INSTITUTO POLITECNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERIA
MECÁNICA Y ELÉCTRICA
“DISEÑO DE UNA RED CONTROLNET Y ETHERNET
EN UNA LÍNEA DE PRODUCCIÓN DE FRITURAS”
TESIS
QUE PARA OBTENER EL TÍTULO DE
INGENIERO EN CONTROL Y AUTOMATIZACIÓN
PRESENTAN:
CORTÉS FLORES JOSÉ ALEJANDRO LÓPEZ GARCÍA LUIS MANUEL
YERBAFRÍA CRUZ HERBERT
ASESORES:
ING. ADRIÁN ESTEBAN MEJÍA GARCÍA ING. JOSÉ LUIS AGUILAR JUÁREZ
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
AGRADECIMIENTOS
A mis padres:
Mónica Flores Anaya y Alejandro Cortés Rodríguez
Agradezco las palabras de aliento, el cariño y todo el apoyo incondicional y moral que me brindaron durante esta etapa de mi vida para poder culminar mis estudios como un
profesionista.
A mi familia:
Agradezco el apoyo, el cariño y las palabras de aliento que me brindaron para culminar mis estudios y este trabajo de titulación; por honrarme al considerarme un orgullo
familiar.
A mis asesores:
Ing. José Luis Aguilar Juárez y el M. Adrián
Agradezco las enseñanzas y conocimientos compartidos, así como el tiempo y el apoyo brindado en cuanto a que orientaron mis dudas y me dieron confianza en relación con el
presente trabajo.
A mis compañeros y amigos:
Manuel López García y Herbert Yerbafría Cruz
Agradezco todas y cada uno de las experiencias compartidas, así como el tiempo, el esfuerzo y el arduo trabajo que empeñaron para poder culminar este trabajo en tiempo
y forma.
A mis maestros:
De la carrera de Ingeniería en Control y Automatización
Agradezco todo el apoyo y las enseñanzas que me brindaron para cumplir con mi objetivo de obtener el conocimiento y la disciplina requerida para poder ejercer y
desempeñarme en el sector laboral.
Por los que marcaron mi vida e hicieron eco en mi formación.
A los que me alentaron para no desistir, considerándome un ejemplo a seguir.
Por último….
Agradezco a todos quienes de alguna forma, directa o indirectamente, me apoyaron o sencillamente me honraron con su amistad durante estos años de estudios.
A todos y cada uno de ustedes, ¡GRACIAS!
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
AGRADECIMIENTOS
La presente tesis es el esfuerzo conjunto de un sinfín de personas que estuvieron siempre a mi lado demostrándome su apoyo de manera incondicional, al mismo tiempo demostrando lo reconfortante y la importancia que tiene ser parte de una familia, tener una amistad, un compañerismo, inclusive la relación profesor-alumno, ya que sin el apoyo de todas estas personas esta meta profesional jamás se hubiera llevado a cabo. Quiero agradecer infinitamente a nuestro asesor, el Ing. José Luis Aguilar Juárez, sin el apoyo, la guía, la paciencia, el tiempo, y sobre todo el conocimiento que nos ha regalado a manos llenas durante la realización de esta tesis, no hubiera sido posible llevarla a fin. De igual manera le agradezco a mis amigos y compañeros Alejandro y Herbert, por mostrarme una y mil veces que con la dedicación, el ánimo, y el impulso suficiente se pueden cumplir las metas que uno se propone, al mismo tiempo también aprender a valorar el trabajo y el tiempo de los demás, ya que sin la cooperación del equipo aun seguiría pensando en el tema sobre el cual desarrollaría la tesis, a ustedes amigos; mil gracias.
Por último y no por ello menos importante, agradezco de manera extensa a mis padres Luz Elena García y Martin López, por hacer de mí un hombre capaz, entusiasta, con metas y valores intachables, y por supuesto a mi hermana Claudia López por ser uno de mis más grandes ejemplos a seguir y una de mis mejores consejeras, al igual que a mi primo Edgar Zarate por ser, de igual manera un apoyo y un claro ejemplo de que el sacrificio de las cosas no implica un mal porvenir, sino un futuro mejor.
A todas y cada una de las personas que siempre me dieron un horizonte, cuando mi brújula estaba averiada; a todos ustedes un millón de gracias.
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
AGRADECIMIENTO
Agradezco a los maestros que en el camino de mis estudios universitarios me formaron académicamente compartiendo sus conocimientos y su sabiduría. De manera especial a mi asesor de tesis al Ing. José Luis Aguilar Juárez por su valiosa colaboración en el desarrollo y culminación de este proyecto.
Herbert Yerbafría Cruz
DEDICATORIA
El presente proyecto de tesis lo dedico con mucho amor y admiración a dios, a mis padres, y hermanos. Quienes sin escatimar esfuerzo alguno han sacrificado gran parte de su vida para formarme y educarme. A quienes la ilusión de sus vidas ha sido convertirme en una persona de provecho.
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
Índice general
Índice general ... 6
Índice de figuras ... 10
Índice de tablas ... 16
Resumen ... 18
Planteamiento del problema ... 19
Justificación ... 21
Objetivo general y específico ... 22
Metodología para la tesis ... 23
Introducción ... 25
Capítulo I: Marco teórico ... 27
1.1 Motores eléctricos ... 27
1.1.1 Definición ... 27
1.1.2 Clasificación ... 27
1.1.3 Motores asíncronos ... 29
1.1.4 Constitución del motor asíncrono de inducción ... 29
1.1.5 Campo magnético giratorio ... 31
1.1.6 Principio de funcionamiento ... 32
1.1.7 Motores asíncronos trifásicos ... 34
1.1.7.1 Tensiones en el estator de los motores trifásicos ... 34
1.1.8 Motor de rotor en corto circuito (jaula de ardilla) ... 36
1.1.9 Sentido de giro de los motores trifásicos ... 36
1.2 Variadores de velocidad ... 38
1.2.1 Motivos para emplear variadores de velocidad ... 39
1.2.2 Control escalar ... 40
1.2.3 Control vectorial ... 41
1.3 Controladores lógicos programables (PLC) ... 42
1.3.1 Arquitectura interna de un PLC ... 43
1.3.1.1 Fuente de alimentación ... 44
1.3.1.2 Bloque de terminales de una fuente de PLC ... 47
1.3.1.3 Unidad central de proceso ... 49
1.3.1.4 Módulos de entrada / salida ... 52
1.3.2 Características generales de un sistema basado en PLC. ... 54
1.4 PAC ... 55
1.4.1 Diferencias y similitudes entre un PAC y un PLC ... 56
1.4.2 Ventajas de los PACS en la adquisición de datos ... 57
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
1.4.4 Ventajas de integración con sistemas administrativos ... 58
1.5 Protocolos de comunicación ... 59
1.5.1 Clasificación de las redes industriales ... 60
1.5.2 La estandarización y la OSI. ... 62
