México a
IN S T IT U T O T E C N O LO G I C O Y DE E S T U D IO S S U P E R IO R E S DE M O N T E R R E Y
P R E S E N T E
.-Por medio de la presente hago constar que soy autor y titular de la obra denominada
, en los sucesivo LA OBRA, en virtud de lo cual autorizo a el Instituto Tecnológico y de Estudios Superiores de Monterrey (EL INSTITUTO) para que efectúe la divulgación, publicación, comunicación pública, distribución, distribución pública y reproducción, así como la digitalización de la misma, con fines académicos o propios al objeto de EL INSTITUTO, dentro del círculo de la comunidad del Tecnológico de Monterrey.
El Instituto se compromete a respetar en todo momento mi autoría y a otorgarme el crédito correspondiente en todas las actividades mencionadas anteriormente de la obra.
De la misma manera, manifiesto que el contenido académico, literario, la edición y en general cualquier parte de LA OBRA son de mi entera responsabilidad, por lo que deslindo a EL INSTITUTO por cualquier violación a los derechos de autor y/o propiedad intelectual y/o cualquier responsabilidad relacionada con la OBRA que cometa el suscrito frente a terceros.
PGI-13.5-F-3 F o r m a t o I n f o r m a c i ó n y Carta Permiso. Tesis, Tesinas, Disertaciones Doctorales. Versión 5
Modelación de Enfriamiento de Cinta de Acero-Edición Única
Title Modelación de Enfriamiento de Cinta de Acero-Edición Única
Authors Héctor Portillo Sánchez
Affiliation Tecnológico de Monterrey, Campus Monterrey Issue Date 2009-12-01
Item type Tesis
Rights Open Access
Downloaded 18-Jan-2017 21:24:41
INSTITUTO TECNOLÓGICO Y DE ESTUDIOS
SUPERIORES DE MONTERREY
CAMPUS MONTERREY
DIVISIÓN DE INGENIERÍA Y ARQUITECTURA
PROGRAMA DE GRADUADOS EN INGENIERÍA
MODELACIÓN DE ENFRIAMIENTO DE CINTA DE ACERO
TESIS
PRESENTADA COMO REQUISITO PARCIAL PARA
OBTENER EL GRADO ACADÉMICO DE
MAESTRO EN CIENCIAS CON
ESPECIALIDAD EN INGENIERÍA ENERGÉTICA
HECTOR PORTILLO SÁNCHEZ
ii
INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY CAMPUS MONTERREY
DIVISIÓN DE INGENIERÍA Y ARQUITECTURA PROGRAMA DE GRADUADOS EN INGENIERÍA
Los miembros del comité de tesis recomendamos que el presente proyecto de tesis presentado por el Ing. Héctor Portillo Sánchez sea aceptado como requisito parcial para obtener el grado académico de:
Maestro en Ciencias con especialidad en Ingeniería Energética.
Comité de tesis:
Dr. Alejandro Javier García Cuéllar
Asesor
Dr. Carlos Iván Rivera Solorio Dr. Luis Leduc Lezama
Sinodal Sinodal
Aprobado:
Dr. Osvaldo Miguel Micheloud
Coordinador de la Maestría en Ingeniería Energética
iii Dedicó este trabajo a mi hermano Jorge Arturo, estando separados solamente por la presencia, nunca he olvidado lo que significas para mi, soy feliz porque sé que
iv
AGRADECIMIENTOS
Quiero agradecer a mi asesor, Dr. Alejandro García por la oportunidad de formar parte del programa de Maestría, por su apoyo y seguimiento en este trabajo.
Al Dr. Carlos Ivan Rivera por su tiempo dedicado a la revisión de este trabajo y las recomendaciones que me han extendido para mejorar el mismo, así como el conocimiento que adquirí en sus clases y fuera de ellas.
Al Dr. Luis Leduc por el apoyo y la enseñanza que me inspira a no dejar el conocimiento y el sentido práctico de la vida, lejos de la humildad.
Quiero agradecer a los maestros que me permitieron impartir laboratorios a sus grupos, que ha sido una experiencia enriquecedora de este periodo académico.
A mi novia y mis amigos que estuvieron conmigo en todo el proceso de aprendizaje, en especial, Héctor Ortiz a quien debo un gran apoyo para la elaboración de este documento.
A mi Familia, por todo el apoyo y el cariño que me brinda, aunque a veces no sea tan sabio como verlo, pero que quiero hacerlos sentir orgullosos de que he aprendido lo que me han mostrado de la vida.
v
ÍNDICE
Agradecimientos ... iv
1. Introducción ... 1
1.1 Antecedentes ... 1
1.2 Objetivo ... 3
1.3 Método ... 3
1.4 Organización de la tesis ... 3
2. Revisión de la literatura ... 5
2.1 Fenómeno de ebullición ... 5
2.2 La Curva de Ebullición ... 5
2.3 Tipos de ebullición de piscina ... 6
2.3.1 Ebullición de convección libre ... 6
2.3.2 Ebullición por nucleación ... 7
2.3.3 Ebullición de película ... 12
2.3.4 Concepto de capa límite ... 15
2.3.5 Ebullición de película forzada ... 17
3. Modelación de ebullición de película forzada de agua saturada ... 28
3.1 Consideraciones ... 28
3.2 Ecuaciones Gobernantes ... 30
3.3 Condiciones frontera ... 31
3.4 Solución por el método integral para capa limite ... 34
4. Modelo experimental de la mesa de enfriamiento ... 42
4.1 Modelación experimental ... 42
4.2 Medición de flujo de agua ... 44
4.3 Mediciones de temperatura ... 48
4.4 Desarrollo de modelo predictivo para cabezales finos ... 52
4.5 Modelo predictivo de temperatura de enrollado ... 55
5. Resultados ... 61
5.1 Resultados modelo analítico de ebullición forzada ... 61
vi
6. Discusión de los resultados ... 95
6.1 Resultados de modelo de ebullición forzada ... 95
6.2 Resultados del modelo experimental ... 96
6.3 Resultados del modelo predictivo de la mesa de enfriamiento ... 98
7. Conclusiones y recomendaciones para trabajos futuros ... 100
7.1 Conclusiones ... 100
7.2 Recomendaciones para trabajos futuros ... 101
BIBLIOGRAFÍA ... 103
Anexo A ... 106
Anexo B ... 110
Anexo C ... 112
Anexo D ... 117
ÍNDICE DE ILUSTRACIONES Figura 1.1 : Esquema típico de una mesa de enfriamiento. Hernández (1999) ... 2
Figura 2.1: Curva de ebullición (Hernández, 1999) ... 6
Figura 2.2: Resultados de la correlacion experimental (Yang et al. ,2003) ... 10
Figura 2.3: Correlaciones comparadas en el trabajo (Son et al. ,2007) ... 11
Figura 2.4: Matriz de experimentos (Filipovic, 1992) ... 18
Figura 2.6: Variación de la velocidad de interfase contra β (Filipovic, 1992) ... 19
Figura 2.5: Nusselt local para Rex = 5 x 105 y Vp >U∞ (Filipovic, 1992) ... 19
Figura 2.7: Efecto del subenfriamiento en Hx para U∞ = 3 m/s (Filipovic, 1992) ... 20
Figura 2.8: Espesores de capa limite de vapor (Hernández ,1999) ... 24
