Desarrollo de Modelo Lean Sigma y su Estrategia de
Implantación-Edición Única
Title
Desarrollo de Modelo Lean Sigma y su Estrategia de
Implantación-Edición Única
Authors
Fernando José Vázquez Gómez
Affiliation
ITESM
Issue Date
2002-12-01
Item type
Tesis
Rights
Open Access
Downloaded
19-Jan-2017 11:38:14
SUPERIORES DE MONTERREY
CAMPUS MONTERREY
DIVISIÓN DE INGENIERIA Y ARQUITECTURA PROGRAMA DE GRADUADOS EN INGENIERÍA
"DESARROLLO DE MODELO LEAN SIGMA Y SU
ESTRATEGIA DE IMPLANTACIÓN
T E S I S
PRESENTADA COMO REQUISITO PARCIAL
PARA OBTENER EL GRADO ACADÉMICO DE:
MAESTRO EN CIENCIAS
CON ESPECIALIDAD EN SISTEMAS DE CALIDAD
Y PRODUCTIVIDAD
POR:
FERNANDO JOSÉ VÁZQUEZ GÓMEZ
CAMPUS MONTERREY
DIVISIÓN INGENIERÍA Y ARQUITECTURA
PROGRAMA DE GRADUADOS EN INGENIERÍA
"DESARROLLO DE MODELO LEAN SIGMA Y SU ESTRATEGIA DE IMPLANTACIÓN "
TESIS
PRESENTADA COMO REQUISITO PARCIAL PARA OBTENER EL GRADO ACADÉMICO DE
MAESTRO EN CIENCIAS
CON ESPECIALIDAD EN SISTEMAS DE CALIDAD Y PRODUCTIVIDAD
FERNANDO JOSÉ VÁZQUEZ GÓMEZ
A mis padres:
Josefina Gómez Rodríguez y
Fernando Vázquez Ávila
Por ser los pilares de mi vida y los seres que
me enseñaron a ser el hombre que soy.
Por el apoyo incondicional que me han brindado y
por la libertad y confianza que siempre me han dado.
A mi hermano:
Jacob
Por ser alguien que cree en mi y que me brinda su apoyo.
A la mujer que amo:
A Dios,
por darme la oportunidad de vivir esta experiencia, por las tantas bendiciones que
siempre han colmado mi vida y por no desampararme nunca, aún en los momentos mas
difíciles
A mi complemento:
íliana
Cristina,por su gran amor, por su apoyo incondicional, por
creer en mí y por acompañarme e impulsarme a alcanzar mis sueños.
A mi asesor:
Ing. Jacobo Tijerina Aguilera,
por la calidad de su trabajo, su valioso
apoyo, orientación y recomendaciones en el desarrollo de este trabajo.
A mis sinodales: el
Dr. Humberto Cantú Delgado y el Dr. Alberto
Hernández
Luna, por sus valiosos comentarios y sugerencias para enriquecer el presente
trabajo.
Al Ing. Rafael Amar
Tamezpossu valioso apoyo y sugerencias para la realización de
esta Tesis
A mis familiares y amigos, por estar siempre en el momento en que los necesito.
A mis compañeros de maestría, por darme la oportunidad de conocerlos y compartir esta
experiencia.
A mis maestros, por compartirnos sus experiencias y conocimientos.
El Objetivo del Presente trabajo de Tesis es proponer un modelo que integre los enfoques de Seis Sigma y Lean Manufacturing, con el fin de crear una estrategia adecuada para todas aquellas organizaciones que tienen necesidad de mejorar su desempeño, incrementando su nivel de calidad y productividad
En el desarrollo de este trabajo se realizo una investigación de estas dos estrategias de negocio, si como sus mecanismos de implementación.
Posteriormente se realizó la unión de estas dos estrategias, con el fin de encontrar elementos importantes y complementarios, mismos que serian útiles al momentos de proponer un enfoque integrador llamado Lean Sigma
Una vez realizado el análisis, se desarrollo y propuso un modelo, adema de una estrategia de implantación, mismos que habrían de proponerse para aplicarlos en una organización, para así determinar su factibilidad
Presentación.
Dedicatoria. i Agradecimientos. ii Resumen. iii índice General. iv índice de Tablas . viii índice de Figuras ix
Capitulo 1 1
Problemática y Justificación de la investigación
1.1 Introducción. 1 1.2 Descripción del problema de investigación. 3 1.3Justificación de la importancia del estudio. 4 1.4 Hipótesis Planteada 4 1.5 Objetivo General. 4 1.6 Objetivos Específicos. 5 1.7 Metodología de Investigación 5
Capítulo II. 7
Seis Sigma
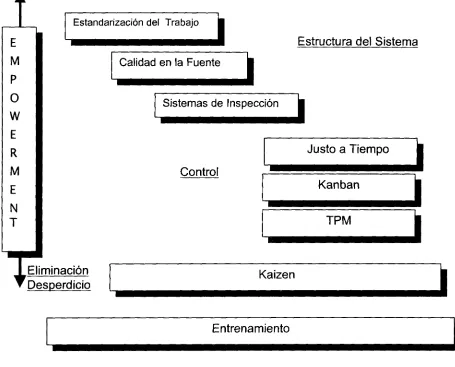
3.1 Introducción 46 3.2 Definición de Manufactura Esbelta 47 3.3 Orígenes de Manufactura Esbelta 48 3.4 Elementos Clave del Sistema Manufactura Esbelta 49 3.4.1.Estructura del Sistema 49 3.4.1.1 Trabajo Estandarizado 49 3.4.1.2 Calidad en la Fuente 50 3.4.1.3 Sistemas de Inspección 51 3.4.2 Mecanismos de Control 53 3.3.2.1 Sistema Justo a Tiempo 53 3.3.2.2 Kanban 55 3.3.2.3 Mantenimiento Productivo Total 57 3.4.3 Eliminación del Desperdicio 58 3.3.3.1 Kaizen 61 3.3.3.2 SMED 62 .3.4.4 Empowerment 63 3.4 Estrategia en la implantación de Manufactura Esbelta 66 3.5 Beneficios de la Manufactura Esbelta 69 3.6 Conclusiones. 70
Capítulo IV. 71
Lean Sigma
4.6 Conclusiones 92
Capítulo V
93
MODELO CONCEPTUAL LEAN SIGMA
5.1 Introducción 93 5.2 Aspectos Sistémicos 93 5.3 Modelo Lean Sigma 94 5.3.1 Alta Gerencia 95 5.3.2 Expertos Lean Sigma 96 5.3.3 Equipos de Mejora 97 5.4 Estrategia de Implantación 97 5.4.1 Despliegue de Infraestructura 99 5.4.2 Selección de Oportunidades 99 5.4.3 Cuantificación y Subdivisión de Proyectos 102 5.4.4 Aplicación de la Metodología 107 5.4.5 Implantación de Soluciones 109 5.4.6Establecimiento de Acciones de Garantía 110 5.5 Lean Sigma y el Proceso de Cambio en las Organizaciones 112 5.5.1 Creación de una Necesidad 113 5.5.2 Creación de una Visión 114 5.5.3 Lograr Compromiso 115 5.5.4 Acelerar la Transición 115 5.5.5 Hacer el Cambio Perdurable 116 5.6 Conclusiones 117
Capítulo VI. 118
Propuesta Aplicación Modelo
6.1 Introducción 118 6.1.1 Antecedentes Históricos 118 6.2 La Organización "X" y el Cambio 119 6.2.1 Creación de la Visión 120 6.2.2 Lograr Compromiso 121 6.2.3 Hacer el Cambio Perdurable 122 6.3 Lean Sigma dentro de un Sistema de Calidad 122
Capitulo Vil
125
Conclusiones Finales
Anexos 130
índice de Tablas
TABLA No.
2.1 Diferencias entre Seis Sigma y la Calidad Tradicional 8 2.2 Reducción en COPQ usando Seis Sigma 9 2.3 Comparación y Características entre los roles en Seis Sigma 29 2.4 Características de los Entrenamientos a cada rol estratégico en el
1 PROBLEMÁTICA Y JUSTIFICACIÓN DE LA INVESTIGACIÓN
1.1 INTRODUCCIÓN
En la empresa de la actualidad, la búsqueda de la excelencia en sus negocios y operaciones ha llevado a la creación de diversas maneras de llegar a ella, ya sea por el lado a través de las finanzas, de la administración, de la cadena de abastecimiento, o de producción pero es precisamente en las cuestiones operativas en donde se encuentran las mayores áreas de oportunidad para alcanzar los objetivos deseados.
