Instituto Politécnico Nacional
Escuela Superior de Ingeniería Mecánica y Eléctrica Sección de Estudios de Postgrado e Investigación
DISEÑO DE UNA PRENSA
NEUMÁTICA
TESIS
Que para obtener el grado de: M a e s t r o e n C i e n c i a s
C o n E s p e c i a l i d a d e n
I n g e n i e r í a M e c á n i c a
PRESENTA
Ing. Guillermo Amézquita Martínez.
D i i r e c t o r d e T e s i s : M. C. R I c a r d o L ó p e z M a r t í n e z
C o - D i r e c t o r : G a b r i e l V i l l a y R a b a s a
AGRAD ECI M I EN TOS
DEDI CATORI A
INDICE GENERAL
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. I
“DISEÑO DE UNA PRENSA NEUMÁTICA”
ÍNDICE GENERAL
ÍNDICE GENERAL I
SIMBOLOGÍA V
ÍNDICE DE FIGURAS Y TABLAS VI
RESUMEN VIII ABSTRACT IX JUSTIFICACIÓN X OBJETIVO XI INTRODUCCIÓN XII
CAPÍTULO 1
ESTADO DEL ARTE
1.1. Generalidades históricas de la prensa. 1
1.2. Clasificación de las prensas 2
1.3. Aplicaciones de las prensas. 9
1.3.1. Prensa inclinada. 10
1.3.2. Prensa de escote. 12
1.3.3. Prensa de puente. 12
1.3.4. Prensa de costados rectos. 12
1.3.5. Prensa de yunque. 14
1.3.6. Prensa de junta articulada. 15
1.3.7. Prensa dobladora. 16
1.3.8. Prensas de revólver. 19
1.3.9. Prensa hidráulica. 20
1.4. Vistazo general de la problemática acerca de la manufactura
de prensas. 24
1.5. Descripción de la industria donde puede usarse la prensa del
presente trabajo. 30
INDICE GENERAL
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. II
1.6.1. Capacidad. Definición de capacidad. 33 1.6.2. Tipo de prensa del presente trabajo. 33
1.6.3. Tipo de proceso. 33
1.6.4. Aditamentos especiales. 33
1.7. Sumario. 34
CAPÍTULO 2
DISPOSITIVOS Y ELEMENTOS
2.1. Introducción. 35
2.2. Compresores de émbolo. 41
2.3. Unidad de mantenimiento. 42
2.3.1. Filtro de aire comprimido con regulador de presión. 43 2.3.2. Regulador con orificio de escape. 46 2.3.3. Lubricador de aire comprimido. 47
2.4. Válvulas. 51
2.4.1. Válvulas distribuidoras. 52
2.5. Constitución de los cilindros. 57
2.5.1. Cilindros de doble efecto. 59 2.5.2. Cilindros con amortiguación interna. 60
2.6. Sumario 62
CAPÍTULO 3
SELECCIÓN DE EQUIPO
3.1. Generalidades Históricas. 63
3.2. Aire comprimido. 63
3.3. Selección del compresor. 64
3.3.1. Cálculo de la capacidad de una prensa de corte. 67
3.3.2. Caudal. 69
INDICE GENERAL
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. III
3.3.5. Pérdidas en el sistema de tubería neumática. 73 3.4. Cálculo de los pasos, temperatura de descarga y potencia
para un compresor con cilindro de simple acción. 80 3.4.1. Etapas o escalones del compresor. 80 3.4.2. Temperatura de descarga. 81 3.4.3. Cálculo de la potencia del motor. 88
3.5. Selección del actuador. 91
3.6. Cálculo del tamaño de la válvula. 91
3.7. Sumario. 94
CAPÍTULO 4
ANÁLISIS POR M.E.F.
4.1. Introducción. 95
4.2. Métodos clásicos de cálculo. 95
4.2.1. Métodos de discretización. 96
4.3. Antecedentes. 97
4.4. Modelación. 100
4.5. Estructura del programa. 102
4.6. Diseño del bastidor. 102
4.7. Sumario. 132
CAPÍTULO 5
AUTOMATIZACIÓN
5.1. Generalidades. Definición. 133
5.2. Descripción del evento. 134
5.3. Unidad controladora. 136
5.3.1. Elección de la unidad. 136 5.3.2. Descripción de la unidad. 136
5.3.3. Construcción. 137
INDICE GENERAL
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. IV
Conclusiones. 142
Recomendaciones para trabajos futuros. 144
Anexo A. 145
Anexo B. 151
Anexo C. 153
Anexo D. 155
Anexo E. 167
Anexo F. 172
Anexo G. 173
INDICE DE SIMBOLOS
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. V
ÍNDICE DE SIMBOLOS.
SIMBOLO
DESCRIPCIÓN
Ac Área de cilindro.
C Carrera del pistón. d Diámetro del vástago. D Diámetro del pistón.
e Espesor de la chapa a cortar. E Módulo de elasticidad.
Ev Eficiencia volumétrica. f Relación de factores.
h Diferencia de presión.
Hp Pérdida de presión en tuberías. Ks Resistencia a la cizalladura.
K Constante para el aire. N Revoluciones por minuto. N´ Factor de seguridad.
Pt Presión de trabajo. Psalida Presión de salida.
Pr Relación de presiones. Pc Presión crítica.
Pot. Potencia.
Q Caudal de aire libre. rp Relación de compresión.
S Área.
Tc Temperatura crítica.
Tr Relación de temperaturas.
T1 Temperatura atmosférica. Vpistón Velocidad de pistón.
Z1,Z2 Factores de compresibilidad.
δ Deformación.
ν Relación de Poisson.
σc,σvM Esfuerzos de cedencia y máximo del material
INDICE DE FIGURAS Y TABLAS
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. VI
ÍNDICE DE FIGURAS Y TABLAS.
Figura Descripción Página
I.1. Gráfica de pastel de porcentaje de graduados por campo. XIIII.2. Gráfica de tendencia en el campo de ciencia e ingeniería. XIII 1.1. Prensa inclinable de bastidor de manivela simple con
alimentación de doble rodillo. 10
1.2. Diseño de bastidores usados en prensas. 11 1.3. Toldo completamente formado con una carrera en una prensa
cerrada de palanca acodillada.
13
1.4. Prensa de junta articulada con bastidor de hierro fundido. 15 1.5. Prensa dobladora controlada en tarjetas. 17 1.6. Pasos del formado de un tubo de gran diámetro en prensa. 18 1.7. Prensa revólver de 0.27 MN que usa computadora de control
numérico.
19
1.8. Prensa de embutido de doble acción. 21 1.9. Mecanismos de transmisión usados en prensas. 23
2.1. Compresor de émbolo oscilante. 41
2.2. Unidad de mantenimiento. 43
2.3. Filtro de aire comprimido. 45
2.4 a) Regulador de presión con orifico de escape b) sin orificio de escape.
