ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
AUTOMATIZACIÓN EN LA MAQUINA DE EMPACADO DE JABÓN DE TOCADOR
TESIS
PARA OBTENER EL TITULO DE
INGENIERO EN CONTROL Y AUTOMATIZACION
P R E S E N T A N :
GUERRERO VAZQUEZ LUIS NÚÑEZ CARBAJAL SILVIA MARINA V E G A C A R R E Ó N M I G U E L I S A A C
ASESOR:
ING. NATALIA GPE. HERNANDEZ IBARRA
ING. ALFREDO CONTRERAS MONDRAGÓN
OBJETIVO i
JUSTIFICACIÓN ii
INTRODUCCIÓN iii
Capitulo 1.GENERALIDADES
1.1 Jabón de Tocador 1 1.2 Automatización 3 1.2.1 Etapas de la Automatización 5
1.2.2 Automatización en la Industria 7
1.2.3 Tipos de Automatización 8
1.2.4 Elaboración Industrial de Jabón de Tocador 12
Capitulo 2. PROPUESTA DE AUTOMATIZACION
2.1 Automatización del Proceso 29
2.1.1 Diagrama de Bloques 29
2.1.2 Fases de Proceso 30
2.1.2.1 Inicio de Proceso: Banda Transportadora 30
2.1.2.2 Detección: Materia Prima 31
2.1.2.3 Posicionamiento: Pistones con Materia Prima 32
2.1.2.4 Transporte: Banda Empaquetadora 33
2.1.2.5 Empaquetado 33
2.2 Control 34
2.2.1 Hardware 34
2.2.1.1 Pantalla Touch Screen 35
2.2.1.2 Tarjetas de Entrada y Salida 39
2.2.2 Software 53
2.2.3 Comunicaciones 53
2.2.4 Funcionamiento del PLC 55
Capitulo 3. ANALISIS TÉCNICO
3.1 Especificaciones Técnicas 60
3.1.1 Controlador Lógico Programable 60
3.1.2 Pantalla Touch Screen 62
3.1.3 Maquina Empacadora de Jabón de Tocador 64 3.1.4 Elementos Primarios y Finales de Control 67
4.1 Análisis Económico del Proyecto 97
4.2 Costo Variable 97
4.2.1 Mano de obra directa 98
4.2.2 Materia prima directa 99
4.3 Costo Fijo 100
4.3.1 Gastos Administrativos 100
4.3.2 Herramienta 101
4.3.3 Maquinaria 101
4.4 Costo Total
4.5 Análisis de Costos
4.5.1 Sistema Actual (sin automatizar) 4.5.2 Sistema Automatizado 4.5.3 Estrategia de Venta
102 102 103 105 107
CONCLUSIONES 108
BIBLIOGRAFÍA
CRONOGRAMA
109
110
Figura 1. Las diferentes formas del Jabón de Tocador ii Figura 2. Maquina de secado. Uno de los elementos que componen
el proceso de saponificación del jabón.
ii
Figura 3. Intercambiador de Calor 10
Figura 4. Flujo del proceso productivo. 12
Figura 5. Diagrama de flujo del proceso de producción en una escala de pequeña empresa.
14
Figura 6. Flujo de materiales 24
Figura 7. Ejemplo de la distribución interna de las instalaciones de la planta
26
Figura 8. Diagrama de bloques del empaquetado de jabón tocador 29 Figura 9a. Conexión de las terminales
Figura 9b. Fuente de Poder
43 44
Figura 10. Circuito interno del modulo 45
Figura 11. Modulo de entradas discretas 46
Figura 12. Convertidor de paralelo a serie 47
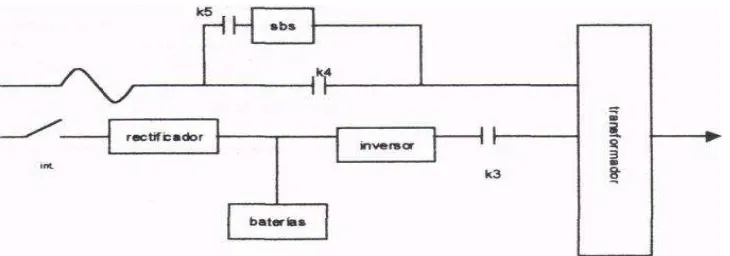
Figura 13. Bypass de voltaje/frecuencia 51
Figura 14. Diagrama electrónico de una UPS 52 Figura 15. Una simulación creada en el ambiente Intouch 10.0 de
Wonderware
53
Figura 16. Terminal de conexiones RJ-45 53
Figura 17. Conectores BNC (Coaxial) y RJ45 de una tarjeta de Red 54
Figura 18. Esquema de un PLC 55
Figura 19. Tipos de Conexión de un PLC 56
Figura 20. Típico de instalación arrancador/triangulo con temporizador 56
Figura 21. Esquema Interno de un PLC 57
Figura 22. Unidad de control FEC-FC640-FST – 191450 60 Figura 23. Unidad de indicación y control Pantalla Touch Screen 62 Figura 24a. Maquinaria ACMA GD 4000T
Figura 24b. Maquinaria ACMA GD 4000T
64 64 Figura 25. Dimensiones de la maquina ACMA GD (todas las medidas
se expresan en mm)
66
Figura 28. Terminal de válvulas CPV10-VI 71
Figura 29. Unidad de control FEC-FC640-FST 73
Figura 30. Unidad de control FEC-FC440-FST 75
Figura 31. Conectores PS1-SAC10-10POL 76
Figura 32. Conectores PS1-SAC11-10POL+LED 77
Figura 33. Cable para la programación PS1-SM14-RS232 77 Figura 34. Unidad de indicación y control FED-300 78 Figura 35. Detector de proximidad SME-8-K-LED-24 78 Figura 36. Piezas de fijación SMBR-8-20
Figura 37. Detectores por flexión SOEG-RT-Q20-PP-S-2L-TI
81 82 Figura 38. Racor rápido roscado Rosca exterior con hexágono exterior 87 Figura 39. Tubo de material sintético PUN-6x1-BL 88 Figura 40. Tobera aspiradora por vacío VN-05-N-I3-PQ2-VQ2 89
Figura 41. Ventosa ESS-30-BN 90
I N D I C E D E T A B L A S
Tabla 1. Escalas de producción 12
Tabla 2. Hoja de datos del PLC FEC 64
Tabla 3. Hoja de datos de la pantalla de contacto (Touch Screen) 65 Tabla 4. Desglose de costos de la materia prima. 99 Tabla 5. Costo por pieza de la banda transportadora 100
Tabla 6. Costos de maquinaria 101
- i - i
Objetivo
- ii - ii
Justificación
Se propone la automatización y control en el proceso de empaquetado de una maquina para jabón de tocador por la necesidad de tener una ingeniería a detalle para optimizar su desarrollo.
Considerando que el modo de empaquetado manual del producto es insuficiente para satisfacer la demanda, se ve la necesidad de implementar un nuevo proceso de empaque, para disminuir tiempos y pérdidas de materia prima y materiales empleados. Aplicando las técnicas de automatización.
- iii - iii
Introducción
El proyecto describe la serie de pasos y procesos en como se produce de forma detallada el jabón de tocador a nivel industrial.
Así mismo se presentan los antecedentes del tema dando una descripción de la terminología utilizada frecuentemente en el proceso, sus fases, y utilidades, en el desarrollo de la manufactura del producto. Además se estudia las etapas subsecuentes a este, los métodos de fabricación de jabón contando con apoyos gráficos del desarrollo y el acabado final de los jabones.
Se tiene una descripción de la maquinaria, equipos y materiales utilizados en la puesta. Con una propuesta de control, se pretende optimizar los tiempos y costos en el embalaje del producto.
1
Capitulo 1.
GENERALIDADES
1.1 Jabón de Tocador
Definición
El jabón (del latín tardío sapo, -ōnis, y este del germánico *saipôn) es
un producto que sirve para la higiene personal y para lavar determinados objetos. En nuestros tiempos también es empleado para decorar el cuarto de baño. Se encuentra en pastilla, en polvo o en crema. En sentido estricto, existe una gran diferencia entre lo que es un jabón, un detergente y un champú.