Desde inicios del siglo XX, los creadores de la administración científica, como Smith, Taylor, Maynard, Fayol y Mayo, hablaban ya de la estandarización de la producción, en donde proponían maneras de que fuera siempre realizada en serie, de una manera uniforme y estandarizada.
Pero fue en el Mundo de la Posguerra en donde se dio un vertiginoso crecimiento en la industrialización, teniendo un enfoque en tener altos volúmenes de producción y reducción de costos. Es también en estos años donde se introduce el Control Estadístico de Procesos, instrumentado por Edward Deming y ampliamente aceptado en Japón, el cual funge como catalizador de diversas filosofías, entre ellas Lean Enterprise; todas ellas con el enfoque de mejora con respecto a costos, procesos, calidad, e inventarios.
En los años 70's y 80's se inicia una nueva forma de pensar llamada Administración de la Calidad Total (ACT), en donde los factores tradicionales de control de calidad y aseguramiento de calidad están integrados y enfocados hacia un nivel consistente de calidad, y no solamente conformarse con estos estándares, sino que esta filosofía debe permanecer a lo largo de la compañía buscando una mejora en la calidad de los productos o servicios.
TQM fue ampliamente difundido en el mundo y de hecho dio pie a la creación del Premio Malcolm Baldríge, al Premio Deming a la Calidad y las Normas ISO9000. Parecía que TQM era la panacea en cuanto a calidad se refería, pero conforme pasaba el tiempo, el impacto iba en descenso, quizás porque desde el principio fue una filosofía que prometía más de lo que en realidad podía.
Fue en este ambiente en que Seis Sigma hizo su aparición con la idea de proveer análisis estadísticos dentro de una filosofía de calidad, con tan buenos resultados, que hoy en día está grandemente difundido por el mundo empresarial
ÜJMr 4JÜ0I ~ O 4JH
[9][Sheridan. 2001]
Lean Manufacturing es una filosofía creada por Toyota en la década de los 50's y ampliamente difundida en el mundo, la cual se ha definido como un sistema para la identificación y eliminación del desperdicio y de las actividades de no valor agregado mediante la mejora continua.y usando una serie de herramientas para la consecución de esos objetivos, tal como esta visto en la figura 1.2, hasta llegar a cumplir con los requerimientos del cliente, buscando siempre la creación de un sistema auto regulado que tenga niveles de inventarios mínimos, reducción de defectos y procesos extras
[2] [Kauffman, 2001]
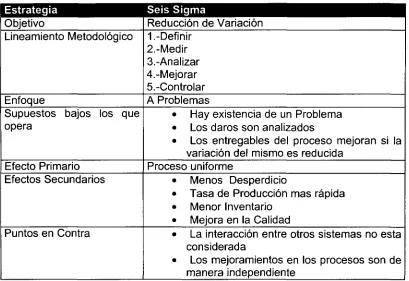
Lo que pudiera tomarse como diferencia radica en la manera en como los problemas son atacados y los objetivos alcanzados. Por un lado Seis Sigma tiene una perspectiva de solución de problemas de una manera analítica apoyándose en herramientas estadísticas avanzadas, todo esto bajo la guía de un experto llamado Black Belt, quien es la persona que coordina los esfuerzos los proyectos de mejora. Bajo esta metodología los problemas son detectados, se encuentran las causas raíz, se desarrolla la métrica correspondiente, se analiza la capacidad del proceso, se prueban varias soluciones, y una vez que se ha encontrado, se implanta a lo largo de la organización.
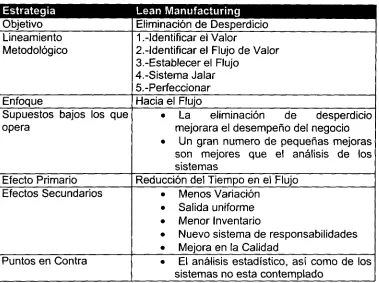
Manufactura Esbelta es una cultura de administración donde los problemas tienen la perspectiva de ser un desperdicio que tiene que ser eliminado, ya sea en tiempos, proceso, método, personas, inventario, etc, diversos grupos de trabajo son formados dentro de la organización, dándose a la tarea de emprender acciones a pequeños problemas de su misma área, con métodos específicos a cada problemática hasta reducir el desperdicio, dichas acciones son ejecutadas dentro del grupo de trabajo, por lo que no es requerido, en este caso, un "experto"
Generalmente, Seis Sigma funciona mejor para estudiar problemas más complicados que están más allá del alcance de un grupo de trabajo, mientras que resulta un tanto ¡lógico hacer uso de este enfoque para reducir movimiento, mejorar la distribución o desperdicio.
En una área de trabajo, las herramientas de la Manufactura Esbelta pueden dar los resultados esperados sin el uso de recursos para hacer análisis estadísticos y otras herramientas propias de Seis Sigma.
1.2 DESCRIPCIÓN DEL PROBLEMA DE INVESTIGACIÓN
Podemos decir que la calidad o la ausencia de ella define la manera de hacer negocio en las organizaciones, así que lo principal es encontrar una manera de acceder a ella y una vez alcanzado esto, mantenerse en esa vía, es una manera en que una organización puede permanecer vigente en un mundo tan competido, como lo es hoy en día.
Cada organización es una historia única en la búsqueda de la calidad, para lo cual ha creado un sinnúmero de enfoques tales como: Justo a Tiempo, GEMBA, MRP, TPM, Kaizen , Lean Manufacturing, Seis Sigma etc,
Sin embargo, cada una de dichas herramientas es vista de una manera independiente, sin necesariamente llegar a la integración de dichos enfoques o filosofías que se hicieran extensivas a toda la organización, pues se tiene la idea que a cada problema en particular se recurría a una metodología en particular, ocasionando muchas veces la no consecución en los objetivos, o bien que la solución se quedara un tanto corta pues adolece de herramientas y planeación más especifica en cuanto a la solución de problemas se refiere.
La integración de ambos sistemas se debe principalmente a que los dos buscan el perfeccionamiento continuo del proceso mediante enfoques distintos. Es así como una adecuada integración debe darse con el propósito de robustecer esta búsqueda del perfeccionamiento, complementando las ventajas y desventajas de cada uno de ellos en vez de separar sus conceptos, técnicas y herramientas de apoyo, con el propósito de proponer una estandarización en su implantación. Para ejemplificar lo anterior, la siguiente figura muestra como se crea ese proceso de acercamiento, para después realizar un empate de estos dos enfoques [George.2002].
1.3 JUSTIFICACIÓN DE LA IMPORTANCIA DEL ESTUDIO
Con esta nueva filosofía de integración de esos enfoques, el análisis y solución de problemas toma otra dimensión, ahora se ve de una manera holistica y dinámica y es cuando todos esos enfoques trabajan como uno solo para conseguir los resultados esperados
La filosofía Lean Sigma provee una serie de herramientas y enfoque de largo alcance en busca de lograr la excelencia operativa. La precisión, mínima variación, metrificación, rigor científico y reingeniería en los métodos y procesos de Seis Sigma y la rapidez, agilidad empowerment y coaching de Lean Manufacturing generaran soluciones definitivas en pos de tener procesos cada vez mejores, rápidos y de costos adecuados, a través de la eliminación de actividades que no generan valor, reducción de tiempos de ciclo, y eliminación de defectos.
Lean Sigma es el siguiente paso en la evolución de la calidad, es crear una sinergia capaz de cambiar la manera de hacer negocio en la organización, basada en la cultura del conocimiento, de agregar valor , lo que permitirá mantenerse en la vía de la excelencia operativa.
1.4 HIPÓTESIS PLANTEADA
Si tomamos como base lo anterior, y se realiza efectivamente una unión entre algunos enfoques, particularmente Lean Manufacturing y Seis Sigma; se crea lo que se denomina
Lean Sigma, la cual va a ser una filosofía que busca la mejora en las operaciones y genera ganancias mejores que aquellas alcanzadas, ya sea por haber utilizado Lean Manufacturing o Seis Sigma
1.5 OBJETIVO GENERAL
1.6 OBJETIVOS ESPECÍFICOS
• Análisis del Sistema Lean Manufacturing • Análisis del Sistema Seis Sigma
• Sistema de Integración de ambos Sistemas • Validación del Sistema Propuesto.
1.7 METODOLOGÍA DE INVESTIGACIÓN
Para el desarrollo del trabajo de Tesis, se hará un estudio exhaustivo de la literatura en el tema de Lean Manufacturing y Seis Sigma así como de empresas que hagan uso, ya sea de Lean Manufacturing, o Seis Sigma. Lo anterior para evaluar diversos aspectos en la implantación y para poder corregir los pasos en donde no se haya llegado a una correcta operación. Una vez hecho esto, se tendrán los argumentos suficientes para hacer la integración de Lean Manufacturing y Seis Sigma.
