TÉSIS:
“EXTRACCION DE TECNOLOGIA DE LA CAMARA
DE TOSTADO DE UN TOSTADOR DE CAFÉ”.
PARA OBTENER EL GRADO DE:
MAESTRO EN CIENCIAS EN INGENIERÍA MECÁNICA CON
OPCIÓN DISEÑO.
PRESENTA:
ING. VICTOR HUGO RIVERA ARELLANO.
DIRECTORA:
M. EN C. ALLA KABATSKAIA IVANOVNA
MÉXICO D.F, 2006
I
NSTITUTO
P
OLITÉCNICO
N
ACIONAL
E
SCUELA
S
UPERIOR DE
I
NGENIERÍA
M
ECÁNICA
Y
E
LÉCTRICA
RESUMEN
Resumen
Al existir la necesidad de aplicar ingeniería a productos hechos por algunas industrias mexicanas de forma artesanal se crea la necesidad de estudiar la cámara de tostado de un tostador de café de lecho fluidizado.
En la presente tesis se realiza un trabajo de extracción de tecnología de la cámara de tostado de un tostador de café, comenzando con una breve introducción acerca de las generalidades en cuanto a lo que se refiere a la producción del café a nivel mundial y su consumo, así como los distintos tipos de tostado de café.
Al inicio del presente trabajo se efectuó el planteamiento del problema, en el cual se define de forma sustancial la problemática a solucionar, mediante el análisis del funcionamiento del tostador de café como un conjunto total y llegando a analizar la parte de estudio de la presente tesis la cual es la cámara de tostado, la cámara de tostado es estudiada desde el punto de vista de ensamble, verificando cada uno de sus componentes y las deficiencias en cuanto a ensamble provocadas por las malas especificaciones para la manufactura y el ensamble, así como la mala definición de formas geométricas y de tolerancias y ajustes dimensiónales.
La utilización de una metodología es parte fundamental dentro del desarrollo de esta tesis, de esta forma, es consultada de la metodología para la extracción de tecnología, que es la que más se apega al tipo de trabajo a efectuar con la cámara de tostado del tostador de café de lecho fluidizado.
Dentro de la metodología para la extracción de tecnología se definen dos conceptos muy importantes, los cuales son la generación de la tecnología de definición y la generación de tecnología de fabricación, el presente trabajo comprende hasta la generación de tecnología de definición, ya que la generación de tecnología de fabricación se lleva a cabo alumno – industria, por contener puntos los cuales quedan fuera del alcanza para que el alumno solo los pueda resolver.
ABSTRACT
ABSTRACT
When existing the necessity to apply engineering to products made by some Mexican industries in a handmade way the necessity it is believed of studying the toasted camera of a coffee toaster of fluidization.
In the present thesis it’s made a work of extraction of technology of the toasted camera of a coffee toaster, beginning with a brief introduction about the generalities as for what refers to the production from the coffee to world level and their consumption, as well as the different coffee toast.
To the beginning of the present work the position of the problem is made, in which is defined in a substantial way the problem to solve, by means of the analysis of the operation of coffee toaster as a total group and ending up analyzing the part of study of the present thesis which is the toasted camera, the camera of having toasted is studied from the point of view of it assembles, verifying each one of their components and the deficiencies as for it assembles caused by the bad specification for the factory and the one assembles, as well as the bad definition in geometric ways and of tolerances and adjustments dimensional.
The use of a methodology is fundamental part inside the development of this thesis, this way, it is consulted of the methodology for the technology extraction that is the one that more attaches to the work type to make with the toasted camera of a coffee toaster of fluidization.
Inside the methodology for the technology extraction are defined two very important concepts, which are the generation of the definition technology and the generation of technology of production, the present work understands until the generation of definition technology, since the generation of technology of production is carried out student - industry, to contain points which are outside of the one reaches so that the alone student can solve them.
INDICE
¨
EXTRACCIÓN DE TECNOLOGÍA DE LA CÁMARA DE
TOSTADO PARA UN TOSTADOR DE CAFÉ
. ¨
INDICE DE TABLAS
INDICE DE FIGURAS
RESUMEN 1
ABSTRACT 2
OBJETIVO 3
JUSTIFICACION 4
INTRODUCCION 5
Capitulo I. Generalidades 6
1.1 Antecedentes. 7
1.2 Defectos e imperfecciones del café. 9
1.2.1 Muestras para análisis y evaluaciones. 9 1.2.2 Detección e imperfecciones en verde. 9
1.2.2.1 Contenido de caracoles. 10
1.3 El tostado. 11
Capitulo II. Planteamiento del problema. 17
2.1 Tostador de café a base de lecho fluidizado. 18
2.2 Funcionamiento del tostador de café. 19
2.3 Cámara de tostado. 21
2.4 Problemas en el diseño de la cámara de tostado. 23 2.4.1 Ensamble cilindro, arillo, de fijación de brida y brida. 24 2.4.2. Ensamble del cilindro de cámara, soportes y cilindro de volteo 25
2.4.3 Ensamble entre bridas. 25
2.4.4 Ensamble de la brida con el arillo de fijación y la tobera de salida de
aire caliente. 26
2.4.5. Ensamble del distribuidor de aire con el cono de transición de salida
de aire caliente. 27
2.4.6. Ensamble del cono de transición con la cabina y el soporte de la
cámara de tostado. 28
Capitulo III Metodología. 30
3.1 Metodología para la extracción de tecnología... 31 3.2 Etapas del proceso de extracción de tecnología. 31 3.2.1 Inicia la generación de tecnología de definición. 31 3.2.2 Inicia la generación de tecnología de fabricación. 35 3.2.3 Diagrama de bloques del proceso de extracción de tecnología. 36
3.3 Evolución de satisfactores. 37
3.4 Conclusiones del diagrama. 40
Capitulo IV. Generación de la tecnología de definición. 41
4.1.- Introducción. 42
4.2.- Seleccionar el producto. 42
4.3.- Verificar demanda insatisfecha. 42
4.4.- Hacer estudio funcional del producto en su conjunto y registrar sus puntos
notables. 43
4.5. Dividir el producto en subconjuntos. Sea por funciones o por disciplina
involucrada. 43
4.6.- Comparar las características del producto con las de otros semejantes, o bien con normas o catálogos de productos parecidos. 44 4.7.- Asignar los subconjuntos del producto, a cada uno de los integrantes del
equipo de diseñadores. 44
4.8.- Diseñar formatos para el control de: Tamaño y numeración de dibujos, análisis de fabricación, ensamble y fase. Números de parte. Nombre de partes. 45 4.9.- Designar las características más importantes, que deben cumplirse en las
uniones de cada subconjunto. 46
4.10.- Medir el producto y documentar las especificaciones de cada componente. 4.10.1.- distribuidor de café.
4.10.2.- cilindro de cámara.
4.10.3.- soporte de cilindro de volteo. 4.10.4.- cilindro de volteo.
4.10.5.- cono de cámara de tostado. 4.10.6.- arillo de fijación de brida. 4.10.7.- brida.
4.10.8.- rejilla.
4.10.9.- distribuidor de aire.
4.10.10.- cono de transición de salida de aire caliente. 4.10.11.- cabina.
4.10.12.- compuerta de desahogo de gases. 4.10.13.- soporte principal de cámara de tostado.
51 51 52 53 53 54 57 58 60 61 63 64 66 69 4.11.- asignar las tolerancias necesarias de cada componente, atendiendo al: funcionamiento y dimensionamiento para lograr ajustes y ensambles óptimos. Control de posición y de forma de sus elementos geométricos. Estado de rugosidad de las superficies críticas, de los componentes más importantes.
4.11.1.- distribuidor de café.
4.11.2.- cilindro de cámara.
4.11.3.- soporte de cilindro de volteo. 4.11.4.- cilindro de volteo.
4.11.5.- cono de cámara de tostado. 4.11.6.- arillo de fijación de brida. 4.11.7.- brida.
4.11.8.- rejilla.
4.11.9.- distribuidor de aire.
4.11.10.- cono de transición de salida de aire caliente. 4.11.11.- cabina.
4.11.12.- compuerta de desahogo de gases. 4.11.13.- soporte principal de cámara de tostado.
