Caracterización microestructural de materiales compuestos matriz aluminio
85
0
0
Texto completo
(2) INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY CAMPUS ESTADO DE MEXICO DIRECCIÓN DE MAESTRÍAS EN INGENIERÍA. DIVISIÓN DE GRADUADOS E INVESTIGACIÓN. CARACTERIZACIÓN MICROESTRUCTURAL DE MATERIALES COMPUESTOS MATRIZ ALUMINIO. TESIS QUE PARA OPTAR EL GRADO DE MAESTRO EN SISTEMAS DE MANUFACTURA PRESENTA. CRISTINA CHÁVEZ BARRAZA. Asesor: Dra. OLIMPIA SALAS MARTÍNEZ Comité de tesis: Dr. ARMANDO BRAVO ORTEGA Dr. EMIL LIEBERMANN GALLEGUILLOS. Jurado: Dr. EMIL LIEBERMANN GALLEGUILLOS Dr. ARMANDO BRAVO ORTEGA Dra. OLIMPIA SALAS MARTÍNEZ. Atizapán de Zaragoza,. Presidente Secretario Vocal. México, marzo de 1996. BIBL10'I'EOA1.
(3) O6 JUN 2000 LUSI.-W.. 15 DI C1998. ''.
(4) AGRADECIMIENTOS A la Dra. Olimpia Salas Martínez porque con su dedicación, conocimient9s, ayuda y tiempo ha sido posible la realización de este proyecto.. Al. Dr. Emil Liebermann. y al Dr. Armando Bravo. por las sugerencias para. mejorar este trabajo.. Al M. en C. Martín Palacios por la orientación y ayuda durante el análisis de las muestras en el microscopio electrónico de barrido.. A la lng. Georgina Flores de la Universidad Autónoma Metropolitana, Unidad Azcapozalco por los difractogramas practicados a las muestras. ··: .... ':•. ,.!-.4. ~.
(5) PRESENTACIÓN:. El Instituto Tecnológico y de Estudios Superiores de Monterrey, desde su fundación ha estado pendiente de mantener un alto nivel académico, además de apoyar proyectos de investigación que ayuden el desarrollo de la industria nacional. En particular, el Campus Estado de México, dentro de la División de Graduados e Investigación, ha puesto especial atención al desarrollo de tecnología propia adecuándola para hacer posible su incorporación en la industria nacional.. Uno de los proyectos actuales de la División de Graduados e Investigación especialmente del Departamento de Materiales consiste en establecer un programa de cooperación en investigación con el Departamento de Materiales de la Universidad de California en Santa Bárbara, U.S.A... El presente trabajo de investigación se inició en la UCSB donde se facilitaron los materiales, equipo y asesoría requeridos para elaborar las muestras a investigar, así como la realización de las pruebas mecánicas.. La segunda parte del proyecto, la cual es el objetivo de esta tesis se desarrolló en el Laboratorio de Materiales del ITESM -CEM..
(6) CONTENIDO. Página CAPÍTULO 1 INTRODUCCIÓN 1.1 1.2 1.3. Materiales compuestos Justificación Objetivo. CAPÍTULO 2 CONSIDERACIONES TEÓRICAS 2.1 2.2 2.3 2.4 2.5. Clasificación de los materiales compuestos Materiales compuestos matriz metálica (CMM) Materiales empleados para CMM Características microestructurales de los CMM Propiedades mecánicas. CAPÍTULO 3 DESARROLLO EXPERIMENTAL 3.1 3.2 3.3. 3.4 3.5 3.6. Descripción del proceso de "squeeze casting" Materiales utilizados Corridas de "squeeze casting" Caracterización microestructural Análisis de la superficie de fractura Caracterización mecánica. 1 2 3. 4. 5. 5 7 8 10. 15. 24. 24. 27 28 30 33 33. CAPÍTULO 4 RESULTADOS. 35. 4.1 4.1.1. 35 35. Caracterización microestructural Microestructura de la matriz sin refuerzo.
(7) 4.1.2 4.2 4.3. Microestructura del material compuesto Superficie de fractura de los CMM Relación proceso-estructura-propiedades de los CMM. 43. 57 63. CAPÍTULO 5 CONCLUSIONES. 72. BIBLIOGRAFÍA. 74.
(8) LISTA DE TABLAS Y FIGURAS. TABLAS. 3. 1 3.2 3.3 4.1 4.2 4.3 4.4 4.5 4.6 4.7. Composición de la aleación de la matriz Tamaño de las partículas de refuerzo Parámetros de proceso para la obtención de los CMM Espaciamiento promedio entre brazos dendríticos primarios Tamaño de las partículas de segunda fase presentes en la matriz sin refuerzo Resumen de los resultados obtenidos en los difractogramas de los CMM Tamaño de grano de la matriz con y sin refuerzo Fracciones volumétricas de refuerzo presentes en los cmm Distancia interparticular Resultados de los ensayos mecánicos. FIGURAS. 1.1 3.1 3.2 3.3 4.1 4.2. Clasificación de los materiales Diagrama esquemático del proceso "squeeze casting" Microestructura representativa del compuesto obtenido Tipo de probeta empleada para el ensayo de tensión Estructuras dendríticas presentes en las matrices sin refuerzo Partículas de segunda fase encontradas en la matriz sin refuerzo acompañadas por su análisis de dispersión de energía de rayos- x 4.3 Partículas de segunda fase localizadas en los límites de grano de la matriz sin refuerzo 4.4 Difractogramas de las matrices sin refuerzo analizadas por difracción de rayos-x 4.5 Micrografías· que presentan a los CMM con diferentes tamaños de partícula 4.6 Difractogramas de los CMM analizados por difracción de rayos-x 4. 7 Patrón de difracción del AITi obtenido en MET 4.8 Patrón de difracción del Al 3Ti obtenido en MET 4.9 Tamaño de grano en la matriz metálica a) sin titanio b) con titanio 4.1 O Patrón de difracción de la matriz del CMM procesada con una temperaturas de precalentamiento de la preforma de 580°C 4.11 Patrón de difracción de la matriz del CMM procesado con una temperatura de precalentamiento de la preforma de 780°C 4.12 Probeta fracturada que muestra los lugares de los análisis de la fractura 4.13 Imagen MEB de la vista superior de la fractura 4.14 Imagen MEB de la vista lateral de la fractura de la muestra KK4. Página. 28 28 29 37 38 48 55 55 56 64. Página. 2 26 27 34 37 39 40 42 45 47 50 51 52 53 54 58 58 60.
(9) 4.15 Imagen MEB de la vista lateral de la fractura de la muestra KK2 4.16 Diagrama esfuerzo-deformación de un CMM y su matriz metálica 4.17 Diagrama esfuerzo deformación que muestra el efecto del tamaño de partícula 4.18 Diagrama esfuerzo-deformación que muestra el efecto de la temperatura de la preforma 4.19 Diagrama esfuerzo-deformación que muestra el efecto de la adición de titanio. 62 65 67 69 71.
(10) CAPÍTULO 1 INTRODUCCIÓN. Los materiales han sido siempre elementos fundamentales en el desarrollo de la especie humana. Hoy en día el desarrollo de nuevos materiales es más rápido que en cualquier época de la historia por lo que los cambios y las oportunidades de innovación tienen. mayor fuerza que nunca. La lista de materiales se ha expandido tan. rapidamente que hoy en día podemos contar entre. 40,000 y 80,000. diferentes. materiales cada uno de ellos con características propias [1].. Aunque cada material posee propiedades específicas, es usual clasificarlos dentro de cuatro grupos: metales, polímeros, cerámicos, y compuestos como se muestra en la Fig. 1.1. Los miembros de cada grupo tienen características en común como: propiedades, rutas de proceso y en ocasiones aplicaciones similares [2].. 1.
(11) Fig. 1.1.- Clasificación de los materiales. 1.1.- MATERIALES COMPUESTOS. El descubrimiento de los materiales compuestos ha sido una de las mayores innovaciones en materiales en los últimos 20 años. Estos fueron desarrollados en un principio para aplicaciones en el espacio, más tarde comenzó su uso en la industria no espacial. A medida que su uso se ha expandido en esta área sus costos han tendido a disminuir [3].. Los. materiales. compuestos. pueden. definirse. como. una. combinación. macroscópica de dos o más materiales (de uno o diferentes grupos, exceptuando el de compuestos), los cuales tienen una interfase reconocible entre ellos y se unen para dar una combinación de propiedades que no pueden ser obtenidas en los materiales originales.. 2.