Figura 2.9: Coeficientes de transferencia de calor (Hernández ,1999) ... 24
Figura 3.1: Esquema del problema a resolver ... 28
Figura 4.1: Esquema del modelo experimental ... 42
Figura 4.2: Recipiente utilizado para la medición de flujos ... 45
Figura 4.3: Geometría del bebedero ... 45
Figura 4.4 a y b. Regiones del modelo predictivo ... 55
Figura 4.5: Esquema de válvulas y cabezales de la mesa de enfriamiento ... 56
vi
6. Discusión de los resultados ... 95
6.1 Resultados de modelo de ebullición forzada ... 95
6.2 Resultados del modelo experimental ... 96
6.3 Resultados del modelo predictivo de la mesa de enfriamiento ... 98
7. Conclusiones y recomendaciones para trabajos futuros ... 100
7.1 Conclusiones ... 100
7.2 Recomendaciones para trabajos futuros ... 101
BIBLIOGRAFÍA ... 103
Anexo A ... 106
Anexo B ... 110
Anexo C ... 112
Anexo D ... 117
ÍNDICE DE ILUSTRACIONES Figura 1.1 : Esquema típico de una mesa de enfriamiento. Hernández (1999) ... 2
Figura 2.1: Curva de ebullición (Hernández, 1999) ... 6
Figura 2.2: Resultados de la correlacion experimental (Yang et al. ,2003) ... 10
Figura 2.3: Correlaciones comparadas en el trabajo (Son et al. ,2007) ... 11
Figura 2.4: Matriz de experimentos (Filipovic, 1992) ... 18
Figura 2.6: Variación de la velocidad de interfase contra β (Filipovic, 1992) ... 19
Figura 2.5: Nusselt local para Rex = 5 x 105 y Vp >U∞ (Filipovic, 1992) ... 19
Figura 2.7: Efecto del subenfriamiento en Hx para U∞ = 3 m/s (Filipovic, 1992) ... 20
Figura 2.8: Espesores de capa limite de vapor (Hernández ,1999) ... 24
Figura 2.9: Coeficientes de transferencia de calor (Hernández ,1999) ... 24
Figura 3.1: Esquema del problema a resolver ... 28
Figura 4.1: Esquema del modelo experimental ... 42
Figura 4.2: Recipiente utilizado para la medición de flujos ... 45
Figura 4.3: Geometría del bebedero ... 45
Figura 4.4 a y b. Regiones del modelo predictivo ... 55
Figura 4.5: Esquema de válvulas y cabezales de la mesa de enfriamiento ... 56
vii
Figura 5.2: Espesores de capa límite para Vp = 10 m/s ... 62
Figura 5.3: Espesores de capa límite para U = 3 m/s ... 63
Figura 5.4: Espesores de capa límite para U = 5 m/s ... 64
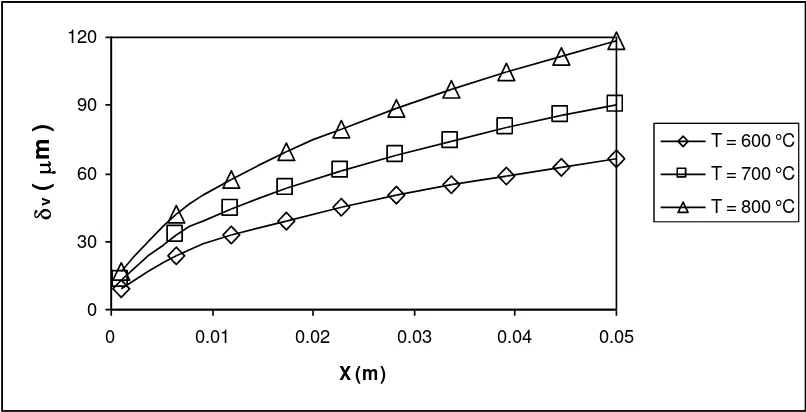
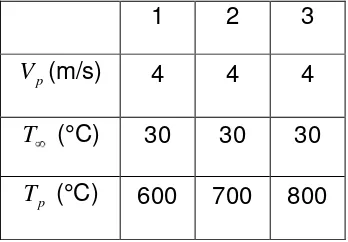
Figura 5.5: Espesores de capa límite para Tp = 600, 700 y 800 °C a Vp = 4 m/s ... 65
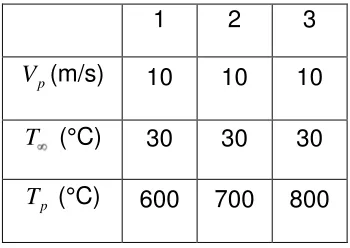
Figura 5.6: Espesores de capa límite para Tp= 600, 700 y 800 °C a Vp = 10 m/s . 66 Figura 5.7: Coeficientes locales Hx para T∞ = 30°C... 67
Figura 5.8: Coeficientes locales Hx para T∞ = 50°C... 68
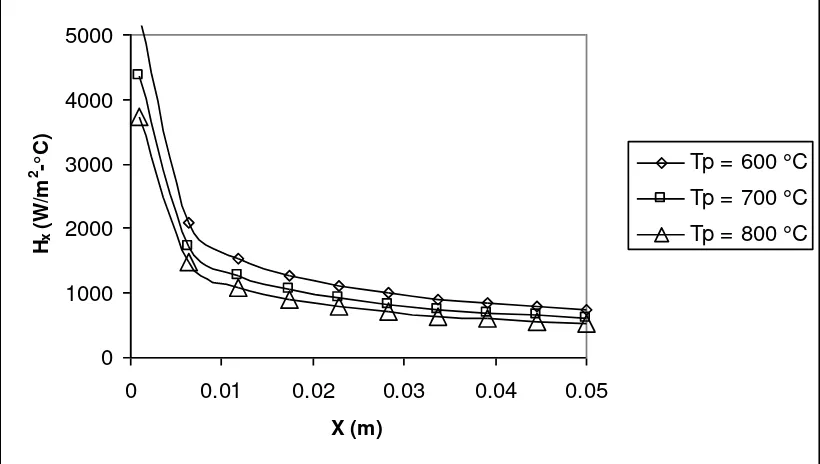
Figura 5.9: Coeficientes locales Hx variando Tp con Vp = 4 m/s yT∞ = 30°C ... 69
Figura 5.10: Coeficientes locales Hx variando Tp con Vp = 10 m/s yT∞ = 30°C ... 70
Figura 5.11: Variación de Ui a diferentes condiciones de Vp y Tp ... 71
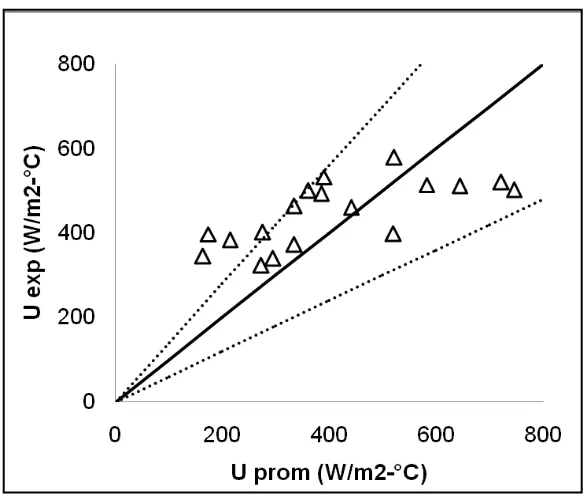
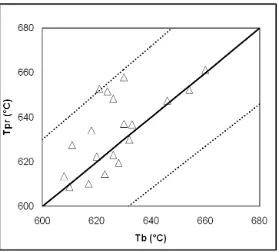
Figura 5.12: Comparación de coeficientes de transferencia de calor Uexp y Uprom . 74 Figura 5.13: Comparación entre temperatura del punto “b” y predicha ... 75
Figura 5.14: Coeficientes Uexp y Uprom para una velocidad de cinta Vp= 4 m/s ... 77
Figura 5.15: Coeficientes Uexp y Uprom para una velocidad de cinta Vp= 5 m/s ... 78
Figura 5.16: Coeficientes Uexp y Uprom para una velocidad de cinta Vp= 7 m/s ... 78
Figura 5.17: Predicciones de temperatura de enrollado para s = 2.15 mm... 81
Figura 5.18: Predicciones de temperatura de enrollado para s = 3.09 mm... 81
Figura 5.19: Predicciones de temperatura de enrollado para s = 2.03 mm... 82
Figura 5.20: Predicciones de baja temperatura de enrollado para s = 3.05 mm .... 84
Figura 5.21: Predicciones de baja temperatura de enrollado para s = 2.03 mm .... 84
Figura 5.22: Diferencia de temperaturas para todos los productos analizados ... 85
Figura 5.23: Resultados de flujo de agua para s = 2.15 mm ... 88
Figura 5.24: Resultados de flujo de agua para s = 3.09 mm ... 89
Figura 5.25: Resultados de flujo de agua para s = 2.03 mm ... 89
Figura 5.26: Resultados de flujo de agua para s = 3.05 mm ... 90
Figura 5.27: Resultados de flujo de agua para s = 2.03 mm ... 90
Figura 5.28: Resultados de velocidad de la cinta para s = 2.15 mm ... 91
Figura 5.29: Resultados de velocidad de la cinta para s = 3.09 mm ... 92
Figura 5.30: Resultados de velocidad de la cinta para s = 2.03 mm ... 92
viii
Figura 5.32: Resultados de velocidad de la cinta para s = 2.03 mm ... 93
ÍNDICE DE TABLAS Tabla 2.1: Nomenclatura utilizada por Klimenko (1980) ... 15
Tabla 2.2: Composición química de los aceros (Liu ,2001) ... 26
Tabla 3.1 Nomenclatura utilizada en el modelo analítico ... 30
Tabla 4.1: Mediciones de tiempo de llenado del recipiente de 500 lt. ... 46
Tabla 4.2: Cálculos para obtener velocidad promedio del flujo ... 47
Tabla 4.3: Mediciones realizadas el 12 de Junio en la planta ... 49
Tabla 4.4: Mediciones realizadas el 27 de Agosto ... 50
Tabla 4.5: Comparación de mediciones de temperatura del 12 de Junio ... 51
Tabla 4.6: Nomenclatura utilizada en el modelo predictivo ... 58
Tabla 5.1: Condiciones de espesores de capa límite para Vp ... 61
Tabla 5.2: Condiciones de espesores de capa límite paraU ... 63
Tabla 5.3: Condiciones de espesor de capa límite variando Tp para Vp = 4 m/s.... 64
Tabla 5.4: Condiciones de espesor de capa límite variando Tp para Vp = 10 m/s.. 65
Tabla 5.5: Condiciones de Hx a diferentes velocidades para T∞ = 30°C ... 66
Tabla 5.6: Condiciones de Hxa diferentes velocidades para T∞ = 50°C ... 67
Tabla 5.7: Condiciones evaluación de Hxvariando Vpy Tp para T∞ = 30°C ... 68
Tabla 5.8: Condiciones evaluación de Hxvariando Vpy Tp para T∞ = 30°C ... 69
Tabla 5.9: Condiciones de velocidad y temperatura de placa para Ui ... 71
Tabla 5.10: Resultados de producción del 27 de agosto ... 72
Tabla 5.11: Resultados de producción del 12 de Junio ... 73
Tabla 5.12: Datos aproximados a velocidad de cinta de 4 m/s ... 76
Tabla 5.13: Datos aproximados a velocidad de cinta de 5 m/s ... 76
