Diseño del Gripper para el robot Cincinnati Milacron
156
0
0
Texto completo
(2) INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY CAMPUS ESTADO DE MÉXICO DIVISIÓN DE GRADUADOS E INVESTIGACIÓN. DIRECCIÓN DE MAESTRÍAS EN INGENIERÍA. DISEÑO DEL GRIPPER PARA EL ROBOT CINCNINNATI MILACRON TESIS QUE PARA OPTAR EL GRADO DE MAESTRO EN SISTEMAS DE MANUFATURA PRESENTA. RICARDO VÁZQUEZ PÉREZ BIBLIOTE<l.i Asesor: Dr. JAROMIR ZELENY STEISKAL Comite de tesis: Dr. PEDRO GRASA SOLER M. en C. AGUSTÍN ABAD FRAGOSO Jurado: Dr. PEDRO GRASA SOLER Dr. JAROMIR ZELENY M. en C. CARLOS PEDROZA. Presidente Secretario Vocal. Atizapán de Zaragoza, México, Junio de 1995.
(3) .. 18 DIC 1996 649/Í?.
(4) AGRADECIMIENTOS. Por el valor, la entereza, la virtud y respeto a la vida, ahora y por siempre.. Con aprecio y reconocimiento:. A mis padres y hermanos que me apoyaron en todo momento y circunstancia.. Al Dr. Jaromir Zeleny Steiskal por su acertada asesoría y la calidad como persona y profesionista para el desarrollo de la presente tesis y mi desarrollo profesional.. Al Dr. Pedro Graso Soler, al M. en C. Agustín Abad Fragoso, Al Dr. Vega y demás Doctores que me brindaron sus conocimientos durante mi estancia en el l. T .S.E.M. C.E.M..
(5) A mis amigos y compañeros de la Maestría muy en especial, Al I ng. Ricardo González y Familia, al lng. Manual Vega, , Al Ing. Alberto Gertrudis y Familia, A la Ing. Mónica Montaño, A la Ing. Ma. Guadalupe Pineda, Al. Ing. Jesus Cervantes, Al Ing. Carlos Gallegos y Familia.. Y muy especialmente a mis amistades de toda la vida y que en todo momento están junto a mí: Javi Fragoso y Familia, Moises Vargas y Familia, Alejandro Flores y Familia, Leonor Ortiz y Familia, Ana ~laría Tenorio y Familia..
(6) 4.3 Problemas de orientación y posición........................................... 61. 4.3.1 Sistemas de coordenadas................................................. 63. 4.4 Movimiento necesarios del gripper............................................. 4.4.1 Manejo de piezs de trabajo.............................................. 66 67. CAPÍTULO 5. MOVIMIENTO DE APRENSIÓN DEL GRIPPER... 71. 5.1 Plano de Movimiento........................................................................ 5.2 Selección y/o diseño del mecanismo................................................ 5.2.1 Geométrias de sujeción y peso de las piezas de trabajo.. 76 77 79. 5.2.2 Diseño por resistencia.......................................................... 83. 5.3 Selección del actuador...................................................................... 5.4 Sistema de control.............................................................................. 107 108. CAPÍTULO 6. MOVIMIENTO EXTRA DE LA MUÑECA............. 6.1 Plano de movimiento........................................................................ 6.2 Selección y/o diseño del mecanismo................................................ 6.2.1 Diseño por resistencia......................................................... 119 120 121 124. 6.3 Selección del actuador...................................................................... 6.4 Sistema de control.............................................................................. 129 130. CONCLUSIONES........................................................................................... 139. GLOSARIO........................................................................................... 140. ,. BIBLIOGRAF'IA............................................................................................. 144.
(7) ÍNDICE CAPÍTULO l. DESCRIPCIÓN DEL PROBLEMA............................. 1.1 Descripción detallada del problema en cuestión........................... 1.2 Descripción de las máquina de la celda.......................................... 1.2.1 Distribución de planta existente........................................ 1.2.2 Proyecto de redistribución de planta................................ 1.3 Descripción del trabajo a realizar................................................... 1.3.1 Secuencia de los pasos que se deben seguir para la. 1 3 7 9 12 13. realización de la atividad................................................... 13. 1.4 Determinación de las variables que intervienen........................... 1.5 Descripción de las piezas a manipular............................................ 20 21. CAPÍTULO 2. MANEJO DEL MATERIAL DE TRABAJO............ 2.1 Peso y tamaño del material de trabajo......................................... 2.2 Cambios en la froma durante el proceso y sujeción................... 2.3 Condiciones superficiales de la pieza............................................. 23 27 30 34 36 37. 2.3.1 Superficies de referencia.................................................. 2.3.2.Superficies de agarre......................................................... CAPÍTULO 3. ROBOT CINCINNA TI MILACRON........................... 3.1 Descripción del robot cincinnati milacron.................................... 39 40. 3.2 Transmisión de señal del robot...................................................... 47. 3.3 Carga máxima y volumen de trabajo........................................... 3.4 Interconexión con su entorno operativo (torno, fresa y computadora)........................................................ 49. CAPÍTULO 4. MOVIMIENTOS DEL GRIPPER............................. 4.1 Consideraciones del espacio efectivo de trabajo....................... 4.2 Cambios en la geometría de la pieza........................................... 54. 56 5860.
(8) Descripción del Problema. CAPÍTULO 1. Fu1. ~I. ~ '---. 1. L_ __. L. 1. ~ ·¡. _:__-=-. DESCRIPCIÓN DEL PROBLEMA. En la actualidad puede decirse que los diversos Sistemas Flexibles de Manufactura existentes han sido concebidos y diseñados para realizar tareas de fabricación bastante concretas localizadas sobre objetivos que, en gran medida, dependen de las configuración geométrica, tamaño y volumen de producción de las piezas a ser mecanizadas, o del concepto seguido en el proceso de producción. Tal circunstancia ha dado lugar a la aparición de una gran variedad de sistemas, lo que representa un grave impedimento para establecer una clasificación clara y sistemática de los mismos. Sin embargo, desde el punto de vista inmediato, como es el de la disposición de sus máquina-herramienta o estaciones de mecanizado y del sistema de transporte que enlaza las mismas, puede establecerse la clasificación siguiente (ver Figura 1).. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(9) Descripción del Problema. 2. Configuraciones de celdas:. + sistemas de configuración radial + sistemas de configuración en línea + sistemas de configuración en bucle. !MH-1 !. !MH-2!. !MH-31. IMH-41. Est. Carga. Tipo Radial. MH-1. !MH-2. Tipo Línea. !. jMH-3. !. jMH-n. ! Tipo Bucle. Est. Carga Fig. l. Tipos de sistemas de manufactura. Células flexibles. Una célula flexible está nonnalmente integrada por una o vanas máquinas y dispositivos, destinados a ejecutar la misión principal asignada a la misma, y por los correspondientes elementos periféricos para la realización, automatizada y jerárquica, de uno o de varios ciclos de trabajo incluidos en los procesos de manipulación, transporte y almacenamiento intennedio. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(10) Descripción del Problema. 3. Entre las células más comúnmente utilizadas se encuentran las siguientes:. • Célula flexible de mecanizado. • Célula flexible de ensamblado y montaje. • Célula flexible de soldadura. • Célula flexible de pintura. • Célula flexible de visión.. Dada la gran diversidad de células existentes, resulta prácticamente imposible estructurar una exposición metodológica que abarque los campos de acción de todas y cada una de ellas~ por tal motivo se centrará la exposición, en lo sucesivo y básicamente, sobre las células flexibles de mecanizado, que es nuestro caso.. En la célula flexible de mecanizado, se emplea para realizar operaciones de mecanizado o asociadas con ellas. El mecanizado se realiza con máquinas-herramientas dotadas de control numérico o con robots que portan la herramienta en su extremidad. Para la carga y descarga de las máquinas es habitual utilizar robots manipuladores.. El sistema que se adopta es el radial, por el hecho de que la mayoría o los principales movimientos principales de material se realizan a través del robot Cincinnati Milacron, pues esta situado en el centro del ~istema, aun que se tiene un almacén dinámico que esta situado en la periferia del área de trabajo del robot.. 1.1 DESCRIPCIÓN DETALLADA DEL PROBLEMA EN CUESTIÓN. El problema que se plantea del proyecto global es la- fabricación -dei-cono portaherramienta y su familia tecnológica de partes; donde los objetivos de este proyecto son: INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(11) Descripción del Problema. 