Diseño de prácticas de laboratorio para la comunicación de autómatas
78
0
0
Texto completo
(2) Este documento es Propiedad Patrimonial de la Universidad Central “Marta Abreu” de Las Villas, y se encuentra depositado en los fondos de la Biblioteca Universitaria “Chiqui Gómez Lubian” subordinada a la Dirección de Información Científico Técnica de la mencionada casa de altos estudios. Se autoriza su utilización bajo la licencia siguiente: Atribución- No Comercial- Compartir Igual. Para cualquier información contacte con: Dirección de Información Científico Técnica. Universidad Central “Marta Abreu” de Las Villas. Carretera a Camajuaní. Km 5½. Santa Clara. Villa Clara. Cuba. CP. 54 830 Teléfonos.: +53 01 42281503-1419.
(3) Universidad Central “Marta Abreu” de Las Villas Facultad de Ingeniería Eléctrica Departamento de Automática y Sistemas Computacionales. TRABAJO DE DIPLOMA. “Diseño de prácticas de laboratorio para la comunicación de autómatas” Autor: Annalie Danay Piquera Chaos.. Tutor: Msc. Samy Brito Barroso.. Santa Clara 2018 "Año 60 de la Revolución".
(4) i. PENSAMIENTO. Ser revolucionario, en nuestro concepto, implica desafiar la rutina, desechar los caminos fáciles y, muchas veces, emprender caminos difíciles. Fidel Castro Ruz.
(5) ii. DEDICATORIA. A mi mamá, que es la fuerza que me inspira a seguir adelante porque todo lo que hago lo hago por ella. A mis tías y mis primas que son mis segundas mamás y sin ellas no hubiese logrado todo lo que soy, a mi papá que sé que me idolatra, a mi hermano que es mi segundo papá a pesar del tiempo y la distancia, a mis abuelas que sé que soy un orgullo para ellas y a mis abuelos que también sentirían lo mismo. En fin, a toda mi familia que con mucha paciencia, dedicación y empeño me han guiado por el camino correcto a pesar de mis errores. A Adrián de la Paz Hechemendía porque mi quinto año y muchos momentos inolvidables se lo debo a él..
(6) iii. AGRADECIMIENTOS. A todas las personas que me apoyaron y confiaron en mi durante estos cinco años. A mi queridísimo tutor por las horas que me dedicó, aunque no sea su diplomante preferida. A todos los profesores que posibilitaron mi formación (María del Carmen, Julio Ávalos, Yunier y todos los demás). A todos mis compañeros de aula por mantenerme siempre como la NIÑA mimada del grupo jajaja, por las noches de estudio, por las risas, por sus pesadeces, en fin, por permitirme estar cerquita de ustedes; gracias Abel, gracias Eduardo, gracias Castellón, gracias Javier, gracias Mario, gracias Ale, gracias Juan, gracias Richi, gracias mi Cossio, en fin, gracias a todos. A mi novio por apoyarme y tener mucha paciencia a pesar del tiempo y la distancia. A Rache por acompañarme en tantos viajes y por los tantos regaños que permitieron en gran medida la realización de esta tesis. A Yenni, mi cuñada, por la preocupación, por apoyarme y por ayudarme con la revisión, aunque no entendiera nada del tema jaja. A mi gran amiga, Danay Osorio, que siempre está presente en mí y este logro es de las dos. A Tonito, my monkey, por brindarme su mano en los tiempos buenos y en los malos, por tantos momentos especiales. A mis grandes amigas, que no por ser las últimas son las menos importantes, Yoly, Yai, Bety y Dari por ser atentas, preocupadas, divertidas, por tantos MOMENTOS JUNTAS, por tantos Cari, Caneyes, Cubanacán, por permitirme ocupar un lugar en sus corazones..
(7) iv. RESUMEN. El presente trabajo desarrolla un laboratorio real para la comunicación entre autómatas y con otros dispositivos terminales. Se plasman los pasos metodológicos para que los estudiantes de la carrera Ingeniería Automática puedan instalar el hardware y desarrollar el software necesario. En el laboratorio se emplean los autómatas M241 y M251, así como sus módulos de expansión, los cuales se encargan de la adquisición de las variables y la comunicación, se mide una variable analógica y se usan variables digitales también. El monitoreo de las variables se realiza en un ambiente web a través de los controladores y mediante una interfaz hombre – máquina. Los autómatas se configuran y se programan con el software SoMachine de la firma Schneider Electric y la interfaz hombre – máquina con el Vijeo Designer de la misma firma. De manera general es una práctica real que emplea varios conocimientos previos, que al ser integrados con la comunicación entre autómatas, conforman un sistema de adquisición y transmisión de datos..
(8) v. ABSTRACT. The present work develops a real laboratory for communication between Programmable Logic Controller(PLC) and other terminal devices. The methodological steps are taken so that the students of the Automatic Engineering career can install the hardware and develop the necessary software. In the laboratory, the PLC M241 and M251 are used, as well as their expansion modules, which are responsible for the acquisition of variables and communication, an analog variable is measured and digital variables are used as well. The variables are monitored in a web environment through the controllers and through a man machine interface. The Programmable Logic Controller are configured and programmed with the SoMachine software of the Schneider Electric firm and the man - machine interface with the Vijeo Designer of the same firm. In general, it is a real practice that uses several prior knowledge, which, when integrated with the communication among Programmable Logic Controller, make up a data acquisition and transmission system..
(9) vi TABLA DE CONTENIDOS. PENSAMIENTO .....................................................................................................................i DEDICATORIA .................................................................................................................... ii AGRADECIMIENTOS ........................................................................................................ iii RESUMEN ............................................................................................................................iv ABSTRACT............................................................................................................................ v INTRODUCCIÓN .................................................................................................................. 1 CAPÍTULO 1. 1.1. Importancia de los laboratorios reales en la docencia. ............................................. 5. 1.1.1 1.2. REVISIÓN BIBLIOGRÁFICA ................................................................. 5. Clasificación de los laboratorios en la docencia. .............................................. 6. Los autómatas programables en la docencia. ........................................................... 6. 1.2.1. Historia de los autòmatas programables. .......................................................... 7. 1.2.2. Características de los autómatas programables. ............................................... 8. 1.2.3. Aplicaciones industriales de los autómatas programables. ............................. 11. 1.3. Protocolos de comunicación industrial. ................................................................. 12. 1.3.1. Evolución de la comunicación industrial. ....................................................... 13. 1.3.2. Diferentes estándares de comunicación industrial. ......................................... 14. 1.4. Interfaz hombre – máquina. ................................................................................... 17. 1.4.1. Desarrollo histórico de la interfaz hombre – máquina. ................................... 18. 1.4.2. Características de la interfaz hombre – máquina. ........................................... 19. 1.4.3. Tipos de interfaz hombre – máquina. ............................................................. 20. 1.5. Metodología de los laboratorios de práctica reales. ............................................... 21. 1.5.1. Ejemplos de laboratorios reales sobre comunicación de autómatas. .............. 23.
(10) vii CAPÍTULO 2. 2.1. MATERIALES Y MÉTODOS................................................................ 26. Hardware necesario para la realización del laboratorio real. ................................. 26. 2.1.1 Controlador lógico programable M241 tipo TM241CE40R. .............................. 26 2.1.1.1. Módulos incorporados al autómata M241 tipo TM241CE40R. ..................... 28. 2.1.2. HMI Magelis STU tipo HMIS5T. ...................................................................... 31. 2.1.3. Sensor Pt100 y transmisor SEM1503P............................................................... 32. 2.1.4. Controlador lógico programable M251 tipo TM251MESE ............................... 33. 2.1.5. Nano Router Inalámbrico TL – WR802N. ......................................................... 35. 2.2. Software para la programación .............................................................................. 35. 2.2.1. SoMachine V4.1 para la programación de los autómatas M241 y M251. ......... 36. 2.2.2. Vijeo Designer V6.2 para el diseño y configuración de la HMI tipo HMIS5T . 37. 2.3. Protocolo de comunicación Ethernet para comunicación y programación entre la. HMI y el M241 y entre los dos controladores. ................................................................. 37 2.4. Consideraciones finales del capítulo. ..................................................................... 38. CAPÍTULO 3.. PRÁCTICA DE LABORATORIOS REALES DE LA ASIGNATURA. AUTÓMTAS PROGRAMABLES ....................................................................................... 39 3.1. Práctica de laboratorio No.6. .................................................................................. 39. 3.2. Análisis económico. ............................................................................................... 58. 3.3. Conclusiones del capítulo. ..................................................................................... 59. CONCLUSIONES Y RECOMENDACIONES ................................................................... 60 Conclusiones ..................................................................................................................... 60 Recomendaciones ............................................................................................................. 60 REFERENCIAS BIBLIOGRÁFICAS ................................................................................. 61 ANEXOS .............................................................................................................................. 64.
(11) viii Anexo I Componentes del módulo TM3XTYS4 y el arrancador de motor correspondiente en el entrenador. ..................................................................................... 64 Anexo II. Módulo Ethernet TM4ES4. ......................................................................... 65. Anexo III Componentes del Nano Router Inalámbrico TL – WR802. ............................. 67.