75 78 79 80 86 88 90 91 94 97 106 118 4.12 Determinar los materiales de cada parte. 119 4.13 Deducir y designar las características de los recubrimientos superficiales,
de las partes y del conjunto. 121
4.14 Identificar los tratamientos térmicos en los componentes que los tengan y
especificarlos. 122
4.15 Asignar nombres, números de parte y números de dibujo, a cada componente del producto, asentándolos en los formatos de registro asignados
para ello. 123
4.16 Elaborar planos de conjunto y de subconjuntos, integrándolos a partir de la información contenida en los planos elaborados de cada componente. 124 4.17 Comprobar que el plano de conjunto y sus componentes, corresponden al producto originalmente seleccionado o a uno superior al mismo.
127
Capitulo V. Resultados y discusiones. 128
5.1 Integrar el expediente tecnológico de definición del producto, con los dibujos y especificaciones deducidos, la memoria de cálculos y las justificaciones
técnicas efectuadas. 129
5.2 Elaborar las conclusiones de trabajo realizado, registrando los aspectos más relevantes encontrados, durante el proceso de extracción de tecnología. 129 5.3 Registrar las mejoras posibles, para un próximo modelo del mismo producto. 142
5.4 Análisis de resultados. 145
Conclusiones 148
Referencias 149
Anexo A. Expediente tecnológico de definición. 1A
A.1.- Relación de dibujos de detalle de la cámara de tostado. 2A
B.1.- desarrollos de lámina. B.1.1.- desarrollos.
B.1.1.1.- trabajos de metalistería. B.1.1.2.- construcción de moldes. B.1.2.- desarrollos de línea paralela.
B.1.2.1.- patrón de un prisma.
B.1.2.2.- patrón de un prisma oblicuo. B.1.2.3.- cilindros.
B.1.2.4.- circunferencia. B1.2.5.- elementos.
B.1.2.6.- patrón de un cilindro truncado. B.1.3.- desarrollos en línea radial.
B.1.3.1.- patrón de un cono.
B.1.3.2.- patrón de un cono truncado. B.1.3.3.- triangulación.
B.1.3.4.- patrón de un cono oblicuo. B.1.3.5.- piezas de transición.
B.1.3.6.- patrón de una pieza de transición. B.1.4.- radio mínimo de doblez.
B.2.- tolerancias dimensionales. B.2.1.- introducción.
B.2.2.- sistema ISO de tolerancias y ajustes.
B.2.2.1.- la calidad y los procesos de fabricación. B.2.2.2.- posición de la tolerancia.
B.2.2.3.- designación de la tolerancia. B.2.2.4.- ajustes.
B.2.2.5.- sistema de agujero normal. B.2.2.6.- sistema de árbol normal. B.2.2.7.- designación de ajustes. B.2.2.8.- juego y apriete.
B.2.2.9.- tolerancia funcional. B.2.2.10.- tolerancias generales.
B.3.- propiedades y clasificación del acero inoxidable. B.3.1.- clasificación de los aceros inoxidables.
B.3.1.1.- fundamentos. B.3.1.2.- desarrollo histórico.
B.3.2.- conocimiento básico del proceso de producción. B.3.2.1.- laminación en frió.
B.3.3.- clasificación de los aceros inoxidables. B.3.3.1.- familias de los aceros inoxidables.
B.3.3.2.- como se designan los aceros inoxidables. B.3.3.3.- aleaciones.
B.3.4.- clases de acero inoxidable.
B.3.4.1.- aceros inoxidables austeniticos.
B.3.4.1.1.- metalurgia básica. B.3.4.1.2.- serie 300 AISI.
B.3.5.- características de los aceros inoxidables. B.3.5.1.- CLASE III – Grupo Austenitico.
B.3.5.1.1.- 304, 304L. B.3.6.- características de la corrosión.
B.3.6.1.- fundamentos.
B.3.6.2.- ¿Por qué el acero inoxidable es resistente al oxido? B.3.6.3.- la capa pasiva.
B.3.7.- Abedul.
B.4.- decapado y pasivado del acero inoxidable. B.4.1.- la capa pasiva del acero inoxidable. B.4.2.- descascarillado.
B.4.3.- decapado. B.4.4.- pasivado. B.4.5.- limpieza.
B.4.6.- resultados del decapado y pasivado. B.5.- acabados superficiales de los aceros inoxidables.
B.5.1.- aspectos técnicos y prácticos
INDICE DE TABLAS
Tabla 1.3.1.
Tabla 4.9.1.
Tabla 4.12.1.
Tabla 4.15.1.
Tabla 5.3.1.
Tabla A.1
Tabla B.1.4.1.
Tabla B.2.2.1.
Tabla B.2.2.1.1.
Tabla B.2.2.6.1.
Tabla B.2.2.9.1.
Tabla B.2.2.10.1.
Tabla B.3.4.1.
Tabla B.3.5.1.1.1.
Tabla B.5.1.1.
14
47
120
123
143
2A
17B
18B
19B
25B
28B
29B
34B
37B
Figura B.4.1.1. Figura B.4.2.1. Figura B.4.3.1. Figura B.4.3.2. Figura B.4.5.1. Figura B.4.6.1. Figura B.4.6.2.
OBJETIVO
Objetivo
Con el presente trabajo se dará solución a la problemática mostrada por la industria de generación de maquinas de tipo agroindustrial, en especifico de un tostador de café de 3Kg de lecho fluidizado, se encontraron en el análisis de dicho equipo, problemas en cuanto al ensamble y su manufactura, esto debido a las problemáticas que se traen desde el diseño, al no tener las correctas especificaciones para la manufactura y el ensamble y al no tener correctas definiciones de formas y tolerancias dimensiónales, de posición o de forma, debido a que el diseño es un tanto de tipo artesanal.
JUSTIFICACION
Justificación.
Se dará solución a una problemática que arrastra la industria mexicana, en especial el sector agroindustrial, en cuanto a la fabricación de sus equipos, el objeto de estudio es un tostador de café de 3Kg de lecho fluidizado.
INTRODUCCION
INTRODUCCION.
En la actualidad muchas de las empresas en México, mas las pequeñas y medianas, aun no cuentan con los conocimientos necesarios para fabricar productos de forma industrial, la mayoría de sus trabajos se limitan a lo artesanal y le confieren la habilidad para crear, maquinaria, equipos y partes a los trabajadores, que si bien realizan labores excelentes de fabricación, esto se convierte en una limitante para poder incursionar en el mercado de la producción en serie de satisfactores.
El tostador de café, objeto de estudio del presente trabajo cuenta con esta cualidad, es un producto que si bien ha funcionado de forma adecuada, no cuenta con un expediente tecnológico de definición, el equipo se hace de forma 100% artesanal y esto ha provocado problemas en cuanto a los tiempos de respuesta para con los clientes finales, al no existir documentos que avalen las formas y características de cada una de las partes, se tienen que hacer trabajos de mas en las áreas de manufactura y ensamble, además de que el equipo se convierte en una maquina la cual no cuenta que la propiedad de la intercambiabilidad de sus partes, esto quiere decir que cada parte tiene una particularidad que es única en cada equipo.
Se pretende mediante la metodología de extracción de tecnología, llevar a cabo la investigación que nos servirá para determinar las especificaciones que es necesario tener , para fabricar y controlar este producto ya de manera industrial, teniendo como punto de parte una muestra o prototipo del tostador que se fabrica de forma artesanal. También podríamos considerar que estamos haciendo una labor de ingeniería inversa o ingeniería en reversa, pero por la labor que vamos a realizar consideraremos mejor el término de extracción de tecnología.
Se organizara un grupo tecnológico de investigación, conformado por personas de las diferentes ramas de la ingeniería, para poder llevar a cabo la labor de la extracción de tecnología, dentro de este grupo, el presente trabajo abarcara, el proceso de extracción de tecnología de la cámara de tostado del propio tostador, que es uno de los 8 subconjuntos que componen el tostador de café, y que se ha dividido de esta forma para lograr la meta trazada.
Se abarcara hasta la generación de la tecnología de definición, por parte de este trabajo, la tecnología de fabricación se llevara a cabo con la empresa y por razones de seguridad y confidencialidad, será exclusiva de la misma.
CAPITULO I
GENERALIDADES
CAPITULO
I.
CAPITULO I
GENERALIDADES
1.1.- ANTECEDENTES.
El café es un producto que ha estado ligado desde hace varios siglos al mercado Internacional. En el siglo XVII se inició su consumo en Europa, el cual se popularizó hasta los siglos XVIII y XIX.
Tradicionalmente la producción se ha establecido en los países en desarrollo, que estuvieron bajo regímenes coloniales; Y por otro lado la industrialización y la mayor parte del consumo se concentra en los países desarrollados. Esto se describe a continuación.
