Construcción de un dispositivo para ensayos de desgaste erosivo
46
0
0
Texto completo
(2) Agradecimientos Quisiera agradecer de forma muy generar a todos los que de una forma u otra hicieron posible la realización de este trabajo, y en particular a mi familia, padres, hermanos. y. a. mis. abuelas.. También. quisiera. agradecer a los profesores de la facultad que me guiaron por el camino correcto durante estos años de mi formación como ingeniero y al ingeniero Alexis García por dedicarme tiempo y brindarme sus conocimientos de la forma más amable. Y no podrían faltar mis amigos: Ernesto, Ramon y Nelson, los demás no se molesten también tienen un lugar especial en mi corazón. Gracias.. 2.
(3) Dedicatoria Quisiera dedicar este trabajo como fruto de muchos años de esfuerzo y sacrificio, especialmente a mi hermano Oreste Espinosa Campos ya que como hermano ha estado siempre ahí para mí. En segundo y no por esto menos importante a mis padres, abuela, tía y a toda mi familia en general. Y como es lógico a mis amigos. 3.
(4) Resumen En el trabajo se abordan las particularidades de la erosión como mecanismo de desgaste de materiales, haciendo mención en las vías para contrarrestarlo y los diferentes tipos de ensayos que se realizan para evaluar el desgaste erosivo de acuerdo con las norma ASTM. Se describe las particularidades de la microestructura de las aleaciones frecuentemente usadas para enfrentar el desgaste por erosión. Se presenta un análisis preliminar para la fabricación de un dispositivo para ensayos de desgaste erosivo con arena seca como abrasivo, basado en las particularidades de la norma ASTM G-76 2004 y las circunstancias específicas del Centro de Investigaciones de Soldadura. Se detalla la fabricación de los componentes esenciales del dispositivo y el ensamble del mismo en las condiciones del taller de la Empresa de Materiales de la Construcción. Se presenta la técnica operatoria para la realización de ensayos con la máquina construida.. Abstract In the work the particularities of the erosive like mechanism of wear of materials are approached, making mention in the roads to counteract it and the different types of rehearsals that are carried out to evaluate the waste agreement erosive with the norm ASTM. It is described the particularities of the microstructure of the alloys frequently used to face the wear for erosion. A preliminary analysis is presented for the production of a device for rehearsals of waste erosive with dry sand as abrasive, based on the particularities of the norm ASTM G-76 2004 and the specific circumstances of the Center of Investigations of Welding. The production of the essential components of the device is detailed and the one assembles of the same one under the conditions of the shop of the Company of Materials of the Construction. The operative technique is presented for the realization of rehearsals with the built machine.. 4.
(5) Índice Contenido. Pagin. Introducción……………………………………………………………….... 4. Capítulo I Fundamentos sobre el desgaste erosivo 1.1 Generalidades sobre el desgaste……………………………………. 5. 1.2 El desgaste erosivo……………………………………………………. 7. 1.3 Microestructuras resistentes al desgaste erosivo………………….. 14. Capitulo II Ensayos de desga erosivo 2.1 Introducción……………………………………………………………. 16. 2.2 Análisis de normas para la fabricación del dispositivo de ensayo……………………………………………………………………… 2.3 Análisis de norma para el ensayo de cavitación-erosión………….. 16 18. Capitulo III Fabricación del dispositivo de ensayo 3.1 Introducción…………………………………………………………….. 22. 3.2 Fabricación del dispositivo de ensayo………………………………. 22. 3.2.1 Diseño y fabricación del Venturi…………………………………... 22. 3.2.2 Diseño y fabricación de la boquilla……………………………….. 25. 3.2.3 Diseño y fabricación del portamuestra……………………………. 26. 3.2.4 Fabricación de la estructura del dispositivo de ensayo…………. 27. 3.2.5 Fabricación del sistema de alimentación (tolva)……………………………………………………………………….. 3.3 Ensamble del dispositivo de ensayo……………………………….... 29. 3.4 Variables que se pueden controlar durante el ensayo…………….. 30. 3.5 Técnica operatoria para la realización de Ensayos con el dispositivo…………………………………………………………………... 31. Conclusiones…………………………………………… Recomendaciones………………………………………. Bibliografía……………………………………………….. Anexos. 34. 29. 35 36. 5.
(6) Introducción Una superficie puede ser degradada por varias causas, un grupo de ellas no se efectúan con pérdida de material, si no con cambios estructurales, deformación plástica, agrietamiento superficial. Otras envuelven la pérdida y la adherencia de material al desgaste, que puede ocurrir con la transferencia hacia la otra superficie. La corrosión que se produce bajo la acción química del medio o con la interacción química con la superficie contra otro cuerpo. Los mecanismos de degradación en un par tribológico generalmente actúan combinados, ejerciendo unos sobre los otros efectos sinérgicos. Por ejemplo, la corrosión y el desgaste erosivo muchas veces se combinan acelerando la degradación de las superficies de los elementos en los pares tribológicos. El desgaste se ha reconocido como el fenómeno de levantamiento de material de una superficie debido a la interacción con otra superficie. Casi todas las máquinas pierden su durabilidad y fiabilidad debido al desgaste y las posibilidades de nuevas máquinas avanzadas están reducidas, debido a los problemas de desgaste. Por consiguiente, el control del desgaste se ha vuelto una fuerte necesidad para la tecnología avanzada y fiable del futuro. La tasa de desgaste varía drásticamente en el rango de 10 –15 a 10–1 mm3/Nm, dependiendo de las condiciones que operan y la selección de materiales (19). Esto significa, que el diseño de las condiciones de operación y la selección de los materiales son las llaves para controlar el desgaste. Como una manera de reunir estos requisitos, los mapas de desgaste se han propuesto para la predicción de los modos de desgaste y las tasas de desgaste. Un mapa de desgaste es considerado una de las mejores descripciones de las condiciones tribológicas y es útil en materiales seleccionados para una gama amplia de condiciones de operación. Para diseñar los tribosistemas y seleccionar los materiales, basado en los mapas de desgaste, un entendimiento de la tasa de desgaste, de las variedades de modos de desgaste y de mecanismos de desgaste es esencial. El desgaste es el resultado de levantamiento material por la separación física debido a la microfractura, por disolución química o por fusión de la interface de contacto. Hay varios tipos de desgaste: el adhesivo, el abrasivo, por fatiga y corrosivo. El tipo de desgaste dominante puede cambiar de uno a otro por razones que incluye los cambios en las propiedades en la superficie del material y las respuestas dinámicas de la superficie, causadas por calentamiento friccional, la formación de películas químicas y el desgaste.. 6.
(7) Los mecanismos de desgaste son descritos considerando los cambios complejos durante la fricción. En general, el desgaste no tiene lugar a través de un solo mecanismo, no obstante entender cada tipo es importante. Es importante hacer mención al desgaste por erosión el cual es un caso particular dado tanto en el desgate por abrasión como en la corrosión. La presencia de partículas duras en un flujo produce el desgaste de los elementos de las bombas, turbinas, tubos de escape, etc. El desgaste erosivo se produce en condiciones de impacto de las partículas abrasivas contra la superficie de los elementos, sólo para ángulos de ataque nulos, la acción de impacto de las partículas no se produce y pasa a otro tipo de desgaste, o sea al desgaste en masa abrasiva. Desde el punto de vista mecánico la resistencia al desgaste erosivo de los elementos de máquinas depende de diferentes factores, tales como el tiempo que dure la acción de las partículas, las dimensiones de estas; así como su velocidad en el momento del impacto, el ángulo de choque (ataque), la cantidad de partículas abrasivas y la variación de las propiedades mecánicas de los materiales, debido a la acción físico-química del medio. Con el aumento de la concentración de partículas abrasivas en el fluido, se produce un incremento lineal del desgaste. Con el aumento del ángulo de ataque y la velocidad de impacto la influencia de la forma de las partículas abrasivas en la intensidad del desgaste disminuye a causa de que se incrementa la posibilidad de la fractura de las partículas. Debido a la influencia que tienen los fenómenos de desgaste, en este caso el desgaste erosivo, en la ingeniería se le otorga gran importancia al estudio de dichos fenómenos. Para ello se realizan ensayos en dispositivos que según normas simulan las condiciones de trabajo y la resistencia del material. Es por ello que se han desarrollado un conjunto de ensayos estandarizados que permiten evaluar el desempeño al desgaste erosivo de componentes, tal es el caso de las normas que se mencionan a continuación (ASTM G 76-1989; ASTM G 134-1995; ASTM G 73-1998; ASTM G 117-2002; ASTM G 76-2004). De estos ensayos normalizados para el desgaste erosivo, el correspondiente a la norma ASTM G 76-1989, la cual se vincula al desgaste erosivo, haciendo mención a la resistencia a este fenómeno en seco de materiales, constituye el más difundido, ya que da un criterio bastante generalizado del desempeño, aplicable a la mayoría de los componentes sometidos a desgaste erosivo. Una versión de este, que en principio solo difiere en que el ensayo no está protegido por una cámara, es la norma (ASTM G 762004).. 7.