(12) INTRODUCCIÓN. 1. INTRODUCCIÓN. La automatización y control cumple un papel importante en el progreso de la ingeniería, esta a su vez se convierte en parte fundamental e integral de los procesos industriales modernos(Orozco, 2006). Los avances en la práctica y la teoría de la automatización aportan los medios para lograr un desempeño óptimo de los sistemas, mejorar la productividad, simplificar las labores de muchas operaciones manuales, repetitivas y rutinarias, como otras actividades; por tanto, los ingenieros deben tener amplio y buen conocimiento de este campo que es muy trascendental. Por esta razón el sistema educacional de las carreras de Ingeniería del Control Automático de las universidades de muchos países aboga por crear profesionales con una visión ingenieril y práctica de procesos industriales. Entre las actividades docentes que desarrollan los estudiantes, las prácticas de laboratorios reales son las que mayor influencia tienen en cruzar la barrera entre la teoría y la práctica(Chanfón et al., 2016). La industria es muy amplia y muchos son los temas que se pueden desarrollar en una práctica real docente. Con el veloz avance tecnológico de nuestros días, el tema de la comunicación industrial amerita ser de gran importancia para la optimización de la gran revolución industrial y por lo tanto para el desarrollo de prácticas reales en la docencia de futuros ingenieros automáticos(Íñiguez and González, 2015). En todas las industrias es muy común encontrarnos con un sinnúmero de motores, sensores, bombas, etc., y a su vez con muchos dispositivos encargados de registrar y procesar la información de los elementos anteriores, así como de controlarlos. Un ejemplo es el PLC (controlador lógico programable), el mismo podemos encontrarlo en procesos simples (niveles bajos de la pirámide de automatización). También en otros más complejos donde se necesita un controlador supervisando y controlando a otros controladores para lograr alta.
(13) INTRODUCCIÓN. 2. eficiencia y eficacia en los requerimientos del proceso (niveles altos de la pirámide de automatización). Esta conexión de un autómata a otro se puede realizar mediante diversos protocolos de comunicación. Los protocolos de comunicación son la plataforma sobre la cual dos o más dispositivos se comunican en una red, sea esta de cualquier complejidad. Los instrumentos de medición, protección y control en una planta industrial se rigen bajo el mismo concepto: una serie de reglas y normas sobre las cuales se comunican, responden y actúan(Angst et al., 2015). Un controlador lógico programable (PLC por sus siglas en inglés) o autómata programable, es un dispositivo utilizado en el control automático, para automatizar diferentes procesos; es un ejemplo de un sistema de tiempo real, donde los resultados de salida deben ser producidos en respuesta a las condiciones de entrada, de lo contrario no produce el resultado deseado(Levenson et al., 2017). Un PLC es un cerebro electrónico que opera sobre otros componentes de su maquinaria para que ejecuten acciones que pudieran ser peligrosas o muy lentas al hacerlas manualmente(Moreno, 2002). Muchos son los trabajos que, a través de prácticas reales, desarrollan el contenido de las redes de comunicación industrial; ejemplo en nuestro país tenemos: “Prácticas de laboratorios reales con entrenador de autómatas de la firma Schneider Electric” del Departamento de Automática de la Facultad de Ingeniería Eléctrica (FIE) de la Universidad Central “Marta Abreu” de las Villas (UCLV). En la asignatura Autómatas Programables se cuenta con laboratorios reales a través de un entrenador de autómatas con un PLC M241. Aunque no se aborda el tema de la comunicación de autómatas se satisface la demanda de la combinación de la teoría con la práctica por parte de los estudiantes(Díaz, 2017). Otro ejemplo puede ser “Laboratorio de Realidad Virtual para la Automatización de procesos, una alternativa innovadora en la educación” del Instituto Tecnológico y de Estudios Superiores de Monterrey. Es un laboratorio de automatización, redes industriales con equipo industrial y empleo de maquetas de realidad virtual para entrenamiento local. Esas maquetas de realidad virtual tienen comunicación real con autómatas programables, paneles de monitoreo y control, sensores y actuadores. Emplean controladores PLC Siemens de la serie.
(14) INTRODUCCIÓN. 3. S7-300 y la comunicación industrial la realizan a través de protocolos PROFIBUS y PROFINET I/O(Guevara and García, 2015). En un último ejemplo tenemos “Diseño e implementación de un laboratorio de redes de comunicación industrial para la Universidad Politécnica Salesiana, Cuenca”, Ecuador. Este laboratorio tiene como objetivo fundamental implementar la conexión de diversos tipos de PLC’s mediante diferentes estándares de comunicación para obtener y comparar los resultados. En el mismo se usan PLC’s Siemens Simatic S7-1200 y S7-300, PLC’s Schneider Twido TWDLCAE40DRF y los protocolos MODBUS TCP/IP, PROFIBUS DP, PROFINET I/O(Vásquez and Soto, 2015). En esta investigación se plantea como problema científico: en el Departamento de Automática de la Facultad de Ingeniería Eléctrica (FIE) de la Universidad Central “Marta Abreu” de las Villas (UCLV), la materia Autómatas Programables consta con laboratorios reales que ayudan a vincular un controlador en un proceso industrial real, pero solo ubicándolo en niveles bajos de la pirámide de automatización; en las industrias se necesitan redes de comunicación, con respecto a la misma no tenemos ninguna práctica. Por lo que se considera que la mejor solución es implementar con el PLC M241 del entrenador de autómatas y el PLC M251 de la maqueta de la firma Schneider el hardware y el software capaz de comunicar información entre ellos y un dispositivo terminal para prácticas reales. El objetivo general de esta investigación es diseñar una práctica de laboratorio para la comunicación entre autómatas y con otros dispositivos terminales. Como objetivos específicos se plantean: - Realizar el proceso de preparación previa de los medios necesarios para el laboratorio. - Documentar todos los pasos a seguir para lograr la comunicación entre los dispositivos. - Confeccionar la práctica de laboratorio sobre comunicación de autómatas de la asignatura Autómatas Programables. Como resultados se obtiene la guía metodológica para las prácticas reales de la asignatura Autómatas Programables.. Estructura y contenido de la tesis:.
(15) INTRODUCCIÓN. 4. El presente documento después de la introducción, incluye tres capítulos, conclusiones, recomendaciones, referencias bibliográficas y anexos. El primer capítulo aborda todo lo relacionado al marco teórico de las comunicaciones industriales y sus características, los sistemas HMI, el papel del PLC en la industria y en la docencia y también la importancia de los laboratorios reales. En el capítulo 2 se exponen las características técnicas de toda la instrumentación empleada y de los softwares a utilizar, además de la instalación y la comunicación de los distintos instrumentos. El tercer y último capítulo muestra los principales resultados obtenidos en el trabajo, la práctica de laboratorio real y una valoración económica y medio ambiental..
(16) CAPÍTULO 2. MATERIALES Y METODOS. 5. CAPÍTULO 1. REVISIÓN BIBLIOGRÁFICA. Los laboratorios reales contribuyen a mejorar la calidad de la enseñanza en carreras con un perfil profesional técnico, además se pretende que los estudiantes integren los conocimientos adquiridos en las diferentes asignaturas. Los protocolos de comunicación surgen para facilitar el flujo de información a través de los dispositivos industriales y reemplazar al bucle de corriente de 4-20mA. También para reducir considerablemente los costos de implementación al rebajar la cantidad de cableado a instalar, facilitar la administración de los elementos de la red y la distribución del control(Serna and Ortiz, 2011). 1.1. Importancia de los laboratorios reales en la docencia.. La docencia que se imparte en las universidades es en mayor medida teórica, en el caso de disciplinas técnicas y científicas se requiere la realización de experimentos con prototipos reales para consolidar los conceptos teóricos adquiridos. La relación teoría-práctica constituye una premisa pedagógica en la formación de futuros ingenieros. Es a través del enfrentamiento a problemas reales de la profesión que los estudiantes tienen la oportunidad de poner en práctica la teoría para desarrollar los conocimientos técnicos, actitudes y valores que demanda la sociedad. A través de los laboratorios reales el estudiante pone en juego sus conocimientos previos y los verifica mediante las prácticas. La actividad experimental no solo debe ser vista como una herramienta de conocimiento, sino como un instrumento que promueve los objetivos conceptuales y actitudinales que debe incluir cualquier dispositivo pedagógico(Almaguer, 2017)..