(12) Los. materiales. compuestos. pueden. seleccionarse. para. proporcionar. combinaciones poco usuales de rigidez, resistencia, peso, rendimiento a altas temperaturas, resistencia a la corrosión, dureza o conductividad. A continuación se mencionan algunas de las aplicaciones de estos materiales compuestos [4]:. Industria automotriz: Las características más importantes que los materiales compuestos proporcionan a las piezas son: bajo peso, resistencia al desgaste, a la fatiga y a altas temperaturas, algunos ejemplos de aplicación son: partes de inyección de combustible, frenos de disco, pistones, válvulas y bielas.. Industria aérea: La característica más relevante de partes fabricadas con materiales compuestos es su bajo peso, algunas aplicaciones son: partes para turbinas y partes para compresores.. Varios:. Los materiales compuestos cada vez se van integrando a la vida. cotidiana tal es el caso de las raquetas de tenis las cuales poseen cualidades como alta rigidez y reducción de vibración, por otro lado las cabezas de palos de golf que poseen alta rigidez y bajo peso.. 1.2.- JUSTIFICACIÓN. La producción comercial de materiales compuestos matriz aluminio normalmente involucra la mezcla de refuerzo con aleaciones comerciales de aluminio, su análisis, se ha limitado a estudiar la influencia del refuerzo en las propiedades del material, es por ello que no se ha explotado totalmente el potencial con el que puede contribuir la matriz a las propiedades del material. Este potencial se puede desarrollar con aleaciones que. 3.
(13) ofrezcan mecanismos de endurecimiento adicionales a la contribución del refuerzo, así como modificando el proceso para producir estructuras solidificadas más resistentes.. El encontrar la relación existente entre la estructura y los parámetros del proceso a los cuáles fueron sometidos los materiales permite explorar las posibilidades de endurecimiento adicional que pueda ofrecer la matriz metálica y su procesamiento al material compuesto.. Debido a que las propiedades mecánicas de cualquier material, incluyendo a los compuestos son dependientes de la microestructura de la matriz, es importante el estudio microestructural de la misma.. 1.3.- OBJETIVO. El. objetivo. principal. de. esta. investigación. es. estudiar. la. evolución. microestructural de la matriz en materiales compuestos, con matriz de aluminio reforzada con partículas de carburo de silicio, en función de diferentes condiciones de proceso por "squeeze casting" (que consiste en infiltrar por presión el metal líquido de la matriz en la preforma del cerámico reforzante).. 4.
(14) CAPÍTULO 2 CONSIDERACIONES TEÓRICAS. 2.1.- CLASIFICACIÓN DE LOS MATERIALES COMPUESTOS. De acuerdo a la clasificación de los materiales presentada en la Fig. 1.1, los materiales compuestos pueden ser: metal-metal, metal-cerámico, metal-polímero, cerámico-polímero, cerámico-cerámico y polímero-polímero.. Los materiales compuestos también pueden clasificarse dependiendo de las formas de los materiales de refuerzo en tres categorías: materiales compuestos reforzados con partículas, materiales compuestos reforzados con fibras y materiales compuestos laminares.. MATERIALES COMPUESTOS REFORZADOS CON PARTÍCULAS. Los materiales compuestos reforzados con partículas son aquellos en los cuales las partículas de un material duro y frágil dispersas de una manera uniforme son rodeadas por una matriz más blanda y dúctil. Dependiendo del tamaño y la. 5.
(15) composición de las partículas de refuerzo se pueden subdividir en: compuestos endurecidos por dispersión y compuestos con partículas.. MATERIALES COMPUESTOS ENDURECIDOS POR DISPERSIÓN. Los materiales compuestos endurecidos por dispersión son combinaciones en las cuales el tamaño de las partículas es muy pequeño, por este motivo obstaculizan el movimiento de las dislocaciones y producen un marcado efecto de endurecimiento.. MATERIALES COMPUESTOS CON PARTÍCULAS. Los materiales compuestos con partículas son combinaciones en las cuales el tamaño de las partículas es grueso y no obstaculizan efectivamente el deslizamiento de dislocaciones, su objetivo, es producir propiedades favorables que no se encuentran en materiales sin refuerzo tales como resistencia a altas temperaturas, dureza, y conductividad, entre otras.. MATERIALES COMPUESTOS REFORZADOS CON FIBRAS. Los materiales compuestos reforzados con fibras. son una combinación que. introduce fibras fuertes, rígidas y frágiles dentro de una matriz blanda y dúctil, mejorando la resistencia al esfuerzo, a la fatiga, la rigidez y la relación resistencia-peso. El material de la matriz transmite la fuerza a las fibras y proporciona ductilidad y tenacidad. mientras que las fibras soportan la mayor parte de la fuerza aplicada.. MATERIALES COMPUESTOS LAMINARES. Los materiales compuestos laminares estan diseñados principalmente para mejorar la resistencia a la corrosión manteniendo un bajo costo, alta resistencia o bajo peso. Los materiales compuestos laminares incluyen: materiales compuestos laminares que son capas superficiales duras y resistentes al desgaste, las cuales son depositadas. 6.
(16) sobre materiales suaves y dúctiles mediante técnicas de soldadura por fusión y son llamadas recubrimiento protector, también existen los bimetales y los revestimientos [2].. Dependiendo del tipo de matriz empleada, la clasificación de los materiales compuestos reforzados con partículas es la siguiente [5]:. Compuestos con Matriz Polimérica (CMP) Compuestos con Matriz Metálica. (CMM). Compuestos con Matriz Cerámica (CMC). 2.2.- MATE RIA LES COMPUESTOS MATRIZ METÁLICA (CMM). Los materiales compuestos matriz metálica combinan las propiedades del metal (ductilidad, tenacidad, conductividad térmica y eléctrica, y en ocasiones bajo peso) con las propiedades del cerámico (resistencia, rigidez, dureza, resistencia al desgaste y a la corrosión), resultando en algunos casos un material con propiedades que son imposibles de alcanzar en temperaturas,. materiales puros,. tales. como. resistencia. a altas. resistencia a la fatiga, propiedades amortiguantes, conductividad. eléctrica, conductividad térmica y coeficientes de expansión térmica controlados.. Estructuralmente los CMM consisten de fases continuas (fibras) o discontinuas (filamentos muy delgados (whiskers) o partículas) las cuales refuerzan a la matriz.. Una ventaja de los CMM es que permiten la selección de volumen, forma y tamaño del refuerzo a ser introducido en la matriz; esto se debe a que los materiales compuestos modernos son mezclas fuera del equilibrio termodinámico entre metales y cerámicos, por lo que no hay restricción en cuanto a porcentajes en volúmen, forma y tamaño de las fases dispersas [6].. 7.
(17) 2.3.- MATERIALES EMPLEADOS PARA CMM. La selección adecuada de los materiales empleados para la fabricación de los CMM es de suma importancia para la optimización de las propiedades requeridas, es por esto que se estudiarán por separado las características de los materiales empleados tanto para la matriz como para el refuerzo.. MATERIALES PARA LA MATRIZ .. Los materiales comúnmente usados como matriz son: níquel, titanio, cobre, magnesio y aluminio. Si se requiere de baja densidad, con alta conductividad térmica, las aleaciones de aluminio y magnesio son las elecciones más adecuadas, pero si se requiere un alto esfuerzo, alta densidad, en combinación con estabilidad térmica, se debe seleccionar una matriz de níquel o titanio.. El aluminio como matriz es el más utilizado en la actualidad por su ductilidad, tenacidad, conductividad térmica, bajo peso y facilidad de manufactura. El aluminio tiene una densidad de sólo 2.7 g/cm 3 , aproximadamente un tercio del acero (7.83 g/cm\ cobre (8.93 g/cm\ o bronce (8.53 g /cm\. Algunas aleaciones de aluminio exceden al acero en esfuerzo. Aunque, el aluminio puro y ciertas aleaciones están extremadamente por debajo tanto en esfuerzo como en dureza. Por otro lado, el punto de fusión del aluminio es relativamente bajo y puede ser una limitación en algunas aplicaciones [7].. 8.
(18) MATERIALES PARA REFUERZO. Los materiales para refuerzo incluyen carburos (como SiC, 8 4 C), nitruros (como Si 3N4 , AIN), óxidos (como Al 20 3 , Si0 2),. y elementos (como C, Si).. Los refuerzos. pueden ser de diferent~s formas como: partículas, plaquetas, fibras continuas y fibras discontinuas.. La razón principal para utilizar partículas es la reducción del costo del compuesto; además de que se encuentran disponibles en las cantidades, tamaños y formas requeridas a un bajo costo. Por ejemplo, el precio del Carburo de Silicio en forma de partículas es aproximadamente 1/124 del precio de la misma cantidad de fibras de Boro [8]. Debido a estas consideraciones, los dos elementos de refuerzo que reciben más atención son SiC y Al 20 3 .. En lo que se refiere al carburo de silicio, es un refuerzo el cual es un compuesto covalente que tiene muy alta dureza, alto módulo elástico y bajo coeficiente de expansión térmica. Actualmente, se tiene disponible un amplio rango de tamaños y formas de partículas reforzantes de SiC; además, es uno de los materiales más duros que se conocen (9.15 en la escala de Mohs en comparación con 1O del diamante) [9].. Si todas las partículas usadas en los materiales compuestos fueran esferas perfectas, la determinación del tamaño de partícula sería un trabajo relativamente simple. En la práctica, la mayoría de las partículas se desvían de modo considerable de la esfericidad perfecta, pero es aún deseable tener una medida del tamaño. Para este propósito las partículas se tamizan a través de mallas con. aberturas. estandarizadas. Las aberturas grandes son medidas directamente en pulgadas o en centímetros. En los Estados Unidos, las aberturas menores a Y.. plg. (0.6cm) se expresan en números de malla, los cuáles indican el número de aberturas por pulgada lineal [1 O].. 9.