47
2.5. Lubricador de aire comprimido. 49
2.6. Principio de Venturi. 50
2.7. Válvula 3/2. 54
2.8. Válvula 4/2. 55
2.9. Válvula regulable antirretorno. 56
2.10. Estructura de un cilindro neumático con amortiguación de fin de carrera.
59
2.11. Cilindro de doble efecto. 60
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. VII
Figura Descripción Página
3.1. Tipos de compresores contra temperatura del fluido de entrada. 66 3.2. Compresor indicado según el tipo de fluido comprimido. 77 3.3. Gráfica de rango de operación de compresores. 79 3.4.a) Diagrama de factor de compresibilidad. 83 3.4.b) Diagrama de factores de compresibilidad vs. Presión reducida. 86
4.1. Silueta del bastidor. 117
4.2. Modelado de bastidor en “Solid Works.” 118 4.3. Formación de la malla en el bastidor. 119 4.4. Acercamiento del bastidor en los puntos de mayor concentración
de esfuerzos. 120
4.5. Aplicación de las fuerzas y empotramiento del bastidor. 123 4.6. Concentración de esfuerzos en los cambios de geometría en
acero. 124
4.7. Presentación de las deformaciones exageradas en las partes
criticas del bastidor. 125
4.8. Isométrico con los esfuerzos que operan en el bastidor. 126 4.9. Detalle de la parte superior en acero. 128 4.10. Presentación de las deformaciones en el bastidor en material
aluminio. 129
4.11. Vista con escala cromática con los esfuerzos. 130 4.12. Detalle de la parte superior en aluminio. 131 5.1. Diagrama de escalera de control. 138 5.2. Diagrama de conexiones para la prensa neumática. 140 B.1. Esquema de instalación neumática. 150 C.1. Factor de compresibilidad para gases ideales y reales. 152
E.1. Grafica Capacidad – Velocidad. 156
Tabla Descripción
Página
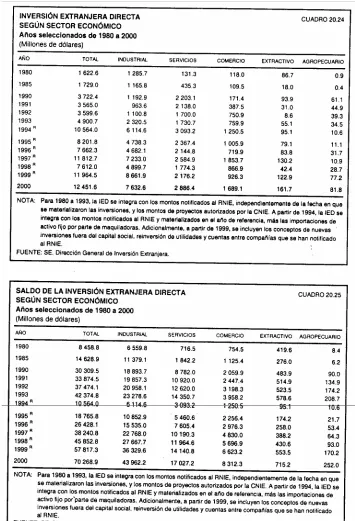
1.1. Inversión extranjera directa. 26
1.2. Inversión extranjera directa. 27
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. VIII
RESUMEN
RESUMEN.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. IX
ABSTRACT
ABSTRACT.
Man is a tool maker, for that reason it was important to me to build a small pneumatic-press. In this work a basic methodology for the compressor selection ( pneumatic valves, compressors, pneumatic cylinders, etc. ) is developed. The basic pneumatic is constituted by a compressor, maintenance unit and valves. To design a pneumatic system, it is not necessary to know the principle on which the valves are based. However it can be explained how the valves are connected. The control level has two normally closed push buttons ( directional control valves), which send the signal to a valve for the control of the actuator. This valve changes the processing signal so that the cylinder comes out or returns. Another so called check-valve connected between the valve for the control of the actuator and the pneumatic cylinder is used to control the speed of the cylinder.
A main principle is employed for securing the cylinder. The most common method consists of joining the end cover by mean of tie-rods on the outside of the cylinder tube. The kinetic energy is achieved thanks to a quick exhaust valve; the quick exhaust valve is used, for instance, to shorten the de-pressuring time of a cylinder. A pneumatic timer module controls the in-out time of the cylinder. The mechanical design of the frame press could be made thanks to output-press and pres-loss through pipes which were previous calculated.
A complete stress-analysis could be carried out through a computer-software. The software is the so called “ Ansys-version 5.7”
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. X
JUSTIFICACIÓN
JUSTIFICACIÓN.
En las condiciones actuales de escasez de recursos financieros y falta de liquidez de algún sector de las pequeñas y medianas empresas manufactureras en la sociedad mexicana se observa la necesidad de reconversión, adaptación y construcción de equipo y en general de máquinas-herramientas con objeto de alcanzar niveles competitivos mínimos exigidos por la globalización en el aspecto tecnológico, además en la actualidad la necesidad de automatizar líneas de producción hace necesario el uso de técnicas de manufactura alternativas cuyo costo, flexibilidad y amplia gama de aplicación justifiquen su uso. La micro-neumática es una técnica cuya aplicación reduce costos de operación y aumenta la productividad en planta.
El desarrollo de un sistema cualquiera que éste sea, implica no sólo el concurso de diversas áreas de la Ingeniería, tales como: Ing. Mecánica, Eléctrica, Electrónica, Sistemas, y de Control, sino también de su conocimiento, dominio y correcta aplicación.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. XI
OBJETIVO
OBJETIVO.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. XII
INTRODUCCIÓN
INTRODUCCIÓN
La importancia de éste trabajo radica en demostrar la posibilidad de hacer o manufacturar herramental o equipo de baja capacidad, o bien de generar tecnología, sin importar que ésta no sea, en su momento, forzosamente de punta, o bien, sin importar que el costo inicial sea barato; expresado así, el propósito de éste trabajo consiste en dar una solución real a un problema real que puede encontrarse en cualquier industria pequeña. La solución, en teoría, puede estar al alcance de la pequeña industria del medio nacional; por otro lado, tampoco se persigue un objetivo desorbitado queriendo descubrir algo, cuya solución es simple, o bien, dicho aún de ésta otra manera, no se desarrolla un concepto innovativo al hacer en éste trabajo una prensa neumática, en cuya concepción, la solución tecnológica aplicada es sencilla; es decir, en otro sentido, la intención primordial es llamar la atención de que la industria local puede generar con recursos propios, soluciones tecnológicas propias.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. XIII
INTRODUCCIÓN
Figura I.1. Gráfica de pastel del porcentaje de graduados por campo.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. XIV
INTRODUCCIÓN
Por otro lado, según datos de la Cámara Nacional de la Industria y Transformación ( CANACINTRA en el Distrito Federal ) en su Boletín Informativo Anual (2) del Departamento de Informática se tiene, conforme al último censo, que del cien por ciento registrado en inversión nacional directa en bienes de capital, exclusivamente alrededor del 5 % del global total está focalizado a la construcción de máquinas-herramienta.
En este sentido se presentan casos aislados de Firmas mexicanas constructoras de prensas como la Casa: “Prensas Hidráulicas” en Monterrey, N. L., la cual comercializa prensas con canal estructural de diferentes dimensiones y bajo pedido.
En una búsqueda en Internet, por medio de varios servidores (3), de un total de aproximadamente 2065 temas relacionados encontrados, solamente el 1% son páginas de compañías productoras de máquinas-herramienta en el giro de prensas y de éstas, exclusivamente 2 empresas están dedicadas a la manufactura de equipo y maquinaria neumática, aunque no forzosamente de prensas neumáticas.
Con esta información en mente, cualquier diseñador puede tomar esto como base para iniciar un primer proyecto, independientemente del alcance del mismo, y fijar así un camino o un modo de hacer las cosas para proyectos de mayor importancia en el futuro..
Se consideran en total tres etapas en el diseño de la prensa neumática:
1. Etapa de selección de equipo.- Se selecciona el equipo convenientemente bajo norma.
2. Etapa de diseño.- Los resultados de la selección de equipo nos ayudan al diseño mecánico del bastidor.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. XV
INTRODUCCIÓN
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 1
ESTADO DEL ARTE
ESTADO DEL ARTE.
1.1. GENERALIDADES HISTÓRICAS DE LA
PRENSA.
Se ignora si en realidad fue Gutenberg (entre l394-l399-l468) el inventor de la primera prensa, o si la prensa que hizo construir en l439 a Conrad Saspach no era más que una mejora de algún tipo de prensa ya existente, sin embargo la prensa que fue fabricada tenía un gran parecido con las prensas de husillo para exprimir uvas en la época.
La primera prensa de la que se tiene conocimiento ( o al menos una de las primeras ) es la usada en impresión tipográfica, precisamente por Gutenberg. La descripción de esta prensa es relativamente sencilla: sobre un mármol o platina inamovible y horizontal, se fijaba la forma de impresión, se entintaba mediante tampones y se cubría con una hoja de papel haciendo descender encima un plano mecánico o tímpano con la ayuda de un tornillo vertical; todas las piezas eran de madera. Esta prensa cuya fuerza motriz era suministrada por el impresor, alcanzaba una producción diaria de 250 hojas.
