Estudio de Optimización de Variables de Funcionamiento de un Sistema de Electrocoagulación para Tratar Aguas de la Industria Textil
285
0
0
Texto completo
(2) II. DECLARACIÓN. Nosotros, Estefanía Patricia Gómez Polanco y Víctor Hugo Martínez Valeriano, declaramos que el trabajo aquí descrito es de nuestra autoría; que no ha sido previamente presentado para ningún grado o calificación profesional; y, que hemos consultado las referencias bibliográficas que se incluyen en este documento. La. Escuela. Politécnica. Nacional,. puede. hacer. uso. de. los. derechos. correspondientes a este trabajo, según lo establecido por la Ley de Propiedad Intelectual, por su Reglamento y por la Normativa institucional vigente.. _________________________. ___________________________. ESTEFANÍA GÓMEZ POLANCO. VÍCTOR MARTÍNEZ VALERIANO.
(3) III. CERTIFICACIÓN. Certifico que el presente trabajo fue desarrollado por la Srta. Estefanía Patricia Gómez Polanco y por el Sr. Víctor Hugo Martínez Valeriano, bajo mi supervisión.. ___________________________ PROF. ING. TRAJANO RAMÍREZ DIRECTOR DEL PROYECTO.
(4) IV. AGRADECIMIENTOS. Al ser maravilloso que cada día ha guiado mi vida, Dios, por darme valor, fortaleza y perseverancia. A mi papá (Tavo), mi mami (Susy), que han sido el soporte durante todo momento de mi vida brindándome amor, confianza y. enseñándome a luchar para no. decaer. A uds. papi y mami todo el amor y el respeto del mundo. A mi hermano Pandi (Andi) que ha sido un ejemplo de lucha constante, de pasión por lo que hace, que me ha enseñado que nunca es suficiente que siempre hay algo más que dar. A ti querido hermano todo mi amor y admiración. A Pablo por ser la persona que ha entrado en mi vida y en mi corazón por la paciencia, la comprensión el apoyo y el amor que hemos compartido. Gracias amor. A los Ingenieros Trajano Ramírez, César Narváez y Luis Jaramillo por todas las enseñanzas, el apoyo y la apertura para hacer posible el desarrollo de esta tesis. A mis queridos amigos por cada uno de los momentos compartidos, por cada sonrisa, cada lágrima y cada vivencia ,Pao, Lucy, Liz, Guisele, Isa, Naty, Vini (amors), Joshi, Kary, Diani, Stepy…. A mi amigo de tesis Víctor por todo el apoyo brindado no sólo en la tesis sino a lo largo de toda la carrera. Tefa.
(5) V. AGRADECIMIENTOS. A Dios por ser mi guía y darme sabiduría en cada decisión que he tomado.. A mis queridos padres por el apoyo que me han brindaron en todo este tiempo. En especial, a mi Papa Carlos, por enseñarme que siempre se debe luchar y ser perseverante en la vida. A mi tía Marcia, mi eterna gratitud y cariño por su tan abnegada vida al cuidado mío y de mis abuelitos.. A mis hermanos que siempre confiaron en mí. Por tantos momentos que no pudimos compartir y porque me apoyaron siempre durante toda la carrera y especial los dos últimos años.. Al Ingeniero Trajano Ramírez por su paciencia, comprensión y guía durante el desarrollo de la tesis. A los Ingenieros César Narváez y Luis Jaramillo por sus enseñanzas y apoyo a lo largo de mi carrera y desarrollo de esta tesis.. A mis compañeros, gracias por compartir experiencias inolvidables durante la carrera y por todos los momentos felices un abrazo enorme para todos: Chabe, Gigi, Stefy, Paito, Lucy, Liss, Daniel y al gran amigo Xavi. A Dianita, Naty, Josh, Primo Vini y Kari gracias por designarme X-MEN-SO honorario. Por todo el apoyo brindado durante la carrera, la confianza en mí y paciencia en éstos últimos meses, por guiarme para ser mejor en la vida te agradezco infinitamente Tefa… Torvik.
(6) VI. DEDICATORIA. Con todo el amor del mundo dedico esta meta cumplida a mi padre, mi madre y mi hermano que han sido mi inspiración y ejemplo. Les amo mucho.. Además, con mucho cariño y añoranza a esa persona que me ayudó a conocerme, que me enseñó a ver ese mundo diferente que existía solo para los dos para ti Andrew de tu niña verde mora.. “Solo no tengas miedo, que por el miedo nadie se mueve, por miedo no hacemos nada, solo no tengas miedo coge todo lo lindo que tengas del pasado y lo que has aprendido y para adelante”. Tefa.
(7) VII. DEDICATORIA. Todo el esfuerzo y sacrificios realizados tienen su recompensa. A la persona que con sus sencillos consejos me enseñó a orientar mi vida, por su sacrificada labor y todo el amor que me entregó desde pequeño hasta cuando pudo estar conmigo…Vivirás siempre en mis pensamientos Mi abuelita Bachita….. Torvik.
(8) VIII. CONTENIDO DECLARACIÓN…………………………………………………………………………...II CERTIFICACIÓN .................................................................................................. III AGRADECIMIENTOS ........................................................................................... IV AGRADECIMIENTOS ............................................................................................ V DEDICATORIA ...................................................................................................... VI DEDICATORIA ..................................................................................................... VII CONTENIDO ....................................................................................................... VIII LISTADO DE GRÁFICOS ................................................................................... XVI LISTADO DE CUADROS .................................................................................. XXX LISTA DE FOTOGRAFÍAS ............................................................................. XXXIII RESUMEN ..................................................................................................... XXXIV SUMMARY ...................................................................................................... XXXV PRESENTACIÓN ........................................................................................... XXXVI. CAPÍTULO 1 .......................................................................................................... 1 MARCO TEÓRICO ................................................................................................ 1 1.1. INTRODUCCIÓN .......................................................................................... 1. 1.2. REACCIONES REDOX ................................................................................. 1. 1.3. CELDAS ELECTROQUÍMICAS .................................................................... 2 1.3.1 CELDAS ELECTROLÍTICAS .................................................................. 3 1.3.2 CELDAS GALVÁNICAS ......................................................................... 6. 1.4. LEYES DE FARADAY ................................................................................... 8 1.4.1 PRIMERA LEY DE FARADAY ............................................................... 8 1.4.2 SEGUNDA LEY DE FARADAY .............................................................. 8 1.4.3 TERCERA LEY DE FARADAY. .............................................................. 9. 1.5. ELECTROCOAGULACIÓN ......................................................................... 10 1.5.1 GENERALIDADES DE LA ELECTROCOAGULACIÓN ....................... 10 1.5.2 COMPONENTES DEL SISTEMA DE ELECTROCOAGULACIÓN....... 14.
(9) IX. 1.5.2.1 Factores relevantes en el proceso de electrocoagulación ............ 15 1.5.3 VENTAJAS E INCONVENIENTES DE LA ELECTROCOAGULACIÓN 16 1.5.3.1 Ventajas ......................................................................................... 16 1.5.3.2 Inconvenientes ............................................................................... 18 1.6. APLICACIONES DE LA ELECTROCOAGULACIÓN EN LA ACTUALIDAD 18. CAPÍTULO 2 ........................................................................................................ 20 INDUSTRIA TEXTIL ............................................................................................ 20 2.1. GENERALIDADES...................................................................................... 20 2.1.1 FIBRAS TEXTILES............................................................................... 21 2.1.1.1 Materias primas ............................................................................. 21 2.1.1.1.1 Fibras Naturales ..................................................................... 21 2.1.1.1.2 Fibras Sintéticas..................................................................... 22 2.1.2 PROCESOS TEXTILES ....................................................................... 22 2.1.2.1 Preparación de la fibra ................................................................... 22 2.1.2.1.1 Fibra Natural .......................................................................... 22 2.1.2.1.2 Fibras artificiales .................................................................... 23 2.1.2.2 Hilatura .......................................................................................... 24 2.1.2.2.1 Blanqueo ................................................................................ 24 2.1.2.3 Tinturado ........................................................................................ 25 2.1.2.3.1 Máquinas de Tintura .............................................................. 25 2.1.2.4 Acabado......................................................................................... 26. 2.2. AGENTES QUÍMICOS UTILIZADOS EN EL PROCESO DE TINTURADO DE LA INDUSTRIA TEXTIL............................................................................... 26 2.2.1 TIPOS DE COLORANTES Y SU APLICACIÓN ................................... 26 2.2.2 AUXILIARES TEXTILES ...................................................................... 28. 2.3. PROBLEMÁTICA AMBIENTAL DE LA INDUSTRIA TEXTIL ....................... 31 2.3.1 GENERACIÓN DE RESIDUOS ............................................................ 31 2.3.2 GENERACIÓN DE EMISIONES ATMOSFÉRICAS ............................. 32 2.3.3 GENERACIÓN DE RUIDO ................................................................... 32 2.3.4 GENERACIÓN DE EFLUENTES LÍQUIDOS ....................................... 33. 2.4. IMPACTOS AMBIENTALES DE LA INDUSTRIA TEXTIL: PROCESO DE TINTURADO ............................................................................................... 33.