1. Revisión de Bibliografía de la Literatura actualizada hasta hoy escrita de Seis Sigma, Lean Manufacturing, Administración de Calidad, Lean Sigma y temas afines.
2. Análisis del Sistema Lean Manufacturing: Desde sus orígenes hasta hoy en día, sus ventajas, desventajas, ejemplos de aplicaciones exitosas, modelos de implantación, estudio del Kaizen, Justo a Tiempo, y enfoques que apoyen al sistema Lean Manufacturing.
3. Análisis del Sistema Seis Sigma: Sus orígenes, desde Motorola, Allied Signal ABB, hasta General Electric, estudio de la Metodología DMAIC, estudio de casos en donde el Modelo Seis Sigma se utilizó con éxito.
4. Diseño del Sistema de Integración Lean Sigma: Tomando en cuenta los puntos en común de ambas técnicas, se diseñará un modelo que integre a ambas, creando una métrica para su medición de efectividad.
5. Validación del Sistema. Esto se realizará al desarrollar un esquema de validación que resulte de aprobar o desaprobar el sistema propuesto.
6. Conclusiones y Recomendaciones: Se presentarán los resultados obtenidos del proceso de investigación y su posterior validación. Dichos resultados pueden significar también, que dado lo limitado del tiempo, o lo extenso del tema, no se lleguen a una conclusión óptima, por lo que se puede dejar la puerta abierta para investigaciones futuras, ya sea a partir del trabajo en cuestión (una continuación), o bien desde otra perspectiva.
2.SEIS SIGMA
2.1 INTRODUCCIÓN
Algunas personas visualizan el sistema de mejoramiento Seis Sigma simplemente como una rigurosa aplicación de herramientas estadísticas básicas y avanzadas a lo largo de toda la organización.
Para otros es una versión sofisticada de TQM (Total Quality Management), en la cual varios sistemas de mejoramiento continuo deben ser establecidos junto con algunos análisis estadísticos para tomar las mediciones adecuadas.
El sistema de mejoramiento Seis Sigma propone la combinación inteligente de la sabiduría de la organización y probadas herramientas estadísticas que mejoren la eficiencia y efectividad de la organización para satisfacer las necesidades de los clientes. La meta final no es el mejoramiento por el mejoramiento mismo, sino la creación de beneficios económicos para ambos, proveedor y consumidor. [Harry. 2000]
En este sentido, el sistema de mejoramiento Seis Sigma debe ser visto como una estrategia de negocios y no como un programa de calidad. Esto implica que Seis Sigma no va a reemplazar los programas existentes de calidad en una organización, sino que la administración debe enfocarse en aquellos procesos identificados como críticos para la calidad a la vista de los clientes.
Aun así, existen diferencias notables entre la forma tradicional de enfocar la Calidad en las organizaciones y la forma de enfocarla a través de la estrategia de Seis Sigma:
Las diferencias quizá residen en la forma de aplicar estas herramientas y su integración con los propósitos y objetivos de la organización.
La integración y participación de todos los niveles y funciones dentro de la organización es factor clave, respaldado por un sólido compromiso por parte de la alta gerencia y una actitud proactiva, organizada y sistemática en busca de la satisfacción, tanto de las necesidades y objetivos de los clientes, como de las necesidades y objetivos de la propia organización. [Harry 2000].
Está centralizada. Su estructura es rígida y de enfoque reactivo.
Generalmente no hay una aplicación estructurada de las herramientas de mejora.
No se tiene soporte en la aplicación de las herramientas de mejora. Generalmente, su
uso es localizado y aislado.
La toma de decisiones se efectúa sobre la base de presentimientos y datos vagos.
Se aplican remedios provisionales o parches. Sólo se corrige en vez de prevenir.
No se establecen planes estructurados de formación y capacitación para la aplicación
de las técnicas estadísticas requeridas. Se enfoca solamente en la inspección para la detección de los defectos (variables clave
de salida del proceso). PostMortem.
Está descentralizada en una estructura constituida para la detección y solución de
los problemas. Su enfoque es proactivo. Se hace uso estructurado de las herramientas de mejora y de las técnicas
estadísticas para la solución de los problemas.
Se provee toda una estructura de apoyo y capacitación al personal, para el empleo de
las herramientas de mejora.
La toma de decisiones se basa en datos precisos y objetivos: "Sólo en Dios creo, los
demás traigan datos".
Se va a la causa raíz para implementar soluciones sólidas y efectivas y así prevenir
la recurrencia de los problemas. Se establecen planes de entrenamiento
estructurados para la aplicación de las técnicas estadísticas requeridas. Se enfoca hacia el control de las variables
clave de entrada al proceso, las cuales generan la salida o producto deseado del
proceso.
[Pyzdek 2000]
2.2 ¿QUE ES SEIS SIGMA?
Seis Sigma ha venido a significar muchas cosas a diferentes personas, debido a que el concepto principal se ha diversificado hasta convertirse en una filosofía, una creencia y un proceso disciplinado para una rápida mejora. Primeramente, "Sigma" es la dieciochava letra de alfabeto griego; así como el símbolo estadístico de la desviación estándar. Sin embargo, lo que nos interesa es que es un proceso que permite a las compañías mejorar,
de una manera drástica, la eficiencia de la compañía por medio del diseño y monitoreo de las actividades diarias del negocio, de manera que se minimice desperdicio y recursos y al mismo tiempo, y que se eleve la satisfacción del cliente.
¿Qué motiva a las compañías a implementar Seis Sigma?
Compañías que no pueden rastrear el efecto de las mejoras en la calidad mediante los márgenes de ganancia, no saben qué cambios son necesarios hacer para mejorar dichos márgenes
Contrario a lo que se piensa, la meta de Seis Sigma no es alcanzar niveles de calidad Seis Sigma. Mas bien se trata de mejorar ganancias; si bien mejorar calidad y eficiencia son consecuencias inmediatas de Seis Sigma.
Compañías que implementan Seis Sigma lo hacen con la meta de mejorar sus márgenes. Antes de Seis Sigma, las mejoras provenientes de los programas de calidad no tenían un impacto visible en las ganancias netas de la compañía. [Harry 2000].
Mientras Seis Sigma es una iniciativa orientada al largo plazo, está diseñada para cambiar de manera fundamental la manera de hacer negocio en las organizaciones al generar mejoras inmediatas a los márgenes de ganancia.
Seis Sigma se enfoca en alcanzar objetivos financieros en un plazo no superior a los 12 meses. Una vez que esos objetivos son alcanzados, las compañías encontraran que los cambios en el mercado y el impacto que tuvo Seis Sigma dentro del espectro financiero de la compañía, ha cambiado la dinámica interna de una manera tan radical, que deben ser trazadas nuevas metas para que no se detenga en el avance.
Las Compañías que operan a Niveles de Seis Sigma pueden esperar tener incrementos de un sígma cada año, traduciéndose en:
• 20% de margen de mejora
• 12 a 18% de incremento en capacidad
• 12% menos en el número de empleados [Quality Progress. 2000]
La tabla 2.2 muestra las reducciones anuales en el Costo de la Calidad en compañías que operan bajo esquema Seis Sigma
Elementos de Costo Reducción /año Costo de Calidad como porcentaje de Ventas
Costo de Calidad como porcentaje de precio del producto Costo de Manufactura como porcentaje
Costo de la Calidad como porcentaje de defectos
20% 1730% 0.72.5% 1360%
[Kang 1999]
Para el segundo año, tales compañías pueden llegar a moverse de 4.7 a 5 sigma, y para el tercer año, el progreso llegará a niveles de 5.1 sigma.
Como puede verse, entre más cerca se esté en alcanzar seis sigma, más demandante se vuelve, pues a niveles de 4.8 sigma, las compañías experimentan una barrera, es decir, sus procesos han llegado al límite de capacidad, pues las maquinas no fueron creadas para alcanzar niveles de Seis Sigma, de tal manera, que es necesario, un rediseño de procesos conocido como "Diseño para Seis Sigma. [Breyfogle 1999].
Sin embargo, el margen de ganancia que se experimenta entre un nivel de sigma de 3 y 4.8 es tan dramático, que hace a estas compañías mas rentables que sus competidores, que se puede hacer una selección de aquella planta, producto, operación o proceso necesita mejorarse hasta alcanzar niveles de 5 sigma o más altos.
