UNIVERSIDAD NACIONAL DE TRUJILLO
FACULTAD DE INGENIERÍA
ESCUELA ACADÉMICO PROFESIONAL DE INGENIERÍA
DE MATERIALES
TESIS
“INFLUENCIA DEL TIEMPO DE NITRURACIÓN IÓNICA
SOBRE EL PERFIL DE DUREZA Y VARIACIÓN
MICROESTRUCTURAL DEL ACERO AISI 4340”
PARA OPTAR EL TÍTULO PROFESIONAL DE:
INGENIERO DE MATERIALES
Autor (es) :
Br. FLORIAN CAMACHO, Analivia Priscila
Br. SÁNCHEZ SÁNCHEZ, Sandro Fabrizzio
Asesor :
Msc. VEGA ANTICONA, Alexander Yusephy
Co-asesor :
Dr. ÑIQUE GUTIERREZ, Norberto Damian
DEDICATORIA
A DIOS por darme la vida y darme a unos padres excelentes.
.
.
A mi hermano Deiner por
brindarme la fortaleza para seguir adelante y ser un ejemplo para él
A mis padres Ana y Esteban por apoyarme en todo lo que
necesite y entregándome su amor incondicional durante todos estos años
A Sandro por su compañía y cariño todo este tiempo.
DEDICATORIA
A DIOS por darme vida y una familia maravillosa.
A mi hermana Gina por el apoyo brindado.
A mis padres Matilde y Cesar por guiar mis pasos de la manera más correcta brindándome siempre aliento para seguir adelante.
A Analivia por su compañía, y cariño durante todos estos años de estudio
AGRADECIMIENTO
A la Universidad de Trujillo, por habernos permitido cumplir con nuestro trabajo de
investigación en el Laboratorio de Análisis Estructural y Ensayos Destructivos, el cual
pertenece al Departamento de Ingeniería de Materiales; también al Laboratorio de
corrosión y protección, del Departamento de Ingeniería Metalúrgica, a la plana Docente,
por los conocimientos y orientación impartidos durante nuestra formación profesional.
A nuestros asesores, Ms. Vega Anticona Alexander y Dr. Ñique Gutiérrez Norberto, por
su continuo asesoramiento y confianza, constante apoyo y por su invalorable orientación
para el desarrollo del presente trabajo de investigación.
RESUMEN
En el presente trabajo se investigó la influencia del tiempo de nitruración por plasma en
el rango de 5 a 20 horas, sobre la dureza superficial, el perfil de dureza de la sección
transversal, la microestructura y la profundidad de capa efectiva en probetas de acero
AISI 4340 nitruradas a temperatura de 480°C.
El proceso de nitruración por plasma se desarrolló en las instalaciones de la empresa de
tratamientos térmicos de TRATAR PERU. Las muestras evaluadas fueron maquinadas
(cilindradas y refrendadas), a una pulgada de diámetro y una pulgada de longitud.
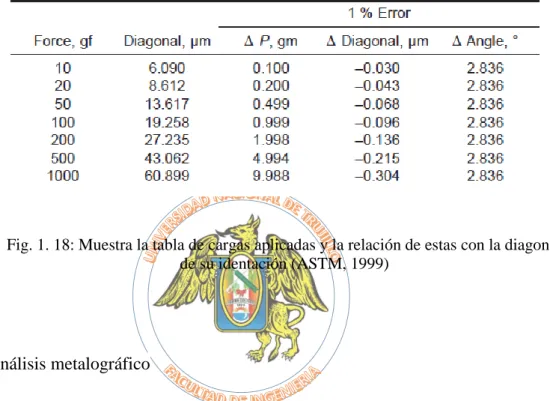
Los datos de microdureza Vickers fueron tomados siguiendo la norma ASTM E384-99,
el mayor valor de dureza encontrado fue de 1557 HV0.01 para un tiempo de nitruración
de 20 horas. En las curvas de perfil de dureza el mayor valor para la profundidad de
endurecimiento alcanzado fue 326m luego de 20 horas de tratamiento.
La microdureza en el núcleo después del tratamiento de nitruración se mantuvo en el
rango de 450 - 454 HV0.01. Las mediciones de dureza se realizaron en el durómetro
LECO LMV-50V.
El ensayo metalográfico en las probetas nitruradas se realizó con el microscopio Carl
Zeiss Axio Observer Z1m siguiendo la norma ASTM E3-01. La capa nitrurada formada
alcanzó un valor de hasta 10.13 m para el tiempo de 20 horas. Además de la capa
compuesta se observó la formación de una zona de difusión de nitruros por debajo de la
capa compuesta originada por la difusión de nitrógeno luego del tratamiento. La
formación de capa compuesta y zona de difusión demostraron un cambio en la
microestructura del acero en estudio.
La dureza superficial, profundidad de endurecimiento y espesor de capa nitrurada se
incrementaron al realizar un tratamiento de nitruración iónica de hasta 20 horas a 480°C
con una relación de gases N2/H2 de 1/1.
El análisis estadístico de los datos correspondió a pruebas “t” de student, por comparación
por pares, de la cual se determinó, la no diferencia significativa entre repeticiones y la
ABSTRACT
This study investigated the effect of the nitriding time by the plasma in the range of 5 to
20 hours, on the surface hardness, the profile of hardness in the cross section, the
microstructure and the effective layer depth on steel specimens AISI 4340 nitrided at a
temperature of 480 ° C.
The plasma nitriding process was developed at the facilities of the TRATAR PERU
thermal treatment company. The samples evaluated were machined (cylindrical and
counterstained), one inch in diameter and one inch in length.
The Vickers microhardness data were taken following the ASTM E384-99 standard, the
highest hardness value found was 1557 HV0.01 for a nitriding time of 20 hours. In the
curves of hardness profile the greatest value for the hardening depth reached was 326 m
after 20 hours of treatment.
The microhardness in the core after the nitriding treatment was maintained in the range
of 450 - 454 HV0.01. Hardness measurements were performed on the LECO LMV-50V
durometer.
The metallographic test in the nitrided specimens was performed with the Carl Zeiss Axio
Observer Z1m microscope following the ASTM E3-01 standard. The formed nitrided
layer reached a value of up to 10.13 m for the time of 20 hours. In addition to the
composite layer, the formation of a nitride diffusion zone was observed below the
composite layer caused by the diffusion of nitrogen after the treatment. The formation of
composite layer and diffusion zone showed a change in the microstructure of the steel
under study.
The surface hardness, hardening depth and nitrided layer thickness were increased by
performing an ion nitriding treatment of up to 20 hours at 480 ° C with a 1/1 N2 / H2 gas
ratio.