(10) X. 2.4.1 IMPACTO DE LOS PRODUCTOS QUÍMICOS UTILIZADOS .............. 33 2.4.1.1 Colorantes ..................................................................................... 33 2.4.1.2 Encolantes y ensimajes ................................................................. 34 2.4.1.3 Tensoactivos .................................................................................. 34 2.4.1.4 Suavizantes y tipo de acabados .................................................... 34 2.5. CONSECUENCIAS. AMBIENTALES. DE. LOS. EFLUENTES. DE. TINTORERÍA… ........................................................................................... 34 2.6. INDUSTRIA TEXTIL PROLATEX ................................................................ 36 2.6.1 INFORMACIÓN GENERAL .................................................................. 37 2.6.2 DESCRIPCIÓN DE PROCESOS Y EQUIPOS ..................................... 37 2.6.3 GENERACIÓN DE EFLUENTES LÍQUIDOS ....................................... 39 2.6.4 MEDIDAS DE MITIGACIÓN ................................................................. 41. CAPÍTULO 3 ........................................................................................................ 42 DESCRIPCIÓN DEL EQUIPO DE ELECTROCOAGULACIÓN .......................... 42 3.1. DISEÑO DEL REACTOR ............................................................................ 43 3.1.1 CUERPO DEL REACTOR .................................................................... 43 3.1.2 SISTEMA DE CONTROL AUTOMÁTICO ............................................ 47. 3.2. FUNCIONAMIENTO DEL SISTEMA DE ELECTROCOAGULACIÓN ......... 49. CAPÍTULO 4 ........................................................................................................ 50 METODOLOGÍA .................................................................................................. 50 4.1. ENSAYOS DE DESCONTAMINACIÓN DE AGUAS DE LA INDUSTRIAL TEXTIL MEDIANTE EL PROCESO DE ELECTROCOAGULACIÓN ........... 51 4.1.1 OBJETIVOS ......................................................................................... 51 4.1.2 EQUIPOS, MATERIALES Y REACTIVOS ........................................... 51 4.1.2.1 Equipos .......................................................................................... 51 4.1.2.2 Materiales ...................................................................................... 52 4.1.2.3 Reactivos ....................................................................................... 53 4.1.3 VARIABLES ESTUDIADAS .................................................................. 54 4.1.4 PARÁMETROS FÍSICO-QUÍMICOS .................................................... 54 4.1.5 CONDICIONES TÉCNICAS DEL PROCESO DE ELECTROCOAGULACIÓN ................................................................................... 55.
(11) XI. 4.1.6 MUESTREO DE AGUA RESIDUAL EN LA INDUSTRIA PROLATEX.. 56 4.1.7 PROCEDIMIENTO DE LOS ENSAYOS DE DESCONTAMINACIÓN DEL AGUA RESIDUAL DE LA INDUSTRIA TEXTIL ............................ 57 4.1.7.1 Procedimiento inicial ...................................................................... 57 4.1.7.2 Procedimiento para el tratamiento de las aguas residuales en el reactor de electrocoagulación ........................................................ 58 4.1.7.3 Procedimiento final ........................................................................ 58 4.1.8 PROCEDIMIENTO PARA LA DETERMINACIÓN DE LOS TIEMPOS DE RESIDENCIA A DIFERENTES FLUJOS EN EL REACTOR DE ELECTROCOAGULACIÓN. ................................................................. 59 4.1.8.1 Equipo, materiales y reactivos ....................................................... 59 4.1.8.2 Procedimiento ................................................................................ 59 4.2. ENSAYOS DE OPTIMIZACIÓN PARA EL TRATAMIENTO DE AGUAS DE LA INDUSTRIA TEXTIL............................................................................... 61 4.2.1 DESCRIPCIÓN DE LOS ENSAYOS .................................................... 62 4.2.1.1 Ensayo con diez celdas electroquímicas, con ánodo de hierro, caudal de 7.2 L/h a 4, 8 y 16 A (ENSAYO 1). ............................... 62 4.2.1.2 Ensayo con diez celdas electroquímicas, con ánodo de aluminio, caudal de 7.2 L/h a 4, 8 y 16 A (ENSAYO 2). ............................... 62 4.2.1.3 Ensayo con 10 celdas electroquímicas, con ánodo de hierro a 8 amperios, variando el flujo a 18, 36 y 72 L/h (ENSAYO 3). ......... 63 4.2.1.4 Ensayo con 20 celdas electroquímicas, con ánodo de hierro a 8 A y con flujos de 114, 216 y 288 L/h (ENSAYO 4). ............................ 63. CAPÍTULO 5 ........................................................................................................ 64 ANÁLISIS DE RESULTADOS ............................................................................. 64 5.1. RESULTADOS DE LOS ANÁLISIS FÍSICO-QUÍMICOS DE AGUAS RESIDUALES DE LA INDUSTRIA TEXTIL, TRATADAS POR EL PROCESO DE ELECTROCOAGULACIÓN ................................................................... 64. 5.2. ESTUDIO DEL EFECTO DEL PROCESO DE ELECTROCOAGULACIÓN SOBRE. LOS. CONTAMINANTES. PRESENTES. EN. LAS. AGUAS. RESIDUALES DE LA INDUSTRIA TEXTIL ................................................. 65.
(12) XII. 5.2.1 INFLUENCIA DE LA INTENSIDAD DE CORRIENTE DE LA CELDA ELECTROQUÍMICA CON ÁNODO DE HIERRO A 4, 8 Y 16 AMPERIOS Y A DIFERENTES TIEMPOS DEL PROCESO DE ELECTROCOAGULACIÓN EN LA REMOCIÓN DE LOS CONTAMINANTES DEL AGUA RESIDUAL DE LA INDUSTRIA TEXTIL A UN CAUDAL FIJO DE 7.2 L/h (ENSAYO E1) ...................... 66 5.2.2 INFLUENCIA DE LA INTENSIDAD DE CORRIENTE DE LA CELDA ELECTROQUÍMICA CON ÁNODO DE ALUMINIO A 4, 8 Y 16 AMPERIOS Y A DIFERENTES TIEMPOS DEL PROCESO DE ELECTROCOAGULACIÓN EN LA REMOCIÓN DE LOS CONTAMINANTES DEL AGUA RESIDUAL DE LA INDUSTRIA TEXTIL A UN CAUDAL FIJO DE 7.2 L/h (ENSAYO E2) ...................... 76 5.2.2.1 Análisis de los ensayos E1 y E2 para determinar el amperaje y el tipo de electrodo de sacrificio óptimo para el tratamiento de agua contaminada de la industria textil. .................................................. 86 5.2.3 INFLUENCIA DEL FLUJO DE ALIMENTACIÓN AL REACTOR DE ELECTROCOAGULACIÓN DE 10 CELDAS ELECTROQUÍMICAS CON ÁNODO DE HIERRO A 8 AMPERIOS Y A DIFERENTES TIEMPOS DEL PROCESO DE ELECTROCOAGULACIÓN, EN LA REMOCIÓN DE LOS CONTAMINANTES DEL AGUA RESIDUAL DE LA INDUSTRIA TEXTIL. (ENSAYO E3). Los flujos de alimentación al reactor de electrocoagulación que se establecieron fueron 18 L/h, 36 L/h y 72 L/h. ........................................................................................ 106 5.2.4 INFLUENCIA DEL FLUJO DE ALIMENTACIÓN AL REACTOR DE ELECTROCOAGULACIÓN DE 20 CELDAS ELECTROQUÍMICAS CON ÁNODO DE HIERRO A 8 AMPERIOS Y A DIFERENTES TIEMPOS DEL PROCESO DE REMOCIÓN DE LOS CONTAMINANTES DEL AGUA RESIDUAL DE LA INDUSTRIA TEXTIL. (ENSAYO E4). Los flujos de alimentación al reactor de electrocoagulación que se establecieron fueron 144 L/h, 216 L/h y 288 L/h. ..................................................................................................... 115.