El mismo procedimiento se siguió usando durante 4 siglos. En ese tiempo hubo perfeccionamiento de detalles inherentes a los progresivos adelantos técnicos: tornillos metálicos, mármol móvil sobre guías que permitían el entintado fuera del plano.
En 1783, Francois Ambroise Didot (1730-1804), substituyó la platina de madera por la platina metálica.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 2
ESTADO DEL ARTE
A principios del siglo XIX con el empleo de la máquina de vapor suministrando la fuerza motriz, se construyeron máquinas más rápidas y potentes, siendo las primeras, respectivamente, la prensa mecánica para impresión en hojas de Friedrich König en 1811 y las rotativas para papel en bobinas hacia 1860.(4)
Las actuales prensas de impresión ofrecen importantes diferencias, aunque la mayoría son máquinas de producción en masa y tienen en común una determinada cantidad de dispositivos que aseguran, por ejemplo, el entintado correcto, alimentación de papel, retirada de papel impreso, etc.
De lo anterior, la prensa como instrumento de producción masivo ha extendido sus horizontes a otros campos de aplicación y disciplinas como la ingeniería industrial, la ingeniería mecánica o la industria automotriz.
Dentro de este ramo de la actividad humana la prensa ha tenido un enorme desarrollo y aún sigue teniendo un gran potencial de aportación a la actividad industrial. La prensa tiene muchas aplicaciones y es difícil clasificarla, sin embargo, a lo largo de la historia, de la prensa se han observado características muy importantes y con ése panorama se ofrece a continuación una primera clasificación.
1.2. CLASIFICACIÓN DE LAS PRENSAS.
Existen muchos y muy variados tipos de prensas, de forma tal que se presenta una clasificación aproximada de los tipos de prensa que se usan en la tecnología actual.(5)
Las prensas se clasifican en:
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 3
ESTADO DEL ARTE
Máquinas eléctricas
Máquinas térmicas Clasificación de las Máquinas hidráulicas Máquinas(6).
Máquinas C. N. C.
Máquinas-herramienta
Los elementos que constituyen un producto y que se encuentran laminados pueden ser cortados, doblados, troquelados, embutidos, etc. Las distintas maneras de obtenerlos, los variados aspectos y sus características tecnológicas han hecho que se construya infinidad de máquinas. La división genérica que comprende todos los tipos de máquinas-herramienta se menciona en el siguiente párrafo, y nuestro interés primordial está enfocado primordialmente en el grupo de máquinas-herramienta. Este grupo puede clasificarse a su vez en dos grandes subgrupos: (6)
• Máquinas dotadas de movimiento giratorio continuo.
• Máquinas dotadas de movimiento rectilíneo.
Al grupo de máquinas dotadas de movimiento giratorio continuo pertenecen las siguientes:
• Laminadoras.
• Curvadoras.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 4
ESTADO DEL ARTE
Al grupo de máquinas dotadas de movimiento rectilíneo pertenecen las siguientes:
• Prensas de excéntrica.
• Prensas de fricción.
• Prensas hidráulicas.
• Tijeras de guillotina.
• Máquinas rectas de doblar, etc.
El grupo genérico de interés y que a continuación se menciona es el de las prensas, por tanto, la parte más importante, correspondiente a las prensas, es la que más se expone. Las prensas dotadas de movimiento rectilíneo ( prensas de excéntrica, prensas de fricción, prensas hidráulicas) pueden clasificarse en:
• Prensas verticales de simple efecto.
• Prensas verticales de doble efecto.
• Prensas guiadas en cuatro correderas.
• Prensas de configuración especial,
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 5
ESTADO DEL ARTE
Cuadro sinóptico # 1
Vertical de simple efecto.
PRENSAS
Prensa hidráulica Vertical de doble efecto. En cuatro correderas.
Tijeras de guillotina Vertical de doble efecto.
De con
Vertical de simple efecto. Vertical de doble efecto. En cuatro correderas. De configuración especial Prensa de excéntrica
Prensa de fricción
Vertical de doble efecto. En cuatro correderas. De configuración especial
Vertical de simple efecto.
De configuración especial Vertical de simple efecto.
En cuatro correderas. figuración especial
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 6
ESTADO DEL ARTE
Una segunda clasificación sencilla y rudimentaria está en relación a la forma de operar o accionar la prensa, es decir, con arreglo a la transmisión de la energía, ya sea operada manualmente o activada con potencia:
• Operada manualmente.
• Operada con potencia.
Muchas de las máquinas operadas manualmente se usan para trabajos en lámina delgada de metal, principalmente para trabajos en campo, pero la mayor parte de la maquinaria para producción se opera con potencia.
El segundo grupo de prensas, cuya clasificación se basa atendiendo a la fuente de energía que acciona a la prensa, puede a su vez subdividirse en tres grupos; según esto, las prensas pueden dividirse en mecánicas (llamadas así por el método de aplicación de la potencia al ariete), si la energía del motor eléctrico es convertida en energía mecánica del porta-punzón mediante un mecanismo de biela-manivela, o bien, mediante un sistema cremallera-piñón; en hidráulicas, si los pistones (de sección distinta y deslizables dentro de tubos comunicantes entre sí) son accionados por un fluido, normalmente aceite, los cuales convierten la energía hidráulica en energía mecánica del porta-punzón; y por último neumáticas, en las cuales se convierte la energía neumática (aire comprimido) en energía mecánica. La clasificación se presenta a continuación:
• Prensas mecánicas.
• Prensas hidráulicas.
• Prensas neumáticas.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 7
ESTADO DEL ARTE
Por último las prensas mecánicas (llamadas así por el método de aplicación de potencia al ariete) se subdividen en:
• Biela-manivela.
• Leva.
• Excéntrica.
• Cremallera-piñón.
• Tornillo de potencia.
• Acodada, etc.
En todos los tipos de prensas clasificados anteriormente e independientemente del tipo, forma y función de prensa que se seleccione para un trabajo específico, conviene tener muy en cuenta las siguientes formas de funcionamiento de la alimentación o distribución de la materia prima hacia el porta-punzón:
• Sin dispositivos de alimentación o de distribución automática
(manuales).
• Con dispositivos de alimentación o distribución semiautomática.
• Con dispositivos de alimentación o distribución automática. (Usadas para grandes producciones en serie)
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 8
ESTADO DEL ARTE
Las prensas para operaciones de estirado tienen velocidades más lentas que las de punzonado.
Las prensas hidráulicas son en especial deseables para el trabajo de recortado. La clasificación anterior se aprecia mejor en cuadro sinóptico # 2.
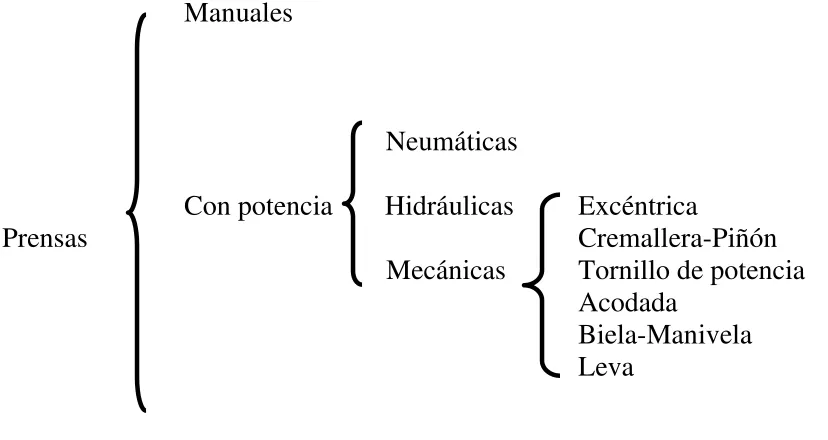
Manuales
Neumáticas
Con potencia Hidráulicas Excéntrica
Prensas Cremallera-Piñón
Mecánicas Tornillo de potencia
Acodada
[image:28.612.84.498.234.454.2]Biela-Manivela Leva
Cuadro sinóptico # 2
En los párrafos siguientes se enumeran y describen a grosso modo algunos
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 9
ESTADO DEL ARTE
1.3. APLICACIONES DE LAS PRENSAS.
Es difícil hacer una clasificación de máquinas prensadoras, ya que la mayoría de ellas son capaces de desarrollar varios tipos de trabajo. Por tanto, no es muy correcto llamar a una prensa, prensa dobladora, a otra, prensa de repujado, y aún a otra, prensa recortadora, pues los tres tipos de operaciones se pueden hacer en una máquina. Sin embargo, a algunas prensas diseñadas especialmente para un tipo de operación, se les puede conocer por el nombre de la operación, como por ejemplo, prensa punzonadora o prensa acuñadora.
