Obtención de un material compuesto de matriz elastomérica y fibra de coco
151
0
0
Texto completo
(2) viii. © Escuela Politécnica Nacional 2011 Reservados todos los derechos de reproducción.
(3) ix. DECLARACIÓN. Yo, Sylvia Jeanneth Gallegos Idrobo, declaro que el trabajo aquí descrito es de mi autoría; que no ha sido previamente presentado para ningún grado o calificación profesional; y, que he consultado las referencias bibliográficas que se incluyen en este documento.. La Escuela Politécnica Nacional puede hacer uso de los derechos correspondientes a este trabajo, según lo establecido por la Ley de Propiedad Intelectual, por su Reglamento y por la normativa institucional vigente.. ______________________________ Sylvia Jeanneth Gallegos Idrobo.
(4) x. CERTIFICACIÓN. Certifico que el presente trabajo fue desarrollado por Sylvia Jeanneth Gallegos Idrobo, bajo mi supervisión.. _________________________ Ing. Francisco J. Quiroz DIRECTOR DE PROYECTO.
(5) xi. AGRADECIMIENTOS. Agradezco a Dios por bendecirme todos los días de mi vida, y con muchísimo aprecio a mi Director Ing. Francisco Quiroz por su infinita paciencia y amistad, al Dr. Francisco Cadena por ayudarme en la realización del marco teórico, al Ing. Omar Bonilla por sus consejos y ayuda, a Ivan y Elizabeth por su invaluable ayuda en la realización de las pruebas y a todos los que en algún momento formaron parte de esta tesis. A mis mejores amigos Alahna, Patricia, Ma. Elena, Edison V. y Edison E., por soportarme y ser mi ayuda en estos años politécnicos, a mis hermanas quienes son mi modelo e inspiración y a mis padres por ser mi soporte y ayuda; ah! no puedo olvidarme de mi cuñado Javito, modelo de perseverancia y amor, a TODOS muchísimas gracias!!. Sylvi J..
(6) xii. Este trabajo te lo dedico con mucho amor a tí, quien siempre estarás en mi corazón y por quien vivo todos los días, mi luz, y esperanza..
(7) xiii. ÍNDICE DE CONTENIDOS PÁGINA RESUMEN ....................................................................................................................... xxiv INTRODUCCIÓN .................................................................................................................. xxv 1. PARTE TEÓRICA ........................................................................................................ 1. 1.1. LÁTEX DE CAUCHO NATURAL. ............................................................................... 1 1.1.1 ANTECEDENTES............................................................................................... 1 1.1.2 GENERALIDADES ............................................................................................ 4 1.1.2.1 Principales especies vegetales productoras. ..............................................5 1.1.2.2 Principales características del látex comercial. ...................................... 10 1.1.3 PROCESO DE OBTENCIÓN ........................................................................... 11 1.1.4 PRINCIPALES USOS DEL LÁTEX ................................................................ 14 1.1.5 PRINCIPALES CARACTERÍSTICAS DEL ELASTÓMERO ........................ 16. 1.2. FIBRA DE COCO. ........................................................................................................ 18 1.2.1 GENERALIDADES .......................................................................................... 18 1.2.2 PROCESO DE OBTENCIÓN ........................................................................... 20 1.2.3 PRINCIPALES USOS DE LA FIBRA DE COCO ........................................... 22. 1.3. MATERIALES COMPUESTOS DE MATRIZ ELASTOMÉRICA Y FIBRA NATURAL......................................................................................................... 23 1.3.1 GENERALIDADES .......................................................................................... 23 1.3.2 PROCESOS DE FABRICACIÓN DE MATERIALES COMPUESTOS ........ 26 1.3.3 PRINCIPALES USOS DE LOS MATERIALES COMPUESTOS .................. 32. 2. PARTE EXPERIMENTAL ........................................................................................ 35. 2.1. ADECUACIÓN DEL LÁTEX ...................................................................................... 34 2.1.1 DESCRIPCIÓN DE LA MATERIA PRIMA UTILIZADA. ............................ 34 2.1.2 CARACTERIZACIÓN DE LOS LÁTICES...................................................... 35 2.1.2.1 Porcentaje de sólidos ................................................................................. 35 2.1.2.2 Viscosidad del látex ................................................................................... 36 2.1.2.3 Medición del potencial de hidrógeno (pH) del látex ............................. 36 2.1.2.4 Análisis del látex por espectroscopia infrarroja (ftir) ........................... 37 2.1.3 PRUEBAS PRELIMINARES PARA EL USO DEL LÁTEX .......................... 41 2.1.3.1 Pruebas preliminares a temperaturas variables ...................................... 41 2.1.3.2 Pruebas de reticulación a temperatura constante y variación de velocidad de calentamiento.................................................................................... 42. 2.2. PREPARACIÓN DE LA FIBRA DE COCO ................................................................ 43 2.2.1 CARACTERÍSTICAS FÍSICAS DE LA FIBRA OBTENIDA ........................ 47 2.2.1.1 Pruebas mecánicas de la fibra .................................................................. 47 2.2.1.2 Medición de la humedad de la fibra ........................................................ 49 2.2.2 MOLIENDA DE LA FIBRA ............................................................................. 50.
(8) xiv. 2.2.3 2.2.4 2.2.5. TAMIZADO DE LA FIBRA LIMPIA .............................................................. 51 MERCERIZADO DE LA FIBRA ..................................................................... 52 PRENSADO DE LA FIBRA ............................................................................. 54. 2.3. INCORPORACIÓN DE LA FIBRA EN LA MATRIZ ELASTOMÉRICA ................ 55 2.3.1 PREPARACIÓN DE LAS LÁMINAS .............................................................. 55 2.3.1.1 Primer método: Preparación en capas ..................................................... 55 2.3.1.2 Segundo método: Inmersión en látex ...................................................... 56 2.3.1.3 Tercer método: Reducción de sólidos ..................................................... 57 2.3.1.4 Cuarto método: Aspersión de látex ......................................................... 57 2.3.2 TROQUELADO DE LAS LÁMINAS .............................................................. 58. 2.4. CARACTERIZACIÓN FÍSICA Y MECÁNICA DEL MATERIAL COMPUESTO. . 59 2.4.1 PRUEBAS DE TRACCIÓN DE LAS LÁMINAS ............................................ 59 2.4.2 PRUEBAS DE RASGADO DEL MATERIAL................................................. 60. 3. RESULTADOS Y DISCUSIÓN ................................................................................. 63. 3.1. CARACTERIZACIÓN DEL LÁTEX ........................................................................... 62 3.1.1 Porcentaje de sólidos .......................................................................................... 62 3.1.2 Viscosidad del látex ........................................................................................... 63 3.1.3 Medición del potencial de hidrógeno (pH) del látex.......................................... 64 3.1.4 Análisis del látex por espectroscopía infrarroja (ftir) ........................................ 66. 3.2. PRUEBAS PRELIMINARES DEL LÁTEX ................................................................. 76 3.2.1 Pruebas preliminares a temperaturas variables .................................................. 76 3.2.2 Pruebas de curado a temperatura constante y variación de velocidad de calentamiento ..................................................................................................... 81. 3.3. PREPARACIÓN DE LA FIBRA DE COCO ................................................................ 83 3.3.1 Características físicas de la fibra obtenida ......................................................... 83 3.3.1.1 Pruebas mecánicas de la fibra .................................................................. 83 3.3.1.2 Medición de la humedad de la fibra ........................................................ 84 3.3.2 Tamizado de la fibra de coco molida ................................................................. 85. 3.4. INCORPORACIÓN DE LA FIBRA A LA MATRIZ ................................................... 88 3.4.1 Primer método: Preparación en capas ................................................................ 88 3.4.2 Segundo método: Inmersión en látex ................................................................... 89 3.4.3 Tercer método: Reducción de sólidos .................................................................. 91 3.4.4 Cuarto método: Aspersión de látex....................................................................... 92. 3.5. CARACTERIZACIÓN DEL MATERIAL ................................................................... 94 3.5.1 Pruebas de tracción de las láminas ..................................................................... 94 3.5.2 Pruebas de rasgado del material compuesto .................................................... 100. 4. CONCLUSIONES Y RECOMENDACIONES ...................................................... 108.
(9) xv. 4.1 4.2. CONCLUSIONES ....................................................................................................... 107 RECOMENDACIONES .............................................................................................. 108. BIBLIOGRAFÍA .................................................................................................................. 111 ANEXOS. .......................................................................................................................... 122.