De ahí que la organización no deba conformarse con tener niveles inferiores a 6 Sigma, pues esto se traduce en que sólo se alcanzaría 99% de Calidad en sus productos. [Schmidt & Finnegan 1992]
Pudiera pensarse que un 99% es suficiente, pero en esta actualidad tan competida, eso no seria suficiente ni satisfactorio, mucho menos aceptable, algunos ejemplos son:
• 20,000 recetas erróneas por año • Una hora de agua sucia cada mes
• No electricidad, agua, o calefacción por 8.6 horas durante un año • Dos despegues erróneos diarios
• Dos accidentes diarios en el Aeropuerto de Chicago • 500 Operaciones erróneas semanales
• 2000 cartas extraviadas por hora • 32,000 latidos menos por año
Es por eso que Seis Sigma tiene gran aceptación el la actualidad.[Quality Progress 2000]
2.3 LOS ORÍGENES DE SEIS SIGMA
La búsqueda por alcanzar Seis Sigma, tuvo sus orígenes en la Compañía Motorola USA. en el año de 1979, en donde un Ejecutivo de nombre Art Sundry tomó la palabra en una junta de directores y afirmó que "El verdadero problema en Motorola era que la calidad era
un asco" [Harry 2000].
Esta afirmación dio inicio a una nueva era en Motorola que dio pie al descubrimiento de la correlación crucial entre una alta calidad y disminución de costos en los productos manufacturados de todo tipo.
algunos casos hasta el 20%, en corregir la calidad pobre, esto trasladado a cifras representaba entre $800 y $900 millones cada año, dinero que con un proceso con altos niveles de calidad podría recuperarse. [Harry 2000].
En tanto que los Ejecutivos de Motorola empezaron a buscar maneras para eliminar el desperdicio, Bill Smith, un ingeniero del Sector de Comunicaciones en la compañía, estaba trabajando de una manera callada sobre la correlación entre la vida útil de un producto y que tan seguido ese producto había sido retrabajado durante el proceso de fabricación.
En 1985, Smith presentó esta investigación, en donde concluyó que si un producto era encontrado defectuoso y posteriormente corregido durante el proceso de fabricación del mismo, otros defectos se escaparían y serian descubiertos por el cliente final durante la vida inicial del producto. Sin embargo, cuando el producto era fabricado sin defectos, raramente fallaba en la vida inicial del mismo.[Motorola Annual Report 1995]
Si bien los hallazgos de Smith fueron inicialmente observados con escepticismo, la insatisfacción del cliente con productos que habían fallado justo después que los habían adquirido era muy latente; como resultado, el descubrimiento de Smith inició un fiero debate dentro de la organización. Realmente el esfuerzo por alcanzar la calidad dependía en detectar y corregir los defectos? o la calidad podría ser alcanzada, primeramente mediante la prevención de defectos en el proceso de manufactura y el diseño de producto?.
Datos subsecuentes mostrarían que un esfuerzo concerniente a detectar y arreglar los defectos únicamente llevaría a Motorola a alcanzar niveles de cuatro sigma, colocándola ligeramente superior que el estándar americano. Al mismo tiempo, la compañía se daba cuenta que competidores estaban fabricando productos que no requerían reparaciones y retrábalos durante su proceso de fabricación.[Motorola Annual Report 1995].
Otros en Motorola empezaron a darle una segunda mirada al trabajo de Smith. Si los defectos ocultos ocasionaban a un producto a fallar tiempo después de que el producto fue adquirido por el cliente, algo se necesitaba hacer para mejorar el proceso de fabricación, como resultado, Motorola empezó su búsqueda de mejora en la calidad, y de manera simultánea reducir tiempo de producción y costos, al enfocarse en cómo un producto era diseñado y fabricado.
Fue este eslabón entre una más alta calidad y más bajo costo que llevó al desarrollo de Seis Sigma, la cual en primera instancia, se enfocó en mejorar la calidad a través del uso de mediciones exactas para anticipar áreas problemáticas, no solo reaccionar ante ellas. En otras palabras, Seis Sigma permitiría al líder del negocio ser proactivo, en vez que reactivo en lo concerniente a la calidad.
se enfocaron en hacer mejoras en todas las operaciones del proceso, produciendo resultados de una manera más rápida y efectiva. [Harry 2000].
Un salto gigantesco en la tecnología de fabricación ocurrió en Motorola cuando aplico Seis Sigma para el desarrollo del Biper "Bandit". Dentro de 18 meses, y a un costo inferior de 10 millones de dólares, 23 ingenieros habían diseñado un biper que podía ser fabricado en su planta de Florida.
Los resultados fueron sorprendentes, pues el tiempo de fabricación fue de 72 minutos, tomando en cuenta el tiempo en que la orden era puesta en la computadora desde cualquier oficina de venta..
Los bipers podían ser ordenados con varias opciones, prácticamente hacerlos al gusto de cada cliente. [Motorola Anual Report 1995]
El diseño superior de este modelo de biper resultó con un promedio de vida del mismo de 150 años. Los bipers de Motorola eran tan confiables, que la operación de prueba fue virtualmente eliminada, pues era más económico remplazar a un biper, en el dado caso que fallara, que gastar tiempo y dinero probando un producto virtualmente sin defecto.
En tanto que Motorola vio la reducción en defectos y en tiempo de fabricación, de igual manera empezó a tener recompensas del concepto de Seis Sigma, en otras palabras, la compañía tuvo productos con más alta calidad y clientes más satisfechos, todo a un costo mas bajo.
Poco después, el Sénior Vice President Jack Germaine Señor, fue nombrado Director de Calidad, con la encomienda de difundir Seis Sigma en toda la organización.
Por lo que así se creó la Universidad Motorola, pues ese fue el medio por el cual Seis Sigma se expandió en Motorola hacia otras industrias, no solo a divisiones de fabricación de productos, sino incluso a servicios.
En breve, el entrenamiento en Seis Sigma era ya requerido por muchos empleados de la compañía. El lenguaje de la calidad se volvió el lenguaje común en Motorola, pues ya fuera en Francia, Arabia, o USA, todos entendían los pasos en los que giraba Seis Sigma.
Dicho entrenamiento y conceptos no se limitaba al área de producción, sino que cada persona ya fuera del piso o no, se esperaba que entendiera la metodología proceso y lo aplicara a su actividad en particular.
El resultado fue que la Cultura de la calidad se permeó a través de Motorola y llevó a un periodo sin precedente de crecimiento y ventas, los ahorros por concepto de la aplicación de Seis Sigma en varias épocas de la Compañía fueron alrededor de 2.2 Billones de dólares.[Motorola Anual Report 1995]
Posteriormente, esta iniciativa llegó a oídos de Lawrence Bossidy, quién en 1991 y luego de una exitosa carrera en General Electric, toma las riendas de Allied Signal para transformarla de una empresa con problemas en una máquina exitosa. Durante la implantación de Seis Sigma en los años 90 (con el empuje de Bossidy), Allied Signal
multiplicó sus ventas y sus ganancias de manera dramática. Este ejemplo fue seguido por Texas Instruments, Dow Chemical, Bombardier, Asea Brown Boveri, logrando el mismo éxito. Durante el verano de 1995 el CEO (Chief Executive Officer) de General Electric, Jack Welch, se entera del éxito de esta nueva estrategia de boca del mismo Lawrence Bossidy, dando lugar a la mayor transformación iniciada en esta enorme organización.[Harry 2000]
El empuje y respaldo de Jack Welch transformaron a GE en una "organización Seis Sigma", con resultados impactantes en todas sus divisiones. Por ejemplo,: GE Medical Systems recientemente introdujo al mercado un nuevo scanner para diagnóstico (con un valor de 1,25 millones de dolares), desarrollado enteramente bajo los principios de Seis Sigma y con un tiempo de sean de sólo 17 segundos (lo normal eran 180 segundos). En otra de las divisiones: GE Plastics, se mejoró dramáticamente uno de los procesos para incrementar la producción en casi 500 mil toneladas, logrando no sólo un beneficio mayor, sino obteniendo también el contrato para la fabricación de las cubiertas de la nueva computadora iMac de Apple. [Six Sigma Forum 2002].
2.4 SEIS SIGMA Y SU IMPLEMENTACION
En el mundo actual, existe una creciente presión en las organizaciones para cumplir de manera expedita, con calidad, tiempos de entrega y especificas, siempre a precios más bajos. Mejoras en procesos estratégicos son necesarias para aumentar los márgenes de ganancia, mientras se satisfacen las necesidades siempre cambiantes del cliente
Sin embargo, las organizaciones poseen una mentalidad de "apaga fuegos", volviéndose absortos ante las actividades del día a día. De manera frecuente, estos problemas obedecen a causas comunes, crónicos, más bien dicho, donde las organizaciones pierden de vista lo que verdaderamente necesita hacerse [Pande 2000].