(13) XIII. CAPÍTULO 6 ...................................................................................................... 126 DIMENSIONAMIENTO DEL SISTEMA DE ELECTROCOAGULACIÓN PARA EL TRATAMIENTO DE AGUAS DE LA INDUSTRIA TEXTIL ................................ 126 6.1. DIMENSIONAMIENTO ............................................................................. 126 6.1.1 TANQUE DE HOMOGENIZACIÓN .................................................... 128 6.1.2 DIMENSIONAMIENTO DEL REACTOR DE ELECTROCOAGULACIÓN ................................................................ 131 6.1.2.1 Cálculo del volumen del reactor de tipo flujo pistón ..................... 131 6.1.2.2 Dimensionamiento de los electrodos y del reactor de electrocoagulación. ...................................................................... 138 6.1.2.3 Cálculo del número de compartimentos....................................... 142 6.1.3 FILTRO DE ARENA ........................................................................... 144 6.1.4 LECHO DE SECADO DE LODOS...................................................... 150 6.1.5 RECOLECCIÓN DE LODOS FLOTANTES ........................................ 152. 6.2. ESTIMACIÓN. ECONÓMICA. DEL. PROCESO. DE. ELECTRO-. COAGULACIÓN........................................................................................ 153 6.2.1 COSTOS DE INVERSIÓN .................................................................. 153 6.2.1.1 Costo del reactor de electrocoagulación ...................................... 153 6.2.1.2 Costo de las unidades complementarias del proceso de electrocoagulación ....................................................................... 155 6.2.1.3 Inversión total .............................................................................. 155 6.2.2 COSTO DE OPERACIÓN .................................................................. 155 6.2.2.1 Costo del consumo eléctrico ........................................................ 155 6.2.2.2 Costo de mano de obra ............................................................... 156 6.2.2.3 Costo total de operación .............................................................. 156 6.3. TIEMPO DE USO DE LOS ELECTRODOS ............................................... 157. CAPÍTULO 7 ...................................................................................................... 159 CONCLUSIONES Y RECOMENDACIONES ..................................................... 159 7.1. CONCLUSIONES ..................................................................................... 159. 7.2. RECOMENDACIONES ............................................................................. 160.
(14) XIV. REFERENCIAS BIBLIOGRÁFICAS .................................................................. 161. ANEXOS ............................................................................................................ 164 ANEXO Nº 1 ....................................................................................................... 165 DIAGRAMA DE FLUJO DE LOS PROCESOS DE LA INDUSTRIA PROLATEX 165 ANEXO Nº 2 ....................................................................................................... 167 PRODUCTOS QUÍMICOS UTILIZADOS POR LA INDUSTRIA PROLATEX ..... 167 ANEXO Nº 3 ....................................................................................................... 169 PROCEDIMIENTOS OPERACIONALES ESTABLECIDOS POR EL LABORATORIO DE ANÁLISIS DE AGUAS Y MICROBIOLOGÍA..................... 169 ANEXO Nº 4 ....................................................................................................... 197 REGISTRO DE MUESTREO ............................................................................. 197 ANEXO Nº 5 ....................................................................................................... 198 RESULTADOS DE LOS ANÁLISIS DE LOS PARÁMETROS FÍSICO-QUÍMICOS CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN DEL AGUA DE LA INDUSTRIA TEXTIL ............................................................ 198 ANEXO Nº 6 ....................................................................................................... 211 PORCENTAJES DE REMOCIÓN DE CONTAMINANTES DE LOS ANÁLISIS DE LOS PARÁMETROS FÍSICO-QUÍMICOS CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN DE LA MUESTRA DE AGUA DE LA INDUSTRIA TEXTIL ENSAYO 1 ........................................................................ 211 ANEXO Nº 7 ....................................................................................................... 215 PORCENTAJES DE REMOCIÓN DE CONTAMINANTES DE LOS ANÁLISIS DE LOS PARÁMETROS FÍSICO-QUÍMICOS CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN DE LA MUESTRA DE AGUA DE LA INDUSTRIA TEXTIL ENSAYO 2 ........................................................................ 215 ANEXO Nº 8 ....................................................................................................... 219 PORCENTAJES DE REMOCIÓN DE CONTAMINANTES DE LOS ANÁLISIS DE LOS PARÁMETROS FÍSICO-QUÍMICOS CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN DE LA MUESTRA DE AGUA DE LA INDUSTRIA TEXTIL ENSAYO 3 ........................................................................ 219.
(15) XV. ANEXO Nº 9 ....................................................................................................... 223 PORCENTAJES DE REMOCIÓN DE CONTAMINANTES DE LOS ANÁLISIS DE LOS PARÁMETROS FÍSICO-QUÍMICOS CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN DE LA MUESTRA DE AGUA DE LA INDUSTRIA TEXTIL ENSAYO 4 ........................................................................ 223 ANEXO Nº 10 ..................................................................................................... 227 DIMENSIONAMIENTO DEL REACTOR DE ELECTROCOAGULACIÓN .......... 227 ANEXO Nº 11 ..................................................................................................... 229 DIMENSIONAMIENTO DEL FILTRO DE ARENA .............................................. 229 ANEXO Nº 12 ..................................................................................................... 231 DIMENSIONAMIENTO DEL LECHO DE SECADO ........................................... 231 ANEXO Nº 13 ..................................................................................................... 233 LÍMITES PERMISIBLES DE DESCARGA A ALCANTARILLADO PARA INDUSTRIA TEXTIL ........................................................................................... 233 ANEXO Nº14 ...................................................................................................... 236 DETERMINACIÓN DEL ORDEN Y CONSTANTE DE LA REACCIÓN PARA EL REACTOR DE ELECTROCOAGULACIÓN TIPO FLUJO PISTÓN.................... 236.
(16) XVI. LISTADO DE GRÁFICOS GRÁFICO 1-1: CLASIFICACIÓN DE LAS CELDAS ELECTROQUÍMICAS ........... 3 GRÁFICO 1-2: PARTES DE UNA CELDA ELECTROLÍTICA ................................ 4 GRÁFICO 1-3: PARTES DE UNA CELDA GALVÁNICA ........................................ 7 GRÁFICO 1-4: CELDA GALVÁNICA ..................................................................... 7 GRÁFICO 1-5: PROCESOS INVOLUCRADOS EN UN REACTOR DE ELECTROCOAGULACIÓN ......................................................... 13 GRÁFICO 2-1: DIAGRAMA DE PROCESOS DE PRODUCCIÓN DE LA EMPRESA PROLATEX ............................................................... 38 GRÁFICO 2-2: LOCALIZACIÓN DEL PUNTO DE DESCARGA DE EFLUENTES DE LA INDUSTRIA PROLATEX .................................................. 40 GRÁFICO 3-1: ESQUEMA DE LA UNIDAD DE ELECTROCOAGULACIÓN A FLUJO PISTÓN, VISTA LATERAL. ............................................. 43 GRÁFICO 3-2: ZONAS DEL REACTOR DE ELECTROCOAGULACIÓN ............ 44 GRÁFICO 3-3: DIAGRAMA DE CONTROL AUTOMÁTICO................................. 48 GRÁFICO 3-4: DIAGRAMA DE FUERZA ELÉCTRICA ....................................... 48 GRÁFICO 4-1: DETERMINACIÓN DEL TIEMPO DE RESIDENCIA DEL AFLUENTE EN EL REACTOR DE ELECTROCOAGULACIÓN. . 60 GRÁFICO 5-1: PORCENTAJE DE REMOCIÓN DE DQO DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Fe, reactor de 10 celdas) ........... 67 GRÁFICO 5-2: PORCENTAJE DE REMOCIÓN DE CALCIO DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Fe, reactor de 10 celdas) ........... 67.