Para seleccionar el tipo de prensa a usar en un trabajo dado, se deben considerar varios factores. Entre éstos están el tipo de operación a desarrollar, tamaño de la pieza, potencia requerida, y la velocidad de la operación. Para la mayoría de operaciones de punzonado, recortado y desbarbado, se usan generalmente prensas del tipo de manivela o excéntrica. En estas prensas, la energía del volante se puede transmitir al eje principal, ya sea directamente o a través de un tren de engranajes. La prensa de junta articulada se ajusta idealmente a las operaciones de acuñado, prensa o forja. Tiene una carrera corta y es capaz de imprimir una fuerza tremenda. Las prensas para operaciones de estirado tienen velocidades más lentas que las de punzonado y recortado.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 10
ESTADO DEL ARTE
1.3.1. PRENSA INCLINADA.
En la figura 1.1 Se muestra una prensa inclinable de manivela doble con bastidor de escote. El bastidor inclinado de la máquina ayuda a descargar de la prensa las piezas y desperdicios. Las piezas se pueden deslizar por gravedad en una caja de carga, o el material se puede alimentar a las matrices por medio de una canal. La mayoría de prensas de este tipo son ajustables y varían su posición desde la vertical hasta un ángulo bastante inclinado.
Figura 1.1
Prensa inclinable de bastidor de manivela simple conalimentación de doble rodillo.
Este arreglo se prefiere para trabajo diversificado de prensa, pues muchas tareas se hacen mejor con la prensa en posición vertical; particularmente si las partes se descargan a través de la matriz.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 11
ESTADO DEL ARTE
b) prensa de puente. a) Prensa de escote.
c) Prensa de costados rectos. d) Prensa de yunque.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 12
ESTADO DEL ARTE
1.3.2. Prensa de escote.
Las prensas de escote o de bastidor en C se llaman así debido a la disposición de la abertura del bastidor de la prensa, como se ilustra en la figura 1.1 Tal diseño del bastidor se muestra también en la figura 1.2. a), con algunos otros diseños comunes de bastidores. Las prensas de escote proporcionan un excelente espacio libre alrededor de las matrices y permiten trabajar con piezas largas o anchas. Las operaciones de estampado se pueden efectuar en una prensa de escote, usando frecuentemente la de tipo inclinable.
1.3.3. Prensa de puente.
La prensa de puente ilustrada también en la figura 1.2. b), se denomina así por la forma peculiar de su bastidor. La parte más baja del bastidor, cerca de la bancada, es ancha, para permitir el trabajo en lámina de metal de áreas grandes; la parte superior es angosta. Los cigüeñales son pequeños en relación al área de la corredera y la bancada de la prensa, ya que estas prensas no están diseñadas para trabajo pesado. Se usan para recortado, doblado y desbarbado.
1.3.4. Prensa de costados rectos.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 13
ESTADO DEL ARTE
Para las prensas más pequeñas, generalmente se usa una sola manivela o excéntrica, pero conforme aumenta el tamaño de la pieza, se necesitan manivelas adicionales para distribuir la carga uniformemente en la corredera. Esta última se puede suspender en posición, ya sea por una, dos o cuatro guías o puntos de apoyo.
Figura 1.3.
Toldo completamente formado con una carrera en una prensa [image:33.612.185.407.224.529.2]TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 14
ESTADO DEL ARTE
Las prensas de doble efecto usadas ampliamente en las operaciones de embutido, tienen un ariete externo que procede al punzón y sujeta al habilitado antes de la operación de punzonado. El ariete externo es impulsado generalmente por un mecanismo especial de balancín o leva, mientras que para el ariete anterior, que lleva al punzón, es un mecanismo de manivela. En
la figura 1.3. se muestra una gran prensa cerrada de costados rectos con
palanca acodillada de doble efecto. La presión se aplica a la corredera en cuatro puntos. Esta es la ventaja característica de las prensas de áreas grandes debido a que tal construcción previene la inclinación de la corredera con cargas desequilibradas. El mecanismo de palanca acodillada en esta máquina es para controlar el movimiento del pisador del habilitado.
En la figura 1.3., se presenta una prensa (la cual tiene un mecanismo de
palanca acodillada), que se puede describir como un conjunto de dos o más barras tales que aunque unidas extremo a extremo no están alineadas, excepto cuando la “rodilla” se endereza. Como consecuencia, se logra una gran fuerza en los extremos; al momento en que se aplica esta fuerza, y cuando no hay movimiento en el pisador del habilitado, se le conoce como periodo de detención. Esto es necesario para sujetar el habilitado en las operaciones de embutido, y se recomienda frecuentemente tener un ligero para un punzón. Para dejar que el metal se ajuste adecuadamente bajo la presión. Los bastidores de costados rectos se usan también en las prensas hidráulicas en las que hay impacto de cargas pesadas, tal como en el formado de material de calibre grueso, forjado en prensa, acuñado y embutido profundo.
1.3.5. Prensa de Yunque.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 15
ESTADO DEL ARTE
1.3.6. Prensa de junta articulada.
[image:35.612.151.450.231.572.2]Las prensas proyectadas para el acuñada, calibrado y repujado fuerte, deben ser muy voluminosas para soportar las grandes cargas concentradas que se les aplican.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 16
ESTADO DEL ARTE
La prensa mostrada en la figura 1.4. está diseñada para este propósito, y está equipada con un mecanismo de junta articulada para accionar la corredera. El eslabón superior o articulación de esta prensa, está abisagrado en un extremo en la parte superior del bastidor y sujeto a un pasador en el otro. El eslabón inferior está también sujeto al mismo pasador y el otro extremo a la corredera. En la figura 1.4. se ilustra una prensa de junta articulada con bastidor de fierro fundido. En cuanto se coloca a los dos eslabones de articulación en posición rectilínea, la corredera ejerce una gran fuerza.
Este tipo de prensa siempre ha tenido uso amplio en el acuñado de monedas. De acuerdo a las pruebas efectuadas por The United States Mint en Filadelfia, se requiere una fuerza de 0.9 MN para lograr impresiones claras de monedas de medio dólar hechas en una matriz cerrada.
Junto con el acuñado de monedas, se pueden prensar en frío con este tipo de máquina, muchas otras piezas tales como medallas, llaves ciegas, placas para automóvil, cajas para relojes y utensilios de plata. También se pueden efectuar operaciones de calibrado, cabeceado en frío, enderezado, estampado pesado y otras similares. Ya que la carrera de este tipo de prensa es corta y lenta, no se adapta a las operaciones de embutido o doblado.
1.3.7. Prensa dobladora.
Las prensas dobladoras se usan para doblar, formar, rebordear, repujar, desbarbar y punzonar lámina metálica de bajo calibre. Tales prensas pueden tener espacios para lámina de 6 m. de ancho y 16 mm. de espesor.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 17
[image:37.612.125.490.124.434.2]ESTADO DEL ARTE
Figura 1.5.