Una implementación exitosa debe de ser vista como un como un proceso continuo de infundir la metodología Seis Sigma dentro de la cultura organizacional, de tal manera que los empleados usen Seis Sigma en sus actividades cotidianas.
El proceso de implementación de Seis Sigma, requiere de un trabajo continuo de manera que se compre la idea, antes que, incluso, los proyectos se empiecen.
Esquema de Implantación Seis Sigma
ENTRENAMIENTO A ALTOS EJECUTIVOS
ESTABLECER ENFOQUE AL CLIENTE
DEFINIR METAS DE ÍNDOLE ESTRATÉGICO
MITIGAR BARRERAS CULTURALES PARA TENER ÉXITO
DEFINIR MÉTRICAS
CREACIÓN DE INFRAESTRUCTURA PARA EL DESPLIEGUE
SELECCIÓN DE ELEMENTOS CLAVE
SELECCIÓN DE PROYECTOS
EJECUCIÓN DE PROYECTOS
PASO 1 Entrenamiento a altos Ejecutivos
El Proceso de implementar Seis Sigma empieza con el entrenamiento al nivel ejecutivo. No es suficiente para los ejecutivos apoyar Seis Sigma; ellos deben de encabezar la estrategia. Aquella gerencia que escribe memos acerca de la importancia de la calidad, pero sigue basándose en resultados en base a volumen, no tendrá éxito si el volumen es la única métrica, y por ende, recompensada de acuerdo a ella. Lo que es medido y recompensado va a regir el comportamiento de la organización
Es de hacer notar que la alta gerencia ha sido típicamente el elemento faltante de éxito en iniciativas que proponían el TQM. Los proyectos no eran típicamente seleccionados desde un punto de vista estratégico, y el uso efectivo de herramientas estadísticas no eran reconocidas, ocasionando que la cultura de la empresa no fuera impactada.
Las cartas de control de alto nivel pueden ser utilizadas para identificar las causas comunes de los problemas y ayudan a reenfocar la actividad de "apaga fuegos" a esfuerzos de mejora. Dichas cartas generan métricas que se conocen como "30 000 pies" las cuales pueden ser usadas para dar seguimiento a las áreas claves del negocio, dando una guía sobre las áreas del mismo en que se debe enfocar la selección de proyectos. Una vez que los proyectos son definidos, la herramienta o estrategia que mejor se ajuste a la situación dada, debe determinarse. (Lean manufacturing, Kaizen, DOE, Gage (R&R)
PASO 2 Establecer Enfoque al Cliente
Establecer un enfoque al cliente dentro de la organización, va de la mano con el liderazgo de la alta gerencia al hacer una implementación de la Estrategia Seis Sigma.
Cada queja por parte del cliente debe ser vista como una oportunidad de crecimiento y ampliación de la participación en el mercado.
La clave del éxito en este paso es facilitar al cliente ser escuchado. Capturar de manera precisa la "voz del cliente" es un proceso laborioso que muchas veces es pasado por alto. Frecuentemente, las organizaciones tienen la creencia que entienden lo que es importante para el cliente, sin embargo, es mucha su sorpresa cuando tienen que determinar esas necesidades, y se dan cuenta que no las conocen
Dependiendo del tamaño de la organización y sus valores clave, la palabra cliente puede tomar varias definiciones. Al recolectar retroalimentación con aspectos tales como: estrategias internas de negocio, necesidades del empleado, normas gubernamentales etc, la organización tendrá una mejor perspectiva sobre lo que el cliente desea.
Aprender a través de la retroalimentación del cliente sobre lo que funciona y lo que no, ayudará a establecer una visión de mejora continua en los procesos dentro de la organización.
PASO 3 Definir Metas de índole Estratégico.
Seis Sigma debe ser visto como un método para llegar a las metas estratégicas. El hacer las preguntas correctas significa definir las metas en la organización. Asimismo, se requiere comunicar a los empleados qué es estratégico y porqué.
También, Seis Sigma no debe reemplazar las iniciativas existentes en la organización, sino crear una infraestructura que ofrezca un enfoque táctico para determinar la mejor solución para un problema dado,
Es similar a un programa de auto ayuda. Lo que se invierta es lo que se obtendrá de él. Por lo que de utilizarse como estrategia de negocios, se vuelve un enfoque hacia el cumplir las metas estratégicas definidas por la alta gerencia, permitiendo la aplicación de recursos en áreas criticas
PASO 4 Mitigar Barreras Culturales Para Tener Éxito
Muchas compañías intentan mejorar productos con numerosos pequeños cambios dentro de sus procesos actuales, sin embargo, los cambios son frecuentemente no documentados y por ende no reportados, por lo que resultados substanciales son rara vez obtenidos con este método de "cambiar a medias" Cuando los empleados en este tipo de
cultura organizacional escuchan de nuevas iniciativas tales como Seis Sigma, ellos se preguntan: ¿Qué será diferente?
Ya sea como programa, o iniciativa, el riesgo de Seis Sigma es que se vuelva el "sabor del mes" no logrando que la gente se adapte a esta idea, ocasionando pérdida al no devengar el costo del entrenamiento.[Breyfogle 1999]
Con este enfoque, la gente puede terminar viendo a Seis Sigma como un programa similar a TQM y otros programas que inculcaban la calidad, los cuales tuvieron un éxito limitado dentro de la organización.
En el mundo de hoy, las empresas que son capaces de abrazar el cambio de una manera proactiva y enfocada, son líderes en su cambio. Las compañías que no solo dominan los aspectos técnicos de Seis Sigma, sino que superan el desafío cultural asociado con el cambio, usualmente suelen tener beneficios significativos.
PASO 5 Determinar Métricas
No existe una métrica que se aplique a cada proyecto Seis Sígma. Métricas efectivas son ínterfuncionales, proveyendo una visión holística del proceso y contribuyendo con conocimiento al equipo de mejora.
Muchos recursos pueden ser desperdiciados si las métricas Seis Sigma no son aplicadas de manera correcta y subsecuentemente, usadas para orquestar actividades de mejora tales como "previene fuegos"
Algunas de las Métricas mas Usadas vendrían a ser Número de Defectos por Millón, Nivel de Sigma, y Rolled Throughput Yield, entre otras, las cuales se explican más adelante.
PASO 6 Creación de Infraestructura de Apoyo para la Primera Ola
Para que la Implementacíón de Seis Sigma sea exitosa, debe existir un compromiso,
desde la Alta Gerencia y una Infraestructura que apoye dicho compromiso. Los Factores Clave en la Creación de una Infraestructura Seis Sigma en una organización se discutirán en detalle en el siguiente punto del Capitulo..
PASO 7 Selección de Elementos Clave
La implementación de Seis Sigma es más efectiva a través de una serie de elementos comúnmente llamados Black Belt quienes trabajan tiempo completo en la implementación
En cuestión de Conocimientos, los Black Belts están apoyados por otros llamados Master Black Belts, quienes son los expertos en la implementación de Seis Sigma en la Organización.
PASO 8 Entrenamiento
Aquellos elementos que fueron seleccionados para la implementación de Seis Sigma en la organización deben ingresar a un entrenamiento exhaustivo sobre la Estrategia Seis
Sigma, en donde aprendan las herramientas necesarias para que lleven a cabo proyectos exitosos de mejora, los detalles de dicho entrenamiento se discutirá más adelante
PASO 9 Selección de Proyectos
Los proyectos deben transferir la información del cliente al proceso. Los proyectos sólo serán exitosos si se enfocan a reducir el gap1 que existe entre el desempeño actual y el deseado, de manera que con dicho proyecto puedan atacarse, tanto objetivos Financieros, como aspectos críticos para el cliente.
PASO 10 Ejecución de Proyecto.
Este paso es propiamente la aplicación de la Estrategia Seis Sigma, la cual se explicará mas adelante en este Capítulo.
2.5 INFRAESTRUCTURA SEIS SIGMA
Seis Sigma puede ser un gran éxito o un gran fracaso dependiendo sobre cómo se ha implementado a través de la infraestructura de la empresa. Dicha infraestructura tiene el propósito de impulsar la calidad dentro de todas las actividades que se realicen en la organización.
Cada organización tiene una infraestructura única para el despliegue e implementación de Seis Sigma, sin embargo, hay factores comunes dentro de cada implementación exitosa. Dichos factores claves en orden descendiente de importancia son:
1. Se refiere a la brecha existente entre el estado actual y el óptimo deseado
• Liderazgo ejecutivo • Enfoque al cliente • Métricas
• Selección de Proyectos • Comunicaciones
• Recompensas y Reconocimientos • Estructura Organizacional
• Entrenamiento • Selección • Ambiente Sano • Tecnología
El liderazgo ejecutivo es el cimiento de cualquier implementación de Seis Sigma. La mayoría de las compañías que alcanzan resultados significativos con Seis Sigma tienen el compromiso y liderazgo de la Alta Gerencia.
