Arts et Métiers ParisTech
2019
Conception d’une cellule
robotique pour l’usinage
Rapport de projet:
Master Mechanical, Energy & Industrial
Engineering (M1)
Étudiant : PERNÍA FERNÁNDEZ, Manuel
Tuteur :
GUSKOV, Mikhail
ANNEE : 2019 N° :
CAMPUS DE RATTACHEMENT PE : Arts et Métiers ParisTech, Paris AUTEUR : Manuel PERNIA FERNANDEZ
TITRE : Conception d’une cellule robotique pour l’usinage ENCADREMENT : Mikhail GUSKOV
ENTREPRISE PARTENAIRE : -
NOMBRES DE PAGES : 23 NOMBRE DE REFERENCES BIBLIOGRAPHIQUES : 9 RESUME : Ce projet a pour mission la conception d’une cellule robotique pour des processus d’usinage – perçage et fraisage – dans le laboratoire PIMM. Les travaux suivants seront présentés avec détail dans ce rapport: la sélection d’un bras robotique, l’étude des paramètres du perçage, la sélection d’une broche moteur, la modélisation du système mécanique, l’identification des paramètres du système et la validation expérimentale des hypothèses.
MOTS CLES : robot, usinage, broches, vibrations, résonance, modélisation
PARTIE A REMPLIR PAR LE PROFESSEUR RESPONSABLE DU PROJET ACCESSIBILITE DE CE RAPPORT (entourer la mention choisie) : Classe 0 = accès libre
Classe 1 = Confidentiel jusqu’au _ _ _ _ _ _ _ _ _ Classe 2 = Hautement confidentiel
Remerciements
En premier lieu, je tiens à remercier M. Mikhail Guskov, maître de conférences chez Arts et Métiers et mon tuteur du projet, pour sa confiance, sa disponibilité et toutes les connaissances qu’il m’a appris pendant ce temps.
Je voudrais également remercier M. Frédéric Coste, ingénieur de recherche chez PIMM, pour son aide lors des expériences au laboratoire.
Enfin, je voudrais remercier ma professeure de français aux Arts et Métiers, Mme Julia Camarero, pour son enseignement cette année et ses conseils concernant la rédaction du rapport.
CONCEPTION D’UNE CELLULE ROBOTIQUE POUR L’USINAGE 1
Sommaire
1.- Introduction ... Page 3
1.1.- Le laboratoire PIMM ... Page 3 1.2.- Objectifs ... Page 3 1.3.- Compétences nécessaires ... Page 4 1.4.- Pourquoi ce projet ... Page 4
2.- Travaux réalisés ... Page 4
2.1.- Planification ... Page 4 2.2.- Sélection d’un robot ... Page 4
2.2.1.- Recherche sur des catalogues ... Page 5 2.2.2.- Choix finale ... Page 5
2.3.- Sélection d’une broche ... Page 6
2.3.1.- Paramètres du perçage ... Page 6 2.3.2.- Recherche sur des catalogues ... Page 6 2.3.3.- Broches proposées ... Page 7
2.4.- Modélisation du système mécanique du robot ... Page 7
2.4.1.- Formules et hypothèses ... Page 7 2.4.2.- Implémentation sur Python ... Page 9 2.4.3.- Résultats et analyse ... Page 10 2.4.4.- Réalisation d’un modèle plus complexe ... Page 13
2.5.- Identification des paramètres du système ... Page 13
2.5.1.- Démarche d’identification des paramètres ... Page 13 2.5.2.- Analyse de la démarche ... Page 14 2.5.3.- Modification de la démarche ... Page 15
2.6.- Analyse modal ... Page 16
2.6.1.- Recherche bibliographique... Page 16 2.6.2.- Hammer Impact Test ... Page 16 2.6.3.- Essais vibratoires avec des excitations forcées ... Page 17 2.6.4.- Post-traitement et résultats ... Page 17 2.6.5.- Paramètres du KUKA KR30 HA-C ... Page 18
3.- Conclusions ... Page 19
3.1.- Objectifs atteints ... Page 19 3.2.- Points critiques et difficultés ... Page 19 3.3.- Compétences acquises ... Page 19
4.- Bibliographie ... Page 20 5.- Annexes ... Page 21
CONCEPTION D’UNE CELLULE ROBOTIQUE POUR L’USINAGE 3
1.- Introduction
Aujourd’hui, l’emploi de robots est devenu très habituel dans l’industrie, et ils sont utilisés dans une large gamme de processus de fabrication, en raison de leur polyvalence et de leur
efficacité. Cependant, dans les procédés d’usinage, comme le perçage ou le fraisage, ils
présentent un désavantage par rapport aux machines traditionnelles : ils sont moins rigides, de manière à ce que les vibrations dans le bras robotisé permettent au processus d’usinage d’attendre la tolérance requise.
Afin d’étudier cette question, le laboratoire PIMM (Procédés et Ingénierie en Mécanique et Matériaux) envisage d’acquérir un robot qui aura pour but de réaliser des expériences de perçage et de fraisage.
Le but de ce projet, qui s’est déroulé au sein de l’équipe DYSCO du laboratoire PIMM, est de concevoir la cellule robotique pour réaliser ces expériences.
1.1.- Le laboratoire PIMM
Le laboratoire PIMM (Procédés et Ingénierie en Mécanique et Matériaux) axe ses recherches sur les conséquences des procédés sur les propriétés d’emploi des matériaux, via les défauts et les modifications de microstructures engendrées. Il a été créé en 2009, et depuis 2014, il est sous la tutelle de trois entit2s : Arts et Métiers ParisTech, le CNRS (Centre National de la Recherche Scientifique) et le CNAM (Conservatoire National des Arts et Métiers). Les activités développées en dynamique des structures et en commande et surveillance des systèmes permettent d’apporter de nombreuses contributions à la compréhension et à la simulation des procédés.
L’équipe DYSCO (DYnamique Structures Systèmes et Contrôle) appartient au laboratoire PIMM, et travaille sur la modélisation numérique des structures, des systèmes et des procédés avec un accent mis sur les aspects dynamiques (vibrations notamment), sur les phénomènes non-linéaires, sur la commande et la surveillance.
Le 18 de mars 2019, le laboratoire comptait 37 enseignants-chercheurs, 2 chercheurs associés, 24 personnels techniques et administratifs., 13 post-doctorats, ingénieurs CDD, et 57
doctorants. Par ailleurs, 4 équipes de recherche (dont DYSCO), 4 structures de recherche associées et 8 centres de ressources font partie du laboratoire.