(17) XVII. GRÁFICO 5-3: PORCENTAJE DE REMOCIÓN DE MAGNESIO DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Fe, reactor de 10 celdas) ........... 68 GRÁFICO 5-4: PORCENTAJE DE REMOCIÓN DE TURBIDEZ DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Fe, reactor de 10 celdas) .......... 68 GRÁFICO 5-5: PORCENTAJE DE REMOCIÓN DE COLOR DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Fe, reactor de 10 celdas) ........... 69 GRÁFICO 5-6: PORCENTAJE DE REMOCIÓN DE SULFATOS DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Fe, reactor de 10 celdas) ........... 69 GRÁFICO 5-7: PORCENTAJE DE REMOCIÓN DE FOSFATOS DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Fe, reactor de 10 celdas) .......... 70 GRÁFICO 5-8: PORCENTAJE DE REMOCIÓN DE SÓLIDOS TOTALES DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Fe, reactor de 10 celdas) .................................................. 70 GRÁFICO 5-9: PORCENTAJE DE REMOCIÓN DE SÓLIDOS DISUELTOS DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON.
(18) XVIII. RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Fe, reactor de 10 celdas) .................................................. 71 GRÁFICO 5-10: PORCENTAJE DE REMOCIÓN DE DETERGENTES DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Fe, reactor de 10 celdas) ..... 71 GRÁFICO 5-11: VARIACIÓN DE [HCO3-1] DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Fe, reactor de 10 celdas) ........................................ 72 GRÁFICO 5-12: VARIACIÓN DE [CO3-2] DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Fe, reactor de 10 celdas) ........................................ 72 GRÁFICO 5-13: VARIACIÓN DE OXÍGENO DISUELTO DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Fe, reactor de 10 celdas) ..... 73 GRÁFICO 5-14: VARIACIÓN DEL pH DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Fe, reactor de 10 celdas) ........................................ 73 GRÁFICO 5-15: VARIACIÓN DE CONDUCTIVIDAD DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1.
(19) XIX. (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Fe, reactor de 10 celdas) ........................................ 74 GRÁFICO 5-16: PORCENTAJE DE REMOCIÓN DE DQO DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Al, reactor de 10 celdas) ...... 77 GRÁFICO 5-17: PORCENTAJE DE REMOCIÓN DE CALCIO DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Al, reactor de 10 celdas) ...... 77 GRÁFICO 5-18: PORCENTAJE DE REMOCIÓN DE MAGNESIO DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Al, reactor de 10 celdas) ...... 78 GRÁFICO 5-19: PORCENTAJE DE REMOCIÓN DE TURBIDEZ DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Al, reactor de 10 celdas) ...... 78 GRÁFICO 5-20: PORCENTAJE DE REMOCIÓN DE COLOR DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Al, reactor de 10 celdas) ...... 79 GRÁFICO 5-21: PORCENTAJE DE REMOCIÓN DE SULFATOS DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Al, reactor de 10 celdas) ...... 79.
(20) XX. GRÁFICO 5-22: PORCENTAJE DE REMOCIÓN DE FOSFATOS DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Al, reactor de 10 celdas) ...... 80 GRÁFICO 5-23: PORCENTAJE DE REMOCIÓN DE SÓLIDOS TOTALES DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Al, reactor de 10 celdas) .................................................. 80 GRÁFICO 5-24: PORCENTAJE DE REMOCIÓN DE SÓLIDOS DISUELTOS DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Al, reactor de 10 celdas) .................................................. 81 GRÁFICO 5-25: PORCENTAJE DE REMOCIÓN DE DETERGENTES DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Al, reactor de 10 celdas) ...... 81 GRÁFICO 5-26: VARIACIÓN DE [HCO3-1] DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Al, reactor de 10 celdas)......................................... 82 GRÁFICO 5-27: VARIACIÓN DE [CO3-2] DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Al, reactor de 10 celdas)......................................... 82.
(21) XXI. GRÁFICO 5-28: VARIACIÓN DE OXÍGENO DISUELTO DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Al, reactor de 10 celdas) ...... 83 GRÁFICO 5-29: VARIACIÓN DEL pH DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Al, reactor de 10 celdas)......................................... 83 GRÁFICO 5-30: VARIACIÓN DE CONDUCTIVIDAD DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Al, reactor de 10 celdas)......................................... 84 GRÁFICO 5-31: PORCENTAJE DE REMOCIÓN DE DQO DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL AMPERAJE DEL PROCESO DE ELECTROCOAGULACIÓN A DIFERENTES TIEMPOS, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Fe y Al, reactor de 10 celdas) .......................................... 87 GRÁFICO 5-32: PORCENTAJE DE REMOCIÓN DE CALCIO DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL AMPERAJE DEL PROCESO DE ELECTROCOAGULACIÓN A DIFERENTES TIEMPOS, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Fe y Al, reactor de 10 celdas) .......................................... 88 GRÁFICO 5-33: PORCENTAJE DE REMOCIÓN DE MAGNESIO DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL AMPERAJE DEL PROCESO DE ELECTROCOAGULACIÓN A DIFERENTES TIEMPOS, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Fe y Al, reactor de 10 celdas) .......................................... 89.
(22) XXII. GRÁFICO 5-34: PORCENTAJE DE REMOCIÓN DE TURBIDEZ DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL AMPERAJE DEL PROCESO DE ELECTROCOAGULACIÓN A DIFERENTES TIEMPOS, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A, ánodo Fe y Al, reactor de 10 celdas) .......................................... 90 GRÁFICO 5-35: PORCENTAJE DE REMOCIÓN DE COLOR DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL AMPERAJE DEL PROCESO DE ELECTROCOAGULACIÓN A DIFERENTES TIEMPOS, BAJO EL ENSAYO 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Fe y Al, reactor de 10 celdas) ............................................................. 91 GRÁFICO 5-36: PORCENTAJE DE REMOCIÓN DE SULFATOS DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL AMPERAJE DEL PROCESO DE ELECTROCOAGULACIÓN A DIFERENTES TIEMPOS, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Fe y Al, reactor de 10 celdas) .......................................... 92 GRÁFICO 5-37: PORCENTAJE DE REMOCIÓN DE FOSFATOS DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL AMPERAJE DEL PROCESO DE ELECTROCOAGULACIÓN A DIFERENTES TIEMPOS, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Fe y Al, reactor de 10 celdas) .......................................... 93 GRÁFICO 5-38: PORCENTAJE DE REMOCIÓN DE SÓLIDOS TOTALES DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL AMPERAJE DEL PROCESO DE ELECTROCOAGULACIÓN A DIFERENTES TIEMPOS, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A, ánodo Fe y Al, reactor de 10 celdas) ... 94 GRÁFICO 5-39: PORCENTAJE DE REMOCIÓN DE SÓLIDOS DISUELTOS DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL AMPERAJE DEL PROCESO DE.