(10) xvi. ÍNDICE DE TABLAS PÁGINA Tabla 1.1.. Composición del látex de las principales familias laticíferas explotadas comercialmente.. 10. Comparación de características de las fibras vegetales duras principales.. 20. Tabla 2.1.. Parámetros para la medición de las muestras de látex.. 42. Tabla 2.2.. Números de malla y calibres.. 51. Tabla 2.3.. Tabla de numeración de las muestras con una concentración de 80% de fibra.. 53. Tabla de numeración de las muestras con una concentración de 60% de fibra.. 53. Datos obtenidos del cálculo de sólidos en látex sin formular y formulado.. 62. Factor para el cálculo de viscosidad en látex sin formular y formulado de acuerdo al número de spindle.. 63. Datos obtenidos después del cálculo de viscosidad en látex sin formular y formulado.. 64. Resumen de la determinación de características del látex sin formular y formulado.. 65. Tabla 3.5 .. Grupos funcionales que se encuentran en el látex formulado.. 66. Tabla 3.6 .. Datos obtenidos después de la determinación del porcentaje de cenizas del látex formulado.. 68. Tabla 3.7.. Grupos funcionales de compuestos que se extrajeron con cloroformo.. 70. Tabla 3.8.. Grupos funcionales en el látex formulado extraídos con metil – etil – cetona.. 72. Grupos funcionales en látex no formulado extraídos con metil – etil – cetona.. 74. Tabla 1.2.. Tabla 2.4. Tabla 3.1. Tabla 3.2. Tabla 3.3 . Tabla 3.4 .. Tabla 3.9.. Tabla 3.10. Formulación de caucho resistente para uso general.. 76.
(11) xvii. Tabla 3.11. Datos obtenidos después de las pruebas preliminares con látex no formulado.. 77. Tabla 3.12. Resultados obtenidos después de las pruebas preliminares con látex formulado.. 78. Tabla 3.13. Datos obtenidos después de las pruebas preliminares con látex formulado.. 81. Tabla 3.14. Datos obtenidos después de las pruebas preliminares con látex formulado.. 83. Tabla 3.15. Cuadro resumen de las mediciones por grupo en fibra de coco.. 84. Tabla 3.16. Datos para los cálculos de humedad de la fibra cortada.. 84. Tabla 3.17. Resultados de los cálculos de humedad de la fibra cortada.. 85. Tabla 3.18. Pesos de la fibra molida de acuerdo con su tamaño previo al cambio de malla.. 86. Tabla 3.19. Peso de la fibra tamizada de acuerdo con su tamaño.. 87. Tabla 3.20. Esfuerzo a ruptura (N/mm) de acuerdo con el porcentaje de fibra.. 95. Tabla 3.21. Esfuerzo a ruptura (N/mm) de acuerdo con el mercerizado.. 96. Tabla 3.22. Deformación a ruptura (%) de acuerdo con el porcentaje de fibra.. 98. Tabla 3.23. Esfuerzo a ruptura (N/mm) de acuerdo con el porcentaje de fibra.. 102. Tabla 3.24. Esfuerzo a ruptura (N/mm) de acuerdo con el mercerizado aplicado.. 103. Tabla 3.25. Deformación a ruptura (%) de acuerdo con el porcentaje de fibra.. 105. Tabla 3.26. Deformación a ruptura (%) de acuerdo con el proceso de mercerizado aplicado.. 105.
(12) xviii. INDICE DE FIGURAS. PÁGINA Figura No. 1.1.Juego de pelota de los olmecas. .................................................................... 1 Figura No. 1.2. a) Castilla elástica; b) Ipomoea alba ......................................................... 2 Figura No. 1.3.Semillas de Hevea brasiliensis. .................................................................... 2 Figura No. 1.4.Mapa de principales productores de caucho en el mundo ............................ 5 Figura No. 1.5.Ilustración de Hevea brasiliensis. ................................................................. 6 Figura No. 1.6.Ilustración de Manihot esculenta. ................................................................ 7 Figura No. 1.7.Fotografía de Castilla elástica. ..................................................................... 8 Figura No. 1.8.Ilustración de Ficus elástica. ........................................................................ 8 Figura No. 1.9.Ilustración de Landolphia comorensis var. Florida. ..................................... 9 Figura No. 1.10. Recolección del látex de caucho natural.................................................. 11 Figura No. 1.11. Esquema general del procesamiento del látex natural ............................. 13 Figura No. 1.12. Representación de la fórmula química del monómero isopreno. ............ 16 Figura No. 1.13. Representación del módulo de young en elastómeros ............................. 16 Figura No. 1.14. Esquema de las partes del fruto del cocotero. ......................................... 19 Figura No. 1.15. Esquema del proceso de obtención de fibra de coco. .............................. 21 Figura No. 1.16. A) sogas b) geomantas. ............................................................................ 22 Figura No. 1.17. Material compuesto de fibra de coco y látex natural. .............................. 23 Figura No. 1.18. Esquema del equipo de conformado por molde de compresión. ............. 27 Figura No. 1.19. Esquema del equipo de RTM. ................................................................. 28.
(13) xix. Figura No. 1.20. Esquema del equipo de bobinado de filamentos ..................................... 29 Figura No. 1.21. Esquema del equipo de pultrusión. .......................................................... 30 Figura No. 1.22. Esquema del equipo SMC. ...................................................................... 32 Figura No. 1.23. Esquema de materiales utilizados en la industria automotriz. ................. 33 Figura No. 1.24. Esquema del uso de materiales utilizados en la industria aeronáutica. ............................................................................................... 33 Figura No. 2.1. Fotografía de los dos tipos de látex. .......................................................... 34 Figura No. 2.3. Fotografía durante el pesado de la muestra. .............................................. 36 Figura No. 2.4 a) y b): imágenes del proceso de carbonización de las muestras de látex. .......................................................................................................... 38 Figura No. 2.6. Acople del destilador recto y la plancha calefactada para la extracción con cloroformo. ....................................................................... 39 Figura No. 2.7. Extracto con cloroformo. ........................................................................... 40 Figura No. 2.8. Extracto con metil – etil - cetona. .............................................................. 41 Figura No. 2.9. Extracción con metil – etil – cetona, ya evaporado el solvente. ................ 41 Figura No. 2.10. Presentación inicial de la corteza de coco maduro, listo para el remojo inicial. ........................................................................................... 43 Figura No. 2.11. Fibra de coco ligeramente húmeda y luego de la primera desfibrada manual ....................................................................................................... 44 Figura No. 2.12. Vista de la fibra sin limpiarla del material medular o pulpa.................... 44 Figura No. 2.13. Fibra sin limpieza alguna pero ya disgregada de las cortezas de coco. .......................................................................................................... 45 Figura No. 2.14. Fibra ya limpia por fricción y puesta a secar. .......................................... 45 Figura No. 2.15. Esquema del proceso de limpieza de la fibra de coco ............................. 46 Figura No. 2.16. Desechos resultantes del desfibrado del coco. ......................................... 46.
(14) xx. Figura No. 2.17. Desechos del desfibrado, pulpa rojiza y material medular, húmedo. ...... 47 Figura No. 2.18. Esquema de ubicación de los puntos de medición en la fibra. ................ 48 Figura No. 2.19. Medición del diámetro de la fibra............................................................ 48 Figura No. 2.20. Acople del equipo instron para la medición de tracción de la fibra. ....... 49 Figura No. 2.21. Molino de cuchillas: a) derecha vista de las cuchillas, b) izquierda vista del molino. ........................................................................................ 50 Figura No. 2.23. Vista en microscopio de la fibra previo al mercerizado, en una solución al 20% de NaOH. ........................................................................ 52 Figura No. 2.24. Vista en microscopio de la fibra mercerizada retirada del agua, se denota un ligero hinchamiento. ................................................................. 52 Figura No. 2.25. Vista del molde con la lámina de coco prensada. .................................... 54 Figura No. 2.26. Vista de las láminas prensadas de fibra de coco. ..................................... 55 Figura No. 2.27. Vista de la lámina de coco cubierta de látex............................................ 56 Figura No. 2.28. Inmersión de la lámina de coco en el látex líquido ................................. 56 Figura No. 2.29. Proceso de aspersión del látex. ................................................................ 57 Figura No. 2.30. Vista del corte de las láminas de material compuesto. ............................ 58 Figura No. 2.31. Esquema de la probeta de la norma ASTM D 412. ................................. 58 Figura No. 2.32. Vista superior de las probetas para medición de tracción ....................... 59 Figura No. 2.33. Vista del equipo instron para la medición de tracción. ............................ 60 Figura No. 2.34. Vista de las probetas para la medición de rasgado del material compuesto ................................................................................................. 60 Figura No. 2.35. Vista del equipo instron para la medición de rasgado del material compuesto. ................................................................................................ 61.