1.6 ControlNet ... 63
1.6.1 Estandarización ControlNet ... 63
1.6.2 Clasificación de los componentes ... 64
1.6.3 Posicionamiento ... 64
1.6.4 Arquitectura de la red ControlNet ... 65
1.6.5 Características físicas ... 66
1.6.6 Características de comunicación ... 66
1.6.7 Tipos de conexión de Transporte ... 67
1.6.8 Características de la señal ControlNet ... 68
1.6.9 Comprensión del sistema de cableado ... 69
1.6.9.1 Nodos ... 70
1.6.9.2 Taps ... 70
1.6.9.3 Cable troncal ... 71
1.6.9.4 Conectores de cable ... 71
1.6.9.5 Terminador ... 72
1.6.9.6 Segmento ... 72
1.6.9.7 Repetidores ... 73
1.6.9.8 Conexiones (Links) ... 74
1.6.9.9 Puente (Bridge) ... 75
1.6.9.10 Red (Network) ... 75
1.6.9.11 Redundancia del medio ... 76
1.7 Comunicación Ethernet ... 77
1.7.1 Extensiones de una red Ethernet con repetidores ... 78
1.7.2 Extensión de una red Ethernet con puentes ... 79
1.7.3 Propiedades de una red Ethernet ... 79
1.7.4 Capacidades de las redes Ethernet. ... 80
1.7.5 Direccionamiento de hardware Ethernet ... 80
1.7.6 Par trenzado. ... 81
1.7.7 Cable UTP tipo 5 ... 82
Capítulo II: Antecedentes generales ... 83
2.1 Ubicación de la planta ... 83
2.2 Descripción general de la planta ... 83
2.3 Descripción del proceso ... 87
2.3.1 Filosofía de operación ... 87
2.4 Descripción de la línea de producción ... 89
2.5.1 Rack de tubería intermedia ... 94
2.5.2 Rack de tuberia superior ... 94
2.5.3 Rack de tubería inferior ... 94
2.6 Memoria de cálculo y formulas ... 94
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
2.7.1 Tarjeta de comunicación ControlNet ... 97
2.8 Red actual de comunicación en la línea de producción ... 99
Capítulo III: Diseño de la red ControlNet y Ethernet ... 101
3.1 Redes Rockwell Automation ... 101
3.2 Criterios a considerar para la selección de una red ... 102
3.3 Selección de la red a diseñar ... 103
3.3.1 ¿Por qué ControlLogix y no PLC-5? ... 103
3.3.2 ¿Por qué emplear las redes Ethernet/IP y ControlNet? ... 104
3.3.3 ¿Por qué no emplear la red DeviceNet? ... 104
3.4 Diseño de la red ... 105
3.5 Diseño de la red Ethernet ... 106
3.5.1 Selección de dispositivos para la red Ethernet y características de funcionamiento ... 107
3.5.1.1 PAC ... 107
3.5.1.1.1 Módulo Controlador ... 107
3.5.1.1.2 Módulo de red Ethernet 1756 – EN2T ... 108
3.5.1.2 Terminal gráfico (HMI) ... 109
3.5.1.2.1 Panel View Plus 6 700 ... 109
3.5.1.3 Componentes para armar la red Ethernet ... 110
3.5.1.3.1 Switch ... 110
3.6 Diseño de la Red ControlNet ... 111
3.6.1 Selección de dispositivos para la red Ethernet y características de funcionamiento ... 114
3.6.1.1 PAC ... 114
3.6.1.1.1 Módulo de red ControlNet 1756-CN2R ... 114
3.6.1.2 Variador de Velocidad ... 115
3.6.1.3 Contactores y arrancadores suaves ... 117
3.6.1.4 Módulo de entradas y salidas distribuidas ... 120
3.6.1.5 Componentes para armar la Red ControlNet ... 123
3.6.1.5.1 Taps ... 123
3.6.1.5.2 Resistencias de terminación ... 123
3.6.1.5.3 Cable ... 124
Capítulo IV: Aplicación y Configuración de los dispositivos ... 126
4.1 Descripción del proceso de freído de las frituras de harina de maíz refinada . 126 4.2 Dispositivos a utilizar en la aplicación ... 128
4.3 Dimensionamiento del FLEX I/O ... 131
4.4 Diagramas de conexión del módulo del FLEX I/O ... 133
4.5 Configuración de la red ControlNet para el proceso de freído en la elaboración de frituras. ... 135
4.5.1 Asignación de las direcciones IP a la(s) estación(es) de trabajo ... 136
4.5.2 Asignación de las direcciones IP a los ControlLogix ... 139
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
4.5.4 Configuración de la red ControlNet en RSNetworx ... 143
4.5.5 Configuración de los ControlLogix en RSLogix 5000 ... 146
4.5.6 Configuración de los Flex I/O en red ControlNet ... 149
4.5.7 Configuración de los Power Flex 40 ... 152
4.5.8 Configuración de los SMC Flex ... 158
4.5.9 Configuración de la terminal gráfica PanelView Plus 6, 700 ... 162
4.5.10 Edición del diagrama escalera ... 171
Capítulo V: Conclusiones y Recomendaciones ... 175
5.1 Costos de Proyecto ... 175
5.2 Beneficios ... 179
5.3 Conclusiones ... 180
Anexos ... 181
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
Índice de figuras
Figura 1-1. Motor eléctrico. ... 27
Figura 1-2. Motor asíncrono. ... 29
Figura 1- 3. Constitución del motor asíncrono. ... 30
Figura 1-4. Estator y rotor del motor de inducción. ... 30
Figura 1-5. Sección del motor eléctrico. ... 31
Figura 1-6. Comprobación del campo magnético giratorio. ... 31
Figura 1-7. Ley de Lenz. ... 33
Figura 1-8. Conexiones en los bobinados trifásicos: a) Conexión estrella, b) conexión delta. ... 34
Figura 1-9. Colocación de los puentes sobre las placas de bornes para conectar el motor trifásico en estrella o en delta. ... 35
Figura 1-10. Placa de bornes de motor trifásico. ... 36
Figura 1-11. Distribución de los extremos de los bobinados en la placa de bornes y sus denominaciones. ... 36
Figura 1-12. Esquema de conexiones para el cambio de giro en motores trifásicos de corriente alterna. ... 37
Figura 1- 13. Inversores de giro manuales. ... 37
Figura 1- 14. Esquema de conexiones para la inversión de giro de un motor trifásico de corriente alterna mediante conmutador manual. ... 38
Figura 1-15. Variador de velocidad instalado en campo. ... 39
Figura 1- 16. Control escalar del variador. ... 41
Figura 1-17. PLC Allen Bradley. ... 42
Figura 1-18. Esquema físico de un PLC modular. ... 43
Figura 1-19. Esquema físico de un PLC compacto. ... 43
Figura 1-20. Arquitectura interna de un PLC. ... 44
Figura 1- 21. Fuente de alimentación de un PLC. ... 44
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
Figura 1-23. Fuente de alimentación y CPU de un PLC. ... 46
Figura 1-24. Bloque de terminales de una fuente de alimentación de un PLC. ... 47
Figura 1-25. Batería de respaldo de un PLC. ... 48
Figura 1- 26. Microprocesador de un PLC. ... 49
Figura 1-27. Diagrama de bloques de la Unidad de Procesamiento de un PLC. ... 49
Figura 1-28. Esquema físico de la Unidad de Procesamiento. ... 50
Figura 1-29. Diagrama de bloques del funcionamiento del microprocesador, ... 50
Figura 1-30. Dispositivos discretos de campo enviando señales ON/OFF... 52
Figura 1-31. Envío de señales discretas a dispositivos de campo. ... 53
Figura 1-32. Transmisor de nivel enviando señales analógicas. ... 53