(17) CAPÍTULO 2. MATERIALES Y METODOS. 6. 1.1.1 Clasificación de los laboratorios en la docencia. Los laboratorios reales son aquellos que requieren del espacio necesario en donde se realizan las prácticas, por este motivo necesitan, generalmente, la presencia del tutor o docente y la asistencia de los alumnos. También son el único espacio asignado para la réplica de experimentos. Al contrario, los laboratorios virtuales son sistema de enseñanza que no necesita una infraestructura, como aulas especializadas, sino más bien se traslada el entorno de enseñanza a espacios virtuales, con la ventaja de mayor flexibilidad en el horario, y promueve el autoaprendizaje. Previo a la comparación entre los dos tipos de laboratorios, es necesario establecer las ventajas y desventajas en el uso de los laboratorios reales en contraste con los laboratorios virtuales(Varela and García, 2011). A continuación, se indican las ventajas en el uso de laboratorios reales: - La toma de decisión con respecto a la realización de un experimento. - Alta comunicación con el guía o tutor. - Se puede observar los resultados “en vivo”. -Trasmite experiencia del tutor. Las desventajas en el uso de laboratorios reales son: - Recursos de equipos y personal limitados. - Coincidir en horarios de docentes y estudiantes. - Grupos de alumnos limitados. - La respuesta del experimento hacia el alumno es más bien lenta. - Se debe proveer de partes y piezas para el experimento. 1.2. Los autómatas programables en la docencia.. Un autómata programable se define, de forma general, como toda máquina electrónica diseñada para controlar en tiempo real procesos secuenciales de control. Son innumerables las funciones y tareas que el mismo puede desarrollar. El PLC es un elemento importante en.
(18) CAPÍTULO 2. MATERIALES Y METODOS. 7. la automatización industrial y también en las maquetas de procesos dedicados a la impartición de prácticas reales (Moreno, 2002). Para los estudiantes de Ingeniería del Control Automático es necesario tener un conocimiento previo de este significativo dispositivo para la automatización de procesos. En diversos países se realizan trabajos donde se usan los PLC’s para impartir las prácticas docentes. Por ejemplo se tiene “Diseño, programación e implementación de una red de PLC RS-485, caso práctico: Laboratorio de automatización industrial en una Institución de Educación Superior” de la Universidad Nacional de Chimborazo, Ecuador(Cajo et al., 2018). En el Departamento de Ingeniería Electrónica Universidad Politécnica "Antonio José de Sucre" se encentra “Web-LABAI: laboratorio remoto de automatización industrial”(Cruz et al., 2010). Además en Lambayeque, Perú, se cuenta con “Diseño e implementación de un prototipo de sistema SCADA(Supervisory Control And Data Acquisition por sus siglas en inglés) para una planta de nivel, presión y flujo utilizando PLC Allen Bradley en el laboratorio de Ingeniería Electrónica de la Universidad Nacional Pedro Ruiz Gallo”(Cunias et al., 2018). 1.2.1 Historia de los autòmatas programables. A finales de los años 60, la industria demanda un sistema de control más económico, robusto, flexible y fácilmente modificable por la necesidad de eliminar el gran costo que se produce al reemplazar el complejo sistema de control basado en relevadores y contactores. En 1968 GM Hydramatic (la división de transmisión automática de General Motors) emite una solicitud de propuestas para un reemplazo electrónico de los sistemas cableados de relés. La propuesta más viable viene de Bedford Associates con una oferta denominada Controlador Digital Modular (MODICON, MOdular DIgital CONtroller) a una empresa automotriz. Otras compañías proponen a la vez esquemas basados en computadoras, como la PDP-8. El resultado es el primer PLC, designado 084 porque es el proyecto de Bedford Associates nº 84. A principios de los 70, se incorpora el microprocesador a los autómatas programables, ya que aportan la potencia necesaria para resolver de forma rápida y completa la lógica de los pequeños. Por cada modelo de microprocesador hay un modelo de PLC basado en el mismo. El primer sistema es el bus Modicon (Modbus), permitiendo entonces comunicarse varios controladores y en conjunto poder estar aislados de las máquinas que controlan..
(19) CAPÍTULO 2. MATERIALES Y METODOS. 8. En los 80’s se produce un intento de estandarización de las comunicaciones con el protocolo MAP (Manufacturing Automation Protocol) de General Motor's. También es un tiempo en el que se reducen las dimensiones del PLC y se pasa a programar con programación simbólica a través de computadoras personales en vez de los clásicos terminales de programación. El PLC más pequeño es del tamaño de un simple relevador. Los 90’s muestran una gradual reducción en el número de nuevos protocolos, y en la modernización de las capas físicas de los protocolos más populares que sobrevivieron a los 80. El último estándar (IEC 1131-3) intenta unificar el sistema de programación de todos los PLC en un único estándar internacional. En el presente disponemos de PLC que pueden ser programados en diagramas de bloques, lista de instrucciones y texto estructurado al mismo tiempo. Hay distintas variedades de autómatas que van desde microautómatas y nanoautómatas que se utilizan en un sinnúmero de tareas y procesos industriales(Ayala et al., 2018). La principal virtud de un PLC es su robustez y facilidad de interconexión con el proceso(Galceran, 2005). 1.2.2 Características de los autómatas programables. Un PLC (autómata programable) está compuesto por una serie de módulos con una función determinada, en la tabla 1.1 se muestra los mismos(Castro et al., 2003)..
(20) CAPÍTULO 2. MATERIALES Y METODOS. 9. Tabla 1.1 Módulos de un PLC y sus características principales. Módulos. Funciones. CPU. encargada de ejecutar el programa, de manera continua, en función de los datos contenidos en la memoria, con velocidades que alcanzan varios cientos de miles de instrucciones por segundo. memoria. dividida en dos partes: memoria de programa para almacenar las instrucciones del programa a ejecutar y una memoria de datos para los resultados intermediarios de cálculos y los diversos estados. relevadores. son externos al controlador, se conectan al mundo real y reciben señales de sensores, entre otros. relevadores internos. están simulados vía software, son completamente internos al PLC, por lo que los externos pueden eliminarse o reemplazarse. Contadores. son simulados por software y se les programa para contar pulsos de señal. Por sus especiales características de diseño tiene un campo de aplicación muy extenso. Hace que su eficacia se aprecie en procesos en que se producen necesidades como: -. espacio reducido. -. procesos de producción cambiantes. -. procesos secuenciales. -. maquinaria de procesos variables. -. instalaciones de procesos complejos y amplios. -. chequeo de programación centralizada de las partes del proceso. Los autómatas programables se clasifican según su estructura interna en compactos y modulares. En la tabla 1.2 se aprecian las dos clasificaciones y sus características relevantes (Michel and Duncan, 1990)..
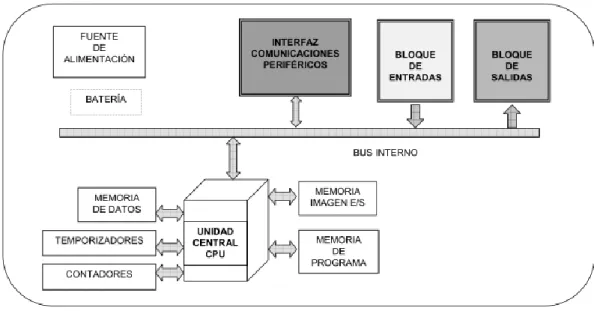
(21) CAPÍTULO 2. MATERIALES Y METODOS. 10. Tabla 1.2 Clasificación de un PLC según su estructura interna.. Clasificación. Características. PLC de estructura compacta. presenta en un solo bloque todos sus elementos: fuente de alimentación, CPU memorias, entrada/salida, etc., aplicaciones en el que el número de entradas/salidas es pequeño, poco variable y conocido a priori y carcasa de carácter estanco, que permite su empleo en ambientes industriales especialmente hostiles. PLC de estructura modular. permite adaptarse a las necesidades del diseño y a las configuraciones posteriores, configuración del sistema variable. En la figura 1.1 se muestra los bloques que forman un autómata programable(DuFour and Reeves, 2016):. Fig.1.1. Bloques que forman un autómata programable. Bloques de entrada: -. Adapta y codifica las señales procedentes de los dispositivos de entrada o captadores: pulsadores finales de carrera, sensores, entre otros..
(22) CAPÍTULO 2. MATERIALES Y METODOS. -. 11. Protege los circuitos internos del autómata, proporcionando una separación eléctrica entre estos y los captadores.. -. Bloques de salida:. -. Descodifica las señales procedentes de la CPU, las amplifica y las envía a los dispositivos de salida o actuadores, como lámparas, relés, contactores, arrancadores, electroválvulas, etc.. -. Unidad central de procesamiento (CPU):. -. Su función es la interpretación de las instrucciones del programa de usuario y en función de las entradas, activa las salidas deseadas.. -. Componentes:. el. microprocesador,. la. memoria. y los. circuitos. lógicos. complementarios. -. Fuente de alimentación:. -. A partir de una tensión exterior proporciona las tensiones necesarias para el funcionamiento de los distintos circuitos electrónicos del autómata.. -. Batería, condensador de alta potencia: para mantener el programa y algunos datos de la memoria si hubiera un corte de la tensión exterior.. -. Consola de programación:. -. PC o consolas de programación.. -. Periféricos:. -. Elementos auxiliares.. 1.2.3 Aplicaciones industriales de los autómatas programables. Los controladores lógicos programables presentan características favorables tales como: reducidas dimensiones, fácil mantenimiento, permitir controlar más de una máquina con el mismo equipo, facilidad de su montaje, posibilidad de almacenar los programas para su posterior y rápida utilización. Estas y muchas más hacen que su rango de aplicaciones se amplifique en gran medida, por ejemplo(Alphonsus and Abdullah, 2016): - Maniobras de Máquinas: maquinaria industrial del mueble y la madera, maquinaria en proceso de grava, arena y cemento, maquinaria en la industria del plástico, máquinas de herramientas complejas, maquinaria de ensamblaje y máquinas de transferencia..