Statistical analysis of the data corresponded to student t-tests, by paired comparison, of
which was determined, the non-significant difference between repetitions and the
INDICE DE CONTENIDOS
Dedicatoria……….………i
Agradecimiento………iii
Resumen………...iv
Abstract………..v
Indice de contenidos……….vi
Lista de figuras………...viii
Lista de tablas………x
Nomenclatura………..xii
I. INTRODUCCIÓN ... 1
1.1.REALIDAD PROBLEMÁTICA ... 1
1.2.ANTECEDENTES ... 2
1.3.FUNDAMENTO TEÓRICO ... 5
1.3.1.Nitruración ... 5
1.3.2.Nitruración iónica ... 12
1.3.3.Ensayo de microdureza ... 38
1.3.4.Análisis metalográfico ... 39
1.4.PROBLEMA ... 42
1.5.HIPÓTESIS ... 42
1.6.OBJETIVOS ... 42
1.6.1.Objetivos generales... 42
1.6.2.Objetivos específicos ... 42
1.7.IMPORTANCIA DEL PROBLEMA ... 43
II.MATERIALES Y MÉTODOS ... 44
2.1.MATERIALES ... 44
2.1.1.Universo objetivo ... 44
2.1.2.Universo muestral. ... 44
2.1.3.Muestra ... 44
2.2.MÉTODOS ... 45
2.2.1.Modelo Experimental ... 45
III.RESULTADOS Y DISCUSIONES ... 49
3.1.DE LA DUREZA SUPERFICIAL ... 49
3.2.DEL PERFIL DE MICRODUREZA ... 52
3.3.DE LA MICROESTRUCTURA ... 55
IV.CONCLUSIONES Y RECOMENDACIONES ... 59
4.1.CONCLUSIONES ... 59
4.2.RECOMENDACIONES ... 60
V.REFERENCIAS BIBLIOGRÁFICAS ... 61
APENDICE……….64
LISTA DE FIGURAS
Fig. 1. 1: Diagrama de equilibrio hierro carbono (Totten, 2006) 7
Fig. 1. 2: Comparación de varias técnicas de endurecimiento superficial
por difusión (Totten, 2006) 8
Fig. 1. 3: Diagrama de fases del sistema Fe-N (Morral, y otros, 2004). 9
Fig. 1. 4: Ilustración de la red de nitruros (Totten, 2006) 9
Fig. 1. 5: Estructura de una pieza nitrurada (Totten, 2006). 10
Fig. 1. 6: Comparación de los procesos de nitruración (Totten, 2006) 11
Fig. 1. 7: Formación de la capa compuesta o capa blanca (Totten, 2006) 11
Fig. 1. 8: Probabilidad de colisión molecular a diversas presiones sub
atmosféricas (Totten, 2006) 15
Fig. 1. 9: Típico recipiente de nitruración iónica (O' Brian, y otros, 1991) 16
Fig. 1. 10: Curva de Paschen (Totten, y otros, 1997) 17
Fig. 1. 11: Cambios de estructura cristalina durante los tratamientos térmicos de
alta temperatura (Stickes, y otros, 1989). 28
Fig. 1. 12: Perfil de dureza y zonas pertenecientes a capa nitrurda
(Cho, y otros, 1980). 31
Fig. 1. 13: Perfil de dureza para diversos materiales de nitruracion ionica. 32
Fig. 1. 14: Perfiles de dureza característicos para acero AISI 304 y AISI 4140
(Bruhl, y otros, 2001) 32
Fig. 1. 15: Fotomicrografía de acero con nitruración iónica. (Totten, 2006) 34
Fig. 1. 16: Fotomicrografía con nitruración iónica (Totten, 2006) 34
Fig. 1. 17: Muestra la tabla de cargas aplicadas y la relación de estas con la
diagonal de su identación (ASTM, 1999) 39
Fig. 2. 1: Probeta acero AISI 4340 44
Fig. 2. 2: Esquema de procedimiento experimental. 46
Fig. 3. 1: Durezas obtenidas en la superficie de las probetas nitruradas a 480°C
durante5, 10, 15 y 20 horas de tratamiento 49
Fig. 3. 2: Incremento de la dureza para cada tiempo de estudio. 50
Fig. 3. 3: Perfiles de dureza promedio obtenidos a distintos tiempos de
nitruración 52
Fig. 3. 4: Relación entre profundidad de endurecimiento y tiempo de
Fig. 3. 5: Evaluación de la capa efectiva para una dureza de 600 HV 54
Fig. 3. 6: Formación de capa nitrurada luego de nitruración iónica 55
Fig. 3. 7: Fotomicrografía muestra espesor de capa nitrurada en acero AISI 4340
luego del tratamiento por 5 (a) y 10 (b) horas respectivamente. 56
Fig. 3. 8: Fotomicrografías muestran espesor de capa nitrurada en acero
AISI 4340 luego del tratamiento por 15 (c) y 20 (d) horas. 56
Fig. 3. 9: Relación entre el espesor de capa compuesta y el tiempo de
nitruración iónica. 57
Fig. AP. 1: Perfil de dureza promedio en probeta de acero 4340 nitrurada
durante 5 horas. 73
Fig. AP. 2: Perfil de dureza promedio en probeta de acero 4340 nitrurada
durante 10 horas 74
Fig. AP. 3: Perfil de dureza promedio en probeta de acero 4340 nitrurada
durante 15 horas 75
Fig. AP. 4: Perfil de dureza promedio en probeta de acero 4340 nitrurada
durante 20 horas 76
Fig. AX1. 1: Barra de Suministro 79
Fig. AX1. 2: Probetas cortadas 79
Fig. AX1. 3: Nitruración a las 27 probetas 80
Fig. AX1. 4: Inspección superficial de acabado 80
Fig. AX1. 5: Probetas encapsuladas 81
Fig. AX2. 1: Desbaste de probetas antes del ensayo de micro dureza 82
Fig. AX2. 2: Ensayo de microdureza, realizado en laboratorio de materiales
metálicos. 82
Fig. AX3. 1: Pulido de probetas antes del ataque 83
Fig. AX3. 2: Después del pulido se procede a la limpieza 83
Fig. AX3. 3: Ataque a probetas en solución de Nital al 1% 84
Fig. AX3. 4: Secado 84
Fig. AX3. 5: Evaluación microestructural, laboratorio de materiales metálicos. 85
Fig. AX3. 6: Evaluación de capa nitrurada en laboratorio de corrosión y
protección de metales. 85
INDICE DE TABLAS
Tabla 2. 1: Composición química del Acero AISI 4340 (Cordova, 2003) 44
Tabla 2. 2: Propiedades Mecánicas Acero AISI 4340 (Cordova, 2003) 44
Tabla AP. 1: Perfiles de dureza obtenidos de los aceros AISI 4340 nitrurados
a 480°C por un tiempo de 5 horas 73
Tabla AP. 2: Perfiles de dureza obtenidos de los aceros AISI 4340 nitrurados
a 480°C por un tiempo de 10 horas 74
Tabla AP. 3: Perfiles de dureza obtenidos de los aceros AISI 4340 nitrurados
a 480°C por un tiempo de 15 horas 75
Tabla AP. 4: Perfiles de dureza obtenidos de los aceros AISI 4340 nitrurados
a 480°C por un tiempo de 20 horas 76
Tabla AP. 5: Dureza superficial en aceros AISI 4340 nitrurados a 480°C 77
NOMENCLATURA
AISI : American Iron and Steel Institute
“t” : t student
Sputering : Pulverización catódica
PC : Cámara de proceso
PLC : Controlador lógico programable
ɛ - Fe2-3N : Fase épsilon formada por nitruros de hierro
γ´- Fe4N : Fase gamma formada por nitruros de hierro
HV0.01 : Dureza vicker – carga de 10 gramos
Nital : Solución química formada por HNO3 (ácido nítrico) y CH3-CH2-OH
I.INTRODUCCIÓN
1.1. REALIDAD PROBLEMÁTICA
El acero AISI 4340 es un acero de baja aleación, utilizado en una amplia gama de
aplicaciones debido, en gran medida, a sus características de temple que le permiten
obtener destacables propiedades de resistencia, dureza, tenacidad y ductilidad.
Desafortunadamente y a pesar de sus buenas propiedades estructurales, la vida útil
de éste tipo de aceros se ve considerablemente mermada por efecto de los fenómenos
de abrasión y corrosión propios del proceso de inyección de resinas reforzadas.
La nitruración iónica es tu tratamiento termoquímico eficiente para mejorar la dureza
superficial, resistencia a la fatiga, desgaste y resistencia a la corrosión (Shen YZ,
2006), evitando de ese modo el desgaste prematuro de las piezas. Sobresale entre las
otras formas de nitruración al poseer tiempos más cortos de proceso y ser un método
más generoso con el medio ambiente ya que los procesos de carbonitruración líquida
emplean sustancias toxicas como cianuros y cianatos (Totten, 2006).
Ante la existencia de un mercado desabastecido por las empresas nacionales y la
necesidad de la industria por mejores materiales, inicia sus operaciones la empresa
TRATAR PERU en Octubre del 2015, siendo la primera en realizar tratamientos
térmicos por plasma en el país. Luego de poco más de un año de funcionamiento y
conociendo que los materiales para nitruración más utilizados en el mercado peruano
son los aceros AISI 431, 4140, 4340, 1045, D2 y H13 la empresa necesita mejorar
su eficiencia de producción, asegurando un producto de calidad, económico y en el
menor tiempo posible ya que actualmente realiza sus labores enfocando el trabajo a
tiempos de nitruración de 20 horas. (Molina y Reyes, 2016)
Entre sus principales clientes, TRATAR PERU tiene a empresas que fabrican piezas
para carrocerías quienes constantemente envían moldes para ser nitrurados. Estos
moldes son usados para la inyección de resinas reforzadas con fibras de vidrio y son
La presente investigación analizó el comportamiento del acero AISI 4340 utilizando
las curvas del perfil de dureza y análisis metalográfico obtenidos luego del
tratamiento de nitruración iónica para los tiempos de tratamiento estudiados,
enfocándose en los cambios relacionados con la profundidad de endurecimiento y
cambio microestructural, con el fin de brindar información para un mejor control del
proceso.