(15) xxi. Figura No. 3.1. Parámetros de medición del tipo de látex de acuerdo con la norma ASTM D 1076 – 02. .................................................................................. 65 Figura No. 3.2. Espectros superpuestos de látex no formulado y formulado. .................... 67 Figura No. 3.4. Espectro de cenizas de látex formulado por HATR para determinar cargas inorgánicas. .................................................................................... 69 Figura No. 3.5. Espectro del extracto con cloroformo de látex formulado en HATR. ....... 71 Figura No. 3.6. Espectro de extracto látex formulado en metil-etil-cetona ........................ 73 Figura No. 3.7. Espectro de extracto de látex no formulado en metil-etil-cetona .............. 75 Figura No. 3.8. Apariencia final del látex seco a 40 °C...................................................... 79 Figura No. 3.9. Apariencia final del látex seco al aire libre. .............................................. 79 Figura No. 3.10. Apariencia final del látex seco a 60 °C.................................................... 80 Figura No. 3.11. Apariencia final del látex seco, a 100 °C. Nótese la hinchazón en la parte central de la muestra. ....................................................................... 80 Figura No. 3.12. Apariencia final del látex seco, a 80 °C................................................... 82 Figura No. 3.13. Vista de la fibra de coco molida. ............................................................. 85 Figura No. 3.14. Fracciones en masa acumulada menor a 1cm, previo al cambio de malla en el molino ..................................................................................... 86 Figura No. 3.15. Gráfica de las fracciones en masa acumulada menor a 1 cm. ................. 87 Figura No. 3.16. Visualización de los tamaños de fibra molida por tamiz. ........................ 88 Figura No. 3.17. Vista superior del material compuesto seco al aire libre. ........................ 89 Figura No. 3.18. Vista inferior del material compuesto seco. ............................................ 89 Figura No. 3.19. Método de inmersión de la lámina de fibra en el látex ............................ 90 Figura No. 3.20. Vista frontal del material compuesto seco ............................................... 90 Figura No. 3.21. Vista posterior del material compuesto seco. .......................................... 91.
(16) xxii. Figura No. 3.22. Vista posterior del material compuesto seco. .......................................... 92 Figura No. 3.23. Vista superior del material compuesto seco. ........................................... 92 Figura No. 3.24. Método de aspersión del látex sobre la lámina de coco. ......................... 93 Figura No. 3.26. Vista del material ya atomizado, previo al secado. ................................. 94 Figura No. 3.27. Probetas del material compuesto obtenido. ............................................. 95 Figura No. 3.28. Gráfica de relación esfuerzo a ruptura y el porcentaje de fibra. .............. 96 Figura No. 3.29. Gráfica de relación esfuerzo y porcentaje de NaOH en el lavado de la fibra. ...................................................................................................... 97 Figura No. 3.30. Gráfico de relación entre la deformación a ruptura y el porcentaje de fibra. ..................................................................................................... 98 Figura No. 3.31. Gráfica de la relación entre la deformación a ruptura y el porcentaje de NaOH durante el lavado. .................................................... 99 Figura No. 3.32. Probetas del material compuesto obtenido. ........................................... 100 Figura No. 3.33. Gráfica de la relación entre el esfuerzo a ruptura y el porcentaje de fibra del material compuesto. .................................................................. 101 Figura No. 3.34. Gráfica de la relación entre el esfuerzo a ruptura y el porcentaje de naoh en el mercerizado. .......................................................................... 103 Figura No. 3.35. Gráfica de la relación entre la deformación a la ruptura y el porcentaje de fibra en el material compuesto.......................................... 104 Figura No. 3.36. Gráfica de la relación entre la deformación a la ruptura y el porcentaje de NaOH durante el lavado. .................................................. 104.
(17) xxiii. ÍNDICE DE ANEXOS PÁGINA ANEXO I Norma técnica ASTM D. 1076 – 02……………………………………………………...119 ANEXO II Cálculos para la preparación de soluciones de hidróxido de sodio ..……………...……..117 ANEXO III Tabla de diámetros de la fibra de coco…………………………………………………..117 ANEXO IV Tabla de cálculos de medición de tracción en fibra de coco………………………..……119 ANEXO V Espesor de las probetas de tensión…………………………………………………….....121 ANEXO VI Datos de las probetas de tensión……………………………………………………..…..122 ANEXO VII Espesor de las probetas de rasgado…………………………………………………..…..126 ANEXO VIII Datos de las probetas de rasgado…………………………………………………….…..127.
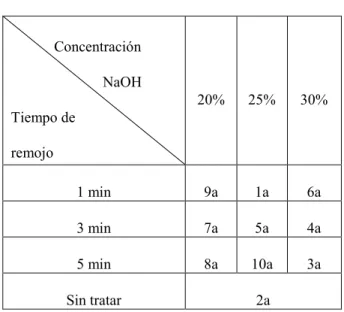
(18) xxiv. RESUMEN En la primera etapa del desarrollo del material compuesto se determinaron las características mecánicas de la fibra, obteniéndose un valor promedio de módulo de 0,137 N/tex y un porcentaje de elongación de 33,4%, valores adecuados por las características de la fibra. Se define como una parte importante el mercerizado de la fibra ya que permite una mejor interfase entre la matriz y la fibra, se realiza el proceso en 3 concentraciones a 3 tiempos. Después de este proceso fue necesario que se estudien las condiciones adecuadas de curado de la matriz; se realizó una prueba preliminar de tiempo y temperatura en la que se obtuvo que a temperatura ambiente 20°C y por un tiempo de 1320 min se tiene una capa uniforme de látex, deseada para el material compuesto. En la segunda parte de este se prensa la fibra de coco molida para obtener láminas de fibra de sección transversal similar, después de someterlas a una presión de 145,7 psi, por un tiempo de 10 min a 80°C, lo que permite que la lámina se mantenga compacta para el atomizado del látex. De estas láminas uniformes y compactas se obtienen 10 muestras del material compuesto que fueron sometidas a caracterización mecánica, como primera parte se mide la resistencia a la tracción del material de donde se obtiene que para un porcentaje de 80% de fibra en peso es necesario un esfuerzo a ruptura de 0,984 N/mm y con 60% de fibra es preciso un esfuerzo de 0,315N/mm. Para la caracterización del material compuesto en la prueba de rasgado se hicieron las mismas láminas en el proceso de mercerizado y se obtuvo 10 láminas mas de las que se desprenden los siguientes valores, en las muestras con un porcentaje de fibra de 80% un esfuerzo de 1,786 N/mm, y con un 60% de fibra un esfuerzo de 1,598 N/mm, y un esfuerzo de 1,692N/mmpor un mercerizado de 5 minutos a una concentración del 20% de NaOH..
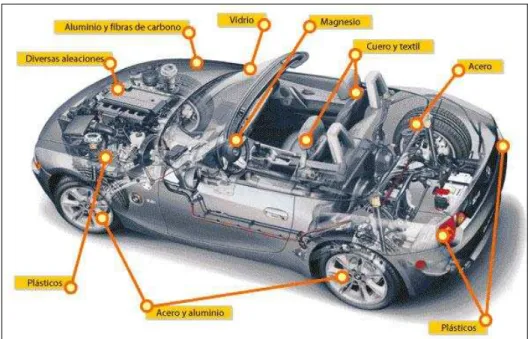
(19) xxv. INTRODUCCIÓN. En Ecuador existen 504,29km2 destinados al cultivo de cocotero, en las provincias de. Esmeraldas. y. Manabí,. principalmente. (Jara,. 2005).. Luego. del. aprovechamiento de la pulpa y agua de coco, queda la corteza como residuo que, generalmente, no se le da ningún uso, salvo el ser utilizado como combustible, una vez que se ha secado. Estos residuos son de interés debido a que son de naturaleza fibrosa, por lo que tienen potencial para ser utilizado como material de relleno y soporte en un material compuesto, particularmente de matriz plástica o elastomérica (Simbaña, 2000). A nivel mundial existe la tendencia generalizada de utilizar fibras vegetales en lugar de fibras sintéticas o minerales en materiales compuestos. Así, por ejemplo, empresas como Volkswagen o General Motors incorporan paneles plásticos reforzados con fibras vegetales tanto con fines estructurales como estéticos. Mercedes Benz fabrica cabezales de matriz elástomérica rellena de fibra de coco, con el propósito de mejorar la confortabilidad del cabezal, así como, reducir los riesgos durante una eventual colisión. La utilización de materiales compuestos con fibras vegetales permite, además, disponer de materiales que puedan ser reciclados después del tiempo de vida útil, por lo que son amigables con el ambiente (Martínez, 2009). Pese a que Ecuador dispone de muy variadas especies de fibras vegetales, tales como: abacá, cabuya y algodón, su uso se limita a una explotación artesanal lo que incorpora poco valor agregado. El uso de estas fibras como refuerzo en materiales compuestos es muy reducido. La incorporación de una fibra vegetal en un material compuesto genera valor agregado lo que conlleva connotaciones sociales y económicas(Simbaña, 2000). Si se considera que las fibras vegetales son materias primas propias de la geografía del Ecuador, con bajo costo de obtención, así como también, bajo costo de procesamiento es conveniente el estudio de este tipo de materias primas aquí en el país, ya que si se produjera un primer material compuesto con éxito, éste se.
