede colocarse el símbolo de alimentación de aire para cuando es un solo cilindro o se desea alimentación independiente, pero en la figura 2.1-12 se observa que se utiliza 1 alimentación para cinco cilindros, por lo tanto es necesario colocar entre la alimentación de aire comprimido y las electroválvulas una unidad de mantenimiento.
Figura 2.1-12. Unidad de alimentación de aire comprimido.
Figura 2.1-13. Módulos de entradas y salidas de FluidSim a PLC.
Se debe tener en cuenta que la lógica de estos puertos es la siguiente, los módulos de entradas al PLC son los puertos de salida de FluidSim (FluidSim Out), mientras que los módulos de salidas del PLC serán los puertos de entrada a FluidSim (FluidSim In).
Ya que se han colocado los puertos de entradas y salidas necesarios, se procede a conectar los dispositivos de señal para el control de la secuencia en los módulos de entradas del PLC, es decir, los detectores final de carrera, los botones pulsadores y sensores, así como, las solenoides en los módulos de salida del PLC. En la figura 2.1-14 se muestra la inserción de un botón pulsador, el cual será configurado con el nombre (INI), para dar etiquetas o nombres a los detectores y los botones pulsadores se debe dar doble clic sobre el dispositivo.
Figura 2.1-14. Marca para un botón pulsador.
Figura 2.1-15. Marca de un obturador.
Una vez que se tienen los detectores, sensores y pulsadores configurados y conectados a los puertos de salida de FluidSim se procede a colocar los solenoides en los puertos de entradas a FluidSim como se muestra en la figura 2.1-16.
Figura 2.1-16. Inserción de los solenoides.
Para dar una marca o nombre a las solenoides se debe dar doble clic sobre el dispositivo a marcar, el sistema abrirá la ventana de la figura 2.1-17, se debe dar los nombres a los solenoides igual que en las electroválvulas, de lo contrario el sistema marcará un error, se deben tener tantos solenoides con en las electroválvulas.
Una vez que se tengan los solenoides configurados y conectados al puerto de entradas a FluidSim, se deben colocar las alimentaciones, de 24Vdc ya que se simulan electroválvulas a 24 volts de corriente directa, para los dispositivos de señal se deben colocar el positivo o +24Vdc, mientras que para los solenoides deben ser conectados a 0Vdc, como se muestra en la figura 2.1-18.
Figura 2.1-18. Alimentación del circuito de control por PLC.
Una vez que se tienen configurados los circuitos de fuerza y de control por PLC, se deben configurar los puertos de entradas y salidas de FluidSim, para esto se debe hacer doble clic sobre el puerto a configurar, el sistema desplegará una ventana como la de la figura 2.1-19.
Figura 2.1-19. Configuración de puerto de FluidSim.
En la ventana desplegada se puede visualizar dos selecciones, el de la parte superior corresponde a la selección del servidor OPC, mientras que el de la parte inferior corresponde a la configuración de la dirección del puerto de FluidSim con respecto al módulo de entradas o salidas digitales del PLC; al dar clic en el botón seleccionar… de la parte superior mostrará la figura 2.1-20, para el ejemplo de esta integración debe ser seleccionada el “FestoDidactic.EzOPC.1 (FestoDidactic.EzOPCV4.x)”, ya que ha sido
Debe tomarse en cuenta que para la configuración de los puertos de entradas y salidas de FluidSim se debe tener abierto y configurado el proyecto en el administrador SIMATIC, se debe tener cargado el programa en el PLCSim, esto se realizará en el tema 2.2 y debe estar ejecutado el servidor OPC.
Figura 2.1-20. Selección del servidor OPC.
Ya que se ha seleccionado el servidor OPC, regresará a la pantalla de la figura 74, y se prosigue con la configuración de la dirección del puerto, esta dirección debe corresponder a los módulos del controlador lógico programable, de lo contrario no reconocerán el
intercambio de datos. Al pulsar el botón de seleccionar… de la parte inferior desplegará la
ventana de la figura 2.1-21, en donde se pueden visualizar los puertos de PLC, primero se debe seleccionar el PLCSim, para que muestre los módulos disponibles, estos se verán en la parte derecha de la ventana, se prosigue a seleccionar los módulos dando doble clic en la dirección deseada, se debe tomar en cuenta que los puertos EB son para los módulos de entradas en el PLC y los AB corresponden a los módulos de salida del PLC.
Una vez que se seleccionó la dirección se debe dar clic en OK, en la pantalla de configuración del puerto aparecerá la dirección seleccionada, como se muestra en la figura 2.1-22, si todo ha sido correcto se debe dar clic en aceptar.
Figura 2.1-22. Puerto de salida de FluidSim configurado.
