v
INSTITUTO POLITÉCNICO NACIONAL
IMPLEMENTACIÓN DE UNA ESTACIÓN DE
MANIPULACIÓN X-Y CON ACTUADORES NEUMÁTICOS
SINCRONIZADA CON PLC
P R E S E N T A N:
ARIANA PATRICIA AGUSTINIANO MARTÍNEZ GERARDO RODRÍGUEZ NOCHEBUENA
IVÁN MARTÍNEZ HERNÁNDEZ
M. en C. Pedro Francisco Huerta González M. en C. Mauricio Aarón Pérez Romero
MÉXICO,D.F.2013
ESCUELA SUPERIOR DE INGENIERÍA
MECÁNICA Y ELÉCTRICA
T E S I S
QUE PARA OBTENER EL TÍTULO DE INGENIERO DE CONTROL Y AUTOMATIZACIÓN
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. AGRADECIMIENTOS.
Ariana Patricia Agustiniano Martínez.
A Dios por darme la fuerza y el coraje por hacer este sueño realidad, por estar conmigo en cada momento de mi vida y guiado a lo largo de mi carrera, por ser mi gran fortaleza en los momentos difíciles y brindarme una vida llena de aprendizajes, felicidad y experiencias.
Agradezco al Instituto Politécnico Nacional, donde a través de su Escuela Superior de Ingeniería Mecánica y Eléctrica Unidad Zacatenco, me permitió formarme como persona y realizar mis estudios profesionales.
A los Maestros: Pedro Francisco Huerta González y Mauricio Aarón Pérez Romero, por asesorarnos, orientarnos y la gran ayuda que nos brindaron en la presente tesis y a todos mis profesores por sus enseñanzas y su dedicación dentro de la Institución.
A mis padres por apoyarme en todo momento incondicionalmente, por haberme dado la oportunidad de tener una excelente educación y su inmenso cariño son invaluables en toda mi vida y que los llevo en mi corazón; son mi gran inspiración.
A toda mi familia, quienes siempre tengo presente y por la gran ayuda que siempre me han brindado, gracias por las enseñanzas que me ayudaron a realizarme como persona, y por su gran cariño.
A todos mis amigos y amigas que siempre han estado a mi lado, con los que quienes conviví muchos años en cada una de las etapas de mi vida y en los cuales aprendí mucho, excepcionalmente a los amigos de escuela de la vida diaria, donde cada uno de ellos me enseño algo y me brindaron su gran apoyo y su gran amistad.
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. Gerardo Rodríguez Nochebuena.
A mis padres:
Que sin su apoyo no hubiera sido posible concluir esta etapa en mi vida.
A la escuela:
Una gran institución a pesar de sus carencias me ayudo a crecer personalmente y profesionalmente.
A los profesores:
Que durante toda mi carrera me guiaron, me enseñaron unos más que otros, pero de todos aprendí.
A mis asesores:
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. Iván Martínez Hernández.
Esta tesis es dedicada a mis padres, profesores y todos los seres cercanos que me han ayudado tanto moralmente, ya que son parte fundamental y uno de los pilares más importantes en mi vida académica, tanto como en mi vida personal.
En los retos más importantes siempre han estado conmigo grandiosas personas y es por eso que hoy quiero compartir este momento escrito alcanzado hasta el día de hoy en mi vida como estudiante, sin ellos posiblemente lo alcanzado hasta el día de hoy no hubiese sido posible en todo aspecto quizá sería peor o mejor.
Quiero darle un agradecimiento en especial a todas aquellas personas que sin me ayudaron con sus palabras, a los catedráticos que me dieron conocimientos sustentables para poder redactar una tesis sobre el tema visto; no obstante dejar en claro que las personas de mi hogar no siempre fueron dóciles o nobles conmigo pero gracias a esas palabras fuertes pero sabias. He llegado a un momento personal importante con un agradecimiento aún más especial a mis padres, que con su cariño tolerancia y consejos me han hecho lograr una inspiración especial en este escrito, que me dieron en muchas ocasiones los recursos que parecían imposibles para solventar una educación como la que lleve a lo largo de mi vida.
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. i RESUMEN.
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. ii ÍNDICE GENERAL.
Resumen i
Índice General ii
Índice de Figuras iv
Índice de Tablas vii
Símbolos y Unidades viii
CAPÍTULO 1. INTRODUCCIÓN 1
1.1 Objetivo General 3
1.2 Objetivos Específicos 3
1.3 Justificación 4
1.4 Antecedentes 5
CAPÍTULO 2. ELECTRONEUMÁTICA Y PLC 7
2.1 Neumática 8
2.1.1 Historia de la Neumática 8
2.1.2 Elementos de un Sistema Neumático 10
2.2 Electroneumática 11
2.2.1 Dispositivos Eléctricos 12
2.2.2 Sistemas Electroneumáticas 13
2.2.3 Válvulas Electroneumáticas de cinco vías 13
2.3 Actuadores y Sensores 14
2.3.1 Cilindros Neumáticos 15
2.3.2 Sensores Fin de Carrera 18
2.4 PLC 19
CAPÍTULO 3. DESARROLLO DEL ARREGLO FÍSICO DE UN MECANISMO
X-Y 26
3.1 Especificación de los Actuadores Lineales Neumáticos 27
3.1.1 Selección de Actuadores Lineales Neumáticos sin vástago 29
3.1.2 Actuadores Lineales Neumáticos 34
3.2 Estructura de la Estación x-y 38
3.2.1 Elección del Aluminio 42
3.2.2 Ensamble de la Base de Aluminio 44
3.3 Integración del Sistema Mecánico 45
3.3.1 Implementación de la Ventosa 47
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. iii CAPÍTULO 4. IMPLEMENTACIÓN DEL SISTEMA DE CONTROL 53
4.1 Selección de los Dispositivos de Control 54
4.1.1 Selección del Módulo de Control PLC easy 800 54
4.1.2 Conexión Física PLC Moeller easy 822-DC-TC. Implementado con
Medidas. 59
4.1.3 Elección de la Electroválvula 63
4.1.4 Elección del Sistema de Compensación Contra el Desgaste 65 4.1.5 Selección y Funcionamiento de los Sensores Fin de Carrera 67
4.1.6 Botonera del Sistema 71
4.2 Diagramas Generales del Sistema 74
4.3 Integración del Sistema de Control 80
CAPÍTULO 5. PRUEBAS Y RESULTADOS 82
5.1 Programación de la Operación Manual 83
5.2 Programación de la Operación Automática 84
5.3 Pruebas 86
5.4 Aplicaciones 100
5.5 Resultados 102
5.6 Costos 106
CONCLUSIONES 113
GLOSARIO 114
BIBLIOGRAFÍA 115
ANEXO I 118
ANEXO II 119
ANEXO III 120
ANEXO IV 121
ANEXO V 122
ANEXO VI 123
ANEXO VII 124
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. iv ÍNDICE DE FIGURAS.