Un programa de Seis Sigma o cualquier otra iniciativa dentro de una compañía, no sobrevivirían sin el apoyo y el compromiso del Liderazgo Ejecutivo de la Organización. No se trata de alguien que aprueba los gastos y asigna a terceras personas las tareas de
realizar el trabajo y mostrar sólo reportes. Sino de alguien que se ponga literalmente en mangas de camisa y trabaje codo a codo con la gente
¿Qué comportamiento se observaría en una organización donde la administración participa activamente?
Se habrían establecido metas claras para definir los objetivos de reducción de costos, los miembros de la organización habrían recibido de manera clara y precisa la descripción del programa, detallando el rol de cada persona.
Los ejecutivos habrían de participar en programas de entrenamiento diseñado para que tomen parte en la revisión y selección de proyectos
¿Qué otras actitudes deben de tener la Alta Gerencia en un programa de Seis Sigma? La alta gerencia debe estar presente al comienzo de cada nueva ola de entrenamiento ya sea de Green Belts, como de Black Belts. Es una oportunidad para energizar a los participantes, al comunicarles lo que se espera de ellos, además de hacerles ver cuan
importante es la participación de todos para el éxito del programa y por ende, del negocio. Es tiempo para responder a preguntas que dicho personal pueda hacer antes de que se aventuren en esta nueva ruta desconocida.
De la misma manera, la Alta Gerencia debe estar presente al término del programa para volver a agradecer a los nuevos Green Belts o Black Belts, su participación y logros tenidos.
En resumidas cuentas, la Alta Gerencia debe ser una parte visible del Programa Seis Sigma y su infraestructura.
2.5.2 Enfoque Al Cliente
Enfocarse a las necesidades de los clientes va de la mano con crear una infraestructura exitosa para Seis Sigma; los factores que son importantes para los clientes son la entrada (input) necesaria para el éxito de cualquier proceso de mejora; además; además, el evaluar la percepción de calidad por parte del cliente, ya es un cimiento para crear la infraestructura.[Breyfogle 1999]
El aprender a través de la retroalimentación que el cliente nos da, y conocer qué funciona y qué no, nos dará la pauta para establecer el proceso de mejora continua dentro de la organización
escuchadas, existiendo varios métodos para hacer esto, los cuales son: realizar encuestas a los clientes, hacer entrevistas personalizadas con clientes clave, establecer un sistema de quejas y desarrollar paneles para el cliente
Las encuestas de los clientes pueden ser un medio fácil y efectivo para agregar la voz del cliente al proceso de selección de proceso en la estrategia Seis Sigma. Y esto se logra a través de "El Despliegue de la Función de la Calidad" o QFD por sus siglas en ingles, no es mas que lo mismo que se ha mencionado anteriormente: traducir la voz del cliente a la voz del proceso.
Dicha herramienta se compone de un proceso iterativo en el cual un equipo interdepartamental completa una serie de "casas" siguiendo un lineamiento que se menciona de una manera breve a continuación:
Qué: Las expectativas del cliente junto con los Objetivos Estratégicos del Negocio
Como: Mediante una tormenta de ideas se relacionan los "como" a los "que" y se estudia qué requerimientos se pueden satisfacer
Matriz de Relación: Mediante una Escala de alto medio, y bajo se observa cómo los procesos de negocio afectan los requerimientos del cliente
Qué Tanto: El resultado obtenido es una lista de los "cornos" iniciales, los cuales van a ser transferidos como los "qué" en la siguiente casa.
El Proceso continúa hasta que los "cómo" son tan específicos, que pueden asignarse metas y mediciones de una manera particular.
QFD trae confianza a la organización, de tal manera que se genera una seguridad en que los recursos y proyectos asignados están enfocados hacia la satisfacción de tanto las necesidades criticas del negocio, como las del cliente
Hay varios aspectos que deben considerarse cuando se está desarrollando el QFD. Entre mas clara sea la información obtenida de las encuestas, menor tiempo llevará efectuar el QFD.
Combinar las necesidades del cliente con los objetivos estratégicos del negocio, las necesidades de los empleados, leyes de gobierno, y así obtener una lista homogénea de necesidades tanto internas como externas
Para llevarse a cabo, es necesario una cantidad considerable de tiempo y recursos
Llevar reuniones separadas en la lluvia de ideas para que los participantes no se sientan presionados
Algunas veces se llevan a cabo muchas repeticiones del proceso para alcanzar resultados significativos
Una vez creado, sirve como punto de referencia para proyectos potenciales, y una vez que se ha terminado dicho proyecto, se puede volver al mismo, de manera que no se realice el proceso de selección de proyecto nuevamente
Jack Welch ha sido citado en la revista Quality Progress, que solamente una estrategia de negocio no generará altos dividendos. Dependiendo del tamaño de la organización y sus valores clave, la palabra "cliente" puede tomar muchas definiciones. Cuando se recolecta la información hay que tener cuidado en mantener la visión del cliente, combinando esta retroalimentación con aspectos tales como estrategias de negocio o las necesidades de los empleados, para que las organizaciones pueden obtener un balance sobre las necesidades reales del cliente.
Una Manera bastante efectiva para recolectar y analizar las necesidades del cliente es que éstas sean transformadas en directrices y metas para la organización
2.5.3 Selección de Proyectos
La selección de proyectos Seis Sigma, es un aspecto importante dentro de la Estrategia Seis Sigma, pues se considera como el talón de Aquiles de la misma, ya que una mala selección vendría a ocasionar problemas, tales como la pérdida de interés por parte de la Alta Gerencia al no ver los resultados esperados, también un tiempo demasiado extenso para su solución, alcance demasiado amplio, etc [Snee 2001]
Quizás el aspecto primordial dentro de la selección de proyectos, es que éstos estén ligados a los objetivos estratégicos y planes operativos, de manera que se ataquen
problemas cítricos. Al hacer esto, se podrán ver mejoras en el "bottom line" de la organización
Un segundo aspecto es que dicho proyecto sea realizable en un horizonte de tiempo no mayor a seis meses, pues pasado este tiempo los recursos y el interés pueden decrecer, llegando a cuestionar la efectividad de Seis Sigma. De cumplirse ese plazo, seria conveniente hacer una división en subproyectos para que fueran realizables en un plazo menor, ya fuera de manera simultánea o secuencial
Se debe de tomar en cuenta también, que dicho proyecto tenga resultados significativos, es decir, se espera que la eficiencia aumente en el orden del 50%, traduciéndose, por supuesto, en ahorros monetarios, aunque eso está a criterio de cada organización
Para encontrar resultados significativos no se necesita hacer una investigación exhaustiva, bastará con enfocarse a ciertas áreas, tales como las fuentes de desperdicio, fábrica oculta, o enfoque al cliente, entre otros.
Cuando el proyecto está bien definido, es decir que el objetivo, la línea base (baseline),el, y el nivel óptimo probado (entitlement), y las métricas están claramente identificados, es más sencillo quitar posibles obstáculos y obtener el apoyo y los recursos necesarios por parte de la administración.
Un aspecto muy importante es que se conforme un equipo adecuado para el proyecto, no se pueden esperar buenos resultados si no hay apoyo de la administración o hay ausencia del Champion. Quizá también haya casos en donde el equipo sea muy extenso pudiendo haber dificultades para coincidir en juntas y alcanzar consenso.
[image:36.618.95.495.233.537.2]No se debe tomar a la ligera la cuestión de la Selección de Proyectos, ya que una mala selección puede ocasionar muchas frustraciones, mas bien debe dársele una dimensión de que es un factor clave para el éxito de Seis Sigma, ya que el propio DMAIC no puede solucionar por si mismo las omisiones o ambigüedades que la selección ocasione. La figura 2.2 Muestra una Ruta para una correcta selección de Proyectos en Seis Sigma:
Enfocarse en lo mas Inmediato
equiere Equi Análisis
Necesidades del Cliente
Determinar Métricas y
Objetivos Visualizar Proyecto Aplicar QFD
para obtener proyectos
Desarrollo de Proyectos Determinar
Baseline
Beneficios Planeacion del Proyecto Matriz de
Proyectos Reportes de Proyectos
Proyecto
viable? Comunicar
Éxito
[Breyfogle 1999]
2.5.4 Métricas
A continuación se describen las métricas y su relación con la implementación de Seis Sigma en la organización.