Figura 1-33. Envío de señales analógicas a dispositivos en campo. ... 54
Figura 1-34. PAC. ... 55
Figura 1-35. Microprocesador PAC. ... 57
Figura 1-36. Clasificación de redes industriales. ... 61
Figura 1-37. “Las capas de OSI”. ... 63
Figura 1-38. Representación de ControlNet en el contexto de las estandarizaciones. ... 64
Figura 1-39. Componentes de la red ControlNet. ... 64
Figura 1-40. Posicionamiento de la red ControlNet en la Arquitectura NetLinx. ... 65
Figura 1-41. Arquitectura de red ControlNet. ... 65
Figura 1-42. Representación de red ControlNet junto a sus principales características . 66 Figura 1-43. Conexión punto a punto. ... 67
Figura 1-44. Conexión Multicast. ... 68
Figura 1-45. Características de la señal ControlNet ... 68
Figura 1-46. Descripción del sistema de cablead. ... 69
Figura 1-47. Descripción nodo. ... 70
Figura 1-48. Descripción taps. ... 70
Figura 1-49. Tipos de taps. ... 70
Figura 1-50. Cable coaxial RG-6. ... 71
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
Figura 1-52. Descripción terminador. ... 72
Figura 1-53. Descripción segmento. ... 73
Figura 1-54. Longitud máxima de un segmento. ... 73
Figura 1-55. Descripción repetidores. ... 73
Figura 1-56. Determinación de uso de un repetidor. ... 74
Figura 1-57. Descripción links... 74
Figura 1-58. Descripción puente. ... 75
Figura 1-59. Descripción red. ... 75
Figura 1-60. Medio redundante. ... 76
Figura 1-61. Sistema redundante. ... 77
Figura 1-62. Diagrama esquemático de una red Ethernet con varias computadoras conectadas al repetidor. ... 78
Figura 1-63. Par trenzado. ... 81
Figura 1-64. Cable UTP tipo 5... 82
Figura 2-1. Ubicación de la planta………...83
Figura 2-2. Proceso de elaboración de frituras……….88
Figura 2-3. Diagrama de operación del proceso………...88
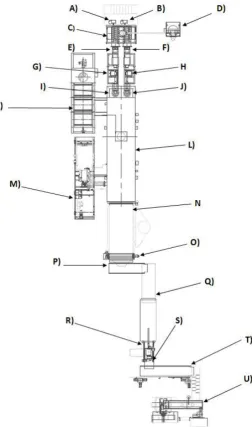
Figura 2-4. Línea de producción………..89
Figura 2-5. PLC-5……….96
Figura 2-6. Procesador PLC-5/80C………..98
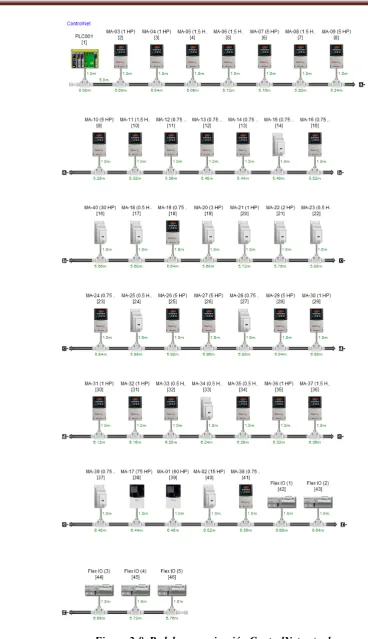
Figura 2-7. Red de comunicación ControlNet actual……….100
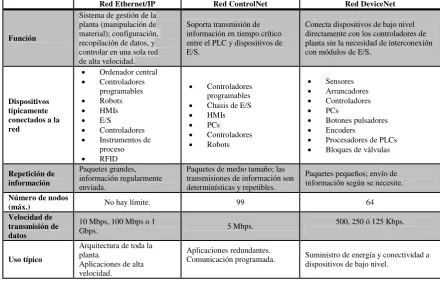
Figura 3-1. Redes de comunicación Ethernet/IP, ControlNet y DeviceNet…………...102
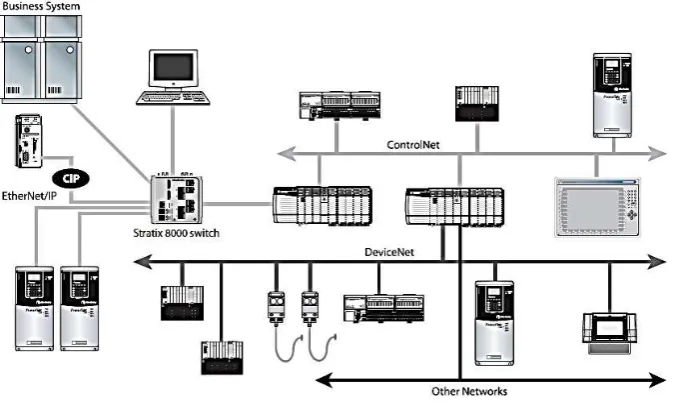
Figura 3-2. Red Ethernet y ControlNet………..105
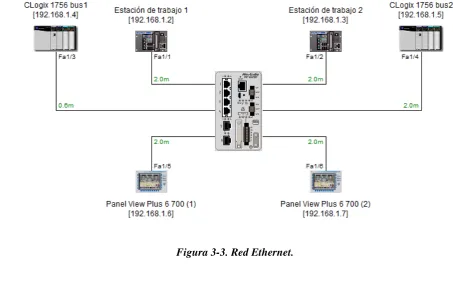
Figura 3-3. Red Ethernet………106 Figura 3-4. ControlLogix serie 1756………..107 Figura 3-5. Panel View Plus 6 700……….…110
Figura 3-6. Switch Statrix 5700………..110
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
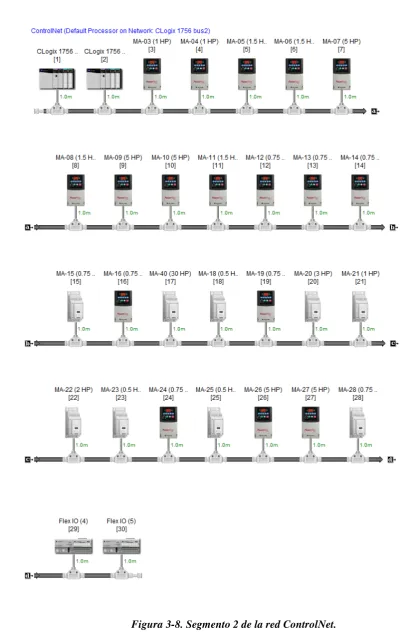
Figura 3-8. Segmento 2 de la red ControlNet……….113
Figura 3-9. PowerFlex 40………...115
Figura 3-10. PowerFlex 400………...115
Figura 3-11. SMC-FLEX………118 Figura 3-12. FLEX I/O………...122 Figura 3-13. Tap 1786-TPR………...123
Figura 3-14. Resistencia de terminación BNC………...124
Figura 3-15. Cable coaxial RGG-6……….124
Figura 3-16. Conector BNC………...124
Figura 4-1. DTI del proceso de freído de las frituras de harina de maíz refinado……..129
Figura 4-2. Segmento 2 de la red ControlNet……….130
Figura 4-3. Diagrama de conexión módulo 1794-IV16……….133
Figura 4-4. Diagrama de conexión del módulo ……….134
Figura 4-5. Diagrama de conexión del módulo 1794-OV16………..134
Figura 4-6. Diagrama de flujo del proceso de configuración de la red ControlNet para la fase de freído del proceso de elaboración de frituras……….135
Figura 4-7. Panel de Control………..136
Figura 4-8. Conexiones de red e Internet………...136
Figura 4-9. Conexiones de red………137
Figura 4-10. Conexiones de área local………...137
Figura 4-11. Propiedades de conexión de área local………..138
Figura 4-12. Asignación de IP a la ET 1 (Estación de trabajo 1)………...138
Figura 4-13. BOOTP-DHCP Server………...139
Figura 4-14. Ventana Network Setting………...139
Figura 4-15. Localización dirección MAC del ControlLogix………140
Figura 4-16. Asignación de IP al ControlLogix……….140
Figura 4-17. Dirección IP configurada………...141
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
Figura 4-19. Selección del tipo de controlador………..142
Figura 4-20. Asignación de nombre del Controlador Ethernet………..142
Figura 4-21. Configuración del Controlador Ethernet. ……….142
Figura 4-22. Comprobación comunicación entre la PC y el ControlLogix………143
Figura 4-23. Archivo nuevo………...143
Figura 4-24. Archivo con extensión .xc……….143
Figura 4-25. Propiedades………144
Figura 4-26. Configuración de la red ControlNet………..144
Figura 4-27. Modo Online………..145
Figura 4-28. Escaneo automático de la red ControlNet……….145
Figura 4-29. Descarga del archivo .xc a la red………...145
Figura 4-30. Configuración del CPU del Controllogix………..146
Figura 4-31. Adición de módulos del ControlLogix………..146
Figura 4-32. Selección del tipo de módulo por agregar……….147
Figura 4-33. Configuración del módulo por agregar………..147
Figura 4-34. Nombres de los módulos agregados………..148
Figura 4-35. Adición del Flex I/O………..149
Figura 4-36. Selección módulo escáner del Flex I/O……….149
Figura 4-37. Módulo Flex I/O………150
Figura 4-38. Configuración de módulos de Flex I/O……….150
Figura 4-39. Configuración de entradas analógicas del Flex I/O………...151
Figura 4-40. Configuración de salidas analógicas del Flex I/O……….151
Figura 4-41. Configuración y comunicación programada del módulo escáner del ControlLogix………..152
Figura 4-42. Adición del PowerFlex 40……….152
Figura 4-43. Selección de modelo PowerFlex………153
Figura 4-44. Asignación de nombre y número de nodo al PowerFlex………...153
Figura 4-45. Características del PowerFlex………154
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
Figura 4-47. PowerFlex agregado a la red ControlNet………...155
Figura 4-48. Tags (MA_12:I y MA_12:O) del PowerFlex del motor MA-12………...156
Figura 4-49. Tags (MA_13:I y MA_13:O) del PowerFlex del motor MA-13………...156
Figura 4-50. Tags (MA_14:I y MA_14:O) del PowerFlex del motor MA-14………...157
Figura 4-51. Tags (MA_26:I y MA_26:O) del PowerFlex del motor MA-26………...157
Figura 4-52. Adición del SMC Flex………...158
Figura 4-53. Selección de modelo SMCFlex……….158
Figura 4-54. Asignación de nombre y número de nodo al SMC Flex………159
Figura 4-55. Características del SMC Flex………159
Figura 4-56. SMC Flex agregado a la red ControlNet………...160
Figura 4-57. Tags (MA_15:I y MA_15:O) del SMC Flex del motor MA-15…………161