Figura 2.1 Vagón perforador en el túnel de Mont-Cenis 9
Figura 2.2 Compresor empleado en el túnel de Mont-Cenis 9
Figura 2.3 Planta de compresores del sistema neumático de París 1888 9
Figura 2.4 Elementos de un sistema neumático 10
Figura 2.5 Elementos de tratamiento de aire 11
Figura 2.6 Sistemas electroneumáticas 13
Figura 2.7 Cilindros de simple efecto 16
Figura 2.8 Cilindros de doble efecto 17
Figura 2.9 Sensor fin de carrera 18
Figura 2.10 Estructura de un sistema automatizado 21
Figura 2.11 Arquitectura típica de un PLC 22
Figura 2.12 PLC compacto 23
Figura 2.13 PLC modular 24
Figura 2.14 Unidad de procesos (CPU) 25
Figura 3.1 Mesa cartesiana x-y 28
Figura 3.2 Pistón del actuador lineal neumático 29
Figura 3.3 Actuador lineal neumático 30
Figura 3.4 Tipo de actuador lineal DGO 30
Figura 3.5 Justificación de selección de actuador lineal neumático 31
Figura 3.6 Estructura de selección de materiales 31
Figura 3.7 Datos técnicos generales de actuadores lineales 32
Figura 3.8 Partes principales y dimensiones de actuadores neumáticos DGO 34
Figura 3.9 Tipos de módulos lineales 35
Figura 3.10 Partes generales del módulo lineal y sección 36
Figura 3.11 Esquema de los elementos principales de la mesa cartesiana x-y 37
Figura 3.12 Estructuras de Acero en edificación 38
Figura 3.13 Variedad de formas de Aluminio 39
Figura 3.14 Variedad de formas y tamaños de los accesorios 40
Figura 3.15 Sistemas de sujeción pre-diseñados 40
Figura 3.16 Accesorios de sujeción 41
Figura 3.17 Accesorios para acabados 41
Figura 3.18 Aluminio extruido de 30 x 30 mm 42
Figura 3.19 Largo del Aluminio extruido 43
Figura 3.20 Ancho del Aluminio extruido 43
Figura 3.21 Soporte de la estructura de Aluminio 43
Figura 3.22 Vista de la estructura de Aluminio 44
Figura 3.23 Vista de los actuadores lineales 45
Figura 3.24 Vista de la electroválvula 46
Figura 3.25 Ventosa en forma de fuelle 47
Figura 3.26 Generador de vacío 47
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. v
Figura 3.28 Técnicas de vacío de ventosa y eyector. Fuente SMC 49
Figura 3.29 Medición de fluidos-Ventury-presión atmosfera 50
Figura 3.30 Aplicaciones del Ventury 51
Figura 3.31 Presión atmosférica 51
Figura 3.32 Ensamble de la base de Aluminio, los pistones, ventosa, y las
electroválvulas 52
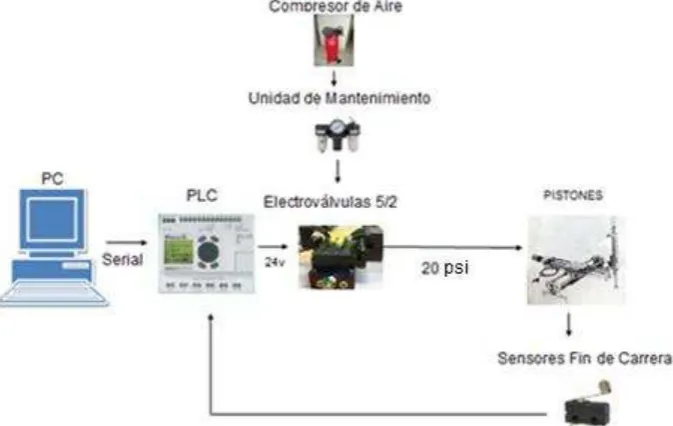
Figura 4.1 Componentes mecánicos, electroneumáticas y control 53 Figura 4.2 Imágen del PLC Moeller easy 822 DC-TC conectado para su uso 55
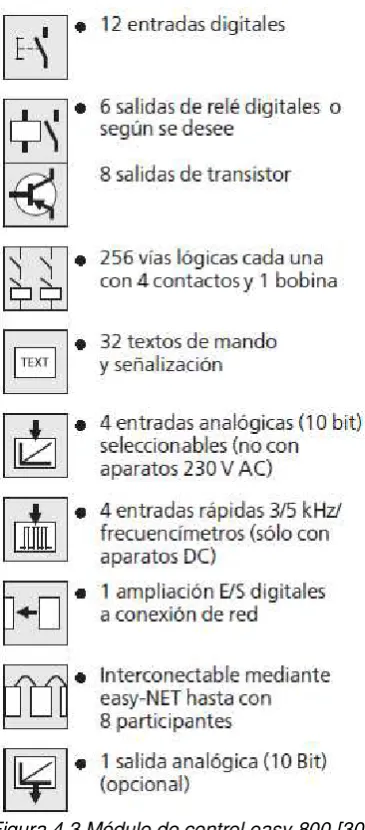
Figura 4.3 Módulo de control easy 800 56
Figura 4.4 Dimensiones del PLC Moeller y su compacticidad 57
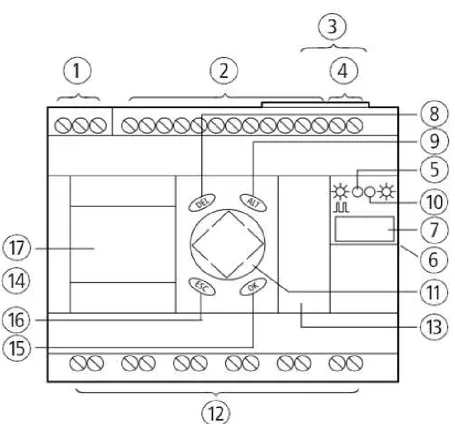
Figura 4.5 Diagrama físico del PLC easy 822 con el número de componentes 58
Figura 4.6 Conexión física del PLC 60
Figura 4.7 Estación de PLC Moeller 62
Figura 4.8 Válvulas de bobina de metal 63
Figura 4.9 Datos principales para válvulas según el manual Parker 64
Figura 4.10 Conectores de solenoide de la válvula 5/2 64
Figura 4.11 Clase de encapsulado de alta resistencia eléctrica 65
Figura 4.12 Sistema de compensación contra el desgaste 66
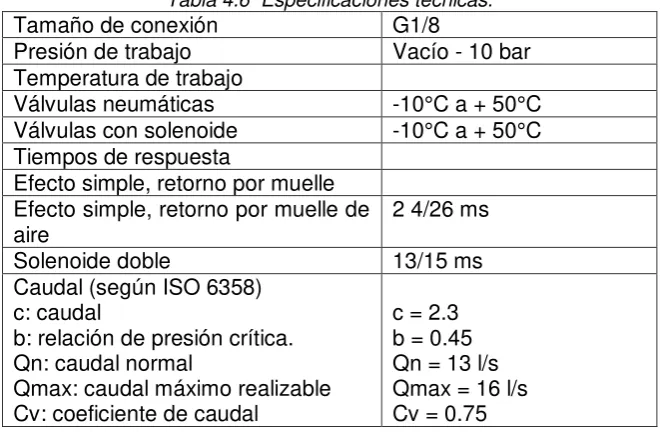
Figura 4.13 Gráfica del comportamiento del caudal 66
Figura 4.14 Tipos de interruptor de límite 68
Figura 4.15 Interruptor de límite seleccionado 68
Figura 4.16 Diagrama eléctrico de un final carrera 69
Figura 4.17 Sensores de fin de carrera montado en la mesa x-y 69
Figura 4.18 Sensor mecánico-eléctrico de final de carrera 70
Figura 4.19 Sensor magnético de cilindro 71
Figura 4.20 Selección de los interruptores 72
Figura 4.21 Tablero del PLC 73
Figura 4.22 Diagrama de Bloques 74
Figura 4.23 Diagrama de conexión válvulas – PLC 75
Figura 4.24 Diagrama electroneumática demostrativo de la indicación de la
colocación de los sensores fin de carrera 76
Figura 4.25 Diagrama secuencial del funcionamiento neumático 76 Figura 4.26 Diagrama eléctrico de las entradas al PLC que se encuentran
conectadas con los sensores de final de carrera 77
Figura 4.27 Diagrama eléctrico del PLC a las salidas de las electroválvulas que se encuentran conectadas con los sensores de final de carrera 78 Figura 4.28 Diagrama unifilar hacia la conexión de la compresora 79 Figura 4.29 Diagrama electroneumática de la estación de manipulación x-y
sincronizado con PLC 79
Figura 4.30 Diagrama espacio-fase de la estación de manipulación x-y
sincronizado con PLC 80
Figura 4.31 Estación de manipulación y tablero de control conexiones
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. vi Figura 5.1 Activación para que el pistón “A” salga 83
Figura 5.2 Pistón “B” 83
Figura 5.3 Diagrama en escalera general de una secuencia consecutiva 84 Figura 5.4 Se utilizan dos contactos de enclave (M08 y M01) para poder abrir
el solenoide de la unidad de control y realizar el inicio 85
Figura 5.5 Primer movimiento del cilindro A hacia la derecha donde M01 debe cerrarse para iniciar la secuencia M02= interruptor fin de carrera 1 85 Figura 5.6 Accionamiento del cilindro B hacia la derecha para la forma
secuencial 85
Figura 5.7 Accionamiento del cilindro C hacia abajo 85
Figura 5.8 Acción de la ventosa que succionara el producto que se pretende
para colocarlo en donde se desea 86
Figura 5.9 Movimiento del cilindro C hacia arriba, el cual lo hace para colocar
la ventosa arriba y succionando al producto 86
Figura 5.10 Retroceso del cilindro B hacia la izquierda para colocar el
producto 86
Figura 5.11 Movimiento del cilindro C y desactivación de la ventosa para
soltar el producto 86
Figura 5.12 Medidas de la ventosa para succionar un producto 87 Figura 5.13 Ventosa de sujeción para succionar una hoja de papel tamaño
carta 87
Figura 5.14 Estación de manipulación x-y con la ventosa de sujeción y hoja
de papel 88
Figura 5.15 Medidas de la ventosa de sujeción 89
Figura 5.16 Bascula para medir el peso de los materiales de sujeción 90 Figura 5.17 Estación de manipulación x-y con el actuador lineal neumático no.1, actuador lineal neumático no.2, cilindro y ventosa de sujeción 94 Figura 5.18 Estación de manipulación x-y con el PLC programado “diagrama
escalera” 95
Figura 5.19 Diagrama espacio-fase no.1 96
Figura 5.20 Diagrama espacio-fase no.2 97
Figura 5.21 Diagrama espacio-fase no.3 98
Figura 5.22 Diagrama espacio-fase no.4 99
Figura 5.23 La neumática encuentra su mayor campo de aplicación en la
manipulación de productos 100
Figura 5.24 Primer paso para el ensamblado 102
Figura 5.25 Actuadores neumáticos antes de ser montados en una estructura,
a la izquierda inferior la unidad de mantenimiento 103
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. vii ÍNDICE DE TABLAS.