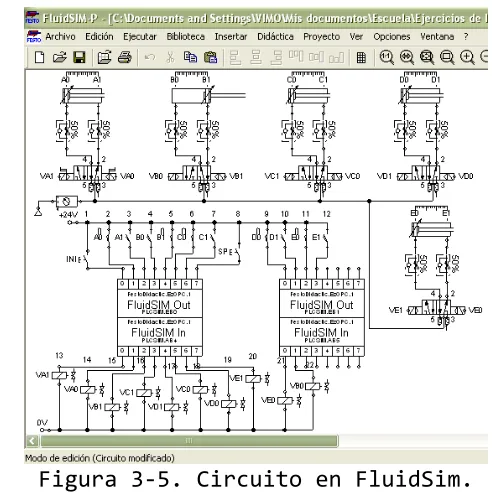
Esta configuración se debe realizar para cada módulo, verificando que cada puerto tenga su propia dirección y que correspondan con las entradas y salidas digitales del controlador lógico programable, para lograr un buen desempeño. En la figura 2.1-23 se observa el circuito de fuerza y control finalizados en el software FluidSim.
Con este ejemplo se pueden adquirir los conocimientos necesarios para la configuración de los Circuitos de control por PLC y de fuerza en FluidSim, para la simulación de procesos electroneumáticos mediante la integración de softwares.
2.2 Siemens STEP 7.
El programa STEP 7, es el software estándar desarrollado por la empresa alemana Siemens para la programación y configuración de los sistemas de automatización SIMATIC.
Dentro de este software se encuentran cuatro tipos distintos de lenguajes de programación, proporcionando al usuario una variedad para el uso de estos dispositivos, según le sea más cómodo.
1) Lenguajes literales.
Lenguaje AWL; (Alemán Anweisungsliste), Lista de instrucciones, en esta forma se insertaran los comandos con un formato de texto con lo cual se crean las funciones del programa, con códigos predeterminados. Ejemplo de un programa con lenguaje AWL en la figura 2.2-1.
Figura 2.2-1. Programa de control de la secuencia A+B+B-A- en lenguaje AWL.
2) Lenguajes gráficos.
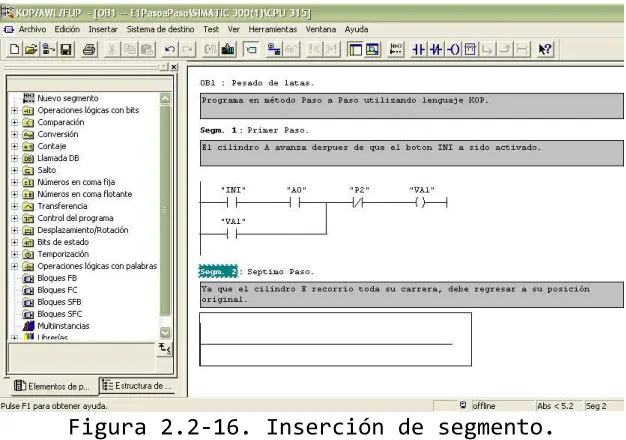
Lenguaje KOP; (Alemán Kontaks plan), Este lenguaje ofrece como funciones los símbolos para crear el diagrama en escalera con lo cual se crea el programa para el PLC S7. Figura 2.2-2.
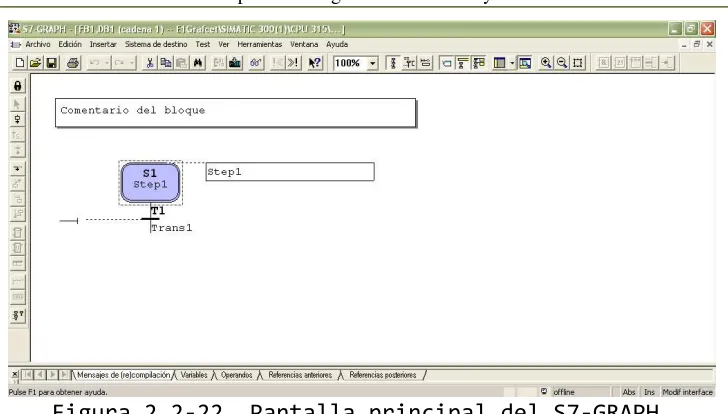
Lenguaje S-7 GRAPH, este lenguaje utiliza la lógica del Grafcet, para la creación de los programas.
Figura 2.2-2. Programa de control manual de un cilindro de doble efecto en lenguaje KOP.
Esta variedad de lenguajes aporta un ajuste de comodidad para la programación y uso del STEP 7, ya que dependerá de cada programador según sus conocimientos y su habilidad de manejo del software la programación con alguno de estos lenguajes o el conocimiento de todos, de la misma manera siemens pone a disposición algunos manuales básicos de operación con los diferentes lenguajes de programación.
Figura 2.2-3. Programa de control de la secuencia A+B+B-A- en lenguaje FUP.
La programación con STEP 7 da una pauta a realizar programas que controlen procesos muy sofisticados, ya que, cuenta con librerías no solo para funciones básicas como contactos abiertos, cerrados y salidas, si no tiene una gran gama de librerías para emplear funciones más avanzadas como son, temporizadores, contadores, comparadores, operaciones matemáticas y convertidores de señal, entre otras funciones.
El STEP 7 es un software que no es necesario ser un programador para poder realizar ejercicios o secuencias en él, debido a sus distintos lenguajes de programación es muy accesible y permite su uso mientras se va aprendiendo, incluso puede ser utilizado para el aprendizaje de PLC y su programación.