1.2. ANTECEDENTES
Aghajani H. et. al. (2017:97) Investigaron el crecimiento de capa nitrurada por
nitruración plasmática en el acero para herramientas trabajado en caliente H11. La
nitruración se realizó a 450, 500 y 550°C con tiempos de nitruración de 10, 45, 90,
150, 300, 450 y 600 min, en una atmósfera de 25% N2 y 75% H2. La superficie fue
estudiada por microscopía óptica y electrónica de barrido. Los resultados reportaron
que al aumentar la temperatura de tratamiento la capa blanca como la capa de difusión también aumenta. Con el paso del tiempo también podemos observar un
incremento en estas dos capas pero en menor proporción, esto debido a que se
desnitrura con el paso del tiempo, la capa blanca formada actuará como
barrera impidiendo la difusión de los nitruros. Las dimensiones de los nitruros
superficiales se determinaron mediante el software de análisis de imágenes Clemex
Vision y la microscopía de fuerza atómica.
Molina y Reyes, (2016:67)Evaluaron la influencia de la nitruración iónica sobre el
perfil de dureza y microestructura en el acero inoxidable AISI 43, sometiéndolo a
tiempos de nitruración de 5, 10 y 15 horas. La dureza fue evaluada a través de ensayos
Vickers HV 0.01. Los resultados mostraron un incremento de la dureza, teniendo
como dato inicial 275 HV aproximadamente y llegando a los 1050, 1247 y 1325 HV
para tiempo de 5, 10 y 15 h respectivamente. Así mismo se llegó a demostrar el
incremento del espesor de la capa nitrurada al aumentar el tiempo de tratamiento.
De Andrade A. et. al. (2016:5) Estudiaron la caracterización estructural del acero IF
nitrurado ionicamente a diferentes temperaturas. Las probetas fueron nitruradas
que el aumento de la temperatura en el proceso de nitruración iónica facilita la
disminución de la fase γ’-Fe4N y consecuentemente el incremento de ɛ’-Fe2N.
Cho K. et. al. (2014) Investigó la mejora de la dureza superficial del acero AISI D2,
por nitruración iónica mediante desgaste atómico. Siguiendo un proceso de
nitruración iónica convencional de 120 minutos bajo una atmósfera de H2 y N2, se
aplicó un proceso de desgaste atómico a la superficie de acero AISI D2 bajo una
mezcla gaseosa de Ar y N2 durante 360 min. También se realizó una nitruración
iónica convencional de 480 minutos con fines de comparación. Los resultados
obtenidos demuestran que la dureza superficial del acero AISI D2 sometido a
nitruración iónica y desgaste atómico fue de aproximadamente 1500 HV, que es la
dureza superficial más alta entre todos los especímenes ensayados y casi 250 HV
mayor que la de un espécimen nitrurado iónicamente de manera convencional.
Yildiz S. et. al (2012:234) Estudiaron la influencia de la nitruración iónica en el
comportamiento superficial, la microestructura y resistencia mecánica del acero AISI
4340, en su estudio utilizaron dos muestras de acero AISI 4340, una rolada en
caliente y otra sometida a un proceso de templado y revenido. Los especímenes
fueron nitrurados por tiempos de 2, 4, 8 y 16 horas en rangos de temperatura de 500
y 540°C, voltajes entre 480 y 540 V, teniendo como gas de tratamiento al amoniaco
(NH3). Se obtuvieron mejoras en fatiga y propiedades mecánicas en el acero QT. La
profundidad de capa obtenida del acero QT AISI 4340 fue más gruesa que la del
acero laminado en caliente AISI 4340 en todas las condiciones de nitruración iónica
y se obtuvo una relación lineal entre la resistencia a la fatiga del acero y la
profundidad de capa para ambos aceros.
Pang G. et. al (2012:122) Investigaron el efecto de la temperatura en la nitruración
iónica sobre la dureza superficial y la resistencia al desgaste en el acero Cr12MoV.
Las temperaturas trabajadas fueron: 510°C, 520°C, 530°C, 540°C y 550°C; por un
tiempo de 6 horas cada una. Para esta investigación se utilizó otros parámetros como:
voltaje 980V, presión de aire 230Pa y un caudal de gas 0.35m3/h. El máximo valor
de dureza superficial alcanzado fue de 1210.83 HV a 530°C, también se observó que
autores reportaron que la resistencia al desgaste se incrementa 14 veces en
comparación a la muestra sin tratamiento.
Díaz J. et. al (2011:88) Estudiaron la influencia conjunta del tiempo de
procesamiento y la densidad de corriente sobre la dureza superficial, resistencia a la
corrosión y fases cristalinas presentes en un acero AISI 4340 nitrurado iónicamente
en descargas pulsadas. Las muestras fueron procesadas en una mezcla gaseosa de
N2/H2 50 % por periodos de 1, 2, 3, 4 horas a densidades de corriente (J) de 1.5 y 2
mA/cm2. La temperatura de las muestras fue mantenida en 520°C. Luego de
procesadas las probetas fueron cortadas transversalmente y preparadas
metalográficamente para determinar el espesor de capa y realizar el ensayo de dureza
superficial. La resistencia a la corrosión fue determinando mediante la técnica de
polarización potenciodinámica en una solución de NaCl al 3%. Determinaron que el
espesor de capa blanca se incrementa en función del incremento de tiempo,
reportando espesores de capa blanca de 3 m para tiempos de nitruración de 1 hora
y de 8 y 15 m para las muestras tratadas durante 4 horas. Adicionalmente se muestra
que los espesores de capa son mayores para densidades de corriente de 2 mA/cm2.
También determinaron que el aumento del tiempo de tratamiento a densidades de
corriente de 2 mA/cm2 origina un aumento en la dureza superficial.
Yıldız S. y Kaluc E. (2011:743)Caracterizaron la estructura superficial de un acero
AISI 4340 nitrurado iónicamente, utilizaron una muestra de acero AISI 4340
bonificado, las muestras fueron procesadas en una atmosfera de amoniaco (NH3)
puro. Los tiempos de tratamiento utilizados fueron de 2, 4, 8, 16 horas a temperaturas
de 500, 540°C con voltajes entre 480 y 540 V. La composición, rugosidad superficial,
microestructura y endurecimiento de los especímenes fueron caracterizados usando
examinación metalográfica, XRD, rugosímetro y ensayo de microdureza. Los autores
concluyeron que la rugosidad de las muestras aumenta luego de la nitruración
teniendo como valor inicial (antes del tratamiento) 0.03 m alcanzando valores de
0.12 y 0.26 para tiempos de 2 y 16 horas. Respecto al espesor de capa blanca los
autores refieren que este valor aumenta al incrementar el tiempo y la temperatura
alcanzando en el mejor de los casos un valor de 8.8 m a16 h con temperatura de
Bruhl S. et. al (2008:1561) Evaluaron la nitruración iónica en (Aghajani, y otros, 2017) aceros inoxidables endurecidos por precipitación. El objeto de estudio fueron
los aceros Corrax y PH-X Supra (aceros endurecidos por precipitación), los cuales
fueron comparados con un acero martensítico AISI 420 sometido también al mismo
proceso. La dureza fue evaluada a través de ensayos Vickers HV 0.05. Los resultados
mostraron un incremento de la dureza de los aceros los cuales inicialmente tenían en
promedio 500 HV elevándose hasta el rango de los 1000 – 1200 HV. La resistencia
a la corrosión de los aceros Corrax y Supra no se vio afectada luego de la nitruración
iónica, caso contrario para el acero AISI 420 el cual disminuyo su resistencia a la
corrosión.
1.3. FUNDAMENTO TEÓRICO
1.3.1.Nitruración
La nitruración es una técnica que se encuentra clasificada dentro de los procesos
termoquímicos; es decir, aquellos que emplean altas temperaturas para causar una
reacción en un elemento químico e introducirlo por difusión en la superficie de un
metal o aleación. Todos los procesos de esta clase tienen el mismo objeto: mejorar
las propiedades mecánicas de la superficie del material; la diferencia, entre uno y
otro, radica en el elemento a introducir; por lo general nitrógeno y carbono, (N,
C) así como en la temperatura y el tiempo del proceso, y la tecnología utilizada,
con lo que se obtienen propiedades diferentes según cada método (Cordova, 2003
pág. 11).