(19) 2.4.- CARACTERÍSTICAS MICROESTRUCTURALES DE LOS CMM. Uno de los principios de ciencia de materiales es que las propiedades de un material son una consecuencia directa de las características microestructurales del material. En el caso de materiales compuestos, la microestructura del material es función del refuerzo (tamaño, forma, distribución y fracción volumétrica), de las interfases entre el refuerzo y la matriz, así como de las características de la matriz.. La microestructura del compuesto se describe identificando los tipos de fases presentes y describiendo su tamaño,. forma y distribución.. Las. herramientas. metalúrgicas más útiles en la caracterización de microestructuras son el microscopio óptico (MO), el microscopio electrónico de barrido (MEB) y el microscopio electrónico de transmisión (MET), estos dos últimos ayudan a caracterizar microestructuras en detalles mucho más finos que los posibles en el microscopio óptico.. MICROESTRUCTURA DE LA MATRIZ DE LOS CMM. La presencia del refuerzo en la matriz puede afectar la microestructura de la misma, es muy sensible tanto a la fracción volumétrica del refuerzo como a su tamaño, forma y distribución. El esfuerzo en compuestos reforzados con partículas es fuertemente dependiente de la fracción volumétrica del refuerzo con poca dependencia en el tamaño de la partícula. El refuerzo de una matriz normal dará esfuerzo adicional al compuesto debido a la solución y al endurecimiento por precipitación; introduciendo una alta fracción volumétrica de refuerzo a la matriz el mecanismo de Orowan se vuelve significativo, independientemente de la temperatura.. En un material compuesto, el aspecto más importante es la distribución de las partículas del refuerzo, y esto depende de las rutas involucradas en el proceso de fabricación. Sin embargo, las partículas pueden modificar otros aspectos como la microsegregación de la matriz [11].. 10.
(20) En adición a los efectos anteriores, se tiene la generación de dislocaciones en la matriz como resultado de la diferencia en contracción térmica causada por la gran diferencia en coeficiente de expansión térmica de la matriz y el cerámico de refuerzo. La pequeña deformación que ocurre en la interfase matriz/refuerzo durante el enfriamiento es suficiente para generar deslizamiento de dislocaciones. El coeficiente de expansión térmica del aluminio es diez veces mayor que el del carburo de silicio, por lo tanto, se desarrolla una pequeña deformación E, de aproximadamente 1%, ésta diferencia da como resultado una densidad de dislocaciones considerable , por ejemplo, para el compuesto AI/SiC con partículas de refuerzo de 1µm de diámetro, resulta una densidad de dislocaciones p, de 1.8 x 10 13 m· 2 , calculado usando E=pLb, donde L(=1 µm) es el espaciamiento interparticular y b es el vector de Burgers del aluminio [8].. SOLIDIFICACIÓN DE LOS CMM. La solidificación en presencia de un refuerzo puede iniciarse durante la infiltración o después de que ésta se ha completado. Las reglas desarrolladas para el control microestructural de la solidificación de metales sin refuerzo, generalmente no son aplicables directamente a CMM debido a la influencia de la fase de refuerzo en la solidificación de la matriz, por lo que necesitan ser considerados varios factores:. Control de la cantidad de microsegregación en la matriz. Durante la solidificación del compuesto, el metal líquido infiltrado se encuentra con partículas de refuerzo dispersas a más bajas temperaturas, lo cual da lugar a una nucleación heterogénea en la matriz del material compuesto, propiciando una disminución de la segregación en la matriz, además de que en los procesos que aplican presión como es el caso del proceso de "squeeze casting", una debida aplicación de la misma durante la solidificación resulta en una reducción de la porosidad y una considerable mejora en la distribución de las partículas de refuerzo, lo cual a su vez, disminuye la tendencia a la segregación.. 11.
(21) Control del tamaño de grano. Es importante controlar y determinar el tamaño de grano en la estructura de un CMM debido al. efecto. de éste en las propiedades. mecánicas del material.. Control de la localización de la segunda fase, la cual puede distribuirse en toda la matriz con lo que se mejoran las propiedades del material, o concentrarse en la interfase matriz-refuerzo.. Control de las propiedades de la interfase metal-refuerzo mediante una juiciosa selección de los elementos de aleación, del refuerzo y sus posibles recubrimientos con el propósito de controlar las reacciones químicas y localización de las partículas de segunda fase.. ESPACIAMIENTO DEL REFUERZO. En adición al movimiento de las partículas de refuerzo dispersas en la mezcla, la interacción entre éstas partículas y el crecimiento de la fase sólida determina la distribución espacial de partículas en el compuesto. Durante la solidificación, las partículas individuales pueden ser empujadas por el movimiento de la interfase sólido/líquido, dentro de la región interdendrítica de enfriamiento o pueden ser rodeadas por el crecimiento de celdas y dendritas, y comenzar a dispersa.rse en la matriz del crecimiento de la primera fase. Mientras que las partículas que son atrapadas sin dendritas podrian originar una distribución más uniforme. La segregación en la región interdendrítica bajo estas condiciones de solidificación es adecuada para mejorar las propiedades como anti-fricción o anti-abrasión, maquinabilidad y, bajo ciertas condiciones, propiedades mecánicas. El refuerzo actúa como una barrera para la transferencia de masa durante la solidificación. En muchos compuestos la última fase para solidificar se basa en la proximidad de la superficie del refuerzo.. Cuando la solidificación es dendrítica en la aleación con refuerzo, los brazos de las dendritas cesan de madurar en el compuesto cuando el espaciamiento de los. 12.
(22) brazos alcanza el espaciamiento del refuerzo, de allí en adelante todo ocurre por coalescencia. Entonces, si el tiempo de solidificación excede el tiempo para completar la coalescencia de los brazos de dendritas secundarios, la completa solidificación de la matriz aparece como celular, teniendo centros concentrados paralelos a la interfase matriz - refuerzo.. La microsegregación de la matriz es fuertemente afectada por el refuerzo, en los lugares que estan por encima del límite de la distancia de difusión en la fase sólida durante la solidificación, ésta puede aún ser reducida por la solidificación durante la solidificación en estado sólido mucho más grande que cuando ocurre en materiales sin refuerzo [ 14].. VENTAJAS ADICIONALES DEL PROCESO DE "SQUEEZE CASTING" EN EL PROCESO DE SOLIDIFICACIÓN DE LA MATRIZ. La aplicación de presión durante la solidificación resulta en una reducción de porosidad y una mejora considerable en la distribución de las partículas debido a la reducción de la segregación. Si se aplica una presión alta durante la solidificación, la . matriz exhibirá un tamaño de grano más fino, que el que se pudiera obtener en una presión atmosférica, debido al incremento en el coeficiente de transferencia de calor entre el molde y el compuesto, y al incremento en la temperatura de la matriz líquida (arriba de 1Oº C para el aluminio a 100 MPa) lo cual da como resultado un mayor sobreenfriamiento.. El prudente diseño y selección de la aleación de la matriz para el proceso de solidificación del CMM, podría tomar en consideración la multitud de interacciones entre la matriz y el refuerzo durante la infiltración, solidificación y aplicación final.. Muchos defectos, producidos como resultado de la contracción durante el proceso de solidificación y del gas atrapado en algunos métodos convencionales de. 13.