Tabla 3.1 Tipo de actuador lineal DGO 30
Tabla 3.2 Materiales de los cilindros 32
Tabla 3.3 Datos técnicos generales, condiciones de funcionamiento y del
entorno, fuerzas y pesos 33
Tabla 3.4 Dimensiones de actuadores lineales DGO 34
Tabla 3.5 Referencias del actuador neumático DGO 34
Tabla 4.1 Módulo de control easy 800 56
Tabla 4.2 Conexiones y partes del PLC 58
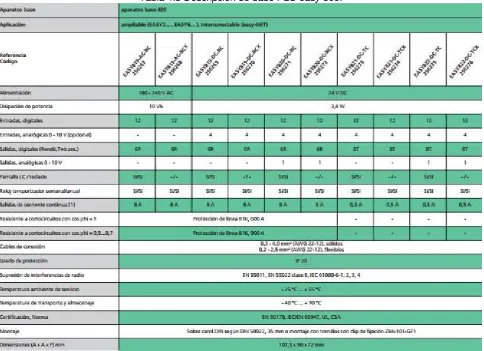
Tabla 4.3 Descripción de base PLC easy 800 61
Tabla 4.4 Aparatos base de PLC easy 800 61
Tabla 4.5 Funcionamiento de la válvula de control 63
Tabla 4.6 Especificaciones técnicas 67
Tabla 5.1 Ficha técnica de la ventosa de sujeción 89
Tabla 5.2 Tipo de material plano 90
Tabla 5.3 Tipo de materiales ligeros 91
Tabla 5.4 Tipo de material sólido poroso geométrica 92
Tabla 5.5 Movimientos del diagrama espacio-fase no.1 96
Tabla 5.6 Movimientos del diagrama espacio-fase no.2 97
Tabla 5.7 Movimientos del diagrama espacio-fase no.3 98
Tabla 5.8 Movimientos del diagrama espacio-fase no.4 99
Tabla 5.9 Precios de la inversión de control 107
Tabla 5.10 Precios de la inversión de electroneumática 108
Tabla 5.11 Precios de la inversión de base de Aluminio 109
Tabla 5.12 Precios de la inversión neumático 110
Tabla 5.13 Relación de costos de mano de obra 110
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. viii SÍMBOLOS Y UNIDADES.
Simbología. Nombre. Unidad. Nombre.
A Área °C Grado centígrado
AC Corriente alterna A Ampere
B Relación de presión crítica atm Atmosfera
C Caudal másico bar Unidad de presión, barias
Cv Coeficiente de caudal cm Centímetro
DC Corriente directa cm² Centímetro cuadrado
E/S Entrada/salida cos Coseno
F Fuerza g Gramo
G Gasto Hz Hertz
I/O Encendido/apagado k Kelvin
max Máxima Kg Kilogramo
min Mínima kHz Kilo Hertz
NA Normalmente abierto km Kilometro
NC Normalmente cerrado kPa Kilo pascal
Q Caudal kW Kilowatt
Qmax Caudal máximo realizable l/s Litros por segundo
Qn Caudal normal m Metro
Π Pi m/s Metro sobre segundo
mA Mili ampere
mm Milímetro
mm² Milímetro cuadrado
ms Milisegundo
mW Mili watt
MW Mega watt
N Newton
Nm Newton metro
P Presión
Pa Pascal
psi Libra por pulgada cuadrada
Rr Relación de compresión
s Segundo
V Voltio
VA Volts amperes
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. 1
La industria es la actividad más importante para el hombre hoy en día, ya que con ayuda de la industria se tiene la habilidad para hacer elementos neumáticos y eléctricos, y es muy importante para la actividad económica, tiene técnicas que se desarrollan para obtener, transformar o transportar uno o varios productos.
Es un conjunto de procesos y actividades que tienen la gran finalidad de transformar materias primas en productos elaborados, además de materias primas, para su desarrollo la industria necesita maquinaria, existen diferentes tipos de industrias como las Industrias Alimenticias, etc., las industrias se dedican a la elaboración de productos destinados a un fin común, el ser humano ha tenido la necesidad de transformar los elementos de la naturaleza para poder aprovecharse de ellos, en sentido estricto ya existían industrias con diversos procesos de transformación de recursos de la naturaleza la cual sufren cambios radicales, que se conoce como revolución industrial, este cambio se basa básicamente en la disminución del tiempo de trabajo necesario para transformar un recurso en un producto útil, gracias a la revolución industrial las regiones se pueden especializar, sobre todo, debido a la creación de medios de transporte eficaces.
La manufactura es la forma más elemental de la industria que significa "hacer a mano" en economía significa transformar la materia prima en un producto de utilidad concreta. Casi todo lo que usamos es un hecho de este proceso, y casi todo lo que se manufactura se elabora en grandes fábricas, existen mercancías que necesitan fabricarse en varias etapas, un ejemplo los automóviles, que se construyen con piezas que se han hecho en otras actividades de la industria se ha dado un sentido a la sustitución del hombre por la máquina ya que las empresas aprovechan la tecnología la cual deseen reducir costos y maximizar beneficios, ya que una máquina necesitará mantenimiento periódico, pero no se enfermará, en base de lo antes mencionado se puede llevar a la tarea que es muy necesaria el desarrollo tecnológico:
CAPÍTULO I.
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. 2
Las industrias pueden optar por explotar y mejorar sus procesos productivos actuales en busca de una mayor eficiencia en sus operaciones.
Mejorando o creando nuevos productos y procesos en la empresa. Es en este momento donde surge la innovación.
Fabricación, comercialización de un producto y/o servicio nuevo o mejora de uno existente.
Las industrias básicamente se encargan de la producción otras del diseño, desarrollo, fabricación, ensamblaje, comercialización, reparación y ventas, para poder llevar acabo esto se necesita básicamente de maquinaria, el ser humano en su actividad de trabajar, es un desgaste de energía de quien lo realiza (energía humana) con la ayuda de distintos instrumentos y accionando sobre un objeto de trabajo con componentes objetivos y subjetivos respectivamente.