Qué significa saponificación
La palabra saponificación es origen italiana formada de dos palabras: sapone que significa "JABON" y facere que significa "HACER"; Por lo cual la palabra saponificación significa: "HACER JABON".
Esta importante reacción descompone las sustancias grasas cuando se las hierve con una solución de un hidróxido fuerte, como el de sodio o el de potasio. El fenómeno es comparable a la hidrólisis pero, en lugar de quedar libres los ácidos, se convierten en las sales del metal del hidróxido empleado. Estas sales son los jabones. Como los ácidos predominantes en las grasas son el palmítico, el esteárico y el oleico, se formaran mezclas de palmitatos, estearatos y oleatos de sodio o de potasio, que son los que componen la mayor parte de los jabones. Las reacciones de saponificación no son reversibles. La saponificación consiste en la hidrólisis alcalina de un éster.
Ingredientes
2
proceso denominado saponificación, se descomponen formando la glicerina y la sal de sodio de los ácidos grasos. La palmitina, por ejemplo, que es el éster de la glicerina y el ácido palmítico, produce tras la saponificación palmitato de sodio (jabón) y glicerina. Los ácidos grasos que se requieren para la fabricación del jabón se obtienen de los aceites de sebo, grasa y pescado, mientras que los aceites vegetales se obtienen, por ejemplo, del aceite de coco, de oliva, de palma, de soja (soya) o de maíz. Los jabones duros se fabrican con aceites y grasas que contienen un elevado porcentaje de ácidos saturados, que se saponifican con el hidróxido de sodio. Los jabones blandos son jabones semifluidos que se producen con aceite de lino, aceite de semilla de algodón y aceite de pescado, los cuales se saponifican con hidróxido de potasio. El sebo que se emplea en la fabricación del jabón es de calidades distintas, desde la más baja del sebo obtenido de los desperdicios (utilizada en jabones baratos) hasta sebos comestibles que se usan para jabones finos de tocador. Si se utiliza sólo sebo, se consigue un jabón que es demasiado duro y demasiado insoluble como para proporcionar la espuma suficiente, y es necesario, por tanto, mezclarlo con aceite de coco. Si se emplea únicamente aceite de coco, se obtiene un jabón demasiado insoluble para usarlo con agua fresca; sin embargo, hace espuma con el agua salada, por lo que se usa como jabón marino. Los jabones transparentes contienen normalmente aceite de ricino, aceite de coco de alto grado y sebo.
El jabón fino de tocador que se fabrica con aceite de oliva de alto grado de acidez se conoce como jabón de Castilla. El jabón para afeitar o rasurar es un jabón ligero de potasio y sodio, que contiene ácido esteárico y proporciona una espuma duradera. La crema de afeitar es una pasta que se produce mediante la combinación de jabón de afeitar y aceite de coco.
Funciones
3
partículas de las fibras subyacentes o de cualquier otra superficie que se limpie. La molécula produce este efecto porque uno de sus extremos es hidrófilo (atrae el agua) y el otro es hidrófugo (atraído por las sustancias no solubles en agua). El extremo hidrófilo es similar en su estructura a las sales solubles en agua. La parte hidrófuga de la molécula está formada por lo general por una cadena de hidrocarburos, que es similar en su estructura al aceite y a muchas grasas. El resultado global de esta peculiar estructura permite al jabón reducir la tensión superficial del agua (incrementando la humectación) y adherir y hacer solubles en agua sustancias que normalmente no lo son. El jabón en polvo es una mezcla hidratada de jabón y carbonato de sodio. El jabón líquido es una solución de jabón blando de potasio disuelto en agua.
A finales de la década de 1960, debido al aumento de la preocupación por la contaminación del agua, se puso en entredicho la inclusión de compuestos químicos dañinos, como los fosfatos, en los detergentes. En su lugar se usan mayoritariamente agentes biodegradables, que se eliminan con facilidad y pueden ser asimilados por algunas bacterias.
1.2 Automatización
Automatización Industrial (automatización; del griego antiguo: guiado
por uno mismo) es el uso de sistemas o elementos computarizados para controlar maquinarias y/o procesos industriales substituyendo a operadores humanos.
4
aplicaciones de software en tiempo real para supervisar y controlar las operaciones de plantas o procesos industriales.
Las primeras máquinas simples sustituían una forma de esfuerzo en otra forma que fueran manejadas por el ser humano, tal como levantar un peso pesado con sistema de poleas o con una palanca. Posteriormente las máquinas fueron capaces de sustituir formas naturales de energía renovable, tales como el viento, mareas, o un flujo de agua por energía humana.
La parte más visible de la automatización actual puede ser la robótica industrial. Algunas ventajas son repetitividad, control de calidad más estrecho, mayor eficiencia, integración con sistemas empresariales, incremento de productividad y reducción de trabajo. Algunas desventajas son requerimientos de un gran capital, decremento severo en la flexibilidad, y un incremento en la dependencia del mantenimiento y reparación.
Para mediados del siglo 20, la automatización había existido por muchos años en una escala pequeña, utilizando mecanismos simples para automatizar tareas sencillas de manufactura. Sin embargo el concepto solamente llego a ser realmente práctico con la adición (y evolución) de las computadoras digitales, cuya flexibilidad permitió manejar cualquier clase de tarea. Las computadoras digitales con la combinación requerida de velocidad, poder de cómputo, precio y tamaño, empezaron a aparecer en la década de 1960s. Antes de ese tiempo, las computadoras industriales eran exclusivamente computadoras analógicas y computadoras híbridas. Desde entonces las computadoras digitales tomaron el control de la mayoría de las tareas simples, repetitivas, tareas semi-especializadas y especializadas, con algunas excepciones notables en la producción e inspección de alimentos.
5
lenguaje y producción de lenguaje se encuentran más allá de cualquier expectativa de los ingenieros de automatización.
Las computadoras especializadas, referidas como Controlador Lógico Programable, son utilizadas frecuentemente para sincronizar el flujo de entradas de sensores y eventos con el flujo de salidas a los actuadores y eventos. Esto conduce para controlar acciones precisas que permitan un control estrecho de cualquier proceso industrial.
Las interfaces Máquina (HMI) o interfaces Hombre-Computadora (CHI), formalmente conocidas como interfaces Hombre -Máquina, son comúnmente empleadas para comunicarse con los PLC’s y otras computadoras, para labores tales como introducir y monitorear temperaturas o presiones para controles automáticos o respuesta a mensajes de alarma. El personal de servicio que monitorea y controla estas interfaces es conocido como ingenieros de estación.
Otra forma de automatización que involucra computadoras es la prueba de automatización, donde las computadoras controlan un equipo de prueba automático que es programado para simular seres humanos que prueban manualmente una aplicación. Esto es acompañado por lo general de herramientas automáticas para generar instrucciones especiales (escritas como programas de computadora) que direccionan al equipo automático en prueba en la dirección exacta para terminar las pruebas.
1.2.1 Etapas de la automatización
6
La división del trabajo (esto es, la reducción de un proceso de fabricación o de prestación de servicios a sus fases independientes más pequeñas). En la fabricación, la división de trabajo permitió incrementar la productividad y reducir el nivel de especialización de los obreros.
La mecanización fue la siguiente etapa necesaria para la evolución hasta la automatización. La simplificación del trabajo permitida por la división del mismo también posibilitó el diseño y construcción de máquinas que reproducían los movimientos del trabajador. A medida que evolucionó la tecnología de transferencia de energía, estas máquinas especializadas se motorizaron, aumentando así su eficacia productiva. El desarrollo de la tecnología energética también dio lugar al surgimiento del sistema fabril de producción, ya que todos los trabajadores y máquinas debían estar situados junto a la fuente de energía.