(23) producción de CMM, pueden ser minimizados utilizando la técnica "squeeze casting" [15].. TAMAÑO DE GRANO EN LOS CMM. El tamaño de los granos en un material esta determinado por la relación entre la rapidez de nucleación y crecimiento durante la solidificación. Si el número de núcleos formados es alto se producirá un material de grano fino, y si sólo se forman unos pocos núcleos se producirá un material de grano grueso. La rapidez de enfriamiento es el factor más importante para determinar la rapidez de nucleación y, por tanto, el tamaño de grano.. El tamaño de grano observado en el producto final de CMM es generalmente menor que el teórico, posiblemente porque las dendritas que se rompen durante el impacto en la subcapa crean nuevos sitios de nucleación. En materiales compuestos se observa una favorable reducción del tamaño de grano. El tamaño de grano es cerca de un 30% menor que en aleaciones sin refuerzo producidas en las mismas condiciones. Los efectos adicionales son en parte explicados por la influencia de la transferencia térmica de las partículas al metal durante la solidificación [13].. Cuando la temperatura de la preforma inicial esta por debajo de la del metal líquido, la región donde nuclea el metal sólido es el resultado del rápido enfriamiento, aún si el refuerzo no actúa como agente nucleante.. INTERFASE MATRIZ-REFUERZO. La interfase formada entre la matriz y el refuerzo cerámico es de gran interés ya que las características de ésta región determinan la carga transmitida y la resistencia a la fractura de CMM durante la deformación. Los estudios de la interfase metal-refuerzo fueron iniciados al principio de los sesenta. Ahora es ampliamente aceptado que, con el propósito de maximizar el esfuerzo de la frontera interfacial de CMM, es necesario. 14.
(24) controlar las reacciones químicas y minimizar la formación de fases frágiles tales como los óxidos.. Para CMM hechos de elementos reactivos, la opción es evitar la excesiva actividad química de la interfase, la cual podría degradar las propiedades del material, éste problema usualmente se resuelve aplicando un tratamiento superficial, recubriendo el refuerzo o modificando la composición de la aleación de la matriz.. En lo que se refiere a la estructura de la matriz (tamaño de grano, precipitados de segunda fase, segregación, etc.), de CMM producidos a partir de un metal líquido, ésta está fuertemente influenciada por las características de solidificación del CMM.. 2.5.- PROPIEDADES MECÁNICAS. MECANISMO DE FRACTURA DE LOS CMM. En general, se ha observado que los CMM tienen una fractura que ocurre por mecanismo dúctil de la matriz aunado a fractura frágil en las partículas cerámicas de refuerzo.. Un criterio simple de esfuerzo crítico, propone que la nucleación de la fractura ocurre cuando el esfuerzo local excede el esfuerzo de la interfase, o cuando el esfuerzo de fractura de la partícula se excede.. Para fracciones volumétricas pequeñas, la fractura es dúctil, caracterizada por nucleación y crecimiento de cavidades. Bajo éstas condiciones el espaciamiento entre las partículas nucleadas son consideradas un parámetro microestructural crítico, que tomado junto con las propiedades tensiles, controlan la resistencia del material.. 15.
(25) La morfología de las cavidades de la superficie de fractura es la observación más común hecha por numerosos investigadores en compuestos discontinuos AI/SiC. [16].. La dislocación inicial es gobernada por los precipitados de la matriz y no por la fase de refuerzo. Este mecanismo puede pasar por tres etapas para alcanzar la fractura total del material: nucleación, crecimiento y finalmente coalescencia de cavidades.. La fractura de la partícula de refuerzo es más común en partículas gruesas, y ésto es predecible desde dos puntos de vista: 1) La longitud de la partícula, debido a que las partículas grandes, tienen mayor probabilidad de poseer defectos en su interior que puedan iniciar la fractura de la partícula. Es importante considerar a las partículas que son cargadas en la interfase matriz/partícula, así un alto grado de partículas fracturadas es indicativo de un alto esfuerzo interfacial, particularmente cuando la grieta ocurre en partículas finas < 1O µm. 2) El agrupamiento de partículas, el cual tendrá una alta probabilidad de contener defectos que inicien la fractura, debido al alto esfuerzo triaxial generado en estas regiones. Drucker notó que la deformación en la matriz en espacios muy cerrados de partículas elásticas podría comprimir altamente, resultando niveles de esfuerzos locales, muy por encima del esfuerzo de fluencia de la matriz [3].. MÓDULO DE ELASTICIDAD. La única propiedad mecánica que invariablemente se incrementa por la adición de material de refuerzo, es el módulo elástico, incrementando la fracción volumétrica del material del refuerzo se puede observar un incremento en el módulo de elasticidad, en el esfuerzo último y en el esfuerzo a la cedencia aunque se observa una reducción en el esfuerzo a la fractura.. El valor del módulo elástico depende del método con el que se mida, con medidas dinámicas, los valores tienden a ser mayores a los valores obtenidos de medidas estáticas obtenidas de la porción elástica de la curva esfuerzo-deformación.. 16.
(26) Los valores estáticos pueden depender del tipo de ensayo: tensión o compresión. Muchas de estas dificultades resultan de la presencia de esfuerzos residuales térmicos debidos a la diferencia en los coeficientes de expansión térmica entre la matriz y las partículas cerámicas. En el caso de SiC y Al 2 0 3 reforzando al aluminio, la matriz está en tensión, ésto significa que cuando el compuesto esta cargado, el límite plástico ocurre más pronto en tensión que en compresión, y el esfuerzo total estará compuesto tanto del límite elástico como del límite plástico. La situación es aún más complicada en distribución no homogénea del refuerzo en la matriz la cual puede también resultar en plasticidad local.. Por otro lado, la forma del material del refuerzo, afecta su capacidad de transferencia de carga y modifica la magnitud de este incremento. Geiger [23] ha encontrado que las partículas de SiC tienen más capacidad de transferencia de carga debido a su forma irregular, que la predicha para partículas esféricas. Así el módulo elástico de los compuestos reforzados con partículas irregulares es considerado isotrópico.. El factor dominante para controlar el módulo elástico es la fracción volumétrica del refuerzo, y es relativamente insensible a la distribución de las partículas, además es importante indicar que el mejoramiento en el Módulo de Young también se obtiene a altas temperaturas [12].. RESISTENCIA MECÁNICA. En contraste con el valor del módulo elástico, el cual es relativamente insensible a los cambios microestructurales de la matriz, la resistencia mecánica es una propiedad altamente sensible o dependiente de la microestructura del material de la matriz. Por ejemplo, el tamaño de grano de un material policristalino afecta su resistencia mecánica pero no su rigidez [5]. Por esta razón, la regla de las mezclas no predice la resistencia de un compuesto, mientras lo hace razonablemente bien en la predicción del módulo elástico.. 17.
(27) Algunos estudios realizados, [17-22] han mostrado la complejidad de los modelos que describen el comportamiento de la curva esfuerzo-deformación en compuestos AI/SiC, en términos de la capacidad de transferencia de carga de la matriz al refuerzo, y de las características de endurecimiento por precipitación.. Considerando que los precipitados presentes en la aleación de la matriz, y la textura cristalográfica no varían significativamente con la fracción volumétrica, o con el tamaño del refuerzo, Geiger y Walker [23] propusieron, que las partículas de SiC afectan la resistencia mecánica vía deformación plástica (la cuál es inducida térmicamente) además de los esfuerzos residuales resultantes.. Las deformaciones. plásticas se introducen en la matriz durante el enfriamiento rápido del tratamiento térmico de solución, como una consecuencia de la diferencia que existe entre los coeficientes de expansión térmica de la matriz y del refuerzo [24,25].. La magnitud del incremento en la densidad de dislocaciones (p) está relacionada con la fracción volumétrica (Vt) de las partículas de SiC y con su tamaño (d) de la siguiente manera [18].. 6A V, J) - ------------------d b (1 - V, ). (2.1). Donde A es un parámetro que refleja el número de dislocaciones dentro de la matriz y b es el vector de Burgers. Esta ecuación predice que las partículas pequeñas, más que las partículas grandes, incrementan la densidad promedio de dislocaciones y en consecuencia, la magnitud del esfuerzo residual y por lo tanto la resistencia mecánica.. Por otro lado, el efecto del tamaño de partícula sobre la resistencia a la tensión puede determinarse a partir del endurecimiento por trabajado [23], la expresión más. 18.
(28) común del endurecimiento por trabajo es empírica y relaciona el esfuerzo de flujo verdadero (cr) a la deformación plástica verdadera ( Ep) de la siguiente forma:. cr=KE. n. (2.2). p. donde n es el coeficiente de endurecimiento por trabajo (siempre menor a 1) y K es una constante de proporcionalidad (KA1. =35 x 1O 2. Kg/cm. 2. ). [26].. El efecto combinado de la microestructura y el endurecimiento por deformación plástica sobre el esfuerzo de flujo esta dado por [23]:. A. L.lCT. "¡ = 0.62Ec [ bEp I /\.g. ]. Y,. (2.3). Donde Ec es el módulo de Young del compuesto AI/SiC y 0.62 es una constante para el Al [18,27], b es el vector de Burgers (bA1. =2.8636 A). En ésta ecuación A9. es. el parámetro de espaciamiento interparticular dado por las ecuaciones 2.4 [28] y 2.5 [29]:. A9 =. 1 - (V,)u (2.4). 0.77d. "A 9 -------------------vt y,. (2.5). 19.