(23) XXIII. ELECTROCOAGULACIÓN A DIFERENTES TIEMPOS, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Fe y Al, reactor de 10 celdas) ... 95 GRÁFICO 5-40: PORCENTAJE DE REMOCIÓN DE DETERGENTES DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL AMPERAJE DEL PROCESO DE ELECTROCOAGULACIÓN A DIFERENTES TIEMPOS, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 4, 8 y 16 A; ánodo Fe y Al, reactor de 10 celdas) .......................................... 96 GRÁFICO 5-41: PORCENTAJES DE REMOCIÓN DE DQO DEL AGUA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 8 A; ánodo Fe y Al, reactor de 10 celdas) ...................................... 99 GRÁFICO 5-42: PORCENTAJES DE REMOCIÓN DE COLOR DEL AGUA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 8 A; ánodo Fe y Al, reactor de 10 celdas) .................................... 100 GRÁFICO 5-43: PORCENTAJES DE REMOCIÓN DE FOSFATOS DEL AGUA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 8 A; ánodo Fe y Al, reactor de 10 celdas) .................................... 100 GRÁFICO 5-44: PORCENTAJES DE REMOCIÓN DE SÓLIDOS DISUELTOS DEL AGUA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 8 A; ánodo Fe y Al, reactor de 10 celdas) ............. 101 GRÁFICO 5-45: PORCENTAJES DE REMOCIÓN DE SÓLIDOS TOTALES DEL AGUA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL.
(24) XXIV. ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 8 A; ánodo Fe y Al, reactor de 10 celdas) ............. 101 GRÁFICO 5-46: PORCENTAJES DE REMOCIÓN DE DETERGENTES DEL AGUA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 8 A; ánodo Fe y Al, reactor de 10 celdas) ............ 102 GRÁFICO 5-47: PORCENTAJES DE REMOCIÓN DE CALCIO DEL AGUA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 8 A; ánodo Fe y Al, reactor de 10 celdas) .................................... 102 GRÁFICO 5-48: PORCENTAJES DE REMOCIÓN DE MAGNESIO DEL AGUA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 8 A; ánodo Fe y Al, reactor de 10 celdas) .................................... 103 GRÁFICO 5-49: PORCENTAJES DE REMOCIÓN DE TURBIDEZ DEL AGUA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 8 A; ánodo Fe y Al, reactor de 10 celdas) .................................... 103 GRÁFICO 5-50: PORCENTAJES DE REMOCIÓN DE SULFATOS DEL AGUA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 1 Y 2 (flujo del proceso de 7.2 L/h, intensidades de corriente de 8 A; ánodo Fe y Al, reactor 10 celdas)......................................... 104 GRÁFICO 5-51: PORCENTAJE DE REMOCIÓN DE DQO DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 10 celdas) ......... 106.
(25) XXV. GRÁFICO 5-52: PORCENTAJE DE REMOCIÓN DE COLOR DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 10 celdas) ......... 107 GRÁFICO 5-53: PORCENTAJE DE REMOCIÓN DE SÓLIDOS DISUELTOS DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 10 celdas) ................................................................ 107 GRÁFICO 5-54: PORCENTAJE DE REMOCIÓN DE SÓLIDOS TOTALES DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 10 celdas) ................................................................ 108 GRÁFICO 5-55: PORCENTAJE DE REMOCIÓN DE DETERGENTES DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 10 celdas) ...................................................................................... 108 GRÁFICO 5-56: PORCENTAJE DE REMOCIÓN DE CALCIO DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 10 celdas) ......... 109 GRÁFICO 5-57: PORCENTAJE DE REMOCIÓN DE MAGNESIO DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 10 celdas) ......... 109.
(26) XXVI. GRÁFICO 5-58: PORCENTAJE DE REMOCIÓN DE SULFATOS DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 10 celdas) ......... 110 GRÁFICO 5-59: PORCENTAJE DE REMOCIÓN DE FOSFATOS DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 10 celdas) ......... 110 GRÁFICO 5-60: PORCENTAJE DE REMOCIÓN DE TURBIDEZ DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 10 celdas) ......... 111 GRÁFICO 5-61: VARIACIÓN DE [HCO3-1] DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 10 celdas)........................................... 111 GRÁFICO 5-62: VARIACIÓN DE [CO3-2] DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de corriente óptima de 8 A; ánodo Fe, reactor de 10 celdas)........................................... 112 GRÁFICO 5-63: VARIACIÓN DE OXÍGENO DISUELTO DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 10 celdas) ......... 112 GRÁFICO 5-64: VARIACIÓN DE pH DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del.
(27) XXVII. proceso de 18, 36 y 72 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 10 celdas)........................................... 113 GRÁFICO 5-65: VARIACIÓN DE CONDUCTIVIDAD DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 3 (flujos del proceso de 18, 36 y 72 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 10 celdas)........................................... 113 GRÁFICO 5-66: PORCENTAJE DE REMOCIÓN DE DQO DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 20 celdas) .... 115 GRÁFICO 5-67: PORCENTAJE DE REMOCIÓN DE COLOR DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 20 celdas) .... 116 GRÁFICO 5-68: PORCENTAJE DE REMOCIÓN DE SÓLIDOS DISUELTOS DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 20 celdas) .......................................................... 116 GRÁFICO 5-69: PORCENTAJE DE REMOCIÓN DE SÓLIDOS TOTALES DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 20 celdas) .......................................................... 117 GRÁFICO 5-70: PORCENTAJE DE REMOCIÓN DE DETERGENTES DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, BAJO EL ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h,.
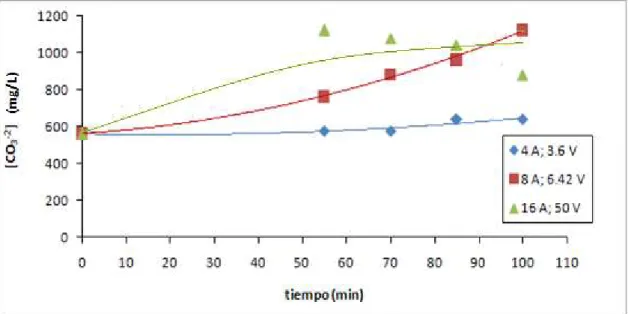
(28) XXVIII. intensidad de corriente media de 8 A; ánodo Fe, reactor de 20 celdas) ...................................................................................... 117 GRÁFICO 5-71: PORCENTAJE DE REMOCIÓN DE CALCIO DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 20 celdas) .... 118 GRÁFICO 5-72: PORCENTAJE DE REMOCIÓN DE MAGNESIO DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 20 celdas) .... 118 GRÁFICO 5-73: PORCENTAJE DE REMOCIÓN DE SULFATOS DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 20 celdas) .... 119 GRÁFICO 5-74: PORCENTAJE DE REMOCIÓN DE FOSFATOS DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 20 celdas) .... 119 GRÁFICO 5-75: PORCENTAJE DE REMOCIÓN DE TURBIDEZ DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor 20 celdas) ......... 120 GRÁFICO 5-76: VARIACIÓN DE [HCO3-1] DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor 20 celdas)............................................. 120.
(29) XXIX GRÁFICO 5-77: VARIACIÓN DE [CO3-2] DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 20 celdas)........................................ 121 GRÁFICO 5-78: VARIACIÓN DE OXÍGENO DISUELTO DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 20 celdas) .... 121 GRÁFICO 5-79: VARIACIÓN DEL pH DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELCTROCOAGULACIÓN, ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 20 celdas)........................................ 122 GRÁFICO 5-80: VARIACIÓN DE CONDUCTIVIDAD DEL AGUA CONTAMINADA DE LA INDUSTRIA TEXTIL CON RESPECTO AL TIEMPO DEL PROCESO DE ELECTROCOAGULACIÓN, ENSAYO 4 (flujos del proceso de 144, 216 y 288 L/h, intensidad de corriente media de 8 A; ánodo Fe, reactor de 20 celdas)........................................ 122 GRÁFICO 6-1: DIAGRAMA DE UNIDADES PARA LA DESCONTAMINACIÓN DE AGUAS DE LA INDUSTRIA TEXTIL POR ELECTROCOAGULACIÓN ....................................................... 127 GRÁFICO 6-2: VARIACIÓN DEL CAUDAL MENSUAL RESPECTO AL CAUDAL MEDIO ....................................................................................... 129 GRÁFICO 6-3: REACCIÓN DE ORDEN CERO ................................................. 132 GRÁFICO 6-4: REACCIÓN DE PRIMER ORDEN ............................................. 133 GRÁFICO 6-5: REACCIÓN DE SEGUNDO ORDEN ......................................... 133 GRÁFICO 6-6: ESQUEMA DE LOS ELECTRODOS DEL REACTOR DE ELECTROCOAGULACIÓN ....................................................... 138.