Prensa dobladora controlada en tarjetas.TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 18
ESTADO DEL ARTE
[image:38.612.93.521.206.596.2]Como primer paso de la operación, la prensa del tipo dobladora, flexiona a la gran placa en forma de U. A partir de esta forma, se le comprime en una prensa “O” a presiones mayores de los 125 MPa. Dentro de una forma tubular. Después de esta serie de operaciones de formado, se suelda la tubería, se limpia y se revisa.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 19
ESTADO DEL ARTE
1.3.8. Prensas de revolver.
Las prensas de revólver se adaptan especialmente a la producción de piezas de lámina metálica que tenga diversos modelos de agujeros de muchos tamaños. En las prensas convencionales de esta clase, se prepara una plantilla para guiar al punzón, y el tamaño del agujero se selecciona haciendo girar un revólver que contiene los punzones.
[image:39.612.87.523.362.663.2]La figura 1.7. ilustra una prensa punzonadora de revólver de 0.3 MN con control de cinta, que puede trabajar láminas de tamaños de 1200 hasta 830 mm. La lámina se posiciona debajo del punzón a una velocidad de la mesa de 6m/min. Se pueden perforar agujeros mayores de 120 mm de diámetro en acero de 9.4 mm de espesor, a razón de más de 30 piezas por minuto con una precisión de 0.13 mm. Se pueden ajustar al revólver treinta y dos punzones diferentes.
Figura 1.7.
Prensa revólver de 0.27 MN que usa computadora de control
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 20
ESTADO DEL ARTE
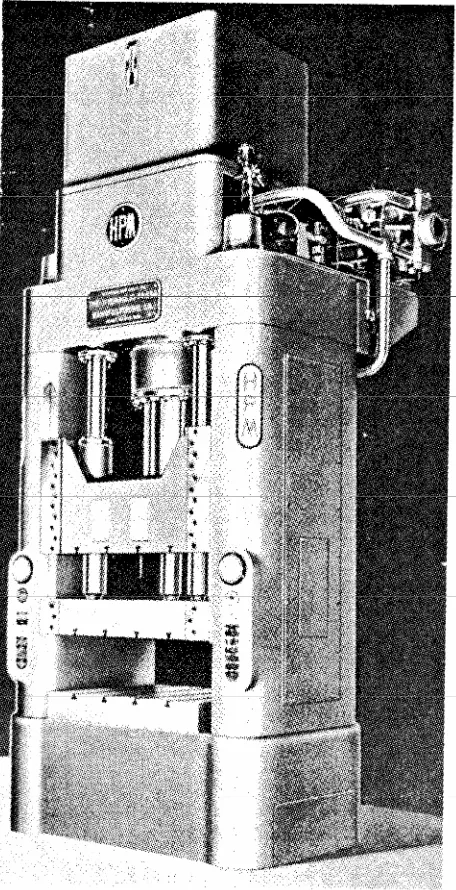
1.3.9. Prensa hidráulica.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 21
[image:41.612.201.429.162.607.2]ESTADO DEL ARTE
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 22
ESTADO DEL ARTE
Las prensas hidráulicas no se recomiendan para recortado fuerte y operaciones de punzonado, ya que el choque de impacto es perjudicial para la prensa.
El mantenimiento es mayor que para las prensas mecánicas, aún cuando la operación de la prensa es más lenta. Las prensas hidráulicas pequeñas se asemejan a las prensas de costados rectos.
Para el trabajo de grandes áreas se usa la construcción tipo poste o de cuatro columnas. La prensa hidráulica que se muestra en la figura 1.8. está especialmente diseñada para hacer embutidos profundos en toda clase de lámina metálica.
El punzón principal de embutido montado en la corredera superior, se mueve en tándem con la corredera del pisador, el cual lo rodea debajo hasta que hace contacto con el habilitado. La matriz descansa sobre la placa soporte; por debajo de esta hay un dado amortiguador que ayuda a mantener la presión en el habilitado o expulsar la pieza formada. Fijado el pisador en la corredera principal y el dado amortiguador libre, la prensa actúa como prensa hidráulica de acción simple.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 23
[image:43.612.88.507.158.447.2]ESTADO DEL ARTE
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 24
ESTADO DEL ARTE
1.4. VISTAZO GENERAL DE LA PROBLEMÁTICA
ACERCA DE LA MANUFACTURA DE PRENSAS.
Actualmente nuestro país está suscrito a tratados internacionales tales como el T. L. C. A. N. con los países del norte del continente americano, y también está suscrito a convenios comerciales con países de Europa, como los son, por ejemplo, Suiza, Francia, pero principalmente con Holanda y Alemania. Con dichos tratados México entra a una dinámica de intercambio, desarrollo y competitividad. Los acuerdos comerciales firmados con los países del sur de América son, por ejemplo, exclusivamente eso, para intercambio comercial,
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 25
ESTADO DEL ARTE
Esta obsolescencia se trata, al menos, de equipo con 5 o más años de atraso, ya que la verdadera tecnología avanzada cuesta mucho más. Esta situación obligaría a países de economía como la de México a generar de alguna manera tecnología con recursos propios, para no depender de ésta situación. ¿Por qué no llamar la atención sobre la situación e intentar dar una solución preliminar en el presente trabajo, aunque en el momento sea una solución sencilla, para marcar, por lo menos, un inicio para trabajos de mayor importancia en el futuro? Para ver de manera más cercana el estado que guarda la industria nacional en cuanto a montos de producción en el área industrial, en el sector metal-mecánico específicamente en el subsector Máquinas-herramienta se acudieron a diversas fuentes. Esto se aclara en el siguiente párrafo.
El nivel de la producción de máquinas y su perfeccionamiento son un índice convincente del desarrollo industrial de un país (9), y para el caso de México puede constatarse el estado de su desarrollo industrial observando los datos proporcionados por el INEGI y por CANACINTRA ( en el Distrito Federal ).
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 26
[image:46.612.127.482.107.628.2]ESTADO DEL ARTE
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 27
ESTADO DEL ARTE
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 28
ESTADO DEL ARTE
Por otro lado, se tiene que el valor de la Producción Industrial Nacional es para el año 2000( cifras mas recientes ) de 1,555,815 millones de pesos (10)
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 29
ESTADO DEL ARTE
de los cuales, 572,825 millones de pesos, corresponden al subsector económico denominado "Productos metálicos, Maquinaria y Equipo", y de ésta cantidad solamente el 1.75% (10,000 millones de pesos) correspondieron a la producción nacional de prensas. (ver tabla 1.3.)
Como se puede apreciar el valor de la Inversión Extranjera Directa es 5 veces mayor al valor de la producción nacional industrial en el ramo metal-mecánico y en particular en el área de máquinas-herramienta (prensas); y el valor de la producción nacional correspondiente a la construcción de prensas es muy bajo con respecto al total del valor de la producción nacional manufacturera, por lo tanto, desde el punto de vista económico podría justificarse la construcción de un tipo de prensa neumática, como la que se expone en éste trabajo. A su vez, la panorámica nacional sobre la producción total por estados federativos en el ramo “3821” denominado ”Fabricación, Reparación y / o Ensamble de Maquinaria con o sin motor eléctrico” es un indicativo del nivel de inversión en el ramo Metal-mecánico en cada estado del país. Según datos proporcionados por el Instituto Nacional de Estadística Geografía e Informática ( INEGI (11) ), los estados más industrializados, o al menos, los estados que más invierten en éste rubro, en orden descendente y según el monto de su producción total anual, son: Nuevo León con 2 450 840 000 pesos, Coahuila con 2 093 194 000 pesos, Querétaro con 2 017 720 000 pesos, Edo. de México con 963 967 000 pesos y el Distrito Federal con 813 653 000 pesos, en algunos estados la producción es inexistente como en el caso de Baja California Sur o muy limitada como en el caso de Campeche con un total de 196 000 pesos. Según la misma fuente, el valor de la producción total nacional en la misma rama ( 3821) es de 12 033 921 000 pesos.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 30
ESTADO DEL ARTE
1.5. DESCRIPCION DE LA INDUSTRIA DONDE
PUEDE USARSE LA PRENSA.