(20) xxvi. puede industrializar y vender a gran escala, en varios usos lo que depende de sus características físicas y mecánicas (Simbaña, 2000). Desarrollos que se han realizado con este tipo de compuestos suelen tener varias características como su destacada resistencia al impacto, capacidad de aislamiento acústico y térmico, al ser permeable al paso del aire por la fibra. Este material ya se comercializa en países como Brasil con una buena acogida por el consumidor final y aún constituye un material de investigación con varias matrices como el polipropileno y polietileno (Ivens et al., 2003; Senhoras, 2003; Bensely et al., 2008).
(21) 1. 1.REVISIÓN BIBLIOGRÁFICA 1.1 LÁTEX DE CAUCHO NATURAL. 1.1.1 ANTECEDENTES. A finales de la década de los 80, un grupo de arqueólogos que se hallaban en una investigación en la cuenca del río Coatzacoalcos (México) descubrieron doce pelotas de caucho que se encontraban en perfecto estado de conservación.Este hallazgo se atribuye a la cultura Olmeca quienes se asume utilizaron el proceso de vulcanización. Este pueblo precolombino, que se desarrolló desde el 1500 a. C. hasta el 200 a. C., se asentó en los actuales territorios de los estados de Veracruz y Tabasco. (Hatcher, 2009).. Figura No. 1.1. Juego de pelota de los Olmecas. (Rojas, 2009). Estas pelotas fueron motivo de estudio durante varios años, y se concluyó que los Olmecas habían combinado el látex producido por la especie arbórea Castilla elástica con el de la enredadera Ipomoea alba, que contiene azufre. Se pueden observar las ilustraciones de estas plantas en las figuras 1.2 y 1.3. (Bailey, 1998)..
(22) 2. Figura No. 1.2a) Castilla elástica; b) Ipomoea alba (Forest & Kim Starr, 2004). Además de emplear el látex como material para la construcción de pelotas, los Olmecas lo utilizaban en estado líquido para sus ceremonias rituales e impermeabilizar tejidos y otros objetos. Como consecuencia de esto, se puede concluir que este pueblo mesoamericano fue el pionero en el desarrollo de la vulcanización y en el empleo del látex con fines religiosos y sociales. (Bailey, 1998). Tras el “descubrimiento” del árbol del caucho en 1736 (figura 1.3) por el botánico francés Charles Marie de La Condamine (1701 - 1775), quien al quedar asombrado por sus propiedades elásticas e impermeablesusó el látex para revestir su equipaje, y el hallazgo en el siglo XIX por parte de los españoles de que el látex estaba compuesto por cadenas de hidrocarburos, facilitó la investigación de este material y sus derivados.(Bailey, 1998).. Figura No. 1.3. Semillas de Hevea Brasiliensis. (García, 2002).
(23) 3. En enero de 1839, el americano Charles Goodyear (1800 - 1860) vertió de forma accidental en una estufa la mezcla de látex y azufre que portaba en un recipiente. Lo que en un principio pudo parecer un infortunio, pronto se convirtió en un gran descubrimiento para Goodyear, puesto que minutos más tarde cuando la mezcla se enfrió, pudo comprobar como ésta se había vuelto sólida sin desaparecer su propiedad elástica.(Bailey, 1998). Durante el transcurso de la Primera Guerra Mundial, Alemania sufrió un intenso bloqueo comercial que le impidió importar látex del continente americano y del asiático, necesario para la obtención de caucho. Como este material era imprescindible para la fabricación de armamento militar (desde acorazados a aeronaves), los ingenieros y químicos alemanes centraron sus esfuerzos en producir un látex sintético a partir de derivados del petróleo y lo consiguieron. (Bailey, 1998). A partir de este momento, el látex natural comenzaría a ser sustituido paulatinamente por el látex sintético como materia prima principal para la obtención del caucho. Sin embargo, cuando el precio del petróleo aumentaba muchos países recurrían a la importación de látex natural para la fabricación de diversos productos. (Hatcher, 2009). Durante todo el siglo XIX y comienzos del XX, el país sudamericano de Brasil era el que contaba con una mayor producción de látexdeHevea brasiliensis en el mundo. Como consecuencia de la comercialización de este recurso natural, sobrevino el fortalecimiento de la economía de algunas localidades y ciudades brasileñas, así como el asentamiento en ellas de una burguesía orientada al comercio del látex y del caucho. Especialmente notable fue el crecimiento de Manaus, una ciudad enclavada en el corazón de la Amazonía brasileña que no detuvo su desarrollo hasta el decaimiento del comercio del látex, propiciado por la aparición de alternativas sintéticas y el cultivo del Hevea brasiliensis en el continente asiático.(Bailey, 1998). La vulcanización en frío, desarrollada en 1846 por Alexander Parkes, consiste en sumergir el caucho en una solución de monocloruro de azufre (C l2S2)..
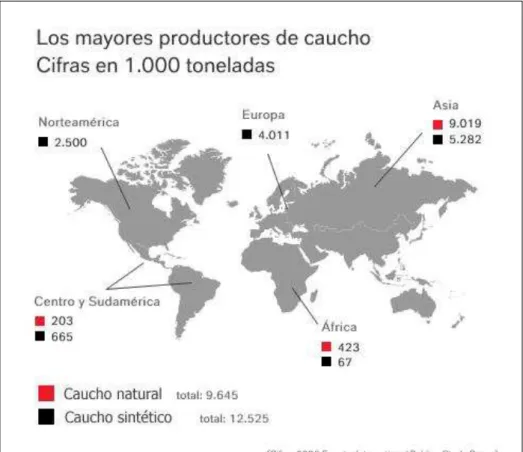
(24) 4. Actualmente más de la mitad del caucho usado hoy en día es sintético, pero aún se producen varios millones de toneladas de caucho natural anualmente. (Heitmann, 2010). Desde 1823 se utiliza el caucho como material para fabricar prendas de vestir, quizás sobre la base que este tipo de ropa se forma una "segunda piel". El caucho hipoalergénico puede producirse a partir de guayule (Parthenium argentatum). El caucho es una propuesta para el futuro como aislante en la industria motora. (Heitmann, 2010). 1.1.2 GENERALIDADES El látex es una sustancia con una composición de gran complejidad, puesto que entre sus elementos constituyentes se encuentran gomas, aceites, azúcares, sales minerales, proteínas, alcaloides, terpenos, ceras, hidrocarburos, almidón, resinas, taninos y bálsamos. Además, la cantidad de cada uno de estos compuestos que existe en el látex varia ostensiblemente lo que depende de una serie de factores, como la especie vegetal, la parte de la planta en la que se encuentra, la época del año y el tipo de suelo sobre el que crece la planta. (Feliu, 1996). “Se puede definir al látex de caucho como una suspensión coloidal acuosa, generalmente de color blanquecino, segregada por la corteza de árboles laticíferos al sufrir una herida en su tronco, en esta sustancia el polímero se mantiene disperso en la fase acuosa continua de forma relativamente estable”. (Feliu, 1996). En la actualidad, los países que registran una mayor producción de látex se encuentran localizados en el Sureste Asiático (Indonesia, Malasia, Tailandia, Vietnam, Myanmar y Filipinas, fundamentalmente),como se detalla en la figura 1.4..
(25) 5. Figura No.1.4. Mapa de principales productores de caucho en el mundo (Rubber Study Group, 2006). 1.1.2.1 Principales especies vegetales productoras Para comprender la composición del látex de diferentes especies vegetales,se detalla a continuación un poco acerca de los principales géneros a los que pertenecen las plantas laticíferas explotadas comúnmente para la obtención del látex natural. Género Hevea El árbol del caucho, siringa o seringueira es un árbol de la familia de las euforbiáceas (Hevea Brasiliensis).Se puede observar en la figura 1.5 la forma de sus hojas y semillas, su látex es blanco o amarillento y abundante hasta los 25 años de edad del árbol. De él se fabrica el caucho, luego de "sangrar" el tronco mediante incisiones angulares en V. Este látex contiene 30 a 36% de hidrocarburo del caucho, 0,5% de cenizas, 1,5% de proteínas, 2,0% de resina y 0,5% de quebrachitol.(Royo, 1987)..
(26) 6. El caucho también puede obtenerse del látex de otros árboles del género Hevea (v.g. H. Guianensis Aubl. 1775 y H. Pauciflora Müll.Arg. 1865).Este árbol es originario de la cuenca hidrográfica del río Amazonas. (Zhang, 2008).. Figura No.1.5. Ilustración de Hevea brasiliensis. (Koehler, 1897). Género Manihot Manihot es un género de la familia de las Euphorbiaceae, con 98 especies en América tropical y cálida. El miembro más conspicuo del géneroes Manihot esculenta (yuca, mandioca, casava o casabe). En la figura 1.6, se observa una ilustración de sus hojas y semillas. (FAO, 1990). Su látex es blanquecino o amarillento.Por lo general, este cultivo no se establece para la explotación laticífera sino para la producción de yuca de consumo, por ello el cultivo no llega a producir látex de buena calidad ya que es muy joven cuando se lo cosecha.(FAO, 1990)..