Le laboratoire a de fortes relations industrielles avec des entreprises nationales et
internationales reconnues, ainsi qu’avec des partenaires régionaux. Grâce à cela, le montant des contrats directs avec des partenaires industriels s’élève en moyenne à 1 million d’euros par an depuis 2010. Aussi, le PIMM est membre de l'Institut Carnot ARTS et participe, à ce titre, à des projets collaboratifs avec d'autres laboratoires de l'Institut.
1.2.- Objectifs de ma mission
Le projet a deux principaux objectifs. Le premier est la sélection des éléments qui font partie de la cellule, c’est-à-dire le bras robotique ou la broche, ainsi que sa distribution dans l’espace de la cellule.
Le deuxième est la création d’un modèle du système mécanique du robot, afin d’analyser son comportement dans diff2rentes situations. Ce qui inclut également, la réalisation d’une
CONCEPTION D’UNE CELLULE ROBOTIQUE POUR L’USINAGE 4
démarche d’identification des paramètres du système mécanique à partir des données expérimentales comme les fréquences de résonance et la validation des hypothèses faites. Il est important de remarquer que ces différentes parties du travail ne sont pas totalement indépendantes, ainsi les résultats obtenus dans une partie peuvent affecter la démarche dans une autre.
1.3.- Compétences nécessaires
D’abord, il faut avoir des connaissances en mécanique des solides et vibrations, notamment pour des systèmes de plusieurs dégrées de liberté, ainsi que des notions de fonctions de
transfert et transformée de Fourier.
Ensuite, la maîtrise des langages de programmation, tels que Python et Matlab, est indispensable.
Enfin, des connaissances basiques sur l’usinage et les moteurs électriques sont requises pour la bonne réalisation du projet.
1.4.- Pourquoi ce projet
Une des raisons pour laquelle j’ai choisi ce projet est que la robotique est un domaine de l’ingénierie innovant et en plein développement, et qu’il serait intéressant d’étudier l’utilisation des robots dans la recherche et l’industrie.
De plus, c’était une opportunité d’appliquer mes connaissances en mécanique et vibrations, tout en améliorant mes capacités de programmation.
Enfin, le projet inclut une partie académique et théorique ainsi qu’un aspect pratique lié, de manière directe, avec un problème identifié et réel.
2.- Travaux réalisés
J’ai réalisé mes diff2rentes missions sous la direction de M. Guskov.
2.1.- Planification
La durée du projet a été de 16 semaines, entre mars et juin. Les sept premières semaines ont été dédiées à la conception d’un modèle mécanique simple du robot et à la sélection d’une broche et d’un robot.
Ensuite, on a développé un modèle mécanique plus complexe en deux semaines, et travaillé pendant 6 semaines sur la conception et l’analyse d’une démarche d’identification des paramètres du système mécanique.
Les 5 dernières semaines ont été consacrées à l’analyse modale d’un robot du laboratoire, en faisant des Hammer Impact Tests, des essais vibratoires avec excitations forcées et le post-traitement des données. Enfin, on a test2 la démarche d’identification dans un cas réel.
2.2.- Sélection d’un robot
On a cherché des robots pour deux assemblages : un plus léger pour l’usinage de plastiques et un autre plus lourd pour l’usinage d’aluminium.
CONCEPTION D’UNE CELLULE ROBOTIQUE POUR L’USINAGE 5
Les paramètres techniques les plus importants sont la portée, la capacité de charge et le nombre d’axes, qui doit être 6 ou 7. Le critère du poids était important car le robot ne doit pas être trop lourd. Cependant, le prix des robots a été la contrainte la plus importante à respecter.
2.2.1.- Recherche des catalogues
La recherche des bras robotiques a été effectuée sur les catalogues KUKA, ABB, FANUC, Universal Robotics, Franka Emika Panda et Motoman, étant les entreprises les plus importantes dans ce domaine.
Dans le cas de la configuration légère, la recherche inclut des robots présentant les caractéristiques suivantes :
• Capacité de charge jusqu’à 10 kg • Portée jusqu’à 1500 mm
• 6 ou 7 axes
Une première pré-sélection de robots a été alors créée, dans laquelle on a noté la portée et la capacité de charge de chacun (cf. annexe A). Aussi, on a noté autres caractéristiques telles que le prix estimé ou le poids.
A l’aide de l’étude comparative faite sur les différents robots, nous avons pu identifier les meilleures solutions selon nos critères techniques et économiques :
• KUKA KR10 R1100 • KUKA KR10 R1420 • Franka Emika Panda.
Pour la configuration plus lourde, la recherche de robots a été orientée par rapport aux caractéristiques suivantes :
• Capacité de charge entre 20 et 30 kg • Portée jusqu’à 2000 mm
• 6 ou 7 axes
Encore une fois, un graphique est créé pour classer la première sélection de robots par capacité de charge et portée (cf. annexe A).
Après un contact direct avec les distributeurs, notre sélection s’est portée sur le KUKA KR20 et le KUKA KR22 étant ceux qui répondaient le mieux à nos besoins.
2.2.2.- Choix finale
La décision du laboratoire a été de faire l’assemblage lourd pour l’usinage d’aluminium, pour cela, on a proposé le KUKA KR20. Néanmoins, un robot KUKA KR30 HA-C [9], appartenant au laboratoire, qui répondait également aux contraintes techniques a été choisi pour réaliser les expériences. De cette façon, il ne sera pas nécessaire d’investir dans un nouveau robot.
CONCEPTION D’UNE CELLULE ROBOTIQUE POUR L’USINAGE 6
2.3.- Sélection d’une broche
Afin de réaliser des processus d’usinage avec notre robot, on doit y attacher une broche pour le perçage ou le fraisage. La sélection d’un modèle de broche dépend de nombreux facteurs, donc il faut comprendre, dans un premier temps, les processus d’usinage prévus et ses exigences.
2.3.1. Paramètres du perçage
D’après les hypothèses, on percerait un trou de 10mm de diamètre (D) avec une vitesse d’avance (f) de 0.3mm/rev. Le matériau usiné serait du plastique ou de l’aluminium, et on utiliserait un outil standard avec deux dents (Z) et un angle de pointe (Kr) de 118º.
Dans ces conditions, on a procédé à une recherche des paramètres du perçage recommandés. À partir des vitesses de coupe conseillées par des fabricants [1,2] et des valeurs du taux
d’enlèvement de matière spécifique [3], on a déterminé les vitesses de broche et les puissances requises par l’usinage de l’aluminium et du plastique.