Se puede aplicar de tres formas diferentes: por medio de gas, nitruración líquida
y finalmente por plasma en esta última se utiliza temperaturas relativamente
menores a los demás procesos. En las tres variantes, se realiza la penetración del
nitrógeno a través de la superficie del material a tratar (Wolowice, 2013 pág. 377).
Este elemento se difunde entre los espacios de la red cristalina del hierro (Fe)
y Fe conocidos como nitruros, lo cual da lugar al endurecimiento del material. La
nitruración se emplea para aumentar la dureza superficial de diferentes materiales
metálicos y aleaciones, en especial de aquellos cuya composición es propicia para
la formación de nitruros; los formadores de nitruros más fuertes son el aluminio,
cromo, molibdeno, vanadio y tungsteno. Por ello, en general, todas las series de
aceros con alto contenido de estos aleantes presentan una buena nitruración
(Cordova, 2003 pág. 12).
En todas las categorías de aceros se pueden controlar las condiciones del
tratamiento para conseguir atributos funcionales específicos según el
requerimiento industrial. Asimismo, producto de sus resultados, esta tecnología
contribuye a elevar la resistencia a la fatiga, mejorar las propiedades antidesgaste
y retrasar la corrosión del acero frente a algunos medios corrosivos, incluso ante
el ataque de combustibles; además, la capa nitrurada tiene capacidad para
comportarse como una película lubricante y aumentar la resistencia a la
temperatura hasta en 500ºC.
Análisis indican que la nitruración incrementa la vida útil de los aceros tipo
herramienta de 100 a 200 por ciento; evidentemente, si la capa nitrurada se
desgasta, la herramienta debe ser tratada nuevamente. La nitruración presenta
ventajas sobre los demás procesos de difusión termoquímica, por ejemplo la
carburización o cementación (entre 870 y 1065ºC) o borización (entre 760 y
1.095ºC), que requieren de temperaturas mucho más altas, lo que puede acarrear
distorsiones dimensionales o microestructurales en las piezas; y en consecuencia,
demandan procesos adicionales de rectificado para contrarrestar las
deformaciones obtenidas en este proceso. Igualmente, esta técnica, además, de no
alterar las tolerancias de los productos y no requerir tratamientos posteriores,
consume menos energía que cualquier otro proceso, lo que reduce los costos
finales de manufactura de los elementos tratados (Lajtin, 1973 págs. 1,2).
La técnica del proceso tiene la ventaja de utilizar el rango de transformación a
baja temperatura en el diagrama de equilibrio hierro-carbono, que es la región
Fig. 1. 1: Diagrama de equilibrio hierro carbono (Totten, 2006)
El proceso de nitruración requiere quizás el rango de temperatura más bajo de
todas las técnicas de difusión termoquímica: 315°C (600°F) a 540°C (1000°F). Si
la temperatura de Curie de 480°C (882°F) es excedida en este diagrama, entonces
el nivel de solubilidad de nitrógeno comenzará a aumentar, particularmente si la
disociación de gas de proceso está operando a valores de descomposición más
altos. La metalurgia superficial resultante en la capa compuesta comenzará a estar dominada por la fase épsilon (ɛ) si el porcentaje en peso de nitrógeno es superior
al 8%. Si la temperatura es alta, digamos en la región de 545 ° C (1000 ° F), es
recomendable reducir el potencial de nitrógeno del gas propuesto (2NH3). Esto se
Fig. 1. 2: Comparación de varias técnicas de endurecimiento superficial por difusión (Totten, 2006)
Si se permite que la red de nitrógeno se forme, en particular en las esquinas del
componente, la capa de nitruración será extremadamente frágil y se romperá muy
fácilmente (Figura 1.4). Esto significa que tanto el control de la temperatura como
el control de flujo son de suma importancia para el éxito tanto de la zona
metalizada como de la zona de difusión. La zona de difusión es el área por debajo
de la zona formada por la superficie compuesta en la que se forman los nitruros
estables de los elementos formadores de nitruro (Figura 1.5) (Totten, 2006 págs.
Fig. 1. 3: Diagrama de fases del sistema Fe-N (Morral, y otros, 2004).
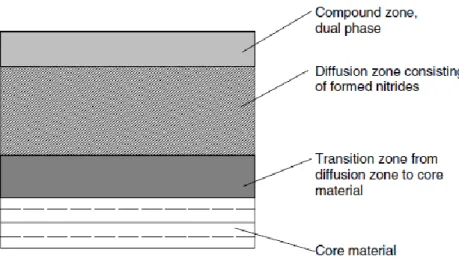
Fig. 1. 5: Estructura de una pieza nitrurada (Totten, 2006).
El principio del proceso de nitruración se basa en la larga afinidad del nitrógeno
para el hierro a temperaturas elevadas. El nitrógeno tiene la capacidad de
difundirse intersticialmente en acero a temperaturas por debajo de la línea Ac1,
tanto en aceros ferríticos como en aceros de tipo cementita. A medida que la
temperatura del acero se incrementa hacia la línea Ac1, la estructura cristalina del
hierro (acero) comenzará a vibrar alrededor de sus discretos puntos en forma de
reticulado. La vibración se ve además en el nivel molecular de la estructura cúbica
centrada en el cuerpo (bcc). Con la vibración a nivel molecular, y el nitrógeno en
el nivel atómico, el nitrógeno es lo suficientemente pequeño para pasar a través
de la estructura cristalina del hierro. El nitrógeno se combinará entonces con el
hierro para formar nitruros de hierro, así como nitruros estables con los elementos
de aleación de la química del acero (Totten, 2006 pág. 495).
Fig. 1. 6: Comparación de los procesos de nitruración (Totten, 2006)
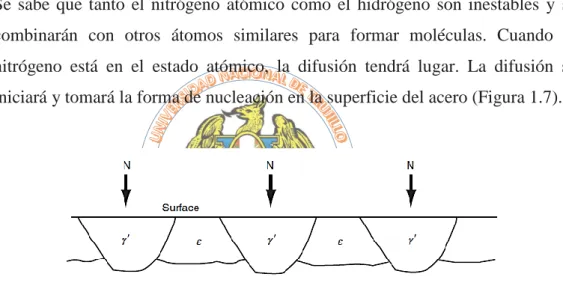
Se sabe que tanto el nitrógeno atómico como el hidrógeno son inestables y se
combinarán con otros átomos similares para formar moléculas. Cuando el
nitrógeno está en el estado atómico, la difusión tendrá lugar. La difusión se
iniciará y tomará la forma de nucleación en la superficie del acero (Figura 1.7).
Fig. 1. 7: Formación de la capa compuesta o capa blanca (Totten, 2006)
El tratamiento de nitruración ocurre a través de dos mecanismos. Un primer
tratamiento de conversión química superficial, en el que tiene lugar la formación
de una capa compuesta principalmente por nitruro de hierro (Fe2N). Un segundo
tratamiento de difusión de Nitrógeno como solución sólida y de combinación con
algunos elementos de aleación del acero (Cromo, Aluminio, Volframio,
Molibdeno y Titanio, principalmente) para formar nitruros finamente dispersos,
1.3.2.Nitruración iónica
La nitruración iónica es un tratamiento de endurecimiento de difusión
termoquímica asistido por plasma, que a diferencia de las otras formas de
nitruración, puede operar a temperaturas menores y permite un control más fino
de parámetros de nitruración para diseñar la estructura y composición de la
superficie hasta un rango de algunas decenas de micrones (Bruhl, y otros, 2009
págs. 1559-1560)
La nitruración iónica es un proceso termodinámico activado por plasma para la
producción de capa superficial endurecida, no sólo para metales ferrosos, sino
también para un número creciente de metales no ferrosos (Cho, y otros, 1980 pág.
229)
Una de las muchas ventajas de este tratamiento respecto a la nitruración
convencional proviene del efecto del sputtering (pulverización catódica) durante
el tratamiento asistido por plasma. Este efecto produce una remoción de los
contaminantes de la superficie y permite una mayor transferencia del N desde el
plasma al componente. En el caso de los aceros inoxidables, el sputtering es
fundamental, ya que el mismo permite eliminar la película pasiva (Cr2O3) que se
encuentra en la superficie de los mismos y permite la transferencia de N.