La máquina de transferencia es un dispositivo utilizado para mover las piezas que se está trabajando desde una máquina-herramienta especializada hasta otra, colocándola de forma adecuada para la siguiente operación de maquinado. Los robots industriales, diseñados en un principio para realizar tareas sencillas en entornos peligrosos para los trabajadores, son hoy extremadamente hábiles y se utilizan para trasladar, manipular y situar piezas ligeras y pesadas, realizando así todas las funciones de una máquina de transferencia. En realidad, se trata de varias máquinas separadas que están integradas en lo que a simple vista podría considerarse una sola.
7 1.2.2 Automatización en la Industria
Muchas industrias están muy automatizadas, o bien utilizan tecnología de automatización en alguna etapa de sus actividades. En las comunicaciones, y sobre todo en el sector telefónico, la marcación, la transmisión y la facturación se realizan automáticamente. También los ferrocarriles están controlados por dispositivos de señalización automáticos, que disponen de sensores para detectar los convoyes que atraviesan determinado punto. De esta manera siempre puede mantenerse un control sobre el movimiento y ubicación de los trenes.
No todas las industrias requieren el mismo grado. La agricultura, las ventas y algunos sectores de servicios son difíciles de automatizar. Es posible que la agricultura llegue a estar más mecanizada, sobre todo en el procesamiento y envasado de productos alimenticios. Sin embargo, en muchos sectores de servicios, como los supermercados, las cajas pueden llegar a automatizarse, pero sigue siendo necesario reponer manualmente los productos en las estanterías.
Este concepto está evolucionando rápidamente, en parte debido a que las técnicas avanzan tanto dentro de una instalación o sector como entre las industrias. Por ejemplo, el sector petroquímico ha desarrollado el método de flujo continuo de producción, posible debido a la naturaleza de las materias primas utilizadas. En una refinería, el petróleo crudo entra en un punto y fluye por los conductores a través de dispositivos de destilación y reacción, a medida que va siendo procesada para obtener productos como la gasolina. Un conjunto de dispositivos controlados automáticamente, dirigidos por microprocesadores y controlados por una computadora central, controla las válvulas, calderas y demás equipos, regulando así el flujo y las velocidades de reacción.
8
horno de acero con los ingredientes necesarios, se calienta y se produce un lote de lingotes de acero. En esta fase, el contenido de control es mínimo. Sin embargo, a continuación los lingotes pueden p rocesarse automáticamente como láminas o dándoles determinadas formas estructurales mediante una serie de rodillos hasta alcanzar la configuración deseada.
Cada una de estas industrias utiliza máquinas con sistemas automatizados en la totalidad o en parte de sus procesos de fabricación. Como resultado, cada sector tiene un concepto, adaptado a sus necesidades específicas. En casi todas las fases del comercio pueden hallarse más ejemplos. Su propagación y su influencia sobre la vida cotidiana constituyen la base de la preocupación expresada por muchos acerca de las consecuencias de la automatización sobre la sociedad y el individuo.
1.2.3 Tipos de automatización
Existen cinco formas de automatizar en la industria moderna, de modo que se deberá analizar cada situación a fin de decidir correctamente el esquema más adecuado.
Los tipos de automatización son:
Control Automático de Procesos
El Procesamiento Electrónico de Datos La Automatización Fija
El Control Numérico Computarizado La Automatización Flexible.
9
El Proceso Electrónico de Datos frecuentemente es relacionado con los sistemas de información, centros de cómputo, etc. Sin embargo en la actualidad también se considera dentro de esto la obtención, análisis y registros de datos a través de interfases y computadores.
La Automatización Fija, es aquella asociada al empleo de sistemas lógicos tales como: los sistemas de relevadores y compuertas lógicas; sin embargo estos sistemas se han ido flexibilizando al introducir algunos elementos de programación como en el caso de los (PLC'S) O Controladores Lógicos Programables.
Control Automático de Procesos
El control automático es el mantenimiento de un valor deseado dentro de una cantidad o condición, midiendo el valor existente, comparándolo con el valor deseado, y utilizando la diferencia para proceder a reducirla. En consecuencia, el control automático exige un lazo cerrado de acción y reacción que funcione sin intervención humana.
10 FUNCION DEL CONTROL AUTOMATICO.
[image:18.596.156.477.191.354.2]La idea básica de lazo realimentado de control es mas fácilmente entendida imaginando qué es lo que un operador tendría que hacer si el control automático no existiera.
Figura 3. Intercambiador de Calor
11
La Automatización Fija
La automatización fija se utiliza cuando el volumen de producción es muy alto, y por tanto se puede justificar económicamente el alto costo del diseño de equipo especializado para procesar el producto, con un rendimiento alto y tasas de producción elevadas. Además de esto, otro inconveniente de la automatización fija es su ciclo de vida que va de acuerdo a la vigencia del producto en el mercado.
El Control Numérico Computarizado
Se considera control numérico a todo dispositivo capaz de dirigir posicionamientos de un órgano mecánico móvil, en el que las órdenes relativas a los desplazamientos del móvil son elaboradas en forma totalmente automática a partir de informaciones numéricas definidas, bien manualmente o por medio de un programa.
El CNC tuvo su origen a principios de los años cincuenta en el Instituto de Tecnología de Massachusetts (MIT), en donde se automatizó por primera vez una gran fresadora.
En esta época las computadoras estaban en sus inicios y eran tan grandes que el espacio ocupado por la computadora era mayor que el de la máquina.
Hoy día las computadoras son cada vez más pequeñas y económicas, con lo que el uso del CNC se ha extendido a todo tipo de maquinaria: tornos, rectificadoras, electro-erosionadoras, máquinas de coser, etc.
La Automatización Flexible.
12
suelen estar constituidos por una serie de estaciones de trabajo interconectadas entre si por sistemas de almacenamiento y manipulación de materiales, controlados en su conjunto por una computadora.
1.2.4 Elaboración Industrial de Jabón de Tocador
FLUJO DEL PROCESO PRODUCTIVO Y ESCALAS DE PRODUCCIÓN
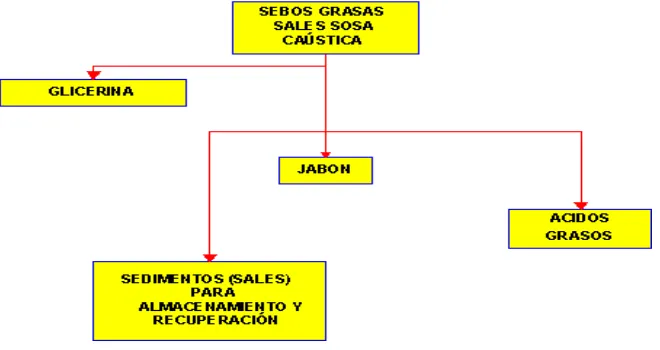
El proceso de producción para la fabricación de jabones es de tipo homogéneo, como se puede observar en el diagrama siguiente, en el cual se establecen los productos y subproductos obtenidos del proceso.
Figura 4. Flujo del proceso productivo.
Las escalas posibles de producción que se pueden lograr son:
Escala (rango de
producción) Microempresa/artesanal: Hasta 0.5 ton/día
Pequeña empresa: de 0.5 a 10 ton/día
Mediana empresa: de 10 a 50 ton/día
[image:20.596.157.487.319.494.2]Gran empresa: más de 50 ton/día
13
En cuanto al grado de actualización tecnológica en el giro se destaca lo siguiente:
Micro-empresa/artesanal: El proceso de marmita es de gran tradición y se utiliza principalmente a nivel artesanal. La producción obtenida por este método es muy limitada, ya que el tiempo de proceso de fabricación del jabón dura aproximadamente 15 días.
Pequeña empresa: A medida que la tecnología de fabricación de jabón ha cambiado, se ha comenzado a utilizar la saponificación alcalina continua, ha incrementado notablemente los volúmenes de producción al reducir los tiempos del proceso.
En las grandes empresas se tienen sistemas de control computarizado en plantas de saponificación continua de aceites y grasas con NaOH, en las cuales se producen en 2 horas la misma cantidad de jabón que por los métodos tradicionales se llevaría de 5 a 7 días.