Cada año se consumen en el mundo una cantidad cercana a los 100 millones de sacos de 60 kilogramos de café verde, los cuales son producidos en los países de América Latina, Asia y África, teniendo a Brasil como el máximo productor de café en el mundo, seguido por Colombia, Indonesia, México (figura 1. 1).
Figura 1.1.1. - principales productores de café en el mundo.
Por otro lado, y en contraposición al origen del grano, el consumo se concentra en los países altamente industrializados, tal es el caso de Estados Unidos con un 24% del consumo a nivel mundial, seguido del continente europeo en el cual Alemania con un 15%, Francia con un 8% e Italia con un 6% son los países Europeos con el mayor consumo de café a nivel mundial, el resto de Europa tiene el 15% de consumo de café, Japón, país asiático con un 7% del consumo en el ámbito mundial.
CAPITULO I
GENERALIDADES
Figura 1.1. 2. - principales consumidores de café en el mundo.
Se analizan los diagramas mostrados en las figuras 1.1.1 y 1.1.2, y claramente se puede establecer, que el café, siendo un producto de origen colonial, es producido en los países que fueron colonias, para ser consumido, principalmente, en aquellos países que fueron las metrópolis o que en las últimas fechas han jugado ese papel en la economía mundial.
En los años recientes el mercado internacional del café ha pasado por dos situaciones distintas:
1. Un esquema de comercio regulado entre los países productores y consumidores.
2. Un esquema de libre comercio.
El esquema de mercado controlado operó de 1962 a 1988. Después de varias crisis de sobreproducción de café, para el año de 1962 se crea la Organización Internacional del Café (OIC), que es un organismo multinacional, y funciona en el marco de la Organización de las Naciones Unidas, cuya sede se encuentra en la ciudad de Londres. En la OIC participan prácticamente la totalidad de países productores y los 25 principales países importadores. Los productores y consumidores de café tienen una participación paritaria en la toma de decisiones del organismo.
CAPITULO I
GENERALIDADES
1. 2. - DEFECTOS E IMPERFECCIONES DEL CAFÉ.
Es necesario realizar una buena selección del café, mediante análisis y evaluaciones del mismo, con el fin de entregar al cliente potencial consumidor de café, un producto de buena calidad, con buen sabor y aroma. Esto va desde la detección de imperfección en el café verde hasta su etapa de tostado.
1. 2. 1. - MUESTRAS PARA ANÁLISIS Y EVALUACIONES.
Las pruebas de evaluación de los análisis y determinación de las características organolépticas de café, se efectúan sobre muestras representativas de los lotes o partidas a analizar.
Normalmente las muestras representativas contienen entre 300 y 400 gr, dependiendo del procedimiento aplicado.
Bajo las reglas del contrato C de la bolsa de Nueva York [1], se utiliza un cilindro de 100 mm de diámetro, y 71 mm de alto para medir el volumen sobre el cual se efectúan las pruebas y mediciones.
También es posible utilizar, según el contrato C de la bolsa de Nueva York, un rectángulo de 190 mm de largo X 112 de ancho X 28 mm de alto, para medir el volumen sobre el cual se efectúan las pruebas y mediciones.
Esta muestra debe de cumplir los requerimientos establecidos por diversas normas de carácter nacional e internacional.
La normatividad establece los requerimientos que deben cumplir las muestras, en cuanto a su proceso de extracción, manejo, control y representatividad, entre otros.
1. 2. 2. - DETECCIÓN DE IMPERFECCIONES EN VERDE.
El análisis y detección de las imperfecciones en verde, se efectúa sobre el 100% del café contenido en la muestra.
Esto es, se revisan alrededor de 350 gr (aproximadamente) de granos de café.
CAPITULO I
GENERALIDADES
Granos que se consideran imperfecciones en una muestra, por ser o contener las siguientes características:
- Negros. - Agrios. - Pergaminos. - Cerezas. - Conchas. - Triángulos.
- Granos mal formados o defectuosos. - Granos rotos.
- Granos quebrados. - Granos fracturados. - Granos vanos.
- Granos parcialmente descascarados.
Así como partículas extrañas, tales como:
- Cascarillas de cerezas. - Palos.
- Piedras.
1. 2. 2. 1. - CONTENIDO DE CARACOLES.
Los granos llamados caracol no se consideran imperfecciones, sin embargo normalmente se hace explicito el porcentaje máximo aceptable o permitido en cada lote o muestra del mismo.
1. 2. 3. - DETECCIÓN DE IMPERFECCIONES EN EL TOSTADO.
Una vez evaluada una muestra de café en verde, se procede a tostar la mitad de ella, reservando la otra mitad como muestra de café en verde.
Para la evaluación de café tostado, usualmente, se utiliza un tostado medio o americano.
Se consideran imperfecciones en el tueste:
- Granos arrebatados o pasados de tueste. - Granos cristalizados o sobre secados. - Granos apestosos.
CAPITULO I
GENERALIDADES
Los granos de café tostado deben de tener un tueste parejo.
Para la evaluación de aromas, se utiliza adicionalmente a las pruebas en grano, el café ya molido en grado medio o americano.
1. 3. - EL TOSTADO
El grado de torrefacción se determina en función de los mercados de destino del café. Al Sur gustan más los cafés amargos y menos agrios, al Norte exactamente lo contrario. En la figura 1.3.1 se muestran cinco grados de torrefacción, del más claro al más oscuro.
Figura 1.3.1. - cinco diferentes grados de torrefacción de café, desde el mas claro hasta el más oscuro.
CAPITULO I
GENERALIDADES
provocadas al someter al grano a altas temperatura de torrefacción. Así, primero, el grano pierde su estructura celular, y el almidón se convierte en azúcar y las proteínas se descomponen en péptidos, que forman los aceites, mientras que la humedad y el dióxido de carbono se consumen.
Una vez tostado el grano los aceites comienzan a disiparse. Si el café es sometido a un exceso de luz o de oxígeno, los aceites se oxidan y producen un sabor rancio.
Existen varios tipos de máquinas tostadoras. Las empresas más potentes, que tuestan grandes cantidades de una sola vez, tienen máquinas de grandes dimensiones con un tambor gigante que gira en vertical, mientras que las empresas más pequeñas emplean máquinas de tueste horizontal, preparadas para remesas más pequeñas.
Todas funcionan con gas y alcanzan temperaturas cercanas a los 300 grados. A esta temperatura el grano pierde ya su humedad a los pocos minutos de comenzar el tueste. La siguiente fase mantiene esta temperatura, hasta que el grano rompe o estalla, eliminando la humedad residual. Ahora se baja la temperatura hasta los 200 grados, provocando que los aceites afloren a la superficie del grano, tornándose estos de un color marrón oscuro. Llegados a este punto hay que determinar cuánto tiempo se debe mantener el grano en la máquina tostadora y a qué temperatura hay que tostarlo. Esta es la decisión, que requiere mayor responsabilidad por lo antes expuesto y se le suele encargar a un verdadero maestro torrefactor.
Posteriormente el grano debe dejarse enfriar, bien al aire o con agua, dependiendo de cómo esté tostado, ya que mientras dure el calor el proceso continúa fuera de la máquina.
El tostado puede ser bajo o leve, medio, o alto u oscuro. El tostado oscuro es más común en Europa, mientras que en EE.UU. suelen usar tostados bajos o medios.
Dependiendo del origen del grano, éste admitirá mejor un tipo de tueste que otro. Por lo general el Café pierde calidad y definición cuanto más se tueste. Así, el Café etíope perderá sus cualidades más características, si se le da un tueste alto. Lo mismo pasa con la variedad Yauco Selecto de Puerto Rico o el Kona Hawaiano. Por el contrario, el Café Mexicano gana un sabor dulce si se tuesta mucho, que no se distingue en tostado medio o leve y a la Antigua de Guatemala le da exactamente igual el grado de torrefacción, ya que conserva en cualquiera de ellos todas sus propiedades intactas.
CAPITULO I
GENERALIDADES
natural. Este sistema perdura en la actualidad, siendo aún hoy el más usado, esto se puede observar en la figura 1. 3.2.
Figura 1. 3.2. - tostado de café.
La composición química de los granos cambia durante el proceso de tostado: el agua se disipa en el grano y una serie de reacciones químicas convierte los azúcares y almidones en aceites, los cuales otorgan al café gran parte de su aroma y sabor. Al ser tostado, el grano aumenta su tamaño al doble, y la caramelización del azúcar cambia el color de verde a marrón.