El incremento de la temperatura de la pieza y el bombardeo iónico de nitrógeno
permite la difusión de átomos de nitrógeno hacia el interior de la estructura del
material, lo que forma nitruros con los aleantes del acero, por ejemplo, nitruros de
cromo que forman la capa de difusión, la cual tiene mayor dureza que el núcleo
del material y lo protege, le brinda resistencia al desgaste y la corrosión; además,
incrementa la dureza en profundidad y la resistencia a la fatiga (Marín C. 2009)
Condiciones que el proceso de nitruracion iónica permite que sean controladas.
Voltaje: se puede ajustar para operar en cualquier lugar entre la región de
Tiempo de pulsación: Tanto el tiempo de encendido como el de apagado
puede adaptarse a la forma de la pieza.
Presión de proceso: se puede utilizar el control de la presión del proceso
para detener el potencial de sobrecalentamiento de las esquinas afiladas de
la pieza de trabajo.
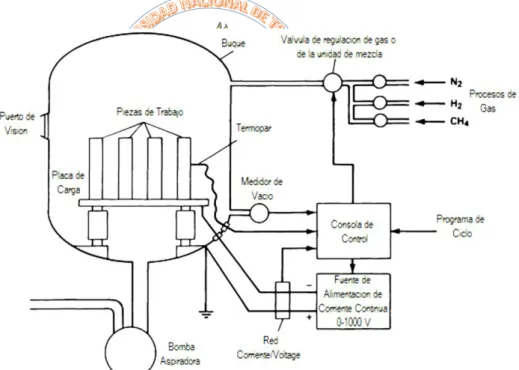
Gas de proceso: Los gases de proceso utilizados en el proceso de nitruración
iónica son el nitrógeno y el hidrógeno. Los porcentajes de gas pueden ser
ajustados para manipular la metalurgia superficial que se quiera lograr en la
pieza de trabajo.
Temperatura. Ahora no es necesario utilizar la temperatura como fuente de
descomposición del gas de proceso (amoniaco). El gas de proceso utilizado
ya está en forma molecular y simplemente se descompone en forma atómica
por el uso de electricidad. Debido a que no existe un requisito de una
temperatura de proceso fija como lo es con la nitruración de gas, el usuario
puede manipular la temperatura de tan bajo como 315°C (600°F) a 540°C
(1000°F). Esto proporciona al usuario una gama muy amplia de selección
de temperatura para el proceso.
Tiempo de procesamiento. Debido a que el gas de proceso se prepara de una
manera completamente diferente a la nitruración gaseosa (por ionización de
gas), el resultado neto es un tiempo de ciclo de proceso más corto. La
inferencia es que la nitruración en plasma es un proceso más rápido y que la
velocidad de difusión es más rápida que con nitruración de gas. Esto último
no es cierto, debido a que las leyes de la física de la difusión siguen siendo
los mismos, ya sea de gas o plasma. El gas utilizado para la difusión en el
proceso de plasma se prepara de una manera completamente diferente a la
de la técnica gaseosa, el resultado neto es un tiempo de ciclo más rápido. La
nitruración gaseosa depende de la descomposición del gas como resultado
de la temperatura y la reacción catalítica superficial. Con la nitruración
iónica el gas se convierte en nitrógeno naciente casi instantáneamente,
A.Generación del plasma
Cuando el acero se coloca en un entorno gaseoso y se aplica un voltaje a los
electrodos, entonces el gas en la cámara cerrada comenzará a brillar y emitirá
una luz, que dependerá del tipo de gas en la cámara. Como se ha indicado
anteriormente, un ejemplo de esto es el tubo de luz fluorescente. La base para
generar un plasma o una descarga lumínica es que incluso a temperatura y
presión atmosféricas, las moléculas de gas están siempre en un estado de
movimiento y están chocando continuamente entre sí. Como la colisión se
produce entre dos moléculas de gas, la energía se libera, dando lugar a un
resplandor. Si ahora colocamos el gas en un recipiente cerrado con dos
electrodos y sellamos el recipiente de tal manera que lo hagamos hermético al
gas, aplicamos un voltaje a través de los dos electrodos, las moléculas de gas
son excitadas liberando electrones libres de su capa externa. Las moléculas
comienzan a moverse de manera aleatoria, chocando entre sí. Si el gas está a
presión atmosférica, entonces la colisión se produce por excitación eléctrica,
habrá una liberación de una cantidad muy pequeña de energía. La energía que
se libera será insignificante debido a la alta probabilidad de colisión entre las
moléculas, lo que significa que el camino libre medio en las moléculas es muy
pequeño. Una ilustración de esto se puede ver en la Figura 1.7. Si la presión
interna de la cámara se reduce a un nivel de alto vacío, entonces la probabilidad
de colisión molecular será muy baja porque la trayectoria libre media de la
molécula de gas será muy larga. El resultado directo de esto es que habrá una
gran cantidad de energía liberada, pero no se puede utilizar eficazmente debido
a la colisión molecular infrecuente. Por lo tanto, se deduce que en algún punto
entre los dos extremos de presión debe haber una banda de presión ideal en la
que pueda existir el fenómeno del plasma. Esta banda de presión se ha
encontrado que está entre 50 y 550 Pa. Por lo tanto, la presión del proceso
dentro de la cámara de proceso es uno de los elementos principales del control
de la descarga lumínica, otros parámetros son el voltaje, la composición del gas
y la superficie del trabajo a ser nitrurado. Cuando se utiliza una temperatura de
nitruración y una alta presión de funcionamiento del proceso (una que está más
presión del proceso es baja (es decir, a alto vacío), entonces el área debajo
parecerá nebulosa o nebulizada desde la superficie de trabajo tratada (Totten,
2006 pág. 521).
Fig. 1. 8: Probabilidad de colisión molecular a diversas presiones sub atmosféricas (Totten, 2006)
En los años 30 en EE.UU. se empezó a comercializar la técnica de nitruración
iónica por plasma utilizando fuentes de potencia de corriente continua,
posteriormente en los años 50 se logró interrumpir la continuidad de la
corriente generando plasmas pulsados. En los años 80 se observó que al
manipular la composición de los gases (N2 y H2) se podía controlar la
formación de fases en la capa compuesta o capa blanca (Totten, 2006 pág. 506).
El uso de tecnología de pulso permite una mejor penetración del plasma en los
hueco. La potencia del pulso se puede ajustar para acomodar los cambios de
sección geométrica en la pieza de trabajo tratada. Con una pieza que tiene una
forma compleja, al usar el sistema continuo de pulso de CC, las secciones de
pared delgada de esa parte alcanzarán la temperatura en un tiempo más corto
que las secciones más gruesas. Esto significa que las diferencias térmicas de
temperatura se introducen en la pieza de trabajo, provocando así el potencial
de que se produzcan elevadores de tensión entre secciones gruesas y delgadas
(Totten, 2006 pág. 527)
El uso de la tecnología de pulso permite una mejor penetración de plasma en
los agujeros y la inversión de capital bajo, habilidades de alta operatividad
(Totten, 2006 pág. 528)
Fig. 1. 9: Típico recipiente de nitruración iónica (O' Brian, y otros, 1991)
Las características básicas de la descarga lumínica pueden ser vistas en la curva
de Paschen, muestra la relación entre tensión y densidad de corriente. La
gráfica indica los puntos en los que se producen varios eventos en la generación
de un resplandor de plasma y ayudará a determinar la tensión de proceso
tensión de consigna. Las regiones de la curva de Paschen se detallan a
continuación:
Región de descarga de Townsend: Si se aplica una tensión parcial a esta región (llamada región de ignición), la corriente eléctrica hará que los
electrones de los átomos de gas dentro de la cámara de vacío dejen el átomo y
se aceleren hacia el ánodo, que en este caso es el recipiente de vacío. Debido a
la presión parcial de funcionamiento, el electrón libre migrará y acelerará hacia
otro electrón libre. La distancia recorrida desde un electrón al impacto con otro
electrón se conoce como la trayectoria libre media. En el punto de colisión
dentro del entorno de presión parcial habrá una liberación apropiada de energía
junto con la ionización del gas. Esto se llama ignición.