En términos generales puede decirse que toda industria del ramo metal-mecánico requiere de equipo y maquinaria para operar eficazmente y llevar a cabo los procesos de manufactura que se requieran dentro del flujo de operaciones cotidianas. En el caso particular que nos ocupa, la empresa a la cual específicamente nos referimos no es excepción y tuvo necesidad tanto de personal especializado, como de equipo. La descripción de la industria donde se usó la prensa es una micro-industria dedicada a la construcción y diseño básicamente de troqueles para embutir, formar y cortar acero (o cualesquiera otros materiales, para lo cual se solicitaba, sobre pedido, un diseño especial del dispositivo mecánico requerido). Los troqueles podían ser de 1 ó de varios pasos. Esta empresa se dedicaba también a la maquila de piezas para la industria eléctrica, así como piezas para la industria en general (automotriz, de máquinas de escribir, equipo de cómputo, etc.).
La empresa referida contaba con equipo básico que consistía en 3 tornos, 1 torno revolver, 1 prensa troqueladora, 1 cepillo de codo, 2 rectificadoras, 1 cortadora, herramienta y accesorios varios; sin embargo se tenían necesidades de más equipo y herramienta, pero las condiciones financieras y de mercado impidieron en su momento la realización de una inversión considerable en equipo y herramienta, lo que determinó tomar la decisión de construir una prensa de tal capacidad, que permitiera resolver el problema a bajo costo, rápida y eficientemente, Aunque la elaboración de la prensa neumática no llevó más de 9 días, la prensa dio los resultados apetecidos, ya que el material a cortar era muy delgado ( chapa 3 mm de espesor ).
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 31
ESTADO DEL ARTE
Según datos proporcionados por CONACYT (12), las industrias señaladas
como de alta tecnología son aquéllas industrias que desarrollan tecnología de punta, en la clasificación siguen las industrias de tecnología media como aquéllas que desarrollan tecnología no forzosamente de punta, sin embargo importan tecnología del extranjero y por último, se encuentran las industrias de tecnología baja como aquéllas que no generan tecnología pero sí importan tecnología en forma de equipo o en forma de asistencia física en campo.
La industria, en la que se generó la necesidad de construir la mencionada prensa, puede describirse, entonces como una industria pequeña, de tecnología baja dedicada al ramo metal-mecánico, con productividad en vías de expansión y con menos de 15 trabajadores operando en planta .
Consecuentemente, una empresa que tenga características semejantes como las descritas y necesidades similares en cuanto a procesamiento y transformación de materia prima usando máquinas ( en particular troqueladoras), podría hacer uso también de una prensa con las características, como las que se presentan en el presente trabajo.
1.6. PLANTEAMIENTO DEL PROBLEMA.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 32
ESTADO DEL ARTE
Por tal motivo se decidió hacer una prensa neumática de corte de muy baja capacidad, que substituyera a la troqueladora. Se concibió el circuito neumático para facilitar la adquisición de otros aditamentos neumáticos o para, en su defecto, fabricar soportes, bastidores o demás piezas que fueran necesarias, sobre las cuales se montaría el actuador o el cilindro neumático. El circuito neumático contemplaba el uso de un compresor, cuya capacidad se desconocía en ése momento, una unidad de mantenimiento a la entrada de la toma del aire; en el nivel de control se contempló el uso de pulsadores (válvulas direccionales), una válvula conmutadora, y probablemente una válvula llamada anti-retorno, una válvula de escape rápido y un temporizador; como elemento transmisor de la fuerza deformadora o fuerza de corte (energía deformadora) se pensó en un cilindro de doble efecto con amortiguación interna, al cual se pensó acoplarle la herramienta de corte. También se contempló el uso de conexiones “rápidas”, mangueras de plástico por se flexibilidad al doblez, o en su defecto tubería rígida de metal, etc. El problema radicó en dar un formato al equipo, de forma tal, que pudiera colocarse al cilindro en posición vertical para poder hacer la función de troquelado. Se decidió diseñar un bastidor que permitiera fijar el cilindro para mantenerlo en posición vertical y tener a la vez rigidez. Las válvulas deberían estar fijas a la estructura formada por el bastidor y la mesa de trabajo. El problema de unión y ensamble se resolvería con tornillería o remaches, para hacer de la prensa una prensa portátil.
1.6.1. Capacidad.
La capacidad de las prensas se define como la fuerza desarrollada por la máquina a través del porta-punzones, en el caso particular que nos ocupa, la capacidad de la prensa neumática es equivalente a la presión de salida del compresor dividida entre el área del actuador resultando de aproximadamente
1000 Kgf , que, en comparación con prensas de 6, 8, 15, 30 ó hasta 100
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 33
ESTADO DEL ARTE
Definición de capacidad.
Es la magnitud característica para poder aplicar una fuerza dada en Kilopondios (kP) (unidad de fuerza en el sistema técnico) con la que un cuerpo de masa dada en Kilogramos masa (unidad de masa en el sistema internacional) a la aceleración normal de la gravedad actúa sobre una superficie , donde un Kilopondio es igual a 9.80665 Newton.(13)
1.6.2. Tipo de prensa.
Según la definición, una prensa es una máquina, que sirve para trabajar los metales por deformación en frío; consecuentemente la prensa de éste trabajo es una prensa con movimiento rectilíneo vertical activada neumáticamente para corte de metal.
1.6.3 Tipo de proceso.
La prensa neumática se usará para cortar metal, por lo tanto, ésta prensa será una prensa de corte.
1.6.4. Aditamentos especiales.
La prensa cuenta con los siguientes aditamentos especiales.
• Válvula de escape rápido.
• Temporizador.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 34
ESTADO DEL ARTE
1.7. SUMARIO.
En este capítulo se presenta el origen de la prensa como herramienta, aunque en su origen se utilizó para imprimir textos hoy día tiene una gran variedad de aplicaciones.
Dentro de la clasificación se presentan algunos tipos de prensa; ésta clasificación atiende a la fuente de energía que activa a la prensa y también se presenta otra clasificación según su construcción.
Se hacen mención de prensas de baja capacidad hasta las prensas revolver de bastante capacidad o como también la prensa hidráulica.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 35
DISPOSITIVOS Y ELEMENTOS
DISPOSITIVOS Y ELEMENTOS.
(14)El uso y diseño de circuitos neumáticos se adecúa perfectamente a trabajos de baja capacidad, entendiéndose como baja capacidad presiones que no excedan a los 9 bares, presión suficiente para doblar o incluso punzonar láminas con calibre muy bajo; en ese sentido el circuito neumático debe estar protegido contra agentes externos, como polvo y humedad, y además de esa protección de tipo ambiental se debe contar con una protección o válvula de desfogue en caso de una variación inesperada en la presión debida a su vez a una variación en el voltaje.
2.1. INTRODUCCIÓN.
En este capítulo se describen tanto los elementos que constituyen la prensa, así como los dispositivos neumáticos ya manufacturados, que hacen funcionar la prensa. Todo tipo de prensa, independientemente del tipo forma o función, consiste básicamente de un bastidor, mesa de trabajo, elemento que transmite energía cinética, dispositivos de control, motor eléctrico y / o hidráulico.
En este caso se trata de una prensa neumática para la cual se requiere una instalación adecuada a la necesidad, es decir, toda instalación neumática requiere de un equipo motocompresor y una línea de alimentación además de dispositivos especiales requeridos para la limpieza, secado y lubricación del aire.