(8) El centro de investigaciones de soldadura desde sus inicios ha desarrollado trabajos de investigación, vinculados a la atenuación del desgaste, siendo ejemplos recientes de tales esfuerzos los trabajos de (Cruz-Crespo 2012, Fernández 2012). Paralelo a la investigación, la docencia de pregrado y posgrado del centro de investigaciones de soldadura incluye asignaturas y cursos como Tribología, Recuperación de Piezas y Ciencia de los Materiales, las cuales incluyen en sus contenidos temas vinculados al desgaste. Hasta el momento, las investigaciones realizadas y la docencia no han contado con equipos para la realización de ensayos de desgaste, por lo que ha sido necesario recurrir a variantes de realización de los mismos en instalaciones fuera de la universidad (Cruz-Crespo 2012, Fernández 2012) o la utilización de alternativas, como es el caso de la realización de ensayos no estandarizados en el caso de la docencia (Cruz-Crespo 2013). De lo planteado, se hace evidente la necesidad de un laboratorio que cuente con equipos para la realización de ensayos tribológicos en base a normas internacionales en el Centro de Investigaciones de Soldadura. Dada las condiciones económico-financieras del país, no hay otra alternativa que la fabricación de estos equipos con el esfuerzo conjunto de profesores, técnicos y estudiantes, siendo el presente trabajo un ejemplo de tales esfuerzos.. 8.
(9) Hipótesis: Es posible la construcción de un dispositivo de ensayo, según las normas ASTM, para la evaluación al desgaste por erosión de materiales en las condiciones del Centro de Investigaciones de Soldadura.. Objetivo general: Fabricar un dispositivo de ensayo de desgaste por erosión que responda a las normas ASTM, para la evaluación de materiales en las condiciones del Centro de Investigaciones de Soldadura.. Objetivos Específicos: . Evaluar críticamente las normas para ensayo erosivo para definir la más viable para la construcción, en las condiciones del Centro de Investigaciones de Soldadura, un dispositivo de ensayo.. . Construir el dispositivo de ensayo que responda a los parámetros esenciales de la norma ASTM.. . Elaborar una técnica operatoria que posibilite la realización de ensayos con el dispositivo por usuarios sin entrenamiento previo, lo cual facilita su empleo en la investigación y la docencia.. Tareas fundamentales: -. Realización de una fundamentación teórica del trabajo, mediante un estudio del estado del arte sobre el desgaste por erosión.. -. Análisis de las particularidades de los ensayos estandarizados por ASTM para la realización del desgaste por erosión.. -. Fabricación de la máquina de desgaste erosivo en seco en base a la Norma ASTM G-76 2004.. -. Elaboración de la técnica operatoria para el empleo de la máquina construida.. 9.
(10) Capítulo I. Fundamentos sobre el desgaste erosivo 1.1 Generalidades sobre el desgaste Según la norma DIN 50320, hay cuatro mecanismos de desgaste: por adherencia, abrasión, corrosión y triboquímica de la reacción (la combinación de corrosión con otro mecanismo de desgaste). La misma norma todavía menciona otros tipos de pérdida, como la cavitación, la fatiga por contacto, esos también son causas de deterioro del material. Debido a las distintas variables de mecanismos de desgaste, este trabajo hará apenas un acercamiento a la abrasión, erosión, la adherencia y cavitación. Se abordarán las particularidades del desgaste por erosión. La figura 1.1 hace mención a los cuatro tipos de desgaste. El desgaste abrasivo se define como la remoción de material, causado por partículas o asperezas de alta dureza que actúan bajo esfuerzos contra y a lo largo de una superficie sólida (Hawk, 1999).. Figura 1.1. Tipos de desgaste: (a) abrasivo; (b) adhesivo; (c) erosivo. d) cavitación.. (Marques, C. 2006; adaptado de Ball, 1986). Según Hutchings (1992), los mecanismos de desgaste por abrasión pueden involucrar tanto la pérdida por deformación plástica, como la pérdida por fractura frágil. En algunas circunstancias, la deformación plástica debe ocurrir de una manera aislada, sin embargo, 10.
(11) los dos tipos de mecanismos de desgaste por abrasión. normalmente ocurren. simultáneamente. El desgaste abrasivo también es diferente entre el contacto de dos cuerpos o contacto de tres cuerpos, como muestra la figura 1.2.. Para Marques, C.. (2006), la proporción del desgaste depende del grado de penetración del abrasivo en la superficie del material. Las pérdidas serán más grandes según la dureza del abrasivo sea mayor, respecto a la superficie que está sufriendo el desgaste.. Figura 1.2. Mecanismos de desgaste abrasivo: (1) y (2) dos cuerpos en contacto; (3) y (4) desgaste abrasivo de 3 cuerpos en contacto (adaptado de Gordon England, 2006).. El desgaste adhesivo ocurre cuando dos superficies se deslizan una contra la otra con movimiento relativo, los fragmentos de una superficie se adhieren a la otra. Este desgaste ocurre por las altas fuerzas de adherencia adquiridas cuando dos materiales entran en un fuerte contacto. El desgaste por adhesión normalmente ocurre cuando la lubricación es inadecuada, y produce remoción de metal (KUSHNER y NOVINSKI, 1992). Mientras que los resultados finales producidos por el desgaste son similares, las causas que los producen son diferentes, por lo tanto es esencial entender los mecanismos involucrados antes de realizar la selección del material de construcción para determinado elemento de máquina o el procedimiento a utiliza para su reconstrucción (Morales, 2006; http://www.soldadura.org.ar/main2007).. 11.
(12) En la definición del tipo o mecanismo de desgaste y su magnitud inciden una serie de factores que se pueden agrupar de la siguiente forma (Ochoa, 2006): a. Condiciones. de. explotación. o. de. operación:. carga. aplicada,. velocidad,. temperatura, tipos de movimiento, tipo de fricción, recorrido de fricción, tiempo de trabajo, etc. b. Características de los cuerpos en contacto: materiales, composición química, dureza, dimensiones y forma, geometría superficial, microestructura, etc. c. Características del medio: humedad, atmósfera corrosiva, presencia de partículas abrasivas, propiedades de los lubricantes, etc. Con respecto a los tipos de mecanismos de desgaste, diferentes autores aprecian el estudio de los fenómenos de desgaste en dependencia de criterios propios, presentándose generalmente distintos esquemas de clasificación, siendo muy común encontrar la que los divide entre abrasión, adhesión, corrosivo-mecánico, fatiga superficial, cavitación y erosión (Ochoa 2006; http://www.soldadura.org.ar,2007; Cedré, 1999, Cruz 2012).. 1.2 El desgaste erosivo El desgaste erosivo es un fenómeno que afecta gran cantidad de elementos de máquinas en las industrias minera y alimenticia, así como: turbinas hidráulicas, implementos agrícolas, sistemas de bombeo y dragado en ríos y minas, al igual que piezas específicas usadas en las industrias petrolífera y petroquímica, entre otras muchas aplicaciones. Con este tipo de desgaste, no solo se tiene perdida de material y la consecuente falla de las piezas, sino que está asociado a perjuicios financieros en virtud del tiempo asociado a la reparación de equipos y substituciones de los componentes desgastados. El conocimiento de los mecanismos de remoción de material involucrados durante el desgaste erosivo, así como el reconocimiento y la caracterización de las diferentes variables involucradas, son líneas muy importantes de investigación en la ingeniería actual, así su estudio haya sido comenzado hace ya varias décadas. Varias teorías que intentan entender y relacionar los diferentes mecanismos que actúan durante la erosión, con las variables involucradas, han sido desarrolladas en modelos matemáticos. Estos modelos se basan en hipótesis, que a veces limitan el análisis, ya que son realizados para aplicaciones muy específicas,. 12.