Fig. 1. 10: Curva de Paschen (Totten, y otros, 1997)
Región corona: Existe más electrones liberados para la ionización de gas dentro de esta región. Esto significa que el aumento de la energía liberada
causará ionización adicional, haciendo así que la región se mantenga a sí
misma, lo que puede ser comparado con una reacción en cadena perpetua
Región de descarga luminiscente subnormal: En esta región, la descarga luminosa inicia su encendido aunque lucirá muy difusa. (Díaz Guillen , 2012
pág. 10)
Región de descarga luminiscente normal: Es en este punto que un resplandor uniforme cubrirá completamente la superficie del acero en el interior del horno
del proceso. Esto se verá con una caída de tensión constante.
Región de descarga luminiscente: Dentro de la región de descarga de luz, toda la superficie de trabajo estará completamente cubierta con un resplandor
uniforme que seguirá la forma de la pieza de trabajo. Esto se verá casi como un
color blanco azulado. Es dentro de esta región que no habrá descarga de arco,
lo que significaría una metalurgia superficial dañada y posiblemente una
quemadura de la superficie de la pieza de trabajo, si se produjera la descarga
del arco.
Región de descarga de arco: Esta es la región en la que se puede hacer mucho daño a la superficie de trabajo. En la instrumentación de proceso se producirá
un aumento notable de la caída de tensión a medida que aumenta la densidad
de corriente. También se verá que habrá un notable aumento en la temperatura
de la superficie de trabajo, lo que puede dar como resultado al menos una
solución sobresaturada de nitrógeno en hierro si se deja que el potencial de
nitrógeno funcione a la deriva. La densidad de corriente normalmente da como
resultado un sobrecalentamiento grave de la superficie de la pieza de trabajo, y
si se permite que este aumento en la temperatura de la superficie persista, se
producirán graves problemas metalúrgicos. La región de descarga de arco
Fig. 1. 11: Mecanismo de la nitruración iónica (Totten, 2006).
B.Características del control de plasma
Cuando se aplica un voltaje constante a la pieza de trabajo dentro del intervalo
de presión parcial en el que tiene lugar la ionización gaseosa, entonces la
colisión de electrones generará un resplandor. El brillo rodeará la pieza de
trabajo y también generará energía en forma de calor. El calor generado se
puede utilizar para ayudar en el calentamiento de la pieza de trabajo. Se puede
observar que usando diferentes gases, tales como nitrógeno, hidrógeno, metano
y gases combinados (N2, H2, CH4), y utilizando los fenómenos de la descarga
lumínica (ionización gaseosa) se pueden realizar muchas técnicas de procesos
termoquímicos diferentes. Esto es posible si los materiales de construcción para
el equipo están diseñados y construidos para la temperatura de proceso
apropiada. Se considera que la descomposición de amoníaco por calor es la
fórmula clásica de nitruración, que es la siguiente:
2NH3 --- N2 + 3H2
La descomposición en el gas (de izquierda a derecha en la fórmula anterior)
liberará tanto nitrógeno como hidrógeno como gases individuales. Cada gas
proporción de átomos de nitrógeno se absorbe y difunde en la superficie de
acero, formando nitruros con los elementos de aleación apropiados del acero.
El uso de amoníaco como el gas de proceso y la fuente de nitrógeno dicta el
uso de la química de gases fijos, dando lugar a una metalurgia de la superficie
fija.
Esto significa que la naturaleza de la formación de la zona compuesta será
siempre la misma. La composición de la capa compuesta se determinará
mediante el análisis del acero.
Usando el método de nitruración de plasma y combinando nitrógeno e
hidrógeno variando las proporciones de los dos gases, ahora podemos
manipular la metalurgia superficial del acero. Por lo tanto se puede decir que
con la química de gas variable, se puede lograr una metalurgia superficial
variable. En otras palabras, se puede crear la metalurgia superficial apropiada
que mejor se adapte al acero y su aplicación.
Los parámetros de control para la nitruración de gas están limitados a cuatro
áreas de:
Tiempo de procesamiento
Temperatura de proceso
Disociación de gas
Área de trabajo
Se puede controlar la disociación de gas y el potencial de nitruro, controlando
con precisión el volumen de amoníaco que se suministra a la cámara de
proceso, en consecuencia se puede controlar razonablemente el espesor de la
capa de compuesto.
El proceso de nitruración de iones tiene muchas más variables controlables que
son necesarias para controlar. Cuando todos los parámetros del proceso se
administran, entonces uno puede administrar el proceso y los resultados serán
más repetibles y consistentes. El uso de PC / PLC ha hecho que el control del
proceso sea significativo y preciso. Los parámetros del proceso que
Tiempo de procesamiento
Temperatura de proceso (cámara de proceso)
Temperatura de proceso (pieza)
Flujos de gas de proceso
Área de superficie
Tensión de alimentación
Amperaje de potencia
Densidad actual
Tasa de aumento de la temperatura (Totten, 2006 págs. 511-512)
C.Consideraciones metalúrgicas y ventajas
Hay muchos argumentos en contra de la justificación de la inversión de equipo
para la nitruración de iones en relación con la nitruración de gas. También hay
muchos argumentos en contra de la complejidad y el manejo del proceso de
nitruración de iones y muchas discusiones en profundidad sobre cuál es el
mejor método de control. Si bien todos estos argumentos podrían haber sido
justificables en relación con los métodos más tradicionales de nitruración de
iones, en el actual mundo tecnológico de procesos, son infundados. El equipo
de nitruración de iones de última generación ofrece al metalúrgico tanto
ventajas de control como de proceso que antes no serían posibles con las
técnicas de nitruración de generación continua de plasma continuo tempranas.
Es posible no sólo controlar sino también medir la temperatura y el
calentamiento de la superficie de trabajo, así como la composición de los gases
de control, la actividad de las especies de gas en la superficie del acero, la
presión del proceso dentro de la retorta y el tiempo del proceso.
Otra ventaja percibida del proceso de nitruración de iones es que el proceso no
se basa en la descomposición del amoniaco por calor como lo es con el proceso
de nitruración de gas. Debido a que el proceso de nitruración iónica utiliza
gases de proceso molecular, la descomposición de estos gases se realiza
mediante la técnica de ionización eléctrica. El uso de calor para descomponer
consume mucho tiempo. Además de esto, la superficie de acero actuará como
el catalizador del proceso para ayudar a la difusión del nitrógeno en la
superficie del acero. Cuando se utiliza el proceso de nitruración iónica, no se
necesita calor para ionizar el gas de proceso. La ionización del nitrógeno
molecular al nitrógeno atómico es casi instantánea, sin embargo las leyes de la
física de la difusión todavía gobiernan el porcentaje de difusión en la superficie
del acero. El tiempo de disociación del gas es más rápido en la nitruración
ióinica que con nitruración de gas.
El proceso de nitruración iónica también dará al operador la capacidad de
controlar la formación de la metalurgia de la superficie (capa blanca también
conocida como la capa compuesta). También se puede hacer en fase única
épsilon (ɛ) o gamma (γ´) como primera fase, así como completamente
eliminado. Serán los requisitos de diseño de ingeniería los que determinarán la
elección de la metalurgia de la superficie. El resultado del proceso estará
determinado por los ajustes del proceso y, en particular, por las relaciones de
los gases de proceso.
Se puede observar que la metalurgia superficial puede ser tanto controlada
como creada, para adaptarse a la aplicación del proceso. Además de esto, se ha
dicho que sólo los aceros con elementos de aleación específicos en la
composición pueden nitrarse. Debido al proceso de nitruración iónica y a la
capacidad de manipular los gases del proceso, se puede incluso nitrurar hierro,
así como los aceros más complejos, aceros inoxidables y algunos de los
materiales refractarios. Esta capacidad de aceros de nitruro, así como hierros,
y para controlar la metalurgia de la superficie requiere un proceso más versátil.
Además, esto significa que tanto el proceso de nitruración como el de
nitrocarburización ferrítica (FNC), así como el tratamiento de post-oxidación,
pueden realizarse en el mismo horno.