Aussi, d’autres paramètres ont été calculés, comme la vitesse d’avance, la force de coupe, la force d’avance, la force de coupe spécifique et le couple.
Tous ces calculs ont été notés dans des tableaux (cf. annexes B et C ).
2.3.2.- Recherche sur des catalogues
Lors de la sélection de la broche, trois contraintes majeures ont été relevées. L’une est le poids et la taille, parce que le robot doit être capable de la tenir. La seconde, est d’être capable d’atteindre la vitesse, la puissance et le couple indiqués pour chaque matériau. Enfin, elle doit être adaptée pour le fraisage, c’est à dire, être capable de supporter des forces axiales et radiales.
- Broche pour l’usinage de plastiques :
Le poids devrait être le minimum possible, et inférieur à la capacité de charge du robot utilisé. Par exemple moins de 10 kg, avec une marge de sécurité, dans le cas d’un robot KUKA KR10.
Compte tenu des valeurs de vitesse de coupe recommandées pour les plastiques, la vitesse de la broche devrait passer de 900 tr/min à 3000 tr/min, dans un cas idéal. Au moins, il devrait être capable de fonctionner à une vitesse entre ces valeurs.
La puissance de coupe devrait être plus de 0.7 kW dans le cas le plus restrictif, et le couple 2.25 Nm. Cependant, ces deux variables ne sont pas des contraintes très limitantes. On pourrait faire du pré-forage, une procédure qui consiste à faire d’abord un trou d’un diamètre plus petit que nécessaire, puis, percer le trou final. Ça réduit la puissance requise et
améliore la tolérance.
- Broche pour l’usinage d’aluminium:
Dans ce cas, le poids n’est pas une contrainte majeure, car les robots ont une capacité de charge supérieure à 20 kg. En outre, la limite de vitesse minimale de broche devrait être d’environ 3000 tr/min.
CONCEPTION D’UNE CELLULE ROBOTIQUE POUR L’USINAGE 7
Dans le cas le plus restrictif, la puissance de coupe devrait être d’environ 3.6 kW, mais selon certaines références, il ne serait que plus de 1.4 kW. En outre, comme déjà mentionné, le pré-perçage réduit la puissance de coupe requise.
2.3.3.- Broches proposées
Après la recherche sur le marché, et l’étude d’une présélection de broches, on a proposé celles qu’on a considérées plus adaptées aux besoins techniques.
Pour la configuration d’usinage en plastique, on a décidé que la meilleure broche serait la Proxxon 20 165 [4], qui a 300W et atteint vitesses de 900 tr/min à 3000 tr/min. Pourtant, finalement on ne va pas réaliser cette configuration.
La broche proposée, pour l’usinage d’aluminium, est le modèle C41/47-C-3822-200 [5]. Cette broche a 1.6 kW, une vitesse maximale de 12000 tr/min et 8,5 kg de poids
2.4.- Modélisation du système mécanique du robot
Les travaux présentés ci-dessous concernent la conception d’un modèle mécanique du robot, notamment pour analyser ses vibrations dans plusieurs situations.
2.4.1.- Formules et hypothèses
On a considéré le robot comme un système de deux degrés de liberté formé par deux barres avec les paramètres suivants:
• Longueurs L1 et L2 • Masses M1 et m2
• Moments d’inertie I1 et I2
• Raideurs K1 et K2, dans les articulations • Les centres de masses lg1 et lg2
• Angles θ1 et θ2. L’angle θ3 dépends des autres.
Figure 1. Schéma du système mécanique
K2 K1
θ2
L1, M1, I1,lg1θ1
L2, m2, I2,lg2 x y θ3 y’ x’CONCEPTION D’UNE CELLULE ROBOTIQUE POUR L’USINAGE 8
En théorie, on peut résoudre les équations de ce système. Malheureusement, dans la pratique, des valeurs comme la masse, la constante de ressort, l’amortissement ou le moment d’inertie restent inconnus très souvent.
D’abord on a supposé qu’on connaissait les longueurs et la masse de chaque barre. Pour obtenir les moments d’inertie, on a supposé que les barres étaient uniformes, avec les centres des masses au milieu de chacun d’eux.
Pour obtenir les raideurs K1 et K2, on a supposé qu’on connaissait les fréquences de résonance pour un angle θ2 déterminé. Les formules utilisées pour cela seront affichées et expliquées dans la section suivante.
Une autre supposition qu’on a faite est que l’amortissement est proportionnel à la raideur, avec un coefficient d’amortissement ε= 10% pour la première fréquence propre. Il en résulte un coefficient de proportionnalité de la matrice de rigidité K, 𝛽.
Le système cinétique a deux degrés de liberté, θ1 et θ2. Lors de l’analyse des vibrations libres, il y a trois degrés de liberté : l’angle θ2, et les déplacements angulaires dθ1 et dθ2. L’angle θ1 n’a aucune influence sur les caractéristiques du système.
L’équation du mouvement est :
𝑀 · 𝑑𝜃̈ + 𝐶 · 𝑑𝜃̇ + 𝐾 · 𝑑𝜃 = 𝑀𝑒𝑥𝑡 Où :
M est la matrice de masse/inertie C est la matrice d’amortissement K est la matrice de rigidité
Mext est le vecteur de couple appliqué par des forces extérieures dΘ est le vecteur de déplacement angulaire
𝑑𝜃 = (𝑑𝜃𝑑𝜃1 2)
• Matrice de masse : on a trouvé la matrice de masse à partir de l’énergie cinétique du système. Cette matrice dépend de l’angle 𝜃2, mais pas de 𝜃1.
𝑀 = [𝑚11 𝑚12 𝑚12 𝑚22]
• Matrice de raideur : on a calculé l’énergie de déformation pour l’obtenir. Ainsi la matrice de raideur K est,
𝐾 = [𝐾1 0 0 𝐾2]
Connaissant ces deux matrices, on peut identifier les fréquences de résonance et modes du système :
det(−𝑀 · 𝜔2+ 𝐾) = 0
On résout le déterminant et met dans l’équation les fréquences propres connues pour une valeur donnée de 𝜃2 pour obtenir K1 et K2.
Une fois qu’on connait la matrice de rigidité, on peut obtenir les fréquences propres pour chaque valeur de 𝜃2. Et pour chaque paire de fréquences propres il y a deux modes propres, qui sont normalisés avec la matrice de masse.