(27) 7. Figura No.1.6. Ilustración de Manihot Esculenta. (Koehler, 1897). La mayor cantidad de la producción de yuca se obtiene en la zona tropical del país, por ejemplo en las provincias de Manabí y El Oro en la costa; Zamora Chinchipe, Orellana y Napo en el oriente.(Jara, 2005).. Género Castilloa El caucho es un árbol de la familia de las moráceas, nativo del sur de México y Centroamérica. Se puede observar una fotografía del árbol en la figura 1.8. Se encuentra en las selvas y prolifera del nivel del mar hasta los 600 o 780 m a temperatura media 25 °C, máxima de 33 °C y mínima de 19 °C, con precipitaciones menores de 1,500 mm anuales. (Xalapa, 2009). Principalmente a este género pertenecen los registros arqueológicos del uso del látex por las diferentes culturas centroamericanas. (Xalapa, 2009)..
(28) 8. Figura No.1.7. Fotografía de Castilla elástica. (Xalapa, 2009). Género Ficus Una especie perennifolia del género de los higos, nativa del nordeste de India (Assam), sur de Indonesia (Sumatra y Java). Se observa una ilustración de sus hojas y semillas en la figura 1.8.(Owen, 2006).. Figura No. 1.8. Ilustración de Ficus elástica. (Koehler, 1897).
(29) 9. Fue introducida en Europa en 1815 como planta de interior.Cuando se produce una herida el látex fluye abundantemente, por lo que al realizar podas es conveniente cubrir los cortes con ceniza o polvo de carbón para evitar el sangrado.(Owen, 2006) Generalmente su reproducción asexual se hace por plantado de esquejes o acodo aéreo. Esta savia es muy irritante a los ojos y piel, y fatal si se la ingiere.El látex del árbol se usa para hacer chicle, después de un proceso de depuración. (Owen, 2006) Género Landolphia Landolphia es un género de plantas con flores,y muchas especies de lianas, perteneciente a la familia Apocynaceae. Son nativas de Sudamérica, África y Madagascar, esta planta como se puede observar en la figura 1.9, se utiliza principalmente como decoración de interiores por el color de sus flores. (Johnson,2006).. Figura No. 1.9. Ilustración de Landolphia comorensis var. Florida. (Koehler, 1897).
(30) 10. El látex de este género es considerado de segunda calidad, ya que presenta un alto contenido de suero acuoso, lo que dificulta el cremado del látex e incrementa los procesos de concentración del caucho en suspensión. (Johnson,2006).. En la tabla 1.1 se detalla la composición porcentual de caucho, resina y albúmina de los géneros de mayor producción laticífera a nivel mundial:. Tabla No. 1.1.Composición del látex de las principales familias laticíferas explotadas comercialmente Género. Porcentaje de caucho. Porcentaje de resina. Porcentaje de albúmina. Hevea. 94. 2. 1. Manihot. 76. 10. 8. Castilloa. 86. 12. -. Ficus. 84. 11. -. Landolphia. 80 6 Fuente: Vian, 1999. -. De esta comparación se puede observar que el látex del Hevea Brasilensis es aquel que contiene un mayor porcentaje de caucho, y es por ello la especie idónea para ser cultivada para la producción comercial de este compuesto.. 1.1.2.2 Principales características del látex comercial El caucho natural suele vulcanizarse, proceso en el cual se calienta y se le añade azufre, con lo que se logra el enlazamiento de las cadenas elastómeras para mejorar su resistencia a las variaciones de temperatura y elasticidad. Las especificaciones del látex de caucho natural centrifugado están establecidas en las normas ASTM 1076, ISO 2004 y UNE 53618. Una especificación normal sería por ejemplo (Feliu, 1996):.
(31) 11. Tabla No. 1.2.Especificaciones de látex de caucho natural según las normas ASTM 1076, ISO 2004 y UNE 53618. Característica. Valores mínimos. %Total Sólidos. 61,5. %Contenidos en Caucho. 60,0. % sólidos no caucho. 8,7. % Amoniaco en el látex. 8 ppm. Contenido en cobre. 8 ppm. pH. 10,4 – 11,2. Viscosidad Brookfield. 120 cPs / 400cPs. Estabilidad mecánica. 650 s (min). 1.1.3 PROCESO DE OBTENCIÓN El método empleado para la recolección de látex en las plantaciones consiste en realizar diagonalmente un tajo en la corteza del árbol, lo que facilita la recolección del látex por gravedad.Para ello se emplea una herramienta llamada faca, seringueira o jebong,el corte aplicado debe tener unas dimensiones que correspondan a la mitad o un tercio de la circunferencia del tronco, para llegar a los tubos laticíferos ubicados en el interior del mismo.No se debe realizar el corte a más profundidad, ya que el árbol no se recuperaría para la siguiente recolección de látex. (Royo, 1987).. Figura No. 1.10. Recolección del látex de caucho natural. (Boldt, 2004).
(32) 12. Además, es recomendable el empleo de compuestos de amonio y tiuram (resina antioxidante. p-ter-butil-fenolformaldeidica). en. el. corte,. para. prevenir. la. coagulación del látex exudado, y permitir de este modo que fluya y sea almacenado en un recipiente.(Royo, 1987). La cantidad de látex extraída de cada corte se sitúa en torno a los 30 ml por día, aunque esta variará de acuerdo conla especie vegetal de que se trate. Una vez que ha dejado de manar sustancia del tajo, se espera que pase un día para tapar a éste con un trozo de corteza de la base del tronco.(Royo, 1987). Cuando los cortes llegan al suelo, se debe de esperar que transcurra el tiempo necesario para que se renueve la corteza en su totalidad. Sin embargo, cuando los árboles alcanzan los 25 años de edad dejan de producir látex suficiente, y por ello son talados para poder ser substituidos por otros más jóvenes.(Royo, 1987). Una vez el látex ha sido extraído, se tamiza, y se disuelve en agua para tratarlo con ácido para favorecer la concentración o aglutinamiento de las partículas en suspensión del caucho en el látex.(Royo, 1987). Con posterioridad es prensado mediante la utilización de rodillos, de manera que se forman capas de caucho natural con un grosor de 0,6 cm que serán secadas con aire o humo antes de salir al mercado.(Royo, 1987). En el caso de que se requiera látex natural líquido para la elaboración de productos como guantes o máscaras se retira el látex antes del proceso de prensado y se envasa.En otro proceso llamado cremado, en el cual se retira por centrifugación el suero acuoso del látex lo que lo concentra hasta tener 60% en peso de caucho. (Royo, 1987). Una de las partes más importantes del procesamiento del látex es el proceso de deshumificación mediante el cual, a través de un sistema automático, se llevael látex a niveles deseados de humedad,retirando el vapor de agua que no es deseable en las láminas de caucho, y se empacan para poder distribuirlas a las fábricas procesadoras de caucho.Todas las materias primas higroscópicas deben ser sometidas a procesos de deshumificación.(Royo, 1987)..
(33) 13. Este proceso se lo esquematiza en la figura 1.11, con las principales fases del mismo. Inicio. Recolección. Látex puro. Resinas Antioxidantes o Amonio. Mezcla. Látex líquido mezclado. Agua. Tamizado. Vapor de agua. Ácidos. Látex concentrado. Prensado. Suero acuoso. Cremado o Centrifugación. Suero acuoso. Láminas de látex Vapor O Humo. Látex 60% sólidos Deshumificación. Láminas secas de látex. Vapor de agua. Recipientes. Envasado. Empacado Botellas o canecas de látex líquido. Balas o pacas de caucho seco. Distribución. Fin. Figura No.1.11. Esquema general del procesamiento del látex natural.
(34) 14. 1.1.4 PRINCIPALES USOS DEL LÁTEX En la actualidad, el empleo del látex está tan extendido que existen más de 40.000 productos de uso habitual que están compuestos de este material. Además, esta sustancia es utilizada en diferentes industrias, como la fotográfica, la neumática, la textil o la fabricadora de refrigeradores y anticongelantes. (Reuben, 1991). Uso sanitario El látex es un material que se encuentra presente en diversos sectores laborales, pero posiblemente sea en el campo sanitario donde existe una mayor presencia de objetos laticíferos. Ejemplos de algunos productos son los guantes quirúrgicos, las mascarillas anestésicas o de reanimación, las sondas, los enemas, los estetoscopios, los catéteres, los torniquetes, los vendajes elásticos, los puertos de inyección y de aplicación intravenosa, algunas tiritas y esparadrapos, los tapones de los frascos que contienen medicinas, los diques odontológicos, la cinta adhesiva o las almohadas y colchones de las camas hospitalarias.(Reuben, 1991). Uso cosmético El látex ha sido un material clásicamente utilizado en disfraces y maquillaje, y puede ser utilizado para la imitación de heridas y cicatrices, la creación de orejas de elfo, la fabricación de prótesis o la simulación de una piel envejecida. El látex para disfraces se presenta en varias formas diferentes, pero es la espuma de látex la que cuenta con mayor aceptación. (Reuben, 1991) Uso medicinal La medicina natural le ha atribuido al látex de diferentes especies vegetales diversas propiedades curativas. Por ejemplo, el látex del fruto de la papaya es empleado para sanar afecciones cutáneas y matar las lombrices intestinales, el látex rojizo del género Croton es considerado un buen cicatrizador de heridas externas y de úlceras estomacales e intestinales, y el látex anaranjado de la celidonia mayor (Chelidonium majus) cura verrugas y herpes. (Pardo, 2009).