(23) CAPÍTULO 2. MATERIALES Y METODOS. 12. - Maniobra de Instalaciones: Instalaciones de aire acondicionado y calefacción, instalaciones de seguridad, instalaciones de almacenamiento y transporte, instalaciones de plantas embotelladoras, instalaciones en la industria automotriz, instalaciones de tratamientos térmicos e instalaciones de la industria azucarera. -. Automotriz:. Cadenas. de. montaje,. soldadura,. cabinas. de pintura,. tornos,. fresadoras, taladradoras, control de calderas, sistemas de refrigeración, prensas que vulcanizan los neumáticos, máquinas para el armado de las cubiertas y para mezclar goma. - Plantas químicas y petroquímicas: Control de procesos (dosificación, mezcla, pesaje), baños electrolíticos, oleoductos, acueductos, refinado y tratamiento de aguas residuales. - Metalurgia: Control de hornos, laminado, fundición, soldadura, forja y grúas. - Alimentación: Envasado, empaquetado, embotellado y almacenaje. - Papeleras y madereras: Control de procesos, serradoras, producción de conglomerados y de laminados. - Producción de energía: Centrales eléctricas, turbinas, transporte de combustible y energía solar. - Tráfico: Regulación y control del tráfico; ferrocarriles. - Domótica: Iluminación, temperatura ambiente, sistemas anti robo, apertura y cierre de puertas, control de iluminación, control de riego de jardines, ascensores, escaleras mecánicas. 1.3. Protocolos de comunicación industrial.. Las comunicaciones industriales son las que permiten el flujo de información del controlador a los diferentes dispositivos a lo largo del proceso de producción: detectores, actuadores, sensores, etc. Un protocolo de comunicación industrial es un conjunto de reglas que permiten la transferencia e intercambio de datos entre los distintos dispositivos que conforman una red. Es aquel que se inserta dentro de los dispositivos electrónicos, que participan en el control de procesos para darle capacidad de comunicar datos del proceso u otros de manera óptima. Estos presentan un proceso de evolución gradual a medida que la tecnología electrónica ha. avanzado. y muy en especial en. microprocesadores(Pereira and Neumann, 2009).. lo. que. se. refiere. a. los.
(24) CAPÍTULO 2. MATERIALES Y METODOS. 13. 1.3.1 Evolución de la comunicación industrial. Los protocolos de comunicación industrial surgen junto con los elementos de control. En 1968 aparece el primer dispositivo programable de control y con él las comunicaciones con los sensores y actuadores. En 1970 existen buses de campo, no normalizados, y en 1979 surge ModBus para permitir la comunicación entre diferentes dispositivos, crear la primera red de comunicaciones industriales y permitir a los usuarios interactuar mediante ordenadores con los controladores. Los años 80 es el período de mayor expansión de los sistemas de control. Durante estos años se definieron numerosos protocolos. La aparición de tantos protocolos trae la necesidad de crear pasarelas de conversión de información de unos protocolos a otros, de manera que la información pueda ser entendida por los diferentes dispositivos que componen la red e interaccionar entre sí. Las pasarelas permiten la interconexión de redes que utilizan diferentes protocolos y también redes que utilizan diferentes medios de comunicación, como son las pasarelas RS-485/RS-232. Al inicio los protocolos en las comunicaciones industriales funcionan en modo punto a punto a través de comunicaciones serie estándar, par de hilos de cobre u otros medios propietarios. Con la aparición de sensores basados en microprocesadores, los requisitos de comunicación aumentan, la comunicación punto a punto se hizo punto – multipunto mediante comunicación RS-422 y RS-485, creando los buses de campo, como Profibus(Íñiguez and González, 2015). Ethernet Industrial surge para solucionar los problemas de falta de unificación práctica en las capas física y de enlace utilizada en los buses de campo provenientes de diferentes fabricantes. Supone ventajas iniciales tanto para los fabricantes como para los clientes, como la unificación del medio físico, lo que se traduce en un ahorro de costes; mejora en la gestión, ya que no se necesita un técnico para cada uno de los protocolos propietarios; o la posibilidad de llegar a un mercado más amplio, al poder desarrollar aplicaciones sobre protocolos superiores más estandarizadas. Para ser plenamente aceptado por la industria, Ethernet sufre numerosas mejoras para ir haciendo frente a las peculiaridades de estos sistemas(Kaschel and Pinto, 2001)..
(25) CAPÍTULO 2. MATERIALES Y METODOS. 14. En 1999 se crea la especificación Modbus/TCP, el primer protocolo que utilizaba TCP (Transmission Control Protocol por sus siglas en inglés) a nivel de transporte, IP a nivel de red y Ethernet para las capas inferiores. Los protocolos que se usan en la industria provienen, por un lado, de la evolución de los antiguos protocolos basados en comunicaciones serie, y, por otro, de la creación de nuevos estándares basados en nuevas tecnologías. Además de los protocolos sobre Ethernet, otros protocolos industriales de nueva generación aparecen en escena tomando como base de transmisión medios inalámbricos o físicos, como la comunicación a través de cables eléctricos(Zurawski, 2014). Como ejemplos de protocolos inalámbricos podemos citar WirelessHART, una evolución de HART, que se utiliza sobre medios inalámbricos, o ZigBee, protocolo de nueva generación. Como protocolos PLC existen Lonworks o G3PLC. El sector de la energía, gracias a la explotación de las redes inteligentes, trajo la aparición varios protocolos de nueva generación, como PRIME, DLMS/COSEM, etc.; aparte su propia evolución de protocolos serie a Ethernet, como IEC-101 a IEC-104. A pesar de que la inclusión de Ethernet en la industria pretende desembocar en la utilización de un único protocolo, lo cierto es siguen existiendo un gran número de protocolos, de ahí que soluciones como OPC, sigan siendo necesarias para la homogenización de las comunicaciones en los sistemas de control(Gil et al., 2016). 1.3.2 Diferentes estándares de comunicación industrial. Un bus de campo (“Field Bus”) es un sistema de transmisión de datos que interconecta dispositivos industriales y elementos de control reemplazando al bucle de corriente de 420mA. A diferencia de estos sistemas analógicos, los buses de campo son normalmente redes digitales bidireccionales que permiten reducir considerablemente los costos de implementación al rebajar la cantidad de cableado a instalar. Otras ventajas importantes del uso de buses de campo son la rapidez para transportar información, la facilidad para.