Se presenta el flujo del proceso productivo a nivel general, referente al producto seleccionado del giro y analizado con más detalle en esta guía.
14
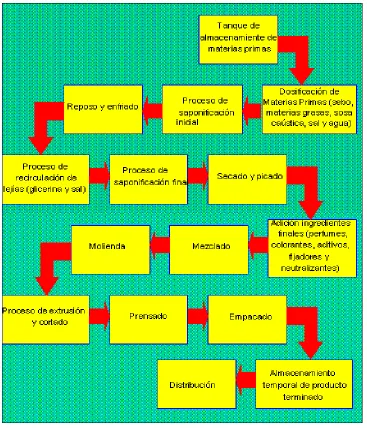
Diagrama de flujo del proceso de producción en una escala de pequeña
[image:22.596.107.494.151.651.2]empresa:
15
Recepción y almacenamiento de materias primas:
En esta actividad se efectúa el recibo y almacenamiento de las mismas y se registran sus características principales, tales como proveedor, procedencia, costo y cantidad recibida.
Almacenamiento temporal:
Las materias primas permanecen almacenadas hasta su empleo en el proceso productivo.
Para el almacenamiento de las materias primas líquidas se requiere el empleo de grandes tanques superficiales o subterráneos. El almacenamiento deberá hacerse en locales de grandes dimensiones, que cuenten con las instalaciones necesarias para la prevención de accidentes (incendio, eléctricas, entre otros), en virtud de que se manejan materiales altamente inflamables .
Control de calidad de materias primas:
Para la elaboración del jabón de tocador se deberá realizar el análisis de calidad de los productos utilizados, pues de ésto dependerá totalmente la calidad del producto final.
Los análisis necesarios para la aceptación de las materias grasas que intervienen en el proceso de saponificación son entre otros:
Índice de Saponificación Índice de Yodo
Índice de Acidez
El índice de saponificación se obtiene con objeto de saber si la materia grasa no se ha tratado químicamente. Este índice se designa con el número de miligramos de hidróxido de potasio que se contiene en un gramo de grasa.
16
las grasas. Según el índice de iodo, los aceites se clasifican en secantes (135-200); semisantes (90-135) y no secantes (menor de 90).
El índice de acidez sirve para calcular el contenido de ácidos grasos libres. El resultado se da en función del número de miligramos de hidróxido de potasio necesarios para neutralizar los ácidos minerales u orgánicos libres que se contienen en un gramo de grasa.
Dosificación de materias primas para la carga:
En base a la formulación establecida se procederá a la dosificación de las materias primas para una carga determinada de producción, los cuales se bombean a la paila de hervido para iniciar el proceso.
Saponificación inicial:
El término "saponificar" consiste en convertir un cuerpo graso en jabón,
el cual puede hacerse en frío o en caliente.
La saponificación se logra haciendo actuar sobre las grasas la sosa o potasa; con sosa se obtienen jabones duros y con potasa jabones blandos.
A continuación se procede a cargar la paila o caldera de saponificación poniendo en ella las materias primas en las cantidades y orden que se da a continuación, para obtener al terminar el proceso de saponificación una carga de 600 kg de pasta de jabón.
Materias grasas150 Kg. Sebo puro120 Kg. Agua corriente100 Lt.
17
Entonces, poco a poco y con gran cuidado, para evitar posibles derrames, se incorporarán, en chorro muy delgado y sin dejar de agitar, de forma que el producto de la caldera se mantenga a 80ºC, 41 Lt. de disolución de sosa cáustica, previamente preparada a 38ºC Beaumé. Una vez incorporada la disolución, se anota el tiempo y se procede al agitado del conjunto en la caldera por espacio de 45 min, procurando que en la misma la temperatura de su contenido se mantenga a 80ºC.
Transcurrido ese tiempo de agitado de la masa, se incorporan, en la misma forma que anteriormente, otros 82 Lt. de lejía de sosa cáustica a 38ºC Beaumé. Con esta nueva incorporación se obtendrá la completa saponificación de la masa jabonosa, y una vez terminada, se continuará el agitado del contenido de la caldera por espacio de 1 hr., cuidando de que la temperatura se mantenga en los 80ºC.
A continuación, sin dejar de mover, y con la temperatura mínima indicada en el seno del contenido de la caldera y la masa en estado de fluidez, se incorpora una disolución de sal común, también a 80ºC , formada por 150 Lt. de agua corriente y 35 k de sal. A medida que se incorpora la salmuera se proseguirá el agitado de la masa, cuidando de que la temperatura del conjunto no varíe de los 80ºC ya indicados.
Reposo y enfriado
Terminada la incorporación de la salmuera, se continuará el agitado durante 30 min, transcurridos los cuales se detendrá el sistema de agitación, dejando el conjunto en reposo hasta que por si solo se enfríe el contenido de la caldera, o sea a temperatura ambiente. De este modo se habrá conseguido librar la masa de su exceso de lejía, quedando ésta en un pH neutro.
Purgado
18
fondo de la caldera se hallará glicerina y sal (lejías), que se evacuará por el dispositivo de sangrar, o sea el de purga, que vaciará sobre el conducto que ha de llevarla al tanque colector de lejía. Las lejías así almacenadas pueden aprovecharse en posteriores fabricaciones.
Saponificación final:
Una vez purgada por completo la masa contenida en la caldera, se pone de nuevo en marcha el dispositivo de caldeo a vapor; cua ndo la pasta jabonosa vuelve a hallarse en estado de fluidez, se da marcha al agitador durante unos minutos y se le incorporan después, sin dejar de agitar, 32 Lt. de glicerina. Se sigue moviendo hasta comprobar que la glicerina se ha incorporado totalmente, para lo cual bastarán unos 6 ó 7 min. de agitado.
A continuación, sin dejar de agitar y con la masa a la misma temperatura de 80°C, se agregan lentamente 130 kgr de sal sódica básica, previamente pesados. La incorporación se efectuará en pequeñas porciones, y a medida que se observe su disolución se irán incorporando al jabón. Al final se proseguirá el agitado del contenido de la caldera por espacio de 45 min., quedando así terminado el proceso de saponificación.
Secado:
Una vez efectuada la operación anterior el producto se envía directamente al tanque de un secador, para de ahí alimentarlo a una serie de rodillos de acero que se enfrían con agua fría.
La película se endurece y pasa por seis rodillos, en donde cada rotación es un poco más rápida que la anterior.
19 Picado:
El último rodillo se fija con un cuchillo afilado con dientes de sierra, el cual rompe el jabón en tiras de media pulgada de ancho.
Transporte:
El jabón de tiras es transportado al equipo de mezclado y molienda.
Mezclado:
Una vez efectuado lo anterior se alimentan las tiras a una prensa Ruchman, que consiste de ocho rodillos de granito en donde se realizan los procesos de mezclado y molido.
Mientras se introducen las tiras de jabón en el mezclador se rocían con aceite esencial o sustancias olorosas naturales o artificiales para perfumar el jabón neutro. Por lo general se adicionan de 8 a 10 gr de la esencia elegida por cada kilogramo de producto.
En virtud de que los perfumes tienden a volatizarse, se deberá emplear un fijador, como pueden ser resinas fijas o naturales, bálsamos o bien algún producto animal.
Adicionalmente se deberá añadir un colorante de anilina que se disuelve bien en agua caliente. Se debe observar que el colorante a elegir deberá coincidir con el olor del jabón. Así, un jabón de olor a rosas se colorea de rosa, un jabón de lavanda en azul claro y así sucesivamente.
Finalmente se añaden aditivos disueltos al jabón en la mezcladora, con objeto de obtener jabones especialmente suaves y sobre-engrasados, tales como lanolina o emulsiones de ceras.
Molienda:
20
unan y mezclen perfectamente. Cuando dejan el último rodillo, un cuchillo corta nuevamente el jabón en tiras produciéndose la molie nda del producto.