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. 3 1.1 OBJETIVO GENERAL.
Implementar una mesa de manipulación x-y mediante la integración de actuadores lineales neumáticos, así como de una ventosa para la sujeción de materiales, cuya secuencia de operación sea realizada por un PLC.
1.2 OBJETIVOS ESPECÍFICOS.
Selección de los dispositivos a implementar para la realización de la estación de manipulación x-y, actuadores lineales neumáticos, cilindro con una ventosa para sujeción y electroválvulas 5/2.
Implementación de la secuencia de operación mediante el PLC Moeller easy 822-DC-TC.
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. 4 1.3 JUSTIFICACIÓN.
Este proyecto se realizó para cubrir una necesidad escolar; como lo es la implementación de sistemas neumáticos programables, y a su vez la selección del material de trabajo que puede ser útil para las generaciones siguientes. Así como también para aplicar, implementar los conocimientos adquiridos en la carrera; manipulando un sistema neumático mediante un PLC.
En las industrias existen una gran diversidad de procesos automatizados que son controlados por sistemas sencillos y/o complejos que están basados en componentes industriales como son servomotores, sistemas neumáticos, hidráulicos, PLC´s, PAC’s, entre otros.
Las empresas usan procesos específicos para llevarlos a cabo con el fin de servir al hombre para ello se debe resaltar varias pérdidas económicas en seguridad industrial por incapacidad laborar, por el esfuerzo y/o lesiones sufridas por la acción de estibar materiales, cajas o productos. Esta estación de manipulación x-y con actuadores neumáticos nos permite tener un mayor conocimiento de equipos de que actualmente son utilizados en la industria en general debido a que se conforma con dispositivos industriales reales.
Esta estación de manipulación x-y con actuadores neumáticos que se implementa se propone que tiene de finalidad la integración de componentes automáticos con una combinación de movimientos y mandos electrónicos, apegada a normas de calidad para tener un mejor entendimiento del control y automatización, debido a que estos equipos los encontramos en cualquier proceso, por ejemplo:
Industria Textil.
Industria Alimenticia.
Industria Farmacéutica.
Industria Robótica.
Industria Metalúrgica.
Industria Cementera.
Industria Automovilística.
Industria Petroquímica.
Industria Siderúrgica.
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. 5 1.4 ANTECEDENTES.
El proyecto que se analizó en [1], fue un contexto actual, que permita enmarcar el diseño e implementación de una máquina estibadora. Tiene de finalidad la integración de componentes automáticos con una combinación de movimientos y mandos electrónicos, apegada a normas de calidad y sistemas de ergonomía, para tener un mejor entendimiento del control y automatización, debido a que estos equipos los encontramos en cualquier proceso, por ejemplo: la Automotriz, Metal-Mecánica, Farmacéutica, Textil, Papelera, Alimenticia, entre otras. Las máquinas automatizadas generalmente tienen los siguientes beneficios: eficientar el trabajo, incrementan la seguridad, mejorar la calidad de los productos, disminuir los tiempos de producción, y reducir los costos de producción.
Asimismo en [2], hoy en día los consumidores están preocupados con la seguridad higiene que son elaborados los alimentos que se consumen. El término industria alimenticia abarca un conjunto de actividades industriales dirigidas al tratamiento, transformación, preparación, conservación y envasado de productos alimenticios, y la posición de productos, las materias primas utilizadas son de origen vegetal o animal y se producen en explotaciones agrarias, ganaderas y pesqueras. La industria alimentaría actual ha experimentado un intenso proceso de automatización, en la actualidad se han creado procesos industriales altamente mecanizados basados en el empleo generalizado de capital lo que ha dado paso a la existencia de grandes industrias en numerosos países. La industria láctea se caracteriza por la existencia de muchas fábricas relativamente pequeñas que ofrecen productos como leche, queso, requesón, nata, helados, yogurt, suero y lactosa.
En el proyecto [3], que se analizó comprende líneas de robótica, hidráulica y control. Es un grupo de Investigación en Robótica llamado AVARC, que brindo bases para iniciar la tarea del mejoramiento de un Módulo de Ensamble del Laboratorio de Robótica de una Universidad. El grupo de investigación AVARC, asumió la labor del mejoramiento del Módulo. Para llevar a cabo este proyecto, se conformaron varios grupos a los cuales se les asignaron diferentes objetivos, y así realizar un trabajo en conjunto el cual pudiese ser desarrollado desde diferentes puntos de vista. El proyecto caracterizó, implementó, diagnosticó, corrigió y puso en marcha el módulo de ensamble del laboratorio de robótica y sistemas integrados de manufactura, el cual corresponde a la primera fase de la investigación, y consiste en la implementación y caracterización del módulo de ensamble, en particular al brazo hidráulico. El documento describe la evolución de la robótica en los SIM, y como fue el desarrollo del proyecto a lo largo de la investigación, hasta llegar a la implementación directa al Sistema de Manufactura Integrada por Computadora (SIM).
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. 6
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. 7
En este capítulo se explica la utilización de la neumática (aire comprimido y vacío) como una fuente de energía desde inicios del siglo III a.C. hasta nuestros días y como esta ha ido evolucionando introduciendo elementos eléctricos y electrónicos con el fin de convertir una señal eléctrica en una actuación neumática. La neumática es la fuerza y la electricidad del control. Pasando así de la neumática a la electroneumática y de esta última a la introducción de PLC´s, a mediados de los años 70´s, aumentando con esto las posibilidades del control, mayor libertad de programación y reducción considerable en costos de instalación. La neumática es la tecnología que emplea el aire comprimido como modo de transmisión de la energía necesaria para mover y hacer funcionar mecanismos. Mediante un fluido, ya sea aire (neumática), aceite o agua (hidráulica) se puede conseguir mover un motor en movimiento giratorio o accionar un cilindro para que tenga un movimiento de salida o retroceso de un vástago (barra). Esto hoy en día tiene infinidad de aplicaciones como pueden ser la apertura o cierre de puertas en trenes o autobuses, levantamiento de grandes pesos, accionamientos para mover determinados elementos, etc. El control del motor o del cilindro para que realice lo que nosotros queremos se hace mediante válvulas que hacen las veces de interruptores, pulsadores, conmutadores, etc.
CAPÍTULO 2.
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. 8 2.1 NEUMÁTICA.
Neumática proviene de la palabra griega <<pneuma>>, que significa aliento o soplo (o también: alma, espíritu, soplo, hálito, viento). La Neumática se ocupaba de la dinámica del aire y de los fenómenos gaseosos, pero la técnica ha creado de ella un concepto propio, pues en Neumática sólo se habla de la aplicación de la sobre presión o de la depresión [6]. El griego vocablo que significa alma es pneuma y en consecuencia la técnica que utiliza el
aire como vehículo para trasmitir energía se llama Neumática [7]. El término Neumática describe la incorporación de aire comprimido a la técnica de mandos y accionamientos [8]. Otra definición sería como el conjunto de elementos (válvulas de presión, control de flujo, actuadores, conexiones, etc.) interconectados entre sí, para transformar la energía estática del aire en energía dinámica o de trabajo (Joules).
2.1.1 HISTORIA DE LA NEUMÁTICA.
Neumática es el estudio del movimiento del aire, en sus comienzos el hombre utilizó el viento en la navegación y en el uso de los molinos para moler grano y bombear agua, en 1868 George Westinghouse fabricó un freno de aire que revolucionó la seguridad en el transporte ferroviario. En 1950 la neumática progresa ampliamente en la industria con el desarrollo paralelo de los sensores. Sistemas de aire comprimido proporcionan un movimiento controlado con el empleo de cilindros y motores neumáticos se aplican en herramientas, válvulas de control y posicionadores, martillos neumáticos, pistolas para pintar, motores neumáticos, sistemas de empaquetado, elevadores, herramientas de impacto, prensas neumáticas, robots industriales, vibradores, frenos neumáticos. Ventajas que presenta el uso de la neumática son su bajo costo de componentes, facilidad de diseños e implantación y el bajo par o la fuerza escasa que puede desarrollar a las bajas presiones con que trabaja, lo que constituye un factor de seguridad u otras características favorables son el riesgo nulo de explosión, su conversión fácil al movimiento giratorio así como al lineal, la posibilidad de transmitir energía a grandes distancias, una construcción y mantenimiento fáciles y la economía en la aplicaciones.