Figura 4-58. Tags (MA_25:I y MA_25:O) del SMC Flex del motor MA-25…………161
Figura 4-59. Pantalla inicial del PanelView………...162
Figura 4-60. Configuración de la terminal……….164
Figura 4-61. Menú Networks and Communications………..165
Figura 4-62. Menú Network Conections………165
Figura 4-63. Menu Networks Adaptors………..166
Figura 4-64. Menú IP Address………...166
Figura 4-65. Pantalla 1 Presentación………..167
Figura 4-66. Pantalla 2 Menú Principal………..168
Figura 4-67. Pantalla 3 Configuración motor MA-12………168
Figura 4-68. Pantalla 4 Configuración motor MA-13………169
Figura 4-69. Pantalla 5 Configuración motor MA-14………169
Figura 4-70. Pantalla 6 Configuración motor MA-15………170
Figura 4-71. Pantalla 7 Configuración del motor MA-25………..170
Figura 4-72. Pantalla 8 Configuración del motor MA-26………..171
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
Índice de tablas
Tabla 0-1. Metodología para elaboración de la tesis. Elaboración Propia ... 24
Tabla 1-1. Parámetros a considerar para la fuente de alimentación de un PLC………...40
Tabla 1-2. Tabla comparativa entre un PLC, un PAC y una PC……….….53
Tabla 1-3. Principales características de la Red ControlNet. ... …..67
Tabla 1-4. Términos del sistema de cableado………..63
Tabla 1-5. Tipos de conectores de cable………..66
Tabla 2-1. Relación de motores en los tableros de control. ... 93
Tabla 3-1. Comparación entre redes Ethernet/IP, ControlNet y DeviceNet………...101
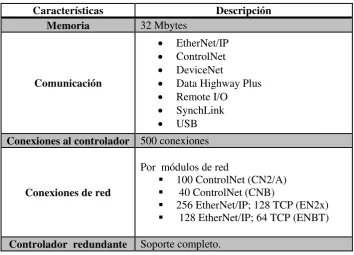
Tabla 3-2. Características del módulo controlador Logix 5675……….108
Tabla 3-3. Especificaciones Técnicas módulo comunicación Ethernet 1756- EN2T…109 Tabla 3-4. Características del módulo comunicación ControlNet 1756-CN2R……….114
Tabla 3-5 . Características de los modelos de variadores de velocidad PowerFlex 40 y 400………...………...116
Tabla 3-6. Arrancadores de motores trifásicos Allen Bradley………...118
Tabla 3-7. Selección de los variadores de velocidad y arrancadores suaves para los motores eléctricos………...119 Tabla 3-8. Resumen del equipo utilizado para el arranque de los motores eléctricos…120 Tabla 3-9. Datos de especificación FLEX I/O 1794………..122
Tabla 3-10. Resumen módulos seleccionados para FLEX I/O………...122
Tabla 3-11. Especificaciones Tap 1786-TPR……….123
Tabla 3-12. Cantidad de elementos a emplear en el diseño de la red Ethernet y ControlNet………..124
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
Tabla 4-3. Entradas analógicas y digitales del FLEX I/O………..131
Tabla 4-4. Salidas digitales del FLEX I/O……….132
Tabla 4-5. Selección de los módulos del FLEX I/O………...133
Tabla 4-6. Modelo y números de slot de los módulos conectados al ControlLogix…..148
Tabla 4-7. Modelo y características de PowerFlex………....155
Tabla 4-8. Modelo y características de SMC Flex……….160
Tabla 4-9. Operaciones del modo de configuración………...163
Tabla 4-10. Selección del Terminal………164
Tabla 5-1. Costos de ingeniería………..175
Tabla 5-2. Costo de equipo y material en dólares………..177
Tabla 5-3. Costo de equipo y material en dólares………..178
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
Resumen
La presente tesis propone el diseño de una red ControlNet y Ethernet para la comunicación entre los dispositivos que intervienen en el proceso de elaboración de frituras de una línea de producción.
El primer paso fue realizar el levantamiento de campo con el propósito de conocer el proceso de fabricación de frituras, así como la ubicación y distribución de los dispositivos y elementos que intervienen e interactúan en dicho proceso. Además de lo anterior, también se identificó el tipo de red comunicación existente, así como los problemas e inconvenientes que dicha red de comunicación ha presentado desde su implementación.
En la propuesta de diseño, se plantea la migración de uso de la tecnología PLC (Controlador Lógico Programable) a la tecnología PAC (Controlador de Automatización Programable), en este caso, utilizar un ControlLogix en vez de un PLC-5. Además, se propone emplear la tecnología de redundancia de red – característica de la red ControlNet – con la finalidad de que la red de comunicación propuesta, brinde una comunicación confiable entre los dispositivos conectados a la misma ante cualquier posible falla o pérdida de comunicación.
Efectuada la propuesta de diseño de la nueva red de comunicación, se realizó, a manera de aplicación, la configuración de la red ControlNet y Ethernet, y de los dispositivos que intervienen en una fase del proceso de elaboración de frituras (fase de freído) con la finalidad de demostrar que es posible llevar a cabo la implementación de la red de comunicación propuesta.
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
Planteamiento del problema
Anteriormente, el control electromagnético había sido el medio de control para los motores de C.A. en las líneas de producción. Éste método de control se basaba en la utilización de relevadores, los cuales empleaban grandes cantidades de cable que a distancias considerables, provocaban caídas de tensión y retrasos en el tiempo de accionamiento; además del hecho de que al tener partes móviles, éstos sufrían de desgaste mecánico, lo que se traducía en costos de mantenimiento. Los protocolos de comunicación industriales constituyen una alternativa que agiliza el flujo de información y mejora la precisión y la eficiencia del control en la industria.
Actualmente, en cierta fábrica de frituras se tiene planeado abrir una nueva línea de producción, debido a que las líneas con las que se cuenta ya no son suficientes para cubrir la demanda de su producto. Los requisitos que la nueva línea de producción ha de cubrir son: que el sistema cuente con PAC’s para el control de los motores, que la comunicación entre los dispositivos que conformen el sistema sea precisa y eficiente, y que el sistema cuente con la capacidad de generar y registrar un histórico de lo ocurrido durante el proceso de producción.
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
Justificación
Como se mencionó anteriormente, la nueva línea de producción debe contar con un sistema de control preciso y eficaz. Un sistema que permita una fácil interacción entre el operador y el sistema de producción, y que además, se cuente con la capacidad de poder visualizar, registrar y tener acceso a los datos generados durante el proceso de producción.