(29) Donde d es el tamaño de partícula, Vt es la fracción volumétrica de partículas no deformables y NL es el número de partículas interceptadas por unidad de longitud de línea trazada.. Los efectos de la fracción volumétrica del refuerzo y del tamaño de partícula de éste, se toman en cuenta a través del parámetro de espaciamiento interparticular,. A. 9 , el. cuál representa la constricción física de la microestructura en el movimiento de dislocaciones [23].. La ecuación 2.3 indica que el endurecimiento por trabajo es mayor a medida que disminuye el tamaño de la partícula, o cuando aumenta su fracción volumétrica, ya que éstas dos condiciones reducen el espaciamiento interparticular. La ecuación 2.3 también se usa para determinar. A.9. del comportamiento esfuerzo-deformación de los. compuestos.. La resistencia de un compuesto AI/SiC se puede mejorar más efectivamente con la reducción en el tamaño de partículas, más que por el incremento de su fracción volumétrica. El tamaño de las partículas de SiC por ellas mismas tienen un efecto significativo, para una fracción volumétrica dada, el esfuerzo a la cedencia y el esfuerzo último se incrementan con el decremento del tamaño de partícula. El esfuerzo a la fractura, disminuye con el incremento de la fracción volumétrica para un tamaño de partícula dado. Para una fracción volumétrica baja. de refuerzo en el material, el. esfuerzo a la fractura se incrementa con incrementos en el tamaño de partícula, y la tendencia es opuesta en fracciones volumétricas altas de refuerzo [12].. Otra expresión usada para la predicción de la resistencia mecánica en compuestos de AI/SiC, está basada en el modelo propuesto por Nardone y Prewo [30]. En este modelo, la resistencia del compuesto (CJc) esta relacionada con la resistencia de la matriz (CJm), las fracciones volumétricas del refuerzo (V,) y de la matriz (Vm), la. •IBtIOTrnCl] longitud (L) y el espesor (t) de la fase reforzante de la siguiente manera: \\. ~¡;,--:~ \ ¡J,J/·' '!'\. ~'. ,¡~-:.. ~ MIOIIQ,( ~' '. . ..:::: C A M !' U ~· ;~. ;;;;;; • s. ºj. ,_. 20. :--.. :. ·.
(30) cr AI/SiC. = O"m. [ V, (2L I t + 4) I 4 + Vm]. (2.6). Los valores de esfuerzo predichos usando la ecuación anterior, muestran que los valores obtenidos usando el modelo de Nardone y Prewo, son más altos que los observados experimentalmente por J. Lavernia y Yue Wu [31].. La discrepancia entre los valores determinados por la ecuación anterior y los observados experimentalmente por Lavernia y Wu estan de acuerdo con los resultados de otros investigadores, quienes reportan reducción [32,33], poco cambio [34] o mejoramiento [35,36] en la resistencia mecánica de los CMM de aluminio.. DUCTILIDAD. La mayor limitación en las propiedades mecánicas de los CMM es la ductilidad, la elongación tensil decrece rápidamente con la adición de partículas de refuerzo. La limitada ductilidad de los CMM, es influenciada por varias variables, como el tamaño de partícula y la fracción volumétrica del refuerzo, así como por el esfuerzo de fluencia de la matriz y la resistencia de la interfase matriz-refuerzo.. Específicamente, las grietas que se forman en partículas grandes reducen. la. ductilidad del compuesto, mientras las partículas pequeñas de refuerzo resisten mejor las grietas y proveen mayor ductilidad al compuesto.. DENSIDAD DE UN CMM. La densidad es una de las propiedades físicas que están bien descritas por ecuaciones que son funciones únicamente de las propiedades por separado tanto de la matriz como del refuerzo. La densidad es predicha con precisión por el modelo de la. 21.
(31) regla de las mezclas. La densidad. (p) de un compuesto de AI/SiC queda definida. como:. (2.7). donde p es la densidad y V es la fracción volumétrica, los subíndices m y r indican matriz y refuerzo.. La expresión anterior muestra que la adición moderada de SiC en Al causa únicamente un ligero incremento en la densidad del compuesto, debido a que los dos componentes poseen densidades semejantes. Así, los compuestos de AI/SiC pueden reemplazar directamente al aluminio sin que se origine un incremento significativo en el peso de componentes estructurales.. COEFICIENTE DE EXPANSIÓN TÉRMICA. El coeficiente de expansión térmica (a) es otra de las propiedades físicas que han sido extensamente modeladas en compuestos de AI/SiC. La ecuación derivada por Turner [37] para determinar el coeficiente de expansión térmica de un compuesto con partículas esféricas reforzando una matriz, es la siguiente:. amVmKm + arVrKr U AI/S1C. - ---------------------------------------. (2.8}. VmKm+ VrKr. donde Km y Kr son las conductividades térmicas de la matriz y del refuerzo respectivamente.. 22.
(32) La conductividad térmica disminuye substancialmente con el incremento en el porcentaje en volúmen del refuerzo de SiCp. Por ejemplo, el CMM con 40% SiCp-AI 6. tiene un coeficiente de expansión térmica de 12.1 x 10- /ºC que es aproximadamente la mitad del valor del coeficiente de expansión térmica del Al. El coeficiente de expansión 6. térmica de un CMM con 55% SiCp-AI es de 8.2 x 10- /ºC que es cercanamente una tercera parte del valor que presenta el coeficiente de expansión térmica del Al.. 23.
(33) CAPÍTULO 3 DESARROLLO EXPERIMENTAL. Con el propósito de estudiar la influencia de las diferentes condiciones de proceso en la estructura de la matriz de los materiales compuestos, se elaboraron diferentes muestras bajo el proceso de "squeeze casting", luego se analizó cada una de ellas por diferentes técnicas en busca de las características microestructurales que pudieran explicar los efectos de los parámetros del proceso en la microestructura.. 3.1.- DESCRIPCIÓN DEL PROCESO DE 11 SQUEEZE CASTING". El proceso de "squeeze casting" para producir materiales compuestos con matriz metálica consiste escencialmente en infiltrar por presión el metal líquido de la matriz en la preforma del cerámico reforzante. Esta operación se realiza en una prensa similar a las de colada por presión.. La secuencia típica para obtener un CMM por este proceso, inicia con la elaboración de la preforma la cual consiste en los siguientes pasos: 1) Construcción de. 24.
(34) un filtro con base de alúmina, para contener el refuerzo. 2) Llenado y compactación manual del filtro con las partículas del refuerzo. 3) Colocación de la base superior de alúmina y sellado del arreglo. La preforma, estará contenida en este filtro cerámico relativamente rígido, el cuál tiene varias funciones:. El filtro cerámico remueve los óxidos presentes en la fundición.. La fundición líquida dentro de la preforma es multi-dimensional, tanto en los lados como en la parte superior, por lo que el filtro cerámico permite una deformación uniforme de la preforma, y de aquí una microestructura homogénea.. La mitad inferior de la preforma no es evacuada, y el aire atrapado es expulsado dentro de los poros del filtro localizados en la parte inferior de la preforma [38].. Una vez obtenida la preforma se procedió al precalentamiento del dado de la prensa y la preforma para evitar pérdidas de calor que puedan provocar una solidificación incipiente al vaciar el metal, luego se coloca el filtro sobre la parte inferior del dado e inmediatamente el metal líquido es vaciado sobre éste como se muestra en la Fig. 3.1, entonces, la mitad superior móvil del dado baja hasta hacer contacto con la superficie del metal y se aplica la presión de trabajo para infiltrar la preforma [14].. Una vez que ocurre la infiltración, la presión se mantiene hasta que termina la solidificación del metal, luego se procede a eliminar la presión haciendo subir el dado y a expulsar el CMM con la ayuda del perno expulsor.. 25.
(35) mitad superior móvil. aleación líquida filtro cerámico poroso preforma. ~===::;¡~~~==:;~~ª--. mitad inferior fija perno expulsor. Fig.3.1.- Diagrama esquematice del proceso de "squeeze casting".. 26.
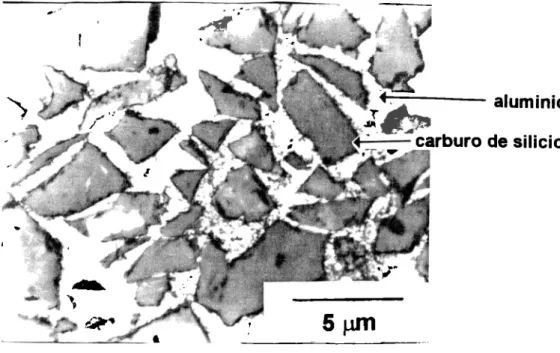
(36) A continuación se presenta una microestructura representativa del compuesto, en la cual se puede observar la matriz de aluminio aleado y el refuerzo de carburo de silicio.. Sµm Fig.3.2.- Microestructura representativa del compuesto obtenido por "squeeze casting". 3.2 .- MATERIALES UTILIZADOS. MATERIAL PARA LA MATRIZ. Se utilizaron dos aleaciones de la misma composición con y sin titanio como se indica en la Tabla 3.1.. Tabla 3.1.- Composición de la aleación de la matriz. Elemento. Mg. %. 0.6. Zn. 5.8. Ti. 0/0.2. Al balance. 27.