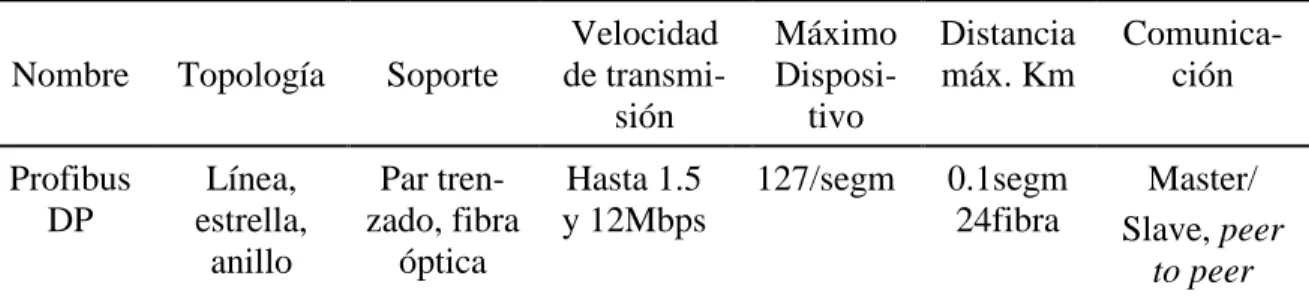
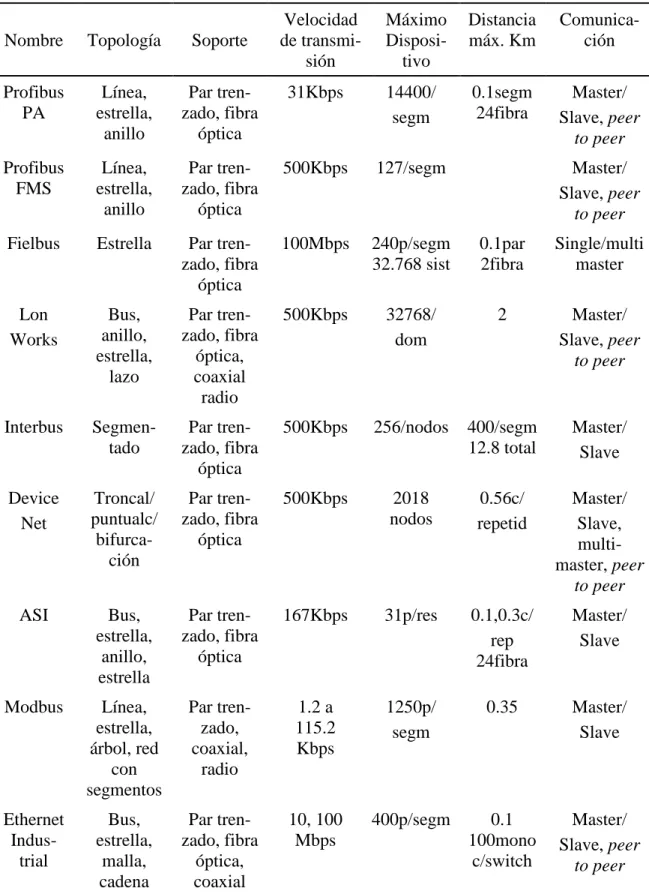
(26) CAPÍTULO 2. MATERIALES Y METODOS. 15. administrar los elementos de la red y la flexibilidad para distribuir el control(Serna and Ortiz, 2011). Existen diferentes tipos de buses según las prestaciones y campos de aplicación(Wilamowski and Irwin, 2016): - Buses de alta velocidad y baja funcionalidad. Están diseñados para integrar dispositivos simples como finales de carrera, fotocélulas, relés y actuadores simples, funcionando en aplicaciones de tiempo real, y agrupados en una pequeña zona de la planta, una máquina. Comprenden las capas físicas y de enlace del modelo OSI 5, es decir, señales físicas y patrones de bits de las tramas. - Buses de alta velocidad y funcionalidad media. Son buses capaces de controlar dispositivos de campo complejos, de forma eficiente y a bajo costo. Incluyen la especificación completa de la capa de aplicación, lo que significa que se dispone de funciones utilizables desde programas basados en PC para acceder, cambiar y controlar los diversos dispositivos que constituyen el sistema. Algunos incluyen funciones estándar para distintos tipos de dispositivos que facilitan la interoperabilidad de dispositivos de distintos fabricantes. - Buses de altas prestaciones. Son capaces de soportar comunicaciones a nivel de todos los niveles de la pirámide de automatización. Aunque se basan en buses de alta velocidad, algunos presentan problemas debido a la sobrecarga necesaria para alcanzar las características funcionales y de seguridad que se les exigen. La capa de aplicación tiene un gran número de servicios a la capa de usuario, un subconjunto del estándar MMS. La gama de protocolos de comunicación, es amplia, todo depende de la necesidad, en la tabla 1.3, se muestran los protocolos que tienen mayor presencia en el entorno industrial y sus respectivas características(Pereira and Neumann, 2009): Tabla 1.3 Diferentes estándares de comunicación y sus características relevantes.. Nombre. Topología. Soporte. Profibus DP. Línea, estrella, anillo. Par trenzado, fibra óptica. Velocidad de transmisión. Máximo Dispositivo. Distancia máx. Km. Comunicación. Hasta 1.5 y 12Mbps. 127/segm. 0.1segm 24fibra. Master/ Slave, peer to peer.
(27) CAPÍTULO 2. MATERIALES Y METODOS. 16. Tabla 1.3 Diferentes estándares de comunicación y sus características relevantes. Velocidad de transmisión. Máximo Dispositivo. Distancia máx. Km. Comunicación. Par trenzado, fibra óptica. 31Kbps. 14400/ segm. 0.1segm 24fibra. Master/ Slave, peer to peer. Línea, estrella, anillo. Par trenzado, fibra óptica. 500Kbps. 127/segm. Fielbus. Estrella. Par trenzado, fibra óptica. 100Mbps. 240p/segm 32.768 sist. 0.1par 2fibra. Single/multi master. Lon Works. Bus, anillo, estrella, lazo. Par trenzado, fibra óptica, coaxial radio. 500Kbps. 32768/ dom. 2. Master/ Slave, peer to peer. Interbus. Segmentado. Par trenzado, fibra óptica. 500Kbps. 256/nodos. 400/segm 12.8 total. Master/ Slave. Device Net. Troncal/ puntualc/ bifurcación. Par trenzado, fibra óptica. 500Kbps. 2018 nodos. 0.56c/ repetid. Master/ Slave, multimaster, peer to peer. ASI. Bus, estrella, anillo, estrella. Par trenzado, fibra óptica. 167Kbps. 31p/res. 0.1,0.3c/ rep 24fibra. Master/ Slave. Modbus. Línea, estrella, árbol, red con segmentos. Par trenzado, coaxial, radio. 1.2 a 115.2 Kbps. 1250p/ segm. 0.35. Master/ Slave. Ethernet Industrial. Bus, estrella, malla, cadena. Par trenzado, fibra óptica, coaxial. 10, 100 Mbps. 400p/segm. 0.1 100mono c/switch. Master/ Slave, peer to peer. Nombre. Topología. Soporte. Profibus PA. Línea, estrella, anillo. Profibus FMS. Master/ Slave, peer to peer.
(28) CAPÍTULO 2. MATERIALES Y METODOS. 17. Tabla 1.3 Diferentes estándares de comunicación y sus características relevantes.. Nombre. Topología. Soporte. Hart. Bus, estrella, malla, cadena. Par trenzado. Velocidad de transmisión. Máximo Dispositivo. Distancia máx. Km. Comunicación. 1.2Kbps. 15p/segm. 0.1segm 24fibra. Master/ Slave. Las redes de comunicaciones industriales como EtherCAT, PROFinet, Ethernet/IP o los buses de campo: Device Net, ASi, Profibus, etc., tienen un amplio rango de aplicación en los procesos de control industrial, debido a su buen funcionamiento en tiempo real y costos. Sin embargo, las redes cableadas se han transformado en un obstáculo para algunas aplicaciones industriales, con lo que se ve beneficiado la utilización del medio inalámbrico. La tecnología de red de área local inalámbrica WLAN ofrece algunas ventajas como la movilidad, flexibilidad y la reducción del cableado. El concepto de IWLAN (Redes Lan Industriales Inalámbricas), hace uso de recursos estandarizados como “reserva de dados” y “mecanismos de traspaso”, necesarios para equipos con movilidad(Alonso, 2013). Ejemplos de redes inalámbricas: - Red PAN, redes WLAN (Wireless Local Area Network), redes WI-FI MAN, redes WWAN (WI-FI Wide Area Network) y redes IWLAN (Industrial Wireless). 1.4. Interfaz hombre – máquina.. La interfaz hombre – máquina, mejor conocida por HMI (Human Machine Interface), es el dispositivo o sistema que permite la interacción entre la persona y la máquina. El objetivo de esta interacción es permitir el funcionamiento y control más efectivo de la máquina desde la interacción con el humano. En sus inicios estos sistemas se componen de paneles integrados por indicadores y comandos, tales como luces pilotos, indicadores digitales y análogos, registradores, pulsadores, selectores y otros que se interconectan con la máquina o proceso. Dado que las máquinas y procesos en general están implementadas con controladores y otros dispositivos electrónicos que dejan disponibles puertas de comunicación, es posible contar con sistemas de HMI(Human Machine Interface) poderosos y eficaces, además de permitir una conexión más sencilla y económica con el proceso o máquinas(Mondelo et al., 2010)..
(29) CAPÍTULO 2. MATERIALES Y METODOS. 18. El objetivo del diseño de una interfaz es producir un algoritmo de comunicación que sea fácil de usar (explicarse por sí mismo), eficiente y agradable para que al operar la máquina dé el resultado deseado. 1.4.1 Desarrollo histórico de la interfaz hombre – máquina. Vannevar Bush, científico del Instituto de Massachussetts de Tecnología (MIT), es el primer gran teórico de la interfaz hombre – máquina. En 1945 da a conocer su visión de una herramienta de administración de la información a la que bautiza como Memex, la misma consta de una mesa con un teclado y palancas que permiten la consulta de datos almacenados en microfilms que son proyectados en pantallas translúcidas, además incluye la posibilidad de que el usuario pueda realizar modificaciones en los microfilms, de manera que el mismo pueda asumir el rol de creador. En esos tiempos esta teoría queda como ideas visionarias dado que las computadoras son enormes armarios que leen los datos de tarjetas agujereadas. En la década de los 50, Douglas Engelbart un inventor estadounidense, influenciado por Vannevar Bush, ve el computador como un medio para aumentar las capacidades humanas, es decir, su visión es la de empoderar al usuario en vez de sustituir el trabajo humano por máquinas(Gutiérrez, 2009). A principio de los 60, Engelbart realiza diversos avances como: -. Combinación de computadora, teclado y pantalla como base para la interacción hombre-máquina. Además, desarrolla el ratón y el principio Point&Click.. -. Software de procesamiento de palabras con capacidad de hipertexto.. -. Principio de ventanas superpuestas, el germen del concepto visual principal de los sistemas Xerox y, posteriormente, Windows.. -. Comunicaciones basadas en texto entre computadoras.. Engelbart crea un paradigma de comunicación hombre-máquina que sigue todavía vigente, a la espera de la siguiente gran revolución. Desde mediados de los 80, Hewlett-Packard introdujo su línea de computadoras HP110, con una pantalla sensible al tacto..