(−𝜔2· 𝑀 + 𝐾) · 𝜑 = 0 ; 𝜑𝑘 = (
𝜑1𝑘
CONCEPTION D’UNE CELLULE ROBOTIQUE POUR L’USINAGE 9
Ensuite, on a fait l’analyse des vibrations forcées. On devait obtenir la matrice des fonctions de transfert et le déplacement provoqué par les forces extérieures.
• Matrice de fonction de transfert : comme on a supposé amortissement proportionnel et les modes sont normalisés, on a utilisé les formules suivantes pour obtenir la matrice de fonction de transfert, élément par élément.
ℎ𝑖𝑗(𝜔) = ∑ 𝜑𝑖𝑘· 𝜑𝑗𝑘· ℎ𝑘(𝜔) 2 𝑘=1 ℎ𝑘 = 1 𝜔𝑘2− 𝜔2+ 2𝑗 · 𝜀𝑘· 𝜔𝑘· 𝜔 ; 𝜀𝑘 = 1 2· 𝛽 · 𝜔𝑘
• Forces externes/vecteur de couple : on a supposé une force appliquée à l’extrême du bras robotique. Pour introduire cette force dans l’équation, on a calculé la puissance fait par la force et la comparé avec une puissance causée par des couples, puis, obtenu le vecteur de couple.
• Déplacement de l’extrémité du bras : la première étape pour calculer le déplacement a consisté à multiplier le vecteur de couple et la matrice de fonction de transfert pour obtenir le déplacement angulaire provoqué par la force externe.
Puis, on a traduit ce déplacement en coordonnées cartésiennes et obtenu le
déplacement total, qui est égal à la racine carrée de 𝑑𝑥2+ 𝑑𝑦2 (déplacements en x et y). Ce déplacement ne dépend que des variables d𝜃1,d𝜃2 et 𝜃2.
Aussi, on calcule les composants du déplacement dans les axes x’ (axial) et y’(radial).
2.4.2.- Implémentation sur Python
Le logiciel utilisé pour implémenter le système dans l’ordinateur est Python, dans lequel deux scripts ont été créés.
Le premier obtient les valeurs de raideur, comme discuté antérieurement. Les entrées sont des longueurs, des masses, 𝜃2 l’angle, et les fréquences propres supposées pour ces conditions. Les équations sont résolues avec une méthode de moindres carrés, qui procède d’une manière itérative.
Après avoir calculé K1 et K2, on a utilisé ces raideurs pour obtenir les fréquences propres avec la fonction de valeurs propres de Python Scipy pour vérifier si notre résultat est correct.
Le deuxième script est plus complexe. Les entrées principales sont les masses, la rigidité, le coefficient d’amortissement proportionnel et les longueurs. Les sorties sont les suivantes :
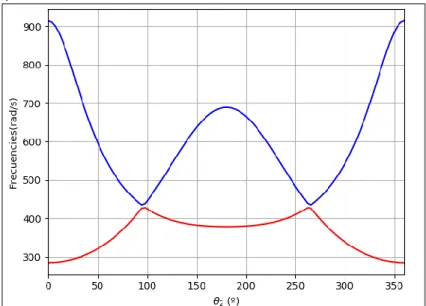
1. Fréquences propres en fonction de 𝜃2: on obtient un graphique des fréquences propres du système pour un ensemble de 𝜃2 de 0 º à 360 º. Les matrices de masse et de rigidité sont définies et introduises dans une fonction de valeurs propres de Python pour trouver les fréquences propres à chaque position.
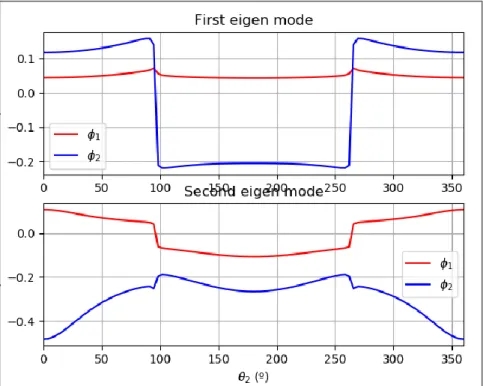
2. Modes propres en fonction de 𝜃2: on obtient deux graphiques des modes M normés en fonction 𝜃2, un pour chaque fréquence propre. Les équations des modes sont résolues avec une fonction de Python. Cette fonction étant itérative, les résultats des itérations
CONCEPTION D’UNE CELLULE ROBOTIQUE POUR L’USINAGE 10
précédentes sont utilisés comme points initiaux pour réduire le temps de résolution et assurer la continuité des résultats.
3. Fonctions de transfert en fonction de 𝜃2 et la fréquence du système : un graphique 3D pour chaque composant de la matrice de fonction de transfert (4 au total). Le gain des fonctions de transfert est exprimé en décibels.
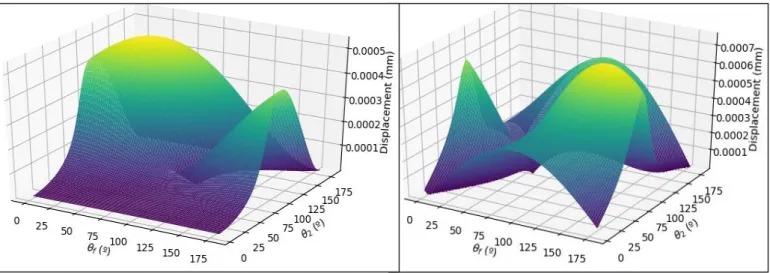
4. Le déplacement total en fonction de 𝜃2 et 𝜃𝐹 (angle entre la force et la barre L1): déplacement total produit par une force unitaire à une fréquence ω=400 rad/s. Cette fréquence a été choisie, car elle est dans la gamme de fréquences à laquelle on pourrait usiner une pièce, comme il est étudié à la section 2.3.1.
2.2.4. Résultats et analyse
On a utilisé les scripts pour simuler le comportement mécanique d’un système mécanique de caractéristiques similaires à celles du KUKA KR22 R1610.