El color y aspecto del grano tostado dependen del tiempo de tostado. Mientras más largo sea el tiempo de tostado, más oscuro será el grano. Generalmente, el grano se tuesta durante 10 a 20 minutos a temperaturas oscilantes entre 204ºC y 218ºC.
El secreto en el desarrollo del aroma y sabor del café reside en el tostado de los granos de café. El tiempo y la temperatura de tostado son cruciales en la preparación de una buena taza de café, así como en la determinación de qué características serán realizadas y cuáles serán variadas. Si el tostado es breve, los aceites no saldrán hasta la superficie y el café tendrá un sabor como de nuez y poco cuerpo.
CAPITULO I
GENERALIDADES
equivale a una taza de café más rica ni más fuerte. El tostado no determina si una taza de café será más o menos fuerte, el factor determinante es la proporción de agua con respecto al café en el momento de prepararlo.
Los granos tostados claros tienen un sabor más intenso, más altos en acidez que los tostados más oscuros. El café ha sido menos expuesto al calor, por lo cual las cualidades del grano son mejor mantenidas. Los tostados más claros se hacen con granos de más alta calidad, pues en este caso se expone el sabor real del grano.
Existen varios niveles de tostado, cada uno con características propias, que responden a diferentes gustos o usos específicos. Son los siguientes:
Tabla 1.3.1. Niveles de tostado.
Nivel Aspecto Características
Tueste Canela Tostado claro, tono canela claro
Sabor como de nuez pronunciado, alto Nivel de acidez del
café
Tueste Americano Tostado mediano, tono castaño Sabor como de acaramelado
Tueste De La Ciudad Tostado mediano, marrón mediano sin aceites en la
superficie
Sabor completo de café, con algo menos de acidez
Tueste Urbano Marrón castaño, apenas más oscuro que el tueste de la
ciudad
Sabor completo de café, con buen balance de azúcar y
acidez
Viena Marrón oscuro, con rastros de aceite en la superficie Sabor de tostado oscuro
Tueste Francés Marrón oscuro, casi negro, aceitoso en la superficie ahumado y aroma Amargo, sabor
intenso
Italiano Marrón chocolate amargo, con aceites en la superficie Sabor quemado
Expresso específico para máquinas de Tostado oscuro, de uso
expresso
Sabor quemado, fuerte y dulce
CAPITULO I
GENERALIDADES
Figura 1.3.3. - torrefactora de café expresso, proceso de tostado.
Del tambor, el café torrefacto pasa a la tolva de enfriamiento que, mezclándolo lo enfría mediante una corriente de aire fresco. Algunos fabricantes aceleran este proceso enfriando el café mediante un chorro de agua fría, que por otra parte le quita al café recién tostado sus mejores aromas, favoreciendo la absorción de humedad que va en detrimento del rendimiento y durabilidad del producto final, figura 1.3.4.
Figura 1.3.4. Torrefactora de café expresso, enfriamiento café.
CAPITULO I
GENERALIDADES
En la figura 1.3.5, se observa el tostador de café a base de aire caliente de lecho fluidizado, la capacidad de este tostador de café es de 3 kg, también, se fabrican de 5 y 10 kg de carga de café, por el momento el estudio se concentrara sobre el tostador de capacidad de 3 kg.
CAPITULO II
PLANTEAMIENTO DEL PROBLEMA
CAPITULO
II.
CAPITULO II
PLANTEAMIENTO DEL PROBLEMA
2. 1. - TOSTADOR DE CAFÉ A BASE DE AIRE CALIENTE DE LECHO FLUIDIZADO.
El tostador de café consta de varios componentes, los cuales realizan una función distinta pero que conjuntamente logran y facilitan el tostado del café, las ventajas de este tostador en comparación con los tostadores convencionales de tambor giratorio (expuestos en el capitulo I) es que la propia cámara de tostado es usada tanto para calentar y tostar el café así como, también, para enfriarlo, además de que el tostado de café a base de aire caliente trae las siguientes ventajas:
- Concentra.
Aroma.
Aceites.
Azucares naturales.
- Enfría el café con aire. - No contamina el ambiente.
El tostador de café esta equipado con los siguientes componentes:
- Tablero de control. - Cámara de tostado. - Quemador para gas L. P. - Ventilador centrífugo. - Motor eléctrico. - Tolva de carga.
- Salida del café tostado.
- Separador de tamo (cascarilla). - Chimenea.
- Toma de aire. - Interruptor.
- Llave reguladora de gas. - Regulador para gas. - Termómetro.
- Mirillas de observación (ventanas).
El motor eléctrico para el tostador de 3kg, objeto de estudio, es un motor eléctrico de tipo trifásico de 1 H.P. de 110 / 220 V, el cual sirve para mover el ventilador centrífugo y así, generar el flujo de aire que lograra fluidizar el lecho de café.
CAPITULO II
PLANTEAMIENTO DEL PROBLEMA
2. 2. - FUNCIONAMIENTO DEL TOSTADOR DE CAFÉ.
Una vez descritos los principales componentes del tostador de café aquí se describe su funcionamiento.
Es importante realizar en un principio las instalaciones tanto eléctricas como de suministro de gas, así como tener especial cuidado en la colocación del tostador, ya que, para tener un buen funcionamiento este debe de estar colocado en una base o piso a nivel, así como, también, la separación entre el techo y la chimenea, no debe de ser menor a los 1.5 m. Ver figura 2.2.1.
Figura 2.2.1. - Altura y piso o base sin inclinación recomendadas.
Se verifica, que la tolva de carga y la de salida del café estén perfectamente bien cerradas (ver figura 2. 3). Se colocan 3kg de café en la tolva de carga, ahora se lleva a cabo la apertura de la compuerta de la tolva de carga, el café cae al interior de la cámara de tostado, abrir la compuerta del quemador y abrir la llave de paso del gas L.P como se muestra en la figura 2.2.2
Una vez abierta la llave de paso del gas se procede como sigue y atender a la figura 2. 2.
1. Se pone en marcha el motor accionando el interruptor, que se encuentra ubicado en el tablero de control.
2. Se acciona el interruptor del piloto. 3. Se acciona el interruptor de la flama.
4. Una vez que se encuentra prendida la flama, inmediatamente accionar el interruptor del piloto para suprimir la chispa.
CAPITULO II
PLANTEAMIENTO DEL PROBLEMA
Figura 2.2.2- Esquema de control de encendido del tostador de café.
Inmediatamente se cierra la compuerta del quemador y se verifica, que el café tenga movimiento en la cámara de tostado por la mirilla 1.
Se regula la compuerta manual de toma de aire hasta lograrlo (de lo contrario se quemara el café), controlar la temperatura a través del termómetro, para que esta se eleve hasta 180°C a 200°C en un lapso de 10 min. Durante los diez minutos se debe de vigilar en la mirilla 1, que el tipo de tueste se adecue a las necesidades del productor de café, esto se hace por medio de la coloración del café tostado.
Una vez alcanzado el tipo de tueste deseado se debe de interrumpir el paso de gas, esto se logra apagando la flama mediante el interruptor, a su vez, se deja encendido el motor, la compuerta manual de toma de aire se deberá abrir solo ¼” o ½”, esto es para evitar que se quiebre el café.
De esta forma se deja enfriar el café por un lapso de 2 a 3 min. Hasta una temperatura de 60°C, se abre la compuerta de descarga y se deja salir todo el café tostado a un depósito limpio.
Por ultimo, se apaga el motor hasta su alto total, para iniciar otro ciclo, se deben de seguir los pasos del proceso anteriormente descritos.
CAPITULO II
PLANTEAMIENTO DEL PROBLEMA
Figura 2.2.3 Vista frontal y lateral del tostador de café.
2. 3. – CAMARA DE TOSTADO.
Como bien se ha expuesto anteriormente, se puede establecer que la cámara de tostado es la principal sección del tostador de café, se debe de tener en cuenta que, cada una de las secciones antes citadas tiene su función específica y conjuntamente, con la cámara de tostado, llevaran a cabo el tostado de café.
CAPITULO II
PLANTEAMIENTO DEL PROBLEMA
En la figura 2.3.1 se muestra un esquema de la cámara de tostado.
Figura 2.3.1.- cámara de tostado.