(30) XXX. GRÁFICO 6-7: ESQUEMA DE LA DISPOSICIÓN DE LOS ELECTRODOS Y LAS LÁMINAS DE DIVISIÓN EN EL REACTOR DE ELECTROCOAGULACIÓN ....................................................... 143 GRÁFICO 6-8: EJEMPLOS VISUALES Y SU EQUIVALENICA AL TAMAÑO DE LOS FLÓCULOS SEGÚN EL ÍNDICE DE WILLCOMB. ............ 146.
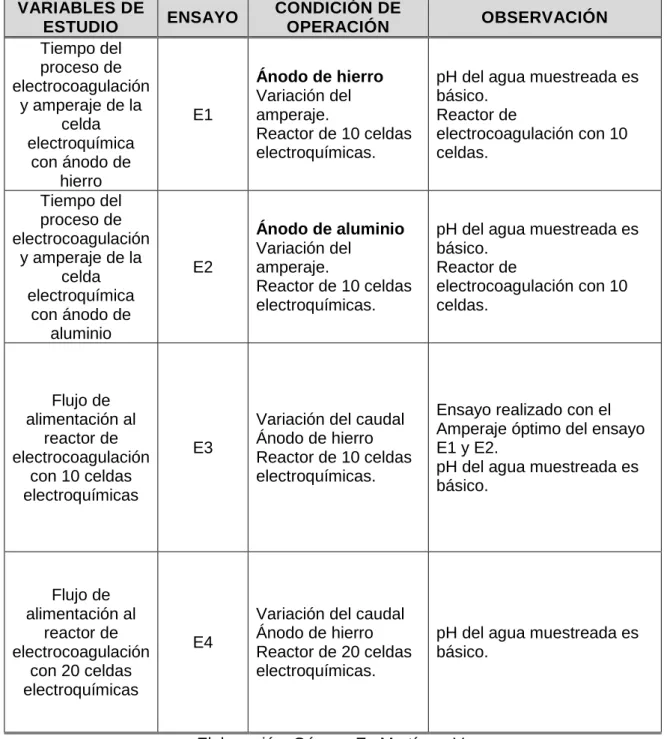
(31) XXXI. LISTADO DE CUADROS. CUADRO 2-1: CLASIFICACIÓN Y ORIGEN DE LAS FIBRAS TEXTILES .......... 21 CUADRO 2-2: MAQUINARIA UTILIZADA EN LOS PROCESOS DE TINTURA .. 25 CUADRO 2-3: CLASIFICACIÓN DE LOS COLORANTES................................... 27 CUADRO 2-4: COMPONENTES QUÍMICOS TÍPICOS QUE PUEDEN ENCONTRARSE EN EL AGUA RESIDUAL Y SUS EFECTOS. .. 36 CUADRO 2-5: INFORMACIÓN GENERAL DE LA INDUSTRIA PROLATEX....... 37 CUADRO 2-6: PROCESO DE PRODUCCIÓN DE LA EMPRESA PROLATEX... 39 CUADRO 2-7: CONSUMO DE AGUA Y PRODUCCIÓN DE EFLUENTES LÍQUIDOS DE LA INDUSTRIA PROLATEX ................................. 40 CUADRO 4-1: EQUIPOS UTILIZADOS ............................................................... 51 CUADRO 4-2: MATERIALES DEL LABORATORIO ............................................ 52 CUADRO 4-3: REACTIVOS UTILIZADOS ........................................................... 53 CUADRO 4-4: EQUIPO DE PROTECCIÓN PERSONAL EN EL PROCESO DE MUESTREO ................................................................................. 56 CUADRO 4-5: MATERIALES EN EL PROCESO DE MUESTREO...................... 56 CUADRO 4-6: DESCRIPCIÓN DE LOS ENSAYOS Y CONDICIONES DE OPERACIÓN DEL PROCESO DE ELECTROCOAGULACIÓN. .. 61 CUADRO 5-1: RESULTADOS DE LOS ANÁLISIS FÍSICO-QUÍMICOS DEl EFLUENTE DE LA INDUSTRIA TEXTIL. ..................................... 64 CUADRO 5-2: VALORES MÁXIMOS DE REMOCIÓN DE LOS CONTAMINANTES DEL AGUA RESIDUAL DE LA INDUSTRIA TEXTIL, BAJO EL ENSAYO E1. (Flujo del proceso 7.2L/h, intensidad de corriente de 4, 8 y 16 a; ánodo de Fe; reactor de 10 celdas) .......................................................................................... 75 CUADRO 5-3: VALORES MÁXIMOS DE REMOCIÓN DE LOS CONTAMINANTES DEL AGUA RESIDUAL DE LA INDUSTRIA TEXTIL, BAJO EL ENSAYO E2. (Flujo del proceso 7.2L/h, intensidad de corriente de 4, 8 y 16 A; ánodo de Al; reactor de 10 celdas) .......................................................................................... 85.
(32) XXXII. CUADRO 5-4: INTENSIDADES DE CORRIENTE DE LA CELDA ELECTROQUÍMICA PARA LA OBTENCIÓN DE LA MÁXIMA REMOCIÓN DE LOS CONTAMINANTES DEL AGUA RESIDUAL DE LA INDUSTRIA TEXTIL, BAJO LOS ENSAYOS 1 Y 2. (Flujo del proceso 7.2L/h, intensidad de corriente de 4, 8 y 16 a; ánodo de Fe y Al; reactor de 10 celdas) ....................................................... 98 CUADRO 5-5: TIEMPOS DEL PROCESO DE ELECTROCOAGULACIÓN NECESARIOS PARA LA OBTENCIÓN DE PORCENTAJES DE REMOCIÓN ASINTÓTICOS DE LOS CONTAMINANTES PRESENTES EN LAS AGUAS DE LA INDUSTRIA TEXTIL, BAJO LOS ENSAYOS 1 y 2. (Flujo del proceso 7.2L/h, intensidad de corriente de 8 A; ánodo de Fe y Al; reactor de 10 celdas). ......... 105 CUADRO 5-6: PARÁMETROS ÓPTIMOS DE OPERACIÓN DEL REACTOR DE ELECTROCOAGULACIÓN DE 20 CELDAS ELECTROQUÍMICAS PARA EL PROCESO DE DESCONTAMINACIÓN DE LAS AGUAS CONTAMINADAS DE LA INDUSTRIA TEXTIL PROLATEX. ..... 124 CUADRO 5-7: PORCENTAJES DE REMOCIÓN DE CONTAMINANTES EN LAS MEJORES CONDICIONES TÉCNICAS. .................................... 125 CUADRO 6-1: DATOS DE CAUDAL FACTURADO POR LA EMPRESA PROLATEX ................................................................................ 128 CUADRO 6-2: FRECUENCIA DE OPERACIÓN DEL REACTOR DE ELECTROCOAGULACIÓN CONSIDERANDO EL VOLUMEN MEDIO DESCARGADO POR LA PLANTA Y EL VOLUMEN A TRATARSE POR EL SISTEMA DE ELECTROCOAGULACIÓN.130 CUADRO 6-3: RESULTADO DEL CÁLCULO DEL ORDEN DE LA REACCIÓN DEL PROCESO DE ELECTROCOAGULACIÓN........................ 132 CUADRO 6-4: DATOS PARA LA COMPROBACIÓN DEL ORDEN DE LA REACCIÓN UTILIZANDO EL MÉTODO DIFERENCIAL. ........... 134 CUADRO 6-5: VALORES DEL ORDEN DE LA REACCIÓN ENCONTRADOS EN LOS ENSAYOS E3 Y E4 UTILIZANDO LA REPRESENTACIÓN GRÁFICA Y EL MÉTODO DIFERENCIAL. ................................. 135 CUADRO 6-6: VALORES DE LA VELOCIDAD DE LA REACCIÓN (k) PARA LOS ENSAYOS E3 Y E4 CON ÓRDEN DE REACCIÓN 2................. 136.