(13) orientadas a la solución de problemas particulares en procesos industriales. Muchos de estos modelos, aunque basados en líneas de pensamiento coherentes, están siendo actualmente estudiados nuevamente para perfeccionarlos. Desde este punto de vista, se está intentando modelar una teoría general del fenómeno de desgaste erosivo, para lo cual se han utilizado los principios básicos de la mecánica y de la termodinámica, combinados con la ciencia e ingeniería de materiales. Un fenómeno que actúa de forma sinérgica con la erosión, es la corrosión, en general cuando el medio de trabajo es húmedo. La corrosión puede ser definida de acuerdo con literatura, como un fenómeno que deteriora un material (generalmente metálico), por acción química o electroquímica del medio ambiente, asociada o no a esfuerzos mecánicos. La acción combinada de estos procesos, corrosión y desgaste erosivo, resulta en la degradación acelerada de los materiales debido a su comportamiento sinérgico. El proceso de desgaste corrosivo en materiales que forman capas pasivas es acelerado cuando esta capa es débil, como en el caso de algunos aceros inoxidables austeníticos. El desgaste erosivo se produce por el impacto de partículas duras en una superficie. Las partículas pueden transportarse en un flujo de gas o de líquido (DALLAIRE, 2000). Según la norma ASTM G 40-1992, la corrosión es la pérdida progresiva de material de una superficie sólida debido a la interacción mecánica entre la superficie y un fluido, o un flujo de partículas sólidas que impactan sobre el sólido. Se observa entonces que la erosión es un tipo de desgaste que se caracteriza por la pérdida de material, originada por la interacción mecánica de una superficie y un fluido, el fluido puede contener sólidos de origen externo u originado por la pérdida de material de la propia superficie. En el desgaste erosivo, diversas fuerzas de diferentes orígenes, como es el caso de una partícula en contacto con una superficie sólida, como es mostrado en la figura 1.3. Las partículas vecinas pueden ejercer las fuerzas del contacto, así como un fluido en el flujo, si el presente, puede causar la fuerza de arrastre. En varias circunstancias, las fuerzas gravitacionales pueden ser importantes. Sin embargo, además de todas esas fuerzas, la fuerza dominante en una partícula erosiva, es la fuerza del contacto ejercida por la superficie alcanzada que es la principal responsable para la desaceleración de la partícula, luego de la velocidad inicial de impacto. En el desgaste erosivo influyen, la masa de las partículas y del número de partículas individuales que alcanzan la superficie y de su velocidad de impacto (HUTCHINGS, 1992).. 13.
(14) Figura 1.3 Conjunto de fuerzas que actúan sobre una partícula erosiva (Hutchings, 1992).. Para Hutchings (1992), así como en el caso del desgaste erosivo, los mecanismos de corrosión deben involucrar tanto la deformación plástica como la fractura frágil. Para Takimi et al. (2003), en el desgaste erosivo de una superficie dúctil, puede ocurrir una deformación elástico-recuperable, o un plástica, deformación permanente. El tipo de la deformación dependerá del límite de resistencia del material que se excede en cualquier punto durante el impacto. Ya en los materiales frágiles, Takimi et al. (2003) plantea que los diferentes modos de creación de técnicas contribuyen para la pérdida material por erosión. El desgaste erosivo tiene el tipo de mecanismo de desgaste directamente relacionado con el ángulo de incidencia de la partícula erosiva en la superficie alcanzada. Para Wheeler y Wood (2005), la degradación de un material depende del ángulo con que cada partícula alcanza el objetivo de la superficie, y aumenta en los materiales dúctiles, la proporción de degradación es más grande en los ángulos de colisión bajos. En contraste con los materiales frágiles, en dúctiles es más grande de pérdida erosiva el desgaste erosivo en los ángulos de 0 a 90°. Esta diferencia de comportamiento puede explicarse por la diferencia de mecanismos de desgaste erosivo involucrado en cada situación. La figura 1.4 muestra una curva típica de metal dúctil, demostrando y relacionando el mecanismo de desgaste con el ángulo de ataque de la partícula.. 14.
(15) Figura 1.4 Curva experimental para la erosión de un metal dúctil (línea contínua) y tres mecanismos postulados para remoción de material (Finnie, 1995).. En otras definiciones clásicas de la erosión se afirma, que este es un fenómeno por medio del cual, el material es removido de una superficie durante la acción continua de partículas duras o de fluidos que la alcanzan. Las partículas impactan las superficies a diferentes velocidades y ángulos de incidencia, donde el desgaste se da a través de diferentes mecanismos. En la figura 1.5 son presentados esquemas que muestran la forma como partículas erosivas actúan en una superficie en dependencia del ángulo de incidencia. Para la erosión en ángulos cercanos a 90°, la energía de la partícula es consumida durante la deformación de la superficie y para ángulos menores, esa energía es utilizada para deformar y cortar el material de la superficie.. Figura: 1.5. Erosión de una superficie según el ángulo de impacto. a) normal, b) diferente de 90°.. 15.
(16) Ludema (1996) propone que el choque de partículas duras y agudas en distintos ángulos cortará materiales dúctiles o blandos. La pérdida de material en el corte empieza cuando la partícula choca con la superficie. Para los ángulos normales de ataque, Ludema (1996) sugiere que las partículas de cualquier forma o dureza provocará la fatiga superficial al material alcanzado, causando pérdidas del mismo. Por tanto, el principio de esas pérdidas es atrasado, conforme el material se empieza a fatigar. Los materiales frágiles, como las cerámicas, tienen gran susceptibilidad a grietas y microfisuras, por consiguiente, son removidos preferencialmente por la interconexión de grietas que divergen del punto de choque de la partícula en la superficie (Hoppert, 1990). La figura 1.6 ilustra, esquemáticamente, el mecanismo de desgaste de materiales frágiles, para ángulos próximos a 90o, según Madruga, Silveira y Bergmann (1994).. Figura 1.6 Mecanismo de desgaste. 1. Fatiga de La fase intergranular; 2. Microgrietas em el contorno de grano; 3 Inducción de microgrietas en el grano; 4. Desprendimento del grano; 5. Desprendimiento de fragmentos de granos (Madruga, Silveira y Bergmann (1994)).. Según [ZUM GAHR, 1978], el desgaste erosivo se presenta en la superficie de los cuerpos, resultado del impacto de partículas sólidas, líquidas o gaseosas que los impactan. Estas partículas pueden actuar solas o de manera combinada. La erosión afecta muchos materiales de ingeniería, especialmente elementos que componen maquinaria usada en la industria minera y en general toda pieza que sea impactada por 16.