En el siglo XIX se comenzó a utilizar el aire comprimido en la industria de forma sistemática. Herramientas neumáticas, como martillos y correo neumáticos, son un ejemplo de estas aplicaciones. Surgieron gran cantidad de barreras técnicas, como pérdidas de carga y fugas debidas a los materiales de los tubos (en algunos casos, de cerámica).
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. 9 Figura 2.1 Vagón perforador en el túnel de Mont-Cenis [9].
Instalaron cada lado del túnel compresores del tipo de agua para refrigerar el aire dentro
de los cilindros, de modelos diferentes, debido al miedo a la “barrera del calor” en los
[image:22.612.241.392.84.180.2]materiales. Es importante hacer notar que por cada 9 perforadoras de roca en servicio, había 54 en reparación, debido a las tremendas tensiones. Cuando se terminó el túnel, más de 7 km de conducción neumática habían sido instalados desde una de las bocas, con lo que quedó demostrado que se podían salvar grandes distancias utilizando aire comprimido. Compresor empleado en el túnel de Mont-Cenis, (Figura 2.2) el pistón F está accionado por la rueda de un molino situada sobre la biela, el agua en el cilindro vertical hace los efectos de pistón.
Figura 2.2 Compresor empleado en el túnel de Mont-Cenis [9].
Dada la repercusión que tuvo el túnel de Mont-Cenis, muchos otros proyectos neumáticos fueron abordados, por ejemplo, en 1880 se inventó el primer martillo neumático. Pero el proyecto de mayor envergadura hasta la fecha fue realizado en 1888, en Francia, donde el ingeniero austriaco Víctor Popp, obtuvo permiso para utilizar el sistema de alcantarillado y montar una red de aire comprimido en toda la ciudad de París. Popp había instalado una planta de 1500 kW (Figura 2.3) que suministraba aire comprimido a más de 7 km de tuberías al que se unían otros 50 km de líneas secundarias. La planta suministraba aire a 6 bar. En 1891, la potencia instalada era de 18 MW.
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. 10
Desde entonces, los industriales europeos trabajaron incansablemente en toda clase de inventos y patentes relacionadas con el aire comprimido [9].
2.1.2 ELEMENTOS DE UN SISTEMA NEUMÁTICO.
a) Elementos generados de energía: Comprimen el aire aumentando su presión por encima de 1 atm (la atmosférica a nivel del mar) y reduciendo su volumen, por lo que se les llama compresores. Estos compresores pueden funcionar con motores eléctricos o de combustión interna; además llevan un deposito (para acumular el aire), manómetro (mide la presión relativa) y termómetro (mide la temperatura del aire comprimido en el depósito) (Figura 2.4). Se caracterizan por su caudal (Q) y su relación de compresión (Rr) que deben ser adecuadas al consumo de aire que requiere el circuito.
Figura 2.4 Elementos de un sistema neumático [10].
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. 11 Figura 2.5 Elementos de tratamiento de aire [10].
c) Elementos de mando y control: (Los elementos de mando dirigen el aire comprimido hacía varias vías en el arranque, la parada y el cambio de sentido del movimiento del pistón dentro del cilindro. Los elementos de control o válvulas de control, es básicamente un orificio variable por efecto de un actuador. Constituye el elemento final de control en más del 90% de las aplicaciones industriales). Estos elementos conducen de forma adecuada el aire. Son las tuberías y válvulas. Las tuberías suelen ser de acero en grandes instalaciones, aunque también de plástico flexible en determinados tramos. El cálculo del diámetro de las tuberías se realiza mediante tablas y gráficos, teniendo en cuenta fundamentalmente el caudal, las pérdidas de presión; estas últimas no deben sobrepasar las 0,1 atm desde el depósito al consumidor. Es frecuente que la red principal es un circuito cerrado con el fin de garantizar alimentación uniforme. Válvulas 3/2 es que tiene 3 orificios o vías y 2 posiciones se representan con flechas el estado o forma de comunicarse los orificios.
d) Elementos actuadores: Transforman la energía de presión del aire en energía mecánica. Pueden ser cilindros, de movimiento alternativo, o motores de movimiento rotatorio [10].
2.2 ELECTRONEUMÁTICA.
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. 12
Al principio, la combinación de aire y electricidad se miraba con un cierto recelo, debido a razones que actualmente carecen de fundamento. En los casos donde existe un gran peligro de incendio o explosión-ambientes mojados, altas temperaturas, radiaciones, campos magnéticos, etc. Se prefiere el uso exclusivo de la neumática. Como argumentos para la utilización del mando eléctrico se pueden citar los siguientes:
Gran velocidad de transmisión de las señales. En una línea eléctrica, la distancia no tiene consecuencia en el tiempo de respuesta. En una línea neumática si la tiene.
Aumento de las posibilidades de control debido al constante incremento de elementos de control disponibles en las técnicas eléctrica y electrónica.
Ahorro de energía. La electricidad resulta más económica que el aire, pues debido al bajo rendimiento de los compresores solamente se transforma en energía neumática una parte no muy grande de la energía eléctrica.
Los elementos eléctricos y electrónicos son más baratos a causa de su producción masiva.
Estos mismos elementos son a menudo muy pequeños, ocupan poco espacio y son fáciles de montar.
Los elementos que enlazan estas técnicas una de ellas es válvulas electroneumáticas. En electroneumática, la energía eléctrica substituye a la energía neumática como el elemento natural para la generación y transmisión de las señales de control que se ubican en los sistemas de mando. Los elementos nuevos y/o diferentes que entran en juego están constituidos básicamente para la manipulación y acondicionamiento de las señales de tensión y corriente que deberán de ser transmitidas a dispositivos de conversión de energía eléctrica a neumática para lograr la activación de los actuadores neumáticos [11].
2.2.1 DISPOSITIVOS ELÉCTRICOS.
El conjunto de elementos que debemos de introducir para lograr el accionamiento de los actuadores neumáticos son básicamente:
Elementos de retención.
Interruptores mecánicos de final de carrera.
Relevadores.
Válvulas electroneumáticas.
ELEMENTOS DE RETENCIÓN.
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. 13 2.2.2 SISTEMAS ELECTRONEUMÁTICAS.
Dentro de los elementos de un sistema electroneumática es importante reconocer la cadena de mando para elaborar un correcto esquema de conexiones. Cada uno de los elementos de la cadena de mando cumple una tarea determinada en el procesamiento y la transmisión de señales. La eficacia de esta estructuración de un sistema en bloques de funciones se ha comprobado en las siguientes tareas (Figura 2.6).
Elementos de trabajo Elementos de ajuste Elementos de conmutación Elementos de entrada -Cilindros -Motores -Unidades constructivas -Electromotores -Electroimanes -Motores lineales
-Válvulas de vías
-Válvulas de vías -Válvulas de cierre -Válvulas de presión
-Interruptores -Pulsadores
-Interruptores de límite -Transmisores -Sensores -Interruptores automáticos -Transistores -Tiristores -Contactores -Relevadores -Componentes electrónicos -Interruptores -Pulsadores
-Finales de carrera -Transmisores
-Detectores/transmisores -Sensores
Figura 2.6 Sistemas electroneumáticas [13].
Disposición de los elementos en el esquema de conexión.
Especificación del tamaño nominal, la corriente nominal y la tensión nominal de los componentes eléctricos (bobinas, etc.).
Estructura y puesta en marcha del mando.
Identificación de los componentes al efectuar trabajos de mantenimiento [13].
2.2.3 VÁLVULAS ELECTRONEUMÁTICAS DE CINCO VÍAS.
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. 14
La fuerza de accionamiento eléctrico para la inversión de la válvula piloto puede ser así muy pequeña. Y la inversión apropiadamente considerada de la válvula principal se realiza por la presión de trabajo procedente del sistema neumático.