El equipo para accionar un pistón neumático o actuador, que en el presente caso es de doble efecto, está constituido principalmente por un motocompresor de un paso, que alimenta aire a una presión determinada. La preparación del aire exige equipos y dispositivos para la limpieza del aire, ya que no puede usarse el aire según sale del compresor. Las impurezas, tales como polvo de la contaminación atmosférica, pueden dañar sensiblemente la línea de conducción y todos los demás aditamentos neumáticos.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 36
DISPOSITIVOS Y ELEMENTOS
La unidad de mantenimiento es un conjunto de tres elementos para limpiar y secar el aire comprimido, y se conectan e incorporan en línea según sale el aire comprimido del motocompresor:
Filtro de aire comprimido. Regulador de presión.
Lubricador de aire comprimido.
Después de ser lubricado el aire, y en serie, se coloca un regulador de presión, el cual tiene por objeto mantener la presión estable, es decir, tener siempre una presión sin variaciones en la alimentación.
Posteriormente se tiene propiamente el circuito neumático, consistente en dos válvulas direccionales 3 vías 2 posiciones constituyendo el doble mando neumático para activar otra válvula intermedia 5 vías 2 posiciones, la cual sirve para conmutar la señal, que pasa a otra válvula llamada de escape rápido, cuyo objetivo es elevar la energía cinética del actuador, esto es, un cilindro de doble efecto con una determinada carrera, tiene en su extremo la herramienta de doblez o de corte.
La prensa tiene integrada una alarma, cuya señal auditiva está conectada a las dos válvulas distribuidoras con objeto de desactivar el mando y hacer regresar el vástago a su posición original.
El temporizador junto con la alarma constituyen un tipo de control que sirve para determinar automáticamente el tiempo de actuación y regreso del vástago a su posición original.
Desde el punto de vista estructural, la prensa está armada con dos bastidores que pueden estar manufacturados en acero según código SAE 4320, una pequeña mesa de trabajo y dos soportes que fijan la prensa a los bastidores.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 37
DISPOSITIVOS Y ELEMENTOS
En los próximos párrafos se menciona los dispositivos neumáticos, que protegen y activan la prensa, así mismo, en el diagrama Núm 1(11) , por ejemplo, se presenta el esquema de los dispositivos de protección y mantenimiento:
A : Alimentación y válvula 3/2. B : Filtro con purga.
C : Reductor de presión. D : Manómetro.
E : Toma de aire sin lubricación. F : Lubricador.
G : Presostato.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 38
DISPOSITIVOS Y ELEMENTOS
DIGRAMA. Núm. 1.
Disposición de los elementos de
la unidad de conservación.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 39
DISPOSITIVOS Y ELEMENTOS
El diagrama Núm. 2 muestra todos los elementos que participan en el accionamiento de la prensa que posteriormente se automatizará. Los elementos son los enlistados abajo:
Alimentación de aire y unidad de mantenimiento ( ya mencionado ).
2 Válvulas 3/2 con botón y regreso por resorte. 1 Válvula 4/2 piloteada neumáticamente.
1 Válvula regulable anti-retorno 1 Temporizador.
Actuador doble efecto.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 40
DISPOSITIVOS Y ELEMENTOS
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 41
DISPOSITIVOS Y ELEMENTOS
2.2. COMPRESORES DE ÉMBOLO
Este es el tipo de compresor más difundido actualmente.
Es apropiado para comprimir a baja, media o alta presión. Su campo de trabajo se extiende desde unos 100 kPa. (1 bar) a varios miles de kPa (bar).
Figura 2.1.
Compresor de embolo oscilante.Para obtener el aire a presiones elevadas, es necesario disponer varias etapas compresoras. El aire aspirado se somete a una compresión previa por el primer émbolo, seguidamente se refrigera, para luego ser comprimido por el siguiente émbolo. El volumen de la segunda cámara de compresión es, en conformidad con la relación, más pequeña. Durante el trabajo de compresión se forma una cantidad de calor, que tiene que ser evacuada por el sistema de refrigeración.(12)
Los compresores de émbolo oscilante (Ver figura 2.1.) pueden refrigerarse por aire o por agua, según las prescripciones de trabajo las etapas que se precisan son:
Hasta 400 kPa (4 bar), una etapa Hasta 1.500 kPa (15 bar), dos etapas
Más de 1.500 kPa (15 bar), tres etapas o más.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 42
DISPOSITIVOS Y ELEMENTOS
No resulta siempre económico, pero también pueden utilizarse compresores
De una etapa, hasta 1.200 kPa (12bar) De dos etapas, hasta 3.000 kPa (30 bar) De tres etapas, hasta 22.000 kPa (220 bar)
2.3. UNIDAD DE MANTENIMIENTO.
La unidad de mantenimiento representa una combinación de los siguientes elementos:
Filtro de aire comprimido Regulador de presión
Lubricador de aire comprimido
Debe tenerse en cuenta los siguientes puntos:
a) El caudal total de aire en m3/h es decisivo para la elección del tamaño de unidad. Si el caudal es demasiado grande, se produce en las unidades una caída de presión demasiado grande. Por eso, es imprescindible respetar los valores indicados por el fabricante.
b ) La presión de trabajo no debe sobre pasar el valor estipulado en la unidad, la temperatura no deberá ser tampoco superior a 50o C (valores máximos para recipientes de plásticos). La figura 2.2. se refiere a la unidad de mantenimiento.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 43
[image:63.612.195.429.123.444.2]DISPOSITIVOS Y ELEMENTOS
Figura 2.2.
Unidad de mantenimiento.2.3.1. Filtro de aire comprimido con regulador de presión.
El filtro tiene la misión de extraer del aire comprimido circulante todas las impurezas y el agua condensada.
Para entrar en el recipiente, el aire comprimido tiene que atravesar la chapa deflectora pero vista de ranuras directrices.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 44
DISPOSITIVOS Y ELEMENTOS
Como consecuencia se somete a un movimiento de rotación. Los componentes líquidos y las partículas grandes de suciedades se desprenden por el efecto de la fuerza centrífuga y se acumulan en la parte inferior del recipiente.
En el filtro sintetizado (ancho media de poros, 40 µm) sigue la depuración del aire comprimido.
Dicho filtro (4) separa otras partículas de suciedad. Debe ser substituido o limpiado de vez en cuando, según el grado de ensuciamiento del aire comprimido.
El aire comprimido limpio pasa entonces por el regulador de presión y llega a la unidad de lubricación y de aquí a los consumidores.
La condensación acumulada en la parte inferior del recipiente (1) se deberá vaciar antes de que alcance la altura máxima admisible, a través del tornillo de purga. Si la cantidad que se condensa es grande, conviene montar una purga automática de agua.
Funcionamiento de la purga automática de agua.
El agua condensada es separada por el filtro. De vez en cuando hay que vaciar la purga, porque de lo contrario el agua será arrastrada por el aire comprimido hasta los elementos de mando. En la purga de agua mostrada en la figura 2.3. , el vaciado tiene lugar de forma automática.
El condensado del filtro llega a través del tubo de unión (1), a la cámara del flotador (3). A medida que aumenta el nivel del condensado, el flotador (2) sube y a una altura determinada abre, por medio de una palanca, una tobera (10). Por el taladro (9) pasa aire comprimido a la otra cámara y empuja la membrana (6) contra la válvula de purga (4). Esta abre el paso y el condensado puede salir por el taladro (7). El flotador (2) cierra de nuevo la tobera (10) a medida que disminuye el nivel del condensado. El aire restante escapa a la atmósfera por la tobera (5). La purga puede realizarse también de forma manual con el perno (8).
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 45
DISPOSITIVOS Y ELEMENTOS
a)
[image:65.612.86.501.132.501.2]b)
Figura 2.3.