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
Objetivo general y específico
General
Realizar una propuesta de diseño de las redes ControlNet y Ethernet en las fases del proceso de producción de frituras, en una línea de producción.
Específicos
Realizar el levantamiento de campo de la línea de producción de frituras.
Conocer y entender el proceso de elaboración de frituras.
Diseñar una red de información Ethernet en la línea de producción.
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
Metodología para la tesis
La presente Tesis se encuentra estructurada en 5 capítulos de la siguiente manera:
Capítulo 1: Marco Teórico
En este capítulo, se realizará la investigación documental que sirve de apoyo teórico a la presente tesis, haciendo referencia a los conceptos de mayor importancia. En él, es posible encontrar toda la información técnica necesaria para la comprensión del nuevo diseño de la red.
Capítulo 2: Antecedentes Generales
En este capítulo, será posible encontrar información a detalle acerca de la línea de producción actual de la empresa. Se presentará la ubicación y distribución de cada una de las líneas de producción dentro de la empresa.
También se hallará información específica y detallada acerca de la línea de producción sobre la cual se realizará la propuesta de diseño de la nueva red, así como los dispositivos que interactúan en ella. Todo esto con el fin de conocer a fondo el proceso sobre el cual se basa el diseño.
Capítulo 3: Diseño de la propuesta
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
Capítulo 4: Aplicación y Configuración de los dispositivos.
En este capítulo se encontrará una breve descripción de cómo se llevaría a cabo la configuración de la red diseñada en una fase de la fabricación de frituras, esto con el fin de una mejor comprensión al demostrar la flexibilidad y la eficiencia de la red al ser implementada, acentuando así la importancia de la misma.
Capítulo 5: Conclusiones y Recomendaciones
En este capítulo, se encontrarán las conclusiones generadas por el trabajo y las recomendaciones para trabajos futuros. Lo anterior considerando lo ya marcado en el capítulo 4, donde fue posible mostrar la efectividad de la red diseñada.
La Metodología que contiene los lineamientos para la construcción y diseño de una red ControlNet y Ethernet en una línea de producción de frituras se describe en la tabla 0.1.
Tabla 0-1. Metodología para elaboración de la tesis.
Metodología Técnicas Sistemas Metas o Productos a obtener
¿Qué hacer? ¿Cómo hacer? ¿Con qué
hacer? ¿Qué obtener en específico?
1. Identificación de
Problema. Levantamiento en campo.
Procesador de textos Word
Tener identificada la situación problemática para la elaboración de la
propuesta de automatización y control.
2. Definición del Marco Conceptual y Metodológico.
Aplicación de conceptos sobre comunicación entre protocolos de comunicación industriales. Procesador de textos Word Conocimientos básicos sobre los protocolos de comunicación relacionados con la tesis.
3. Analizar y Especificar la propuesta.
Aplicación de la metodología de Prototipos.
Procesador de textos Word
Requerimientos y Especificaciones para la elaboración del diseño.
4. Diseñar la propuesta.
Utilizando los requerimientos y especificaciones obtenidos en el análisis.
AUTOCAD para el diseño de la red.
Elaboración del diseño.
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
Introducción
En el mundo, las telecomunicaciones hacen parte importante de la vida cotidiana del hombre, y los medios de transmisión de datos son una parte esencial, pero como todo componente de un sistema de computación, solos no sirven mucho.
Aquí entran a formar parte distintos software y modelos de creación de redes quienes dan la configuración a los desarrollos que se pueden hacer con las diferentes herramientas y dispositivos que se encuentran en el mercado actual y que ofrecen una amplia gama de posibilidades.
El conocimiento oportuno y completo de los protocolos brindan la ventaja de saber exactamente qué se puede hacer con lo que se tiene y qué es lo mejor que se puede sacar de ellos.
El término «protocolo» puede utilizarse en distintos contextos. Desde entornos diplomáticos y políticos, hasta contextos informáticos. No obstante, al hacer aquí referencia al término «protocolo» se refiere a todas aquellas reglas y procedimientos técnicos que dictan la comunicación e interacción de dos o más equipos informáticos que se encuentran conectados en red.
Cuando se piense en protocolos de comunicación (también llamados protocolos de red) se deben tener en mente tres puntos:
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
2) Algunos protocolos sólo trabajan en ciertos niveles OSI. El nivel al que trabaja un protocolo describe su función. Por ejemplo, un protocolo que trabaje a nivel físico asegura que los paquetes de datos pasen a la tarjeta de red (NIC) y salgan al cable de la red.
3) Los protocolos también puede trabajar juntos en una jerarquía o conjunto de protocolos. Al igual que una red incorpora funciones a cada uno de los niveles del modelo OSI, distintos protocolos también trabajan juntos a distintos niveles en la jerarquía de protocolos. Los niveles de la jerarquía de protocolos se corresponden con los niveles del modelo OSI. Por ejemplo, el nivel de aplicación del protocolo TCP/IP se corresponde con el nivel de presentación del modelo OSI. Vistos conjuntamente, los protocolos describen la jerarquía de funciones y prestaciones.
Básicamente, los protocolos forman la base esencial de una red, debido a que establecen el lenguaje de comunicación que se va a utilizar entre los distintos equipos de una red para la transmisión de datos entre sí.
El método de investigación empleado para la presente tesis, es de tipo Documental y de Aplicación en el campo de los Protocolos de Comunicación Industriales. Los materiales empleados en este trabajo son: Factory Talk para desarrollar la HMI, Integrated Arquitecture Builder para el diseño de la red y AUTOCAD para elaborar los planos correspondientes a la línea de producción y estructura de la misma.
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
Capítulo I: Marco teórico
1.1
Motores eléctricos
1.1.1
Definición
Los motores eléctricos son máquinas eléctricas que transforman la energía eléctrica en energía mecánica.
Figura 1-1. Motor eléctrico.
1.1.2
Clasificación
De acuerdo al tipo de corriente utilizada en su alimentación, se clasifican en:
Motores de corriente continua
De excitación independiente
De excitación serie
De excitación shunt o derivación
De excitación compuesta (compound)
Motores de corriente alterna
Motores síncronos
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
Monofásicos
De bobinado auxiliar
De espira en cortocircuito
Universal
Trifásicos
De rotor bobinado
De rotor en cortocircuito (jaula de ardilla)
Todos los motores de corriente continua así como los síncronos de corriente alterna incluidos en la clasificación anterior, tienen una utilización y unas aplicaciones muy específicas.
Los motores de corriente alterna asíncronos, tanto monofásicos como trifásicos, son los que tienen una aplicación más generalizada gracias a su facilidad de utilización, poco mantenimiento y bajo coste de fabricación. Por ello, se centrará en la constitución, el funcionamiento y la puesta en marcha de los motores asíncronos de inducción.
La velocidad de sincronismo de los motores eléctricos de corriente alterna viene definida por la expresión:
Dónde:
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
1.1.3
Motores asíncronos
Se da el nombre de motor asíncrono al motor de corriente alterna cuya parte móvil gira a una velocidad distinta a la del sincronismo. Son máquinas rotativas de flujo variable y sin colector. El campo inductor es generado por corriente alterna. Generalmente, el inductor está en el estator y el inducido en el rotor.
Figura 1-2. Motor asíncrono.
Son motores que se caracterizan porque son mecánicamente sencillos de construir, lo cual los hace muy robustos y sencillos; apenas requieren mantenimiento, son baratos y, en el caso de motores trifásicos, no necesitan arrancadores (arrancan por sí solos al conectarlos a la red trifásica de alimentación) y no se ven sometidos a vibraciones por efecto de la transformación de energía eléctrica en mecánica, ya que la potencia instantánea absorbida por una carga trifásica es contante e igual a la potencia activa. Estas son las principales ventajas que hacen que sean ampliamente utilizados en la industria.
1.1.4
Constitución del motor asíncrono de inducción
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
Figura 1- 3. Constitución del motor asíncrono.