(30) CAPÍTULO 2. MATERIALES Y METODOS. 19. Se han encontrado diferentes formas muy convenientes de interactuar con computadoras de propósito acotado, aunque éstas no sean adecuadas para aquellas de propósito general. Por ejemplo: Nintendo introdujo su Wii(con una interfaz novedosa: los controles basados en acelerómetros permiten modelar diferentes actividades), por otro lado el iPod de Apple introdujo una interfaz, basada en una pantalla táctil de tamaño reducido, y orientada a equipos destinados al entretenimiento, a la consulta rápida de información, y especialmente popularizada a través del teléfono (Chapman et al., 2009). 1.4.2 Características de la interfaz hombre – máquina. Las HMI’s se encargan de un sinnúmero de funciones y tareas, las mismas se pueden agrupar en(Naik et al., 2008): -. El monitoreo donde se obtienen y muestran datos en tiempo real.. -. La supervisión que permite reajustar las condiciones de trabajo del proceso desde la computadora.. -. Las alarmas que posibilitan reconocer eventos que no encuentren predeterminados dentro del proceso y reportarlos; estas se basan en límites de control preestablecidos.. -. El control facilita aplicar ciertos logaritmos con la finalidad de ajustar los valores del proceso y así mantenerlos en los límites preestablecidos.. Para elegir la o las HMI’s adecuada para un determinado proyecto se deben tener en cuenta los siguientes aspectos ya que el mercado ofrece un sinfín de ejemplares y a su vez diferentes softwares: tamaño, resolución, tipos de comunicación, funcionalidades, robustez, luminosidad, capacidad de memoria, precio y marca. Cuando se habla de modelos de las HMI’s se hace referencia a las distintas formas de concebir una apropiada interfaz entre los cuales tenemos tres muy importantes que son: modelo del usuario, modelo del programador y modelo del diseñador. Al realizarse alguno de los modelos anteriores, debe tenerse en cuenta los restantes y si es posible realizarlos en conjunto(Tulbert, 2010). Los softwares de las HMI’s permiten realizar tres de sus funciones más importantes como son: interfaz gráfica que permite ver el proceso e interactuar con él, registro en tiempo real e histórico de datos y manejo de alarmas. Al igual que en los terminales de operador, se.
(31) CAPÍTULO 2. MATERIALES Y METODOS. 20. requiere de una herramienta de diseño o desarrollo, la cual se usa para configurar la aplicación deseada, por otro lado, este software puede comunicarse con los dispositivos externos (proceso) o bien hacerlo a través de un software especializado en la comunicación (Gertz et al., 1993). En la tabla 1.4 se observan los principales desarrolladores de software y hardware de las Interfaces hombre – máquina.. Tabla 1.4 Principales desarrolladores de Software/Hardware de las Interfaces hombre – máquina. Desarrolladores de software. Desarrolladores de hardware. National Instruments (LabView). National Instruments. Siemens (WinCC). Siemens. GE Fanuc (IFIX / Cimplicity). GE Fanuc. Omrom (SCS). Omron. Allen-Bradley (RS-View). Allen Bradley. Wonderware (InTouch). Delta. 1.4.3 Tipos de interfaz hombre – máquina. Podemos distinguir básicamente dos tipos de HMI’s(Chornenky, 2005): - Terminal de Operador, consistente en un dispositivo, construido para ser instalado en ambientes agresivos, donde pueden ser de despliegues numéricos, o alfanuméricos o gráficos. Pueden ser además con pantalla sensible al tacto (touch screen). - PC + Software, esto constituye otra alternativa basada en un PC en donde se carga un software apropiado para la aplicación. Como PC se puede utilizar cualquiera según lo exija el proyecto, en donde existen los llamados Industriales (para ambientes agresivos), los de panel (Panel PC) que se instalan en gabinetes dando una apariencia de terminal de operador, y en general veremos muchas formas de hacer un PC, pasando por el tradicional PC de escritorio..
(32) CAPÍTULO 2. MATERIALES Y METODOS. 21. Atendiendo a como el usuario puede interactuar con una interfaz, existen varios tipos de interfaces de usuario(Ray and Maiti, 2017): - Interfaces de usuario: dentro de estas tenemos las siguientes: •. interfaz de hardware, se trata de un conjunto de controles o dispositivos que permiten que el usuario intercambie datos con la máquina, ya sea introduciéndolos (pulsadores, botones, teclas, reguladores, palancas, manivelas, perillas) o leyéndolos (pantallas, diales, medidores, marcadores, instrumentos).. •. interfaz de software, son programas o parte de ellos, que permiten expresar las órdenes a la computadora o visualizar su respuesta.. •. interfaz de software-hardware, que establece un puente entre la máquina y las personas, permite a la máquina entender la instrucción y al hombre entender el código binario traducido a información legible.. - Interfaz de línea de comandos (Command-Line Interface, CLI): Interfaces alfanuméricas que solo presentan texto. - Interfaces gráficas de usuario (Graphic User Interface, GUI): Permiten comunicarse con la computadora de forma rápida e intuitiva representando a través de gráficas los elementos de control y medida. - Interfaces de menú: Presenta al usuario una serie de opciones mostradas en pantalla, permite navegar en un sistema de un sitio a otro, seleccionar distintos elementos y visualizar distintos tipos de información de manera simultánea. - Interfaces orientadas a objetos (Object oriented user interfaces, OOUIs): similar a la interfaz gráfica de usuario. 1.5. Metodología de los laboratorios de práctica reales.. Frente a los nuevos retos de competitividad y productividad del sector industrial, es necesario que la formación de los nuevos ingenieros propenda a desarrollar sus capacidades, habilidades y competencias necesarias que les permita aportar a la innovación del país.
(33) CAPÍTULO 2. MATERIALES Y METODOS. 22. incluyendo aspectos tecnológicos, de sostenibilidad y construcción social(Pomares et al., 2014). Los laboratorios deben brindar al estudiante un espacio para realizar una actividad práctica que refleje la teoría aprendida en el aula, e igualmente deben ser una herramienta pedagógica para desarrollar capacidades de trabajo en equipo, participar en discusiones, resolución de conflictos, prueba y validación de hipótesis, plantear soluciones y recomendaciones, desarrollar competencias de pensamiento crítico y demostrar habilidades de comunicación oral y escrita(Matarrita et al., 2016). La nueva metodología de desarrollo de prácticas de laboratorio junto con equipos de nuevas tecnologías, permiten al estudiante adquirir conocimientos y experiencias, desarrollar habilidades y competencias de investigación e innovación, necesarias en su ejercicio profesional que le permita afrontar retos asociados al desempeño de procesos industriales. El procedimiento metodológico que se usa para realizar las prácticas reales en carreras técnicas es el siguiente(Domenech et al., 2017): •. Tema: Frase que da a conocer el tema a abordar, el mismo puede ser desarrollado en diversas secciones.. •. Temática: Frase que expresa el nombre de la práctica, a su vez describe el contenido general, por lo que debe ser precisa y sugerente.. •. Objetivo: Plantea la meta que se pretende alcanzar con el desarrollo de la práctica.. •. Materiales y equipos: Se muestran y describen los materiales y equipos necesarios para el desarrollo de la práctica de laboratorio. Especifica todo lo requerido en cuanto al tipo de equipo, materiales, tecnologías, herramientas y software.. •. Conocimientos previos: se refiere a los conocimientos que debe tener el estudiante de ante mano para cumplir con mayor eficiencia todos los requerimientos de la práctica real.. •. Técnica operatoria: se registran, de forma ordenada todos los pasos a seguir durante el desarrollo del laboratorio. Es importante para el estudiante ya que le da la posibilidad de desarrollarse y adquirir habilidades para un futuro profesional.. •. Conclusiones: Este paso es necesario e imprescindible ya que se desarrolla de manera participativa, en conjunto, guiados por el profesor, es donde se intercambian opiniones, conocimientos y aspectos significativos del laboratorio..