(35) 15. Pero en numerosas ocasiones, el uso del látex de determinadas plantas con fines medicinales puede resultar muy peligroso e incluso mortal. Al látex de la adelfa amarilla (Thevetia peruviana), perteneciente a la familia de las apocináceas, se le considera una sustancia eficaz contra un gran número de dolencias como la fiebre o los dolores de muelas y por ello es usado para sanarlas, pero un consumo excesivo de estas sustancias puede llegar a producir la muerte del sujeto que la tome. (Pardo, 2009) Otros usos A partir del año 1920 se comenzaron a introducir en el mercado los preservativos de látex, los cuales son sumamente elásticos (estos profilácticos se pueden inflar hasta ocho veces su tamaño inicial) y evitan los embarazos no deseados y las enfermedades de transmisión sexual con gran eficacia. Sin embargo, se dañan con el calor y pueden producir reacciones alérgicas, por lo que también existen alternativas como son el preservativo de poliuretano y los hechos con membranas naturales. (Núñez, 2009) El látex también se emplea para la fabricación de ropa (chubasqueros, bañadores, plantillas para zapatos o botas de agua), material deportivo (pelotas de tenis, raquetas de ping-pong, palos de golf o gafas de esquí), material escolar (gomas de borrar, ciertos tipos de pegamentos o cinta adhesiva), neumáticos, colchones, almohadas, globos o bolsas de agua caliente.(Núñez, 2009) Como aditivo alimentario, ya que algunos de los látices se utilizan como gomas de mascar o chicle; adicionalmente a esto se utiliza al caucho como parte importante en los elásticos de las prendas de vestir, tejidos o cuerdas, revestimiento de equipos, tuberías, mangueras, productos para sellar ventanas y puertas, espuma de caucho para recubrir elementos, o para colchones y almohadas. (Núñez, 2009) El látex puede moldearse para hacer artículos como juguetes, si se introducelos moldes de porcelana en el látex líquido y vulcanizándolo posteriormente.(Reuben, 1991) Se debe entender que al látex propiamente no se lo utiliza de forma líquida, ya que el valor agregado del mismo es el caucho disuelto en él; por ello, es.
(36) 16. importante que se conozcan las características del elastómero que se obtiene al vulcanizar el caucho presente en el látex.(Reuben, 1991). 1.1.5 PRINCIPALES CARACTERÍSTICAS DEL ELASTÓMERO El caucho o hule (elastómero con fórmula C5H8) ordenadopor varios monómeros isopreno como se puede observar en la figura 1.12,es una sustancia natural caracterizada por su insolubilidad en agua, su resistencia eléctrica y su elasticidad, que se encuentra en forma de suspensión coloidal en el látex.(Royo, 1987). Figura No. 1.12. Representación de la fórmula química del monómero Isopreno. (Flamm, 2005). Un elastómeropuede ser deformado por aplicación de una tensión muy baja, y se estira con facilidad. En general resisten a la compresión. La deformación elástica es reversible y cuando la tensión se retira el elastómero se revierte con lentitud o rapidez, según su estructura, a su forma original. (Royo, 1987). Figura No. 1.13. Representación del módulo de Young en Elastómeros (García, 2002).
(37) 17. En la figura 1.13, se representa el comportamiento típico de esfuerzo deformación unitaria de un material como el caucho. El esfuerzo no es proporcional a la deformación unitaria (curva de color rojo), sin embargo, la sustancia es elástica en el sentido que si se suprime la fuerza sobre el material, el caucho recupera su longitud inicial. Al disminuir el esfuerzo la curva de retorno (en color azul) es recorrida en sentido contrario. El cálculo del módulo de Young es el valor de la pendiente de la recta resultante de la medición del esfuerzo aplicado sobre el material. (García, 2002). Los elastómeros están formados por polímeros no cristalinos que tienen dobles enlaces, los cuales son puntos susceptibles de reticulación, casi siempre por vulcanización. con. azufre.. El. grado. de. vulcanización. es. pequeño,. aproximadamente el 10% en peso es la cifra típica, si sobrepasa este porcentaje a uno mayor que el 50% en peso,se convierte en un material muy quebradizo llamado ebonita. El azufre forma puentes entre las cadenas del polímero, y es esto lo que produce la “recuperación” del elastómero cuando se estira y se suelta. (Friedental, 2000) Existen diversas composiciones del látex, por ejemplo el látex de isobutadieno y los látex sintéticos.Cada uno de estos seutiliza de una forma diferente y tiene un procesamiento definido. (Ramos, 2003) Las partículas de caucho que, en estado natural aparecen en forma de suspensión coloidal en el látex de las plantas productoras, se encuentran cargadas negativamente y tienen un diámetro que se sitúa entre los 0,5 y los 3,0 µm. (Ramos, 2003) Químicamente, el caucho natural se define como un polímero del metilbutadieno o isopreno (C5H8), cuyo grado de polimerización es de 2.500 a 4.500. En el caucho natural se pueden hallar dos formas isómeras, diferenciadas por la unión que puede ser cis o trans entre las unidades isoprénicas fundamentales. Mientras la forma cis es la constituyente del caucho normal y por lo tanto la más utilizada,la trans es propia de la gutapercha y la balata, considerados cauchos de menor nobleza al tener propiedades menores y una utilidad más reducida como caucho.(Ramos, 2003).
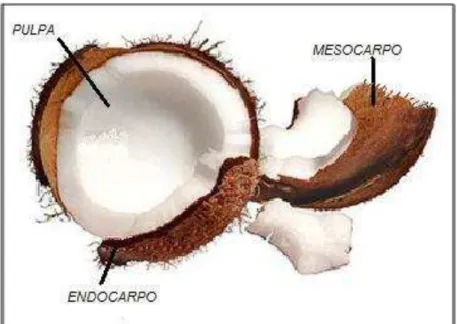
(38) 18. El caucho puro es insoluble en agua, álcalis y ácidos débiles, pero soluble en benceno, petróleo, hidrocarburos clorados y disulfuro de carbono. Con agentes oxidantes químicos se oxida rápidamente, pero con el oxígeno de la atmósfera la oxidación es mucho más lenta. (Ramos, 2003).. 1.2 FIBRA DE COCO Se entiende como fibra vegetal a los filamentos que, dispuestos en haces, entran en la composición de hilos y tejidos.Estas fibras pueden ser de origen, mineral, animal o vegetal.(Simbaña, 2000). Las fibras vegetales se hallan agrupadas en tres tipos: fibras de semilla(coco), fibras largas (yute y ramio) y fibras de hoja (sisal y abacá), lo que depende de su origen. (Simbaña, 2000).. 1.2.1 GENERALIDADES La fibra de coco es una fibra lignocelulósica obtenida del mesocarpo fibroso delasemilla del cocotero (Cocus nucífera), cultivado extensamente en las zonas costeras de los países tropicales.Esta fibra es obtenida de la semilla por la separación física de la fibra del cuesco del coco.(Martínez, 2009) Como se puede observar en la figura 1.14, el fruto del coco tiene 3 capas principales: pulpa que es donde se encuentra la parte comestible del fruto, el endocarpo que se llama cuesco, ya que es la parte dura del fruto(se utiliza para artesanías), y la parte del mesocarpo que es la parte fibrosa del fruto, de la cual se obtiene la fibra para el material compuesto. (Martínez, 2009).
(39) 19. Figura No.1.14. Esquema de las partes del fruto del Cocotero. (Alabastro, 2004). La fibra de coco se debe clasificar por el grado de madurez del fruto de coco, ya que mientras más maduro esté el fruto, la fibra es más rígida al contener lignina en su estructura.En el caso de la fibra del fruto verde, es más flexible pero es más susceptible a daño por microorganismos ya que contiene una mayor cantidad de humedad. La fibra de coco es relativamente resistente a los daños por contacto con agua salada. (Martínez, 2009). Considerando que las células individuales de fibra son estrechas y huecas, con paredes gruesas de celulosa, la fibra es blanca cuando está inmadura, pero más tarde se endurecen y toman un color café claro, por una capa de lignina que es depositada en sus paredes. (Martínez, 2009). Las fibras de coco marrón maduro contienen más lignina y menos celulosa que fibras de lino o algodón y son menos flexibles. Se componen de fibras pequeñas, cada una de al menos 1,3 mm de largo y de 10 a 20 µm de diámetro. Cuando la fibra es blanca es más suave y más fina, pero también más débil.(Stoykofakirov y Bhattacharyya, 2006). “Las fibras de coco o bonote miden hasta 35 cm de largo con un diámetro de 12 a 25 µm. Entre las fibras vegetales, el bonote tiene una de las más altas concentraciones de lignina, que lo hace más fuerte pero menos flexible que el algodón e inadecuado para teñir. La fuerza de tracción del bonote es más baja.