El circuito magnético está formado por chapas apiladas en forma de cilindro en el rotor y en forma de anillo en el estator (Figura 1-4).
Figura 1-4. Estator y rotor del motor de inducción.
El cilindro se introduce en el interior del anillo y, para que pueda girar libremente, hay que dotarlo de un entrehierro constante.
El anillo se dota de ranuras en su parte interior para colocar el bobinado inductor y se envuelve exteriormente por una pieza metálica con soporte llamada carcasa.
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
El eje se apoya en unos rodamientos de acero para evitar rozamientos y se saca al exterior para transmitir el movimiento, y lleva acoplado un ventilador para refrigeración. Los extremos de los bobinados se sacan al exterior y se conectan a la placa de bornes (Figura 1-5).
Figura 1-5. Sección del motor eléctrico.
1.1.5
Campo magnético giratorio
El campo magnético giratorio creado por un bobinado trifásico alimentado por corriente alterna es de valor constante pero giratorio y a la velocidad de sincronismo. Este fenómeno se puede probar con el estudio de las posiciones que va ocupando la resultante del flujo atendiendo a los sentidos de corriente que van tomando los conductores en el bobinado (Figura 1-6).
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
En el instante 0, la fase U tiene valor cero, la fase V tiene valor negativo, por lo que la corriente circula desde hasta , y la fase W tiene valor positivo, con lo que la corriente circula desde hasta . En el bobinado se crea una bobina ficticia a la que aplicando la “regla del sacacorchos” da que, en este instante, la resultante del flujo se sitúa entre las ranuras 7 y 8.
El signo positivo representa que la corriente entra en el plano y el signo negativo que sale del plano.
El ciclo de la corriente se divide en seis partes iguales pasando ahora al instante 1, donde se ve que la fase U tiene valor positivo, la fase V sigue teniendo valor negativo y la fase W tiene valor positivo.
En este instante la resultante del flujo se sitúa entre las ranuras 9 y 10, con lo que ha avanzado un sexto de la circunferencia en el tiempo que ha transcurrido desde el instante 0 al 1, que corresponde con un sexto del periodo de la corriente.
Si se va aplicando sucesivamente a los demás instantes, se puede ver que de uno a otro siempre avanza un sexto de vuelta igual que el tiempo que transcurre de un instante a otro el periodo de la corriente, lo que indica que el flujo es giratorio y su velocidad coincide con la velocidad del sistema de corriente alterna.
1.1.6
Principio de funcionamiento
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
Figura 1-7. Ley de Lenz.
La velocidad de rotación del rotor en los motores asíncronos de inducción es siempre inferior a la velocidad de sincronismo (velocidad del flujo giratorio). Para que se genere una fuerza electromotriz en los conductores del rotor ha de existir un movimiento relativo entre los conductores y el flujo giratorio. A la diferencia entre la velocidad del flujo giratorio y del rotor se le llama deslizamiento.
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
1.1.7
Motores asíncronos trifásicos
Son motores en los que el bobinado inductor colocado en el estator está formado por tres bobinados independientes desplazados 120º eléctricos entre sí y alimentados por un sistema trifásico de corriente alterna.
Se pueden encontrar de dos tipos:
Rotor en cortocircuito (jaula de ardilla).
Rotor bobinado.
1.1.7.1
Tensiones en el estator de los motores trifásicos
Todo bobinado trifásico se puede conectar en estrella (todos los finales conectados en un punto común, alimentando el sistema por los otros extremos libres) o bien en delta (conectando el final de cada fase al principio de la fase siguiente, alimentando el sistema por los puntos de unión) (Figura 1-8).
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
En la conexión estrella, la intensidad que recorre cada fase coincide con la intensidad de línea, mientras que la tensión que se aplica a cada fase es √ menor que la tensión de línea.
En la conexión delta, la intensidad que recorre cada fase es √ menor que la intensidad de línea, mientras que la tensión a la que queda sometida cada fase coincide con la tensión de línea.
Conexión estrella:
√
Conexión delta:
√
En estas condiciones, el motor se puede considerar como bifásico, ya que las tensiones normalizadas son de 230 o 400 V. Si un motor está diseñado para aplicarle 230 V a cada fase, se podrá conectar a la red de 230 V en delta y a la red de 400 V en estrella. En ambos casos, la tensión que se le aplica a cada fase es 230 V. En una y otra conexión, permanecen invariables los parámetros de potencia, par motor y velocidad. La conexión estrella o delta se realiza sobre la placa de bornes mediante puentes (Figura 1-9).
Figura 1-9. Colocación de los puentes sobre las placas de bornes para conectar el
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
1.1.8
Motor de rotor en corto circuito (jaula de ardilla)
El motor de rotor en cortocircuito es el de construcción más sencilla, de funcionamiento más seguro y de fabricación más económica. Su único inconveniente es el de absorber una elevada intensidad de corriente en el arranque a la tensión de funcionamiento. Su constitución se vio en la Figura 1- 3.
En el momento del arranque este motor acoplado directamente a la red presenta un momento de rotación de 1,8 a 2 veces el de régimen, pero la intensidad absorbida en el arranque toma valores de 5 a 7 veces la nominal.
Para facilitar la conexión en la placa de bornes del motor (Figura 1-10), los extremos del
bobinado inductor se disponen como muestra la Figura 1-11.
Figura 1-10. Placa de bornes de
motor trifásico.
Figura 1-11. Distribución de los extremos de los
bobinados en la placa de bornes y sus
denominaciones.
1.1.9
Sentido de giro de los motores trifásicos
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
Cuando se necesita que el giro sea al contrario (sentido anti-horario), basta con permutar dos fases de alimentación del motor, como se ve en la Figura 1-12, con lo que el motor
gira en sentido opuesto.
Figura 1-12. Esquema de conexiones para el cambio de giro en motores trifásicos de
corriente alterna.
Se debe tener cuidado de no permutar las tres fases, pues en ese caso el motor sigue girando en el mismo sentido.
Cuando una máquina ha de girar en ambos sentidos, necesitamos un conmutador (inversor) que realice la permuta de la alimentación sin tener que manipular las conexiones.
Estos conmutadores han de estar dimensionados para la intensidad del motor y poseen tres posiciones, con el cero en el medio para conseguir que la inversión no se realice a contramarcha (Figura 1- 13).
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
En la Figura 1- 14 se puede ver el esquema de conexiones de un inversor de giro manual
para realizar estas maniobras sin tocar las conexiones [1].
Figura 1- 14. Esquema de conexiones para la inversión de giro de un motor trifásico de
corriente alterna mediante conmutador manual.
1.2
Variadores de velocidad
El Variador de Velocidad (VSD, por sus siglas en inglés Variable Speed Drive) es en un sentido amplio un dispositivo o conjunto de dispositivos mecánicos, hidráulicos, eléctricos o electrónicos empleados para controlar la velocidad giratoria de maquinaria, especialmente de motores. También es conocido como Accionamiento de Velocidad Variable (ASD, también por sus siglas en inglés Adjustable-Speed Drive). De igual manera, en ocasiones es denominado mediante el anglicismo Drive, costumbre que se considera inadecuada.
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
que dependen de la alimentación y de las características propias del motor, los cuales no se pueden modificar fácilmente. Para lograr regular la velocidad de los motores, se emplea un controlador especial que recibe el nombre de variador de velocidad. Los variadores de velocidad se emplean en una amplia gama de aplicaciones industriales, como en ventiladores y equipo de aire acondicionado, equipo de bombeo, bandas y transportadores industriales, elevadores, llenadoras, tornos y fresadoras, etc.
Un variador de velocidad puede consistir en la combinación de un motor eléctrico y el controlador que se emplea para regular la velocidad del mismo. La combinación de un motor de velocidad constante y de un dispositivo mecánico que permita cambiar la velocidad de forma continua (sin ser un motor paso a paso) también puede ser designado como variador de velocidad.
Figura 1-15. Variador de velocidad instalado en campo.