(17) cualquier tipo de partícula. Las partículas que causan el desgaste erosivo pueden estar en ambientes secos o húmedos pudiendo actuar en forma muy variadas tal como se muestra en la figura 1.7. Cuando el medio de trabajo es húmedo (por ejemplo, un medio con agua y partículas de arena), la erosión y la corrosión son fenómenos que actúan en forma sinérgica, provocando la degradación acelerada de los materiales. Para el estudio del desgaste de piezas en general, se han propuesto en los últimos años varios modelos teóricos. En estos modelos se intentan comprender los mecanismos de remoción de material y las variables involucradas.. Figura 1.7. Diferentes formas de actuación de partículas erosivas en la formación de: (a) microcorte y micro-arado, (b) agrietado superficial, (c) desplazamiento de material al borde de los cráteres de impacto (d) grietas por fatiga superficial y sub-superficiales causadas por los múltiples impactos (e) formación de pequeñas hojuelas debido a la extrusión y forjado en los impactos y (f) formación de pequeñas hojuelas por procesos de extrusión inversos. [ZUM GAHR, 1978]. Según Ball (1986), las variables principales que afectan la severidad de la erosión incluyen el tamaño, la naturaleza, la masa de la partícula, tipo y velocidad del flujo y 17.
(18) ángulo de impacto. Hoppert (1989 señala, que la resistencia a la corrosión del material impactado también depende de su estabilidad en el medio, así como de sus propiedades físicas y mecánicas. Por consiguiente, según Finnie (1995), cuando un flujo de partículas alcanza la superficie de un material, el desgaste resultante depende de factores como las condiciones en que el flujo incide en la superficie del material, de propiedades del material y de las partículas incidentes.. Pueden distribuirse los factores responsables para el. proceso de erosión así. a) Operacional: la velocidad de la partícula, el ángulo de impacto, la temperatura, el número de partículas por la unidad de área por la unidad de tiempo, la corrosividad del medio. b) Propiedades de las partículas: el tipo material, tamaño, forma, la densidad, la dureza. c) Propiedades de la superficie: el tipo material, la morfología, nivel de tensiones, la dureza; la rugosidad, el tamaño del grano, la porosidad.. 1.3 Microestructuras resistentes al desgaste erosivo Para enfrentar el desgaste erosivo lo más frecuente es el empleo de fundiciones blancas ricas en cromo ya que presentan en su microestructura carburos de cromo del tipo M7C3 como se observa en la figura 1.8. y a su vez son relativamente baratos comparados con otros tipos de aleaciones como las de cobalto incluido los aleados de cromo y otros elementos de aleación como el molibdeno, niobio, etc. Hay fundiciones blancas ricas en cromo, pero aleadas además con otros elementos lo cual aumenta considerablemente la resistencia al desgaste erosivo, ya que hay una mayor distribución de los carburos de cromo M7C3 y aparecen los carburos de los otros elementos de aleación. En la figura 1.9 se muestra a modo de ejemplo la microestructura de una fundición blanca rica en cromo y aleada al niobio, donde se observa la presencia de carburos de niobio de tipo MC. Los cuales del tipo MC son significativamente más duros que los hexagonales de cromo de tipo M7C3.. 18.
(19) Figura 1.8: Microestructura de fundición Figura 1.9: Microestructura de una fundición blanca rica en cromo.. blanca rica en cromo aleada al niobio.. La matriz eutéctica, tanto en la fundiciones blancas ricas en cromo, como en las fundiciones blancas ricas en cromo con presencia de otros elementos formadores de carburos (Nb, W, Mo, Ti, V), está constituida con una mezcla de austenita y pequeños carburos de cromo.. 19.
(20) Capítulo II. Ensayos de desgaste erosivo 2.1 Introducción Existe una gran dificultad en comparar resultados de desgaste obtenidos por diversos investigadores debido a la variación de los métodos de ensayo y al bajo control de ciertos aspectos del ensayo. Considerando específicamente el desgaste erosivo, la complejidad del fenómeno aún no ha permitido la determinación de un ensayo universal y frecuentemente los ensayos son hechos bajo medida para reproducir las condiciones únicas que un determinad material encontrara en servicio. Para simular las dos formas de desgaste erosivo (partículas en seco y en medio húmedo), fueron desarrollados dos equipamientos semejantes. Esto es porque una solicitación de resistencia al desgaste en un medio húmedo puede no ser aplicada en una situación en un medio seco. Las normas fundamentales que rigen estos ensayos son las referidas: ASTM G 76-1989, esta hace referencia a partículas en seco y ASTM G 73 1998, se refiere a partículas en un medio acuoso.. 2.2 Análisis de normas para la fabricación del dispositivo de ensayo Como fue abordado anteriormente, la norma más usada para la realización de ensayos de desgaste erosivo es la (ASTM G 76-1989), siendo una variación de este ensayo el descrito por la norma (ASTM G 76-2004), que se diferencia por la realización del ensayo fuera de la cámara, ver figura 2.1, además también se puede realizar este ensayo con un fluido líquido el cual es otra de las manifestaciones del desgaste por erosión en la ingeniería ensayo que está regido por la norma (ASTM G 73-1998) en la figura 2.2 se muestra un esquema que hace referencia a esta norma.. 20.
(21) Figura 2.1. Esquema del dispositivo de ensayo que responde a la norma (ASTM G 762004),. Figura 2.2. Esquema de la máquina de ensayos a la cual hace referencia la norma (ASTM G 73-1998). Ambos ensayos no muestran grandes diferencias desde el punto de vista de la complejidad del equipamiento. No obstante, para las condiciones concretas del Laboratorio de Tribología y Corrosión del Centro de Investigaciones de Soldadura es más conveniente contar con equipo que no requiera de partes móviles (que no requiera de 21.
(22) motor eléctrico) y que permita realizar estudios de mayor versatilidad, en cuanto a posibilidades de ensayo. En tal sentido, se decidió fabricar una máquina que permita la realización de ensayos en condiciones secas con arena u otro abrasivo. O sea, se decidió construir el dispositivo en base a la norma (ASTM G 76-1989) o (ASTM G 76-2004). En la figura 2.2 se muestra un esquema de otra variante de la norma (ASTM G 73-1998), que da la posibilidad de realizar ensayos en condiciones húmedas.. Figura 2.2. Esquema de la máquina de ensayos por erosión en condiciones húmedas.. El hecho de combinar la vía húmeda y la vía seca brinda la posibilidad de ensayar materiales en las dos condiciones de medio con lo cual los estudios pueden ser más próximos a las condiciones reales de trabajo de los componentes. Con frecuencia un mismo elemento entra periódicamente en contacto con materiales abrasivos en condiciones secas y mojadas (industria minera y alimenticia, implementos agrícolas, entre otros) e incluso en las condiciones de humedad esta es en presencia de fluidos muy particulares que inciden sobre el desempeño frente al desgaste de la pieza (transporte de medios barrosos, en la industria petrolífera, entre otros). Algunos autores reportan ensayos de erosión que no responden directamente a ninguna norma, pero que permiten de igual modo realizar estudios de erosión. Un ejemplo de ello. 22.
(23) lo constituye la máquina de ensayos de erosión húmeda de brazo giratorio, descrita por (Al-Bukhaiti et al. 2007), cuya representación esquemática se da en la figura 2.3. En esencia, esta máquina consiste en un sistema con partículas en suspensión que impactan sobre muestras en rotación. El impacto de las partículas se realiza por gravedad, mientras el ángulo de la muestra (ángulo de impacto) y la velocidad de rotación pueden ser variadas.. Figura 2.3 Diagrama esquemático de una máquina de ensayo de erosión húmeda de brazo giratorio.. 2.3 Análisis de norma para el ensayo de cavitación-erosión La norma (ASTM G 134 – 2001) establece los parámetros y condiciones necesarias para la realización del ensayo de erosión con cavitación, debido a que este fenómeno aparece con frecuencia en situaciones de la ingeniería (en álabes de turbinas, por ejemplo). Este método de ensayo produce un flujo sumergido de cavitación, el cual actúa sobre una muestra estática, también sumergida, causando el colapsado de las burbujas de cavitación en la muestra y consecuentemente la erosión. En la figura 2.4 se da el esquema de una máquina de ensayo de cavitación-erosión, donde se observan sus elementos esenciales.. 23.