2.3 ACTUADORES Y SENSORES.
Los actuadores neumáticos convierten la energía del aire comprimido en trabajo mecánico generando un movimiento lineal que pueden ser los servomotores de diafragma (también conocidos como servomotor neumático que consiste en un diafragma con resorte que trabaja entre 3 y 15 psi o 0.2 y 1 bar), pistones o cilindros o bien movimientos giratorios con motores neumáticos. La aplicación principal de los servomotores de diafragma reside en las válvulas de control neumática en las que el servomotor esta accionado por señales neumáticas y actúa diariamente sobre un vástago que posiciona el obturador y el asiento permite que el pase desde un caudal nulo hasta el caudal máximo. Los cilindros neumáticos de movimiento lineal son utilizados comúnmente en las aplicaciones donde la fuerza de empuje del pistón y su desplazamiento son elevados. Entre estos se encuentran los cilindros de simple y doble efecto, el cilindro tándem (es dos cilindros doble efecto que forman una unidad), en multiposición, el cilindro neumático guiado, el cilindro sin vástago y el cilindro neumático de impacto. Los actuadores neumáticos de movimiento giratorio pueden ser: cilindro de paleta, giratorio de pistón-cremallera-piñón y de dos pistones con dos cremalleras en los que el movimiento lineal del pistón es transformado en un movimiento giratorio mediante un conjunto de piñón y cremallera; y cilindro de aletas giratorias de doble efecto por ángulos comprendidos entre 0° y 270°.
El trabajo realizado por un actuador neumático puede ser lineal o rotativo. El movimiento lineal se obtiene por cilindros de émbolo (éstos también proporcionan movimiento rotativo con variedad de ángulos por medio de actuadores del tipo piñón-cremallera). También encontramos actuadores neumáticos de rotación continua (motores neumáticos), movimientos combinados e incluso alguna transformación mecánica de movimiento que lo hace parecer de un tipo especial.
En un sistema neumático los receptores con los llamados actuadores neumáticos o elementos de trabajos, cuya función es la transformar la energía neumática del aire comprimido en trabajo mecánico. Los actuadores neumáticos se clasifican en dos grandes grupos:
Cilindros.
Motores.
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. 15 2.3.1 CILINDROS NEUMÁTICOS.
Los cilindros neumáticos son, por regla general, los elementos que realizan el trabajo. Su función es la de transformar la energía neumática en trabajo mecánico de movimiento rectilíneo, que consta de carrera de avance y carrera de retroceso. Generalmente, el cilindro neumático está constituido por un tubo circular cerrado en los extremos mediante dos etapas, entre las cuales se desliza un émbolo que separa dos cámaras. Al émbolo va unido un vástago que, saliendo a través de una o ambas tapas, permite utilizar la fuerza desarrollada por el cilindro en virtud de la presión del fluido al actuar sobre la superficie del émbolo.
Los dos volúmenes de aire en que queda dividido el cilindro por el émbolo reciben el nombre de cámaras. Si la presión de aire se le aplica en la cámara posterior de un cilindro, el émbolo y el vástago se desplazan hacia adelante (carrera de avance). Si la presión de inverso (carrera de retroceso). Existen diferentes tipos de cilindros neumáticos. Según la forma en que se realiza el retroceso del vástago, los cilindros se dividen en dos grupos:
Cilindros de simple efecto.
Cilindros de doble efecto.
CILINDROS DE SIMPLE EFECTO.
Este cilindro de simple efecto sólo puede realizar trabajo en un solo sentido, es decir, el desplazamiento del émbolo por la presión del aire comprimido tiene lugar en un solo sentido, pues el retorno a su posición inicial se realiza por medio de un muelle recuperador que lleva el cilindro incorporado o bien mediante la acción de fuerzas exteriores. Existen varios tipos, los más empleados son los cilindros de émbolo. El movimiento, de trabajo es efectuado por el aire a presión que obliga a desplazarse al émbolo comprimiendo el muelle y, al desaparecer la presión, el muelle hace que regrese a su primitiva posición de reposo.
Por eso los cilindros de simple efecto se utilizan cuando el trabajo debe realizarse en una sola dirección. Hay que tener presente que existe aire a la presión atmosférica en la cámara opuesta, pero puede escaparse a la atmósfera a través de un orificio de escape. Según la disposición del muelle, los cilindros de simple efecto pueden aplicarse para trabajar a compresión (vástago recogido en reposo y muelle en cámara anterior), o para trabajar a tracción (vástago desplazado en reposo y muelle en cámara posterior).
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. 16 Figura 2.7 Cilindros de simple efecto [15].
CILINDROS DE DOBLE EFECTO.
Al decir doble efecto se quiere significar que tanto el movimiento de salida como el de entrada son debidos al aire comprimido, es decir, el aire comprimido ejerce su acción en las dos cámaras del cilindro, de esta forma puede realizar trabajo en los dos sentidos del movimiento. El campo de aplicación de los cilindros de doble efecto es mucho más extenso que el de los cilindros de simple efecto; incluso si no es necesario ejercer una fuerza en los dos sentidos, el cilindro de doble efecto es preferible al cilindro de simple efecto con muelle de retorno incorporado.
El cilindro de doble efecto se construye siempre en forma de cilindro de émbolo y posee dos tomas para el aire comprimido situadas a ambos lados del émbolo. Al aplicar aire a presión en la cámara posterior y comunicar la cámara anterior con la atmósfera a través de una válvula, el cilindro realiza carrera de avance. La carrera de retroceso se efectúa introduciendo aire a presión en cámara anterior y comunicando la cámara posterior con la atmósfera, igualmente a través de una válvula para la evacuación del aire contenido en esa cámara de cilindro.
Para una presión determinada en el circuito, el movimiento de retroceso en un cilindro de doble efecto desarrolla menos fuerza que el movimiento de avance, ya que la superficie del émbolo se ve ahora reducido por la sección transversal del vástago. Normalmente, en la práctica no requieren fuerzas iguales en los dos movimientos opuestos. Los cilindros de doble efecto pueden ser:
Sin amortiguación.
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. 17
El empleo de unos u otros depende de factores como carga y la velocidad de desplazamiento. Por ejemplo, cuando la carga viene detenida por topes externos pueden aplicarse los cilindros si amortiguación. Sin embargo, cuando la carga no viene detenida por tales topes se de recurrir a la utilización de los cilindros con amortiguación (Figura 2.8). Los cilindros de doble efecto presentan las siguientes ventajas sobre los cilindros de simple efecto:
Figura 2.8 Cilindros de doble efecto [16].
Posibilidad de realizar trabajo en los dos sentidos.
No se pierde fuerza para comprimir el muelle.
No se aprovecha toda la longitud del cuerpo del cilindro con carrera útil.
Por el contrario, tienen el inconveniente de que consumen doble cantidad de aire comprimido que un cilindro de simple efecto.
CONSUMO DEL AIRE.
La energía del aire que alimenta a los cilindros se consume transformándose en trabajo y una vez utilizado, se expulsa a la atmosfera por el escape durante la carrera de retroceso.
VELOCIDAD DEL ÉMBOLO.
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. 18
La velocidad del émbolo es función del trabajo, de la fuerza antagonista, de las secciones de las tuberías y también del diámetro nominal de la válvula de mando. También la velocidad del aire puede ser afectada por válvulas estranguladoras o por válvulas de escape frio.
CARRERA DEL CILINDRO.
Las principales razones para la limitación de las carreras son:
1) La disposición de los materiales para la fabricación de piezas largas. 2) La proporción entre la longitud del vástago y su diámetro.
Como consecuencia de la carrera escogida, si la longitud del vástago es muy larga en proporción a su diámetro, existe el riesgo de que la compresión se produzca el pandeo [14].