1.2.1
Motivos para emplear variadores de velocidad
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
Entre las diversas ventajas en el control del proceso proporcionadas por el empleo de variadores de velocidad destacan:
Operaciones más suaves.
Control de la aceleración.
Distintas velocidades de operación para cada fase del proceso.
Compensación de variables en procesos variables.
Permitir operaciones lentas para fines de ajuste o prueba.
Ajuste de la tasa de producción.
Permitir el posicionamiento de alta precisión.
Control del Par motor (torque).
Un equipo accionado mediante un variador de velocidad emplea generalmente menor energía que si dicho equipo fuera activado a una velocidad fija constante.
1.2.2
Control escalar
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
Figura 1- 16. Control escalar del variador.
1.2.3
Control vectorial
Para corregir este problema la mayor parte de los variadores funcionan mediante Control Vectorial de Flujo. El variador trabaja en bucle abierto pero introduciendo los valores del motor:
Tensión nominal.
Intensidad nominal.
Factor de potencia.
Velocidad nominal en r.p.m
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
1.3
Controladores lógicos programables (PLC)
Los Controladores Lógico Programables (PLC) fueron inventados como respuesta a las necesidades de la industria automotriz. Inicialmente fueron adoptados por las empresas para sustituir la lógica cableada. En 1968 GM Hydramatic (la división de transmisiones automáticas de General Motors) emitió una solicitud para realizar una propuesta que sustituyera la lógica cableada. La propuesta ganadora fue realizada por Bedford Associates. El primer PLC fue el MODICON 084.
Un controlador lógico programable (Programmable Logic Controller PLC) Figura 1-17 es
un sistema electrónico programable diseñado para ser usado en un entorno industrial, que utiliza una memoria programable para el almacenamiento interno de instrucciones orientadas al usuario, para implantar soluciones específicas tales como, funciones lógicas, secuencia, temporización recuentos y funciones aritméticas con el fin de controlar mediante entradas y salidas digitales y analógicas diversos tipos de máquinas o procesos
Figura 1-17. PLC Allen Bradley.
Todo PLC está compuesto de tres componentes principales:
1. Unidad Central de Procesamiento (CPU) 2. Módulo de entradas (I)
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
Aunque todos los PLC poseen los bloques principales mencionados, no todos los tienen dentro de un mismo compartimiento. Es decir, algunos de ellos son compactos, mientras que otros son modulares.
En los PLC modulares, las entradas pueden ser bloques independientes, incluso varios de ellos, al igual que las salidas, y todos independientes de la Unidad Central de Procesamiento, Figura 1-18. Por su parte, los PLC’s compactos, tienen todos sus
dispositivos electrónicos en un solo compartimiento y no permiten configuraciones especiales, como sí sucede en los modulares, Figura 1-19.
Figura 1-18. Esquema físico de un PLC
modular.
Figura 1-19. Esquema físico de un PLC
compacto.
1.3.1
Arquitectura interna de un PLC
Los autómatas programables están compuestos de muchos bloques internos, dependiendo especialmente de la configuración del mismo. No obstante, todos se ajustan a ciertos elementos básicos, Figura 1-20, como son:
Fuente de alimentación
Unidad central de proceso (CPU)
Memoria ROM
Memoria de datos RAM
Memoria de programa (ROM, EEPROM o FLASH)
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
Figura 1-20. Arquitectura interna de un PLC.
1.3.1.1
Fuente de alimentación
Es la encargada de suministrar el voltaje a todos los módulos que se conecten al PLC, así como a la unidad de procesamiento. Su función es reducir y adaptar el voltaje de entrada, que es de valores elevados y de corriente alterna, a voltajes de valores más bajos y de corriente directa (Figura 1- 21).
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
Inicialmente, el voltaje de entrada debe ser reducido a valores más manejables. Luego, por medio de un rectificador, debe ser convertido de CA a CD. Por último, se deben utilizar reguladores para asegurar la estabilidad en el voltaje de salida (Figura 1-22).
Figura 1-22. Conversión y regulación de la tensión de alimentación de un PLC.
Debido a la importancia de un PLC dentro de un proceso automático, la alimentación de su circuitería es de suma importancia, por lo que un buen diseño debe involucrar una fuente alterna que permita entrar en funcionamiento cuando se pierde el suministro eléctrico. Con esto, se asegura que los dispositivos electrónicos internos no sufran fallas por picos de sobrevoltaje y otros efectos contraproducentes existentes en la red de distribución.
Otra opción es mantener la fuente de los PLCs conectada a una UPS (Uninterruptible Power Supply) o fuente ininterrumpida de potencia, la cual suministra el voltaje
adecuado, por un tiempodeterminado, cuando falla el fluido eléctrico. Esto ayuda a que el PLC no tenga tantos ciclos de apagado brusco, los cuales pueden ser muy perjudiciales.
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
siguientes, los cuales se deben ajustar de acuerdo a las necesidades del proceso y del PLC como tal:
Tabla 1-1. Parámetros a considerar para la fuente de alimentación de un PLC.
En la mayoría de los PLCs, la fuente de alimentación está incluida dentro del mismo compartimiento donde se encuentra la CPU (Figura 1-23). En otros casos, la fuente es configurable, permitiendo adaptar los voltajes y las capacidades de corriente, de acuerdo a la necesidad de la aplicación.
Figura 1-23. Fuente de alimentación y CPU de un PLC.
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
1.3.1.2
Bloque de terminales de una fuente de PLC
Los autómatas están provistos de una serie de bornes de conexión que sirven para la instalación del cableado necesario para el buen funcionamiento del sistema. Aunque los nombres de los terminales y las funciones provistas difieren de un modelo a otro, en la
Figura 1-24 se puede apreciar un bloque correspondiente a un PLC típico. A continuación,
se describe la función de algunas de sus terminales de conexión.
Figura 1-24. Bloque de terminales de una fuente de alimentación de un PLC.
1) Alimentación general: Son los terminales en los cuales se conecta el voltaje de la red. En el caso de alimentación con corriente alterna de una sola fase, se debe diferenciar la línea viva (fase) de la línea muerta (neutro). Adicionalmente, existe un terminal de conexión a tierra física, que debe ser conectada a la tierra general de la edificación donde se va a instalar el PLC, pudiéndose usar la misma tierra del sistema de computadoras del edificio. Si el PLC se alimenta con voltaje DC, los terminales de alimentación están marcados con la polaridad respectiva, es decir, positivo (+) y negativo (-).
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
3) Arranque remoto. Son dos terminales que al unirlos provocan el arranque del PLC. Su función es permitir que a través de un relevador, un pulsador, un interruptor u otro dispositivo similar distante del PLC, se ejecute el programa del mismo, tal como si el selector se posicionara en RUN o START.
4) Selección del voltaje de alimentación. Puede ser un interruptor, un puente o un selector, encargado de permitir la selección del voltaje de alimentación. Puede diferir de una región a otra, siendo los más comunes 110 VAC y 220 VAC.
5) Suministro externo de DC. En muchos casos, los PLCs están provistos de una salida de voltaje DC para la alimentación de dispositivos externos tales como sensores, unidades de comunicaciones, etc. Esta salida tiene un límite de corriente, que no se debe exceder ya que se podrían deteriorar los circuitos internos de la fuente.
Batería de respaldo. Los autómatas programables incluyen una batería de respaldo para alimentar la memoria del programa cuando éste sea desconectado de la alimentación de red (Figura 1-25). También puede ser utilizada para el almacenamiento de algún tipo de
configuración del mismo, en caso de que ésta sea guardada en memoria volátil.
Figura 1-25. Batería de respaldo de un PLC.
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
adecuado. Para el reemplazo, se deben tener en cuenta su tamaño físico, el voltaje nominal y su capacidad en mA/h (miliamperios hora), parámetros que deben ser iguales a los de la batería original.