Tabla 5.14: Datos aproximados a velocidad de cinta de 7 m/s ... 77
Tabla 5.15: Rollos de alta temperatura de enrollado de espesor 2.15 mm ... 79
Tabla 5.16: Rollo de alta temperatura de enrollado de espesor 3.09 mm ... 80
Tabla 5.17: Rollos de alta temperatura de enrollado de espesor 2.03 mm. ... 80
viii
Figura 5.32: Resultados de velocidad de la cinta para s = 2.03 mm ... 93
ÍNDICE DE TABLAS Tabla 2.1: Nomenclatura utilizada por Klimenko (1980) ... 15
Tabla 2.2: Composición química de los aceros (Liu ,2001) ... 26
Tabla 3.1 Nomenclatura utilizada en el modelo analítico ... 30
Tabla 4.1: Mediciones de tiempo de llenado del recipiente de 500 lt. ... 46
Tabla 4.2: Cálculos para obtener velocidad promedio del flujo ... 47
Tabla 4.3: Mediciones realizadas el 12 de Junio en la planta ... 49
Tabla 4.4: Mediciones realizadas el 27 de Agosto ... 50
Tabla 4.5: Comparación de mediciones de temperatura del 12 de Junio ... 51
Tabla 4.6: Nomenclatura utilizada en el modelo predictivo ... 58
Tabla 5.1: Condiciones de espesores de capa límite para Vp ... 61
Tabla 5.2: Condiciones de espesores de capa límite paraU ... 63
Tabla 5.3: Condiciones de espesor de capa límite variando Tp para Vp = 4 m/s.... 64
Tabla 5.4: Condiciones de espesor de capa límite variando Tp para Vp = 10 m/s.. 65
Tabla 5.5: Condiciones de Hx a diferentes velocidades para T∞ = 30°C ... 66
Tabla 5.6: Condiciones de Hxa diferentes velocidades para T∞ = 50°C ... 67
Tabla 5.7: Condiciones evaluación de Hxvariando Vpy Tp para T∞ = 30°C ... 68
Tabla 5.8: Condiciones evaluación de Hxvariando Vpy Tp para T∞ = 30°C ... 69
Tabla 5.9: Condiciones de velocidad y temperatura de placa para Ui ... 71
Tabla 5.10: Resultados de producción del 27 de agosto ... 72
Tabla 5.11: Resultados de producción del 12 de Junio ... 73
Tabla 5.12: Datos aproximados a velocidad de cinta de 4 m/s ... 76
Tabla 5.13: Datos aproximados a velocidad de cinta de 5 m/s ... 76
Tabla 5.14: Datos aproximados a velocidad de cinta de 7 m/s ... 77
Tabla 5.15: Rollos de alta temperatura de enrollado de espesor 2.15 mm ... 79
Tabla 5.16: Rollo de alta temperatura de enrollado de espesor 3.09 mm ... 80
Tabla 5.17: Rollos de alta temperatura de enrollado de espesor 2.03 mm. ... 80
ix
Tabla 5.19: Rollos de baja temperatura de enrollado de espesor 2.03 mm ... 83
Tabla 5.20: Rollos de alta temperatura de enrollado de espesor 2.15 mm ... 86
Tabla 5.21: Rollo de alta temperatura de enrollado de espesor 3.09 mm ... 86
Tabla 5.22: Rollos de alta temperatura de enrollado de espesor 2.03 mm ... 87
Tabla 5.23: Rollo de baja temperatura de enrollado de espesor 3.05 mm ... 87
1
1. INTRODUCCIÓN
La investigación en transferencia de calor tiene una gran importancia en sus diversas aplicaciones en la industria del acero, por el uso de grandes cantidades de energía en la producción de acero. Actualmente se producen alrededor de 1000 toneladas métricas de acero en el mundo cada año de acuerdo con Estrada (2009), y alrededor de un 30 % de esa producción es de productos planos. Estos productos laminados tienen una amplia variedad de aplicaciones, tales como la industria construcción, aplicaciones automotrices y domesticas, etc. El enfriamiento controlado de la cinta de acero es necesario para la producción de los aceros laminados en un molino.
El enfriamiento en una mesa de enfriamiento para un molino de laminación en caliente se logra suministrando agua en las superficies superior e inferior de la lámina, haciendo uso de diferentes tipos de espreas para suministrar el agua. Estos tipos de enfriamiento se les conoce en la industria como enfriamiento laminar, pero en realidad no siempre operan en el régimen de flujo laminar.
1.1 Antecedentes
2
enfriamiento, existen bancos de cabezales que suministran agua a la lamina con el fin de enfriarla, los tipos de cabezales superiores comúnmente son de espreas circulares o de barra, que no es más que una configuración de tubos o una cortina rectangular, donde el agua que emplean los cabezales superiores, es suministrada por un tanque elevado ,por la diferencia de alturas entre el tanque y la mesa de enfriamiento, al momento de activar las válvulas, En la parte inferior se encuentran cabezales tipo spray que rocían a la lamina por medio de agua a una presión de aproximadamente 15 bar. La mesa también cuenta con cuenta con unas espreas laterales que se les llama “barredoras”, cuya única función es desplazar el agua de la lámina para remover la mayor cantidad de la misma, con el fin de poder registrar correctamente la temperatura de la cinta por medio de pirómetros ubicados a la salida del último castillo y antes de entrar al enrollador. El modelo de control correctivo de una mesa de enfriamiento emplea, entre otros datos, esos parámetros para poder actuar sobre el flujo de los cabezales.
3
1.2 Objetivo
EL objetivo de esta investigación consiste en analizar el fenómeno de la transferencia de calor ocurrido a largo de una mesa de enfriamiento, por medio de un modelo analítico que pueda predecir la temperatura de enrollado. De modo que se obtenga la mayoría de las variables que controlan el fenómeno de enfriamiento, buscando la posible implementación del modelo en diferentes molinos de laminación únicamente utilizando las condiciones de operación de los mismos.
1.3 Método
Se realizará una revisión de la literatura para reportar lo que se ha publicado sobre el tema y para decidir cuál es el modelo mas conveniente a utilizar. Una vez que se haya determinado el modelo. Se pretende lograr un modelo analítico para la representación del fenómeno de ebullición de película forzada. Posteriormente se revisará la literatura para hacer uso de correlaciones para los distintos fenómenos de transferencia de calor que se consideraran en la generación de un modelo predicativo para la temperatura de enrollado haciendo uso del paquete computacional EES. Por la dificultad del fenómeno que se estudia, se realizaran varias suposiciones para poder simplificar el problema, que son presentadas en los capítulos posteriores.