Premièrement, on a trouvé les constantes de raideur pour les données suivantes, en utilisant le premier script :
• L1 = 1 m, L2 = 0,6 m • M1 = 150 kg, M2 = 100 kg • 𝜃2= 45 º
Le résultat a été:
Figure 2. Détermination des K1 et K2
Après vérification, on a observé que les valeurs K1 et K2 étaient assez précises, et on leur a introduit dans le deuxième script, obtenant les résultats suivants:
• Fréquences propres:
CONCEPTION D’UNE CELLULE ROBOTIQUE POUR L’USINAGE 11
• Modes propres:
Figure 4. Modes propres (premier et second) en fonction de 𝜃2 • Gain des fonctions de transfert:
CONCEPTION D’UNE CELLULE ROBOTIQUE POUR L’USINAGE 12
• Déplacement produit par une force unitaire:
Figure 6. Déplacement produit par une force unitaire de 400 rad/s
• Déplacement dans les directions x’ et y’ :
Figure 7. Déplacement produit par une force unitaire de 400 rad/s dans la direction y’
Figure 8. Déplacement produit par une force unitaire de 400 rad/s dans la direction x’
Dans le graphique du gain on a observé que le gain se réduit à partir de fréquences
supérieures aux fréquences de résonance. Par ailleurs, le graphique du déplacement montre qu’il faut éviter valeurs de 𝜃2 autour de 90º quand la force est parallèle à la barre 1. En revanche, il est mieux d’utiliser une position où la force soit parallèle à la barre 2.
CONCEPTION D’UNE CELLULE ROBOTIQUE POUR L’USINAGE 13
2.4.4.- Réalisation d’un modèle plus complexe
Le modèle mécanique montré ci-dessus part d’hypothèses trop simples. En conséquence, on a conçu un modèle où les masses, les centres de masse et les inerties des barres sont
indépendants entre eux.
Toutes les équations sont les mêmes que dans le modèle plus simple, sauf la matrice de masses. On la trouve en calculant l’énergie cinétique, comme avant, mais avec des formules plus complexes.
Finalement, on a écrit un programme en Python, égal au précédent, mais en utilisant la nouvelle matrice de masses.
2.5.- Identification des paramètres du système
Afin d’améliorer la précision du modèle mécanique il faut connaître des valeurs telles que les masses, les raideurs, les positions des centres de masse ou les inerties. Pourtant, ces magnitudes ne sont pas généralement données par le fabriquant
2.5.1.- Démarche d’identification des paramètres
On a développé sur Python une démarche d’identification des paramètres du modèle mécanique à partir des fréquences de résonance. Les données d’entrée sont :
• Les fréquences de résonance dans plusieurs positions (𝜃2), obtenues expérimentalement : 𝜔𝑒𝑥𝑝,𝑖,𝑗
• Les longueurs des barres L1 et L2
• Le vecteur de paramètres pour la première itération (supposition initiale) : 𝑥0= {𝑚1, 𝑚2, 𝑘1, 𝑘2, 𝑙𝑔1, 𝑙𝑔2, 𝐼1, 𝐼2}
Avec ces données on calcule les fréquences de résonance selon notre modèle 𝜔𝑖,𝑗, et leur compare avec les fréquences réelles. On calcule l’erreur carrée totale :
𝐹(𝜔𝑒𝑥𝑝, 𝜔) = ∑ [(𝜔𝑒𝑥𝑝,𝑖,1− 𝜔𝑖,1) 2 + (𝜔𝑒𝑥𝑝,𝑖,2− 𝜔𝑖,2) 2 ] 𝑛 𝑖=1
Où n est le nombre de positions pour lesquelles on connait les fréquences.
Ensuite, une fonction de moindres carrées est implémentée pour trouver un vecteur de paramètres qui réduise le plus possible l’erreur carrée totale.
• Supposition initiale : on utilise le vecteur 𝑥0
• Équations : on a 2 équations pour chaque position 𝜃2 𝑒𝑞(𝑖. 𝑗) = (𝜔𝑒𝑥𝑝,𝑖,𝑗− 𝜔𝑖,𝑗)
2
• Conditions : afin que la solution soit physiquement possible on a implémenté certaines restrictions. La première est que toutes les valeurs doivent être positives. La seconde est que les centres de masse doivent rester dans les barres. En dernier lieu, les inerties ne peuvent pas être plus grandes que 1
4· 𝑚1 · 𝐿1 2 .
Cependant, des autres conditions ou équations pourraient être ajoutées pour améliorer la démarche. Par exemple, la masse totale du robot.
La solution est un nouveau vecteur de paramètres 𝑥𝑖𝑑 à partir duquel on calcule des nouvelles fréquences de résonance 𝜔𝑖𝑑. L’erreur carrée entre 𝜔𝑖𝑑 et 𝜔𝑒𝑥𝑝 doit être minimum.
CONCEPTION D’UNE CELLULE ROBOTIQUE POUR L’USINAGE 14
2.5.2.- Analyse de la démarche
On a testé la démarche dans plusieurs conditions. Les objectifs principaux sont d’étudier la convergence de la démarche vers une solution, l’erreur de cette solution et le nombre d’itérations nécessaires. La méthode suivie dans les tests a été la suivante :
1. On a obtenu les fréquences de résonance dans plusieurs positions, pour un certain vecteur de paramètres, avec le modèle mécanique déjà développé. Ce vecteur et fréquences ont été considérées comme réelles.
2. Ensuite, on a fait des déviations sur le vecteur de paramètres original. En premier lieu, des déviations dans un seul component du vecteur, c’est-à-dire une masse ou une inertie. Par exemple :
𝑚1∗= 𝑚1 ∗ 𝑑
𝑥1= {𝑚1∗, 𝑚2, 𝑘1, 𝑘2, 𝑙𝑔1, 𝑙𝑔2, 𝐼1, 𝐼2}
En second lieu, on a fait des déviations aléatoires sur le vecteur original, telles que : 𝑥1= 𝑥0+ (𝑑 − 1) · 𝑟𝑎𝑛𝑑(8,1) · 𝑥0
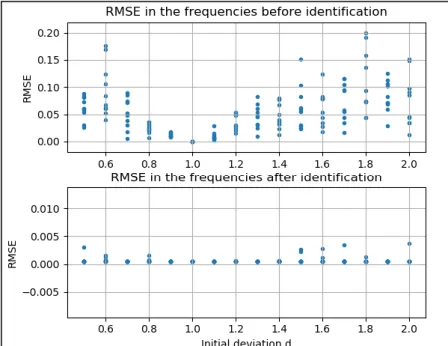
3. Puis, on a analysé l’erreur dans les fréquences de résonance produite par ces déviations. On a utilisé l’erreur RMSE (Root Mean Square Error) :
𝜀𝑅𝑀𝑆= √∑ ∑ ( 𝜔𝑖,𝑗− 𝜔𝑒𝑥𝑝,𝑖,𝑗 𝜔𝑒𝑥𝑝,𝑖,𝑗 ) 2 2 𝑗=1 𝑛 𝑖=1 2 ∗ 𝑛
4. Finalement, on a exécuté la démarche d’identification à partir du nouveau vecteur, et ensuite analysé l’erreur dans les fréquences de résonance, le vecteur identifié 𝑥𝑖𝑑 et le nombre d’itérations.