Los componentes son los siguientes:
1. Distribuidor de café. 2. Cilindro de cámara.
3. Soporte de cilindro de volteo. 4. Cilindro de volteo.
5. Cono de cámara de tostado. 6. Arillo de fijación de brida. 7. Brida.
8. Rejilla.
9. Distribuidor de aire.
10. Tubo de unión de distribuidor de aire. 11. Tobera de salida de aire caliente. 12. Cabina.
13. Tapa frontal de compuerta. 14. Tapa trasera de compuerta. 15. Separador de tapas.
16. Soporte principal de cámara de tostado ángulo de 1 ¼” x 1/8”. 17. Soporte principal de cámara de tostado ángulo de 1 ½” x 1/8”.
CAPITULO II
PLANTEAMIENTO DEL PROBLEMA
Figura 2.3.2. - vista en explosiva de la cámara de tostado.
La mayoría de los componentes están hechos de lámina negra en diferentes calibres, y algunas piezas son maquinadas como por ejemplo la brida, y a su vez también se emplea el método de mecano soldadura para llevar a cabo la unión de estas piezas.
2. 4. – PROBLEMAS EN EL DISEÑO DE LA CAMARA DE TOSTADO.
CAPITULO II
PLANTEAMIENTO DEL PROBLEMA
2.4.1. - ENSAMBLE CILINDRO, CONO, ARILLO DEFIJACION DE BRIDA Y BRIDA.
El cilindro de cámara tiene una mala especificación de su desarrollo, esta mala especificación provoca que, el ensamble con el cono de la cámara de tostado, sea deficiente, el ensamble es a través de soldadura, además de que no se cuenta con un equipo de sujeción para llevar a cabo la soldadura (ver figura 2.6).
El cono de la cámara de tostado también carece de las correctas especificaciones y diseño del desarrollo, esta pieza se hace en desarrollo, lo cual, le provoca un mal ensamble con el cilindro de cámara y, a su vez, con el arillo de fijación de brida, el cono de la cámara de tostado va soldado tanto al cilindro de cámara como al arillo de fijación de brida, por lo cual se hace necesario guardar las correctas tolerancias y especificaciones de sus desarrollos para lograr un ensamble adecuado, (ver figura 2.6).
Una vez mas, la mala especificación del desarrollo se extiende al arillo de fijación de brida, al presentarse este problema, el ensamble que este tiene con la brida se hace difícil, en ocasiones no entra el arillo dentro de la brida, situación que se tiene que corregir para lograr su correcto ensamble (ver figura 2.6).
Figura 2.4.1.1. - Vista en explosiva de la primera parte de la cámara de tostado, mostrando las deficiencias en el ensamble entre, cilindro – cono, cono – arillo,
CAPITULO II
PLANTEAMIENTO DEL PROBLEMA
2.4.2. - ENSAMBLE DEL CILINDRO DE CÁMARA, SOPORTES Y CILINDRO DE VOLTEO
El cilindro de cámara de tostado en su parte interior tiene contenido el cilindro de volteo, el cual se encuentra unido mediante los soportes de cilindro de volteo, este cilindro sirve para dirigir el grano de café hacia los extremos del cilindro de cámara de tostado, y una vez que se echa a andar el tostador pasar por en medio de su sección circular regresándolo a los extremos del cilindro, al estar mal diseñado el cilindro y mal especificado su desarrollo, el cilindro de volteo no se ensambla bien al cilindro de cámara, ya que se encuentra una cierta interferencia entre el cilindro de cámara, los soportes del cilindro de volteo y el mismo cilindro de volteo (ver figura 2.4.2.1).
Figura 2.4.2.1. - ensamble entre cilindro de cámara, soportes y cilindro de volteo.
2.4.3. - ENSAMBLE ENTRE BRIDAS.
CAPITULO II
PLANTEAMIENTO DEL PROBLEMA
Figura 2.4.3.1. - Ensamble entre bridas, mostrando en medio la rejilla que evita que el café caiga a la flama directa.
2.4.4. - ENSAMBLE DE LA BRIDA CON EL ARILLO DE FIJACIÓN Y LA TOBERA DE SALIDA DE AIRE CALIENTE.
La brida inferior va unida a la tobera de salida de aire caliente, a través del arillo de fijación de brida, el mismo problema que el anterior, la mala especificación del desarrollo así como de las tolerancias correspondientes, provocan que, en ensamble entre la brida, el arillo de fijación de brida y la tobera de salida de aire caliente, sea malo (figura 2.4.4.1).
CAPITULO II
PLANTEAMIENTO DEL PROBLEMA
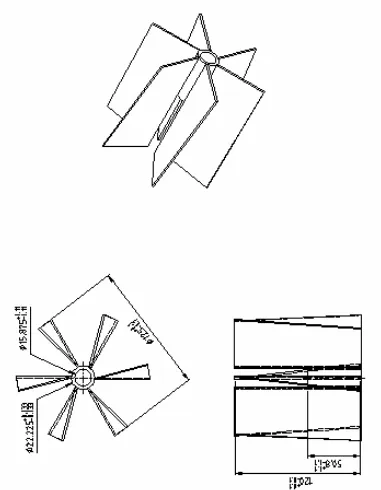
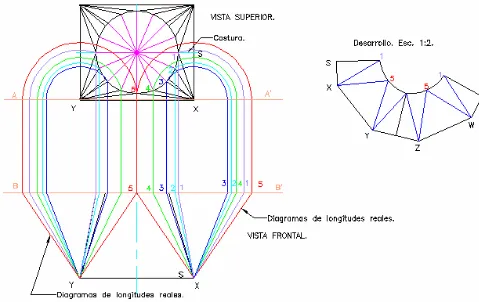
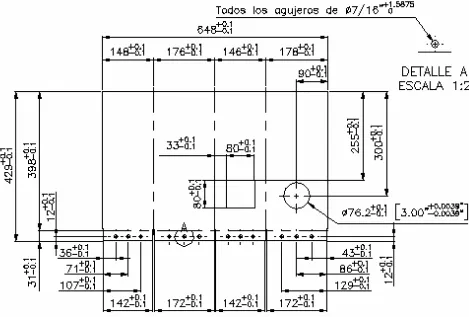
2.4.5. - ENSAMBLE DEL DISTRIBUIDOR DE AIRE CON EL CONO DE TRANSICION DE SALIDA DE AIRE CALIENTE.
Especial mención merece la tobera de salida de aire caliente, ya que su desarrollo no es tan común como en de las piezas anteriormente mencionadas, el desarrollo es algo especial al ser una pieza de transición, va de una sección cuadrada a una sección circular, es decir existe un cambio de sección, ante esta premisa, se requiere un correcto estudio del desarrollo que, como bien se menciona, no es un desarrollo de una pieza común sino un desarrollo de una pieza en transición.
El distribuidor de aire se ensambla en el cono de salida de aire caliente, esto para darle una cierta turbulencia al flujo de aire, y así, generar el flujo turbulento el cual permitirá que además de que el grano de café sea levantado, le genere un cierto movimiento sobre su propio eje, con el fin de llevar a cabo una mejor homogeneidad en el tueste. Al no tener bien definido el desarrollo del cono de transición, una vez mas se presenta un problema de ensamble con los distribuidores de aire, los cuales van unidos a un núcleo llamado tubo de unión de distribuidor de aire (figura 2.4.5.1).
CAPITULO II
PLANTEAMIENTO DEL PROBLEMA
2.4.6. - ENSAMBLE DEL CONO DE TRANSICION CON LA CABINA Y EL SOPORTE DE LA CÁMARA DE TOSTADO.
El cono de transición de salida presenta un ensamble con la cabina, al no tener bien identificado el desarrollo de la tobera, esta presenta un mal ensamble con la cabina, además de que el desarrollo de la cabina se debe de revisar para asegurar que las dimensiones y su propio desarrollo sean los correctos, ya que si la cabina, no presenta una buena definición de formas y dimensiones provocara un mal ensamble con el soporte principal de la cámara de tostado, es aquí donde va unido al piso del tostador y donde es soportada la mayoría de la cámara de tostado (figura 2.4.6.1).
Figura 2.4.6.1. - ensamble del cono de transición con la cabina y el soporte de la cámara de tostado.
2.4.7. - ENSAMBLE DE LA TAPA FRONTAL Y TRASERA CON LA COMPUERTA DE DESAHOGO DE GASES, UBICADA EN LA PARTE
INFERIOR DE LA CABINA.
CAPITULO II
PLANTEAMIENTO DEL PROBLEMA
Figura 2.4.7.1. - compuerta de desahogo de gases, ubicada en la parte inferior de la cabina.
2.4.8.- PROTECCION TERMICA EN LA CAMARA DE TOSTADO.
El tostador de café tendrá una temperatura de tostado de entre 180°C hasta los 200°C, por lo cual el conjunto en si calentara la lamina de acero inoxidable, provocando un latente peligro para cualquier persona que maneje el equipo.