(24) Figura 2.4 Esquema de la máquina de ensayo con cavitación con sus partes fundamentales.. La probeta, (ver figura 2.5) es pesada en una balanza analítica al inicio del ensayo y de manera periódica durante las interrupciones, para obtener la pérdida de masa en función del tiempo (este comportamiento no es lineal). La adecuada interpretación de los resultados permite realizar la comparación del desempeño de diferentes materiales, la comparación de diferentes condiciones de ensayo o diferentes líquidos. Dada la complejidad de esta máquina de ensayo, que requiere de una bomba con características específicas, no es de posible fabricación para el empleo en las condiciones del CIS.. 24.
(25) Figura. 2.5 Esquema de la muestra utilizada en el ensayo realizado bajo la norma (ASTM G 134-2001).. 25.
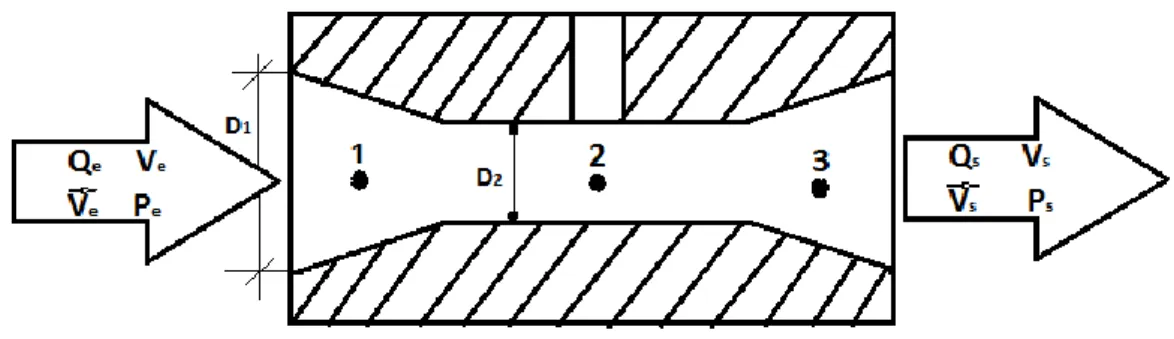
(26) Capítulo III. Fabricación de la máquina de ensayo. 3.1 Introducción Las máquinas para ensayo erosivo son de relativa sencillez tecnológica, lo cual posibilita su fabricación en condiciones de talleres de baja especialización; al tiempo que, como ha sido planteado, estos ensayos revierten gran importancia para realizar estudios sobre las causas del desgaste; así como para valorar el desempeño de aleaciones y revestimientos en condiciones de laboratorio que simulen las de servicio de los componentes. Este capítulo aborda la fabricación de una máquina de ensayo erosivo en las condiciones de la Empresa de Materiales de la Construcción para su empleo del Centro de Investigaciones de Soldadura en la realización de estudios experimentales para la docencia y la investigación en el Laboratorio de Tribología y Corrosión.. 3.2 Fabricación del dispositivo de ensayo. 3.2.1 Diseño y fabricación del Venturi El Venturi, en correspondencia con la norma (ASTM G 76, 1989), fue dimensionado de acuerdo con lo reportado por (Mesa et al, 2004) que muestra un diseño de relativa sencillez tecnológica. El plano elaborado para el Venturi se muestra en el Anexo I. El Venturi, según la citada norma, se recomienda que el material responda a las condiciones de trabajo: resistencia al desgaste erosivo, dimensiones de la tobera para lograr el rango de velocidades, presiones prestablecidas a la entrada y la salida del mismo, flujo del material abrasivo prestablecido. En la figura 3.1 se muestra un esquema para el análisis de cálculo de las presiones y velocidades del Venturi. El cálculo fue realizado en base a lo recomendado en la literatura, entre los cuales (Faires, 1986). Se toma como dato de partida el diámetro de entrada (𝐷1 = 0,0215 𝑚), diámetro de la garganta (𝐷2 = 0,013 𝑚), el coeficiente de descarga (𝜂𝑑 = 97 ÷ 98 %), las temperaturas de trabajo: temperatura a la entrada (igual a la ambiente, 𝑇1 = 27 ℃), temperatura en la garganta (𝑇2 = 37 ℃) y las presiones a la entrada (𝑃1 = 145 𝑘𝑃𝑎) y en la garganta (𝑃2 = 150 𝑘𝑃𝑎). Según la norma (ASTM G 76 – 2004), la presión en la boquilla (𝑃𝑏 ) debe ser igual a 140 𝑘𝑃𝑎, por tanto para las condiciones de diseño se asume 𝑃3 ≈ 𝑃1 , 𝑇𝑜 = 𝑇1 , ya que la velocidad del fluido generalmente es pequeña y la caída de presión es también pequeña, siendo la 𝑇0 la. 26.
(27) temperatura ambiente.. Figura 3.1 Esquema de flujo en el Venturi.. La ecuación (3.1) fue empleada para el cálculo del volumen especifico en el punto 1, brindando como resultado que 𝑉1 = 0,06 𝑚3 ⁄𝑘𝑔. 𝑉𝑎 ≈ 𝑉1 =. 𝑅𝑇1 𝑃1. 𝑚3. , [ 𝑘𝑔 ]. 3.1. Donde, 𝑅 = 29,3. 𝑁∗𝑚 𝑘𝑔∗𝑘. - constante del aire. 𝑃1 = 145 𝑘𝑃𝑎 𝑇1 = 300 𝐾 Para el cálculo de la velocidad en el punto 2 fue empleada la ecuación (3.2), dando como 𝑚. resultado ⃗⃗⃗⃗ 𝒱2 = 82,05 𝑠 . 2 2∗𝑔∗𝑅∗𝑇 𝑚 ⃗⃗⃗⃗ 𝒱2 = √[1−(𝐷 /𝐷 1)4 (𝑃1 − 𝑃2 /𝑃1 )] ; [ 𝑠 ] 2. 1. 3.2. Donde, 𝑔 = 9,8 𝑚⁄𝑠 2 - aceleración de la gravedad 𝑅 = 29,3. 𝑁∗𝑚 𝑘𝑔∗𝐾. -constante del aire según Faires 1986.. 𝑇1 = 300 𝐾 𝐷1 = 0,0215 𝑚 𝐷2 = 0,013 𝑚 𝑃1 = 145 𝑘𝑃𝑎 𝑃2 = 150 𝑘𝑃𝑎. 27.
(28) Para el cálculo del flujo másico de aire en el punto 2, se tiene: 𝓂 ̇ = 𝜂𝑑 ∗ 𝓂 = 𝜂𝑑. ⃗⃗⃗⃗2 𝐴2 ∗𝒱 𝑉𝑎. 𝑘𝑔. ;[ 𝑠 ]. 3.3. Donde, 𝜂𝑑 = 97 ÷ 98 % -coeficiente de descarga del Venturi 𝐴2 =. 𝜋𝐷22 4. ; [𝑚2 ] - área de la sección transversal de la garganta. ⃗⃗⃗⃗ 𝒱2 = 82,05 𝑚/𝑠 -Velocidad en el punto 2 (Garganta) 𝑉𝑎 = 0,06 𝑚3 ⁄𝑘𝑔 -volumen especifico a la entrada (punto 1) 𝐷2 = 0,013 𝑚 -diámetro de la garganta Se obtiene que el área de la sección trasversal de la garganta (A 2) es de 0,000132 𝑚2 . Al sustituir en la ecuación (3.3) se obtiene Sustituyendo así los valores en la ecuación del flujo másico se obtiene que el flujo másico de aire en el punto 2 es 𝓂̇ = 0,18 𝑘𝑔/𝑠. Con el flujo másico se puede determinar la velocidad media ⃗⃗⃗⃗ 𝒱1 por la ecuación siguiente: ̇ 𝑉 𝓂∗ 𝑚 ⃗⃗⃗⃗ 𝒱1 = 𝐴 1 , [ 𝑠 ] 1. 3.4. Donde, 𝐴1 =. 𝜋𝐷12 4. , [𝑚2 ] -área de la sección transversal en el punto 1 o entrada. 𝐷1 = 0,0215 𝑚 Al realizar la sustitución, se obtiene: 𝐴1 = 0,000362 𝑚2 ⃗⃗⃗⃗ 𝒱1 = 29,8 𝑚/𝑠 Luego de la determinación de los parámetros, en base a las dimensiones mostrada en el plano del Anexo I, se dio inicio a la fabricación del Venturi. Para la elaboración del Venturi fue seleccionado un acero mejorable. (40X13). Es evidente que para trabajo en. condiciones de erosión el material adecuado debería ser una fundición blanca aleada con elementos formadores de carburos, al cromo por ejemplo, o al menos un acero de herramienta que responden a estas condiciones de trabajo, dada su alta dureza. Se ha elegido el acero mejorable en base a las condiciones específicas del taller de la Empresa de Materiales de la Construcción, que no dispone de los materiales idóneos en el almacén y a que se trata de una producción única, de bajo grado de responsabilidad, con un rango de trabajo que no excederá aproximadamente las 10 h/año de trabajo. Se añade que las aleaciones idóneas para tales aplicaciones son de difícil maquinado o no maquinables, 28.