El espesor de la capa de compuesto se determinará mediante:
Temperatura de proceso
Relaciones de gas de proceso
Tiempo de proceso a temperatura
El rango de materiales susceptibles de ser tratados es amplio, aunque es de
especial interés el caso de los aceros inoxidables, difíciles de nitrurar con las
técnicas tradicionales debido a la capa de óxido pasivante que impide la
difusión y que a la temperatura que requiere la nitruración gaseosa con
amoníaco, 530 grados, precipita el CrN, perdiendo el acero sus propiedades
anticorrosivas (Rolinski, 1987 págs. 35-40). Con la técnica de nitruración
iónica se superan estas limitaciones dado que en el plasma se bombardea la
superficie produciendo un sputtering que quita el óxido pasivante y porque
además se generan especies activas a temperaturas menores a 450°C, que
difunden en el sustrato y forman la capa de nitruros (Hannula, y otros, 189 pág.
342).
Una de las ventajas significativas de la nitruración de plasma es que la
nitruración de plasma es capaz de tratar una gama más amplia de aceros y
hierros que no podrían ser tratados con éxito utilizando las técnicas de
nitruración de gas más tradicionales. Una simple pero general regla es que
cuanto más bajo es el contenido de la aleación del acero, más profundo es la
capa nitrurada formada, pero con valores de dureza bajos. Cuanto mayor sea el
contenido de aleación del acero, menor será la profundida capa formada, pero
más altos los valores de dureza superficial. La velocidad de la nucleación y el
desarrollo de capa utilizado en el proceso de nitruración de iones tienden a
mostrar que la nitruración iónica es en la gran mayoría de los casos,
considerablemente más rápida que los métodos convencionales de formación
de capas.
Generalmente el proceso de nitruración iónica ofrece una cubierta nitrurada
uniforme, repetible y consistente. Parece haber una tendencia definida al uso
del proceso de nitruración iónica. Esta tendencia siempre ha sido evidente en
Europa y el Lejano Oriente, pero ahora se está utilizando en América del Norte.
El uso de técnicas de generación de plasma como método de proceso se
reconoce ahora como una herramienta para otras técnicas de proceso
metalúrgico, particularmente en el campo de los tratamientos superficiales, que
incluye tanto técnicas de difusión como de deposición. Las ventajas
metalúrgicas de las técnicas de procesamiento de plasma ofrecen un método de
apropiada se puede crear para adaptarse a la aplicación del componente. Como
se ha indicado anteriormente, siempre que los materiales de construcción sean
capaces de soportar las temperaturas del proceso, las técnicas de procesamiento
de plasma abren muchas puertas para tratamientos superficiales. La elección
de la técnica de generación de plasma y de los métodos de proceso (pared fría,
método continuo con CC o de pared caliente, método pulsado con CC) es una
cuestión de elección personal, entendiendo las técnicas del proceso en relación
con las ventajas que ofrece cada elección de proceso. Esa elección puede
decidirse ya sea por el costo del equipo o por las necesidades metalúrgicas
(Totten, 2006 págs. 529-530).
La nitruración por plasma ofrece al ingeniero y al metalúrgico los siguientes
beneficios:
Amigable con el medio ambiente. Este proceso es un proceso no tóxico. No
hay olores desagradables o influencias en el medio ambiente. Por lo tanto,
no tiene problemas de efluentes.
Costos de operación. Este proceso es un método rentable de tratamiento
térmico debido al hecho de que hay una intervención reducida del operador
(aparte de carga-descarga y programa), espacio reducido de flujo,
consumible de proceso reducido y costos de energía finalmente reducidos.
Aunque el equipo es más intensivo que el método convencional de
nitruración, es un sistema más productivo debido al hecho de que el tiempo
de proceso de piso a suelo es considerablemente más corto que con el
material tradicional Métodos de nitruración. Los bajos costos de operaci6n
y la productividad, al igual que la metalurgia impresa, pueden compensar
mayores inversiones.
Proceso o control. El uso del procesador y la entrega rápida de gas de
proceso garantizan que se pueda lograr una tolerancia, capacidad de
repetición y una metalización. La metalurgia del caso también se puede
crear y repetir.
Requerimientos de limpieza del pos-tratamiento. Ha sido fundado que es
embargo, esta gama no significa que sea necesario utilizar equipos de
pre-tecnología de alta pre-tecnología. Los sistemas de limpieza acuosos simples con
el aditivo de limpieza apropiado añadido a la solución son suficientes. Debe
tenerse en cuenta que es necesario eliminar cualquier silicona, cloruro y
sulfuro residuales que puedan presentarse como resultado de operaciones
previas de corte de metales. Durante la parte inicial del ciclo de
procesamiento puede realizarse una limpieza adicional mediante el
procedimiento conocido como limpieza por arrastre. Este es un método de
limpieza superficial mediante el bombardeo iónico de iones gaseosos sobre
la superficie de trabajo. Cuando se utilice este método de preparación de
superficies, la intensidad y la elección de los gases de limpieza de la espuma
determinará la intensidad de la limpieza de superficies. La limpieza por
pulverización puede equipararse a un chorro de chorro atómico, pero en
lugar de utilizar el aire como carburante y el acero inyectado como material
abrasivo, se utiliza la transferencia de iones de gas desde el ano al cátodo a
temperaturas muy elevadas. Esto hará que las partículas metálicas finas sean
desalojadas. (Totten, 2006 págs. 532-533)
Dado que el proceso se controla mediante la combinación de la cámara de
proceso (PC) / controlador lógico programable (PLC), los resultados se pueden
controlar y determinar con mayor precisión durante el ciclo del proceso. El
proceso ahora controla más de los parámetros del proceso que se pueden
controlar con los métodos más convencionales de nitruración, por lo tanto la
metalurgia más repetible. El control preciso de los flujos de gas también puede
determinar el espesor y las fases de la zona compuesta.
Lo que el lector percibe como un secreto de todos los procesos no es una
verdadera percepción. Debe reconocerse que el proceso de nitruración iónica
es, en primer lugar, una fase de desarrollo del proceso y, en segundo lugar, que
se trata de un proceso de nicho en la selección de métodos de nitruración en
relación con los componentes y los requisitos metalúrgicos. El baño de sales y
la nitruración de gas tienen su lugar en la escalera de requisitos. Para hacer la
selección de la elección del método de proceso, es necesario revisar la
métodos de pre y post-mecanizado, la distorsión y los requerimientos
metalúrgicos superficiales deseados (Totten, 2006 pág. 533)
D.Selección del acero
La selección del acero para la nitruración debe ser considerada con mucho
cuidado en relación a:
El producto a fabricar, y complejidad de la pieza.
Las condiciones operativas en las que operará el componente: cargas
compresivas, de impacto, de tracción, cíclicas.
Condiciones abrasivas a considerar, corrosión, lubricación.
El mecanizado después de la nitruración.
El éxito de cualquier procedimiento de tratamiento térmico es usualmente
determinado por el valor de dureza resultante. Ese valor de dureza se
determinará por cualquier método de proceso que haya sido seleccionado por
lo tanto, si el nitrógeno es soluble en hierro y reacciona para formar nitruros de
hierro, los nitruros de hierro recién formados tendrán un valor de dureza
diferente al sustrato de hierro. Esto quiere decir que la dureza superficial será
mayor a la original. Dado esto, se ha producido una transformación, que ha
dado como resultado una mayor dureza. Además, la resistencia a la corrosión
de la superficie del hierro ha aumentado. Esto también se aplica a los aceros de
baja aleación.
Todos los aceros nitruran incluyendo el hierro puro, pero formaran nitruros de
hierro que son bastante blandos en comparación a los aceros que contienen
elementos de aleación como: Aluminio, cromo, molibdeno, vanadio,
tungsteno, silicio. (Totten, 2006 pág. 534)
aceros de herramienta como a los aceros de aleación, la finalidad del
pretratamiento es asegurar un soporte de núcleo de martensita templada
adecuado para la capa nitrurada. Es necesario asegurar que la superficie del
acero esté completamente libre de óxidos superficiales, así como libre de una
superficie descarburizada. Si la superficie está oxidada, es seguro suponer que
la superficie también será descarburada. Esto significa que la capa formada por
el proceso de nitruración no será uniforme. Además de esto, los nitruros no se
formarán de la misma manera que lo harían con una superficie limpia de
óxidos.