1.4 Organización de la tesis
4
En el Capítulo 1 se presentan los antecedentes, el objetivo y el método de solución del trabajo.
En el Capítulo 2 se presenta la revisión a la literatura relacionada con el presente trabajo, así como conceptos fundamentales sobre la transferencia de calor y dinámica de fluidos.
En el Capítulo 3 se presenta la especificación del modelación del fenómeno de ebullición forzada, mediante su descripción, formulación de las ecuaciones utilizadas y las consideraciones tomadas para la solución. En el Capítulo 4 se presenta el modelo experimental utilizado para obtener
un modelo predictivo, que se muestra en este mismo Capítulo.
En el Capítulo 5 se presentan los resultados obtenidos para los modelos experimentales, analíticos y predictivos desarrollados con las condiciones de evaluación respectivas.
En el Capítulo 6 se discute los resultados obtenidos y las condiciones de evaluación, así como la comparación de los resultados con otros autores sobre el mismo tema.
5
2. REVISIÓN DE LA LITERATURA
A continuación se presenta un compendio de las investigaciones encontradas acerca del fenómeno de la ebullición. Se encontraron modelos analíticos, matemáticos, pruebas experimentales realizadas en laboratorios y en plantas productoras de aceros planos. Se presentan los distintos regimenes de ebullición con los trabajos realizados relacionados con el tipo de régimen de ebullición.
Se incluyen los resultados de algunos autores, de modo que, se pueda comparar con lo realizado en el presente trabajo.
2.1 Fenómeno de ebullición
El fenómeno de ebullición de piscina (pool boiling) ha sido extensamente, aunque
a una existe una marca diferencia en la temperatura del líquido cercana a la superficie sólida, la temperatura en todo el líquido se mantiene ligeramente arriba del estado de saturación.
2.2 La Curva de Ebullición
6
2.3 Tipos de ebullición de piscina
Con el fin de comprender los distintos mecanismos físicos de ebullición, se presentan los regímenes de la ebullición de piscina. La curva específica para agua a una presión de 1 atm, los regímenes son identificados en la figura 1.
Figura 2.1: Curva de ebullición (Hernández, 1999)
2.3.1 Ebullición de convección libre
7
2.3.2 Ebullición por nucleación
La ebullición por nucleación en un donde ∆Tsat ≈ 30°C. En este rango ocurren dos
subregímenes de flujos diferentes. Uno formado por burbujas aisladas que generan módulos de nucleación y se separan de la superficie. Esta separación induce considerables corrientes convectivas cercanas a la superficie, sustancialmente incrementando el coeficiente de transferencia de calor. Al seguir incrementando la temperatura, la nucleación se hace mayor dando lugar a un subrégimen de chorro o columnas.
En esta región se alcanza un máximo considerable en la generación de vapor, mostrado en la figura 1.1, esto crea dificultad para que el líquido entre en contacto directo con la superficie. Dada la alta transferencia de calor y los coeficientes de transferencia de calor en esta región se asocian con valores pequeños de
temperatura de exceso ∆Tsat, es deseable operar muchos equipos de ingeniera en
la región de ebullición de nucleación.
Pioro et al. (2004) en su trabajo presentan un método para evaluar el estado de la técnica de transferencia de calor por ebullición de nucleación. Se examinan los efectos de los principales parámetros de la superficie de ebullición nucleada y como afectan la transferencia de calor. En el trabajo se comparan los métodos de predicción existentes para calcular el coeficiente de transferencia de calor para ebullición nucleada utilizando la ecuación (2.1).
n p g fg sf fg b P k C g h q C h T C * * 33 . 0 (2.1)
En donde Cp es el calor específico del agua, Tb es la diferencia de temperaturas
entre placa y líquido, hfges la entalpía de vaporización, Csf es una constante según
la interfase liquido-sólido, µ la viscosidad dinámica del agua, ρ es la densidad del líquido, ρg es la densidad del vapor, q es el flujo de calor, σ es la tensión
8
El efecto de las características de la superficie del fenómeno de ebullición depende directamente de las propiedades termofísicas del material, de la superficie (conductividad térmica y térmica de absorción), las interacciones entre la superficie sólida, líquida y (vapor de humectación, la adhesión, la adsorción), la superficie de dimensiones microgeométricas (y la forma de grietas y los poros), etc.
Todos estos parámetros afectan el coeficiente de transferencia de calor al mismo tiempo y están relacionados entre sí. Por lo que, los datos disponibles no son suficientes para resolver este complejo problema, por esta razón, la resolución al fenómeno se considero sólo los efectos separados.
El efecto de la orientación de la superficie de ebullición en el coeficiente de transferencia de calor se hace bastante notable. El coeficiente de transferencia de calor está en su valor más bajo en horizontal placas. Para el caso de un haz de tubos verticales sumergidos en una piscina, el coeficiente de transferencia de calor es más alto en la parte superior del haz de tubos, debido a una mayor velocidad de generación de vapor. Un efecto similar se encontró en un haz de tubos horizontales sumergidos en una piscina. El coeficiente de transferencia de calor es más alto en los tubos superiores debido al aumento de la convección monofásica.
9
Margini y Nanei (1975) investigaron la ebullición por nucleación para agua a presión atmosférica en varillas horizontales no-metálicas con recubrimiento de cobre, plata, zinc, níquel, y el estaño. Los espesores de las varillas se encuentran en un rango de 5 hasta 250 µm. Los valores de rugosidad de la superficie media de las superficies de la ebullición estuvieron dentro del rango de 0,7-1,0 µm. Se encontró que, para el níquel, el estaño y el zinc, el coeficiente de transferencia de calor aumenta con la disminución del espesor del calentador (en particular, el coeficiente para el níquel y el estaño aumentó hasta el 500-700%, y para el zinc hasta 100%). Sin embargo, en ciertos valores del espesor de calentador, el efecto sobre coeficiente de transferencia de calor obtenía valores poco significativos. Los experimentos correspondientes al trabajo, pueden verse afectados por el efecto conjugado circunferencial, debido a la una distribución no uniforme de la HTC sobre la varilla circunferencia.
Yang et al. (2003) presentan un modelo numérico para la transferencia de calor para ebullición de nucleación, llamado el modelo CAS. El modelo CAS es basado en los autómatas celulares (CA), técnica que está integrada en el algoritmo para problemas de CFD (Computational Fluid Dynamics). La técnica del modelo trata
los CA con el microscopio, mostrando las interacciones no lineales en la dinámica de burbujas, mientras que el algoritmo de CFD tradicional utilizado, determina los parámetros del sistema macroscópico, como la presión y temperatura.
10
3 2
1 "
Prn l fg s
e l v
l fg
l s
h C
T Cp g
h
q (2.2)
Figura 2.2: Resultados de la correlacion experimental (Yang et al. ,2003)
El análisis concluye que, dentro de los rangos de investigación para las condiciones de ebullición, los fluidos de trabajo y de las superficies de ebullición, la correlación de Rohsenow y Pioro para ebullición nucleada son los más precisos entre los evaluados. El Rohsenow y las correlaciones Pioro utilizar constantes y potencias de los números adimensionales que corresponden a una superficie específica y combinación de líquidos, a diferencia de las correlaciones de otros que utilizan valores fijos, independientemente de la superficie y combinación del líquido.
11
representación de la interfaz exacta. Los estudian los efectos del recalentamiento de pared, el número de la densidad de lugares de nucleación, el período de espera en la dinámica de burbujas y la transferencia de calor en ebullición nucleada. Los flujos de calor obtenidos de las simulaciones numéricas se comparan con los datos experimentales reportados en la literatura. En la figura 2.3 se muestran las diferentes correlaciones.
Figura 2.3: Correlaciones comparadas en el trabajo (Son et al. ,2007)
12
aproximadamente un 40% más bajo que el correspondiente para el caso 2D, cabe señalar que el tiempo de cálculo para el modelo 3D es excesivamente grande.
2.3.3 Ebullición de película
Para excesos de temperatura después del punto de Leidenfrost (Punto mínimo en la curva de ebullición), mostrado en la figura 1.1. Se forma una película continua de vapor sobre la superficie, donde no existe contacto entre la fase liquida y la superficie. Debido a estas condiciones este fenómeno se le encuentra similitud en la naturaleza con la condensación de película.