1.3.1.3
Unidad central de proceso
Esta es la parte principal de un PLC y es el dispositivo encargado de tomar las decisiones de acuerdo al estado lógico de las entradas, de las salidas y del programa que se esté ejecutando. Es decir, lee las señales de entrada, las procesa y dependiendo de ello, cambia el estado de las salidas. Tales decisiones dependen del programa (software) que se haya diseñado para el control del proceso.
Está compuesta principalmente de un microprocesador (
Figura 1- 26) al que le colaboran una serie de dispositivos electrónicos tales como
memoria RAM, memoria ROM, circuitos de control de flujo de datos, etc. Así mismo, la CPU puede tener integrada alguna unidad especial para comunicaciones con dispositivos externos tales como impresoras, computadoras personales, programadores manuales, etc., aunque dichos sistemas de comunicación también pueden estar en módulos independientes. En la Figura 1-27 se observa el diagrama de bloques de una unidad
central de proceso de un PLC, y en la Figura 1-28 el aspecto físico de una de ellas.
Figura 1- 26.
Microprocesador de
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
Figura 1-28. Esquema físico de la Unidad de Procesamiento.
Funcionamiento del microprocesador. La función principal del microprocesador es tomar los estados de cada una de las entradas, que ya deben estar en posiciones de memoria llamadas imagen de entradas, interpretar el programa que tenga almacenado en la memoria de programa, analizar el proceso de acuerdo a dicho programa, y ordenar la activación de salidas, también a través de posiciones de memoria llamadas imagen de salidas (Figura 1-29).
Figura 1-29. Diagrama de bloques del funcionamiento del microprocesador,
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
1. ALU o Unidad Aritmético-Lógica. Es el bloque encargado de ejecutar todas las operaciones matemáticas y lógicas durante la ejecución de un programa. Tiene la capacidad de hacer operaciones AND, YES, NOT, EXOR, sumas, restas, comparaciones, etc.
2. Acumulador. Es donde se almacena la última operación ejecutada. Por ejemplo, en una suma, allí quedará el resultado de la misma. Un microprocesador puede tener varios acumuladores.
3. Banderas o flags. Son indicadores de situaciones especiales luego de una operación cualquiera dentro del microprocesador. Allí aparece si el resultado fue negativo, si fue cero, si hubo sobre flujo, si fue mayor, menor, etc. Las banderas se utilizan para monitorear las operaciones que se efectúan con el microprocesador.
4. Contador de programa o PC. Es el encargado de leer las instrucciones del usuario y la secuencia de ejecución. Contiene la información del sitio exacto de la secuencia del programa en ejecución. Acepta saltos que el mismo programa le indique de acuerdo a situaciones especiales de las entradas y las salidas.
5. Decodificador de instrucciones. Es el encargado de ejecutar las instrucciones que el programa le va indicando, decodificando el contenido de cada una de ellas y suministrando las señales de respuesta o de control.
Si el autómata ha sido diseñado para permitir programas complejos, lo más normal es que tenga varios microprocesadores o varios coprocesadores en una misma CPU. A cada microprocesador se le asigna una tarea específica, logrando un rendimiento superior gracias a la velocidad del proceso y a que todos ellos pueden trabajar en paralelo ofreciendo varios resultados simultáneamente.
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
1.3.1.4
Módulos de entrada / salida
Los módulos de entrada / salida se dividen básicamente en dos grupos:
Módulos de entrada / salida discretos.
Módulos de entrada / salida analógicos.
Se cuenta con una gran variedad de módulos discretos y analógicos para adaptarlos óptimamente al tamaño del proceso o máquina. Estos pueden ser usados en cualquier combinación de tipo y numero de ellos insertados en las ranuras del chasis.
Módulos de entradas discretas o digitales
Los instrumentos de campo tales como los interruptores o sensores, envían señales de abierto o cerrado al PLC. Estas son señales de entrada discretas.
Por ejemplo: un push-button, un interruptor, un interruptor de límite, un interruptor de flujo, un interruptor de nivel, un interruptor de presión, un interruptor de proximidad.
Figura 1-30. Dispositivos discretos de campo enviando señales ON/OFF.
Módulos de salidas digitales
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
Figura 1-31. Envío de señales discretas a dispositivos de campo.
Módulos de entradas analógicas
Los instrumentos de campo, tales como los sensores de temperatura, presión o nivel envían señales que varían su valor hacía el PLC. Estas son las llamadas señales de entrada analógicas.
Una entrada analógica es una señal eléctrica de un sensor de campo que varía de acuerdo al cambio de las condiciones del proceso.
Figura 1-32. Transmisor de nivel enviando señales analógicas.
Módulos de salidas analógicas
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
Figura 1-33. Envío de señales analógicas a dispositivos en campo.
1.3.2
Características generales de un sistema basado en PLC.
Modular: El sistema debe estar constituido por módulos electrónicos con los que se
pueda estructurar una arquitectura lo más apegado posible a las necesidades y tamaño del proceso a controlar para hacerlo óptimo.
Escalable: Debe permitir la expansión del control en el futuro sin necesidad de
cambiar lo instalado. Además, debe permitir la inclusión de tecnologías nuevas sin tener que desechar la estructura básica instalada.
Debe de ser un sistema distribuido permitiendo dividir las señales del proceso en áreas geográficas, instalando para ello, unidades remotas. Esto evita que la centralización de señales en un solo lugar ahorrando considerable cantidad de tubería conduit, cable y mano de obra de instalación.
Configurable: Deben tener una disponibilidad amplia de módulos de entrada, salida
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
Programación abierta:
Debe permitir que el usuario sea capaz de modificar adicionar o eliminar puntos de su proceso sin tener que depender del fabricante o distribuidor del sistema de control.
Resistente y bajo consumo de energía:
No deben requerir condiciones especiales de temperatura ambiental y humedad para poder ubicarlos lo más cercano al proceso, y el consumo de energía debe ser bajo para que puedan operar con celdas solares si el proceso así lo requiere [3].
1.4
PAC
UnPAC(ProgrammableAutomationController) es una tecnología industrial orientada al control automatizado avanzado, al diseño de equipos para laboratorios y a la medición de magnitudes análogas.
El PAC se refiere al conjunto formado por un controlador (una CPU típicamente), módulos de entradas y salidas, y uno o múltiples buses de datos que lo interconectan todo.
Este controlador combina eficientemente la fiabilidad de control de un autómata o PLC junto a la flexibilidad de monitorización, cálculo y desempeño de un computador industrial.
Diseño de una red ControlNet y Ethernet en una línea de producción de frituras
Los PACs pueden utilizarse en el ámbito investigador y de laboratorios, pero es sobre todo en el industrial, para control de máquinas y procesos, donde más se utiliza. A destacar los siguientes: múltiples lazos cerrados de control independientes, lazos de control robusto, adquisición de datos de precisión, análisis matemático y memoria profunda, monitorización remota, visión artificial, control de movimiento y robótica, seguridad controlada, administración de recursos ARP o SAP, entre otros.
Los PACs de se comunican usando los protocolos de red abiertos como TCP/IP u OPC. Específicamente los PACs Beckhoff prácticamente están abiertos a todos los protocolos industriales como lo son EtherCAT, Lightbus, PROFIBUS DP / FMS, Interbus, CANopen, Multi-Master, DeviceNet, ControlNet, Modbus, Fipio, CC-Link, SERCOS RS232/RS485, Ethernet TCP / IP, Ethernet / IP, PROFINET, USB, entre otros.
1.4.1
Diferencias y similitudes entre un PAC y un PLC
Los PACs y PLCs tienen varias cosas en común. Internamente, ambos incluyen una fuente de potencia, un CPU, un plano trasero o dispositivo de E/S, y módulos. Tienen registros de memoria que reflejan los canales de E/S individuales en los módulos. Sin embargo, las siguientes diferencias resultan muy significativas.
En su estudio de “Generalidades de los Controladores Lógicos Programables a Nivel Mundial”, ARC identificó 5 características principales en los PAC:
Funcionalidad de dominio múltiple, al menos dos de lógica, movimiento, control PID, y proceso en una sola plataforma