Extruido:
Las tiras obtenidas permanecen todavía calientes con el contenido apropiado de humedad, con el objeto de que cuando pasen por la máquina de extrusión se unan perfectamente, lo cual se logra por la presión que se ejerce mediante un tornillo de espiral que lo hace pasar a través de un dado; el tornillo y el dado se calientan con vapor. El producto obtenido consiste en una larga barra de jabón del ancho y grueso proyectados para las pastillas. Esto se conseguirá poniendo en el extremo de la máquina un orificio de salida de la barra, una pieza especial perforada, que al pasar la barra por su parte central, hace que salga con la forma cuadrada, rectangular, cilíndrica, según la forma que tenga dicha pieza-molde.
Cortado:
A continuación seguirá la operación de cortado, la cual se realiza en la máquina automática cortadora de pastillas.
Control de calidad del producto terminado:
Con el fin de mantener un adecuado control en la producción de jabón de tocador, se establecieron ciertos parámetros, dentro de los cuales se asegurará una buena calidad constante. Esto se podrá lograr mediante ciertos análisis a los que se deberá someter el producto para checar su composición.
En términos generales, se puede citar que no debe contener grasa insaponificable, ni exceso de sosa arriba y abajo de dichos parámetros.
Los parámetros principales a los que se sujetará el jabón que se elabore por el proceso de hervido son:
21
No deberá tener más de 0.1% de grasa insaponificable presente. El contenido de sal debe estar controlado a aproximadamente 0.5% y menor; a mayor contenido de sal, el jabón se vuelve quebradizo y está propenso a agrietarse.
Prensado:
Una vez que se realizó el cortado en pastillas se proceden a pasarlas por la máquina troqueladora, de donde salen con su marca y forma definitiva.
Empacado:
Finalmente las piezas terminadas pasan a una máquina empaquetadora, de donde sale el producto para ser colocado en cajas de cartón.
Transporte:
Las cajas empacadas se trasladan al almacén de producto terminado.
Almacenamiento temporal:
Las cajas permanecen almacenadas temporalmente hasta su envío al cliente. El almacén de producto terminado deberá mantener ciertas condiciones de humedad y circulación de aire para mantener el producto en buen estado.
Distribución y entrega al cliente:
El proceso concluye con la distribución y entrega al cliente.
22 Un día tradicional de operaciones
El proceso productivo para la fabricación de jabones de tocador en una pequeña empresa dura de 5 a 7 días aproximadamente, por lo que en un día de operación se realiza una parte del mismo. En virtud de lo anterior, por lo general se operan los 3 turnos de trabajo.
Las actividades generales de un día tradicional de operaciones se pueden resumir de la siguiente forma.
La entrada del primer turno será a las 6:00 hrs., el segundo a las 14:00 hrs. y el tercero a las 22:00 hrs.
A inicios del día el Gerente de Producción verifica con el Jefe de Turno el estado de avance del proceso productivo y el programa de producción.
El Jefe de turno verifica la asistencia de personal, uniformes y equipo de seguridad de los empleados, así como el estado físico del equipo principal y accesorios requeridos para el proceso de fabricación de jabones, así como las necesidades de mantenimiento y reparación de los equipos.
Una vez realizado lo anterior, el Jefe de Turno supervisa la dosificación de las materias primas para el inicio del proceso de saponificación. Al terminar cada actividad del proceso se continúa con otra, por lo que no se pierde la continuidad en el mismo, tal como se indicó en la explicación a detalle del proceso productivo. Para llevar a cabo lo anterior se debe llevar el control de cada carga del proceso, detallando la fase en la cual se encuentran cada etapa del mismo.
El Encargado de Control de Calidad inicia las labores del día verificando que las materias primas cumplan con las especificaciones de calidad requeridas. Al final del proceso efectuará el control de calidad del producto terminado.
23
A las 14:00 hrs. y a las 22:00 hrs. se efectúan los cambios de turno, en el cual el Jefe de Turno verifica las actividades realizadas, de manera tal que se continúen las labores de una forma continúa.
Al finalizar el día, el Gerente de Producción evalúa el cumplimiento de las metas de producción, estableciendo los mecanismos necesarios para solucionar los problemas presentados.
El Gerente de Ventas verifica el programa de ventas, así como las entregas realizadas.
Al término del proceso de cada carga de producto se deberán realizar las operaciones de limpieza de equipo y accesorios empleados, actividad que es realizada por los propios operadores de los equipos.
Distribución Interior de las Instalaciones:
Los factores a considerar en el momento de elaborar el diseño para la distribución de planta son:
a) Determinar el volumen de producción
b) Movimientos de materiales
c) Flujo de materiales, y
d) Distribución de la planta.
24 Flujo de materiales
Figura 6. Flujo de materiales
25
Las instalaciones necesarias para una pequeña empresa de este giro incluyen, entre otras, las siguientes áreas:
Recepción, documentación y descarga de materias primas y combustibles.
Tanques de almacenamiento de materias primas Tanques de almacenamiento de agua y combustibles Almacén de materias primas
Área de proceso de saponificación Área de moldeado
Área de proceso final de producción (picado, mezclado, molienda, extrusión, cortado, prensado y empaque)
Área de control de calidad de materia prima y producto terminado
Almacén de producto terminado
Carga de producto terminado a vehículos de transporte para su distribución
Oficinas técnicas y administrativas Vestidores, baños y sanitarios Servicios médicos
26
[image:34.596.128.494.136.650.2]Ejemplo de la distribución interna de las instalaciones de la planta:
27
Determinación de costos y márgenes de operación:
El estudio de los costos de operación es la piedra angular en toda clase de negocios, ya que permite no sólo la obtención de resultados satisfactorios, sino evitar que la empresa cometa errores en la fijación de los precios y que esto derive en un resultado negativo.
En la determinación de los costos, se debe tomar en cuenta que su valor cambia por posibles fluctuaciones en los precios o por diversos grados de utilización de la capacidad instalada.
En términos generales, el precio se puede establecer por debajo o por encima del de la competencia o ser igual al de ella.
Costos directos (materia prima y remuneraciones del personal) Costos y gastos indirectos
Margen de utilidad
Una vez obtenido el precio del producto final se deberá ponderar respecto de los precios de los competidores y la situación de oportunidad (oferta-demanda).
Distribución del producto:
La importancia del sistema de distribución se subestima muchas veces a pesar de que impacta en los volúmenes de venta y de que se refleja en un mal aprovechamiento del potencial del mercado, así como en acumulaciones excesivas de inventarios que, en otras consecuencias, incidirán en la rentabilidad del capital.
28 Administración y control de inventarios:
La administración y el control de los inventarios tienen como función principal determinar la cantidad suficiente y tipo de los insumos, productos en proceso y terminados o acabados para hacer frente a la demanda del producto, facilitando con ello las operaciones de producción y venta y minimizando los costos al mantenerlos en un nivel óptimo.
La inversión que representan los inventarios es un aspecto muy importante para la empresa en la administración financiera. En consecuencia, se debe estar familiarizado con los métodos para controlarlos con certeza y asignar correctamente los recursos financieros.
De acuerdo con reglamento de la Ley del Impuesto Sobre la Renta
(ISR), las empresas están obligadas a llevar algún sistema de inventarios,
dependiendo de los ingresos manifestados en su última declaración.
29
Capitulo 2.
PROPUESTA DE AUTOMATIZACIÓN
2.1 Automatización del Proceso
En esta sección de presenta las etapas del proceso automatizado, incluyendo funcionamiento, características, y especificaciones técnicas de la maquinaria y material utilizado, como del equipo, software para la programación y manipulación del sistema y periféricos.
[image:37.596.208.372.319.721.2]2.1.1 Diagrama de Bloques
Figura 8. Diagrama de bloques del empaquetado de jabón tocador Inicio de proceso
(Banda transportadora)
Detección (Materia Prima)
Posicionamiento (Pistones con materia prima)
Transporte
(Banda Empaquetadora)
30 2.1.2 Fases del Proceso
Estas son, en el inicio del proceso tomando en cuenta la parte que se pretende automatizar en este proceso empieza en la banda transportadora, la cual se encarga de llevar los trozos de jabón previamente cortados al área destinada para su embalaje.