Para el caso de ebullición de película sobre una placa plana, la longitud de la película de vapor está relacionada con el espacio entre los desprendimientos de las burbujas, el cual es determinado por la inestabilidad de la interfase liquido-vapor. Este mecanismo es comúnmente llamado La inestabilidad de Taylor. Como
la interfase es inestable para una longitud de onda T en acuerdo con la longitud característica.
Si una superficie opera en régimen de ebullición de película y se reduce el flujo de
calor o ∆Tsat, a cierto punto la película de vapor se colapsa, teniendo el flujo de
calor un valor mínimo local qmin. Se asume que el rompimiento de la película ocurre cuando la tasa de generación de vapor se vuelve lo suficientemente baja para sostener la inestabilidad de Taylor en la interfase.
13
Banerjee (1999) realizó un estudio analítico de la inestabilidad de Taylor en coordenadas cilíndricas polares para una modelación en 3D. Las simulaciones numéricas de la inestabilidad de Taylor no-lineal, fueron realizadas para determinar el efecto de las propiedades termofísicas del calentador y el efecto del subenfriamiento en la ebullición usando modelos estáticos y dinámicos. El método de volumen finito fue desarrollado de manera simultánea para resolver las ecuaciones gobernantes de conservación de masa, momentum y energía para la fase liquida y de vapor.
Los resultados muestran que las propiedades del material del calentador tienen un efecto significativo en la distribución local de la temperatura en el mismo. La intensidad de las regiones con menor temperatura es del orden de 10 °C. El modelo estático empleado para modelar los efectos de subenfriamiento en la ebullición de película, reveló que el grado de subenfriamiento es un factor sumamente importante comparado con la altura del bombeo de vapor. La validación experimental de las predicciones numéricas fueron desarrolladas por medio de fotografía a alta velocidad, en un Velocímetro Rastreador de Partículas (PTV) para 2D en la fase líquida y las mediciones temperatura fueron realizadas en una placa horizontal de cobre. Los resultados experimentales concuerdan en un rango del 10 al 15% con los resultados numéricos para la hidrodinámica entre la interfaz del modelo. En el caso de la modelación en estado estable, los resultados de la transferencia de calor fueron subpredecidos por el modelo numérico alrededor del 25% de las mediciones realizadas.
14
hasta aproximadamente 140 K antes del comienzo de la ebullición en el calentador alimentado por etapas. La ebullición se activa en el recalentamiento de pared, para generar un estado de ebullición burbuja en una sección local del calentador.
El comportamiento de la burbuja de multiplicación es revelado por la fotografía estroboscópica. La propagación tiene lugar en la pared sobrecalentada para valores mayores que 50 K, y la velocidad de propagación aumenta significativamente con el recalentamiento de pared de hasta 24 m/s.
Klimenko (1980) estudió una aproximación a la ebullición de película sobre una superficie horizontal utilizando como base la analogía de Reynolds. En el marco del modelo considerado, la influencia del espesor de la película de vapor y la velocidad del vapor de Taylor sobre la inestabilidad de la interfaz. Se obtienen dos soluciones una para flujo laminar y otra para flujo turbulento de vapor en la película. Las relaciones sugirió prácticamente se correlacionan todos los datos experimentales con una precisión de 25%.Se han establecido correlaciones empíricas, para describir el comportamiento de la transferencia de calor en una placa plana, para los dos tipos de regímenes de flujo. Estas correlaciones se muestran en las ecuaciones (2.3) y (2.4).
Para la región de flujo laminar Ga [ρ’/ ρ – 1] < 1 * 108:
(2.3)
Donde:
15
(2.4)
Donde:
La nomenclatura utiliza por el autor se presenta en la tabla 2.1
Ga (Número
de Galileo) 2
3
cr
gl
´ Densidad del liquido ρ Densidad del vapor
r Calor latente de vaporización
ΔT Diferencia de temperatura entre la pared y el liquido
Cp Calor especifico
Tabla 2.1: Nomenclatura utilizada por Klimenko (1980)
2.3.4 Concepto de capa límite
16
autoriza a prescindir de los esfuerzos viscosos, que pueden llegar a ejercer una influencia considerable sobre la configuración del movimiento.
Prandtl, en 1904, propone que el estudio del movimiento de un fluido de viscosidad pequeña, se podía asimilar al de un fluido perfecto, salvo en una capa próxima al contorno, de espesor , en la que concentraba los fenómenos de fricción, y que llamó capa límite; en el exterior de dicha capa, las tensiones
tangenciales son despreciables, predominando las fuerzas de inercia sobre las de viscosidad, mientras que en el interior de la capa límite, la proximidad del contorno hace que el gradiente de velocidades sea muy grande y, por lo tanto, que la tensión tangencial sea también muy grande; en esta situación las fuerzas de fricción son del mismo orden de magnitud que las fuerzas de inercia.
y
u
(2.5)
El espesor de la capa límite puede estar comprendido entre unas pocas
moléculas y algunos milímetros, según los casos; fuera de la capa límite se pueden utilizar las ecuaciones de Euler o métodos experimentales basados en las líneas y redes de corriente, que una vez configuradas alrededor del contorno o perfil deseado, permiten obtener el campo de velocidades y la distribución de presiones correspondiente.
En el estudio de la capa límite hay que tener presentes las siguientes consideraciones:
a) Aunque la perturbación producida por la fricción se propaga a todo el fluido, se admite que la propagación queda limitada a una zona del mismo de espesor finito, en sentido normal al contorno.
17
La capa límite continua su desarrollo, a partir de una longitud critica Lcr, se origina la capa límite turbulenta, que se divide en dos subcapas, una de las cuales, en las proximidades de la placa, permite definir una delgada subcapa marcadamente laminar.
Los valores críticos del número de Reynolds que definen la transición, para placa plana, son:
Re laminar < 5*105
Re turbulento > 3*106
Para fluidos que circulan entre dos paredes próximas, el ensanchamiento progresivo de la capa límite de cada contorno determina que éstas se unan, a una cierta distancia de la entrada, desapareciendo la zona en que el movimiento podía ser asimilable a un fluido perfecto, para realizarse todo él bien en régimen laminar, o bien en régimen turbulento, según el valor del número de Reynolds.
2.3.5 Ebullición de película forzada
18
Figura 2.4: Matriz de experimentos (Filipovic, 1992)
La relación entre el espesor de la capa de vapor y la capa de líquido, en la caso de flujo laminar, se muestran en la ecuación (2.6)
s l p s v v u u v u 2 (2.6)
Donde el espesor de capa límite para el líquido esta dado por la ecuación (2.7).
2 / 1 2 / 1 Re 30 )
(x x x (2.7)
La solución para el número de Nusselt local es:
2 / 1 2 / 1 Re 15 2 2 ) ( " x s l p s v s p v x u u v u T T k x q
Nu (2.8)
19
soluciones para la velocidad de interfase Uiy el coeficiente de transferencia de
calor local Hx se presentan en las figuras 2.6 y 2.7.
20
Figura 2.7: Efecto del subenfriamiento en Hx para U∞ = 3 m/s (Filipovic, 1992)
Para la solución de las ecuaciones de capa limite de flujo laminar, se obtuvieron con la aplicación una solución de Runge-Kutta de cuarto orden. Las ecuaciones de capa limite para flujo turbulento, caracterizadas por una similitud local, fueron resueltas aplicando el algoritmo Cebeci y Bradshaw (1984), el cual se modificó para un flujo en dos fases con una superficie en movimiento. El desarrollo de las ecuaciones de capa limite de vapor se realizaron asumiendo perfiles lineales de velocidad y temperatura.
21
Hatta (1989) realizó estudios con chorros circulares de agua sobre una placa precalentada de acero inoxidable. Se estudio la transferencia de calor en la zona de impacto (impingement) y la de ebullición de película. Los resultados de la
transferencia de calor fueron deducidos numéricamente imponiendo la temperatura de la superficie como condición frontera para resolver una ecuación de estado transitorio para la ecuación de conducción. En sus resultados se muestra que existe un gradiente de temperatura significativo entre la temperatura de la superficie inferior contra la superior, esto se menciona debido a que las temperaturas medidas fueron en la zona inferior. La correlación experimental para el coeficiente convectivo de transferencia de calor asociado con el subenfriamiento de ebullición de película forzada se presenta en la ecuación (2.9).