On a testé la démarche avec des ensembles de fréquences de résonance obtenues pour angles 𝜃2 de 40º jusqu’à 140º, auxquelles il est plus possible qu’on utilise un robot. On a commencé avec 4 positions et continué jusqu’à 17.
Pourtant, on a observé qu’il n’y a pas de la convergence vers une unique solution, et que la différence entre 𝑥𝑖𝑑 et le vecteur original est proportionnelle à la déviation appliquée.
Mais, au même temps, ces solutions trouvées pourraient être correctes parce que l’erreur dans les fréquences de résonance est réduite.
À raison de cela, on a décidé d’analyser en détail le système d’équations utilisé. Les fréquences dépendent des composants de la matrice de masse et des raideurs. Simultanément, les
composants de la matrice de masse dépendent de certaines valeurs constantes et de l’angle 𝜃2 : { 𝑚11 = 𝑎 · cos2(𝜃 2) + 2𝑏 · cos(𝜃2) + 𝑐 𝑚12 = 𝑎 · cos2(𝜃2) + 𝑏 · cos(𝜃2) + 𝑑 𝑚22 = 𝑎 + 𝑑 𝑂ù 𝑐𝑒𝑠 𝑐𝑜𝑛𝑠𝑡𝑎𝑛𝑡𝑒𝑠 𝑠𝑜𝑛𝑡 { 𝑎 = 𝑚2 · 𝑙𝑔22 𝑏 = 𝑚2 · 𝐿1 · 𝑙𝑔1 𝑐 = 𝐼1 + 𝐼2 + 𝑚2 · 𝐿12+ 𝑚1 · 𝑙𝑔12 𝑑 = 𝐼2
Même si on peut obtenir les valeurs des constantes à partir de la démarche, il faudrait résoudre un système de 4 équations avec 6 inconnus pour avoir tous les paramètres. Dans ce cas, il est
CONCEPTION D’UNE CELLULE ROBOTIQUE POUR L’USINAGE 15
impossible d’avoir solution unique au problème. Si on veut résoudre ce système d’équations il faut connaître au moins deux de ces variables : I1, m1 et lg1.
Après, on a essayé la démarche en faisant la supposition de que les valeurs m1 et lg1 sont constantes. Cependant, il n’y a pas de la convergence vers une unique solution encore, quelle que soit la longueur de 𝜔𝑒𝑥𝑝.
Dans ces conditions, l’erreur dans les fréquences de résonance après l’identification est minime quelque soit la supposition initiale.
Alors, on a déduit qu’il faudrait ajouter d’autres conditions pour avoir une solution unique. Par exemple, si on suppose que m1, m2 et lg1 sont connus.
D’un autre côté, le nombre d’itérations requis est normalement autour de 20 quand il n’y a pas une solution unique. Quand la solution est unique, le nombre d’itérations est souvent entre 40 et 70. En tout cas, la fonction de moindre carrées est limité par défect à un maximum de 250 itérations.
2.5.3.- Modification de la démarche
Après ces conclusions, on a créé un autre script avec une démarche qui identifie les raideurs, et les variables a, b, c et d. Les données d’entrée sont les mêmes que dans la démarche antérieure, mais les résultats sont les raideurs, les constants et les nouvelles fréquences de résonance selon le modèle. Dans ce cas, l’erreur est aussi minime.
Figure 9. RMSE avant et après l’identification, en fonction de la déviation initiale, avec 4 positions.
Cette démarche ne donne pas une solution encore, mais peut être utile pour une première estimation. Afin d’avoir une solution unique il faudrait connaître ou soupçonner la valeur de a, b, c, d ou d’un raideur.
CONCEPTION D’UNE CELLULE ROBOTIQUE POUR L’USINAGE 16
2.6.- Analyse modale
Le but de l’analyse modale du robot est de trouver ses fréquences de résonance et ses modes dans certaines positions, ainsi que de vérifier la plausibilité du modèle mécanique proposé et la validité des hypothèses faites. Le robot analysé a été le KUKA KR30 HA-C.
2.6.1.- Recherche bibliographique
Les études qu’on a lues [6,7,8] montrent que dans robots industriels il y a souvent une première fréquence de résonance autour de 13-20Hz, une deuxième autour de 50Hz et une autre à 100Hz environ. Pourtant, ce sont seulement des références.
2.6.2.- Hammer Impact Test
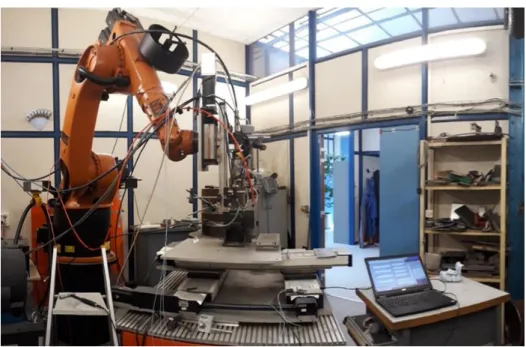
Le Hammer Test est une méthode expérimentale de calculer les fréquences de résonance et les modes d’une structure, ainsi que sa fonction de transfert. La procédure consiste à faire des impacts avec un marteau dans la structure, sur laquelle il y a des accéléromètres. Les mesures des vibrations et de la force d’impact sont sauvegardées dans un ordinateur, puis analysées. Les matériaux utilisés sont trois accéléromètres, un marteau et un module d’acquisition, tous connectés à un ordinateur avec Matlab.
Figure 10. Disposition des éléments pendant les tests.
On a fait trois tests. Pendant les deux premiers tests, le robot avait un outil de soudage laser d’un poids considérable, attaché à l’extrémité, qui a été retiré pour le troisième test. Les
accéléromètres ont été placés sur le poignet du robot le premier test, puis sur le milieu du bras et orientés dans les directions de l’espace : X (parallèle au bras), Y (perpendiculaire au bras, dans le plan du robot) et Z (perpendiculaire au plan du robot).
La procédure a consisté en initialiser un script de Matlab pour l’acquisition des données et faire entre 4 et 6 coups avec le marteau dans un point du robot. Tous ces données ont été
enregistrées dans un fichier, pour son analyse postérieure. Par ailleurs, on a noté les conditions de l’expérience, l’heure et le fichier créé. Ensuite, on a répété le même procédure plusieurs fois, dans toutes les directions et pour différentes positions du robot.