2.3.2 SENSORES FIN DE CARRERA.
El final de carrera o sensor de contacto (también conocido como "interruptor de límite") o limitswicht, son dispositivos eléctricos, neumáticos o mecánicos situados al final del recorrido de un elemento móvil, como por ejemplo una cinta transportadora, con el objetivo de enviar señales que puedan modificar el estado de un circuito. Internamente pueden contener interruptores normalmente abiertos (NA), cerrados (NC) o conmutadores dependiendo de la operación que cumplan al ser accionados. Como generalmente estos sensores están compuestos por dos partes: un cuerpo donde se encuentran los contactos y una cabeza que detecta el movimiento. Su uso es muy diverso (Figura 2.9), empleándose, en general, en todas las máquinas que tengan un movimiento rectilíneo de ida y vuelta o sigan una trayectoria fija, es decir, aquellas que realicen una carrera o recorrido fijo, como por ejemplo ascensores, montacargas, robots, etc. [17].
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. 19 2.4 PLC.
PLC es un controlador lógico programable es un dispositivo que controla una máquina o proceso y puede considerarse simplemente como una caja de control con dos filas de terminales: una para salida y la otra para entrada.
Los terminales de salida proporcionan comandos para conectar a dispositivos como válvulas selenoides, motores, lámparas indicadoras, indicadores acústicos y otros dispositivos de salida.
Los terminales de entrada reciben señales de realimentación (feedback) para conexión a dispositivos como interruptores de láminas, disyuntores de seguridad, sensores de proximidad, sensores fotoeléctricos, pulsadores e interruptores manuales, y otros dispositivos de entrada [18].
Los controladores de Lógica Programable (PLC) o autómatas programables, “son una
computadora industrial para la cual tanto su software como su hardware han sido
adaptados para soportar las condiciones críticas de un ambiente industrial”. Un PLC está
compuesto en esencia por los mismos elementos que una PC. Consta principalmente de entradas las cuales pueden estar conectadas a varios tipos de dispositivos; también cuenta con salidas, estas dos partes así como la interfaz de programación que en muchos casos es una PC o un panel de programación, son las partes del PLC que interactúan con el humano, y mediante las cuales, la Unidad Central de Procesamiento (CPU) toma decisiones de los que debe hacer.
El PLC consta de:
Módulos de entradas y salidas de señales discretas y analógicas así como módulos de entrada y salidas especiales. Estos módulos llevan conectados en las entradas sensores o interruptores, en las salidas arrancadores de motores, luces indicadoras o válvulas y los módulos especiales llevan a cabo determinados procesos de la información que reciben, por ejemplo el conteo de pulsos eléctricos.
Cuenta con módulo de procesamiento de comunicaciones para establecer una conexión con sistemas externos, tales como otros PLC, computadoras, interfaces humano-máquina.
Posee una unidad de memoria de acceso aleatorio (RAM), memoria EPROM y memoria flash.
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. 20
La Unidad Central de Procesamiento (CPU), es el conjunto de dispositivos necesarios para el funcionamiento lógico interno del API.
Las entradas/salidas (E/S), son el conjunto de los componentes que permiten el intercambio de información entre el API y el mundo exterior.
CARACTERÍSTICAS.
Para seleccionar un PLC es necesario tomar ciertas características las cuales se indican a continuación.
Unidad Central. El CPU consta de uno o varios microprocesadores, de igual manera que una microcomputadora, así pues el CPU ejecuta el sistema operativo, controla la memoria, monitorea las entradas, evalúa su lógica y enciende las salidas apropiadas, además controla las comunicaciones con dispositivos externos. Dado el gran ruido eléctrico que se puede llegar a producir en un ambiente industrial, el cual puede ser generado por motores, cableados, máquinas de soldar y lámparas fluorescentes, los PLC´s están fuertemente aislados para evitar que se vean afectados por estas condiciones, y como medida precautoria el PLC crea rutinas de chequeo de la memoria para asegurarse de que la información grabada en él no ha sido modificada por dicho ruido, esta sería la mayor diferencia entre CPU de un PLC.
Capacidad de Memoria de Programa/Datos: Es el número de posiciones de las memorias de instrucción y de datos que es capaz de analizar seguidamente, esto es, la capacidad de analizar simultáneamente las entradas y salidas.
Capacidad de Entradas y Salidas Digitales: Se define como el número máximo de variables de entrada y salidas digitales que puede manejar un PLC Möeller. Un autómata programable industrial (API) o Programable logic controller (PLC), es un equipo electrónico, programable en lenguaje no informático, diseñado para controlar en tiempo real y en ambiente de tipo industrial, procesos secuenciales (Figura 2.10).
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. 21 Figura 2.10 Estructura de un sistema automatizado [19].
FUNCIONAMIENTO DEL PLC.
Un PLC una vez conectado a la red eléctrica tiene básicamente dos modos de funcionamiento:
Stop. En este modo de funcionamiento no se ejecuta el programa de control.
Run. En este modo de funcionamiento el programa de control se está ejecutando de manera indefinida hasta que o bien el PLC pasa al modo Stop o bien se desconecta de la alimentación.
Este último modo de funcionamiento el más interesante. Cuando el autómata se encuentra en esta situación el programa de control que está grabado en su memoria se ejecuta
cíclicamente describiendo lo que se ha dado en llamar “Ciclo de Scan”.
Un ciclo de scan consiste básicamente en cuatro pasos bien diferenciados:
Lectura de las entradas del PLC.
Ejecución del programa de control.
Escritura de las salidas del PLC.
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. 22
CARACTERÍSTICAS DEL HARDWARE DEL PLC.
Un PLC es una máquina electrónica programable diseñada para ser utilizada en un entorno industrial, que utiliza una memoria programable para el almacenamiento interno de instrucciones orientadas al usuario, para implantar soluciones específicas tales como funciones lógicas, secuencias, temporizadores, recuentos y funciones aritméticas; con el fin de controlar entradas y salidas, digitales analógicas de diversos tipos de máquinas o procesos (Figura 2.11).
Figura 2.11 Arquitectura típica de un PLC [20].
La estructura básica de cualquier PLC se divide en una estructura externa y una interna, la estructura externa de un PLC se refiere al aspecto físico exterior del mismo, bloques o elementos en que está dividido, etc. Desde su nacimiento y hasta nuestros días han sido varias las estructuras y configuraciones que han salido al mercado condicionadas no solo por el fabricante del mismo, sino por la tendencia existente en el área a la que pertenece: europea o norteamericana. Según su estructura actualmente existen dos tipos de PLC:
PLC Compacto.
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. 23
PLC COMPACTO.
Se distinguen por presentar en un solo bloque todos sus elementos, esto es fuente de alimentación, CPU, memorias, I/O, etc. (Figura 2.12). En cuanto a su unidad de programación, existen tres versiones: unidad fija o enchufable directamente, enchufable mediante cable y conector o la posibilidad de ambas conexiones. Si la unidad de programación es sustituida por un PC, se encontrará la posibilidad de conexión del mismo será mediante cable y conector.
Figura 2.12 PLC compacto [20].
PLC MODULAR.
Como su nombre lo indica, la estructura de este tipo de PLC se divide en módulos o partes del mismo que realizan funciones específicas. Aquí cabe hacer dos divisiones para distinguir entre las que se denominan estructura americana y europea.
La estructura americana se caracteriza por separar las I/O del resto del PLC, de tal forma que en un bloque compacto están reunidas las CPU, memoria de usuario o de programa y fuente de alimentación, y separadamente las unidades I/O en los bloques y salidas necesario, (Figura 2.13).
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. 24 Figura 2.13 PLC modular [20].
Como la estructura externa del PLC es el aspecto físico, la estructura interna corresponde a las partes en que se ordena su conjunto físico o hardware con las funciones y el funcionamiento con cada una de ellas.
Los PLC se componen esencialmente por bloques internos, los cuales se dividen en:
Fuente de alimentación.
CPU (procesador, memorias, (RAM, ROM, EEPROM).
Módulo de Entrada.
Módulo de Salida.