(29) como las fundiciones blancas. El Venturi fue fabricado por maquinado en un torno, con el posterior tratamiento térmico de temple con calentamiento a la llama y enfriamiento en aceite y posterior revenido. La secuencia de fabricación fue: 1. Corte con una sierra mecánica del material, con una longitud de 160 mm y 60 mm de diámetro. 2. Montaje en el torno (16K20) entre puntos, fue primeramente refrentado y luego cilindrado hasta llevar a las medidas indicadas en el plano de pieza (Anexo I). 3. Realización de agujero pasante en el centro del diámetro. 4. Realización de los conos interiores, las dimensiones se muestran en el Anexo I. 5. Se realizó un agujero hasta el centro perpendicular a su longitud y se hizo una rosca interior de M10X2 mm de diámetro con profundidad de 10 mm. 6. Por último, por los dos extremos del Venturi se hizo rosca de M45X2 con profundidad de 15 mm.. 3.2.2 Diseño y fabricación de la boquilla De manera similar a lo expuesto en el epígrafe anterior se procedió al diseño y fabricación de la boquilla, la cual también constituye un elemento fundamental para la máquina de ensayo erosivo. El dimensionamiento de la misma, partiendo de una analogía hecha del Venturi, ya que en principio el Venturi es una tobera divergente-convergente y la boquilla es. divergente o convergente, según el principio que se quiera aplicar (aumentar o. disminuir velocidad). En nuestro caso se requiere un aumento de la velocidad. Es decir, la boquilla tiene las mismas dimensiones que el cono del Venturi con su entrada y salida (Anexo II). Para la fabricación de la boquilla, se seleccionó el acero mejorable 40X13. Al igual que para el Venturi, el material idóneo debe ser una fundición blanca aleada o un acero de herramientas, pero eso no fue posible y no es de total exigencia en las condiciones en que se fabricó y para las aplicaciones específicas del dispositivo de ensayos de erosión a fabricar. Fueron seguidos los siguientes pasos en la fabricación: 1. Corte en una sierra mecánica del material con una longitud de 70 mm y diámetro de 60 mm. 2. Montaje entre los puntos del torno. 3. Refrentado y cilindrando hasta las dimensiones del plano de pieza (Anexo II).. 29.
(30) 4. Taladrado por el centro del diámetro para hacerle un agujero pasante diámetro 13 mm. 5. Realización del maquinado del interior. 6. Elaboración de la rosca M45X2 mm en el extremo de entrada para conectarla al tubo. 7. Realización de bisel exterior como operación de acabado (estética). 8. Tratamiento térmico: Temple con calentamiento a la llama con enfriamiento en aceite y revenido alto.. 3.2.3 Diseño y fabricación del portamuestras El porta muestras fue fabricado en correspondencia con la norma (ASTM G 76, 1989), como se muestra en el anexo III. El aspecto más importante a considerar es que debe alojar la muestra, cuyas dimensiones, según la norma, pueden ser 10x30x2 mm. Dichas dimensiones de la muestra pueden variar dependiendo el tipo de muestra, si es de recargue para ver la resistencia al desgaste erosivo de un depósito o una sección de un conducto o tubería. Teniendo en cuenta esta consideración el diseño se simplifico lo más posible para su posterior fabricación en las condiciones de taller. Fue tomada una barra de acero AISI 1020 de diámetro 50 mm, la cual se cortó en una sierra mecánica a una longitud de 180 mm, en la fresa se realizó una chaveta para el posicionamiento de la muestra a 40 mm de un extremo con longitud de 110 mm y profundidad de 15 mm, después se montó en el torno y se cilindro hasta diámetro 25 mm. Por último, se le soldó un pin (seguidor) para la referencia de los ángulos. Para la sujeción del portamuestra se fabricaron dos apoyos idénticos, estos apoyos son fijos dentro de la cámara donde uno tiene un circulo de aluminio de diámetro exterior 50 mm, graduado para medir el ángulo de incidencia de la probeta respecto a la boquilla (Ver Anexo III).. 3.2.4 Fabricación de la estructura del dispositivo de ensayo En el anexo IV se muestra el plano de la estructura del dispositivo con sus dimensiones. La norma no rige estrictamente las dimensiones de la cámara, ni el material por lo que da la posibilidad de realizar un diseño sencillo, solo hay que tener en cuenta las ventanas para poder observar durante la realización del ensayo. En este caso fue empleado un acero de estructura AISI 1020. Para la fabricación de la estructura del dispositivo se siguieron los siguientes pasos:. 30.
(31) 1-La fabricación de la máquina parte de cuatro planchas de acero de 3 mm de espesor, de las cuales se cortaron dos a una longitud total de 730 mm y dos a 450 mm en una cizalladora en el taller de la Empresa de Materiales de la Construcción. 2- Las dos planchas de 730 mm se doblaron en una máquina para hacer perfiles a 280 mm con un ángulo de 90°, como se muestra en el Anexo IV. 3- Luego se pasó a la unión de estas partes para la conformación de la cámara, esto fue realizado mediante un proceso de soldadura, el que se describe más adelante en detalle. 4- Ya unidas las planchas se realizaron tres aberturas de 180 X 200 mm para las ventanas, las cuales fueron fabricadas de angular 20 X 20 mm y cristal, también se le realizan dos agujeros uno para introducir la tubería con la boquilla y el otro agujero es para el escape de los gases (Anexo IV). 5- A la cámara se le soldó un tubo para darle rigidez y soportar la tolva con el abrasivo y la tubería de aire.. Para la soldadura de la estructura fueron tomados en consideración los siguientes aspectos: 1-para la selección del proceso a utilizar se tuvo en cuenta lo siguiente: . el dispositivo no es de alta responsabilidad en cuanto a solicitaciones mecánicas,. . la soldabilidad del material es buena (CE 0,167),. . el taller de la Empresa de Materiales de la Construcción cuenta con un soldador calificado (A); así como equipos para proceso SMAW y autógena.. . el dispositivo es una producción unitaria.. . en comparación con el autógeno, el proceso SMAW tiene las siguientes ventajas: Posibilidad de soldar en todas las posiciones, aporte más concentrado de la energía (menor ZAC, menores distorsiones).. 2- No es necesario el precalentamiento de las partes, ya que el dispositivo es fabricado de acero al carbono para estructuras (AISI 1020). 3- En las características de la unión se tiene que: todas las soldaduras son de filete y debido a su geometría todos los cordones pueden ser en posición plana, como el proceso es SMAW.. 31.