4. + Producción experimental del cono porta-herramienta y su familia de partes. • Desarrollo de tecnología nacional. • Satisfacer las necesidades de la industria. • Dar cabida a diferentes proyectos de tesis. • Habilitar la celda de manufactura del semi-sótano de CCI.. La producción experimental, se pretende así por el potencial de las máquinas con que cuenta el laboratorio (véase Cap. 1 Sec. 1.2) y por la dificultad para fabricar este tipo de herramienta, no se eligió otro tipo de herramientas como brocas, puesto que para el mercado existente son relativamente baratas y no se podría competir, por otro lado la producción de cono porta-herramienta con el centro de maquinado MAHO presenta un grado de dificultad alcanzable por la misma y por las demás máquinas que intervienen, por ende la fabricación de estas herramientas es factible.. En la actualidad, en el ámbito nacional, son pocas las compañías o empresas que tienen instaladas celdas de manufactura, En la mayoría de estas industrias, se trabaja con métodos y herramientas que no penniten competir de manera efectiva con la industria transnacional, por lo que el presente proyecto representa una buena oportunidad de desarrollar las presentes herramientas y métodos para la producción, con lo cual se estaría logrando uno de los objetivos del presente proyecto.. Para el logro de estos objetivos se creó un grupo de trabajo, donde intervienen diferentes áreas para el alcance de las metas propuestas (vea Figura. 1.1 ), en donde cada una de estas áreas, tiene sus propios objetivos que al final serán los que detenninen los límites del proyecto.. Las áreas de trabajo se encuentran divididas como ,igue: INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
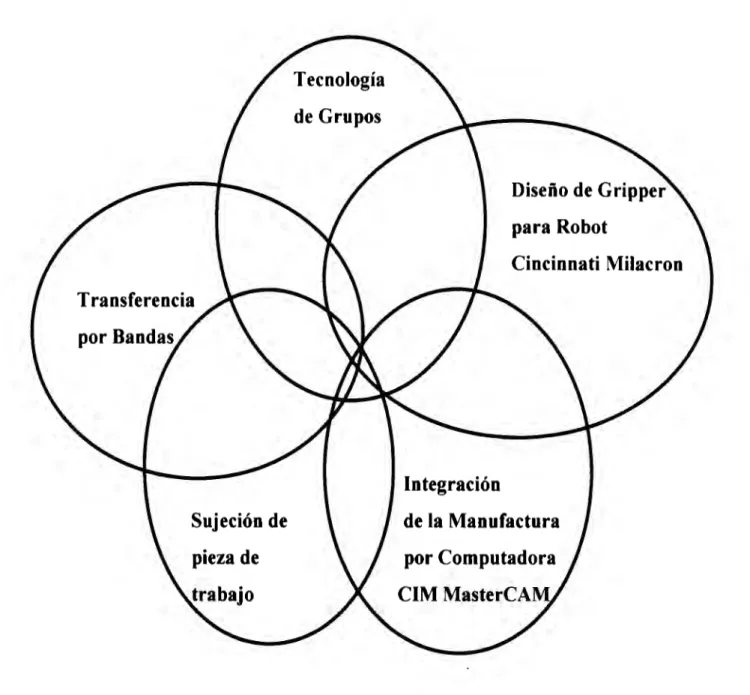
(12) Descripción del Problema. Tecnología de Grupos. Diseño de Gripper para Robot Cincinnati Milacron Transferencia. Integración Sujeción de. de la Manufactura. pieza de. por Computadora. Fig. 1.1 .- Relación de las diferentes actividades del Equipo de CNC dentro de la celda de manufactura.. Actividades del equipo de CNC.. • Diseño del gripper para el Robot Cincinnati Milacron. • Almacenamiento y espera en Bandas. • Familia tecnológica del Cono porta-herramientas y partes. • Integración de la. rria.nufactura por computadora. • Sujeción de la pieza de trabajo. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY. 5.
(13) Descripción del Problema. 6. Cada una de las áreas anteriormente mencionadas presenta relaciones con las demás, esto se presenta de tal modo que como conjunto de alguna u otra manera estas interactúan, intercambian información e inclusive trabajo, de tal suerte para que el logro óptimo de los objetivos, exista una coordinación entre estas, así como una colaboración de cada una de las partes integrantes.. El trabajo del robot Cincinnati es el manejo de materiales entre las bandas y las máquinas y por la configuración de la celda se observa que está en el corazón del área de trabajo, aunque su única función es el transporte de materiales, para alimentar al Tomo y al Centro de maquinado.. Por lo que respecta al diseño del gripper para el robot Cincinnati los objetivos particulares de la presente tesis son:. • Añadir un movimiento rotacional a la muñeca en cuatro pos1c1ones predeterminadas. • Diseño del gripper. • Diseño de dedos intercambiables. • Programación del robot. • Diseño integral para su compatibilidad con el entorno operativo. • Garantizar que en caso de falla del equipo el gripper no suelte el material de trabajo.. Para el diseño de un gripper cualquiera es necesario conocer las dimensiones, superficies, secuencias de maquinado, tarea, etc., que determinarán la forma, construcción y demás parámetros con los cuales se creará, también es obvio que cada actuador final es. único y exclusivo para la tarea (atornillar, soldar, pintar, transporta_r, etc.), por este motivo se hace necesario el diseño del gripper. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(14) Descripción del Problema. 7. El almacenamiento y espera en bandas incluye: la creación de pallets tecnológicos, los cuales alojarán durante el proceso la materia prima, tenninada y semi-tenninada.. En los maquinados que se realizarán durante el proceso se incluyen diferentes geometrías, por lo que se hace necesario, la creación de un familia tecnológica para las diferentes herramientas que se pretendan fabricar.. Durante estos mismos maquinados se necesita sujetar la pieza de trabajo (véase Cap. 1 Sec. 1.3.1 ), como son piezas cilíndricas, en una primera secuencia no presenta gran problema para el tomo, pero no es así para el centro de maquinado MAHO, puesto que está cuenta con una prensa manual, la cual no esta adaptada para la sujeción de la pieza, por lo que hay que diseñar un dispositivo de sujeción para estas piezas.. Por último cuando ya se tengan definidos los maquinados para los diferentes tipos de pieza que se han de realizar, se tiene que hacer la programación de las máquinas de control numérico, esto se tiene contemplado con la integración por computadora, que por medio de una computadora y un paquete de software (MasterCAM), se creará toda la programación de los diversos maquinados para las diferentes geometrías a fabricar, que por medio de una interface (Postprocesador), se alimentarán a las máquinas con la infonnación pertinente para la producción de dichas "herramientas".. 1.2 DESCRIPCIÓN DE LAS MÁQUINAS DE LA CELDA.. Uno de los objetivos del equipo de trabajo es el habilitar la celda, en donde se pretende tener un sistema de integrado de manufactura en la medida que se delimiten cada una de las actividades. La celda de manufactura esta constituida por varias máquinas herramientas las cuales se enumeran a continuación: INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(15) Descripción del Problema. 8. • Robot Industrial Cincinnati Milacron T3-373 • Centro de Maquinado MAHO. • Tomo MAHO Graziano. • 2 Bandas transportadoras (Equipo de transporte horizontal).. + 2 Robots IBM 7576 "SCARA". • 1 DEA Máquina de medición por coordenadas. • 3 Computadoras. • 1 Impresora.. Robot industrial Cincinnati Milacron P-373.- Sistema coordenado cilíndrico,. rotación del robot 300, carrera del movimiento vertical 2000 mm ( entre 500 mm y 2500 mm), carrera radial horizontal) movimiento de 1500 mm. Diámetro de giro de la muñeca del gripper 550 mm. Carga máxima (gripper y pieza 40 Kg.). MAHO 700 S. Centro de maquinado.- Máquina de 5 eJes con pallet. intercambiable. Husillo vertical y horizontal Rotación de la mesa ( en los ejes "A" y "C"). Potencia de torque 20 KW, rango de velocidades del husillo de 20-6300 rev/min. Capacidad de carga de trabajo: Eje X (movimiento longitudinal de la mesa) 700 mm. Eje Y (movimiento longitudinal del husillo) 600 mm. Cambiador automático del husillo horizontal del vertical, intercambiador automático de pallets. Dimensiones del pallet 630x500 mm. Detector automático de rotura de herramientas y monitor de vida de las herramientas.. Torno MAHO Graziano CNC con To"eta.- 2 ejes servocontrolados CNC, torreta. de 12 posiciones (cada posición una herramienta) con herramientas radial y axial para maquinados internos, externos y superficies de revolución. Torque de giro 15 KW de potencia, Diámetro máximo de volteo 250 mm (abertura máx~ma ~e mord~~· las mismas con posibilidad de regulación de abertura), diámetro máximo de corte 150 mm, sujeción INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(16) Descripción del Problema. 9. automática de partes en el chuck (Neumático). Función automática de posicionamiento de la torreta por accionamiento neumático.. Bandas transportadoras (equipo de transporte horizontal).- Bandas de PVC.. Ancho de las bandas de transporte 400 mm. El equipo es de "tenninal abierta" y puede ser unido en diferentes configuraciones lineal, rectangular, paralelo, etc., y fonnan parte de un sistema de transporte más avanzado.. Robots IBM 7576 "SCARA ". Éstos robots tienen la estructura cinemática SCARA. (Selective Compilance Assembly) con dos movimientos circulares en el plano de trabajo con otra rotación tecnológica alrededor del eje vertical (total de 4 ejes de control numérico). Longitud de ambas rotaciones de los conectores es de 500 mm y 500 mm, movimiento vertical de 250 mm.. DEA Máquina de medición por coordenadas.- Carrera de tipo pórtico, mesa. arreglada. Eje X (portal largo) carrera de 400 mm. Eje Y (ancho) carrera de 60 mm. Eje Z (cabeza de medición) carrera de 300 mm.. Computadoras.- 2 Computadoras IBM DX33 con 8 Mb. de memoria RAM. y una. computadora IBM 8088 con 1 Mb de memoria RAM. Impresora IBM de 15" de carro de matriz de puntos.. 