Segundo la detección, que significa la recepción de la materia prima, el encargado de hacer este trabajo es el Controlador que coordinara el movimiento de la banda transportadora con los rodillos de sujeción del producto.
Le sigue el posicionamiento de los pistones a la materia prima, de este punto al transporte de la banda hacia la empaquetadora y por ultimo el empaquetado.
2.1.2.1 Inicio del Proceso: Banda Transportadora
INICIO DE PROCESO
En la primera fase se plantea la modificación de la banda transportadora de la materia prima. La maquina ya cuenta con una pero por las modificaciones de cómo se va a controlar el proceso se necesita cambiar este sistema. Se modificara la estructura agregando guías, las cuales evitaran que el producto caiga de la banda y permitirá que las tareas se hagan de una manera mas eficiente donde no se tendrán desperdicios por dicha falla.
31
Otros elementos que se involucran en el sistema de Banda Transportadora de Rodillos, son los siguientes:
Banda: Sobre ella se desplazaran los jabones en la primera fase del proceso de empaquetado.
Cadena: Mediante el cual se establecerá el medio de transmisión entre el motor y la banda transportadora.
Guías: Permite el desplazamiento del producto sobre la banda de una manera segura para que estos no caigan en esta fase del proceso.
Motor a Pasos: Su función es transmitir potencia a la banda y darle un mejor control para la siguiente fase del proceso.
Junto con la banda se implementa un sistema de detección de presencia que es mediante censores encargados de sincronizar la banda con el riel de sujeción esto al ingresar a la maquina de empaquetado de jabón de tocador.
2.1.2.2 Detección: Materia Prima
Esta es la segunda etapa de nuestro proceso y uno de los más importantes; mediante la programación de nuestro PLC se podrán sincronizar lo que son los movimientos de lo que es la banda transportadora y lo que son nuestros pistones de sujeción del producto.
32
Cabe resaltar que esta sincronización no se podría dar sin nuestro equipo de controladores que nos ayuda a poder manipular lo que es nuestro motor a pasos y también a nuestro riel para así poder tener una mayor eficiencia y rapidez en esta acción.
2.1.2.3 Posicionamiento: Pistones con Materia Prima
Una vez detectado el producto por los censores de presencia al entrar en la máquina empacadora de jabón, mandara una señal nuestra PLC; que se encargara de posicionar un pistón para cada producto entrante.
Después de esto existe otro sensor posición situado a la mitad de nuestro carrusel de pistones y hace que nuestro motor a pasos ajuste la velocidad para que producto no rebase o quede atrás del sistema de sujeción.
Una vez llegado a la parte final de la primera banda transportadora otro sensor de proximidad manda una transmisión a la electroválvula, para que accione a nuestro dispositivo neumático que sujetara al jabón de tocador y lo rotara 90° para pasarlo a la parte de envolvimiento.
Cabe recordar que nuestro producto es demasiado suave, así que se necesita maniobrar de una manera muy delicada y también precisa para que no sufra deformaciones. Por eso nuestros actuadores ya fueron programados y calibrados para que ejerzan la fuerza necesaria de sujeción para que no maltraten al jabón de tocador y así no tener perdidas de producto.
33
En este carrusel de pistones actúan los siguientes elementos:
Sensores de presencia: estos mandan a nuestro controlador una señal para que se active el principio de nuestra fase de sujeción.
PLC: Este es nuestro controlador el cual recibe las señales de los sensores de presencia y hace que el motor a pasos de la banda transportadora tome la velocidad necesaria para que el proceso se lleve a cabo. También mandan la señal a las electroválvulas cuando este recibe la señal del sensor de proximidad para que los pistones sujeten al producto.
Pistones Rotativos: Estos se encargan de que nuestro producto se transportado y acomodado de la manera correcta a la siguiente fase del proceso.
Riel: Aquí es donde están montados todo nuestro equipo para sujetar a nuestro producto (pistones, mangueras, electroválvulas, sensores de posición).
Mangueras: Se encargan de suministrar a nuestro actuadores con el suficiente aire para que tengan un buen funcionamiento.
Electroválvulas: Estas se encargan de abrir o cerrar el flujo de aire a nuestros actuadores.
2.1.2.4 Transporte: Banda Empaquetadora
En esta etapa se realiza mediante el transporte del actuador a otra banda pequeña donde se encuentra el film y es ahí donde empieza el proceso de empaquetado del jabón.
2.1.2.5 Empaquetado
LA MAQUINA EMPAQUETADORA FUNCIONA DE LA SIGUIENTE MANERA:
34
previamente cortado y este le envuelve como si fuera una mano que se cierra en un puño. Estas maquinas se han creado para envolver pastillas de jabón típicamente para uso en hoteles, el producto generalmente pastilla de jabón de 25 gramos avanza y se posiciona encima de un rectángulo de film de alta capacidad de estiramiento (hasta el 500%) previamente cortado y una vez en el centro viene empujado hacia abajo, el film se estira y de cierra encima del producto y al final una pegatina adhesiva fija el plástico con el mismo principio del envolvimiento con papel plisé. El resultado es una pastilla de jabón con una piel muy fina de plástico y una etiqueta decorativa en uno de sus lados.
Es en esta etapa donde nosotros intervenimos de manera que la maquina tenga un contador de piezas y también tenga ciertas alarmas que nos ayuden a tener un proceso mejor. Cuales alarmas nosotros implementaremos en el sistema si existe falta de film en nuestra pantalla marcara una alarma; así como si existe algún problema con las pinzas con las que se envuelve el producto; si falta producto en la banda transportadora o se estanca nuestro jabón a la entrada de la maquina.
2.2 Control
El control es la parte fundamental del proyecto, en esta sección se declaran y especifican que funciones realiza cada segmentación del proceso, sus características de operación y técnicas, etc.
2.2.1 Hardware
35 2.2.1.1 Pantalla Touch Screen
Despliegue digital numérico
Set point de velocidad y velocidad actual de la embobinadora
El set point de velocidad de la embobinadora antes de la rampa regulada en función del tiempo conforme a lo ajustado por el operador será desplegado en MPM: el rango es de 10 a 1000 RPM.
La velocidad actual de la embobiandora es la velocidad del tambor trasero. El rango se de 0 a 1000 MPM.
Punto de ajuste del diámetro y diámetro actual.
El punto de ajuste del diámetro final del rollo es desplegado y es usado para parar por diámetro. El rango va de 625mm (24.6 pulg.) hasta 1250 mm (49.2 pulg.). También se despliega el valor actual del diámetro final del rollo.
Este valor es obtenido de un sensor de diámetro (potenciómetro de 10 KΩ). El
rango es de 1250mm (49.2 pulgadas).
BOTONES DE ILUMINACION:
Botón del set point de velocidad de la embobinadora
36
Botón de pulso adelante (o avance gradual o por impulsos o de jog)
Presionando este botón, causa que la embobinadora opere a 10 MPM mientras se mantenga oprimido. Al liberar dicho botón causa paro de la embobinadora. Esta acción solo puede ser iniciada cuando la embobinadora no este en los modos de tensión sostenida activa, de lento o de marcha. En este modo de operación de avance gradual, el tambor trasero opera como regulador de velocidad y el tambor trasero como regulador de velocidad con atenuación en carga.
Botón de tensión sostenida activa
Presionando este botón, se selecciona el modo de tensión sostenida a la embobinadora. Esto significa que los tambores frontal y trasero operan como reguladores de corriente (inicialmente ajustado al 20%) para jalar contra el desenrollador mecánico. La tensión sostenida deberá seleccionar antes de operar la embobinadora en los modos de lento o de marcha cuando se tenga papel en la embobinadora. Sin embargo, no se requiere seleccionar el modo de tensión sostenida antes de operar la embobinadora en lento o en marcha, puesto que el modo de tensión sostenida permanecerá seleccionado aun cuando la embobinadora haya sido parada desde el modo de lento o de marcha con el fin de mantener la tensión en el papel.