(37) MATERIAL PARA EL REFUERZO. El material empleado como refuerzo consistió en partículas de Carburo de Silicio (SiC) de grado comercial con una pureza de 99.99%, de formas irregulares como se muestra en las microestructuras de la Fig. 3.2 y de diferentes. tamaños como se. muestra en la Tabla 3.2.. Tabla 3.2.- Tamaño de las partículas de refuerzo. Tamaño de malla Tamaño de partícula (µm). 600. 400. 220. 9. 25. 90. 3.3.- CORRIDAS DE "SQUEEZE CASTING". Las corridas de "squeeze casting" se realizaron en las siguientes condiciones:. El dado fué precalentado a 300°C, la velocidad del émbolo en la prensa hidráulica durante el proceso de infiltración fue - 1O mm/s, la presión final de - 1.83 kgf/cm. 2. .. Con el propósito de analizar los efectos de las diferencias tanto en composición como en proceso de fabricación de los CMM, las muestras de los mismos se elaboraron bajo diferentes parámetros de proceso.. Las variables implicadas fueron:. 28.
(38) Tamaño de partícula de SiC: Malla 600 (- 9µm ) Malla 400 (- 25µm ) Malla 220 (- 90µm). Temperatura de precalentamiento de la preforma: 580°C 780ºC. Composición de la matriz: Con adición de titanio Sin adición de titanio. Las distintas combinaciones se muestran en la Tabla 3.3.. Tabla 3.3.- Parámetros de proceso para la obtención de los CMM. Muestra. Tº precalentamiento (ºC). Tamaño malla SiC. Adición de Ti. 111. 580. 220. Si. 112. 580. 600. Si. 13. 580. 600. No. K5. 780. 600. No. KK2. 780. 220. Si. KK3. 780. 400. Si. KK4. 780. 600. Si. 29.
(39) 3.4.- CARACTERIZACIÓN MICROESTRUCTURAL. La caracterización microestructural de los compuestos se llevó a cabo utilizando las siguientes técnicas: microscopía óptica. microscopía electrónica de barrido, microscopía electrónica de transmisión y difractometría de rayos-x.. A continuación se mencionan las principales características de cada equipo:. MICROSCOPIO ÓPTICO (MO). El microscopio óptico tiene un poder de magificación de 50 a 2000 aumentos, posee una resolución aproximada de 153 nm y proporciona información sobre: composición,. cristalografía de fases,. características estructurales (>. 0.16 µm),. superficies, topografía, dislocaciones y defectos relativamente grandes.. MICROSCOPIO ELECTRÓNICO DE BARRIDO (MEB). El microscopio electrónico de barrido tiene un poder de magificación de 10 10. 5. 4. a. aumentos, posee una resolución aproximada de 100 A y puede analizar regiones. aproximadas a 1 nm, proporciona información sobre: composición, cristalografía, topografía, tamaño, forma y distribución de las fases. Señales que se utilizan: electrones secundarios, electrones retrodispersados, rayos-x.. MICROSCOPIO ELECTRÓNICO DE TRANSMISIÓN (MET). El microscopio electrónico de transmisión tiene un poder de magnificación de 10 3. a. 10. 5. aumentos, posee una resolución aproximada de. 1 nm, proporciona. información sobre: morfología, distribución y tamaño, cristalografía, composición, orientación de las fases presentes en el material.. 30.
(40) DIFRACTOMETRÍA DE RA VOS-X. El difractómetro de rayos-x analiza un volúmen aproximado de 1O µm, proporciona información sobre: tipo de cristal, identificación de fases, orientación de monocristales y cambios en los parámetros de red [39].. Las muestras a analizar se prepararon de acuerdo a los requerimientos de cada técnica, como se indica a continuación:. PREPARACIÓN DE LAS MUESTRAS ANALIZADAS EN MICROSCOPIO ÓPTICO Y DE BARRIDO. La preparación de muestras para estos microscopios se hizo de la siguiente manera:. Corte de la muestra con una cortadora de disco de diamante, el cuál gira a una velocidad moderada con el fin de minimizar el daño a la pieza. Una vez obtenida la muestra, se pulió sobre una serie de lijas con abrasivos sucesivamente más finos. El siguiente pulido. se realizó en un disco giratorio cubierto con un paño especial con. pasta de diamante, seguido por un pulido final en un paño cargado de sílica coloidal hasta obtener un acabado espejo.. El último paso fué el ataque químico el cual se realizó con una solución preparada especialmente para el material, con el fin de hacer visibles las características estructurales de la matriz.. 31.
(41) PREPARACIÓN. DE. LAS. MUESTRAS. ANALIZADAS. EN. MICROSCÓPIO. ELECTRÓNICO DE TRANSMISIÓN. La preparación de muestras para. el análisis en microscopio electrónico de. transmisión es muy laboriosa, debido a que la muestra final debe ser transparente al paso de los electrones. para obtener esta muestra son necesarios varios pasos:. Corte de una muestra lo más delgada posible mediante un disco cortador de diamante, una vez cortada, la muestra se pega con cera en un cilindro de aluminio y se pule con lija hasta obtener un espesor de -1 OOµm. El siguiente paso es cortar la muestra en varias muestras más pequeñas, las cuales se vuelven a montar y se pulen en lija más fina hasta obtener un espesor de - 70µm. Una de las muestra obtenidas se monta en un trípode y se pule en discos de diamante sucesivamente más finos hasta llegar al paño de 1µrri. Una vez que obtenemos esta muestra, se aplica la técnica de la cuña la cual consiste en pulir la muestra con una pequeña inclinación con el fin de obtener un área suficientemente delgada, que sea transparente al paso de los electrones.. PREPARACIÓN. DE. LAS. MUESTRAS ANALIZADAS. POR DIFRACCIÓN. DE. RAYOS-X. La preparación de muestras para el análisis por difracción de rayos-x se hizo de la siguiente manera:. Corte de la muestra en las dimensiones especificadas para este tipo de análisis mediante un disco cortador de diamante, seguida por pulido sobre una serie de hojas de esmeril o lijas con abrasivos más finos sucesivamente.. 32.
(42) 3.5.- ANÁLISIS DE LA SUPERFICIE DE FRACTURA. Con la finalidad de analizar el modo de fractura de los materiales compuestos y conocer la posible influencia de la interface matriz-partícula, así como la de otros parámetros microestructurales, sobre el mecanismo de fractura de las muestras, se realizó un estudio fractográfico.. Para satisfacer este objetivo, las superficies fracturadas de las probetas del ensayo de tensión se observaron en un microscopio electrónico de barrido (MES).. 3.6.- CARACTERIZACIÓN MECÁNICA. ENSA VOS DE TENSIÓN. Se realizó un número limitado de ensayos de tensión en los compuestos producidos, con el propósito de evaluar de una manera preliminar, el efecto de la evolución de la microestructura en las propiedades mecánicas de éstos materiales.. Para realizar los ensayos de tensión, se cortaron y maquinaron probetas para cada una de las muestras. La forma y dimensión de cada una de las probetas fué como se ilustra en la Fig.3.3., las dimensiones de las mismas no se basaron en las especificaciones de ninguna norma.. 33.
(43) Fig.3.3.- Tipo de probeta empleada para el ensayo de tensión. 34.
(44) CAPÍTULO 4 RESULTADOS. 4.1.- CARACTERIZACIÓN MICROESTRUCTURAL. 4.1.1.- MICROESTRUCTURA DE LA MATRIZ SIN REFUERZO. La microestructura de la matriz fue básicamente analizada en el microscopio óptico, se pudo observar con facilidad el tamaño de grano, los precipitados de segunda fase y la estructura dendrítica, se tomaron micrografías de la matriz sin. refuerzo en las cuales se realizaron las mediciones y análisis que se muestran en este capítulo.. a) ESPACIO PROMEDIO ENTRE BRAZOS DENDRÍTICOS PRIMARIOS. A continuación se presentan las micrografías de las estructuras dendríticas presentes en las matrices sin refuerzo.. 35.
(45) 5µm (a). -----· 5µm (b). " 36.