(33) XXXIII. CUADRO 6-7: PROCESO DE ITERACIONES................................................... 140 CUADRO 6-8: DIMENSIONES DE LOS ELECTRODOS ................................... 141 CUADRO 6-9: DIMENSIONES DEL REACTOR DE ELECTROCOAGULACIÓN……………….………………………..142 CUADRO 6-10: PARTES DEL FILTRO DE ARENA .......................................... 148 CUADRO 6-11: PORCENTAJE EN VOLUMEN DE LODO GENERADO EN LOS ENSAYOS E3 Y E4. ................................................................. 150 CUADRO 6-12: CONFORMACIÓN DEL LECHO DE SECADO......................... 152 CUADRO 6-13: ÁREA DEL REACTOR ELECTROCOAGULACIÓN, ELECTRODOS Y PLACAS....................................................... 153 CUADRO 6-14: COSTO DE LAS PLANCHAS DE HIERRO, ALUMINIO Y POLIMETACRILATO ................................................................ 154.
(34) XXXIV. LISTADO DE FOTOGRAFÍAS. FOTOGRAFÍA 3-1: REACTOR DE 10 CELDAS .................................................. 44 FOTOGRAFÍA 3-2: REACTOR DE 20 CELDAS .................................................. 45 FOTOGRAFÍA 3-3: ELECTRODO DE ALUMINIO ............................................... 46 FOTOGRAFÍA 3-4: ELECTRODO DE HIERRO ................................................... 46 FOTOGRAFÍA 3-5: PLETINAS DEL REACTOR DE 10 y 20 CELDAS ................ 47.
(35) XXXV. RESUMEN. La presente tesis se realizó con el objeto de estudiar las variables relevantes de funcionamiento del sistema de electrocoagulación, determinar los valores óptimos de los parámetros de operación y presentar el diseño de un prototipo de reactor de electrocoagulación a nivel de laboratorio, con el fin de tratar efluentes de la industria textil.. Se realizó ensayos de optimización en el reactor de electrocoagulación, que dispone el Laboratorio de Aguas y Microbiología, el mismo que es de flujo pistón, formado por compartimientos de reacción que contienen como electrodos hierro y aluminio conectados a una fuente de poder de corriente continua que es controlada por un sistema eléctrico.. Mediante los ensayos y el análisis de. parámetros físico-químicos se determinaron los valores óptimos de las variables estudiadas: intensidad de la corriente, tipo de electrodo, caudal y número de celdas. Los resultados de los parámetros físico-químicos: pH, DQO, color, sólidos disueltos, sólidos totales, detergentes, [HCO3-1] y [CO3-2] (Alcalinidad), [Ca+2] y [Mg+2](Dureza), oxígeno disuelto (OD), sulfatos, fosfatos, turbidez, conductividad; presentan porcentajes de remoción superiores al 70% en las condiciones de operación del equipo que son las siguientes: intensidad de 8A, Voltaje de 3.8 V, 20 celdas electroquímicas, caudal de 216 L/h y utilizando como electrodo de sacrificio hierro. Sin embargo, se debería contemplar en futuros proyectos un estudio integral sobre caracterización de lodos generados por electrocoagulación a fin de conseguir un proceso de tratamiento más eficiente. PALABRAS CLAVES: electrocoagulación, intensidad de corriente, electrodo de sacrificio, celda electroquímica, parámetros físico-químicos, porcentaje de remoción.
(36) XXXVI. SUMMARY. The present thesis was done with the purpose of study the relevant variable of the electrocogulation system for determining the optimal values of operating parameters and to present the design of prototype electrocoagulation´s reactor at laboratory level to treat textile effluents.. Optimization’s assays were done in the electrocogulation reactor, existing in the “Aguas y Microbiología” Laboratory. This reactor is the piston flow, which is formed by reaction compartment that contain iron an aluminum as electrodes connected to a continuous power source which is controlled by an electrical system. Through this study and analysis of physic-chemical parameters were sought to determinate the optimal values of the different variables, such as: current, electrode´s type, flowed, number of cells.. The results of the physic-chemical parameters: pH, DQO, color, dissolved solids, total solids, detergents, [HCO3-1] y [CO3-2] (Alkalinity), [Ca+2] y [Mg+2](Hardness), dissolved oxygen (DO), sulfates, phosphates, turbidity, conductivity; showing removal percentages higher than 70% in the following operating equipment conditions: current 8A, voltage 3.8 V, 20 electrolytic cells, 216 L/h flow and using as sacrificial electrode iron.. However, it should consider in future projects an integrate study about characterization of sludge generated by electrocoagulation to achieve a more efficient treatment process. KEY WORDS: electrocoagulation, current, sacrificial electrode, electrolytic cells, physic-chemical parameters, removal percentages..
(37) XXXVII. PRESENTACIÓN En los últimos años ha existido una grave contaminación del agua disponible debido a los productos químicos utilizados en las diferentes industrias. La industria textil tiene en ello un aporte relevante ya que genera grandes volúmenes de aguas residuales contaminadas. Debido a sus características, estos químicos muestran gran persistencia en el ambiente.. Distintos tratamientos y combinaciones de éstos se han propuesto en la literatura para el tratamiento de aguas residuales de la industria textil, entre los más usados se encuentran: coagulación química, tratamiento biológico, adsorción con carbón activado, ultrafiltración, entre otros. Sin embargo, estos tratamientos presentan inconvenientes relacionados con la utilización de químicos y espacio físico para la instalación de plantas de tratamiento.. En particular, en el Distrito Metropolitano de Quito las descargas de efluentes contaminados de la industria textil no reciben tratamiento o su tratamiento no es el adecuado provocando que las descargas sobrepasen los límites. permitidos. establecidos en la ordenanza 213.. La aplicación del método de electrocoagulación presenta una alternativa viable de tratamiento de este tipo de agua, que puede ser aplicada en un futuro cercano. Este método presenta ventajas como alta eficiencia para remover partículas, es un método simple, no requiere ninguna adición de productos químicos, posibilidad de automatización y bajo costo de operación y mantenimiento.. Por esta razón, la finalidad del presente proyecto es estudiar las variables relevantes de funcionamiento del sistema de electrocoagulación aplicado a aguas de la industria textil..
(38) XXXVIII. El proceso de descontaminación utilizando electrocoagulación se aplicará a efluentes de la industria textil de la Empresa Prolatex. A continuación, se detalla el contenido de cada capítulo del presente estudio.. Capítulo 1: contiene el marco teórico que fundamenta el presente estudio, proporcionando conceptos específicos a cerca de las reacciones redox, celdas electroquímicas,. leyes. y. ecuaciones. de. Faraday.. Además,. presenta. generalidades y aplicaciones de la electrocoagulación en la actualidad.. Capítulo 2: presenta información general sobre la industria textil, procesos de fabricación, agentes químicos utilizados en el proceso de tinturado, se describe en forma general la problemática ambiental de la industrial textil y contiene información específica sobre la industria Prolatex.. Capítulo 3: muestra la descripción del equipo de electrocoagulación utilizado para el desarrollo de la fase experimental del presente estudio, también se describe el funcionamiento del sistema de electrocoagulación.. Capítulo 4: expone la metodología para la realización de los ensayos de descontaminación de aguas de la industria textil mediante un sistema de electrocoagulación. Presenta equipos, materiales, reactivos utilizados, variables estudiadas, parámetros físico- químicos a analizar y el. procedimiento de los. ensayos de descontaminación. Para cada ensayo se presenta los parámetros de medición y las condiciones técnicas específicas.. Capítulo 5: muestra los resultados y análisis de los ensayos de descontaminación de aguas residuales de la industria textil Prolatex, tratadas por el proceso de electrocoagulación..