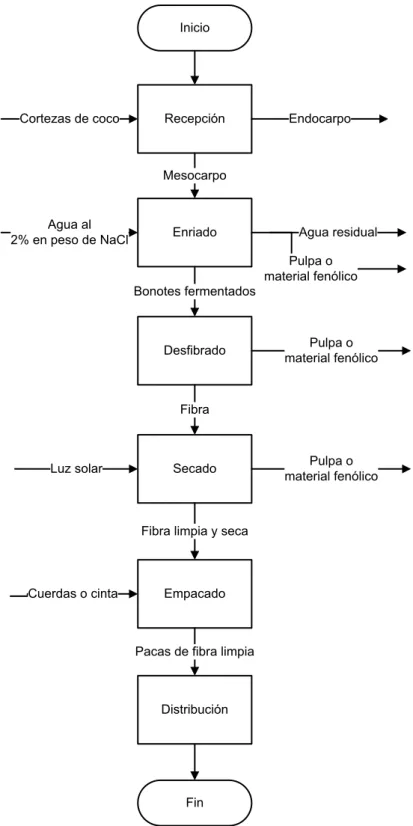
(40) 20. comparada con la del abacá, pero tiene buena resistencia a la acción microbiana.” (Posada,2009). Se puede observar en la tabla 1.2 la comparación entre las características físicas de las fibras vegetales consideradas duras por su consistencia; no se incluyen a las fibras de algodón o lino ya que su constitución son diferentes a las fibras de coco, abacá y cabuya.. Tabla No. 1.2.Comparación de características de las fibras vegetales duras principales Fibra. Largo. Diámetro. Módulo. (m). (mm). (kg/mm2). Abacá. 2,481- 2,919. 0,249 – 0,279. 2.206,80. Cabuya. 1,070 - 1,290. 0,161 – 0,180. 1.959,25. 0,130 – 0,350 0,272 - 0,471 Morejón y Narváez, 2005. 1.568,20. Coco. 1.2.2 PROCESO DE OBTENCIÓN Para la obtención de esta fibra procesada y limpia, inicialmente se la retira de la corteza del coco llamada cuesco y después se somete a procesos bacteriales conocidos como el enriado (“retting”) de la fibra, en los cuales ocurre la fermentación microbiológica (maceración) en agua al 2% en peso de cloruro de sodio, de las cortezas fibrosas (bonote) que permite la extracción y separación de los haces fibrosos.Este proceso se realiza por aproximadamente 4 ó 12 meses de inmersión. (Geethamma y Kalaprasad, 2005). Durante el enriado se quita el material fenólico, que imparte la fuerza a la capa exterior del bonote; esto amplía el interior de la fibra y como resultado la extracción es más fácil. La fibra de coco se separa del material medular del mesocarpo fibroso del bonote enriado. (Geethamma y Kalaprasad, 2005). La eficiencia de enriado depende de muchos factores, tales como la naturaleza del agua, la temperatura, la tasa de extracción de agua sucia y el estrés aplicado al bonote.Puede también reducirse el tiempo de maceración si se somete a acción.
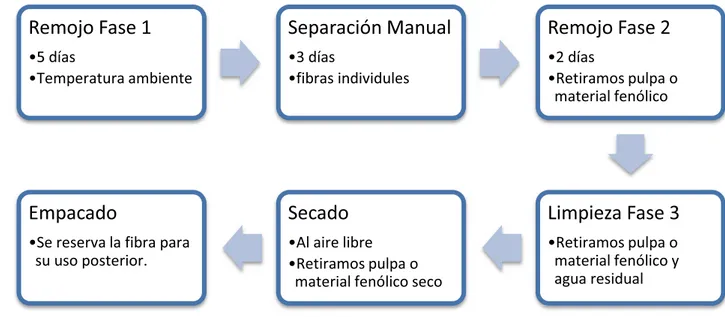
(41) 21. mecánica a los bonotes, por ejemplo prensándolos antes del enriado. (Stoykofakirov y Bhattacharyya, 2006). El proceso de limpieza y manejo de la fibra de coco se lo esquematiza en la figura 1.15. Inicio. Cortezas de coco. Recepción. Endocarpo. Mesocarpo. Agua al 2% en peso de NaCl. Enriado. Agua residual Pulpa o material fenólico. Bonotes fermentados. Desfibrado. Pulpa o material fenólico. Fibra. Luz solar. Secado. Pulpa o material fenólico. Fibra limpia y seca. Cuerdas o cinta. Empacado. Pacas de fibra limpia. Distribución. Fin. Figura No. 1.15. Esquema del proceso de obtención de fibra decoco..
(42) 22. Posteriormente al enriado se retira el agua residual y el material sólido de color marrón oscuro, el cual cubre a la fibra deseada, se procede al desfibrado propiamente dicho en el cual, con el uso de cepillos o cuchillas, se separan las fibras entre sí retirando cualquier impureza que pueda contaminar la fibra. (Stoykofakirov y Bhattacharyya, 2006). Como un paso final se deja la fibra en zonas abiertas, donde por acción de los rayos del sol se pueda calentar y secar la fibra, retirándose finalmente el material fenólico o pulpa marrón, lo que permite que la fibra sea recolectada para el empaque. (Stoykofakirov y Bhattacharyya, 2006). Después de formar bloques prensados de fibra de coco seca, se pesan y se empacan por una cantidad aproximada de 20 kg, los cuales serán distribuidos posteriormente a lugares donde se elaboren artesanías o productos en base en esta fibra. (Stoykofakirov y Bhattacharyya, 2006).. 1.2.3 PRINCIPALES USOS DE LA FIBRA DE COCO La fibra de coco se utiliza principalmente para la confección de artesanías, sogas, geomantas(figura 1.16.), para la recuperación de suelos dañados o erosionados, mallas para siembra de plantas, en el caso de las orquídeas de exportación, alfombras, colchones, asientos, y como sustrato para plántulas de banano o abacá.. Figura No. 1.16. a) Sogas b) Geomantas. (Johns, 2009).
(43) 23. Actualmente se investigan usos más tecnificados a la fibra de coco mediante la obtención de materiales compuestos, en matrices elastoméricas o poliméricas, así como también en matrices cerámicas por la apariencia y resistencia que presenta la fibra.. Figura No. 1.17. Material compuesto de fibra de coco y látex natural. (Wang, 2008). 1.3 MATERIALES. COMPUESTOS. DE. MATRIZ. ELASTOMÉRICA Y FIBRA NATURAL. 1.3.1 GENERALIDADES “Se. consideran. materiales. compuestos. a. los. constituidos. por. dos. o. máscomponentes químicamente distintos, en escala macroscópica y que poseen una interfase distintiva separándolos entre sí” (Agarwal, 1990). “ Se puede identificar dos fases: una continua, constituida por la matriz, y otra fase discontinua, denominada refuerzo. Los componentes de un material compuesto no deben disolverse ni fusionarse completamente unos con otros. La identificación de los materiales y la de su interfase debe ser posible de distinguir por medios físicos.”(Mañé, 2005) Las propiedades del nuevo material dependen, entonces, del tipo de interfase y de las características de los componentes..
(44) 24. Tipos de materiales compuestos De las diferentes clasificaciones que se pueden hacer de los materiales compuestos, quizás la más importante sea la que se refiere a su matriz, y en la cual se puede identificar tres grupos principales:(Godoy, 2009) a) Materiales compuestos de matriz metálica Los materiales. compuestos de matriz metálica. han. sido desarrollados. principalmente para componentes aeroespaciales y de motores de automoción. Poseen alta resistencia y muy bajo peso. Se clasifican en tres grandes grupos, de acuerdo con el tipo de refuerzo incorporado: reforzados con fibra continua, reforzados con fibras discontinuas y reforzados con partículas. Así, se encuentran como ejemplos de los materiales compuestos de matriz metálica las aleaciones de aluminio con refuerzos de fibras de boro, aleaciones de aluminio reforzados con partículas de alúmina y carburo de silicio, etc. b) Materiales compuestos de matriz cerámica Los materiales compuestos de matriz cerámica son más recientes, y mejoran las propiedades mecánicas como la resistencia y tenacidad de los materiales cerámicos tradicionales, especialmente en rangos de bajas temperaturas. También se clasifican de acuerdo con el tipo de refuerzo incorporado: reforzados con fibras continuas, reforzados con fibras discontinuas y reforzados con partículas. Las principales fibras de refuerzo que se combinan con las matrices cerámicas son las de carburo de silicio y las de óxido de aluminio, y en el caso de fibras discontinuas y partículas se utilizan como refuerzo agujas cerámicas de carburo de silicio. c) Materiales compuestos de matriz polimérica En cuanto a los materiales compuestos de matriz polimérica, se define como materiales con buenas propiedades mecánicas, resistentes a la corrosión y a los.