1.2.1 DISTRIBUCIÓN DE PLANTA EXISTENTE. La distribución de planta existente se muestra en la figura 1.2.1, donde se observa la orientación de cada uno de los componentes constituyentes de la celda, fueron colocados así desde su instalación por el hecho de que en un principio no se tenía idea INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(17) Descripción del Problema. 1O. exacta de que se produciría en un futuro. Nótese que para la fabricación de cada parte, elemento o ensamble, etc., se tiene una arreglo de las maquinas constitutivas para cualquier celda debe ser en función de diversos factores como:. • Secuencia de maquinados. • Ensamblabilidad. • Flujo de materiales. • Pieza a maquinar. • Posición y orientación de la pieza. • Problema de identificación de la pieza. • Utilidades. • Control de la célula de trabajo.. Estos son solo algunos de las factores por considerar por lo cual concluimos que la distribución de la celda es diferente para tareas diferentes, por lo que la distribución actual se planea de modo que el movimiento de materiales estuviera a cargo del Robot Cincinnati y las bandas, los robots SCARA estarían para alimentar a las bandas desde ·algún otro medio, las máquinas de control numérico (Tomo y el Centro Maquinado) harían las operaciones de desbaste en los materiales, el máquina de medición por coordenadas como control de calidad y las computadoras harían las veces de sistema de control.. Observamos claramente que el Robot Cincinnati fué colocado en el centro de la celda, puesto que el manejo pricipal de materiales es hecho por este robot, de ahí que la configuración de la celda sea de tipo radial.. Es importante hacer notar que el robot tiene la capacidad de alcanzar cada una de las máqinas que integr~n. ~l proceso, por lo que no se requiere de mover el robot (ver Figura 1.2.1 ). INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(18) Descripción del Problema. 710.00. 600 .00. CENTRO MAQUINADO. ~~. 1050.00. 980.00. _t_. 7.35.00. 285.00. 290.00. MAFSTRIA F N SIS lT MAS Df. ITESM. CEM. MANLJI AC l UI'(/\. Dll3: VAZOLJE./ PF 1~1./ l~ICAf~DO. DISTf<lr3UCION Dl F'IAN·r A AC T UAl. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY. L SC:. SIN. ACOJ: crn I AM ¡: i g . 1 . 2 2. 11.
(19) Descripción del Problema. 12. 1.2.2 PROYECTO DE REDISTRIBUCIÓN DE PLANTA. El trabajo que nonnalmente se asigna a una célula flexible de fabricación es mecanizar o confonnar en pequeños lotes de un detenninado espectro de piezas, en fonna totalmente automática.. Para ello, deben ser complementados algunos de los aspectos tecnológicos de las máquinas de control numérico convencionales incluidos en la célula, mediante componentes o dipositivos que pennitan realizar las siguientes funciones: preparación automática de los medios de producción (material e infonnaciones)~ manipulación automática de piezas, mordazas y elementos de medida~ control automático de seguridad en la calidad y, finalmente, supervisión y diagnóstico, también automatizados, de la realización del proceso.. Para cada producto en específico, se tiene una secuencia de procesos en los cuales intervienen: máquinas, instrumentos, dispositivos, etc.. Cuando hablamos de nuevos productos, es relativamente fácil, bajo ciertos métodos crear la distribución de planta, e inclusive toda la planta.. En este caso, por ser un "producto" único se le tiene que hacer igualmente su distribución de espacios, obedeciendo a los mismos factores que los enunciados en la sección anterior y a otros como:. • Secuencia o proceso de fabricación. • Seguridad. • Cambios a otros equipos de la celda. • Utilidades. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(20) Descripción del Problema. 1J. En el presente proyecto se presentan algunos cambios significativos a las máquinas, como lo es el hacer un almacén dinámico de las bandas transportadoras, y diseñar un gripper al Robot Cincinnati Milacron, diseños que se tendrán que reflejar en reacomodo de las máquinas que sea necesario.. La secuencia de los procesos de fabricación es un punto medular, pues del seguimiento de estos se determinará la manera más óptima del arreglo correspondiente a la manufactura deseada.. Actualmente la celda no cuenta con ningún tipo de seguridad, no existen barreras protectoras, cristales o algún otro medio que aisle a la celda, cuestión que hay que considerar para asegurar el bienestar del personal y del propio funcionamiento de la celda.. Se tiene que asegurar de igual manera, que existan suministros de aire, agua, luz etc., es decir de todos los medios indispensables para su buen funcionamiento, tanto como para el mantenimiento del propio sistema.. Como se explicó anteriormente cada configuración obedece a diferentes factores, en este caso se propone una nueva distribución de planta (véase figura l .2.2) conforme a ciertos criterios, los cuales ya se han definido a groso modo, aunque es importante mencionar que la nueva distribución de planta és una propuesta para la secuencia del proceso y movimiento de materiales, y que pueden existir muchas otras.. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(21) Descripción del Problema. 710 00. 600.00. CUARTO DE MANTENIMIENTO. r~ CENTRO Df. ESTACION DE LIMPIEZA. MAQUINADO. CUARfO DE. ~ CONTROL. [-el. DE CALIDAD. PUERTA DE. >--------..J--[JSEGU~IDAD ____(\ M. M.C.. 1050.00. BANDAS. 980.00. DE TRANSPORTE lORNO M.,G.. DO. {\ PUERTA DE SEGURIDAD. SCARA _C_INC:lf\l_f'.J_AT. MURO DE PROIECCION. PUERTA DE SEGURIDAD. CARROS Dl TRANSPORTE. e. l'"_" -. 735.00. 285.00. }90.00. MAESTRIA EN SISTEMAS DE MANUFACTURA. ·:EE:M. rl~~VHJ~ifi~Ii"º DE PLANTA. --------------------------. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY. -. 11:::n ...,: I AM.. .. ---. .. F. ·1 2 2 •&· · •. 14.
(22) Descripción del Problema. 15. 1.3 DESCRIPCIÓN DEL TRABAJO A REALIZAR. Como se explicó en la sección 1.1, se describe el problema en cuestión, en el presente apartado se pretende dar una visión general del procedimiento para la fabricación del cono porta-herramienta.. Aquí nos ocuparemos de dos aspectos fundamentales, los cuales son el movimiento de materiales y los cambios que sufren durante el proceso. Todo esto bajo las consideraciones que se hacen en trabajos adjuntos, los cuales detenninarán ciertas variables de proceso.. 1.3.1 SECUENCIA DE LOS PASOS QUE SE DEBEN SEGUIR PARA LA REALIZACIÓN DE LA ACTIVIDAD.. La secuencia de pasos se ha realizado en un diagrama básico de bloques para el proceso de manufactura (ver Diagrama básico del proceso de manufactura) y los dibujos ilustrativos que muestran los cambios que sufren durante el proceso.. Partiendo del almacenamiento en las bandas se tiene el material de trabajo en posición vertical (Fig. A), el material es totalmente cilíndrico con dimensiones poco mayores que las reales, por el desbaste, de las bandas es tomado el material y es llevado hasta el tomo donde se realizará una fase de preparación (Diagrama 1, bloque 1 y Figuras B y C), en esta fase se hacen dos cosas la primera es crear una superficie de referencia (Diagrama 1, bloque 4), una al final del cilindro para asegurar un concentricidad y la segunda como superficie de agarre para el gripper (Diagrama 1, bloque 3), una vez hecha esta operación se procede a hacer una de dos cosas: se pueden ir almacenado las partes en la banda (Diagrama 1, bloque 2) ya como fase tecnológica o continuar con el proceso. el INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(23) Descripción del Problema. 16. Diagrama 1, bloque 5 nos indica que el material de trabajo (dentro del tomo) se le hace un giro de trabajo para otra operaciones de trabajo (Fig. E).. El Diagrama 1, bloque 6 no indica que se hace la superficie cónica del portaherramientas y un taladrado para hacer una rosca en el extremo cónico de la pieza, (Fig. F y G). Aquí podemos decir que hemos completado dos operaciones básicas, la primera que. es crear la base tecnológica que corresponde a la ranura que para todos los portaherramientas es la misma y la parte de tecnológica que corresponde a la fase de la familia tecnológica que sería donde se realizarán diversos y diferentes maquinados. Una vez que se han alcanzado las fases anteriores se procede a llevar al material de trabajo hasta el Centro de maquinado, donde se coloca en un dispositivo para su sujeción (Diagrama 1, bloque 7), y posterionnente la maquina realiza un cambio de pallet para hacer los maquinados pertinente para cada parte del porta-herramientas y su familia tecnológica (Diagrama 1, bloque 8 y Fig.H).. Pallet Banda Fig. A. Tomo Fig. B. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(24) Descripción del Problema. Tomo Fig. C.. Tomo Fig. D. Tomo Fig. E. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY. 17.