Botón de retener velocidad
37
Botón de Run o marcha
Presionando 2 veces este botón cuando todos los permisivos están cumplidos causara a la embobinadora (tambores frontal y trasero) operar en el modo de marcha. En el modo de marcha puede ser iniciado desde la condición de paro o desde la condición de tensión sostenida o desde la condición en modo de lento.
Botón de lento
Presionando este botón 2 veces cuando todos los permisivos están cumplidos causara a la embobinadora (tambores frontal y trasero) operar en el modo de lento. En el modo de lento, le embobinadora acelera (inicialmente ajustado en 7.5 MPM, ajustable). El modo de lento iniciado de la condición de paro o desde la condición de tensión sostenida o desde de la condición de modo de marcha. En modo de operación de lento, este operara como regulador de velocidad con atenuación de respuesta en carga (load droop) si el rodillo jinete (gravitador) no esta abajo.
Botón de paro
Presionando 2 veces este botón, causara un paro normal de la embobinadora con una rapidez de desaceleración normal (inicialmente ajustada en 30 MPM por segundo, ajustable) a partir del modo de operación de lento o marcha en que se encuentre.
Botón de set point de paro por diámetro.
38
Botón de restablecer sistema
El rojo indicara falla en el controlador de velocidad o de comunicación por lo que después de eliminar la causa de la falla se pulsa este botón para restablecer el sistema y la indicación cambiara a verde.
Los siguientes botones son solo de indicación y son permisivos que deben cumplirse (iluminados de verde) para poder arrancar la maquina
Botón de ruptura de film
Iluminada en verde indica que la fotocelda esta indicando el film, en rojo indica que la fotocelda no esta detectando el film por lo que no se permite el arranque de la maquina.
Botón de paro de emergencia
Iluminado en verde indica que ningún botón de paro de emergencia esta actuado, el rojo indica que algunos de los botones de paro de emergencia esta actuado por lo que no se permite el arranque de la maquina.
Botón subir actuador
39
Botón bajar actuador
Oprimiendo este botón se permite bajar este actuador, al dejar de oprimirlo, se detiene en la posición que se encuentra, excepto si ya ha bajado poco más de la mitad de su carrera. Se tiene un sensor de proximidad que detecta cuando el actuador se encuentra abajo.
Botón para correr banda transportadora
Oprimiendo 2 veces este botón, se permite correr la banda y el botón se ilumina de verde. Este podrá realizarse solo si la maquina se encuentra parada. Se tiene un sensor de proximidad que detecta cuando la banda esta en marcha.
INDICADORES DE PRESIÓN
Indicación de suministro de aire
Indica la presión del suministro de aire, el rango de operación es 0 a 145 PSI.
2.2.1.2 Tarjetas de Entrada y Salida
INFORMACIÓN BÁSICA SOBRE LOS MÓDULOS DE ENTRADAS Y SALIDAS ( I/ O ) DE CONTROL DE CAMPO
40
Los Módulos de Entradas y Salidas (I / O), son pequeños y fuertes. Proporcionan interfaces de sencilla configuración de: (I / O); discreta y análoga, la cual, también puede incluir inteligencia local para procesamiento de señales.
Los Bloques de Terminales de I / O, proporcionan terminales de cableado de campo universal para dos módulos I /O, permitiendo a los diferentes tipos de módulos I / O, mezclarse en el mismo Bloque de Terminal I / O. El Bloque Terminal se monta en un riel DIN, el cual es una parte integral del sistema de escalamiento, que debe montarse en un panel.
Pueden conectarse un total de ocho módulos de I / O del Field Control (cuatro bloques de terminal I/O), a la Unidad de Interfase del Bus. En conjunto, éstos forman una 'estación" del Field Control. Las Unidades de Interfase del Bus, pueden ser usadas y están disponibles para diferentes tipos de bus, tales como el GENIUS, EL PROFIBUS Y FIP.
La Unidad de Interfase del Bus, proporciona la exploración I / O; los diagnósticos y las aptitudes de comunicaciones necesarias para enlazar los módulos I / O al sistema de control. Además, la Unidad de la Interfase del Bus, puede proporcionar y almacenar características de configuración para los módulos tal como son: Reportes de falla, salidas por defecto, selección de rango análogo y escalamiento análogo.
MÓDULOS DE ENTRADA Y SALIDA (I / O)
Los módulos de Entrada y Salida (I / O), del Field Control, son componentes pequeños y fuertes, su gabinete es de aluminio; sus dimensiones son de aproximadamente 3.25 pulgadas (8.2 cm) de alto por 2 pulgadas (5.25 cm) de ancho, con una profundidad de 2.9 pulgadas (7.3 cm).
41
Led's
Los LEDs de los módulos se pueden visualizar fácilmente, a través de la proporción transparente en el centro de la etiqueta. Todos los módulos tienen un LED que indica la presencia de la energía en el módulo. Los módulos discretos, también tienen LEDs de circuito individuales que muestran el estado de encendido / apagado de cada entrada o salida.
Etiqueta Frontal
La etiqueta frontal de los módulos, tiene un espacio para escribir las identificaciones del circuito.
Clavijas del Módulo
Cada tipo de módulo tiene ranuras para permitir su conexión. Pequeños clips de conexión pueden insertarse dentro de las ranuras correspondientes en la base de I/O para asegurar que el módulo instalado en dicha posición no causará daño alguno operación instalada de la máquina. Las ranuras reales de conexión son las mismas para ciertos tipos de módulos.
Especificaciones Ambientales
Vibración:
42
Ruido:
Los módulos son resistentes a los niveles de ruido que se puedan encontrar en la mayoría de las aplicaciones industriales, cuando son instalados de acuerdo con las prácticas aceptadas, incluyendo la separación adecuada de cableado por grupos de : Voltaje y niveles de energía, en un riel DIN conductor (no pintado). El riel es una parte integral del sistema de conexión a tierra.
Temperatura:
Los módulos operan de manera confiable a temperaturas producidas por el aire acondicionado, desde 0°C hasta mayores de 55°C.
Humedad.
Del 5% al 95%, no condensado.
LOS BLOQUES DE TERMINALES DE ENTRADA Y SAUDA (I / O)
Los Bloques de Terminal de Entrada y Salida (I/O); están basados en cableado genérico para los módulos I/O del Field Control .Estos proporcionan montaje del módulo 1/0, las comunicaciones de la tarjeta Madre y las terminales para las conexiones del usuario.
En un bloque de terminal I/O; pueden instalarse dos módulos I/O; los cuales se atornillan dentro del bloque terminal, logrando de esta manera, una mayor resistencia a la vibración.
Los módulos I/O, pueden separarse del bloque terminal I/O, sin alterar el campo cableado.
Tiene dos series separadas de las terminales del módulo; cada serie, corresponde a una ranura en el anaquel convencional del tipo PLC; las tareas de la terminal de cableado, dependen del tipo de módulo instalado.
Partes básicas del bloque terminal:
• Tomillo de seguridad.
43 • Base de montaje del panel
Conectar de cable
• Pestillo del riel
• Ranuras de conexión
• Lengüeta de conexión
Puede ser instalado en cualquier orientación:
La orientación vertical es preferida, para una instalación de cableado más sencilla, es aquella con las terminales de cableado orientadas hacia el lado izquierdo y la base de montaje del panel orientado hacia el lado derecho.
La orientación en forma horizontal preferida con las bases de cableado en la parte inferior y la base de montaje en la parte superior.
Los bloques de terminal, están disponibles en los tipos de terminal I/O: o Terminales de barrera, a Terminales de caja a Terminal con conectores
Bloques de Terminal I/O con Terminales de Barrera
[image:51.596.191.406.550.729.2]El Bloque de Terminal I/O con terminales de barrera tiene 37 terminales. Cada terminal puede acomodar uno o dos cables mayores al #14AWG (promedio 2.1 mm de sección cruzada)
44 MODULO DE ENTRADAS ANALÓGICAS
El módulo de entradas analógicas (IC670ALG230), con fuente de corriente acomoda 8 entradas en una fuente de suministro común. Que se esta empleando en el control de la máquina el cual recibe señales de los cuatro transmisores de presión.