(45) 25. agentes químicos, y que dadas sus particulares características, pueden ser moldeados con absoluta libertada de formas. Son aquellos materiales en los cuales la matriz está constituida por un polímero y el refuerzo es algún tipo de fibra, ya sea sintética o inorgánica. Se destacan los materiales compuestos termoestables, con sus principales grupos de matrices, las resinas poliéster, viniléster, epoxi, y fenólicas; y, como materiales de refuerzo, las fibras de vidrio, las aramídicas (kevlar) y las de carbono, tomando la forma de numerosos tipos de estructuras textiles simples o combinadas. Los materiales compuestos de matriz elastomérica son aquellos que aunque son reforzados no han perdido las propiedades de elasticidad y flexibilidad de un elastómero, estos pueden ser reforzados con fibras vegetales o sintéticas y el elastómero puede ser de origen vegetal o de origen sintético. En el caso de otros materiales compuestos se observa que estos se clasifican por la matriz y el material de refuerzo. ·. Plásticos reforzados con fibra: o Plástico reforzado de fibra de carbono o CFRP o Termoplásticos reforzados por fibra larga. o Termoplásticos tejidos de vidrio. o Compuestos termoformados o termoestables.. ·. Compuestos de matriz metálica o MMCs: o Laminado metal-intermetal.. ·. Compuestos de matriz cerámica: o Hormigón/Concreto o Carbono-carbono reforzado (fibra de carbono en matriz de grafito). o Hueso (matriz ósea reforzada con fibras de colágeno) o Adobe (barro y paja).
(46) 26. ·. Compuestos de matriz orgánica/agregado cerámico o Madreperla o nácar o Concreto asfáltico. ·. Madera mejorada o Plywood o Weatherbest (fibra de madera reciclada en matriz de polietileno) o Pycrete (aserrín en matriz de hielo). ·. Compuestos de matriz elastomérica: o Alfombras de fibra de coco con látex natural o Láminas de protección acústica de látex natural con refuerzo de fibra natural o Asientos de automóviles con fibra de coco tejida y látex o Colchones y almohadas. 1.3.2 PROCESOS DE FABRICACIÓN DE MATERIALES COMPUESTOS Para la obtención de los materiales compuestos existen diferentes tipos de equipos entre los cuales se detallan los más utilizados, estos tipos de procesamiento se definen de acuerdo con el tipo de material que se desea, los componentes y el uso que se le va a dar al mismo.. 1.3.2.1 Moldeopor compresión El proceso de conformado por molde a presión emplea moldes macho y hembra de unadeterminada geometría relacionada con la pieza o parte estructural a conformar. Una cantidadadecuada de material compuesto (fibra más resina) es colocada dentro del molde al cual se leaplica una presión hidráulica relativamente alta y, a su vez, con el agregado de calor se logra lafluidez de la matriz logrando.
(47) 27. así la forma requerida de la pieza.El rol de la temperatura en este proceso es el de suministrarle fluidez a la resina ypermitir las óptimas condiciones de curado. En cambio, el rol de la presión es la de proveer elconformado de la pieza.Luego del curado se retira la presión hidráulica aplicada y la pieza es removida delmolde.(Monserrate, 2005) Las operaciones posteriores al conformado son para suministrarle la terminación final a la pieza tales como recortado, pintado, etc. Las piezas obtenidas por este método son de simple fabricación. Minimiza los costos de preparado de las piezas, es escaso el material desperdiciado, reduce terminaciones secundarias y requiere mínimo trabajo de elaboración. (Monserrate, 2005). Figura No.1.18. Esquema del equipo de conformado por molde de compresión. (Godoy, 2009). Este proceso puede ser fácilmente automatizado lo que permite un alto volumen deproducción con una buena uniformidad pieza por pieza.La aplicación de la presión es el parámetro más importante y lomás costoso del proceso. La presiónaplicada actúa generalmente en forma vertical acoplada al macho móvil, mientras que lahembra se mantiene fija.Las superficies del molde son pulidas y normalmente cromadas para incrementar ladureza superficial del mismo.El rango de presiones de trabajo es de 100 a 4.000 kg, produce partes quevarían de menos de 1 a 75 kg. El equipo opcional incluye precalentadores y preformadores que permiten un moldeomás rápido y reduce el contenido de aire atrapado en la pieza terminada.(Monserrate, 2005) El conformado por molde de compresión no permite un gran de contenidos de fibrascontinuas, es por esto que las partes generadas no son adecuadas para estructuras. primarias,aunque. son. usadas. para. algunas. estructuras.
(48) 28. secundarias.Los componentes generados por este proceso son utilizados cuando se necesita granrigidez, se diseñan costillas y refuerzos a la pieza.Por este método. se. procesan. piezas. del. tipo. placa. o. de. volumen.. Los. compuestosusualmente utilizados se preparan a partir de fibras dispersas, fibras preformadas o, directamente fibras preimpregnadas. (Monserrate, 2005) Este tipo de moldeo se utiliza principalmente para las matrices termoplásticas ya que es necesario que la matriz fluya entre el molde macho y hembra para que se forme la pieza con mayor facilidad lo que reduce el aire presente en el interior.. 1.3.2.2 Método de moldeo por transferencia de resina (RTM) Este método utiliza un molde que posee entradas mediante las cuales se inyecta la resina y salidas para la evacuación del aire al exterior. El tejido de fibras secas es colocado en el molde y este es cerrado. Posteriormente se procede a la inyección mediante bomba de la resina que es absorbida por las fibras y rellena las cavidades del molde. Cuando se llena el molde se sellan tanto la entrada de la resina como la salida de aire y se aplica calor para el curado de la resina. Luego de este curado el molde es abierto y se retira la pieza.(Monserrate, 2005). Figura No. 1.19. Esquema del equipo de RTM. (Godoy, 2009). El proceso de RTM puede utilizarse con fibras de refuerzo continuas y largas, para confeccionar piezas con formas complicadas en tiempos relativamente cortos. Este proceso se diferencia de otros en cuanto permite el moldeo de fibras en seco en el molde antes de la inyección de la resina con lo que se consigue una mejor orientación de las fibras, de manera tal que se obtiene una mejora de.
(49) 29. las propiedades mecánicas. Adicionalmente, el proceso es más limpio, con menor emisión de partículas volátiles y menor tendencia a formar defectos. (Godoy, 2009) Este proceso se utiliza para materiales compuestos que poseen matriz polimérica que sea termoplástica, lo que permite que en forma líquida se recubra la fibra que se colocó inicialmente al molde. 1.3.2.3 Proceso de bobinados de filamentos. Este proceso se utiliza para producir cilindros huecos de alta resistencia. En este proceso, la fibra es proporcionada a través de un baño de resina y después se bobina sobre un cilindro apropiado. Cuando han sido aplicadas suficientes capas el cilindro (mandril) bobinado se cura indistintamente a temperatura ambiente o a elevada temperatura en un horno. La pieza moldeada es después separada del cilindro (mandril).(Monserrate, 2005). El alto grado de orientación de la fibra y la alta carga de la misma conseguido por este método produce alta resistencia a la tracción en los cilindros huecos. Las aplicaciones a este proceso incluyen tanques químicos y de almacenamiento de combustibles,. recipientes. a. presión. y. cubiertas. de. motores. cohetes.(Monserrate, 2005).. Figura No.1.20. Esquema del equipo de bobinado de filamentos (Godoy, 2009). de.
Figure
+7



Documento similar
que hasta que llegue el tiempo en que su regia planta ; | pise el hispano suelo... que hasta que el
Entre nosotros anda un escritor de cosas de filología, paisano de Costa, que no deja de tener ingenio y garbo; pero cuyas obras tienen de todo menos de ciencia, y aun
E Clamades andaua sienpre sobre el caua- 11o de madera, y en poco tienpo fue tan lexos, que el no sabia en donde estaña; pero el tomo muy gran esfuergo en si, y pensó yendo assi
o Si dispone en su establecimiento de alguna silla de ruedas Jazz S50 o 708D cuyo nº de serie figura en el anexo 1 de esta nota informativa, consulte la nota de aviso de la
Ciaurriz quien, durante su primer arlo de estancia en Loyola 40 , catalogó sus fondos siguiendo la división previa a la que nos hemos referido; y si esta labor fue de
Luis Miguel Utrera Navarrete ha presentado la relación de Bienes y Actividades siguientes para la legislatura de 2015-2019, según constan inscritos en el
Fuente de emisión secundaria que afecta a la estación: Combustión en sector residencial y comercial Distancia a la primera vía de tráfico: 3 metros (15 m de ancho)..
La campaña ha consistido en la revisión del etiquetado e instrucciones de uso de todos los ter- mómetros digitales comunicados, así como de la documentación técnica adicional de