(25) Descripción del Problema. Tomo Fig. F. Tomo Fig.G. Fig. Hl. Fig. H2 Centro de Maquinado. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY. 18.
(26) Descripción del Problema. 11. ··-·······. Material de revolución. Preparación para los insertos de herramientas. \... 1. ..... 12. ••. Preparación del material para"' porta-herramientas.. É:nsamble de herramientas compuestas.. \.... "'. \.... 2 1,. Álmacenado y manipulación de piezas de trabajo como miembros~ de la familia tecnológica. ..... \.. 7. 3 Sujeción para la 1ra. operación de torneado.. "' . ... ..... \... ...... \... 8 •• Óperación prismática con "' husillo vertical y horizontal.. 4 ~ra. operación de torneado y'°' superficie para segunda operación.. '--. Sujeción para operación prismática.. \.. ....4. 9. 5. ••. Endurecimiento y rectificado"'. •. Volteo de la pieza en 180° para 2da operación.. "'. '-. 6. ...... '-. 10. 1. da. Operación de torneado y superficie cónica para "operación prismática". nsamble de insertos cortadores y chequeo final de los productos.. Productos Finales Diagrama 1.- Proceso de Manufactura INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY. +---. 19.
(27) Descripción del Problema. 20. 1.4 DETERMINACIÓN DE LAS VARIABLES QUE INTERVIENEN. Las variables que intervienen están detenninadas por el material de trabajo (aleación), y de estas se desprenden otras que le son inherentes (densidad, resistencia al corte, a la tensión, etc.), la fonna del material (centro de gravedad), volumen, etc. De lo anterior tenemos que detenninar cada una en función de los puntos críticos en el proceso que serán al final de cada fase donde ya se tiene un trabajo realizado, es decir, no se tendrán problemas con las variables durante las fases, un ejemplo sería cuando llega el material en bruto al tomo, este debe tener la capacidad de poder maquinar este, de que el diámetro máximo pueda ser sujetado por el chuck etc. ya que una vez pasado estos puntos los demás serán fácilmente soportables para las demás operaciones de maquinado.. Se tiene que para las máquinas las variables no son las mismas y se debe a que cambia su maquinado, las fonnas en que se debe hacer, las herramientas, superfices, etc., es decir durante el proceso cambian las condiciones críticas para cada una y no serán necesariamente igual a las condiciones criticas anteriores o posteriores, de modo que nos enfocaremos a las variables mas significativas para el proceso, las cuales son: BIBLIOTEOj¡. • Peso. • Diámetro. • Fonna. • Superficies.. (> i °' \f\ólA. o Peso.- Esta nos pennite detenninar en cierta medida las fuerzas de sujeción. Diámetro.- Puesto que estamos hablando de piezas cilíndricas para el trono y el gripper del Cincinnati. es necesario considerar el máximo y el mínimo para en cada caso. asegurar una buena sujeción. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY. 619/h.
(28) Descripción del Problema. 21. Forma.- Durante el proceso se requieren ciertos maquinados los cuales nos detenninarán al final de cada fase la fonna que tendrán estos de acuerdo a otras especificaciones o fonnas para otras maquinados y /o superficies posteriores.. Superficies.- Estas detenninamos: superficies de referencia, de agarre y superficies sin función, las primeras nos detenninan de donde vamos a partir para dar dimensiones para la construcción de las fonna:s u otras superficie y tiene que ser iguales para todas la familia de partes, las superficies de agarre son de vital importancia puesto que estas tienen que ser las mismas para toda la familia de partes y se deben consideren durante todos el proceso, las superficies sin función están detenninadas así por el hecho de que en cierto momento no se necesite una superficie para el maquinado, pero según los planos de la pieza para su fin último así se requiera, más no para el proceso de producción. Nótese que las superficies de referencia y agarre deben ser conocidas y detenninadas con toda anticipación durante todo el proceso, pues en estas descansa toda la fabricación de nuestros productos.. Tamaño.- Es este nos referimos a las dimensiones que debe de tener cada una de nuestras piezas de trabajo con el fin de mecanizar y reducir el trabajo a modo de tener un mínimo de errores durante el proceso.. 1.5.. DESCRIPCIÓN DE LAS PIEZAS A MANIPULAR. Básicamente las piezas a manipular son materiales de revolución, es decir, sus fonnas geométricas en su mayoría son cilindros y conos, los cual nos facilita en cierta medida el movimiento del material, pues es muchísimo más fácil manejar piezas con estas fonnas a manejar geometrías complejas como por ejemplo piezas de fundición.. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(29) Descripción del Problema. 22. El material de trabajo de dividió en dos partes:. • Base tecnológica. • Familia tecnológica.. La parte que corresponde a la base tecnológica es aquella geometría donde todos los materiales son iguales, es decir, el cono y la ranura de sujeción (ver fig. 1.5.), que para todas las piezas tienen las mismas dimensiones, por lo que no presenta mayor problema durante las operaciones de torneado.. J. Familia Tecnológica. Base Tecnológica. Fig. 1.5 Base tecnológica y familia tecnológica. La parte de la familia tecnológica corresponde a las partes que para cada familia tecnológica cambian, esto es, que en su parte final de maquinado se harán las diferentes geometrías para usos específicos, es aquí donde podemos hacer uso de diferentes accesorios como: insertos, porta-insertos, coronas, huecos, para brocas, rimas etc.,. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(30) Manejo del Material de Trabajo 23. CAPÍTULO 2 ,,. MANEJO DEL MATERIAL DE TRABAJO. '. / f---""'t. 1 1. 1. 1 1 1. 1 1 1. r--,1 1 1. 1 1. /--~~--4, 1. 1. Elementos del manejo de materiales La selección del 6 los equipos de Manejo de Materiales requiere una consideración de. las siguientes funciones:. • Contenedores de material • Máquinas involucradas en el proceso. • Movimiento de material • Almacenamiento de material • Control de material.. El contenedor y el almacenamiento del material son las partes del proceso donde el material lo tenemos localizado (almacenado) y arreglado de modo que podemos disponer de él cuando se le necesite, el contenedor es aquel dispositivo en el cual se almacenan~as piezas en bruto y/o con ciertos maquinados. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(31) Manejo del Material de Trabajo 24. Las máquinas involucradas en el proceso nos determinan el flujo de materiales así. como también el arreglo que tendrán estas para su óptima utilización con el almacén dinámico donde estarán hasta que se les realice los maquinados correspondientes o en su defecto el almacenamiento y espera respectivas a cada proceso.. Las aplicaciones de transferencia de material se definen como operaciones en las. cuales el objetivo primario es mover una pieza de una posición a otra. Algunas aplicaciones de transferencia de material tienen estructuras que cambian de ciclo a ciclo, requiriendo así una programación más sofisticada o en su defecto un robot más sofisticado (en el presenta caso se hará una adaptación del robot. "diseño del gripper y movimiento extra de la muileca").. El movimiento de material puede ser divido entre micromovimientos y macromovimientos; los macromovimientos los definiremos como operaciones de traslado o transferencia de materiales donde cambia de máquina a otra, mientras los micromovimientos l,,c.. son operaciones en las ~ los traslados son relativamente "pequeños" cambiando de posición u orientación según sea necesario para cada proceso en particular.. El hecho de que estos ciclos sean simples o complejos, involucran el cambio de posición, orientación, peso y formas de acuerdo a las operaciones que se necesiten realizar. En el proceso de fabricación de los cono-porta-herramientas, se parte de una forma simple, un cilindro, el cual conforme ocurren los ciclos de trabajo sobre de él, se le hace ciertos maquinados, para "restar material" y con esto llegar a la forma deseada.. En cada etapa del proceso el material sufre transformaciones físicas, en el cual cambian sus formas, dimensiones, centro de gravedad, etc., por lo que en el momento de la manipulación cambian ciertos parámetros (peso, centro de gravedad, etc.), variables que necesitan ser conocidas para el desarrollo del gripper.. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(32) Manejo del Material de Trabajo 25. Al planificar un aplicación en las que se utilizará un robot para transferir piezas, cargar una máquina u otras operaciones análogas, existen las siguientes consideraciones que se deben revisar:. 1.- Orientación y posicionamiento de la pieza. En la mayoría de las operaciones de manejo de piezas éstas deben ser presentar al robot en una posición y orientación conocida. Los robots utilizados en estas aplicaciones no poseen sensores sofisticados, los cuales les pennitan definir la posición y orientación de los objetos en el espacio, por lo que la posición debe ser perfectamente conocida para el desarrollo del la tarea sin chocar o errar en el punto de "contacto o agarre". 2.- Principio de planeación. Se debe establecer un plan de estudio que incluya los requerimientos básicos, y consideraciones de contingencias para todos los manejos de materiales y actividades de almacenamiento. 3.- Diseño del gripper. Se debe diseñar un efector final capaz de coger y mantener la pieza de trabajo durante la operación de manejo. En los capítulos 4, 5 y 6 se tratará de el diseño del gripper y del movimiento "extra" de la muñeca. 4.- Distancias mínimas recorridas. La aplicación de manejo de materiales. se. planifica de manera tal que se minimicen las distancias que deben de recorrer las piezas, es decir la mínima distancia. 5.- Volumen de trabajo del robot La estructura de la célula se ha diseñado a consideraciones adecuadas dada la capacidad del robot para alcanzar las posiciones extremas requeridas en la célula y todavía tener espacio para maniobrar el gripper y el material de trabajo en proceso. 6.- Capacidad de carga del robot Existe una limitación obvia sobre la operación y manejo del material de que la capacidad de carga del robot no debe exceder. 7.- Precisión y repetitibilidad. Alguna tareas requieren que los materiales manejen con muy alta precisión. Otras aplicaciones son menos exigentes a este respecto.. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY. se.