1.- Fuente de Alimentación:
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. 25
2.- Unidad de Procesos (CPU):
Es el auténtico cerebro del sistema. Se encarga de recibir las órdenes, del operario por medio de la unidad de programación y el módulo de entradas. Posteriormente las procesa para enviar respuestas al módulo de salidas (Figura 2.14). En su memoria se encuentra residente el programa destinado a controlar el proceso.
Figura 2.14 Unidad de procesos (CPU) [20].
a) Procesador: Está constituido por el microprocesador, el generador de impulsos de onda cuadrada o reloj y algún chip auxiliar. El procesador se monta sobre una placa de circuitos impresos en ella y junto al chip microprocesador se sitúan todos aquellos circuitos integrados que lo componen, principalmente memorias ROM del sistema o firmware.
b) Memorias: Se le llama memoria a cualquier dispositivo que nos permita almacenar información en forma de BIT (ceros y unos). En nuestro caso nos referimos a las memorias que utilizan como soporte elementos semiconductores. No todas las memorias son iguales, se distinguen dos tipos fundamentales de memorias fabricadas con semiconductores:
- RAM: (Random Acces Memory), memoria de acceso aleatorio o memoria de lectura escritura. En este tipo de memorias se pueden realizar los procesos de lectura y escritura para procedimientos eléctricos, pero su información desaparece al faltarle la corriente.
- ROM: (Read Only Memory), memoria de solo lectura. En estas memorias se puede leer su contenido, pero no se puede escribir en ellas; los datos e instrucciones los graba el fabricante y el usuario no puede alterar su contenido. Aquí la información se mantiene ante la falta de corriente.
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. 26
En el presente capítulo se detallan los sistemas realizados para producción que facilitan la formación profesional orientada a la industria, y componentes de tipo industrial. Los sistemas mecánicos son aquellos sistemas constituidos fundamentalmente por componentes, dispositivos o elementos que tienen como función específica transformar o transmitir el movimiento desde las fuentes que lo generan, al transformar distintos tipos de energía, los mecanismos están compuestos por un conjunto de elementos que cumplen una función para lograr un fin específico para ello utilizamos máquinas de forma cotidiana. La mayoría de ellas incorporan mecanismos que transmiten y/o transforman movimientos. El diseño de máquinas exige escoger el mecanismo adecuado, no solo por los elementos que lo componen, sino también por los materiales y medidas de cada uno.
Mecánica: Montaje y ajuste mecánico de una estación.
Neumática: Accionamientos neumáticos lineales.
Electrotecnia: Correcto cableado de componentes eléctricos e Interpretación de esquemas.
Tecnología de manipulación: Verificación del correcto posicionado de una pieza.
Sensores: Uso correcto de finales de carrera, Ajuste.
CAPÍTULO 3.
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. 27 3.1 ESPECIFICACIÓN DE LOS ACTUADORES LINEALES NEUMÁTICOS.
La automatización de la mesa x-y con actuadores lineales conlleva a contar con un diseño bajo normas específicas, además de contar con material y equipo, para implementar una mesa x-y con el fin de contar con una herramienta útil. Este sistema de manipulación está compuesto por diferentes tecnologías integradas en un sistema automatizado, siendo una de las importantes la tecnología mecánica en donde se establecen los diferentes componentes mecánicos en un manipulador.
Montaje y ajuste mecánico.
Electroneumática.
Interpretación de los esquemas eléctricos.
Sensores (Ajuste de los sensores).
Uso de los finales de carrera (cálculo del área de trabajo real).
Ejes eléctricos.
Ajuste de los elementos.
Autómatas (Programación y uso de un PLC).
Puesta a punto.
SEGURIDAD.
Para la utilización de la mesa cartesiana x-y, es necesario saber cómo se utilizan algunas recomendaciones de seguridad. Además, deben respetarse las normas y regulaciones sobre prevención de accidentes, aplicables localmente. El funcionamiento de esta mesa cartesiana x-y deberá asegurarse de informar de las normas básicas de seguridad y de utilización a aquellas personas que lo utilicen.
“Las normas de utilización serán tenidas en cuenta en todo momento para la realización de cualquier práctica o puesta en marcha del equipo, la utilización del equipo de manera no adecuada, puede comportar un riesgo y ocasionar daños físicos o lesiones al usuario o a terceras partes, o de causar daños a la máquina o a otros bienes materiales”.
NORMAS DE UTILIZACIÓN DE LA MESA CARTESIANA X-Y.
Tener en cuenta de poner distancia de la mesa, ya que se pueden provocar movimientos que hagan desplazarse todo el equipo provocando inseguridad a usuarios o rotura de cables.
Riesgos Eléctricos:
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. 28
Riesgos Mecánicos:
No intervenir manualmente a no ser que la máquina se halle totalmente detenida. Para ello siempre es necesario tener el botón de paro de emergencia pulsado, de esta manera nos aseguramos de que la potencia entre el driver y el servomotor está aislada.
Diversas labores de manipulación se pueden automatizar de forma sencilla con módulos lineales, accionados por servomotores. Tanto el posicionamiento como el perfil de movimiento de los módulos lineales se pueden controlar con exactitud para adaptarlo a las diferentes necesidades.
La combinación de dos o tres módulos lineales en dirección "y", "x" permite un movimiento libre en el plano vertical y horizontal o en el espacio. Esto hace posible, múltiples soluciones de la estación como se ve en la Figura 3.1 [21].
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. 29 3.1.1 SELECCIÓN DE ACTUADORES LINEALES NEUMÁTICOS SIN VÁSTAGO.
El actuador lineal neumático sin vástago que utilizaremos es el Modelo DGO-16-200-PPV-A-B de Festo (Figura 3.2).
Figura 3.2 Pistón del actuador lineal neumático [22].
CARACTERÍSTICAS.
Datos generales del actuador lineal neumático.
• De doble efecto.
• Transmisión magnética de la fuerza sin conexión mecánica.
• La cámara del lado del émbolo es hermética con respecto al cursor exterior.
• Sistema hermético y sin fugas.
• Sin penetración de suciedad o polvo.
• Montaje en espacios reducidos para carreras largas.
• Para la detección de posiciones sin contacto.
• Con regulación de la amortiguación en ambos lados (no con émbolo de 12 mm de diámetro).
LA TECNOLOGÍA.
La tecnología que usa es del movimiento se transmite al cursor exterior de modo directo a través del acoplamiento magnético.
Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica
Implementación de una estación de manipulación x-y con actuadores neumáticos sincronizada con PLC. 30
La cámara del cilindro es hermética ya que no existe una conexión mecánica con el cursor. Por ello no se producen fugas, (Figura 3.3).
Figura 3.3 Actuador lineal neumático [22].
ACTUADORES LINEALES DGO.
A continuación se presenta en la figura la especificación del actuador lineal neumático de doble efecto su tipo es DGO como se ve en la Figura 3.4.
Figura 3.4 Tipo de actuador lineal DGO [22].
De la Figura 3.4 conlleva a que se especificó el actuador lineal como DGO y se determinó las especificaciones del actuador lineal, como se muestra de la Tabla 3.1.
Tabla 3.1 Tipo de actuador lineal DGO. Tipo :
![Figura 2.2 Compresor empleado en el túnel de Mont-Cenis [9].](https://thumb-us.123doks.com/thumbv2/123dok_es/4975606.75940/22.612.241.392.84.180/figura-compresor-empleado-en-el-tunel-mont-cenis.webp)
![Figura 4.4 Dimensiones del PLC Moeller y su compacticidad [30].](https://thumb-us.123doks.com/thumbv2/123dok_es/4975606.75940/70.612.125.500.165.522/figura-dimensiones-plc-moeller-compacticidad.webp)
![Figura 4.6 Conexión física del PLC [30].](https://thumb-us.123doks.com/thumbv2/123dok_es/4975606.75940/73.612.149.518.122.598/figura-conexion-fisica-del-plc.webp)
![Figura 4.11 Clase de encapsulado de alta resistencia eléctrica [31].](https://thumb-us.123doks.com/thumbv2/123dok_es/4975606.75940/78.612.109.520.209.551/figura-clase-de-encapsulado-de-alta-resistencia-electrica.webp)