Si se considera la estructura cristalina de la molécula de austenita en relación
con la molécula de martensita templada, se verá que la construcción de la
molécula de austenita está formada por una distribución cubica de 14 átomos,
en relación con la molécula de martensita que tiene una disposición tetragonal
de nueve átomos (Figura 1.11). La difusión del átomo de nitrógeno es mucho
más fácil en la estructura de austenita que en la estructura tetragonal. También
se sabe que la dureza de la austenita es mucho menor que la martensita. Por lo
tanto, la capa nitrurada se formará, pero exhibirá una dureza superficial más
Fig. 1. 12: Cambios de estructura cristalina durante los tratamientos térmicos de alta temperatura (Stickes, y otros, 1989).
E. Preparación superficial
La limpieza de la superficie es un procedimiento obligatorio para las
condiciones de nitruración de gas, sal o nitrógeno. La superficie debe estar libre
de cualquier contaminación de lo contrario interferirá con la formación de la
capa. Los aceros de nitruración requieren que la superficie esté libre de
cualquier formación de óxido. La contaminación por huellas dactilares
depositará aceite corporal sobre la superficie del acero, lo que actuará como
una barrera que impedirá la difusión de nitrógeno al acero, lo que significa un
punto blando en la superficie del acero. Con el proceso de nitruro de iones, la
preparación de la superficie puede ser simplemente un lavado acuoso seguido
de limpieza por pulverización hasta la temperatura de proceso asignada. La pre
limpieza del acero es particularmente importante para el éxito de cualquier
método de proceso de nitruro, ya sea gas, sal o ión. El proceso de nitruro de
iones es algo más tolerante que con el método de gas debido a la limpieza
marcado en la superficie del acero. Esto definitivamente inhibirá el proceso de
nitruro (Cordova, 2003 pág. 39)
F. Ciclos de nitruración
La selección de la temperatura del proceso se determinará mediante: (a)
Composición del material. (b)Requisitos de metalurgia de la superficie. (c)
Dureza superficial requerida.
En algunos casos en los que es necesario tener un grosor de capa compuesto
reducido, el método de selección de proceso usualmente considerará el proceso
en dos etapas. Este proceso implica aproximadamente un tercio del ciclo
procesado a aproximadamente 500°C (925°F) con una disociación de gas de
30%, seguido por la segunda etapa del proceso a una temperatura más alta de
550°C (1025°F) y una disociación de aproximadamente 15%. Esto asegurará
una reducción del espesor de la capa compuesta. Sin embargo, existe el peligro
de que el nitruro tenga mayor solubilidad del nitrógeno en hierro a las
temperaturas de proceso más altas.
El control de la uniformidad de la temperatura del proceso durante el proceso
de nitruración es un requisito obligatorio del proceso. Esto es debido al hecho
de que, si hay gradientes de temperatura amplios con en la cámara de proceso
(ya sea nitruro de gas o nitruro de iones) habrá: (a) Variación de la profundidad
del recubrimiento (b) Formación de capas compuestas variables (c) Varias
áreas de formaciones de red de nitruros (d) Diferentes valores de dureza
superficial
Por lo tanto, es necesario tener un buen control de temperatura dentro de una
desviación máxima de 58°C (108°F) respecto a la temperatura de proceso de
consigna. Esta regla se aplica a todos los métodos de nitruración, ya sea gas,
sal o ión. La uniformidad de la temperatura es obligatoria para buenos y
cualquier proceso de tratamiento térmico y no sólo a la nitruración. (Totten,
2006 págs. 539-540)
G.Formación y estructura de capa
El resultado del tratamiento por nitruración iónica es una zona modificada en
la superficie del material, conformada por una capa compuesta (nitruros de
hierro principalmente), y bajo ella, una zona de difusión que consiste en
nitrógeno en solución sólida. La primera capa, también llamada capa blanca,
puede tener varias micras, es dura e incrementa la resistencia al desgaste y a la
corrosión, mientras que la segunda capa, más blanda pero de mayor espesor y
sin interfase brusca con el material base, incrementa la dureza en profundidad
y la resistencia a la fatiga (Totten, 2006 pág. 538)
La estructura de la capa de un acero nitrurado, que puede incluir una capa de
difusión con o sin una capa compuesta (Figura) depende del tipo y
concentración de elementos de aleación y de la exposición a la temperatura -
tiempo de nitruración particular, y la composición de gases utilizados para
nitruración iónica. Como con otros métodos de difusión, la microestructura
inicial también puede influir en la respuesta de un material a la nitruración. En
el caso de aceros aleados, se considera que una estructura templada y revenida
produce los resultados óptimos de nitruración (Goodman, y otros, 1991 pág.
420).
La reacción de nitruración ocurre no sólo en la superficie sino también en la
subsuperficie debido a la difusión a larga distancia de átomos de nitrógeno
desde la superficie hacia el núcleo. Como resultado, se produce en la superficie
una capa fina de nitruro de hierro, que se denomina capa compuesta o capa
blanca, junto con una capa de difusión relativamente gruesa y fuerte en la
subsuperficie de un componente de acero. La capa producida por la nitruración
iónica muestra el perfil típico exhibido por los procesos de difusión térmica
superficie (Goodman, y otros, 1991 pág. 420).
Fig. 1. 13: Perfil de dureza y zonas pertenecientes a capa nitrurda (Cho, y otros, 1980).
El perfil de microdureza transversal de la capa nitrurada aumentará a medida
que aumente el contenido de aleación del acero y, a la inversa, con algunas de
las concentraciones de aleación más altas, tales como cromo, el acero se
Fig. 1. 14: Perfil de dureza para diversos materiales de nitruracion ionica. 1, fundición gris; 2, fundición dúctil; 3, AISI 1040; 4, el acero de cementación; 5, de acero de baja aleación; 6, el acero de nitruración; 7, 5% Cr acero trabajado en acliente; 8, acero fundido trabajado en frío; 9, acero inoxidable ferrítico; 10, acero inoxidable AISI 420; 11, acero inoxidable 18-8 (Peng J. 1996).
La microestructura inicial también puede influir en la respuesta de un material
a la nitruración. En el caso de aceros aleados, se considera que una estructura
templada y revenida produce los resultados óptimos de nitruración (Goodman,
y otros, 1991).
Los iones de nitrógeno se combinan con elementos de aleación tales como
cromo para formar una dispersión fina de nitruros de aleación (Goodman, y
otros, 1991 pág. 420). La difusión de nitrógeno modifica la superficie y la
microestructura superficial produciendo capas duras con propiedades
mecánicas modificadas. La capa nitrurada sobre el acero consta de dos partes,
capa blanca o capa compuesta y una región subsuperficial por debajo de la capa
blanca conocida como zona de difusión. La capa blanca, dura y con
propiedades de resistencia a la abrasión y corrosión, está compuesta
típicamente por nitruros de hierro tipo γ´-Fe4N y/o ɛ-Fe2-3N y se ha reportado
que el mejor desempeño ocurre cuando se obtienen capas monofásicas, ya sea
de γ´-Fe4N o de ɛ-Fe2-3N. La dureza de la capa difusa depende del
endurecimiento por precipitación, mientras la capa blanca depende del tipo y
espesor del compuesto formado (Pye, 2003), el motivo de esto es que el
diferente parámetro de celda en las citadas fases cristalinas puede generar
tensión en el límite de grano, incrementando la fragilidad de la capa (Ochoa, y
otros, 2009 pág. 1457).
La capa compuesta comprende una fase hexagonal compacta ɛ-Fe2-3N y una
cúbica centrada en las caras γ´-Fe4N (Gontijo, y otros, 2004 pág. 183). La
intensidad de la fase ɛ-Fe2-3N disminuye con el incremento del tiempo de
nitruración mientras que la fase γ´-Fe4N se incrementa La capa ɛ-Fe2-3N es
mejor para aplicaciones de desgaste y fatiga que están relativamente libres de
carga de choque o altas tensiones localizadas. La capa γ´-Fe4N es más dura
pero más frágil (WEN, 2009), el incremento de esta fase aumentará la dureza
de la capa compuesta (De Andrade Manfridini, y otros, 2016). La disminución
gradual de la cantidad de ɛ-Fe2-3N en la capa de compuesto podría atribuirse a
la disminución del contenido de carbono del acero debido a la pulverización
catódica (Kurny, y otros, 1986 pág. 95), durante la nitruración iónica la