(33) Manejo del Material de Trabajo 26. 8.- Configuración, grados de libertad y control del robot Muchas operaciones de. transferencia de piezas son bastante simples para que se puedan realizar por un robot con dos a cuatro articulaciones de movimiento. Las aplicaciones de carga de máquinas a menudo necesitan más grados de libertad. Los requisitos de control del robot son poco sofisticados para la mayoría de las operaciones de manejo de material, en este caso el robot cumple con todos los requisitos, exceptuando un grado de libertad, caso que se tratará en el capítulo 4. 9.- Problemas de utilización de la máquina. Para la tarea de un robot, es importante. que se mantenga trabajando la mayoría del tiempo. Por lo regular los proceso de maquinado son largos, por lo que es indispensable alimentar a más de una máquina.. . En el diseño de sistemas de manejo de materiales para el soporte de manufactura los siguientes objetivos deben ser considerados.. •. Crear un ambiente que resulte en una producción de alta calidad de productos.. •. Proveer una planeación y ordenamiento de flujo de materiales, equipo, gente e información.. •. Diseño de distribución de planta para acomodar cambios en la tecnología, secuencia de procesos, productos mixtos y producción de volúmenes.. •. Reducir el trabajo en proceso.. •. Proveer un control de movimiento y almacenamiento de materiales.. •. Eliminar el manejo manual de materiales.. •. Repartir partes a estaciones de trabajo en cantidades predeterminadas de material de trabajo.. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(34) Manejo del Material de Trabajo 27. 2.1 PESO Y TAMAÑO DEL MATERIAL DE TRABAJO. Las consideraciones que se hacen en el presente capítulo son con el fin de determinar las condiciones críticas del material de trabajo, para establecer: superficies de agarre y superficies de sujeción.. Durante el proceso de maquinado (sobre todo en el tomo), donde sufre los cambios de preparación (etapa crítica), pues de un cilindro común y corriente se realizan operaciones de maquinado (ver capítulo 1) para dar forma al cono ISO 40, durante las faces y/o etapas de operación nos valdremos de las superficies generadas para el manejo y manipulación del material de trabajo durante el proceso.. Para facilidad de estudio, dividiremos en tres etapas el proceso de fabricación del cono, secuencias que son las más significativas dentro del proceso en general y representan las bases para el diseflo del gripper o efector final, dadas las bases del problema, éstas tres etapas son:. •. Materia en prima.. •. Etapa de preparación.. •. Terminado.. El hecho de tener que manipular las piezas de trabajo implica hacia el diseflo, un estudio del material de trabajo, bajo las condiciones o circunstancias de manipulación, que cambiarán en forma de esfuerzos, cargas, orientaciones y posiciones.. Los parámetros a analizar en este caso son: peso, volumen y centro de gravedad, estas variables representan en el cambio de orientación y posición diferentes- tipos de esfuerzos y cargas que afectaran el diseflo, por lo que hay que considerarlos. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(35) Manejo del Material de Trabajo 28. El peso, volumen y centro de gravedad en cada etapa lo definiremos en la tabla 1 y las Figuras 2.1.2 y 2.1.3.. Puesto que para obtener y hacer ciertos los cálculos requeridos del material de trabajo es necesario referenciarlos hacia algún punto conocido dentro de éste mismo, por lo que se crea un sistema coordenado de referencia, para asignar las distancias y valores necesarios para posteriores cálculos (ver Figuras 2.1.1 y 2.1.2).. y. X. X. z. z. Vista Frontal. Vista de Planta. Fig. 2.1.1 Detalle de ranura y sistema coordenado del cono.. TABLA 1 Etapas críticas del proceso de maquinado. Etapa. Volumen. Peso. C.G. en. C.G.en. C.G.en. cm3. Kg.. X. y. z. Materia Prima. 1178.1. 9.213. o. o. o. Etapa de. 242.07. 1.89. o. -10.52. o. 140.66. 1.1. o. -27.43. o. .' preparacton. Etapa Terminada. -. ... INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY. -.
(36) Manejo del Material de Trabajo 29. El volumen se obtuvo sumando los volúmenes individuales de la descomposición de las figuras geométricas básicas (conos y cilindros). El peso se obtuvo de multiplicar el volumen por la densidad del material. Para calcular el centro de gravedad se siguió el mismo criterio que para los volúmenes. El material considera es un acero para herramienta con una densidad de 7.82 Kg/cm3. y 1. r-45_ . l. º~ºº. 22 50. 1. .--50 00. ·.. ~GC4--'---- /. '. 1. 1. '. f----- 71) 00_____..j. X I1. 7: L,. 1. 35~00 :. '. /;\. ~,.ai. 1. \. -5 ·o ) ·11~. 1. ¡-:-;. \: . :¡. ,L-~J, 1. . . ' . '1. 1 1 1. i. 1 '25'20 J I. L-soco_J. F,ASE PR!M.A.. TER~JiNADr Fig. 2.1.2 Etapas criticas en el proceso de maquinado.. El ejemplo de la fase terminada es con referencia en el manual de sanvick, y se consideró este ejemplo de cono por ser uno de los que más peso tiene, el promedio en peso de los cono a fabricar no es mayor que 4 KG, dato que se tomará para hacer el análisis de cargas y esfuerzos para el diseño.. Cabe hacer la aclaración que durante el proceso de maquinado se realiza un roscado interior en el cono, para su estudio se ha considerado como un agujero recto para la simplicidad de estudio y análisis. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
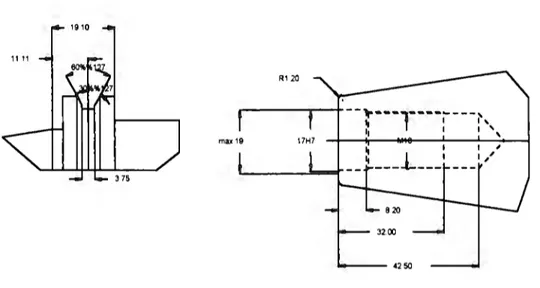
(37) Manejo del Material de Trabajo 30. 1910. ,,,, R1 20. max 19. 32.00. --4250. DETALLES DE RANURA Y AGUJERO DE CONO. Figura 2.1.3 Etapas del criticas del proceso de maquinado.. 2.2 CAMBIOS EN LA FORMA DURANTE EL PROCESO Y SUJECIÓN.. Los cambios en la forma durante el proceso ya han sido discutido en el capítulo 1, en ese apartado se explicó la secuencia de proceso de maquinado(s) correspondientes, en la sección anterior se definieron formas conforme a los requerimientos preestablecidos para su fabricación conforme a detalle.. Es importante también la forma en que la pieza ha de ser sujetada, sostenida o almacenada en cada etapa, puesto que esta información nos permitirá determinar puntos o superficies conocidas, para el óptimo manejo de estos materiales.. Las superficies que van siendo generadas durante el proceso de maquinado, las usaremos como apoyos o referencias, ya sea para la sujeción u orientación de la misma, lo cual será aprovec~ado de ~°-'1~ qt1e las superficies tendrán una doble función: la primera será. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(38) Manejo del Material de Trabajo JI 1. dar fonna al elemento en proceso y la segunda tener superficies para el manejo y/o almacenamiento de la pieza en maquinados posteriores.. Los medios de sujeción de las piezas varia de acuerdo a la función que se realice sobre este, de las cuales podemos desprender:. • Sujeción para almacenamiento. • Sujeción para maquinado. • Sujeción para transporte.. La utilización de pallets para el manejo y almacenamiento de materiales en la industria es uso común. En lugar de manejar cajas individuales u otros contenedores, un gran número de materiales es colocado en un pallet y a continuación se maneja este. Los pallets son movidos mecánicamente en las bandas (almacén dinámico).. Para las operaciones de maquinado dependiendo de la máquina-herramienta a utilizar será el tipo de sujeción. Si hablamos del tomo éste trae consigo un chuck el cual sujeta a la pieza durante todas la operaciones de maquinado, en cambio si nos referimos al centro de maquinado estaremos hablando de un dispositivo, ya sea la propia mesa de trabajo o un dispositivo especial, como en este caso se necesita un dispositivo de sujeción, para mantener la posición durante todo el proceso de maquinado y no tener "errores en el maquinado.. El movimiento de materiales de máquina a máquina es realizado a través del robot el cual está encargado de tomar y colocar la pieza, durante su transporte se debe asegurar la sujeción de modo que si tenemos cualquier tipo de falla, el robot no suelte la pieza, y tome la acción correspondiente ya sea colocarla en algún sitio especial o continuar con su trayectoria inicial.. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(39) Manejo del Material de Trabajo 32. Durante la primera etapa en el proceso de maquinado tenemos la materia prima en forma de cilindro, por facilidad de manejo se tienen pallets en la banda transportadora que pueden almacenar estos cilindros (ver Figura 2.3.1 ).. En otras fases de maquinado se tiene una etapa de preparación donde es sujetada por el chuck del tomo (ver Figura 2.3.2) y una vez terminada esta operación pasa nuevamente a la banda, de ahí sufre una espera que lo llevará el centro de maquinado donde se tiene un dispositivo especial para la sujeción (ver Figura 2.3.3), al final del proceso el cono ya maquinado regresa a los pallets están en las bandas.. Figura 2.3.3 Inserto del pallet.. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(40) Manejo del Material de Trabajo 33. En otra fase superior encontramos a la materia de trabajo dentro del torno, donde el dispositivo de sujeción es el chuck pnuemático de la propia máquina, este es un dispositivo para sujetar formas cilíndricas o de revolución ( ver Figura 2.3.2).. Fig. 2.3.3 Chuck de Tomo (vista frontal).. En sus últimas faces, ya se tienen ciertas características geométricas las cuales nos permiten identificar ciertas superficies para su manejo, pero de la misma manera se tiene el desarrollo de un dispositivo de sujeción en el Centro de Maquinado, el cual servirá para sostener en una sola posición durante sus últimas etapas de maquinado al cono (ver figura 2.3.3). - - - Cono Sujeción del rnnn. - - - - Cavidad del dispositivo para el cono Tren Motriz. Fig. 2.3.l Esquema del dispositivo de sujeción del centro de maquinado. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(41) Manejo del Material de Trabajo 34. 2.3 CONDICIONES DE SUPERFICIE DE LA PIEZA.. Operaciones de mecanizado.. El mecanizado es un proceso de manufactura en el cual se cambia la forma de la pieza elimina el exceso de material con una herramienta de corte. Se considera como un proceso secundario en el cual se le da a la pieza la forma y dimensiones finales después de un proceso tal como la fundición o el forjado han proporcionado la forma básica de la pieza, en el presente caso se tiene el material en su forma primaria en forma de barra. Existe una serie de categorías diferentes de operaciones de mecanizado. los tipos principales son:. + Con desprendimiento de viruta. • Sin desprendimiento de viruta.. Sin desprendimiento de viruta.. + Conformado. • Estampado. • Extrusión. • Cizallado.. Con desprendimiento de viruta.. • Torneado. • Taladrado.. + Fresado. • Cepillado. • Rectificado INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(42) Manejo del Material de Trabajo 35. Comercialmente , el mecanizado es un proceso de manufactura importante y se utiliza ampliamente en muchos productos diferentes que van desde aquellos que se hacen en pequeñas cantidades a aquellos producidos en grandes números. En producciones de medio y alto volumen la operación de mecanizado es muy repetitiva, con la misma secuencia de mecanizado siendo repetida pieza tras pieza, en nuestro caso se repite un gran número de veces, aunque en la operación de preparación de las piezas siempre se repite el mismo procedimiento (torneado), en las etapas finales es cuando cambia de acuerdo a las peticiones del sistema de producción.. En el presente caso nos encontramos que las condiciones superficiales de la pieza en su etapa de preparación están determinadas por variables como:. • Material de la pieza de trabajo. • Rev/min. del husillo del tomo. • Profundidad de corte. • Avance. • Velocidad de corte. • Velocidad de avance. • Tipo de herramienta. • Lubri-refiigerante. • Tipo de operación.. Dentro de nuestro proceso de fabricación hemos definido en proceso de fabricación, en el cual de igual manera se tienen diferentes tipos de superficies según su función, las cuales son:. • Superficies de agarre. • Superficies de referencia. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(43) Manejo del Material de Trabajo 36. 2.1.1 SUPERFICIES DE REFERENCIA. De inicio tenemos el material de trabajo en forma de cilindro, después de algunos maquinados se van creando algunas formas geométricas y ciertas superficies, que se utiliz.aran como superficies de referencia.. Las superficies de referencia son aquellas de las cuales nos serviremos para construir. otras tomando estas como referencia (distancias, concentricidad, etc.,), también tiene la función (en el caso del tomo, fresa y pallet), de servir como superficies de apoyo o descanso (ver figura 2.4.1).. Superficies de referencia. Superficies de referencia Centro de Maquinado. Torno. Fil. 2.4.1 Superficies de Referencia. Estas superficies de referencia son de igual importancia por el hecho de que en los primeros maquinados no se tiene definido un sistema coordenado, cuando se tiene el cilindro podemos pensar que el centro del sistema coordenado es el centro geométrico, pero como se hace maquinado este cambiará, por lo que tendremos que valemos en algún momento de alguna referencia para mover, sujetar, maquinar, etc., por lo que se hace imprescindible las superficies de referencia, de las cuales nos valdremos posteriormente para hacer.un sistema coordenado.. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(44) Manejo del Material de Trabajo 37. 2.4.J SUPERFICIES DE AGARRE.. Una vez tenninados ciertos maquinados se han hecho algunas fonnas de las cuales nos podemos valer para sujetar las piezas, posicionarlas y orientarlas, y nos valdremos para esto de superficies ya creadas (superficies de referencia).. Las superficies de agarre las definiremos como aquellas superficies en las cuales se. hará una fuerza para sujetarlas y con ello tener control en el traslado, movimiento o "no movimiento" de las piezas de trabajo (ver figura 2.4.2).. Definimos movimiento de mecanizado, en el momento en que la pieza dentro de una máquina que se pone en función y se "mueve" de alguna manera (rotación dentro del tomo), no movimiento cuando se requiere que la pieza se encuentre estática con respecto al movimiento de desbaste (debe de estar fijo en un dispositivo dentro del centro de maquinado).. La importancia del agarre y el traslado radica en que se tiene que conocer puntos de. los cuales nos valdremos para apoyamos en el sentido de tener bien definidas las posiciones y orientaciones del material de trabajo, el robot y demás maquinas herramientas y/o dispositivos que estén en contacto o intervengan de alguna manera con el cono.. Sup. Agarre Torno. Sup. Agarre Robot. Sup. Agarre C.M.. Fig. 2.4.2 superficies de agarre. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(45) Manejo del Material de Tnbajo 38. Como podemos observar varias de las superficies de las cuales se confonna la pieza son comunes a varias máquinas, cuestión que es muy significativa desde el punto de vista que para la posterior programación del robot ayudará a la definición de puntos (trayectorias) por el hecho de que son puntos perfectamente conocidos y determinados.. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(46) Robot Cincinnati Milacron 39. CAPÍTUL03. ROBOT CINCINNATI MILACRON. En el presenta capitulo se abordarán y explicarán temas relacionados con su funcionamiento interno y externo, cuales son las formas posibles de su conexión con dispositivos periféricos, máquinas, computadoras, etc. Se harán observaciones acerca de los modos de conexión del robot y cuales serían las posibles conexiones y configuraciones que se pudieran hacer.. Dentro de todos los aspectos en los cuales se desarrolla el presente proyecto de tesis, hay que tomar en cuenta que el Robot Cincinnati Milacron es un robot de los aí\os 70's, no obstante de que el tipo de control es un poco rudimentario, no necesariamente es el robot a entrado en desuso o en la obsolescencia, en otras palabras, el robot no entrará en el desuso hasta que no tenga utilidad práctica.. No obstante de lo anterior, se le pretenda dar un uso "industrial", por lo cual, es interesante intentar nuevas configuraciones con la celda. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(47) Robot Cincinnati Milacron 40. EL robot Cincinnati es un robot manipulador de materiales de tipo industrial, debido a su configuración, carga, etc. La colocación del robot fue hecha pensando en la distribución de todas las máquinas en su conjunto, es decir si observamos las distribución de planta actual (ver distribución de planta Cap. 1) de la celda, observamos que el espacio de trabajo y alcance esta diseñado para tener acceso al tomo, centro de maquinado y a las bandas, donde en un inicio se pretendió que se tuviera un máximo de eficiencia.. Puesto que estas maquinas necesitan de una cimentación especial se dejaran en la posición actual (Tomo, Centro de maquinado y el Robot Cincinnati) con excepción de las bandas y los robots IBM Scara, para la cual se propone una nueva distribución de planta (ver distribución de planta Cap. 1), donde se proponen ligeras modificaciones para realiz.ar el trabajo requerido.. 3.1 DESCRIPCIÓN DEL ROBOT CINCINNATI MILACRON. El Robot Cincinnati Milacron (de tipo industria) es impulsión por motores eléctricos, controlado por computadora, de ejes servocontrolados, lo cual da como resultado una gran capacidad en el control de movimientos, así como su capacidad de carga y Repetitibilidad, cosas que serán explotadas para su óptimo funcionamiento junto con las demás máquinas de la celda.. Sus características serán abordadas y en su caso respectivo explicadas conforme sea necesano.. Capacidad de carga. Carga a 8' (200 mm) de la superficie de montado del plato 110 Lb. (50 Kg.). INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(48) Robot Cincinnati Milacron 41. Numero de ejes, configuración, servo sistema y tipo de control.. 3. Número de servo ejes... Configuración ..... Cilíndrico. Sistema de impulsión.. OC Motor PWM. Sistema de potencia.. Simultáneo de punto a punto. Tipo de control.. Repetitibilidad de posicionamiento.. Repetitibilidad a cualquier punto enseflado (previamente). ±0.002' (±0.Smm).. Rango de movimiento,. Rango. Velocidad. velocidad. Base, teta. 300. 90/seg.. Vertical, Z. 24'(610mm). 20'/seg. 0.5 m/seg.. Horizontal, R. 45' (1146 mm). 40'/seg. 1.0 m/seg.. Articulación Mufteca. 240. 90/seg.. Espacio de piso y peso neto aproximado. T3 373. 4.Sft2(0.4 m2) / 2000Lb(910Kg). Requerimientos de alimentación.. Requerimiento de carga eléctrica. 230/460 volts, 1+, 60 Hz. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
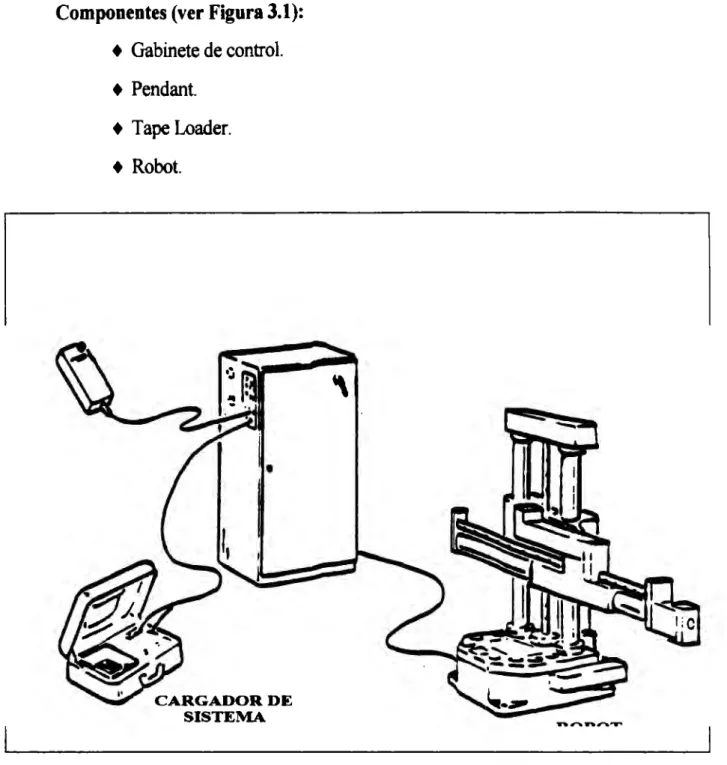
(49) Robot Cincinnati Milacron 42. Componentes (ver Figura 3.1): • Gabinete de control. • Pendant. • Tape Loader.. + Robot.. '. CARGADOR DE. SISTEMA. Fig. 3.1 Robot Cincinnati y componenta accesorios.. El robot industrial seria T3-373 de Cincinnati Milacron es manejado eléctricamente a través de motores de C.D. y controlado por computadora. Tiene 4 ejes de movimiento, dos lineales y dos rotativos. Cada eje es servocontrolado asegurando una buena Repetitibilidad (ver figura 3.1.2).. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(50) Robot Cincinnati Milacron 43. ___.,º. ¡-------------------~. ~~. L------------------~. /. DISENO DEL GRIPPER Y. ADICION DE UN MOVIMIENTO DE ROTACION EN LA MUÑECA. , CADENA CINEMATICA DEL ROBOT CINCINNATI. Fig. 3.1.2 Diagrama simbólico de la cadena cinemática del Robot Cincinnati Milacron. El control del robot posiciona los 4 ejes en los puntos que se le enseñen. Interpreta cada instrucción y aplica las señales apropiadas a los motores de los ejes.. El panel del operador consiste de un switch de llave para energizar los motores OFF/READY/ON, EMERGENCY STOP, PUSHBOTTON, y luces indicadoras IN CYCLE, ERRO~ BATTERY LOW, CONTROL POWER ON, MACHINE POWER ON~ y un botón de AUTOCYLE. Además cuanta con receptáculos para conexión de PENDANT, puerto de comunicación y cargador de cintas magnéticas para respaldar nuestros programas.. Notas: El control de potencia ON/OFF es proveída a través de un switch de palanca al frente del control. Véase manual de mantenimiento para detalles del panel del operador. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(51) Robot Cincinnati Milacron 44. PENDANT Se tiene una interface que se usa para conectar el pendant al control del robot. Deberá estar conectada todo el tiempo durante la operación .. En el pendant encontramos las funciones necesarias para la programación del robot movimientos, puntos, etc., (ver Figura 3.1.3). El pendant permite al operador enseñar al robot desde los mismos puntos. Tocios los comandos son trasladados y almacenados en el gabinete de control. Sobre la pantalla del pendant se despliega una sola línea para comunicar al operador el estado del control.. ,.,_,-- DESPLEGADO DE DATOS. TECLAS DE. ENSE°RANZA TECLAS DE. Fi¡. 3.1.l Pendant Cincinnati. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(52) Robot Cincinnati Milacron 45. Véase manual de manteniemiento para detalles del pendant.. CARTRIDGE LOADERff APE. El cargador es el dispositivo usado para transferir registro de datos desde o hacia el control (véase Figura 3. l.4). Puede transferir datos preregistrados o registrar datos desde el control. Los datos son almacenados sobre una cinta magnética. Cuando la transferencia de datos es completa el cargador puede desconectarse del control.. Fig. 3.1.4 Cartridge Loaderffape. Se puede guardar el programa escrito sobre cinta magnética, como en un cassette convencional (véase Figura 3.1.5), solo que este es de uso único para el Cartridge Loader. El área de la cinta de lectura/escritura está protegida con una cubierta especial para no dañar esta superficie. La cubierta se abre automáticamente cuando el cassette es insertado dentro del cargador. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(53) Robot Cincinnati Milacron 46. Fig. 3.1.S Tape "cassetR". Capacidad de memoria "contactos entradas/salidas". El control del robot como cualquier máquina "servocontrolada" tiene una memoria instalada, en la cual se almacenan todas las instrucciones y/o comandos que se requieran, así como los programas para la ejecución de la tarea.. La desventaja de ésta memoria es que es muy pequeiia, pero suficiente para almacenar el programa requerido para la ejecución de los movimientos y/o traslados de material.. Tamaiio de áreas de datos/ promedio de numero de "puntos de datos" 5Kb/300P. Con expansión.. 1Kb/1 SOOP.. Contactos de salida/ máximo opcional. 8/24.. Contactos de entrada/ máximo opcional. 8/24. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(54) Robot Cincinnati Milacron 47. 3.2 TRANSMISIÓN DE SEÑAL EL ROBOT.. Hablando del las señales del robot es importante hacer notar que tenemos más de un tipo de conexión con su entorno operativo, por lo las interfaces hacen un medio excelente de comunicación con su entorno operativo y sus propios dispositivos periféricos.. Dentro del control del Robot tenemos varias opciones de acoplamiento del mismo, de las cuales seleccionaremos la más adecuada a cada caso en particular, esto es, por el hecho de la cantidad de información que necesitamos transmitir y con que frecuencia.. lnteñaces Las interfaces son los "enlaces" que tiene el robot con su entorno operativo interno como externo, cuya función es mantener comunicado al control del robot con su el Pendant, el cartridge loader tape, medio ambiente.. El control del robot tiene instaladas las siguientes interfaces de comunicación:. • 1 RS232C. • 2 RS422. • 8 Salidas Discretas I Máximas 24. • 8 Entradas Discretas I Máximas 24.. La interface RS232C es usado por el Tape Cartridge Loader para bajar y subir programas y sus características son: Requerimientos de entrada l 15Volts/0.3 Amp. (50/60Hz), variaciones de entrada 103-127 Vac., los valores anteriores. son para el. funcionamiento, para la transmisión de datos se hace con señal eléctrica de +SVdc/1.0 Amp., -. -. el puerto está configurado a 9600 baudios, 1 bit de parada y sin paridad. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY. -.