Éstas necesitan capturar la actividad correcta y ser diseñadas para la retroalimentación inmediata, métricos exitosos se enfocan en el proceso más que en el producto o individuo; si los empleados son forzados a agregar información adicional y no ver cómo dicha información es usada, la calidad de los datos obtenidos va a disminuir dramáticamente
Nivel de calidad Sigma: Una meta básica de Seis Sigma seria producir al menos una
calidad de nivel 99.99966% ya sea en partes o en el proceso, es decir, no mas de 3.4 partes defectuosas por millón.
El número Z es lo que en Seis Sigma denominamos "valor sigma", cuando únicamente tenemos un límite superior, como es el caso de la figura. Siguiente. Cuando existe un límite superior y otro inferior, calculamos un número sigma equivalente sumando las probabilidades de defecto de ambos extremos y con este valor buscamos el valor Z.
[Harry 2000]
Hay que distinguir entre probabilidad de defecto y valor sigma a corto y a largo.
El valor sigma a corto es igual al sigma a largo más "el cambio en la sigma o" sigma shift".
El valor "sigma shift", por convenio, que se toma a falta de otro dato: "sigma shift"=1.5 Por convenio cuando se habla de probabilidades de defecto se habla a largo plazo y cuando se habla de valor sigma se habla de corto plazo.
Cuando hablamos del corto plazo únicamente influyen fenómenos aleatorios. Cuando hablamos a largo plazo intervienen fenómenos aleatorios y perturbaciones (en telecomunicaciones se habla de ruido y señal).
En Seis Sigma lo que en primer lugar nos interesa eliminar es el ruido, la señal es mas controlable, pero no se debe de tocar sin antes lograr controlar el ruido.
índices de Capacidad de Proceso:
Otra métrica Seis Sigma es la que es usada para describir qué tan bien un proceso cumple con los requerimientos del cliente. Es la que traslada un nivel de calidad Seis Sigma a índices de capacidad de proceso Cp y Cpk de 2.0 y 1.5, respectivamente.
Cp: Este índice de Capacidad muestra la relación entre la variabilidad del proceso y las
especificaciones del mismo.
Cpk: Relaciona la distancia entre la media y el limite de especificación más cercano, tomando en cuenta las variaciones de la media (1.5 shift) [Harry 1999]
Rendimiento de la Operación: (TY): Es la Probabilidad de que todas las oportunidades de
defectos producidas en un paso dado, estén conformes de acuerdo a los estándares establecidos; es algo así como "Hacer las cosas bien" en un proceso dado.
Rendimiento de Proceso (RTY): Es la probabilidad de que un producto o servicio sea
capaz de atravesar todo el proceso sin defectos
Eficiencia Promedio: Puede ser interpretado como el Throughput Yield "promedio"
esperado en un punto dado del proceso.
En este sentido, la eficiencia promedio es la medida de punto de inicio, o Baseline. Es la métrica básica de donde las mediciones son computadas.
Defectos por Millón de Oportunidades (DPMO) Es el número total de defectos por unidad
dividido por el número total de oportunidades por unidad, multiplicado por 1,000,000. Cuando se contabilizan varios dpmo se puede calcular un DPMO global y este DPMO se puede convertir en valor sigma
Dicho valor puede trasladarse directamente a un valor sigma, (ver tabla en fase de Medición)
Si bien éstas son métricas comunes en las organizaciones, puede haber alguna otra de acuerdo con las necesidades especificas de cada organización, así por ejemplo, para determinar métricas especificas conviene aplicar ciertas reglas [Pande 2000]
La determinación de métricas La respuesta lo dará la experiencia y el conocimiento del proceso específico que estamos estudiando.
Algunas reglas generales para seleccionar las variables de medida que se deben de medir son:
/. Variables importantes para el negocio (características del producto, contenido de mano de obra y materiales, incluyendo chatarra y tiempo de ciclo).
//. Aquello que es rentable mejorar y aquellas variables que deseas modificar con los programas de mejora.
///. Aquellas variables que tienen que garantizar que los programas en marcha den resultados.
IV. Las necesarias para garantizar que las mejoras sean duraderas
2.5.5 Comunicaciones
Para evitar esta situación, los ejecutivos necesitan que todo los individuos se comprometan y hablen el lenguaje de Seis Sigma. Debe crearse una visión compartida
sobre cómo Seis Sigma encaja en las necesidades estratégicas de negocios. Una visión opiada tiene el poder de mover a la gente y alcanzar dichos valores.
Comunicar esta visión de una manera eficaz es parte del plan de la infraestructura de Seis Sigma, la cual, se debe apoyar en los siguientes cuatro aspectos:
Conciso: las palabras deben ser cuidadosamente seleccionadas para comunicar las metas específicas de la estrategia de negocios llamada Seis Sigma. Estas palabras deben convertirse en un lenguaje común en todas las actividades.
Consistente: La comunicación debe ser sincera y consistente es decir, debe repetir el mismo mensaje.
Completo: Los planes de comunicación deben alcanzar todos los niveles de la organización y de ser necesario, considerar el uso de diferentes medios. Una sesión de lluvia de ideas puede ayudar a determinar las técnicas más efectivas de comunicación para cada grupo de personas. No se debe subestimar el poder de la comunicación de persona a persona, especialmente con los miembros que trabajan en área de producción.
Creativo: Un método creativo es necesario para informar a los empleados nuestra visión de Seis Sigma. Los planes de comunicación deben ser cuidadosamente considerados y ejecutados con entusiasmo; de tener éxito estos planes, van a ser el más grande aliado en la estrategia. Por otro lado, los practicantes deben ser capaces de construir los reportes y hablar el lenguaje de los ejecutivos, esto es de una manera concisa y entendible.
Parte de lo que se debe comunicar en un Programa Seis Sigma a la Organización es: • Qué es Seis Sigma
• Porqué la Organización emprende este esfuerzo? • Cuáles son las Metas del Negocio?
• Cuál es el plan de Despliegue?
• De qué manera cada empleado participa en el programa? • Programas de Entrenamiento?
• Selección de Proyectos, grado de avance? • Beneficios que se han obtenido?
• Impacto al cliente?
2.5.6 Recompensas y Reconocimientos
Ya sea en la crianza de los hijos o en la administración de una empresa, la importancia de encontrar y recompensar el comportamiento que se desea, es critico para cualquier implementación y creación de infraestructura. Esto mismo se necesita en Seis Sigma [Pyzdeck2001]
Recompensa significa efectuar una compensación monetaria.
Desde el Punto de vista de Seis Sigma, es necesario que haya una combinación de ambas, siendo este trabajo responsabilidad del Comité de Seis Sigma administrar estos factores.
2.5.7 Estructura Organizacional
Una clara definición de la estructura organizacional, además de sus roles y responsabilidades, es vital para crear la infraestructura de Seis Sigma.
Mientras todos los miembros de la organización necesitan conocer y aplicar algunas herramientas propias de la metodología, existe una serie de elementos en la organización que van soportar el inicio, y el posterior despliegue de Seis Sigma en toda la organización
Altos Ejecutivos
Como grupo, los Altos Ejecutivos deben inspirar un sentido de pertenecía hacia Seis Sigma, además de encabezar esta estrategia
Este grupo establece las metas y objetivos de la organización, asimismo, determina el tiempo en que ésas metas deben de llevarse a cabo
Los Altos Ejecutivos establecen, el enfoque que Seis Sigma debe tomar, además de los pasos iniciales, que conduzcan a un éxito seguro
Champion
Esta es una posición de índole estratégica, pues requiere de la selección de un Alto Ejecutivo que sea un líder capaz de hacer las cosas de manera correcta, inmediatamente que son requeridas,
Su responsabilidad principal es la de administrar a nivel alta gerencia, la estrategia Seis Sigma, reportando los avances directamente al CEO del negocio
Asimismo, tiene la responsabilidad del desarrollo en la ejecución e implementación de Seis Sigma en las unidades de negocio a que pertenezcan.
Para lograr esto, debe realizar una efectiva selección del equipo de personas que van a ser formadas como Master Black Belts, Black Belts, y Oreen Belts. Posteriormente, marcará el rumbo a seguir para este equipo, mostrando a los demás miembros el porqué de la formación de equipos y qué objetivos estratégicos pueden ser afectados positivamente, mediante la ejecución exitosa de proyectos de mejora....
Otra actividad que desempeña un Champion dentro de Seis Sigma es la de aplicar el criterio de selección de proyectos, pues éstos deben estar alineados a los objetivos estratégicos del negocio. Después de que el Champion selecciona el proyecto, define el alcance del mismo, esto con el objetivo de que el equipo entienda en que áreas trabajar y sobretodo los limites del proyecto.