Este software no solo ayuda a programar y descargar las secuencias a los PLC de la familia S7 de Siemens, también nos ayuda a monitorear el funcionamiento del PLC, por medio del administrador SIMATIC, se reúnen todas las aplicaciones del software, para crear dentro de un proyecto todos los datos y ajustes necesarios para la solución de su tarea de automatización.
Por medio del STEP 7 es que se sincronizan o se comunican los PLC S7 de Siemens con la PC, se debe de configurar para que el sistema lo reconozca, pero el mismo software nos ayuda a realizar todo esto, siguiendo las instrucciones de los manuales de usuario, tanto de los PLC como del software para manejarlo, que es el STEP 7, simplemente es la base para, el aprendizaje, la operación, el monitoreo y la programación de los PLC de Siemens de la familia S7.
El STEP 7 ofrece la ventaja de poder observar el funcionamiento del programa con un código de colores, que indican cuando cada elemento esta energizado o en funcionamiento y cuando no, mientras el programa se encuentra en ejecución.
S7-PLCSim.
El PLCSim es una aplicación, del software STEP 7 de Siemens, que está diseñado para la simulación de los módulos de un PLC S7.
Este simulador puede ser diseñado, según el programador necesite de los módulos, es decir, el programador se encargara de ir insertando los módulos de entradas y de salidas en el simulador del PLC, serán direccionados, y configurados para responder a los impulsos del programa, en la figura 2.2-4 se observa la ventana del S7-PLCSim.
Este simulador también cuenta con su panel para el estado del PLC, donde se puede controlar para mandarlo al estado de RUN o STOP, mediante la selección de la casilla del módulo, de esta forma el PLC simulara estar en el modo de operación correspondiente al seleccionado por el programador.
El programador podrá colocar tantos módulos requiera, y no únicamente de módulos de entra y salida, también pueden ser insertados módulos de contadores, de temporizadores, marcas de bits, y acomodarlos como más le convenga. Además este software puede encontrarse en modo ON u OFF, esto es, que puede manipular el programa en ejecución o que únicamente sea una simulación.
Para configurar algún módulo en el PLCSim, es necesario ir al menú insertar y seleccionar el tipo de módulo que se desea insertar, también puede efectuarse desde la barra de herramientas, seleccionar el módulo deseado, o de manera más directa pueden ser insertados mediante pulsar la tecla F2 para entradas, F3 para salidas, F4 para marca, F11 para temporizador y F12 para contador, en la figura 2.2-5 se puede observar la ventana de PLCSim con un módulo de entradas, uno de salidas y uno de marcas, cabe mencionar que cada módulo tiene 8 bits.
Figura 2.2-5. S7-PLCSim – SimView1.
Este simulador es una parte fundamental en el desarrollo de nuestra herramienta virtual, ya que es el punto en donde se conecta el servidor OPC, con el programa creado en el STEP 7 para que sea enlazado y ejecutar la secuencia programada con el FluidSim.
S7-KOP, AWL, FUP.
Esta aplicación del STEP 7 sirve para realizar bloques de programación, es decir, con esta función se diseñaran los programas para los controladores lógicos programables de la marca Siemens de la familia S7. Como se ha mencionado anteriormente el software STEP 7 cuenta con cuatro lenguajes de programación, de los cuales tres pueden ser empleados para el diseño de los bloques con la función S7-KOP, AWL, FUP.
Figura 2.2-6. Bloque de programación OB1.
Una vez que el bloque a sido ejecutado el sistema desplegará una ventana como la de la figura 2.2-7, en esta ventana se puede dar una etiqueta o símbolo al bloque de programación, también se puede dar comentario, visualizar la dirección donde se ha guardado el bloque, elegir el lenguaje de programación, como a sido mencionado antes se seleccionará el lenguaje KOP.
Figura 2.2-7. Propiedades del bloque de programación.
Ya que el bloque a sido configurado como el usuario lo requiera, se debe pulsar el boton de aceptar, de este manera el sistema abrira la pantalla del S7-KOP, AWL, FUP y se podra comenzar con el diseño.
Dentro de la pantalla principal del bloque de programación se deben dintinguir cuatro areas principales, las cuales seran fundamentales para el diseño de los programas, estas areas son las siguientes:
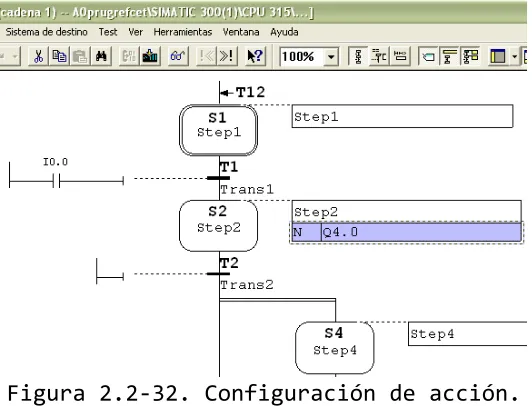
![figura 1.2.3-4. [11].](https://thumb-us.123doks.com/thumbv2/123dok_es/4981698.76203/23.612.225.387.543.662/figura.webp)