CAPITULO III
METODOLOGIA
CAPITULO
III.
CAPITULO III
METODOLOGIA
3. 1. – METODOLOGÍA PARA LA EXTRACCIÓN DE TECNOLOGÍA.
La extracción de tecnología puede cumplir con fines distintos, por ejemplo, cumplir con un fin industrial y comercial, llevar a cabo un proceso de enseñanza – aprendizaje o evolucionar el diseño de un satisfactor.
Esta metodología tiene su principal aplicación, en la satisfacción de una necesidad que en general padece la pequeña y mediana empresa mexicana, consiste en la carencia de tecnología para la industrialización de productos.
También se aplica en el ámbito académico, porque en esencia, se presta para un proceso muy natural de enseñanza – aprendizaje, que a la vez proporciona una fuente muy vasta, para seleccionar varios temas, que sirven de base para la elaboración de tesis, tanto de licenciatura como de posgrado [2].
3. 2. – ETAPAS DEL PROCESO DE EXTRACCIÓN DE TECNOLOGÍA.
A continuación se proporciona una lista de los diversos pasos, que secuencialmente se utilizan para extraer tecnología de diferentes productos, y además, se agregan comentarios para redondear la idea de la esencia de cada etapa.
Los comentarios adecuados para el ámbito académico se identifican con A, y con E, aquellos que se aplican a las empresas.
3.2.1.- INICIA LA GENERACIÓN DE TECNOLOGÍA DE DEFINICIÓN.
1. Seleccionar el producto.
A. sí la meta es llevar a cabo un proceso de enseñanza – aprendizaje, para obtener un titulo profesional o grado académico, es recomendable que el producto objeto de estudio tenga los atributos siguientes:
Complejidad adecuada al nivel que se desea justificar.
Disponibilidad para su estudio.
Interés para su estudio.
CAPITULO III
METODOLOGIA
2. Verificar demanda insatisfecha.
E. este dato es crucial, para emprender o no la extracción.
3. Hacer estudio funcional del producto en su conjunto y registrar sus puntos notables.
A. una vez elegido el objeto, debe ponderarse la cantidad y formación de alumnos que pueden elaborar la extracción de tecnología, para citar a los elementos idóneos.
La cantidad de alumnos que intervienen, depende del numero y / o complejidad de las partes que forman el objeto de estudio.
La formación de alumnos que se eligen, depende de las disciplinas y ramos del conocimiento, que involucra el objeto en cuestión.
Por ejemplo, la integración de un grupo de trabajo para extraer tecnología de una parte o de un equipo relacionado con el transporte, es distinto de aquel que se ocupa de una parte o de un equipo minero o de un equipo usado en cirugía quirúrgica, pero el factor común entre los estudiantes, debe ser, su inclinación por las disciplinas de proyecto y / o fabricación.
El problema principal que se enfrenta al formar un grupo de trabajo, es la coordinación de los diferentes caracteres de los integrantes, así como el mantenimiento de una atmósfera cordial, respetuosa y colaborada entre los miembros del grupo, para cumplir con los objetivos del proyecto.
4. Dividir el producto en subconjuntos. Sea por funciones o por disciplina involucrada. (Soporte, trasmisión, herramienta, interruptor, o parte mecánica, parte eléctrica, control, electrónica, etc.).
5. Comparar las características del producto con las de otros semejantes, o bien con normas o catálogos de productos parecidos.
6. Asignar los subconjuntos del producto, a cada uno de los integrantes del equipo de diseñadores.
7. diseñar formatos para el control de:
Tamaño y numeración de dibujos, análisis de fabricación, ensamble y fase.
Números de parte.
CAPITULO III
METODOLOGIA
8. Designar las características más importantes, que deben cumplirse en las uniones de cada subconjunto.
A o E. Si el conjunto se divide, al distribuir el estudio de cada subconjunto a diferentes personas, necesitan definir las condiciones de funcionamiento (apoyo, unión, guía, articulación, rozamiento, hermeticidad, etc.) que deben efectuarse en las fronteras de cada uno de ellos, para que al integrarse armados cumplan con la función global para la que están previstos.
9. Medir el producto y documentar las especificaciones de cada componente.
A o E. Se requiere de equipo de medición y de dibujo muy variado, que depende del tipo de producto que se estudia, para obtener los documentos que contienen las especificaciones. Estas se principian a establecer en los dibujos de estudio, que son documentos en los cuales se trazan a escala, los dibujos técnicos de cada componente. En ellos se decide cual será la vista frontal, y cuantas vistas ortogonales, cortes y / o secciones se necesitaran, es decir, se definen las formas y dimensiones de cada parte.
Estos documentos son la base, para posteriormente elaborar los dibujos de definición de la pieza, calcándolos o copiándolos de los dibujos de estudio.
10. asignar las tolerancias necesarias de cada componente, atendiendo al:
Funcionamiento y dimensionamiento para lograr ajustes y ensambles óptimos.
Control de posición y de forma de sus elementos geométricos.
Estado de rugosidad de las superficies criticas, de los componentes más importantes.
11. Determinar los materiales de cada parte.
A o E. La determinación de materiales, recubrimientos superficiales y tratamientos térmicos, tanto en el ámbito académico como en el empresarial, representa un reto para la investigación, pues es necesario apoyarse en laboratorios y personal especializado, para poder deducir en base a las muestras, la especificación y las características físicas y químicas del material, del recubrimiento y / o tratamiento térmico.
CAPITULO III
METODOLOGIA
En el caso de las empresas, a veces necesitan incluso recurrir al servicio de laboratorios de análisis de materiales, particulares o del gobierno, para poder descubrir las características del materia, recubrimiento o tratamiento térmico en cuestión.
12. Deducir y designar las características de los recubrimientos superficiales, de las partes y del conjunto.
13. Identificar los tratamientos térmicos en los componentes que los tengan y especificarlos.
14. Asignar nombres, números de parte y números de dibujo, a cada componente del producto, asentándolos en los formatos de registro asignados para ello.
A o E. La ejecución de esta etapa, genera el control de todas las partes del producto en estudio.
15. Elaborar planos de conjunto y de subconjuntos, integrándolos a partir de la información contenida en los planos elaborados de cada componente.
A o E. Si los planos aludidos, se hacen rigurosamente a partir de la información contenida en cada dibujo de los componentes, esto constituye entonces, la primera prueba de ensamble del producto.
16. Comprobar que el plano de conjunto y sus componentes, corresponden al producto originalmente seleccionado o a uno superior al mismo.
17. Integrar el expediente tecnológico de definición del producto, con los dibujos y especificaciones deducidos, la memoria de cálculos y las justificaciones técnicas efectuadas.
18. Elaborar las conclusiones de trabajo realizado, registrando los aspectos más relevantes encontrados, durante el proceso de extracción de tecnología.
19. Registrar las mejoras posibles, para un próximo modelo del mismo producto.
20. Discutir resultados.
CAPITULO III
METODOLOGIA
generada hasta este nivel, se poseen las bases de la tecnología de definición del producto estudiado.
21. Elaborar un prototipo del producto a partir de la tecnología de definición investigada.
22. Someter el prototipo a pruebas normalizadas, tanto dimensiónales, como de funcionamiento y resistencia.
A o E. Generalmente, al llegar a esta etapa, se considera que se ha generado toda la tecnología de definicion del producto. Las observaciones que surjan de las pruebas normalizadas, se anotan en el expediente tecnológico del producto, que se menciona en la etapa 17.
3.2.2.- INICIA LA GENERACIÓN DE TECNOLOGÍA DE FABRICACIÓN.
23. Elegir la secuencia optima de fabricación, basándose en las especificaciones de los planos del producto y de la infraestructura para producción disponible.
A. sí se desea obtener la tecnología de fabricación, del producto definido hasta las etapas 20 o 22, generalmente se supone la utilización del equipo de laboratorios y talleres de que se dispone, aunque por lo regular su equipamiento es poco actualizado.
E. a partir de esta etapa y hasta la 27, se considera que la tecnología que se genera, es la perteneciente a la fabricación.
24. Elaborar hojas de proceso de fabricación de los componentes, así como las hojas de proceso de armado del conjunto.
25. Preparar los análisis de fabricación y de fase, de todos los componentes del conjunto.
26. Diseñar y fabricar el herramental de apoyo necesario, para fabricación en serie del producto (dispositivos de sujeción para: Maquinado, soldadura, ensamble, prueba; herramientas especiales, etc.), además de modelos, matrices, platillas, calibres y empaque.