(39) XXXIX. Capítulo 6: presenta el dimensionamiento del sistema de electrocoagulación para el tratamiento de aguas de la industria textil, para lo cual se obtiene el orden de la reacción del proceso de electrocoagulación.. Se dimensiona unidades complementarias al sistema de electrocoagulación como: tanque de homogenización, filtro de arena y lecho de secado. Además, se realiza una estimación económica del proceso de electrocoagulación.. Capítulo 7: presenta las conclusiones y recomendaciones identificadas durante el desarrollo del presente estudio..
(40) 1. 1.. CAPÍTULO 1 MARCO TEÓRICO. 1.1 INTRODUCCIÓN El fundamento de este proyecto se encuentra establecido en el Marco Teórico de este capítulo, en el cual se presenta conceptos específicos a cerca de las reacciones redox, celdas electroquímicas, leyes y ecuaciones de Faraday, que permitan explicar las bases del funcionamiento de la electrocoagulación. Los conceptos establecen la estrecha relación existente entre las reacciones físico-químicas dentro de un sistema de electrocoagulación, siendo la base necesaria para el desarrollo del presente proyecto.. 1.2 REACCIONES REDOX (1), (2), (3), (4), (9) Las reacciones redox o también llamadas reacciones de óxido reducción son aquellas en las que se transfieren uno o más electrones. Las reacciones redox están formadas por dos semireacciones, de manera que un proceso de oxidación se da simultáneamente con otro de reducción. Oxidación Se refiere a la media reacción donde un átomo o un grupo de átomos pierden electrones (e-). En este caso, el número de oxidación de la especie que se oxida tiende a aumentar. Reducción Se refiere a la media reacción donde un átomo o un grupo de átomos ganan electrones (e-). En este caso el número de oxidación de la especie que reduce disminuye..
(41) 2. El número de oxidación también llamado estado de oxidación es el número de electrones que ha ganado, perdido o compartido un elemento. El número de oxidación se asigna a cada tipo de átomo de un compuesto o ión, o a un elemento, empleando un conjunto de reglas. En una reacción redox siempre habrá una sustancia que se oxida (pierde e-) para que otra pueda reducirse (ganar e-), es decir, habrá un agente reductor y un agente oxidante. Agente Oxidante Es la especie química que en un proceso redox acepta electrones y, por tanto, se reduce en dicho proceso (disminuye su número de oxidación). Agente Reductor Es la especie química que en un proceso redox pierde electrones y, por tanto, se oxida en dicho proceso (aumenta su número de oxidación). Las reacciones de oxidación y de reducción son semireacciones, que al combinarlas se obtiene la reacción redox, donde el número de electrones que pierde un agente reductor debe ser igual al número de electrones ganados por un agente oxidante.. 1.3 CELDAS ELECTROQUÍMICAS (5), (8) Una celda electroquímica es un dispositivo que permite generar electricidad mediante una reacción redox espontánea en donde la sustancia oxidante está separada de la reductora. En una celda el agente reductor pierde electrones por tanto se oxida. El electrodo en donde se verifica la oxidación se llama ánodo. En el otro electrodo, la sustancia oxidante gana electrones y por tanto se reduce. El electrodo en el que se verifica la reducción se llama cátodo. La corriente eléctrica fluye del ánodo al cátodo porque hay una diferencia de energía potencial entre los electrodos. La diferencia de potencial eléctrico entre el.
(42) 3. ánodo y el cátodo se mide en forma experimental con un voltímetro, donde la lectura es el voltaje de la celda. Las celdas electroquímicas se clasifican en: celdas electrolíticas y celdas galvánicas como se presenta en el siguiente gráfico: GRÁFICO 1-1: CLASIFICACIÓN DE LAS CELDAS ELECTROQUÍMICAS. Fuente: Cerón, María., 2004. 1.3.1 CELDAS ELECTROLÍTICAS (6), (7), (8), (9) Las celdas electrolíticas son celdas electroquímicas donde ocurren reacciones no espontáneas, es decir las reacciones ocurren en presencia de un agente externo, por ejemplo, si se aplica voltajes eléctricos. Este proceso se denomina electrólisis. Las celdas electroquímicas constan de un recipiente para el material de reacción, dos electrodos sumergidos dentro de dicho material y conectados a una fuente de corriente continua. El recipiente en el que se realiza el proceso recibe el nombre de celda electroquímica..
(43) 4. Una celda electroquímica está compuesta por dos electrodos de un material conductor sólido, generalmente un metal; uno se llama cátodo y en él tiene lugar la reducción, el otro se llama ánodo y en él tiene lugar la oxidación. El cátodo se conecta al polo negativo de una fuente de corriente continua y el ánodo al polo positivo. Los dos electrodos se sumergen en el electrolito que es un conductor iónico, generalmente una disolución acuosa de iones o una sal fundida. Las partes de una celda electrolítica se exponen en el gráfico 1-2 GRÁFICO 1-2: PARTES DE UNA CELDA ELECTROLÍTICA. Fuente: Cañizares, P., 2004. A continuación se describe el proceso de electrólisis que se lleva a cabo en una celda electrolítica: •. La energía eléctrica se traslada desde la fuente externa de corriente directa hacia los respectivos electrodos.. •. La corriente eléctrica que pasa a través de la solución electrolítica ocasiona que los cationes disueltos se dirijan hacia el cátodo (polo negativo) y los aniones se dirijan hacia el ánodo (polo positivo)..
(44) 5. •. La reducción ocurre en el cátodo, con la ganancia de electrones y la oxidación ocurre en el ánodo con la pérdida de electrones; dando como resultado la reacción global redox.. Dado que la reacción redox es el resultado de las reacciones en las celdas electrolíticas, ocurre solamente una de las tres reacciones que se presentan a continuación: •. La del electrodo. Si el electrodo es inerte (Pt(S), grafito), la reacción no ocurre •. La del ión que rodea el electrodo. 2− Si el ión es NO3− o SO4 , no se genera la reacción, dado que estos iones son. inertes. •. La del electrolito.. Si el agua es acidificada, la reacción de oxidación y reducción se produce Existen diversas aplicaciones de la celda electrolítica, a continuación se detallan algunas. •. El cloro y el álcali son producidos por la electrólisis a gran escala de salmuera.. •. Otros productos químicos producidos incluyen hidrógeno y oxígeno (por la electrólisis de agua), cloratos, peroxisulfato, y permanganato.. •. Las superficies de metal también pueden electrolíticamente ser oxidadas (anodizado) para formar estratos protectores de óxido. Esta técnica de acabado de superficie es más ampliamente usada para aluminio pero sirve también para titanio, cobre y acero.. •. Los metales pueden ser purificados por electrorefinación. Así, el metal impuro es utilizado como el ánodo, el cual se disuelve durante la electrólisis. El metal es depositado, en forma más pura, en el cátodo. El.
Figure




+7




Documento similar
• Descripción de los riesgos importantes de enfermedad pulmonar intersticial/neumonitis asociados al uso de trastuzumab deruxtecán. • Descripción de los principales signos
E Clamades andaua sienpre sobre el caua- 11o de madera, y en poco tienpo fue tan lexos, que el no sabia en donde estaña; pero el tomo muy gran esfuergo en si, y pensó yendo assi
[r]
SVP, EXECUTIVE CREATIVE DIRECTOR JACK MORTON
Social Media, Email Marketing, Workflows, Smart CTA’s, Video Marketing. Blog, Social Media, SEO, SEM, Mobile Marketing,
• For patients with severe asthma and who are on oral corticosteroids or for patients with severe asthma and co-morbid moderate-to-severe atopic dermatitis or adults with
Administration of darolutamide (600 mg twice daily for 5 days) prior to co-administration of a single dose of rosuvastatin (5 mg) together with food resulted in approximately
A treatment effect in favour of luspatercept over placebo was observed in most subgroups analysed using transfusion independence ≥12 weeks (during week 1 to week 24),