8 . 0
7 . 221 2420 2000
s
p T
T
T
h
W
/
m
2K
(2.9)Liu y Wang (2000) realizaron un estudio teórico y experimental de la ebullición de película para la zona de impacto en un chorro de agua sobre una placa horizontal a alta temperatura. Se utilizaron ecuaciones simplificadas de capa límite para un flujo en dos fases para obtener el espesor de la capa límite de vapor y líquido presentados en las ecuaciones (2.10) y (2.11). Se calculó el coeficiente de transferencia de calor para ebullición de película, proponiendo una correlación semi-empírica mostrada en la ecuación (2.12).
Solución de espesor de capa limite para el líquido:
1 Re
4
3 2
d
v
v l l v
v l
22
Solución del flujo de calor en la pared isotérmica
r v l l s fg v sat
w h V q
d T q 4 3 Re 3
1 1/4
4 / 3
(2.11)
Solución de número de Nusselt
l sat w
d
T
q
Nu
(2.12)Los resultados experimentales muestran las curvas de transferencia de calor por ebullición para un chorro de agua con alto nivel de subenfriamiento, del orden de ΔTsub = 80 K. Las curvas muestran características de un periodo de transición en la ebullición para un sobrecalentamiento mayor a los 900 K. Los espesores de capa limite varían en un rango de 3 a 5 m para la solución analítica. La desviación entre el modelo analítico y experimental incrementa gradualmente de acuerdo con un incremento en el subenfriamiento del líquido. Por tal causa se modificó la ecuación analítica utilizando un factor empírico para compensar el efecto del subenfriamiento y la velocidad de impacto, el valor de ajuste aplicado es
de 2.
23
El modelo fue validado con la comparación de predicciones para el proceso de dos aceros al carbón, A36 y DQSK, con mediciones tomadas diez diferentes mesas de enfriamiento. Las condiciones de modelación de la mesa de enfriamiento incluyen una solución de elemento finito para una dimensión transitoria no lineal, con la ecuación de conducción para la cinta teniendo como condiciones frontera las diferentes zonas de enfriamiento (chorros de agua, flujo paralelo y enfriamiento por aire). También incluye la incorporación de los modelos cinéticos de descomposición para la austenita para incorporar el efecto de la generación de calor por tales transformaciones en la historia térmica del acero. Tales modelos cinéticos fueron desarrollados por el Centre of Metallurgical Process Engineering
de la UBC.
La solución para las ecuaciones de momentum para el líquido:
m m U x i x 5 3 1 2 3 1 30 Re 2 (2.13)
Donde ∆ es el espesor de capa limite del líquido, Ui es la velocidad de interfase,
Rex es el número de Reynolds local, m es la constante para flujo potencial y x es
la distancia del espesor de capa límite.
Se utilizó una definición de coeficiente de transferencia de calor con comportamiento lineal en la temperatura dando como numero de Nusselt local:
2 / 1 2 / 1 Re 1 2 x i l x U m x
Nu (2.14)
24
Figura 2.8: Espesores de capa limite de vapor (Hernández ,1999)
Figura 2.9: Coeficientes de transferencia de calor (Hernández ,1999)
25
de enfriamiento en un molino de laminación en caliente. Haciendo uso de los parámetros importantes para la estructura metalúrgica , tales como la velocidad de la cinta, el espesor, la temperatura de acabado, la eficiencia de enfriamiento de cabezales grueso y la eficiencia de de enfriamiento de los cabezales finos. Para el análisis se utilizaron grados de acero tales como D, EDD y DD en espesores de los 2 a los 6 mm.
Para el diseño del modelo se utilizaron los siguientes coeficientes de calor:
Zona de ebullición de película forzada:
d
cT
bT
aT
h
boiling s3 s2 s (2.15)Zona de convección por aire y radiación:
a s a s a s a rad air T T T T T T h h 4 4 (2.16)
Donde a, b, c y d son valores de la una regresión obtenida con los datos de planta
de Tata Steel, India. Las simulaciones se realizaron para dos espesores de cinta
de diferentes, 4 y 5 mm, ambas moviéndose a la velocidad de 6 m/s. Los resultados muestran una respuesta ante el espesor 5 mm, haciendo el gradiente de temperatura relativamente bajo comparado con la de 4 mm. En cuanto al efecto de la velocidad de la cinta, fue posteriormente evaluado en un rango de 4 a 12 m/s para un espesor de 5 mm. Mostrando que el modelo realizado se adapta en la predicción al modificar las distintas velocidades.
26
chorros, esto se hizo basado en las mediciones de temperatura en distintos puntos de posición dentro de la placa de acero.
Los datos experimentales fueron obtenidos para modificar el modelo establecido de mesa de enfriamiento AISI, con el fin de mejorar su capacidad predictiva en las temperaturas de enrollado. Posteriormente fue validado con la comparación de predicción medida la planta para la medición de 24 rollos de la compañía analizada.
Las muestras utilizadas para el experimento fueron realizadas en aceros planos al carbón DQSK y acero inoxidable 316L. Donde la composición química se muestra en la tabla 2.2.
Grado C Mn P S Si Cr Ni Mo Al N
DQSK 0.06 0.24 0.005 0.011 0.0006 - - - 0.041 0.0035
316L 0.03 2.0 0.045 0.030 1.0 16/18 10/14 2/3 - -
Tabla 2.2: Composición química de los aceros (Liu ,2001)
La instrumentación utilizada en la mesa de enfriamiento, fueron termopares tipo K cromo-alúmina (Omega 304-K-Mo1.5mm), que soportan temperaturas tan altas como 1150 °C.
27
28
3. MODELACIÓN DE EBULLICIÓN DE PELÍCULA FORZADA DE AGUA SATURADA
En este capítulo se presenta el desarrollo para el modelo de ebullición forzada, haciendo uso de las ecuaciones integrales de capa límite aplicadas para flujo en dos fases. En el siguiente capítulo se trata la incorporación del modelo analítico aunado a otras correlaciones para poder predecir la temperatura de enrollado en un molino de laminación en caliente.
3.1 Consideraciones
En esta sección se considera ebullición con un flujo sobre una placa plana. El problema a resolver se muestra en el esquema de la figura 3.1.
29
Se tiene una placa plana, donde se suministra cierto flujo perpendicular. La región analizada comienza inmediatamente después del diámetro de la caída del chorro de agua, hasta una longitud Lcr. Donde el número de Reynolds se mantiene en régimen laminar.
Se hacen las mismas suposiciones que Hernández (1999), considerando únicamente la zona de ebullición sin la condición de flujo potencial. Las suposiciones son:
Estado estable
El flujo es incompresible, laminar y en dos dimensiones, y las ecuaciones de capa límite para 2 – D en flujo laminar son validas.
Las propiedades termo-físicas del liquido y vapor son constantes
La velocidad de corriente libre (U ) es igual a la velocidad promedio de
salida de la boquilla.
La superficie se encuentra a la misma temperatura La velocidad de la cinta e interfase son constantes La interfase entre liquido y vapor es lisa
La radiación a través de la capa de vapor tiene un efecto despreciable en el espesor de capa limite de vapor
Los términos inerciales y convectivos son despreciables dado que v<< l
La transferencia de momentum al vapor es despreciable comparada con la del liquido dado que v<< l
30
x
H Coeficiente de transferencia de
calor local Espesor de capa limite
fg
h calor latente de vaporización Ecuación de Pohlhausen
k Conductividad térmica Viscosidad dinámica
x
Nu Numero local de Nusselt Viscosidad cinemática
Pr Numero de Prandlt Subíndices
q Flujo de calor i interfase
cr
Re Numero de Reynolds critico l liquido
T Temperatura p placa
U Velocidad sat saturación
p
V Velocidad de la placa v vapor
sat
T Diferencia entre Tp y Ts liquido de flujo libre
Tabla 3.1 Nomenclatura utilizada en el modelo analítico
3.2 Ecuaciones Gobernantes
Para el vapor:
Balance de masa
0
y v x u
31
Balance de momentum en x
y x P y v v x u
u xy (3.2)
Balance de energía
2 2 y T C k y T v x T u p (3.3)
Para el líquido:
Balance de masa
0 y v x u (3.4)
Balance de momentum en x
y x P y v v x u
u xy (3.5)
Balance de energía
2 2 y T C k y T v x T u p (3.6)
32
Se tiene un total de 6 ecuaciones, donde la variable dependiente las variables dependientes son x y y. Las condiciones frontera utilizadas para resolver las
ecuaciones continuidad, momentum y energía fueron las siguientes:
En y=0
Condición de no deslizamiento:
p
U
U (3.7)
Condición de no transpiración:
0
v (3.8)
Continuidad de temperatura:
w
T
T (3.9)
En la interfase y = v
Continuidad en la velocidad:
l p
i U U
33
Continuidad en el esfuerzo cortante:
v v l l y u y u (3.11)
Conservación de masa en la interfase:
l l v l v v v v v x u v x
u (3.12)
Continuidad en la temperatura:
i v f T T
T (3.13)
Conservación de la energía:
v v l l v v v v y T k y T k v x
u (3.14)
En el flujo libre y v l ó y´ l
34 U
U (3.15)
T
T (3.16)
3.4 Solución por el método integral para capa limite
La solución a las ecuaciones de continuidad, momentum y energía se obtuvieron por medio del método integral para capa límite, evaluando con las condiciones frontera propuestas, logrando una descripción de la ebullición de capa límite por medio de las soluciones de los espesores de capa límite, el número de Nusselt y la velocidad de interfase.