CAPITULO III
METODOLOGIA
28. Fabricar serie piloto.
Esta etapa sirve para poner a prueba por vez primera, el herramental proyectado para hacer la fabricación en serie. Es el momento ideal para hacer los ajustes necesarios en los modelos, matrices, plantillas, dispositivos, calibres y empaque del producto.
29. Probar serie piloto.
30. Fabricar partes en serie.
31. Controlar la producción.
32. Ensamblar partes.
33. Hacer pruebas finales al conjunto.
34. Empacar producto.
35. Integrar expediente tecnológico de fabricación.
Como puede observarse existen muchas semejanzas para la obtención de la tecnología de definición, ya sea con un fin de enseñanza – aprendizaje o bien para industrializar un producto y comercializarlo, pero definitivamente se separan en el momento de comenzar con la tecnología de fabricación, pues en el caso del objetivo industrial y comercial, se tiene una infraestructura disponible para producir el satisfactor con el interés de abastecer el mercado, en cambio cuando la meta es de enseñanza aprendizaje, en un principio solo se busca el beneficio de sacarle un buen provecho académico, que para la formación terminal integral de los egresados, ya es muy bueno.
Esta metodología de extracción de tecnología se aplicara hasta la etapa numero 20, ya que hasta esta fase es donde se tiene contemplado el trabajo del alumno, posteriormente se llevaran a cabo el estudio de las fases 21 a 35, pero ese trabajo se realizara empresa – alumno.
3. 2.3. – DIAGRAMA DE BLOQUES DEL PROCESO DE EXTRACCIÓN DE
TECNOLOGÍA.
CAPITULO III
METODOLOGIA
Se considera que la tecnología de definición de los productos comprende las etapas de la 1 a la 22, mientras que la tecnología de fabricación comprende las etapas 23 a la 35.
3. 3.- EVOLUCION DE SATISFACTORES.
Si el objetivo de la extracción de tecnología, es el de evolucionar el diseño de un satisfactor, se considera que solamente se lleva a cabo cuando:
- se tiene mucha experiencia como diseñador y con solo la tecnología de definición del producto, se pueden hacer modificaciones, sustituciones, omisiones, cambios y en general variaciones en el diseño original, o bien cuando,
- Se ha efectuado tantas veces la extracción de tecnología, tanto en su etapa de definición como de fabricación, en varios productos semejantes, que se tiene un conocimiento profundo de los mismos y con mucha seguridad se evoluciona el diseño, con metas en la reducción de costos del producto o bien en el pronostico de la vida del mismo.
La etapa de evolución de los diseños se alcanza fácilmente, cuando ya se posee una madurez tecnológica, que es el caso de tantas empresas lideres de diversos productos, en el mercado mundial.
La evolución de un producto deberá de traer consigo beneficios económicos, para los productores del satisfactor, así como beneficios adicionales a los que el mismo producto ofrece actualmente a los consumidores.
Siempre que los equipos o maquinas cubren las necesidades mínimas a satisfacer o para las cuales fueron hechos, tendrán buena aceptación en el mercado, pero si agregamos aquel plus a nuestro producto, que lo haga ser mejor que los de nuestros competidores, estaremos por encima de ellos en cuanto a ventas y aceptación en el actual mercado, muy competitivo y muy cambiante.
En si lo que persigue la extracción de tecnología para evolucionar un satisfactor es el de mejorar el producto y agregarle funciones que lo hagan mas útil de lo que ya es y mas fácil de manejar, económico y de fácil mantenimiento.
CAPITULO III
METODOLOGIA
INICIA GENERACIÓN DE
TECNOLOGÍA DE DEFINICION SATISFACER UN MERCADO NECESIDAD DE
1. seleccionar el producto 5. comprar el producto con otros semejantes.
2. verificar demanda insatisfecha.
Definir objetivo de la extracción de tecnología:
- Enseñanza – aprendizaje. - Industrio – comercial. - Evolucionar diseño.
3. Hacer estudio funcional.
4. Subdividir el producto
6. asignar subconjuntos a
integrantes del equipo de trabajo 7. Diseñar formatos para registro y control de partes
8. Designar las características funcionales en las intersecciones de
los subconjuntos
9. Medir los componentes del producto y especificarlos
14. registrar de control para las partes del producto.
10. Asignar tolerancias
11. Determinar materiales. 12. deducir y designar recubrimientos superficiales
15. Elaborar planos de subconjuntos
13. Identificar y especificar tratamientos térmicos
16. contrastar planos contra producto.
No
Si - No Sí
CAPITULO III
METODOLOGIA
17. integrar expediente tecnológico dedefinición
21. elaborar prototipo
22. probar prototipo
18. elaborar conclusiones del proceso efectuado.
19. registrar posibles mejoras
TERMINA GENERACIÓN DE TECNOLOGÍA DE DEFINICION
INICIA GENERACIÓN DE TECNOLOGÍA DE FABRICACION
23. Elegir secuencia de fabricación según mediodisponibles
24. diseñar procesos de fabricación y armado del producto.
25. elaborar análisis de fabricación y de fase de todos loscomponentes.
26. Prepararfabricación
Proyecto y fabricación del herramental para producción en serie:
- Modelos para piezas fundidas. - Matrices para piezas forjadas.
- Plantillas para piezas de lámina o de placa. - Herramientas especiales de corte. - Dispositivos para:
o Sujeción de piezas soldadas. o Sujeción de piezas maquinadas. o Facilitar ensamble del conjunto. o Medición.
o Prueba de producto terminado y / o
partes componentes.
- Calibres pasa – no – pasa. - Empaques y embalaje.
CAPITULO III
METODOLOGIA
3.4.- CONCLUSIONES DEL DIAGRAMA.
El diagrama permite entender de una forma fácil los pasos del proceso de extracción de tecnología, desde el inicio de la generación de la tecnología de definición hasta la generación de la tecnología de fabricación, paso a paso en el diagrama se detalla el trabajo que el aplicante de la metodología deberá seguir, para llegar a la aplicación de la misma de una forma correcta, y la misma metodología brinde los resultados esperados.
27
28. Fabricarserie piloto 29. probar serie piloto
30. fabricar partes enserie
31. controlar la producción.
32. ensamblarpartes.
33. hacer pruebas finalesal conjunto
34. empacar producto
TERMINA GENERACIÓN DE TECNOLOGÍA DEFABRICACION
COMERCIALIZACION
PRODUCTO EN EL MERCADO
35. Integrar expediente tecnológico de fabricación
18. elaborar conclusiones del proceso efectuado
19. registrar posiblesmejoras
CAPITULO IV
GENERACIÓN DE LA TECNOLOGÍA DE DEFINICION
CAPITULO
IV.
GENERACIÓN DE LA
TECNOLOGÍA DE
CAPITULO IV
GENERACIÓN DE LA TECNOLOGÍA DE DEFINICION
4. 1. – INTRODUCCIÓN.
En el presente capitulo se llevara a cabo la aplicación de la metodología de extracción de tecnología, abarcando los puntos que corresponden a la generación de la tecnología de definición, del 1 al 20, la generación de tecnología de fabricación se realizara conjuntamente con la industria, ya que el alumno no cuenta con los medios, la infraestructura ni el capital para efectuar dicha labor.
La labor de la generación de la tecnología de fabricación, abarca desde la elegir la secuencia de fabricación del producto, diseñar los procesos de fabricación y armado del mismo, determinar costos del producto, fabricar y probar serie piloto, fabricar partes en serie, ensamblar partes, hacerle pruebas finales al producto y de esta forma finalizar con el empaque, esto se hace conjuntamente con la industria motivo por el cual esta parte de la metodología se deja para el posterior análisis, industria – alumno.
4.2. - SELECCIONAR EL PRODUCTO.
Se trata de un tostador de café de tipo de lecho fluidizado, ya expuesto en los capítulos I y II, este tostador de café se dividió para su estudio en 8 subconjuntos,
de los cuales el subconjunto cámara de tostado es el que se estudiara para llevar a cabo su extracción de tecnología, los demás subconjuntos la industria con su equipo de diseño los analizara y le hará las modificaciones pertinentes, por el momento la cámara de tostado es el subconjunto de interés en este trabajo.
4.3. - VERIFICAR DEMANDA INSATISFECHA.