Filtro de aire comprimido.TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 46
DISPOSITIVOS Y ELEMENTOS
2.3.2. Regulador de presión con orificio de escape.
El regulador tiene la misión de mantener la presión de trabajo (secundaria) lo más constante posible, independientemente de las variaciones que sufra la presión de red (primaria) y del consumo de aire. La presión primaria siempre ha de ser mayor que la secundaria. Es regulada por la membrana (1) figura 2.3.b), que es sometida, por un lado, a la presión de trabajo, y por el otro a la fuerza de un resorte (2), ajustable por medio de un tornillo (3).
A medida que la presión de trabajo aumenta, la membrana actúa contra la fuerza del muelle. La sección de paso en el asiento de válvula (4) disminuye hasta que la válvula cierra el paso por completo. En otros términos, la presión es regulada por el caudal que circula.
Al tomar aire, la presión de trabajo disminuye y el muelle abre la válvula. La regulación de la presión de salida ajustada consiste, pues, en la apertura y cierre constantes de la válvula. Con el objeto de evitar oscilaciones, encima del platillo de válvula (6) hay dispuesto una amortiguador neumático o de muelle (5). La presión de trabajo se visualiza en un manómetro.
Cuando la presión secundaria aumenta demasiado, la membrana es empujada contra el muelle. Entonces se abre el orificio de escape en la parte central de la membrana y el aire puede salir a la atmósfera por los orificios de escape existentes en la caja.
Regulador de presión sin orificio de escape
En el comercio se encuentran válvulas de regulación de presión sin orificios de escape. Con estas válvulas no es posible evacuar el aire comprimido que se encuentra en las tuberías.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 47
DISPOSITIVOS Y ELEMENTOS
Funcionamiento: Ver Figura 2.4. a) y b).
Por medio de un tornillo de ajuste (2) se pretensa el muelle (8) solidario a la membrana (3). Según el ajuste del muelle (8), se abre más o menos el paso del lado primario al secundario. El vástago (6) con la membrana (5) se separa más o menos del asiento de junta.
Si no se toma aire comprimido del lado secundario, la presión aumenta y empuja la membrana (3) venciendo la fuerza del muelle (8). El muelle (7) empuja el vástago hacia abajo, y en el asiento se cierra el paso de aire. Sólo después de haber tomado aire del lado secundario, puede afluir de nuevo aire comprimido del lado primario.
[image:67.612.104.518.302.525.2]b) a)
Figura 2.4.
a)Regulador de presión con orifico de escape b)Regulador depresión sin orificio de escape.
2.3.3. Lubricador de aire comprimido.
El lubricador figura 2.5. tiene la misión de lubricar los elementos neumáticos en medida suficiente. El lubricante previene un desgaste prematuro de las piezas móviles, reduce el rozamiento y protege los elementos contra la corrosión.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 48
DISPOSITIVOS Y ELEMENTOS
El aire comprimido atraviesa el aceitador desde la entrada (1) hasta la salida (2). Por el estrechamiento de sección de la válvula (5), se produce una caída de presión. En el canal (8) y en la cámara de goteo (7) se produce una depresión (un efecto de succión). A través del canal (6) y del tubo elevador (4) se aspiran gotas de aceite. Estas llegan, a través de la cámara de goteo (7) y el canal (8) hasta el aire comprimido , que fluye hacia la salida (2). Las gotas de aceite son pulverizadas por el aire comprimido y llegan en este estado hasta el consumidor.
La sección de flujo varía según la cantidad de aire que pasa y varía la caída de presión, o sea, varía la cantidad de aceite. En la parte superior del tubo elevador (4) se puede realizar otro ajuste de la cantidad de aceite, por medio de un tornillo.
Una determinada cantidad de aceite ejerce presión sobre el aceite que se encuentra en el depósito, a través de la válvula de retención (3).
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 49
[image:69.612.131.378.157.506.2]DISPOSITIVOS Y ELEMENTOS
Figura 2.5.
Lubricador de aire comprimido.Los lubricadores trabajan generalmente según el principio de Venturi. Ver figura 2.6. La diferencia de presión ∆p, caída de presión (h) entre la presión reinante antes de la tobera y la presión en el lugar más estrecho de esta se emplea para aspirar liquido (aceite) de un deposito y mezclarlo con el aire.
El lubricador no trabaja hasta que la velocidad del flujo es suficientemente grande.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 50
DISPOSITIVOS Y ELEMENTOS
Si se consume poco aire, la velocidad de flujo en la tobera no alcanza para producir una depresión suficiente y aspirar el aceite del deposito.
Por eso, hay que observar los valores de flujo que indique el fabricante.
h
Figura 2.6.
Principio de Venturi.Funcionamiento de un lubricador.
El lubricador mostrado en la figura 2.5. anterior trabaja según el principio de Venturi.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 51
DISPOSITIVOS Y ELEMENTOS
2.4. VÁLVULAS
Según la norma [DIN 24300], la definición es:(6)
Válvulas son dispositivos para controlar o regular el arranque, parada y sentido así como la presión o el flujo del medio de presión, impulsado por una bomba hidráulica, un compresor, una bomba de vacío o acumulado en un depósito. La denominación de válvula es de significado superior correspondiendo al uso internacional del idioma para todas las formas de construcción tales como válvulas de compuerta, válvulas de bola, válvulas de plato, grifos, etcétera.
La forma de construcción de una válvula es de una significación secundaria dentro de un equipo neumático; en él sólo importa la función que puede obtener de ella, la forma de accionamiento y el tamaño de la rosca de conexión; con está última característica queda determinado el paso correspondiente.
Las válvulas empleadas en Neumática sirven principalmente para controlar un proceso actuando sobre las magnitudes que intervienen en él. Para poder controlar, se necesita una energía de control con la que debe intentarse
conseguir el mayor efecto posible con el gasto mínimo. La energía de control viene determinada por la forma de accionamiento de una válvula y puede conseguirse manualmente o por medios mecánicos, eléctricos, hidráulicos o neumáticos.
De acuerdo con la función que realizan, las válvulas neumáticas se clasifican en las siguientes grupos principales:
Válvulas distribuidoras o de vías. Válvulas antirretorno o de bloqueo. Válvulas reguladoras de presión.
Válvulas reguladoras de flujo o de velocidad.
TESIS DE GRADO Ing. Guillermo Amézquita Martínez. 52
DISPOSITIVOS Y ELEMENTOS
2.4.1. Válvulas distribuidoras.
Estas válvulas influyen en el camino del aire comprimido (de manera preferente arranque, parada y sentido de paso).
Según el número de vías controladas se le llama válvula de dos vías, de tres vías, de cuatro vías o de múltiples vías. Como vías se consideran: la conexión de entrada de aire comprimido, conexión (es) de alimentación para el consumidor y orificios de purga (escape). Los orificios de salida se consideran siempre como una sola vía controlada, aún cuando la válvula tenga varios de ellos.
Los orificios de purga de una válvula neumática de vías se consideran siempre como una vía única controlada.
Características de las válvulas según la función.
Al grupo de las válvulas de dos vías pertenecen todas las llaves de paso, ya que éstas poseen un orificio de entrada (1.o vía) y otro de salida (2.o vía). En ellas, si la válvula está abierta, el aire comprimido puede circular libremente de izquierda a derecha o viceversa, ver figura 2.7.
La conexión del aire comprimido (alimentación) se designa con la letra P.
Las tuberías de trabajo con letras mayúsculas en la secuencia A, B, C,... Los orificios de purga con R, S, T,.. Las tuberías de control o accionamiento con Z, Y, X,..
En las válvulas con reposición incorporada (por ejemplo con resorte) se llama posición de reposo a ala que adopta el elemento móvil de la válvula cuando ésta en reposo y no es accionada [definición según la norma DIN 24300].
Las válvulas de dos vías sólo figuran en aquellas partes de los equipos neumáticos donde no se precisa ninguna purga de un apartado conectado.