CONCEPTION D’UNE CELLULE ROBOTIQUE POUR L’USINAGE 17
2.6.3- Essais vibratoires avec excitations forcées
Les mesures faites avec le Hammer Impact Test n’ont été suffisamment précises. À raison de cela, une autre méthode d’analyse modal a été utilisé de façon complémentaire, dans les mesures faites sur le robot sans outil.
Le procédé consiste à faire vibrer le robot avec un moteur linéal situé à l’extrémité du bras, à une fréquence déterminée. Les vibrations sont enregistrées par 4 accéléromètres, placées sur le moteur, sur l’extrémité du bras et deux dans les directions X, Y ou Z du Hammer Impact Test. Pour chaque configuration du robot, on a délimité des intervalles dans lesquels on pouvait trouver une fréquence de résonance (avec le Hammer Impact Test), puis on a fait un balayage fréquentiel dans ces intervalles avec une précision de 0.25 Hz.
Le moteur ne pouvait pas aller au-dessus de 50 Hz, donc on a réalisé ces essais seulement autour des deux premières fréquences de résonance. L’ensemble de fréquences analysées n’est pas grand en comparaison avec les Hammer Tests, mais la précision est bien plus haute.
2.6.4- Post-traitement et résultats
Le post-traitement des données expérimentales a été réalisé avec scripts de Matlab, dont une partie déjà conçue au laboratoire.
Pour le Hammer Impact Test on a vérifié que les coups avec le marteau soient propres (sans rebond), puis on a analysé des graphiques qui montraient le module et la phase des fonctions de transfert du robot dans chaque direction. Les points où il y a des pics prononcés peuvent être des fréquences de résonance. Un autre graphique montre la cohérence des mesures, entre 0 et 1. Habituellement, si la cohérence est supérieure à 0.8, les mesures sont considérées plausibles.
Dans le cas des vibrations forcées, on a fait la transformée de Fourier des fonctions de transfert et noté le module et la phase à la fréquence d’excitation.
• Configuration avec l’outil de soudage : dans ce cas on a trouvé de fréquences de résonance autour de 12, 67, 84 et 104 Hz. Cependant, les résultats n’ont pas été précis et la cohérence est basse, notamment dans les directions X et Z. Alors, on n’a pas pu trouver les modes avec exactitude.
• Configuration sans l’outil de soudage : en cette occasion, les essais avec vibrations forcées ont permis de trouver les modes et les fréquences avec précision, pour chaque configuration. Ci-dessous un tableau qui montre les fréquences de résonance, et les fonctions de transfert (module et phase) entre le moteur (M) et les directions X, Y, Z. Angle du coude (º) Fréquence (Hz) Module Phase (º) MX MY MZ MX MY MZ 128.6 12.75 0.6762 0.1319 0.159 104 99 -43 28.75 0.3057 0.6936 0.092 72 -102 98 91.7 12.25 1.002 0.2478 0.081 47 -129 -130 27.5 0.0628 0.7082 0.038 64 -82 134 41.1 12 0.6848 0.6466 0.123 55 -124 -122 27 0.2972 0.1529 0.044 -70 -84 118
CONCEPTION D’UNE CELLULE ROBOTIQUE POUR L’USINAGE 18
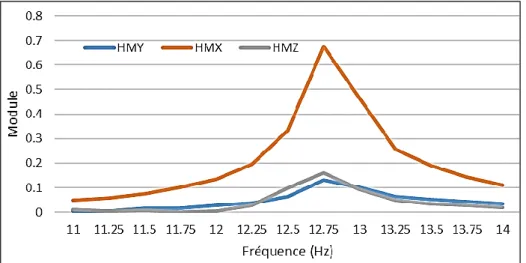
Par ailleurs, on peut afficher les graphiques des fonctions de transfert autour des fréquences de résonance. Par exemple :
Figure 11. Module des fonctions de transfert autour de 12.75 Hz, avec un angle du coude de 128.6º
Ces résultats montrent aussi, que l’influence de la direction Z (hors plan) est réduite en comparaison avec X et Y, donc modéliser le robot comme un système plan ne causerai pas beaucoup d’erreur, au moins dans la configuration sans outil.
2.6.5.- Paramètres du KUKA KR30 HA-C
Une fois que les fréquences de résonance ont été obtenues, la démarche d’identification déjà conçue peut être utilisée pour trouver les paramètres du KUKA KR30 HA-C.
Afin d’avoir une solution unique on a supposé que la barre 1(avant-bras) avait le centre de masses au milieu, sa densité était constante et la masse était connue. Le poids total du robot est de 665 kg, donc on a supposé que m1=275 kg (près de la moitié du poids total). Les longueurs des barres seraient L1=0.85 m et L2=0.99 m [9].
On a exécuté la démarche avec différents vecteurs initiales 𝑥0. Cependant, elle n’est pas arrivée à trouver des résultats physiquement possibles, même avec d’autres valeurs de masse, inertie ou position du centre de masses de l’avant-bras. En analysant le modèle, on a observé que les fréquences de résonance devraient changer d’une façon différente à celle qu’on a observée expérimentalement.
Ainsi, il y a quelques possibilités à prendre en compte : que le modèle conçu soit insuffisant pour modéliser le robot, qu’on n’ait pas trouvé les fréquences et modes de résonance corrects ou, encore, que le modèle ait des erreurs (ce qui est improbable). Dans les prochaines
investigations, il faudrait faire des essais statiques et d’autres essais avec vibrations forcées afin de compléter la recherche.
CONCEPTION D’UNE CELLULE ROBOTIQUE POUR L’USINAGE 19
3.- Conclusions
3.1.- Objectifs atteintes
La plupart des objectifs du projet ont été accomplis : la modélisation du système mécanique, la sélection d’un robot, la proposition des broches pour l’usinage, la conception de la démarche d’identification des paramètres du système et trouver les fréquences de résonance du robot. Malheureusement, on a failli trouver les paramètres du KUKA KR30 HA-C de façon exacte avec la démarche d’identification, et la validité du modèle n’a pu être vérifiée expérimentalement. Afin de résoudre ces questions, plus d’essais vibratoires avec excitations forcées et des tests
statiques seront réalisés pendant les recherches suivantes.
En conclusion, ce projet a donné les fondements théoriques, les modèles, les informations et les résultats des expériences à partir desquels des prochaines études peuvent continuer la recherche.
3.2.- Points critiques et difficultés
Une des taches plus difficiles a été la recherche des broches et des paramètres du perçage. D’un côté, l’offre de broches est très limitée et par ailleurs, des caractéristiques importantes comme la vitesse minime n’apparaissent pas normalement dans les catalogues.