El principal problema que presenta este tostador de café es desde el punto de vista del ensamble, esto se expuso en el capitulo II, se produce por la falta de
buenas y precisas especificaciones para la manufactura y el ensamble, así como la falta de una buena definición de las formas geométricas de los componentes y de los desarrollos, al presentarse este defecto, en el estudio adecuado de los componentes, se genera un ensamble defectuoso, malo, lo que ocasiona dificultades de ensamble y problemas para llevar a cabo una deseable intercambiabilidad de las partes.
CAPITULO IV
GENERACIÓN DE LA TECNOLOGÍA DE DEFINICION
4.4. - HACER ESTUDIO FUNCIONAL DEL PRODUCTO EN SU CONJUNTO Y REGISTRAR SUS PUNTOS NOTABLES.
Este estudio se llevo a cabo en el capitulo II, secciones 2.1, 2.2 y 2.3, estudiando
el tostador y su funcionamiento, así como definiendo cada uno de los componentes de la cámara de tostado.
4.5. - DIVIDIR EL PRODUCTO EN SUBCONJUNTOS. SEA POR FUNCIONES O POR DISCIPLINA INVOLUCRADA.
El tostador de café se dividió en 8 subconjuntos por funciones, para su análisis y estudio, los cuales son:
- Chimenea.
- Tobera recolectora de pajilla. - Cámara de tostado.
- Tolva de alimentación. - Tolva de descarga. - Ventilador. - Base del tostador.
- Caja de control de encendido eléctrico.
Como ya se ha venido comentando el subconjunto cámara de tostado es el objeto de estudio en esta tesis y el cual fue confiado llevar a cabo la aplicación de la extracción de tecnología. En la figura 4.5.1 se muestra un esquema del tostador de café con sus subconjuntos señalados para su mejor compresión.
CAPITULO IV
GENERACIÓN DE LA TECNOLOGÍA DE DEFINICION
4.6. - COMPARAR LAS CARACTERÍSTICAS DEL PRODUCTO CON LAS DE OTROS SEMEJANTES, O BIEN CON NORMAS O CATÁLOGOS DE
PRODUCTOS PARECIDOS.
El análisis se realiza en el capitulo I, comparando una maquina tradicional de
tostado de café de tambor giratorio, contra el tostador de café de aire caliente de lecho fluidizado, las ventajas que tiene el tostador de café de lecho fluidizado contra uno de tambor giratorio son las siguientes.
- Concentra.
Aroma.
Aceites.
Azucares naturales.
- Enfría el café con aire. - No contamina el ambiente.
Además de que la misma cámara de tostado sirve tanto para calentar el café como para enfriarlo, cuestión que en los tostadores de tambor giratorio no ocurre, ya que el café se tuesta en el tambor giratorio o cámara de tostador y pasa a una tolva de enfriamiento, cuestión que en el tostador de café de lecho fluidizado no ocurre.
El que la misma cámara de tostado este tipo de tostadores, de lecho fluidizado, tanto tueste como enfrié el producto, permite ahorro de energía, tanto mecánica como eléctrica, además de que se ahorra espacio y se evitan mecanismos especiales para enfriar el grano de café, esto trae un beneficio de económica de consumo de energéticos (gas y electricidad) y de ahorro de espacio para el consumidor final.
4.7. - ASIGNAR LOS SUBCONJUNTOS DEL PRODUCTO, A CADA UNO DE LOS INTEGRANTES DEL EQUIPO DE DISEÑADORES.
CAPITULO IV
GENERACIÓN DE LA TECNOLOGÍA DE DEFINICION
recubrimientos superficiales (si los necesita), tolerancias y ajustes, con el fin de obtener intercambiabilidad en las partes.
Si bien se observa en la figura 4.1, los subconjuntos van ensamblados entre sí, por lo cual es de gran exigencia el procurar llevar a cabo un trabajo en equipo, claro con la asignación de los subconjuntos para su trabajo entre diferentes personas, pero siempre manteniendo la comunicación adecuada y respetuosa para llegar con éxito a la meta deseada.
4.8. - DISEÑAR FORMATOS PARA EL CONTROL DE: TAMAÑO Y NUMERACIÓN DE DIBUJOS, ANÁLISIS DE FABRICACIÓN, ENSAMBLE Y
FASE. NÚMEROS DE PARTE. NOMBRE DE PARTES.
El fin de los formatos es el de tener un control de las partes, el numero asignado a cada parte, representados naturalmente en dibujos, a continuación se presenta un formato para tener el control adecuado de la cantidad y de partes establecidas en los dibujos y facilitar su ubicación cuando estos se requieran.
Formato de control de dibujos
Lista de partes y componentes Subconjunto Nombre del
subconjunto
SCJ Nombre de la parte N° Ubicación.
Nombre del subcon
ju
n
to
Por ejemplo, el subconjunto cámara de tostado consta de 14 partes, las cuales se enumeran a continuación:
1. Distribuidor de café. 2. Cilindro de cámara.
3. Soporte de cilindro de volteo. 4. Cilindro de volteo.
5. Cono de cámara de tostado. 6. Arillo de fijación de brida. 7. Brida.
8. Rejilla.
CAPITULO IV
GENERACIÓN DE LA TECNOLOGÍA DE DEFINICION
10. Cono de transición de salida de aire caliente. 11. Cabina.
12. compuerta de desahogo de gases. 13. soporte principal de cámara de tostado.
La tabla se llenaría de la siguiente forma:
Nombre del subconjunto: que corresponde al subconjunto cámara de tostado
(en el caso de que se trate de otro subconjunto se le asigna el nombre correspondiente).
Nombre de la parte: que puede ser cada una de las 14 partes antes listadas,
comenzando siempre por el subconjunto.
Subconjunto No: existen 8 subconjuntos de los cuales la cámara de tostado es el
tercero, el primer nombre de parte se asigna a el dibujo del subconjunto y su numero seria el 3, posteriormente se listara a las partes, de forma ascendente y refiriéndose al subconjunto 3, por ejemplo el numero de la parte distribuidor de café seria el 3.1, y así sucesivamente con las demás partes.
Ubicación: atiende al tipo de hoja en la cual se representara el dibujo de la parte,
puede ser desde A0 hasta A4, según las normas de dibujo, seguido de un numero el cual servirá para identificar cuantas hojas de cierto tipo se usaran, por ejemplo, el dibujo del subconjunto se haría por sus dimensiones y tomando en cuenta la escala apropiada utilizada, en hoja A0, como es el primer dibujo que existe en A0, se le agregaría el 001 y queda de la siguiente forma, A0 – 001, lo cual indica que esa parte es dibujada en una hoja A0, y que es la hoja 001, si existe otra parte representada en hoja A0 entonces le correspondería la siguiente ubicación, A0 – 002.
4.9. - DESIGNAR LAS CARACTERÍSTICAS MÁS IMPORTANTES, QUE DEBEN CUMPLIRSE EN LAS UNIONES DE CADA SUBCONJUNTO.
CAPITULO IV
GENERACIÓN DE LA TECNOLOGÍA DE DEFINICION
A continuación se enuncia en la tabla 4.1 el tipo de unión existente entre cada subconjunto atendiendo al nombre del subconjunto, el subconjunto con el cual va unido, el tipo de unión, característica de la unión y un esquema de su unión.
La designación de las características mas importantes que deben cumplirse en las uniones de cada subconjunto, se hace con el fin de tener un control del proceso de unión entre cada subconjunto y la característica que debe cumplir, para tener especial cuidado en el momento de llevar a cabo la aplicación de las tolerancias dimensionales, de posición o de forma en cada elemento (según sea el caso o según se requiera) y en especial en los elementos que tienen una unión con otros subconjuntos, con el fin de garantizar un correcto ensamble y la intercambiabilidad de las partes.
Tabla 4.9.1. Uniones de subconjuntos.
Subconjunto Subconjunto de unión. Tipo de unión. Características. Esquema de la unión.
tobera recolectora de pajilla Unión por medio del proceso de soldadura
debe de existir una buena definición de formas y dimensiones, además tener mucho cuidado en
la aplicación de la soldadura Chimene a Cámara de tostado Unión por medio del sistema tuerca – tornillo.
Debe de asegurarse que los agujeros por los cuales atravesará el tornillo, hechos en la cámara de tostado, así
como los correspondientes a la
chimenea sean simétricos. Tobera recol e ctora de pajill a Chimenea unión por medio del proceso de soldadura
debe de existir una buena definición de formas y dimensiones, tanto en la
chimenea como en la tobera recolectora de pajilla, para asegurar el
correcto ensamble, además tener mucho cuidado en la aplicación de la soldadura, con el fin