(46) 5 µrn (e) Fig. 4.1.- Estructuras dendríticas presentes en las matrices sin refuerzo a) KK2 b) KK3 c) KK4.. Se analizaron las micrografías de las matrices dendríticas y se procedió a su análisis, midiendo la distancia de centro a centro de los brazos de las dendritas de cada una de las muestras, y se calculó el promedio que se muestra en la Tabla 4.1.. Tabla 4.1.- Espaciamiento promedio entre brazos dendríticos primarios en la matriz sin refuerzo.. Material de la Matriz. Distancia interdendrítica (µm). KK2. 125. KKJ. 131. KK4. 129. 37.
(47) b) CARACTERÍSTICAS DE LAS PARTÍCULAS DE SEGUNDA FASE PRESENTES EN LA MATRIZ SIN REFUERZO. Aunque la cantidad de partículas de segunda fase presentes en la matriz del material compuesto fue relativamente. pequeña, éstas se analizaron con el fin de. determinar su composición, así como para poder determinar cualquier diferencia respecto a la matriz con refuerzo.. Las partículas de segunda fase presentes en la matriz del material compuesto se encuentran uniformemente distribuidas, presentan diferentes morfologías, así como diferentes tamaños dependiendo de la muestra analizada tal como se muestra en la Tabla 4.2.. Tabla 4.2.- Tamaño de las partículas de segunda fase presentes en la matriz sin refuerzo.. fvluestra. 111. Part. 2ª Fase. Medianos. 112. 13. KS. KK2. KK3. KK4. Chicos. NO. NO. Chicos. Chicos. Chicos. El análisis de las muestras indica, que con la eliminación del titanio no se detectan partículas de segunda fase.. Por otro lado, la adición de titanio produce las partículas que se describen a continuación: la forma de las partículas de segunda fase presenta dos patrones diferentes, algunas muestras presentan partículas con características morfológicas bien definidas debido a que todos sus lados son líneas rectas muy bien marcadas, son de dimensiones aproximadas a 6 µm por lo que su localización en un microscopio óptico es relativamente sencilla. Morfologías representativas de este tipo de partículas se presentan en las siguientes micrografías.. 38.
(48) Este tipo de partículas fue analizado en un microscopio electrónico de barrido a través de dispersión de energía de rayos-x, los resultados del análisis se muestran en los espectros que acompañan a las micrografías en la siguiente figura.. ,,. ' '. 1. 1. ..... '. .s '1. _)J. 5 µm. 1\ r. J. I. ~. l. (. .• .,. ). ,...;. 1. .1's. 5 µm. '1. __). l. Fig. 4.2.- Partículas de segunda fase localizadas en las matrices sin refuerzo acompañadas por su respectivo análisis por dispersión de energía de rayos-x.. 39.
(49) Otro tipo de partículas encontradas en la matriz sin refuerzo, fueron de tamaños muy pequeños y localizados en los límites de grano. Una micrografía de este tipo de partículas se presenta en la Fig. 4.3.. .. 5 µm. Fig. 4.3.- Partículas de segunda fase localizadas en los límites de grano de la matriz sin refuerzo.. Estas partículas no fueron analizadas directamente debido a que ninguna de las técnicas disponibles nos permite el análisis directo de partículas tan pequeñas, únicamente el análisis en MET sin embargo sería difícil preparar una muestra que contuviera este tipo de partículas específicamente. Sin embargo el análisis de las muestras en MET pudo haber contemplado su análisis por lo que puede aparecer en los patrones de difracción analizados.. ,1(\.
(50) e) IDENTIFICACIÓN DE FASES. Para completar la caracterización de las matrices sin refuerzo, se realizó un analisis por difracción de rayos-x, el análisis se llevo a cabo en un difractómetro (perteneciente a la UAM), utilizando ánodo de cobre y longitudes de onda i.1 = 1.54060A y 1..2=1.54443A, como resultado de éste análisis se obtuvieron. difractogramas para cada una de las muestras.. Los difractogramas correspondientes a las matrices sin refuerzo se muestran en la Fig. 4.4, la identificación de los picos de intensidades se realizó con ayuda de las tarjetas de JCPDS [40].. -. e. § e 1. !. ILJI, . . . . _. -1. ~--J,,·---so 60. \. ¡\. l_..). 70. 80. (a). 41.
(51) so. 40. 60. 70. (b). 1 11. 1. ¡. ~1 1. i 1. 1. u 1. 1. 1. ...._). so. 60. 70. ªº. (e). Fig . 4.4.- Difractogramas de las matrices sin refuerzo analizadas por difracción de rayos-x a) KK2 b) KK3 c) KK4.. 42.
(52) Los resultados obtenidos en el análisis de rayos-x de las matrices de los materiales compuestos, nos revelan solamente la presencia de aluminio, mientras que en las micrografías tomadas en microscopio óptico si se observa la presencia de precipitados de segunda fase. Esto indica que la cantidad de precipitados en las muestras analizadas no fueron suficientes para difractar.. 4.1.2.- MICROESTRUCTURA DEL MATERIAL COMPUESTO. a) MICROESTRUCTURA DE LA MATRIZ. El análisis de las muestras indica que las dendritas sólo se presentan en las matrices sin refuerzo, es decir que el material de refuerzo inhibió el desarrollo de dendritas. Ésta es una característica interesante en la estructura de la matriz con refuerzo, ya que la eliminación de la estructura dendrítica implica la eliminación de la microsegregación y de la microporosidad, lo cual es una ventaja microestructural. La inhibición del crecimiento dendrítico durante la solidificación se puede explicar considerando que el espaciamiento entre partículas de refuerzo puede limitar la formación de la perturbación que se puede desarrollar en la interfase sólido-líquido de esta aleación [13). Si el espaciamiento entre partículas es menor que el tamaño de la perturbación crítica, entonces se inhibirá el crecimiento dendrítico.. En el presente caso, una medida de esta perturbación es el espaciamiento entre brazos dendríticos primarios medidos en las matrices sin refuerzo mostrados en la Tabla 4.1. Comparando estos valores con los correspondientes distancias entre partículas, mostrados en la Tabla 4.6, podemos ver que el tamaño de la perturbación es mucho mayor que la distancia interparticular, es decir que las dendritas no pueden desarrollarse en la presencia de refuerzo.. 43.
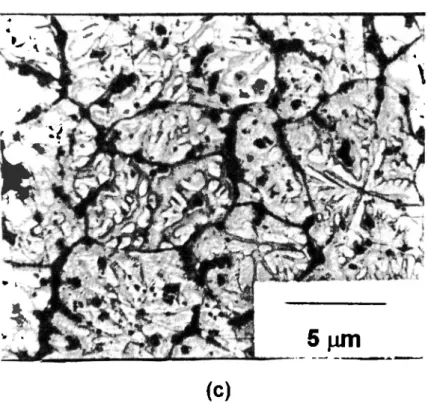
(53) En lo que se refiere a los precipitados de segunda fase estos fueron de menor tamaño respecto al material sin refuerzo y en general, el tamaño de los precipitados fue directamente proporcional al tamaño de las partículas de refuerzo. A continuación se presentan micrografías de los materiales con diferente tamaño de partícula, en las que se observa esta tendencia. En la Fig. 4.5 (a) es evidente la presencia de partículas de 2a. fase gruesas, mientras que en las Figuras 4.5 (b) y (c) las partículas de 2a. fase redujeron su tamaño.. 5 µrn (a). 44.
(54) Sµm (b). Sµm (e). Fig. 4.5.- Microestructuras de los CMM con diferentes tamaños de partícula a) KK2 (90 µm) b) KK3 (25 µm) c) KK4 (9 µm).. CARACTERÍSTICAS DE LAS PARTÍCULAS DE SEGUNDA FASE. Un análisis preliminar de los materiales compuestos en microscopio óptico nos permitió determinar la presencia de partículas de segunda fase presentes en la matriz del material compuestos. Se lograron determinar dos tendencias en las muestras:. - El tamaño de los precipitados es directamente proporcional al tamaño de las partículas de refuerzo.. - Las partículas de segunda fase solo se presentan en las muestras elaboradas con titanio.. 45.
(55) El análisis de las partículas de segunda fase se realizó mediante análisis por difracción de rayos-x, MEB y MET.. DIFRACCIÓN DE RA VOS-X. La caracterización por rayos-x del material compuesto, se realizó bajo las mismas condiciones del análisis de las muestras de la matriz sin refuerzo, con el propósito de identificar la presencia y composición de los cambios de fase producidos durante la elaboración de los materiales compuestos.. Los difractogramas de los CMM se presentan en las siguientes figuras:. ! J. !. !. ~. J. ~. i. i. ~ ~. -. ~. !. N. 1. 1. !. ¡. 30. 40. 1. :¡. 60. 50. 70. i. N N. ~. 1. u IO. (a). 46.