De plus, l’impossibilité de trouver une solution unique avec la démarche d’identification a été une complication qu’on n’attendait pas, ainsi que ne pas obtenir les paramètres du robot à partir des fréquences trouvées par des expériences.
Enfin, les Hammer Impact Tests n’ont pas donné les fréquences et modes de résonance avec précision. Cependant, cette difficulté a été résolue avec succès en réalisant les essais
vibratoires avec excitations forcées, qui ont donné des résultats bien plus précis.
3.3.- Compétences acquises
D’abord, grâce à ce projet j’ai pu me familiariser avec le travail de la recherche scientifique et, notamment, faire partie de la réalisation des expériences au laboratoire.
Je me suis familiarisé également avec des logiciels telles que Python et Matlab et j’ai acquis une meilleure connaissance de l’usinage, des robots industriels et des vibrations et tout cela, dans un endroit professionnel et orienté vers le monde réel.
Enfin, lors de la rédaction du rapport et du travail en général j’ai beaucoup amélioré mon français, oral et écrit.
CONCEPTION D’UNE CELLULE ROBOTIQUE POUR L’USINAGE 20
4.- Bibliographie
[1] Viking Drill, Vitesses de coupe recommandées, http://www.vikingdrill.com/viking-Drill-FeedandSpeed.php
[2] ITC recommended drilling – speeds and feeds, 2019, https://www.itc-ltd.co.uk/wp-content/uploads/2015/11/drilling_speeds_and_feeds.pdf
[3] Ingerson Cutting Tools technical guide, 2017,
https://www.ingersoll-imc.de/fileadmin/user_upload/user_upload/pdfs/Handbuecher/THB_E_2017.pdf [4] Proxxon 20 165, site official, 2019, https://www.proxxon.com/fr/micromot/20165.php [5] C41/47-C-3822-200 broche moteur, mai 2019,
https://frs-cnc.com/motores/electromandrinos/479/nc47dber25c-detail
[6] Jacob Huckaby et Henrik I. Christensen, “Dynamic Characterization of KUKA Light-Weight Robot Manipulators”, Technical Report GT-RIM-CR-2012-001
[7] BISU Claudiu, CHERIF Mehdi, GERARD Alain and K’NEVEZ Jean-Yves, “Dynamic behavior analysis for a six axis industrial machining robot”, 2011
[8] Leonesio, M., Villagrossi, E., Beschi, M., Marini, A., Bianchi, G., Pedrocchi, N., Isaev, A. , “Vibration analysis of robotic milling tasks”, Procedia CIRP, 67, 262–267, 2018,
https://doi.org/10.1016/j.procir.2017.12.210
[9] KUKA KR30 HA-C datasheet, 2019,
CONCEPTION D’UNE CELLULE ROBOTIQUE POUR L’USINAGE 21
Annexe A: Classement des robots par portée et capacité de charge
KR 3 Agilus LBR iiwa KR AGILUS (KR 10 R1100) KR AGILUS (KR 6 R900) KR Cybertech nano (KR 10 R1420) KR Cybertech arc nano (KR 8 R1420 arc HW)
Franka Emika Panda
IRB 120 IRB 1200 IRB 140 IRB 1410 IRB 1520ID IRB 1600 (several versions) IRB 910SC SCARA CR 4iA CR 7iA LR Mate 200 iD LR Mate 200 iD/7L LR MATE 200iD/4Ss Paint Mate 200iA/5L
UR3e UR5e UR10e 0 200 400 600 800 1000 1200 1400 1600 0 1 2 3 4 5 6 7 8 9 10 P ortée (m m ) Capacité de charge (kg)
Robots pour l'usinage du plastique(<10kg)
KR22 R1610 KR22 R1610-2 KR20 R1810 KR20 R1810-2 IRB 2600 IRB 2400 HP20F HP20D-A80 MH24 SIA20D SIA20F GP25 M-20iA M-20iA/20M M-20iB/25 M-20iD/25 800 1000 1200 1400 1600 1800 2000 18 19 20 21 22 23 24 25 26 P ortée (m m ) Capacité de charge (kg)
CONCEPTION D’UNE CELLULE ROBOTIQUE POUR L’USINAGE 22 Vitesse de coupe, Vc (m/min) Vitesse de broche, n (rpm) Vitesse de pénétration, Vf (mm/min) Taux d’enlèvement de matière, Q (cm ^ 3/min) Taux spécifique d’enlèvement de matière, QSP(cm ^ 3/KWmin) Force de coupe spécifique, KC (N/mm ^ 2) Puissance de coupe, PC (kW) Force de coupe, Fc (N) Force d’avance, Ff (N) Couple, T (Nm) 200 6366 1909 150 250 240 0,6 180 158 0,9 91,5 2912 873 68 250 240 0,27 180 158 0,9 61 1941 582 45 250 240 0,18 180 158 0,9 30,5 970 291 22 250 240 0,091 180 158 0,9 200 6366 1909 150 100 600 1,5 450 397 2,25 91,5 2912 873 68 100 600 0,68 450 397 2,25 61 1941 582 45 100 600 0,45 450 397 2,25 30,5 970 291 22 100 600 0,22 450 397 2,25
CONCEPTION D’UNE CELLULE ROBOTIQUE POUR L’USINAGE 23
Annexe C : paramètres du perçage de l’aluminium
Vitesse de coupe, Vc (m/min) Vitesse de broche, n (rpm) Vitesse de pénétration, Vf (mm/min) Taux d’enlèvement de matière, Q (cm ^ 3/min) Taux spécifique d’enlèvement de matière, QSP (cm ^ 3/KWmin) Force de coupe spécifique, KC (N/mm ^ 2) Puissance de coupe, PC (kW) Force de coupe, Fc (N) Force d’avance, Ff (N) Couple, T (Nm) 91,5 2912 873 68 52 1153 1,32 865 764 4,32 61 1941 582 45 52 1153 0,88 865 764 4,32 250 7957 2387 187 52 1153 3,60 865 764 4,32 70 2228 668 52 52 1153 1,00 865 764 4,32 76 2419 725 57 52 1153 1,09 865 764 4,32 91,5 2912 873 68 70 857 0,98 642 567 3,21 61 1941 582 45 70 857 0,65 642 567 3,21 250 7957 2387 187 70 857 2,67 642 567 3,21 70 2228 668 52 70 857 0,75 642 567 3,21 76 2419 725 57 70 857 0,81 642 567 3,21