El método integral para capa limite, se basa en la suposición de perfiles de velocidad y temperatura que cumplan con las condiciones frontera del problema. Los perfiles propuestos para el presente trabajo se muestran en las ecuaciones (3.17) a (3.20).
Perfiles para el vapor
Velocidad:
3 2 1 2
3 1
v v
i p
i
v y y
U U
U U
35 Temperatura: 2 2 1 2 3 1 v v i p i
v y y
T T
T T
(3.18)
Perfiles para el líquido
Velocidad: 3 2 1 2 3 1 l l i i
l y y
U U U U (3.19) Temperatura: 2 2 1 2 3 1 t t i
l y y
T T
T T
(3.20)
La ecuación integral de momentum para el líquido, ecuación (3.5), se simplifica. Debido a que las velocidades son constantes se elimina el gradiente de presión. La ecuación (3.21) muestra la forma simplificada de la ecuación integral.
v v l v y U dy U U U x l l l
36
Del mismo modo, la ecuación integral de energía para el liquido, ecuación (3.22), se resuelve sustituyendo la ecuación de continuidad e integrando sobre la capa limite térmica ( t). La ecuación integral resulta de la siguiente forma:
v v t v y T dy T T U x l l l l
l Pr (3.22)
La conservación de energía en la interfase se muestra en la ecuación (3.23)
v v v l l v v fg y T k y T k dy U dx d h
0 (3.23)
El término del lado izquierdo de la ecuación (3.23) representa el flujo evaporativo ocurrido en la interfase. Los términos del lado derecho de la ecuación representan el flujo de calor por conducción a través de la capa límite de líquido subenfriado y de vapor.
Las ecuaciones integrales (3.22) y (3.23) son integradas sustituyendo los perfiles de velocidad previamente presentados, para obtener una solución implícita para las ecuaciones del líquido. Con el fin de facilitar la integración, se realizo un cambio de variable en los límites de integración, haciendo cero el límite inferior y
l el límite superior, integrando sobre la variable y’.
37
integración del balance de energía en la interfase, mostrado en la ecuación (3.23), da como resultado una solución para la velocidad de interfase Ui, que es utilizada
en a continuación se muestran las soluciones encontradas.
La solución para el momentum en x para el líquido:
X U U X U U l i l i l 13 22 13 22 70 2 (3.24)
La relación entre espesores de capa limite de vapor y líquido:
p i i v l v l U U U U 3 (3.25)
La solución de momentum en x para el vapor:
p i i l l i p i v v U U U U x U U U U 13 22 13 22 70 ) ( 3
2 (3.26)
38 v sat i l i p i fg l i p v i s l l i v k T U U U U U U h U U U U T T k U U 2 2 3 / 1 13 22 5 3 99 175 Pr 22 13 11 (3.27)
Para la solución de la de energía en la interfase, ecuación (3.23), se empleo la ecuación la de Pohlhausen mostrada en la ecuación (3.28), suponiendo que la región de validez del número de Prandtl es Prl 1, para las condiciones de
propuestas, esta ecuación a su vez relaciona los espesores de capa limite de momentum y térmico para el liquido.
3 / 1 Pr
l
T (3.28)
A través de la solución para la energía de la interfase mostrada en la ecuación (3.27), se logra obtener una expresión para velocidad de interfase en términos de parámetros dinámicos y de subenfriamiento del líquido, para posteriormente sustituirse en las soluciones para los espesores de capa limite presentadas en las ecuaciones (3.24) y (3.26).
Para este trabajo, el coeficiente de transferencia de calor se define utilizando la ley de enfriamiento de Newton, esta condición mostrada en la ecuación (3.29), también se le conoce como de condición de tercer tipo o mixta.
0 y v i w x y T k T T
39
Aplicando esta definición del coeficiente de transferencia de calor al comportamiento cuadrático del perfil de temperatura del vapor mostrado en la ecuación (3.18). La expresión para el coeficiente de transferencia de calor local se define de la siguiente manera en la ecuación (3.30).
v v x k h 2 3 (3.30)
Sustituyendo la solución del espesor de capa límite de vapor se obtiene el coeficiente de transferencia de calor local, para la región de ebullición forzada en régimen laminar, mostrado en la ecuación (3.31).
2 1 13 22 13 22 70 140 3 x U U U U U U U U k h p i l i v i i l v
x (3.31)
Utilizando la definición del número de Nusselt a la ecuación (3.31), se obtiene el número de Nusselt local para la zona de ebullición, mostrado en la ecuación (3.32). 2 1 13 22 13 22 70 140 3 x U U U U U U U U k x h Nu p i l i v i i l v x
40
Para el presente trabajo se considero el número de Reynolds ecuación (3.33), siendo un valor conservador para mantener el flujo en régimen laminar, la velocidad utilizada para este cálculo es la de corriente libre U ,
l x
v x U
Re (3.33)
Bajo la consideración del número de Reynolds igual a 1 105, para el régimen laminar, se calculo la longitud crítica Lcr, la ecuación (3.31), se integra en la
ecuación (3.34), evaluando la longitud critica, para obtener un coeficiente de transferencia de calor promedio mostrado en la ecuación (3.35).
x xdx h L h 0
1 (3.34)
p i l i v i i cr l fb U U U U U U U U L h 13 22 22 13 70 35 33 2 / 1 (3.35)
41 fg v v v sat i h X k T
U 2 (3.35)
Para el caso de líquidos altamente subenfriados con Vp 0y Prl 1 , se obtuvo la siguiente solución para la velocidad de interfase presentada en la ecuación (3.36)
42
4. MODELO EXPERIMENTAL DE LA MESA DE ENFRIAMIENTO
A continuación se describe el trabajo realizado para la modelación de una mesa de enfriamiento. Se desarrolló un modelo experimental y analítico para una zona delimitada de la mesa de enfriamiento, obteniendo el comportamiento de coeficientes de transferencia de calor y la predicción de la temperatura. Posteriormente, se extiende el análisis a la mesa de enfriamiento completa, utilizando el trabajo en capa límite realizado en el capítulo anterior. El modelo hace uso de correlaciones adicionales para las regiones de convección forzada por aire, radiación y ebullición de película utilizando como herramienta el paquete computacional EES.
4.1 Modelación experimental
El modelo experimental se fundamentó en el concepto de balance de energía, realizado sobre la placa de acero entre dos puntos de cuya temperatura fuera conocida, como se muestra en la figura 4.1.
43
Mediante el registro de mediciones de temperatura, configuración de cabezales y datos de producción (velocidad de la cinta, espesor y ancho de la cinta). Con esto, se pretende obtener un coeficiente de transferencia de calor experimental, para cada rollo medido, utilizando de la ecuación (4.1).
)
(
exp
T
T
A
T
T
Cp
VA
U
placa
b a t
(4.1)
Donde ρ es la densidad del acero, V es la velocidad de la cinta, At es el área
transversal de la lamina, Cp el calor especifico del acero, A es el área de la
lamina, Ta y Tb son temperaturas de los puntos a y b, Tplaca es la temperatura
promedio de la placa y T∞ la temperatura del agua.