(34) CAPÍTULO 2. MATERIALES Y METODOS. •. 23. Trabajo independiente: este paso requiere la orientación de uno o varios ejercicios para la consolidación de los conocimientos adquiridos a lo largo de la práctica.. •. Bibliografía: En este se indica la bibliografía básica y complementaria con la que fueron elaborados los contenidos de la práctica. Se validan el desarrollo de las prácticas de laboratorios.. 1.5.1 Ejemplos de laboratorios reales sobre comunicación de autómatas. El desarrollo tecnológico alcanzado en nuestros tiempos exige formar profesionistas que se adapten fácilmente a los tiempos de cambios y a la continua necesidad de actualización de sus conocimientos. Esto demanda el diseño e implementación de nuevos modelos de enseñanza-aprendizaje adecuados a dichas exigencias. Instituciones educativas de gran prestigio proponen el uso de laboratorios virtuales y reales como una propuesta innovadora para cubrir la demanda del nuevo aprendizaje de los estudiantes. A nivel mundial existen diversas tesis en las que se implementan prácticas reales sobre las redes de comunicación industrial. Un ejemplo es en “Prácticas de laboratorios reales con entrenador de autómatas de la firma Schneider Electric” del Departamento de Automática de la Facultad de Ingeniería Eléctrica (FIE) de la Universidad Central “Marta Abreu” de las Villas (UCLV). La asignatura Autómatas Programables cuenta con laboratorios reales a través de un entrenador de autómatas con un PLC M241. Aunque no se aborda el tema de la comunicación de autómatas se satisface la demanda de la combinación de la teoría con la práctica por parte de los estudiantes(Díaz, 2017). Otro ejemplo puede ser “Laboratorio de Realidad Virtual para la Automatización de procesos, una alternativa innovadora en la educación” del Instituto Tecnológico y de Estudios Superiores de Monterrey. Es un laboratorio de automatización, redes industriales con equipo industrial y empleo de maquetas de realidad virtual para entrenamiento local. Esas maquetas de realidad virtual tienen comunicación real con autómatas programables, paneles de monitoreo y control, sensores y actuadores. Emplean controladores PLC Siemens de la serie S7-300 y la comunicación industrial la realizan a través de protocolos PROFIBUS y PROFINET I/O(Guevara and García, 2015)..
(35) CAPÍTULO 2. MATERIALES Y METODOS. 24. En el Departamento de Ingeniería Electrónica de la Universidad de Valencia encontramos “Laboratorio de sistemas industriales distribuidos: un recorrido práctico por las tecnologías de comunicación industrial”. Es una práctica real implementando una fábrica de galletas simplificada. Para este laboratorio se dispone de los siguientes dispositivos: dos autómatas Siemens 314 IFM cada uno con una tarjeta Profibus CP 342-5, un autómata Siemens 314 IFM con una tarjeta ASi CP 343-2, una fuente de alimentación ASi y un esclavo ASi con cuatro entradas y cuatro salidas (4I/4O), un autómata Siemens 314 IFM con una tarjeta Profibus CP 342-5 [5] y una tarjeta Ethernet CP 343-1 IT, un autómata Siemens 314 IFM con una tarjeta Profibus CP 342-5 y un servodriver Micromaster con conexión Profibus conectado a un motor AC de 0,75 kW, una pantalla táctil Siemens TP 170ª monocromo de 5,7”, diez PC para la programación de los autómatas, la pantalla táctil y la programación SCADA. En la figura 1.2 se muestra la estructura de la red de comunicación de la fábrica propuesta(Muñoz and Rosado, 2016)..
(36) CAPÍTULO 2. MATERIALES Y METODOS. 25. Figura 1.2. Estructura de red de comunicación de la fábrica propuesta. En la Universidad Politécnica de Madrid – UPM, encontramos “Control distribuido a través de la red industrial Profibus”, el mismo plantea: En el laboratorio se dispone de 8 PLC’s conectados mediante Profibus DP en dos columnas de a 4, cada columna una red independiente. La práctica consiste en configurar el bus para permitir que un PLC maestro a nivel de campo gobierne el comportamiento de otro(s) PLC(s) esclavo(s) donde corre el programa de control (potencialmente conectados con actuadores y sensores con un bus ASi, por ejemplo). En esta práctica también se usan PLC’s Siemens(Torres, 2011). En un último ejemplo tenemos “Diseño e implementación de un laboratorio de redes de comunicación industrial para la Universidad Politécnica Salesiana, Cuenca”, Ecuador, este tiene como objetivo fundamental implementar la conexión de diversos tipos de PLC`s mediante diferentes estándares de comunicación para obtener y comparar los resultados; se usan PLC’s Siemens Simatic S7-1200,PLC’s Siemens Simatic S7-300 y PLC’s Shneider Twido TWDLCAE40DRF y los protocolos MODBUS TCP/IP, PROFIBUS DP, PROFINET I/O(Vásquez and Soto, 2015). 1.5. Consideraciones finales del capítulo.. Los controladores lógicos programables son dispositivos necesarios e imprescindibles cuando de control automático se habla, son pequeñas máquinas que se encargan de realizar, secuencialmente, acciones para controlar cualquier proceso. Las HMI’s son elementos importantes para visualizar y monitorear las acciones antes mencionadas, las mismas facilitan la interacción hombre – máquina. La comunicación industrial es también, a nivel mundial, un tema importante en la automatización de procesos, teniendo el papel protagónico la comunicación entre autómatas programables. Las correctas comunicaciones entre los dispositivos de control nos proporcionan una mayor eficacia a los resultados de cualquier proyecto. Es por tanto necesario, formar en nuestro país profesionales con una visión práctica real de la comunicación industrial..
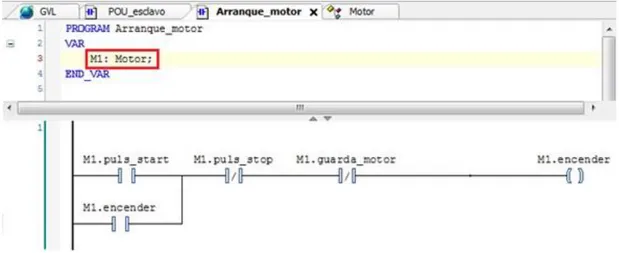
(37) CAPÍTULO 2. MATERIALES Y METODOS. 26. CAPÍTULO 2. MATERIALES Y MÉTODOS. Esta sección trata todo lo relacionado con el controlador, los sensores y transductores que forman parte del entrenador de autómatas de la firma Schneider Electric y con el autómata de la maqueta de “Eficiencia energética” de la misma firma; las características y el software SoMachine para la programación del autómata M241 y M251 y del Vijeo Designer para la programación del HMI tipo Magelis HMIS5T, como sistema de supervisión. 2.1. Hardware necesario para la realización del laboratorio real.. En los subepígrafes siguientes se describen los principales componentes y características de todos los dispositivos que se necesitan para el desarrollo del laboratorio. 2.1.1 Controlador lógico programable M241 tipo TM241CE40R. El controlador lógico programable M241 tipo TM241CE40R tiene una amplia variedad de potentes funciones y puede servir para una extensa gama de aplicaciones. El mismo es uno de los PLC’s que se emplea en la comunicación entre autómatas. Se utiliza como PLC “esclavo”, encargado de la adquisición de las variables (digital y analógica) y del control del encendido y apagado del motor. En la figura 2.1 se muestra el M241 tipo TM241CE40R de la firma Schneider Electric..
(38) CAPÍTULO 2. MATERIALES Y METODOS. 27. Figura 2.1. Autómata M241 tipo TM241CE40R. Especificaciones técnicas del controlador lógico programable M241 tipo TM241CE40R (Schneider Electric, 2014): •. Tensión de alimentación: 24V CC O 100-240V CA.. •. 24 entradas digitales incluyendo 8 entradas rápidas conforme a IEC 61131-2.. •. 16 salidas digitales incluyendo 4 salidas rápidas y 12 de relé (2A).. •. ocho entradas de contaje, frecuencia 200kHz.. •. siete módulos de extensión TM3.. •. 14 módulos de extensión TM3 usando módulos de extensión de bus (transmisor y receptor).. •. Puertos de comunicación: -. Puerto USB con conector mini-B USB 2.0.. -. Puerto Ethernet con conector RJ45, protocolos Modbus TCP (cliente/servidor), Modbus TCP esclavo, programación, descarga, monitorización, cliente de DHCP.. -. Puertos de línea serie.. •. Puertos serie agregados.. •. Memoria RAM de 64 Mbytes.. •. Memoria Flash de 128 MB para guardar el programa y los datos en caso de corte de electricidad.. •. Tarjeta SD opcional de 32 GB.. •. Potencia máxima consumida de 45 W..
(39) CAPÍTULO 2. MATERIALES Y METODOS. 28. 2.1.1.1 Módulos incorporados al autómata M241 tipo TM241CE40R. Módulo analógico TM3AM6G. En la figura 2.2 se muestra el módulo de E/S analógicos TM3AM6/ TM3AM6G, el que se emplea para la adquisición de la variable analógica temperatura.. Figura 2.2. Módulo de E/S analógicos TM3AM6/ TM3AM6G. Características técnicas: •. Compatibilidad de la gama: -. Modicon M221. -. Modicon M241. -. Modicon M251. •. cuatro entradas analógicas: I0, I1, I2 e I3.. •. dos salidas analógicas: Q0 y Q1.. •. Tipo de entrada analógica. •. -. corriente, rango de entrada: 0 a 20 mA. -. corriente, rango de entrada: 4 a 20 mA. -. tensión, rango de entrada: - 10 a 10 V. -. tensión, rango de entrada: 0 a 10 V. Tipo de salida analógica. -. Tensión, rango de entrada: - 10 a 10 V.