(56) e-. 1 1. ~. .:. e-. i. ,:. ". ~. .:. " ". JO. 40. 60. 'º. 70. 80. (b). !,. <-. (e). Fig. 4.6.- Difractogramas de los CMM analizados por difracción de rayos-x a) KK2 b) KK3 c) KK4.. 47.
(57) La Tabla 4.3 resume los resultados obtenidos del análisis de los difractogramas de los materiales compuestos analizados.. Tabla 4.3.- Resúmen de los resultados obtenidos en los difractogramas de los CMM. KK2. KK3. KK4. Al 3Ti (110). Al 3Ti (110). Al 3Ti (110). SiC (101). SiC (101). SiC (101). SiC (006). SiC (006). SiC (006). Al 3Ti (112). Al 3Ti (112). Al 3Ti (112). Al (111). Al (111). Al (111). SiC (104). SiC (104). SiC (104). Al 3Ti (004) Al (200). Al (200). Al (200). Al 3Ti (200). Al 3Ti (200). Al 3Ti (200). Al 3Ti (211). Al 3Ti (211). Al 3Ti (211). SiC (108). SiC (108). SiC (108). Al (220). Al (220). Al (220). SiC (109). SiC (109). SiC (109). SiC (200). SiC (200). SiC (200). SiC (116). SiC(116). SiC(116). SiC (203). SiC (203). SiC (203). SiC (204). SiC (204). SiC (204). Al(311). Al(311). Al (311). Al (220). Al (220). Al (220). 48.
(58) Los picos de intensidad del aluminio coinciden con los resultados obtenidos en el análisis del material de la matriz. En cuanto a la presencia del SiC, la literatura [41) menciona la existencia de dos tipos de estructura para este compuesto: cúbica (SiC a) y hexagonal (SiC p). Los difractogramas obtenidos para los CMM concuerdan con el patrón de difracción de rayos-x reportado para el SiC a (cúbico) [42).. Los picos restantes corresponden a una segunda fase, la cual se formó por medio de una reacción química durante el procesamiento del material. Las intensidades de estos picos concuerdan con el patrón de difracción de rayos-x del Al 3Ti [43) este resultado concuerda con el análisis por MEB y MET como se describe más adelante. Esta segunda fase no se detectó en los difractogramas de la matriz sin refuerzo correspondiente.. La presencia de segundas fases en los difractogramas de los materiales con refuerzo indica que existió una cantidad suficiente de precipitados que permitió la difracción, lo cuál no ocurrió en las matrices sin refuerzo.. MICROSCOPÍA ELECTRÓNICA DE TRANSMISIÓN. Se analizaron varios precipitados, en las muestras preparadas para observación en microscopio electrónico de transmisión, con el propósito de comprobar la presencia y la composición de las fases producidas durante la elaboración de los materiales compuestos.. Se obtuvieron varias imagenes de campo claro y sus correspondientes patrones de difracción, de partículas de segunda fase. Esta información se muestra en las Figuras. 4.7 y 4.8.. El análisis de los patrones de difracción, indica que los precipitados de segunda fase presentes en la matriz del material compuesto pueden ser de dos tipos.. 49.
(59) Las composiciones de los precipitados son Al 3Ti y AITi,. los patrones de. difracción y las imagenes de campo claro se presentan en las siguientes figuras.. 0.5 µm (a). (b). Fig. 4. 7.- a) Imagen MET de campo claro de un precipitado b) Patrón de difracción del precipitado correspondiente a AITi..
(60) 0.5 µm (a). (b). Fig. 4.8.- a) Imagen de campo claro de un precipitado b) Patrón de difracción del precipitado correspondiente a Al 3Ti.. En los análisis realizados con las dos primeras técnicas, se obtuvo el mismo tipo de información, es decir en los dos se encontró que la composición de las partículas era Al 3 Ti, mientras que en MET además de esta información se encontró que existían partículas de composición AITi, con lo que se determinó que eran demasiado pequeñas o muy pocas para ser detectadas por otro tipo de análisis. Además se comprobó la existencia de dos tipos de precipitados correspondientes a diferentes reacciones químicas en la matriz del CMM durante su procesamiento. Este resultado sugiere que las partículas pequeñas que se observan en los límites de grano en la matriz sin refuerzo pueden corresponder a AITi.. ,... ..
(61) TAMAÑO DE GRANO. El análisis del tamaño de grano, se llevó a cabo tanto en la matriz metálica sin refuerzo como en la matriz de los CMM. El análisis de la matriz metálica sin refuerzo se llevó a cabo en micrografías ópticas tomadas a muestras con y sin titanio obteniéndose las micrografías de la Fig. 4,9, en las que se observa claramente que las muestras con titanio presentan un tamaño de grano menor que las muestras sin titanio, lo cual ha sido documentado ampliamente con anterioridad.. --. . 1 µm. 1 µm. (a). (b). Fig. 4.9.- Tamaño de grano en la matriz metálica sin refuerzo a) sin titanio b) con titanio.. 52.
(62) El análisis del tamaño de grano de la matriz de los CMM ,se llevó a cabo en un microscopio electrónico de transmisión debido a que no fue posible el análisis de ninguna muestra ni en microscopio óptico ni en microscopio electrónico de barrido, debido a que el grano es pequeño. Este análisis se llevó a cabo con el propósito de observar la influencia de la presencia del refuerzo y la temperatura de precalentamiento de la preforma en el tamaño de grano de la matriz del CMM. En las Figuras 4.1 O y 4.11 se presentan dos patrones de difracción de la matriz procesados bajo diferentes temperaturas de precalentamiento junto con lsu respectiva imagen de campo claro.. 0.5 µm (b). (a). Fig. 4.1 O.- a) Imagen MET de campo claro de la matrriz del CMM producida con temperatura de la preforma de 580ºC b) Patrón de difracción de la matriz del CMM correspondiente al aluminio.. ,-. ,.,.
(63) 0.5 µm (b). (a). Fig. 4.11.- a) Imagen MET de campo claro de la matrriz del CMM producida con temperatura de la preforma de 780°C b) Patrón de difracción de la matriz del CMM correspondiente al aluminio.. La metodología para este análisis consistió en obtener una medida aproximada del tamaño de grano, se puede obtener contando el número de puntos en alguno de los anillos de difracción y relacionarlo con el área de donde se obtuvo dicho patrón. Los resultados de estos cálculos se muestran en la Tabla 4.4.. Es evidente que el tamaño de grano de la matriz en presencia del refuerzo es mucho menor que en la matriz sin refuerzo, incluso con titanio..
(64) Tabla 4.4.- Comparación de tamaño de grano de la matriz sin y con refuerzo.. Matriz. Sin refuerzo. Granos/ µm. 24. Con refuerzo. 64. b) CARACTERÍSTICAS DEL REFUERZO. FRACCIÓN VOLUMÉTRICA. La medición de la fracción volumétrica presente en el material compuesto, se llevó a cabo trazando líneas en las micrografías, y midiendo el porcentaje ocupado por las partículas de refuerzo en el material, se trazaron 20 líneas por micrografía y se analizaron 2 micrografías por muestra, posteriormente se obtuvo el promedio de las mediciones, los cuales se presentan en la Tabla 4.5.. Tabla 4.5.- Fracciones volumétricas de refuerzo presentes en los CMM.. .Ju ·~ ::tra. ¡¡1. 112. ,3. KS. KK2. KK3. KK4. Vf (%). 62.5. 60.17. 64.89. 63.17. 60.95. 57.81. 66.17. Aunque durante la elaboración de los materiales compuestos se pretendió introducir una fracción volumétrica igual a todas las muestras elaboradas, se presentó una variación, que aunque no es muy significativa podría presentar algunos efectos debido a que ésta es una de las características que puede influir en la ductilidad de un CMM.. 55.
Figure

+7






Documento similar
Figuras 83: Comparación de SANCNTa contra SANCNTm estáticamente, variando las cargas aplicadas sobre acero AISI
En la base de datos de seguridad combinados de IMFINZI en monoterapia, se produjo insuficiencia suprarrenal inmunomediada en 14 (0,5%) pacientes, incluido Grado 3 en 3
En este ensayo de 24 semanas, las exacerbaciones del asma (definidas por el aumento temporal de la dosis administrada de corticosteroide oral durante un mínimo de 3 días) se
En un estudio clínico en niños y adolescentes de 10-24 años de edad con diabetes mellitus tipo 2, 39 pacientes fueron aleatorizados a dapagliflozina 10 mg y 33 a placebo,
• Descripción de los riesgos importantes de enfermedad pulmonar intersticial/neumonitis asociados al uso de trastuzumab deruxtecán. • Descripción de los principales signos
[r]
SVP, EXECUTIVE CREATIVE DIRECTOR JACK MORTON
Social Media, Email Marketing, Workflows, Smart CTA’s, Video Marketing. Blog, Social Media, SEO, SEM, Mobile Marketing,