Las consideraciones de la ecuación 4.1 son las siguientes:
Las propiedades termofísicas del acero son evaluadas a la temperatura promedio entre los puntos “a” y “b”
La velocidad de la cinta es constante
La temperatura de los alrededores T se considera un promedio entre la
temperatura de saturación, y la temperatura del agua. El área incluye la parte superior e inferior de la cinta
Las mediciones de temperatura, realizadas para diferentes rollos, se llevaron a cabo mediante el uso de un pirómetro manual (Omegascope OS3750) cuyas características se incluyen en los anexos. Tras realizar un levantamiento de las dimensiones en la zona de cabezales finos (Trim zone), constituida por 4
44
operar abiertos completamente, a la mitad del flujo o cerrados, según sea las condiciones de operación del modelo utilizado en la planta.
El método seguido para realizar las mediciones de temperatura fue el siguiente. Se marcaron los puntos en el piso de la planta, de modo que pudiera ser fijada tanto la longitud como la posición de las mediciones para diferentes rollos. Por razones de seguridad, se tomaban las mediciones una vez que la lámina de acero entraba en el enrollador, y sólo entonces se procedía a aproximarse a la mesa de enfriamiento a los puntos previamente marcados para la medición. Se tenía la precaución de apuntar el pirómetro a zonas donde no se tuviera exceso de agua, esto para que la lectura de temperatura fuera lo más fiel posible. La medición de temperatura se realizaba siempre transversalmente a la lámina, registrando lecturas por aproximadamente treinta segundos, y obteniendo mediante una función del pirómetro, el máximo de las mediciones realizadas. Posteriormente, se tomaban mediciones en el otro punto de medición realizadas del mismo modo. Adicionalmente, se registraba el número de cabezales abiertos durante la medición en un estado estable, esto es, si se empleaba completo, la mitad o no existía ningún cabezal abierto al momento de la medición.
4.2 Medición de flujo de agua
El modelo analítico para ebullición forzada realizado en el presente trabajo, incluye la velocidad de corriente libre U , con el fin de poder implementarla en el modelo
45 Figura 4.2: Recipiente utilizado para la medición de flujos
Se seleccionó este recipiente por varias razones. El peso neto del mismo es menor a los 20 kg. , lo cual, lo convierte en relativamente maniobrable dentro de la planta. La geometría del recipiente se adapta perfectamente a las distancias entre las paredes de la mesa de enfriamiento, logrando con esto captar el flujo de un cabezal completo. Las dimensiones del bebedero se muestran en la figura 4.3. Siendo A= 1.43 m y B = 0.55 m, de acuerdo con las especificaciones técnicas que proporciona Rotoplas®.
Figura 4.3: Geometría del bebedero
46
llenado relativamente largos, con esto, disminuir la incertidumbre de las mediciones.
La medición de flujo se realizó de la siguiente manera. Durante un paro técnico de mantenimiento en la planta, llevado a cabo el día 9 de Julio del presente año. Cumpliendo con las normas de seguridad requeridas en la planta, se montó el bebedero sobre los rodillos de laminación. La ubicación del bebedero fue debajo del Cabezal 26 S, siendo el último cabezal fino antes de pasar al enrollador. Por medio de accionar la válvula neumática manualmente, se activa el flujo en el cabezal y se registraba la lectura de tiempo de llenado. El cronómetro era accionado una vez que el agua golpeaba el recipiente y se detenía cuando estuviera a punto de desbordarse. Las mediciones realizadas se muestran en la tabla 4.1
Número de
medición t (s)
1 27.53
2 25.09
3 25.99
4 26.89
5 26.51
6 26.77
7 26.81
8 25.18
Promedio 26.35
47
A partir de las mediciones, se empleó el tiempo promedio de llenado para realizar los cálculos. Suponiendo el área de los tubos igual y que el flujo a través de los mismos es igual. La expresión que se utilizo se muestra en la ecuación (4.2).
_
v
A
n
V
(4.2)Donde V es el flujo volumétrico, A es el área de un tubo, n es el número total de
tubos y v_ es la velocidad promedio, que dicha velocidad se utiliza como la
velocidad de corriente libre U en el modelo analítico. Los cálculos realizados
para obtener la velocidad media se muestran en la tabla 4.2
Tiempo medio 26.35 s
Volumen 500 lt
Volumen m3 0.500 m3
Flujo volumétrico 1.139 m3/min
Flujo volumétrico 0.019 m3/s
Diámetro tubos 19.050 mm
Área por tubo 285.023 mm2
Área por tubo 0.0002850 m2
Numero de tubos 29
Área total 0.00827 m2
Velocidad promedio 2.296 m/s
48
4.3 Mediciones de temperatura
Las mediciones realizadas fueron registradas por el número de rollo. Esto se realizó tomando el tiempo aproximado en el cual el planchón de acero entraba al molino, siendo este el tiempo con el que se registran los rollos en la planta. Una vez identificado el rollo, se procedió a buscar los parámetros de producción para dicho rollo, estos datos se utilizaron tanto para el modelo analítico como para el experimental. Los datos de las mediciones y condiciones de producción se presentan en las tablas 4.3 y 4.4.
Hora Número de rollo
S (mm)
W (mm)
Vp (m/s)
Ta (°C)
Tb (°C)
Cabezales activados
1 2 3 4
09:49 206069 1.58 928 9.16 587 506 H H x x
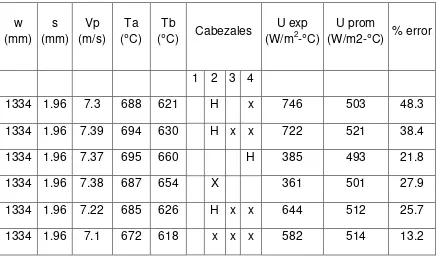
10:55 206074 3.84 1372 4.98 NP
11:05 206076 2.11 1372 7.15 689 624 x x
11:11 206077 1.96 1372 7.22 687 624 H x
11:20 206078 1.96 1372 7.3 688 621 H x
11:26 206079 1.96 1372 7.39 694 630 H x x
11:31 206080 1.96 1372 7.37 695 660 H
11:35 206081 4.24 1309 3.72 715 658 x x
11:38 206082 4.24 1309 3.81 707 650 H x x
11:45 206083 4.24 1309 4.04 681 634 x x
49
11:53 206085 2.11 1372 6.96 716 678 x x x
11:56 206086 4.24 1309 4.04 686 621 x x
11:59 206087 2.11 1347 7.01 NP
12:04 206088 2.82 1309 5.35 683 618 x x x
12:08 206089 1.96 1334 7.22 685 626 H x x
12:12 206090 1.96 1296 7.1 672 618 x x x
Tabla 4.3: Mediciones realizadas el 12 de Junio en la planta
Hora Número de rollo
S (mm)
W (mm)
Vp (m/s)
Ta (°C)
Tb (°C)
Cabezales activados
1 2 3 4 17:36 226927 2.21 1182 7.98 NV NV
17:39 226928 2.21 1182 8.1 NV NV
17:50 226929 2.21 1182 8.18 NV NV
17:58 226930 2.21 1182 8.17 647 608 H X X
18:05 226931 2.21 1182 7.54 642 610 X X
19:53 226946 2.49 1136 6.3 640 635
20:00 226948 2.49 1136 6.31 646 642
20:09 226950 2.49 1136 6.25 661 632 X X X
20:16 226952 2.49 1136 6.21 668 630 X X X
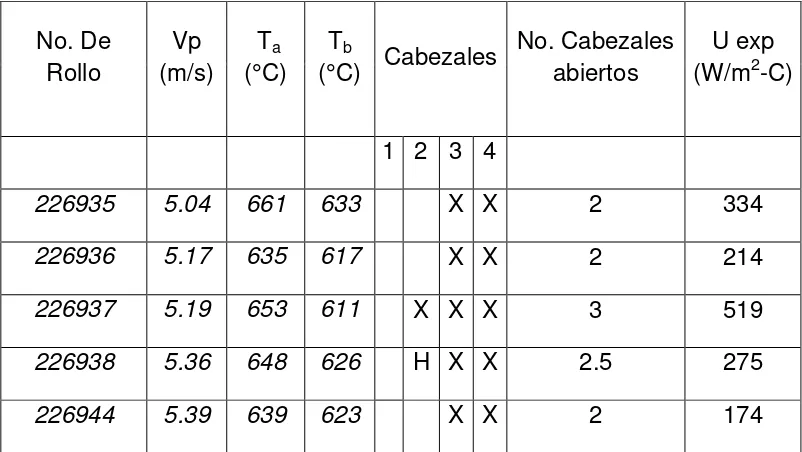
18:51 226934 3.2 1136 6.16 NV NV
18:54 226935 3.2 1136 5.04 661 633 X X