(32) 4- El material de aporte utilizado fue electrodo 6013 de 3 mm de diámetro, ya que, además de responder a la especificación técnica, es con el que se contaba en el taller. 5- La corriente de soldadura fue calcula por la ecuación 𝐼𝑠 = (20 + 6 ∗ 𝐷𝑒 )𝐷𝑒 donde 𝐷𝑒 = 3 𝑚𝑚 es el diametro del electrodo, dando como resultado 𝐼𝑠 = 114 𝐴. Se establece un rango de 𝐼𝑠 = (110 ÷ 120) 𝐴 , atendiendo a los espesores a soldar. 6- Secuencia de soldadura: primero se realizó la soldadura de la cámara, la cual tiene diez cordones, o sea es la de mayor gasto de consumibles de soldadura, posteriormente se pasó a la unión de la cámara al tubo que brinda rigidez, después se soldaron los marcos para las ventanas y por último los accesorios como soporte de tubería y de portamuestra, los apoyos y el cierre de la ventana.. 3.2.5 Fabricación del sistema de alimentación de abrasivo (tolva) Para la fabricación de este elemento se tuvo en cuenta el aprovechamiento de chatarra del taller, con el fin de abaratar aún más el costo del dispositivo de ensayos de desgaste erosivos. Fue utilizado un pedazo de tubo de diámetro 100 mm, recortes de planchas de acero 1020 con espesor 3 mm, una llave de paso diámetro 9,75 mm para regular el flujo del abrasivo y un tubo 9,75 mm para la conexión al Venturi. Con las planchas de acero se realizó un reducido en forma de cono en la máquina para hacer perfiles, el cual fue soldado al tubo de 100 mm de diámetro y al tubo de 9,75 mm con la llave de paso intermedio, como se muestra en la figura 3.2.. 3.3 Ensamble del dispositivo de ensayo La máquina de ensayo fue diseñada, como fue planteado en el epígrafe anterior, siguiendo los requerimientos básicos de las normas (ASTM G 76, 2004). El Venturi, la boquilla, el portamuestra; así como su posicionamiento y la cámara con su estructura constituyen elementos críticos para la construcción de la máquina, debido a su configuración geométrica y las características para su principio de funcionamiento, ya que de estos depende la regulación de los parámetros de control del ensayo. En el anexo V se muestra el dispositivo fabricado. Para el montaje del mismo, el Venturi, ya unido mediante rosca a la tubería de entrada de aire, es lo primero que fue montado en el dispositivo, después fue montada la boquilla, unida a la otra parte de la tubería médiate una rosca y se unió el otro extremo del tubo con el Venturi, fijando este montaje mediante dos prisioneros que se encuentran en los apoyos de la tubería. Seguidamente se montó 32.
(33) sobre el Venturi el sistema de alimentación del abrasivo (tolva), por último se introdujo el portamuestra dentro de la cámara para su posterior montaje en los apoyos.. Figura 3.2 Imagen del dispositivo fabricado con sus diferentes partes.. 3.4 Variables que se pueden controlar durante el ensayo En el sistema se tiene la posibilidad de controlar variables como: - Velocidad de impacto de las partículas: Para la medición de esta variable se tienen múltiples opciones, debido a las condiciones del Centro de Investigaciones de Soldadura se realizará determinando la velocidad como una función de la diferencia de presiones. - Tamaño de partículas: Para el control de esta variable se usa un sistema de tamices con el cual cuenta el laboratorio de materiales para soldar. - Flujo de partículas: Esta variable puede ser controlada con la válvula colocada debajo de la tolva regulando su abertura. -Ángulo de impacto de las partículas: Este ángulo es controlado a través de la variación del sistema de fijación de las probetas y puede ir desde 2 hasta 90°. - Superficie de las probetas: Estas deben ser pulidas metalográficamente, utilizando papeles abrasivos hasta tamaño de grano 600. - Tamaño y forma de las probetas: Debido al sistema que se puede utilizar para asegurar 33.
(34) las probetas ante el flujo de material abrasivo, estas pueden tener diferentes formas y tamaños. - Cálculo del desgaste: Para medir esta variable se usa el criterio de la pérdida de masa en función del tiempo de exposición de las probetas. Este cálculo se hace pesando las probetas antes, durante y al final de los diferentes ensayos. Para ello se utiliza una balanza analítica (con precisión de 3 números después de la coma) para lograr una precisión mayor. Para la valoración y entendimiento del desgaste, se suele realizar, además del cálculo cuantitativo, otro tipo de pruebas como variaciones en la rugosidad de las probetas, microscopía óptica y electrónica, análisis de imágenes, análisis químico, análisis de dureza y microdureza, etc.. 3.5 Técnica operatoria para la realización de ensayos con el dispositivo En una técnica operatoria tienen que estar plasmado los pasos a seguir para la interacción hombre-dispositivo, es decir la operación de la maquina independientemente de cuál sea su complejidad. En el caso del dispositivo para la realización de ensayos erosivos antes tratado se mencionan a continuación los pasos principales para la realización del ensayo. 1- Preparar la probeta: esto incluye sus dimensionamiento, la limpieza ya sea química o mecánicamente. 2- Pesar la probeta en una balanza analítica de resolución 0,1 mg. 3- Colocar el portamuestras dentro de la cámara. 4- Montar la probeta en el portamuestra. 5- Colocar el ángulo de ataque o incidencia boquilla-probeta y fijar al apoyo mediante el prisionero. 6- Colocar el abrasivo en el sistema de alimentación (tolva) de abrasivo. 7- Definir las condiciones de ensayo: flujo de aire y abrasivo, tiempo al cual va a estar expuesta la probeta. 8- Poner en funcionamiento el compresor. 9- Realizar el ensayo y hacer las anotaciones correspondientes. 10- Elaborar de informe de los ensayos.. 34.
(35) El informe de los ensayos debe reflejar los parámetros con los cuales fueron realizados y los resultados de las mediciones realizadas, en particular de las masas iniciales y finales; así como la pérdida de masa y el cálculo de la pérdida de volumen si se estudian materiales de diferentes densidades. La forma más adecuada de reflejar los datos es en forma de tablas (ver tabla 1). En dependencia del estudio en particular realizado se elaborarán gráficos que muestren el comportamiento, por ejemplo: Gráfico de la pérdida de masa en función del ángulo de ataque, en función del tiempo de ensayo, en función de la granulometría del abrasivo, en función del tipo de abrasivo, en función del flujo, entre otros.. Tabla1. Parámetros y resultados del ensayo. 𝑵∘. de. ∢. ⃗𝓥 ⃗. muestra. Tamaño. Tiempo. del. de. 𝑴𝟏. 𝑴𝟐. 𝚫𝐌. 𝝆. 𝚫𝑽. abrasivo ensayo 1 2 3. Donde ∢ = ángulo de ataque en grados ⃗ = velocidad de flujo en (m/s) 𝒱 𝑀1 = masa de la muestra entes del ensayo en (g) 𝑀2 = masa de la muestra después del ensayo en (g) ΔM = pérdida de masa en (g) 𝜌 = densidad en (𝑔⁄𝑐𝑚3 ) Δ𝑉 = pérdida de volumen en (𝑚2 ). 35.
(36) Conclusiones . Entre los aspectos a considerar en el fenómeno del desgaste erosivo, los que esencialmente inciden son: las características de la partícula abrasiva (dureza, morfología,. granulometría),. las. propiedades. del. material. (composición,. microestructura, dureza), ángulo de ataque de la partícula, medio de transporte de la partícula, velocidad del flujo. De las aleaciones apropiadas para responder al desgaste erosivo, las fundiciones blancas ricas en cromo son las más usadas, ya que responden satisfactoriamente y son más baratas en relación a las aleadas con otros elementos de aleación o a las aleaciones de níquel y cobalto. . Existen varios ensayos registrados en las normas ASTM que se diferencian por la configuración de los elementos, medio de ensayo y formas de evaluación de los resultados. La elección de uno u otro ensayo, generalmente responde a las necesidades concretas del estudio que se realice.. . El dispositivo construido en el taller de la Empresa de Materiales de la Construcción y que responde a las necesidades específicas de la investigación y la docencia del Centro de Investigaciones de Soldadura, se basa en la norma ASTM G 76-2004. La viabilidad de su construcción y uso responde a su relativa sencillez y a su versatilidad, permitiendo comparar materiales y evaluar parámetros de ensayos.. . La técnica operatoria elaborada permite la realización de ensayos con el dispositivo fabricado, sin que se requiera de entrenamiento previo por el usuario, lo cual facilita su empleo en la investigación y sobre todo en la docencia.. 36.