(40) CAPÍTULO 2. MATERIALES Y METODOS. -. Tensión, rango de entrada: 0 a 10 V. -. Corriente, rango de entrada: 0 a 20 mA. -. Corriente, rango de entrada: 4 a 20 mA. •. Voltaje de la fuente: 24V DC.. •. Sobrecarga continua admitida: 13 V, 40 mA.. •. Tiempo de estabilización: 1ms.. 29. Módulo de arrancador de motor Modicon TM3XTYS4. El módulo TM3XTYSA es un componente del sistema TeSys Solink que permite un cableado del arrancador de motor simple, rápido y sin fallos. En la figura 2.3 se presenta dicho módulo. Este se usa para controlar el encendido y apagado del motor de forma segura.. Figura 2.3. Módulo de arrancador de motor Modicon TM3XTYS4. Características técnicas: •. Alimentación: (1.2 A) 24 V.. •. Compatible con controladores lógicos M221, M241 Y M251.. •. cuatro canales para cuatro arrancadores de motor con conectores RJ45.. •. Cada canal presenta tres entradas para el estado del arrancador del motor: -. Listo. -. En marcha.
(41) CAPÍTULO 2. MATERIALES Y METODOS. •. 30. Error. Se pueden conectar uno o más módulos a los controladores M221, M241 Y M251 según las normas generales para el bus TM3: -. Máximo siete módulos. -. 14 módulos usando el sistema de extensión del bus (transmisor y receptor).. En el anexo I se muestra el módulo TM3XTYS4 y el arrancador de motor correspondiente en el entrenador. Módulo de Switch Ethernet TM4ES4. En la figura 2.4 se aprecia el módulo de red TM4ES4, es un módulo de extensión que posibilita aumentar el número de puertos Ethernet del controlado.. Figura 2.4. Módulo de Switch Ethernet TM4ES4.. Características técnicas: •. Compatible con la gama: -. Modicon M241. -. Modicon M251. •. Corriente consumida: 360mA a 5V DC.. •. Cuatro puertos Ethernet con conector RJ45 y protocolos:.
(42) CAPÍTULO 2. MATERIALES Y METODOS. -. Modbus TCP (cliente/servidor). -. Ethernet IP (adaptador). -. UDP. -. TCP. -. SNMP. 31. •. Velocidad de transmisión: 10/100 Mbits/s.. •. Se conecta a través del bus de comunicación de los controladores.. •. Se usa para darle la funcionalidad Ethernet a los controladores sin puerto Ethernet.. •. Se pueden conectar como máximo tres módulos.. En la Anexo II se muestra los componentes del Módulo Ethernet TM4ES4 y una descripción de ellos. 2.1.2 HMI Magelis STU tipo HMIS5T. En la figura 2.5 se muestra la interfaz hombre – máquina Magelis STU tipo HMIS5T. La misma se encarga de la visualización y monitoreo de las variables adquiridas y controladas por el PLC M241.. Figura 2.5.HMI Magelis STU tipo HMIS5T..
(43) CAPÍTULO 2. MATERIALES Y METODOS. 32. Características técnicas: •. Software de configuración fácil y potente, Vijeo Designer.. •. Alimentación de 24 VDC.. •. Puerto serie RJ45, RS485/RS232 multiprotocolo.. •. Puerto mini-USB, lista para usar memoria USB, teclado.. •. Pantalla a color de alta definición TFT – QVGA. •. Tamaño de pantalla 3.5”. •. Acceso remoto vía a el explorador y envío de correo electrónico.. 2.1.3 Sensor Pt100 y transmisor SEM1503P. Los sensores Pt100 son un tipo específico de detector de temperatura RTD (detector de temperatura por resistencia). Una característica importante de los elementos Pt100 es que están fabricados con platino con una resistencia eléctrica de 100 ohmios a una temperatura de 0 °C y es con diferencia el tipo más común de sensor RTD. En la figura 2.6 se observa el sensor Pt-100 del entrenador, encargado de medir la variable analógica temperatura.. Figura 2.6. Sensor Pt-100. Características del sensor Pt – 100: •. Coeficiente: 0.00385. •. Rango de -50 a 400°C.
(44) CAPÍTULO 2. MATERIALES Y METODOS. 33. En la figura 2.7 se muestra el transmisor SEM1503P, el cual está diseñado para entrada Pt100 a tres hilos y convertirla en una salida estándar en la industria de 4 a 20 mA.. Figura 2.7. Transductor SEM1503P del sensor Pt-100. Características técnicas: •. Alimentación: 10 a 30V CC.. •. Entrada: tres o cuatro hilos DIN 43760.. •. Precisión: 0 / 200 ºC ±0.15 ºC ±0.1%.. •. Campo: -100 ºC y 600 ºC.. •. Puede ser calibrado en rangos mayores de 25 ºC dentro de su campo.. •. Tiempo de respuesta: 100 ms para el 70 % del valor final.. •. Temperatura de respuesta: 50 ºC.. 2.1.4 Controlador lógico programable M251 tipo TM251MESE El controlador M251 ofrece una solución innovadora y de alto desempeño en el campo del control automático. Este controlador se utiliza como PLC “maestro” en la comunicación entre autómatas, es decir, es el receptor de las variables contenidas en el PLC M241 y se comunica con un dispositivo terminal, de forma alámbrica o inalámbrica, para visualizar y monitorear dichas variables en un ambiente web. En la figura 2.8 se visualiza el PLC M251 tipo TM251MESE..
(45) CAPÍTULO 2. MATERIALES Y METODOS. 34. Figura 2.8. PLC M251 tipo TM251MESE. Características técnicas: •. Tensión de alimentación: 24 V DC.. •. Siete módulos de extensión TM3.. •. 14 módulos de extensión TM3 usando módulos de extensión de bus (transmisor y receptor).. •. Posible utilización de módulos de extensión TM2 con algunas restricciones.. •. Puertos de comunicación: -. Puerto USB con conector mini-B USB 2.0.. -. Dos puertos por Ethernet 1 con conector RJ45 para conexión con red de máquina o fábrica.. -. Un puerto por Ethernet 2 con conector RJ45 para conexión con dispositivos de bus de campo.. -. Un puerto serie (RJ45), RS232/485 con alimentación de +5V.. •. Memoria RAM de 64 MB.. •. Memoria flash de 128 MB para almacenar programa y datos.. •. Memoria SD opcional de 32 GB.. •. Potencia consumida: 32.6 a 40.4 W con un número máximo de módulos de expansión de entradas/salidas..
(46) CAPÍTULO 2. MATERIALES Y METODOS. 35. 2.1.5 Nano Router Inalámbrico TL – WR802N. El TL – WR802N está diseñado para ser utilizado en dispositivos portátiles electrónicos inalámbricos y es lo suficientemente potente como para satisfacer casi cualquier requisito de aplicación inalámbrica. En este laboratorio se usa como WAP (por sus siglas en inglés: Wireless Access Point) para dar solución a la comunicación del PLC M251 “maestro” y un dispositivo terminal de forma inalámbrica. En la figura 2.9 se muestra una imagen del mismo.. Figura 2.9 Nano Router Inalámbrico TL – WR802N. Características técnicas: •. Alimentación externa: 5V/1A.. •. Interfaz: -. Un puerto WAN/LAN 10/100 Mbps.. -. Un puerto micro USB.. -. Un botón reset.. •. Velocidad de datos inalámbricos: 300Mbps.. •. Tamaño reducido (de bolsillo).. •. Soporta modo de operación: Router, repetidor, cliente, WISP y hotspot.. •. Tipo de antena: interna.. En el anexo III se muestra los componentes del Nano Router Inalámbrico TL – WR802N y una descripción de los mismos. 2.2. Software para la programación. Los software que se emplean en el laboratorio son el SoMachine y el Vijeo Designer. El software SoMachine se emplea para la programación y la adquisición de las variables en los.
Figure

+7




Documento similar
Y tendiendo ellos la vista vieron cuanto en el mundo había y dieron las gracias al Criador diciendo: Repetidas gracias os damos porque nos habéis criado hombres, nos
o Si dispone en su establecimiento de alguna silla de ruedas Jazz S50 o 708D cuyo nº de serie figura en el anexo 1 de esta nota informativa, consulte la nota de aviso de la
d) que haya «identidad de órgano» (con identidad de Sala y Sección); e) que haya alteridad, es decir, que las sentencias aportadas sean de persona distinta a la recurrente, e) que
Ciaurriz quien, durante su primer arlo de estancia en Loyola 40 , catalogó sus fondos siguiendo la división previa a la que nos hemos referido; y si esta labor fue de
Las manifestaciones musicales y su organización institucional a lo largo de los siglos XVI al XVIII son aspectos poco conocidos de la cultura alicantina. Analizar el alcance y
Fuente de emisión secundaria que afecta a la estación: Combustión en sector residencial y comercial Distancia a la primera vía de tráfico: 3 metros (15 m de ancho)..
La campaña ha consistido en la revisión del etiquetado e instrucciones de uso de todos los ter- mómetros digitales comunicados, así como de la documentación técnica adicional de
Proporcione esta nota de seguridad y las copias de la versión para pacientes junto con el documento Preguntas frecuentes sobre contraindicaciones y