(55) Robot Cincinoati Milacroo 48. Los voltajes de comunicación la interface RS232C son iguales para las interfaces RS422.. De las interfaces RS422 una es usada para la comunicación con el Pendant con una velocidad de transmisión de 2400 baudios, 1 bit de parada y sin paridad. La otra interface es usada para la comunicación "exterior", teniendo la siguiente configuración velocidad de transmisión de 9600 baudios, un bit de parada y sin paridad.. Las salidas y las entradas son de configuración discreta, es decir, trabajo con estados estables, las salidas en estado "ON" tienen un valor e~ble de salida de +24 Volts (en la programación se identifica como"+", 1 en estado estable), la salida en estado "OFF" tiene un valor estable de O volts ( en la programación se identifica como "-", O estado estable). Las entradas deben ser igualmente valores de estados estables, es decir, si para las salidas usamos valores de +24 Volts, para las entradas tenemos que usar los mismo criterios (+24 volts de estado estable) vea figura 3.2.. Edo. Estable 1, ON ó + +24Volts ··· ································--------.... Edo. Estable O, OFF ó t. Fia· 3.2 Estados estables de las sefiales de entrada y salida de comunicación. Hablando de las salidas discretas no hay mayor problema, se manejan valores de 1 y O, por lo que el manejo de este tipo de salidas es bastante sencillo, no siendo así en las otras interfaces. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(56) Robot Cincinnati Milacron 49. En el pendant tiene su propio protocolo de transmisión, el protocolo como es de suponerse es el mismo que el del gabinete de control, hasta aquí no tenemos ninguna dificultad, no obstante, hablando de la conexión externa del robot y muy específicamente su conexión con una computadora, se tiene que usar un protocolo especial para tal propósito sea llevado a cabo éxito.. El protocolo que es usa es el llamado DDCMP (Digital Data Communicactions Message Protocol). Este protocolo provee de un procedimiento de enlace de control de datos que asegura y habilita la comunicación de datos entre dispositivos conectados por enlace de datos, este problema ya ha sido resuelto, se cuenta con una interface de conexión que no solo conecta al robot CINCINNATI, además puede mantener comunicación con los demás dispositivos de las celda (Torno, Centro de Maquinado, Robots SCARA y Bandas de transporte de Material), esta tarjeta es conectada y controlada desde una computadora, la que se encarga de monitorear todos los movimientos de la celda. Es importante tomar en consideración que previamente ya se ha realizado trabajos de comunicación con las máquinas de la celda, y que se logró con éxito construir una interface de comunicación que realiz.a la función de monitorear cada una de estas máquinas, detectanto inicio de secuencias, paradas, controles de error, etc., por lo que es importante para trabajos posteriores sobre el robot y la celda propia , tener un nivel más alto de integración con lo que respecta a CIM y Celdas de Manufactura Flexible.. 3.3 CARGA MÁXIMA Y VOLU1\1EN DE TRABAJO. La carga máxima y el volumen de trabajo son dos parámetros fundamentales para el. diseño y/o desarrollo de un efector final, ya que de están dependen de manera directa el peso que puede cargar (el de la pieza a manipular y el del propio gripper), así también como el espacio en donde se mueve tomando en cuenta que no debe tener interferencia con las máquinas, es decir, debe evitar los choques durante su recorrido o ruta a seguir. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(57) Robot Cincinnati Milacron 50. La carga máxima los tenemos definida como el peso máximo que puede levantar el. robot sin alterar su Repetitibilidad dentro del rango establecido.. Capacidad de carga.. El robot tiene una capacidad de carga de 11 O Lb. (50 Kg.). con todo y gripper, esta carga máxima es muy aceptable por el hecho de que los materiales que se manejan aproximadamente pesan 1OKg, por lo cual se tiene un peso de 40 Kg. extra para el diseño del efector final, cabe hacer la aclaración que se pretende diseñar el gripper lo más liviano posible para dejar "rango libre de carga" en caso de maquinar piez.as superiores al peso establecido.. Cuando aumentamos la carga o el peso máximo afuera de los límites establecidos podremos tener problemas, por lo que hay que tenerlos muy presentes dentro del diseño de modo que el centro de gravedad del material a trabajar, sumado con el centro de gravedad del propio gripper no pasen un límite para no ocasionar problemas... Como se vio en el capítulo 2, se determinó el peso máximo que puede tener el material de trabajo (aprox. 1OKg que es cuando el material esta en bruto, puesto que es un cilindro y dará forma conforme se desbaste).. Dentro de la carga m~a (50 Kg.) está la repartiremos de manera que el 80% del peso sea del gripper y el 20% restante sea del material e trabajo, posteriormente se analiz.ará con más a detalle cual es el peso real aproximado del gripper.. Volumen de trabajo.. Cuando hablamos de volumen de trabajo nos referimos específicamente a la envolvente que genera el robot (área y espacio d~ trabajo).. INSTITUTO TECNOLóGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
(58) Robot Cincinnati Milacron 51. Partimos de principio que es un robot de envolvente cilíndrica, lo cual, para este tipo de trabajo y configuración actual y propuesta es bastante ventajoso desde el punto de vista que es capaz de alcanzar objetos hasta un radio de 2275 mm, teniendo un radio muerto de 1131 aproximadamente, este radio muerto en cierto momento es provechoso, porque todas las máquinas o la mayoría de estas rara vez está pegada a otra, desgraciadamente a no ser por bandas o resbaladillas no hay una unión efectiva, es decir, taladros, tomos, fresadoras, etc., están resguardadas dentro de un espacio o una área reservada para estas y el área de trabajo que estas realizan por lo regular está dentro de estas, unos claros ejemplos son el trono y el centro de maquinado, razón por la cual es necesario el uso de un robot en el proceso de automatización de la celda.. El volumen de trabajo del robot esta determinado por:. • El radio muerto • El radio máximo. • Longitud y configuración del gripper. • Amplitud en el ángulo de giro. • Altura máxima y mínima el brazo. • Interferencia con las demás máquinas.. El radio muerto se refiere al área descrito por el radio mínimo de alcance y es un espacio de trabajo donde el robot no puede alcanzar nada.. El radio máximo se refiere al área comprendida dentro del largo máximo (distendido) y que es donde puede tomar algo el robot y llevarlo a otro punto dentro de esta misma área.. Los tres primeros puntos nos determinan un área de trabajo donde podemos hacer un trabajo útil, eh la cual podemos tomar ciertos objetos y a otro punto dentro de la misma área.. INSTITUTO TECNOLÓGICO Y DE ESTUDIOS SUPERIORES DE MONTERREY.
Figure


+7



Documento similar
En estos últimos años, he tenido el privilegio, durante varias prolongadas visitas al extranjero, de hacer investigaciones sobre el teatro, y muchas veces he tenido la ocasión
que hasta que llegue el tiempo en que su regia planta ; | pise el hispano suelo... que hasta que el
Para ello, trabajaremos con una colección de cartas redactadas desde allí, impresa en Évora en 1598 y otros documentos jesuitas: el Sumario de las cosas de Japón (1583),
En junio de 1980, el Departamento de Literatura Española de la Universi- dad de Sevilla, tras consultar con diversos estudiosos del poeta, decidió propo- ner al Claustro de la
[r]
SVP, EXECUTIVE CREATIVE DIRECTOR JACK MORTON
Social Media, Email Marketing, Workflows, Smart CTA’s, Video Marketing. Blog, Social Media, SEO, SEM, Mobile Marketing,
Missing estimates for total domestic participant spend were estimated using a similar approach of that used to calculate missing international estimates, with average shares applied