(37) Recomendaciones . Realizar ensayos con el dispositivo para validar de manera práctica su desempeño.. . Utilizar el dispositivo en ensayos de laboratorio para la docencia o en proyectos de investigación del Centro de Investigaciones de Soldadura.. . Aplicar la experiencia adquirida en la fabricación de este dispositivo para la construcción de otros dispositivos o máquinas de ensayos de desgaste para la docencia y la investigación en el Centro de Investigaciones de Soldadura.. 37.
(38) Referencias Bibliográficas 1. ASTM G 117-02 Standard Guide for Calculation and Reporting Measures of Precision Using Data from Interlaboratory Wear or Erosion Tests. 2. ASTM G134-95 Standard Test Methad for Erosiono of Solid Materials by a Cavitating Liquid Jet1. 3. ASM Volumen 18 friction, Lubrication and Wear Technology. 4. ASTM G73-98 Standard Practice for Liquid Impingement Erosion Testing1.pdf. 5. ASTM G76-04 Standard Test Method for Conducting Erosion Tests by Solid Particle Impingement Using Gas Jets1. 6. ASTM G76-89, Para evaluar la resistencia al desgaste erosivo en seco de materiales. 7. ABCERAM, Disponível em <http://www.abceram.org.br/asp/abc_54.asp>. Acesso em: 19 de mar. 2006. 8. ANAND, K., HOVIS, S.K., CONRAD, H., SCATTERGOOD, R.O., Flux effects in solid particle erosion, Wear 118, 243, 1987. 9. ASTM G40-92, Annual Book of ASTM Standards, Vol.3, 02, p.160, 1992. 10. CALLISTER Jr., W. D. Materials Science and Engineering: and Introduction. Department of Metallurgical Engineering. The University of Utah. 4th Ed. Salt Lake City, Utah 1996. 11. Cruz, A. Desgaste. Material didáctico. UCLV, 2012 12. Cruz, A. Desgaste. Guía de Prácticas de Laboratorio de Tribología. UCLV, 2013. 93 pag. 13. Dario Hernan Mesa Grajales, Edgar Mejía Jaramillo, Johnny García Velazquez. Construcción de dispositivo para evaluar la resistencia al desgaste erosivo en seco de materiales. Scientia et Technica Año X, No 26, Diciembre 2004. UTP. ISSN 0122-1701. 14. MARQUES, C.M. Relação entre microestrutura e desgaste erosivo a frio e a quente em materiais cerâmicos à base de alumina. 2006. 170 f. Tese 38.
(39) (Doutorado em Engenharia) – Escola de Engenharia, UFRGS, 2006. 15. MARQUES, P. V. Aspersão térmica. Minas Gerais, 2003. Disponível em <http://www.infosolda.com.br/artigos/prosol05.pdf>. Acessado em 22 fev. 2006. 16. MARQUES, C.M. Relação entre microestrutura e desgaste erosivo a frio e a quente em materiais cerâmicos à base de alumina. 2006. 170 f. Tese (Doutorado em Engenharia) – Escola de Engenharia, UFRGS, 2006. 17. M.A. Al-Bukhaiti, S.M. Ahmed, F.M.F. Badran, K.M. Emara. Effect of impingement angle on slurry erosion behaviour and mechanisms of 1017 steel and highchromium white cast iron. Wear 262, (2007). 18. Ochoa R. R., Macías I. Aspectos teóricos sobre el desgaste abrasivo en los elementos. de. trabajo. de. las. máquinas. agrícolas. en. Cuba.. http://www.monografía.com/trabajo15/dirección/dirección.shtml. 19. Rodríguez, C. Caracterización del desgaste de elementos de máquinas. Parte II. Desgaste abrasivo y desgaste erosivo. Grupo de Tribología. Dpto. Mecánica y Diseño. Facultad de Ingeniería. UO, 2007. 20. SUNDARARAJAN, G., ROY, M., Solid particle erosion behaviour of metallic materials at room and elevated temperatures, Tribology international, Vol 30. no.5, p.339-359, 1997. 21. HAMMIT, E.N., McELROY, W. D, WH ITELEY, A.H., On Cavity Formation in Water. J. App. Physics, v.18, n. 2, p.167 – 172, 1947. 22. HAWK, J. A., WILSON, R. D., TYLCZAK, J. H., DOGAN, Ö. N., Laboratory abrasive wear tests: investigation of test methods and alloy correlation, Wear abrasive, nº 225-229, p.1031-1042, 1999. 23. HERMAN, H., SAMPATH, S. Thermal spray coatings. New York, [ca. 2000]. Disponível en<http://www.matscieng.sunysb.edu/tsl/thermal/article1.html>. Acesso em 30 mar. 2006. 24. HOPPERT, S., Alumina ceramics: superior materials for protection against wear and corrosion. Alemanha: Siegburg, p.3 – 11, 1989. 25. HUTCHINGS, I. M. Tribology: Friction and Wear of Engineering Materials. Oxford: Butterworth-Heinemann, 1992. 26. HUTCHINGS, I.M., Mechanical and metallurgical aspects of the erosion of metals, Wear, p.393 – 427, 1979. 27. HUTCHINGS, I. M., Deformation of metal surfaces by the oblique impact of 39.
(40) square plates, Int. J. Mech. Sci. 19, p. 45–52, 1977. 28. KULU, P., HUSSAINOVA, I., VEINTHAL, R. Solid particle erosion of thermal sprayed coatings. Wear 258 p. 488–496, 2005. 29. TAKIMI, A. S.; VILLANOVA, D. L.; VICENZI, J.; LIMA, M. D.; MARQUES, C. M.; BERGMANN, C. P, Revestimentos protetores aplicados por hvof: estudo comparativo da resistência à erosão a quente por cinzas de carvão mineral. INFOMET, 01 nov. 2003. 30. Virgil Moring Faires, Termodinámica, 1986 31. WHEELER, D.W., WOOD, R.J.K., Erosio of hard surface coatings for use in offshore gate valves. Wear 258, p. 526-536, 2005.. 40.
(41) ANEXO I: Plano del Venturi. 41.
(42) ANEXO II: Plano de la boquilla. 42.
(43) ANEXO III: Plano del portamuestras.. 43.
(44) ANEXO IV: Estructura del dispositivo.. 44.
(45) Anexo V. Ensamble. 45.
(46) 46.
(47)
Figure




+7





Documento similar
Proporcione esta nota de seguridad y las copias de la versión para pacientes junto con el documento Preguntas frecuentes sobre contraindicaciones y
[r]
Y tendiendo ellos la vista vieron cuanto en el mundo había y dieron las gracias al Criador diciendo: Repetidas gracias os damos porque nos habéis criado hombres, nos
E Clamades andaua sienpre sobre el caua- 11o de madera, y en poco tienpo fue tan lexos, que el no sabia en donde estaña; pero el tomo muy gran esfuergo en si, y pensó yendo assi
diabetes, chronic respiratory disease and cancer) targeted in the Global Action Plan on NCDs as well as other noncommunicable conditions of particular concern in the European
o Si dispone en su establecimiento de alguna silla de ruedas Jazz S50 o 708D cuyo nº de serie figura en el anexo 1 de esta nota informativa, consulte la nota de aviso de la
d) que haya «identidad de órgano» (con identidad de Sala y Sección); e) que haya alteridad, es decir, que las sentencias aportadas sean de persona distinta a la recurrente, e) que
Las manifestaciones musicales y su organización institucional a lo largo de los siglos XVI al XVIII son aspectos poco conocidos de la cultura alicantina. Analizar el alcance y