Figura 9b. Fuente de Poder
El mismo suministro de energía de 24 volts, usado para la Unidad de Interfase del Bus, puede proporcionar energía al lazo en la mayoría de los casos. Un suministro de energía por separado debe usarse en el caso de que se requiera el aislamiento entre los circuitos. La aplicación más común, usa un suministro de lazo local en el módulo para manejar múltiples transductores aislados, entradas análogas aisladas o entradas análogas diferenciales.
Led
Un led, visible a través de la porción transparente de la parte superior del módu lo, se enciende cuando están presentes tanto el suministro del backplane como el suministro de campo y que el fusible no esté fundido.
Interfase del Servidor (Host Interface)
45
servidor (Host). Las selecciones de rango del software de O a 20 mA y de 4 a 20 mA son configurables sobre una base de cada canal. El rango por default es de O a 20 mA. La escala por default para el módulo es:
Eng Lo = O Eng Hi = 20000 lntLo = 0 Int Hi = 20000
El módulo tiene 8 palabras (16 bytes) de datos de entrada analógica. Se requiere una Unidad de Interfase de Bus para proporcionar este dato de entrada al servidor y/o al procesador local.
Operación del Módulo
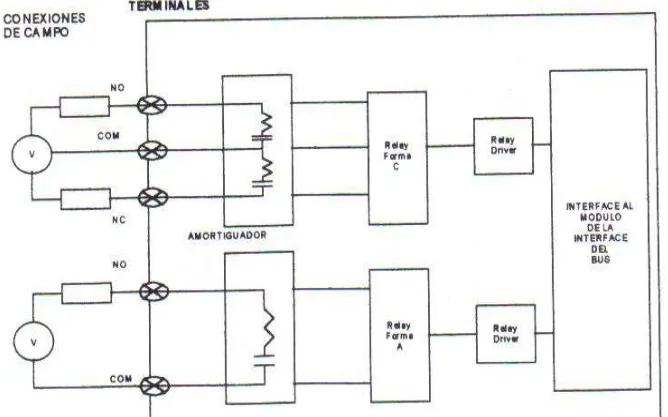
La resistencia de 250Í1, convierte la corriente de entrada a un voltaje con respecto al común. El R-C a la entrada filtra los ruidos de alta frecuencia, mientras que el amplificador operacional separa o aísla la señal hacia el convertidor analógico / digital. Las ocho terminales de salida tienen el mismo común de + 24 VCD La tierra del chasis va hacia la terminal de tierra del block de terminales I/O.
Figura 10. Circuito interno del modulo
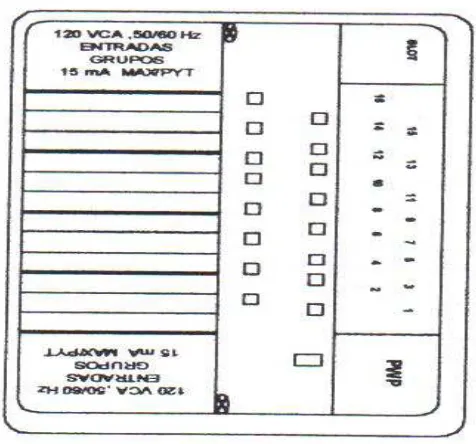
MODULO DE ENTRADAS DISCRETAS
46
Figura 11. Modulo de entradas discretas Fuente de Energía
El módulo recibe energía de la unidad de interface del bus para su propia operación. Para energizar los dispositivos de entrada, es necesario un suministro de 120 VCA. Los módulos de entrada responden a niveles de voltaje que van desde O a 132 VCA.
Leds
Los leds individuales, son visibles a través de una porción transparente de la parte superior del módulo, que indica el estado de encendido / apagado de cada salida. El led de la energía (PWR) se encuentra encendido cuando hay energía presente en la tarjeta madre.
Interfase del Servidor
47
Operación del Módulo
Una red de resistencias y capacitores establecen umbrales de entrada y proporcionafiltrado de entradas.
Los aisladores ópticos proporcionan aislamiento entre los campos de entrada y los componentes lógicos del módulo. Los datos de las 16 entradas son colocados dentro de un buffer de datos. El circuito del led del modulo, muestra los estados de corriente de las 16 entradas de este buffer de datos.
Los convertidores paralelos a seriales, cambian los datos de entrada del buffer de datos al formato sería! requerido por la Unidad de Interfase del Bus ( BIU ).
[image:55.596.132.466.404.613.2]Después de revisar la tarjeta ID y verificar que el modulo esta recibiendo aproximadamente la energía lógica del BIU, entonces lee la información convertida.
Figura 12. Convertidor de paralelo a serie.
48
La resistencia de corriente del módulo es de 2 A por punto para 120/240 VCA y 0.2 A. por punto para 125 VCD.
La energía necesaria para energizar la bobina del circuito, es suministrada por el módulo. Un amortiguador RC es usado a través de los contactos.
Cada salida es controlada con un regulador RC para reducir el ruido transitorio de alta frecuencia. Las supresiones adecuadas de la carga interrumpida son aun recomendadas y contribuyen a mejorar la contabilidad del sistema. La supresión en la carga no solamente prolonga la vida del contacto, sino que además reducirá los ruidos transitorios en el cableado de control.
SISTEMA DE ENERGÍA ININTERRUMPIDA U.P.S.
Lo que a continuación se describe, son apuntes que se tomaron en consideración para la especificación de compra de este equipo que básicamente fue utilizado para proteger los siguientes equipos electrónicos: El controlador UC2000, la terminal de operación Quick Panel y los módulos I/O genius.
El Sistema de Energía Ininterrumpida (S.E.I) es conocida por sus siglas U.P.S del ingles Uninterrupted Power Supply.
Los S.E.I. o U.P.S. juegan un papel definitivo en el control y utilización d e la energía eléctrica, son sistemas de gran calidad de energía a su salida, seguros en su funcionamiento y operación, por lo tanto confiables.
La U.P.S. Es un sistema de energía continua e ininterrumpible de estado sólido, estático de transferencia inversa. Consiste en un rectificador, cargador, inversor, un sistema de transferencia, panel de control y un sistema de control lógico electrónico a partir de microprocesadores.
SECCIONES QUE FORMAN UNA U.P.S.
A continuación describiremos los componentes de la U.P.S. y su función.
49
En esta sección cambia la c.a. de alimentación de la entrada de la U.P.S. a una c.d. filtrada y regulada la cual se utiliza para alimentar al inversor y simultáneamente mantener cargado en flotación al banco de baterías.
Después de una interrupción de energía o cuando este fuera de sus especificaciones de voltaje o frecuencia la batería opera y después tiene que ser cargada nuevamente por el rectificador.
La corriente de carga para la batería se mantiene constante hasta alcanzar un nivel de carga y un voltaje, comente y tiempo de recarga.
Durante el encendido del rectificador se inicia un proceso de arranque lento (work in time), esto consiste que al cerrar o cuando la corriente de alimentación se restablece de una interrupción, el rectificador se inicia con un tiempo de espera, donde ninguna comente es demandada, unos segundos después se inicia el incremento progresivo de corriente a la entrada del rectificador. El rectificador acepta un rango alto de voltaje y frecuencia en su entrada, filtra y regula la mayoría de los inconvenientes de la c.a. comercial los cuales afectan a la carga.
Inversor.
El inversor tiene la función de convertir la c.d. proveniente del rectificador o del banco de baterías en una c.a. con baja distorsión y regulada para alimentar a través del transformador de la U.P.S., la carga crítica conectada a la salida de la U.P.S. El inversor tiene un rango amplio de voltaje de c.d., pues aunque el rectificador suministra una c.d. ya regulada, cuando funciona el banco de batería el voltaje puede variar desde el voltaje de igualación hasta el voltaje final, por las especificaciones de la batería.
Banco de Baterías.