Una vez que el proyecto se esté llevando a cabo, el Champion tiene la responsabilidad de eliminar diversos obstáculos que puedan evitar a que el equipo le impida alcanzar el éxito. Como por ejemplo, el convencer de la importancia de esta iniciativa a elementos reacios a adoptarla. Además de proveer los recursos necesarios para dar soporte a este programa.
Master Black Belt.
Esta es una posición estratégica con enfoque altamente técnico, normalmente al nivel de unidad de negocio. Estas personas son responsables de tener una visión amplia de lo que Seis Sigma es. Tienen a su cargo la búsqueda y transferencia de herramientas, tecnologías, métodos y procedimientos y asegurar que todo este conocimiento sea trasladado a los programas, manuales de entrenamiento del programa Seis Sigma
Estos individuos, son el equivalente a un consultor de calidad de tiempo completo en la planta, pues cuentan con una sólida presencia en la organización, liderazgo probado además de tener las mayores habilidades técnicas, por consiguiente esta experiencia debe ser aplicada en la asistencia a los black belts, haciendo la función de mentor, de tal manera que el Master black belt no sólo resuelva las dudas, sino que provea un tutorial sobre el tema especifico. Esta asistencia a los equipos de mejora, provoca que se eleve la eficiencia de los mismos, pues las dudas son eliminadas y pueden establecerse mejores juicios.
Puede decirse que el 90% del tiempo del Master Black Belt lo pasará aplicando lo que se llaman "habilidades suaves", es decir: organizar el equipo de trabajo, estructurar y organizar proyectos y reuniones y recolectar información. Dichos Master Black Belts, ayudan a inculcar Seis Sigma en la organización y son responsables de creas cambios duraderos en la misma, llevando a todas las personas que tiene a su cargo, a pensar en términos de Seis Sigma
Black Belt
Este otro grupo de personas son los futuros líderes en la organización responsables de ejecutar el proyecto en si. Dichos Black Belts son desarrollados y colocados como expertos en Seis Sigma en cada unidad de negocio.
Su responsabilidad es estar 100% dedicados a esfuerzos en la calidad, además de tener la habilidad de desarrollar y encabezar los equipos de mejora; es decir, trabajar con Creen Belts, dueños de proceso, u otros elementos.
Así como los Champions dicen "lo que debe hacerse", los Black Belts trabajan el tiempo completo para buscar el "como hacerlo" pues es en ellos en quienes el peso de la estrategia Seis Sigma recae
Los Black Belts poseen, tanto el conocimiento como las habilidades necesarias para implementar, sostener y encabezar los proyectos dentro de la unidad de negocio de la organización. Tienen como funciones el de caracterizar y optimizar procesos clave identificando y ejecutando proyectos que van a reducir defectos en procesos, tanto de manufactura como comerciales y en servicios.
Dichos Black Belts, ayudan a reducir material, tiempo de ciclo inventario, gente, etc, siendo validadas estas acciones por el departamento de finanzas.
Mediante la aplicación de la estrategia Seis Sigma, es decir el llamado DMAIC, el cual se explicará mas adelante, dichos Black Belts pueden resolver los problemas identificando y enfocándose en las causas raíces de los procesos..
De llegarse a los resultados esperados, con los proyectos que un Black Belt realiza, los ahorros potenciales por cada proyecto oscilarían entre los $150 000 y $175 000, si bien estas cifras pueden variar en cada organización, pues los ahorros están directamente relacionados con la experiencia que el black Belt tenga en el programa Seis Sigma, por lo que un Black Belt con amplia experiencia puede reportar ahorros de hasta $1000 000 de dólares.[Harry 2000]
El ser Black Belt es una experiencia que cambia la perspectiva de las cosas, así pues, debido al desarrollo del pensamiento critico, y a la adquisición de herramientas, la manera de ver cómo se resolverán los problemas o cómo se evaluarán situaciones y la
comunicación de posibles soluciones, es diferente a cómo lo hacían antes del entrenamiento en Seis Sigma, por lo que ser Black Belt se vuelve un estilo de vida [Breyfogle 1999]
Green Belt
Los Green Belts son individuos en la organización quienes ejecutan Seis Sigma como parte de su trabajo diario; su responsabilidad en proyectos Seis Sigma es menor y su enfoque es hacia proyectos que impacten su trabajo diario, es decir sus actividades tienen que ver con ayudar al despliegue exitoso de Seis Sigma en la organización, y realizar proyectos como se ha mencionado anteriormente.
La diferencia entre los Green Belts, y los Black Belts, radica, principalmente, en dos aspectos: el primero es referente al entrenamiento, pues los Green Belts reciben una versión más simplificada de las herramientas que conforman Seis Sigma, y segundo, dedican sólo una parte de su tiempo a Seis Sigma, pues combinan sus actividades diarias con la realización del proyecto, o bien, asistiendo al Black Belt en la toma de datos, o en el diseño de experimentos, elevando, de manera sustancial, la eficiencia del Black Belt.
En la actualidad, las compañías no están considerando la promoción de individuos sin antes haber tomado entrenamiento en Green Belt
Si bien la estructura organizacional se centra en la asignación de roles tales como Champions, Master Black Belt, Black Belt, y Green Belt, hay que considerar que existen otros elementos que son importantes ya sea para la implementación de Seis Sigma, o en el mismo proceso. Tales elementos son:
Dueños de Proceso
Dichas personas, las cuales típicamente son los jefes de línea o de área, están en una posición de asegurar que las mejoras en los procesos sean aplicadas y sostenidas en el
tiempo. De igual manera trabaja junto a otros dueños de proceso en casos donde los proyectos requieran de la cooperación interdepartamental.
Brown Belt
Black Beit, sin embargo, no ejercen como Creen Beit, o Black Beit, ni mucho menos hacen proyectos, si bien son elementos que pueden brindar todo el apoyo que esté a su alcance
White Beit
En esta categoría se pueden considerar los trabajadores de área, a los cuales se les entrena en los conceptos básicos de Seis Sigma. Esto da un entendimiento más fuerte del proceso, por lo que pueden asistir a los Creen Belts en sus proyectos; en este sentido, los llamados White Belts son los nuevos elementos en la infraestructura de Seis Sigma
Por la importancia en la estructura organizacional, este trabajo de Tesis, se enfocará a los 4 primeros elementos que la conforman, es decir Champios, Master Black Beit, Black Beit, y Creen Blelt.
digitales donde el documento original en papel no contenía esta página por algún error de edición del documento.
Al momento los creadores de este documento no han localizado esta página.
Preguntas frecuentes:
¿Qué puedo hacer?
Ten por seguro que hemos informado al creador original del documento y estamos intentando reemplazar esta página.
¿Quién convierte estos documentos a formato digital?
Esta tarea se realiza por un grupo de personas que laboran en el proyecto de Biblioteca Digital. Nos esforzamos por convertir documentos originales a una versión digital fidedigna y comunicar a los creadores del documento original de estos problemas para solucionarlos. Puedes contactarnos visitando nuestra página principal en:
2.5.8 Entrenamiento
Hay que asegurarse de que el Programa de entrenamiento sea minucioso. Por otro lado, no es entrenamiento el tener a 80 personas en una sala de capacitación y que la mayoría de la gente de las filas posteriores y las esquinas estén mentalmente fuera del salón de clase. Eso es un terrible desperdicio de tiempo y dinero. La gente no son maquinas
Para estos casos, la estrategia de entrenamiento fue desarrollada con una fórmula matemática, pues el CEO decidió el número total de personal a capacitar en el año.
El equipo de Capacitación calcula el número de entrenadores y las semanas disponibles dando así al numero exagerado de participantes con resultados poco favorables.
Esas son estrategias de la década pasada, ahora hay que ir paso a paso.
Sea quien sea el instructor, el material dado, y el programa de entrenamiento seleccionado, hay que estar seguros de que el personal vaya conectado, esto se puede lograr dando una serie de preguntas rápidas al inicio de cada sesión sobre lo que se vio en la sesiones anteriores. Igualmente las revisiones de proyectos revelan el nivel real de en este caso el personal asistente de darle un sentido práctico a lo aprendido en clase.
Si se observa que la habilidad para aplicar lo aprendido no se refleja en las revisiones de los proyectos, se deben hacer ajustes tanto en profundidad como en la cadencia del programa de entrenamiento.
Por lo anterior, seria lógico pensar en hacer un esquema de entrenamiento que vaya acorde con las características y necesidades de Champions, Master Black Belt, Black Belt y Creen Belt.